3.1. Structure and Morphology Analysis
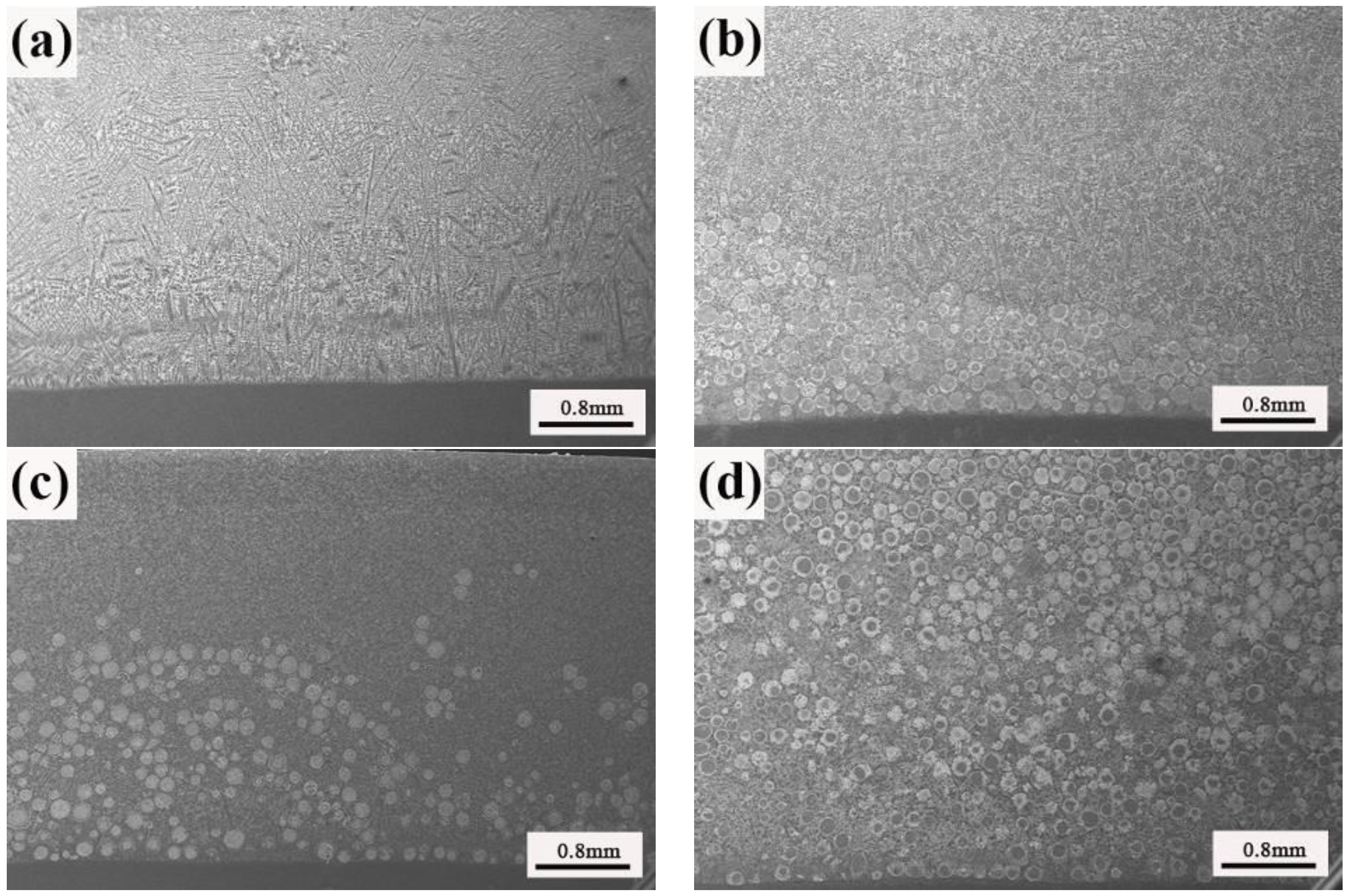
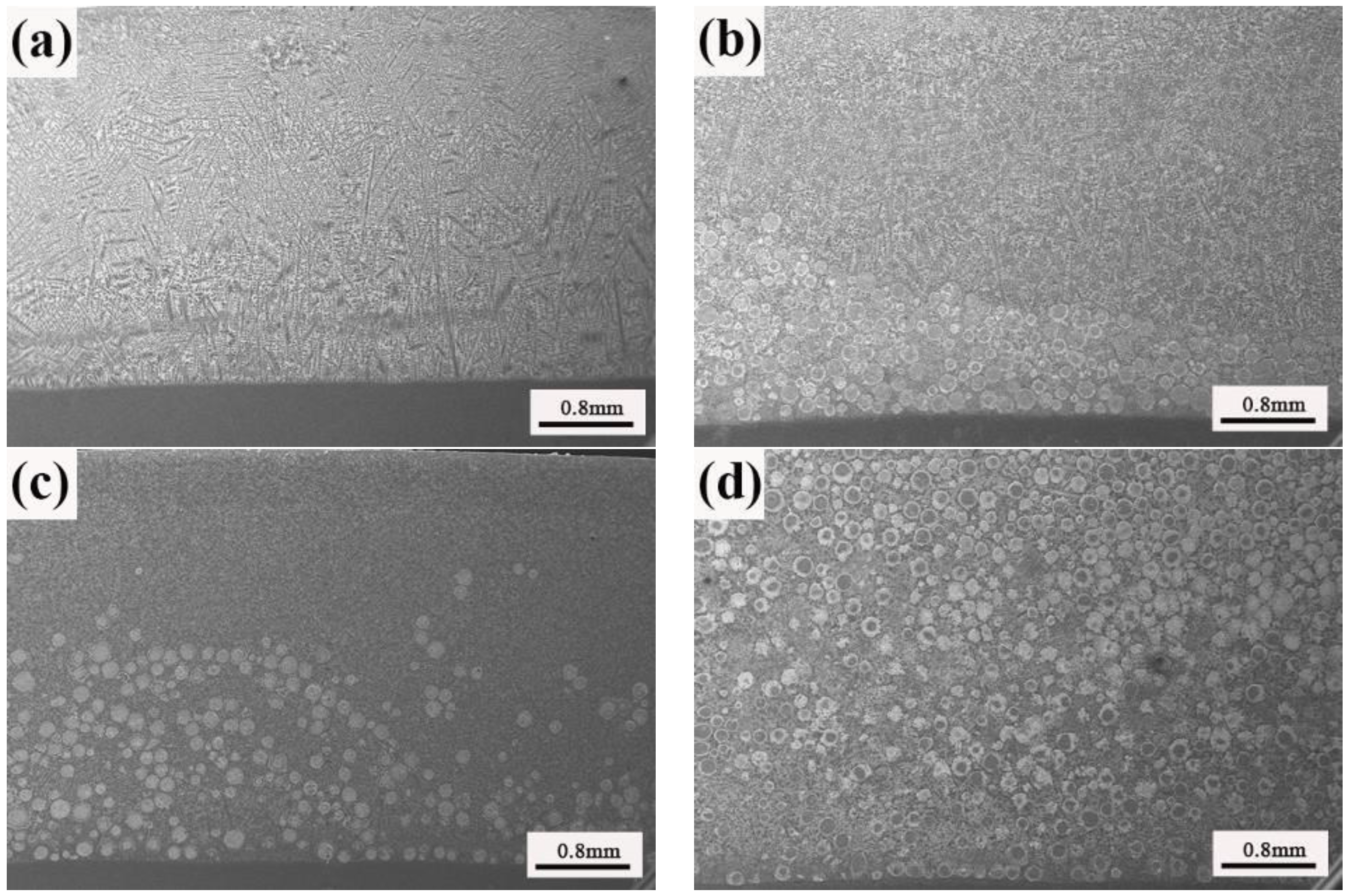
Figure 2 shows the cross-section micrograph of different coatings. It can be seen that the coatings deposited by PTAW exhibit cohesive, metallurgical and defect-free properties, and the thickness is in the range of 3~5 mm. The micrograph of sample A without tungsten carbide reveals continuous and sound interfaces between the substrate and the infiltrated composite layer, and primary dendritic structure with interdendritic phases is observed, as shown in
Figure 2a. When spherical tungsten carbide is added to the Ni40 alloy, the tungsten carbides are depleted in vicinity of surface. The spherical tungsten carbide appears to be more densely packed near the fusion line area, which is related to higher melting point and density compared to the nickel based alloy. With the increase of tungsten carbides, the region at the surface was depleted of carbide reduces. The circular zones denuded of primary tungsten carbide particles are present in sample C. The circular regions denuded of primary carbide are not empty space, but a mixture of matrix and complex carbide phases [
11].
Figure 2d illustrates the microstructure of sample D with 60 wt. % spherical tungsten carbide. The particles appear to be homogenously distributed through the alloy coating thickness, and there isa high dissolution degree for tungsten carbide. There are only a few examples of tungsten carbide maintaining original morphology, because itis difficult to distinguish individual spherical tungsten carbide.
Figure 2.
The SEM cross-section images of different samples (a) sample A; (b) sample B; (c) sample C; (d) sample D.
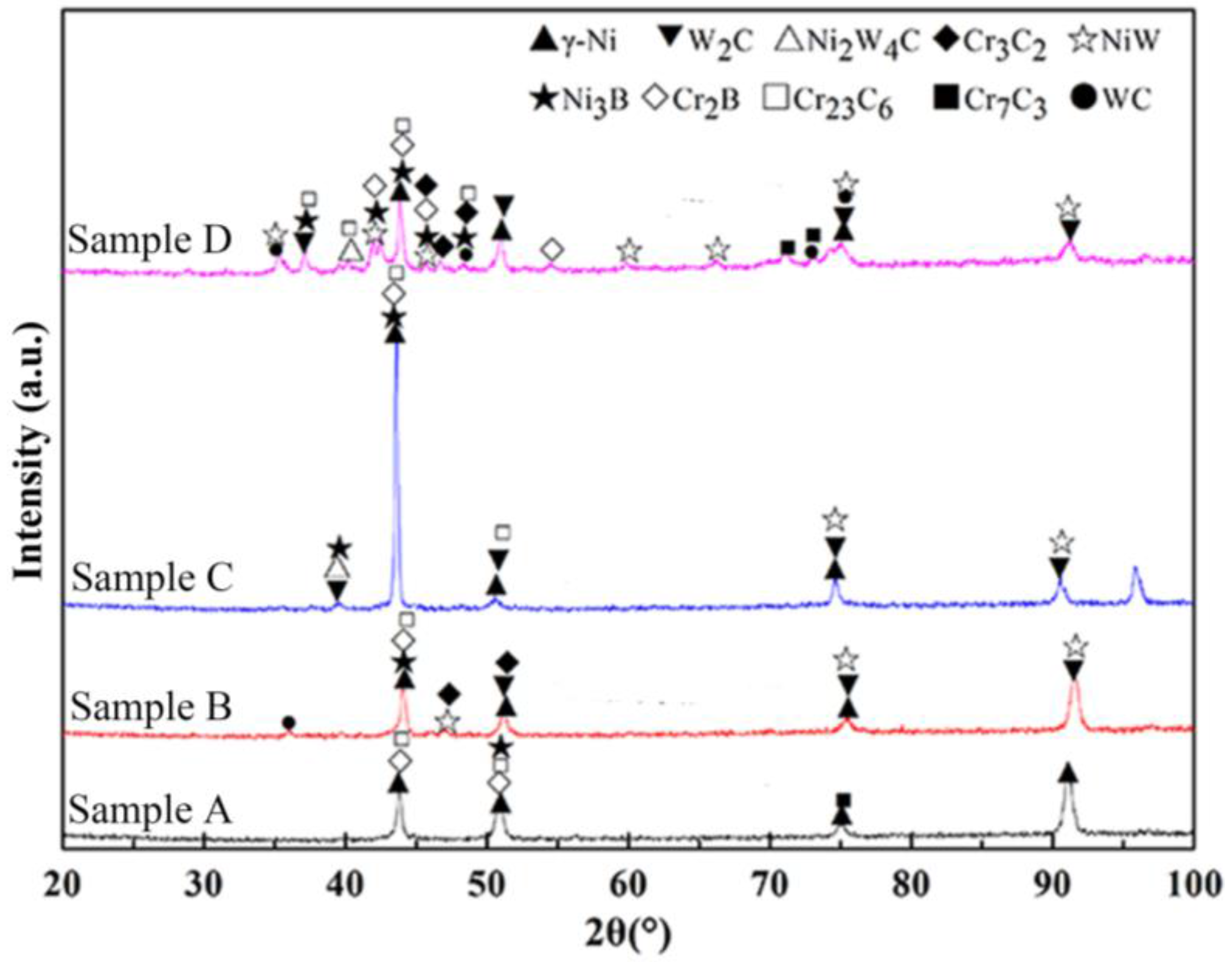
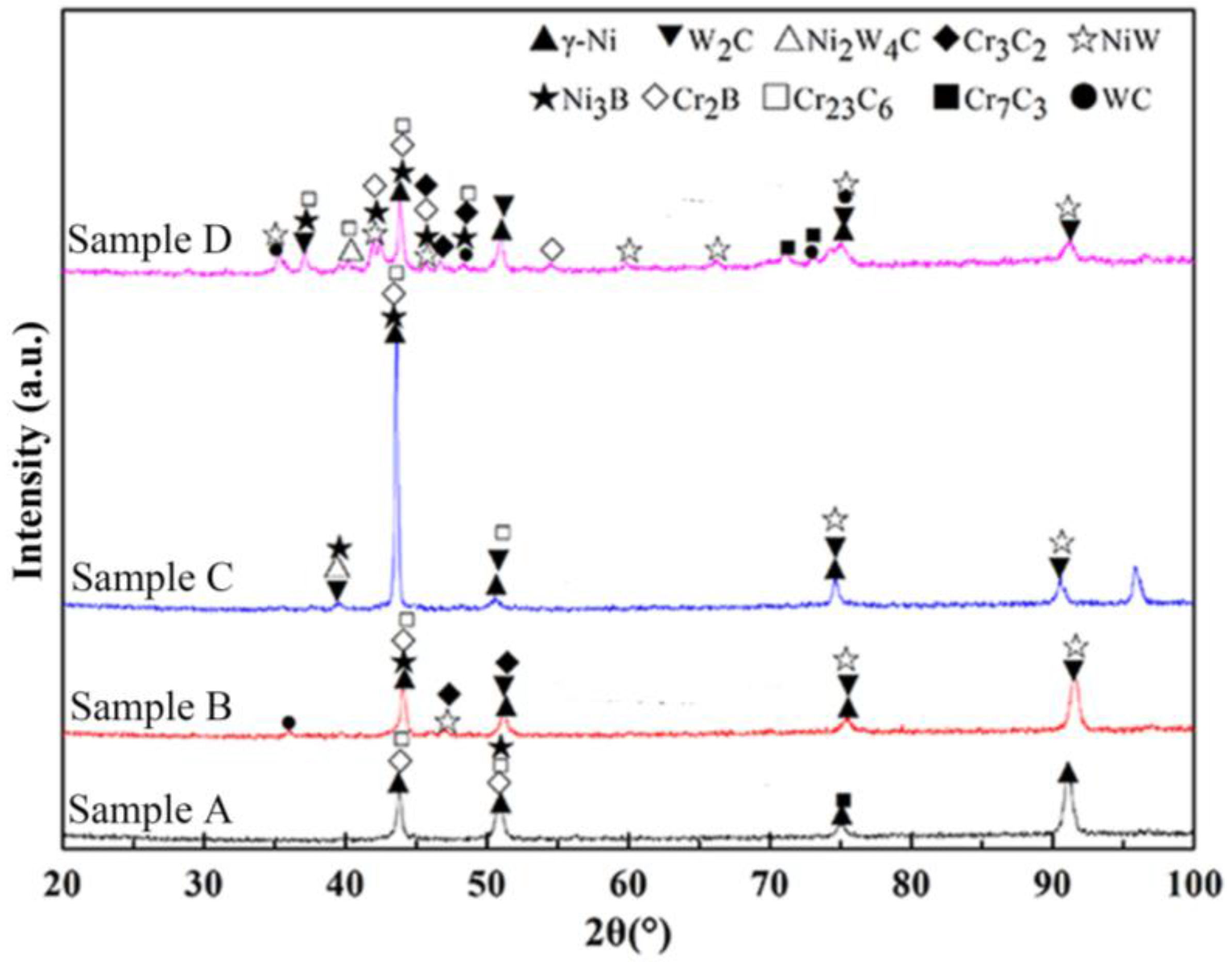
Figure 3 shows XRD patterns of the coatings with different tungsten carbide content. A mixture of chromium carbide, chromium boride, and nickel boride is identified in all coatings. When tungsten carbides added in Ni40 overlay, some new phase structures containing mainly Ni
2W
4C and NiW are observed in composite coatings, which are attributed to the reaction between dissolved tungsten carbide and the matrix elements. With the increase of tungsten carbide fraction, the intensity of WC phase increases, and more phases appear because of more dissolved tungsten carbides.
In order to further investigate the microstructure of coatings, higher SEM magnification and EPMA are carried out.
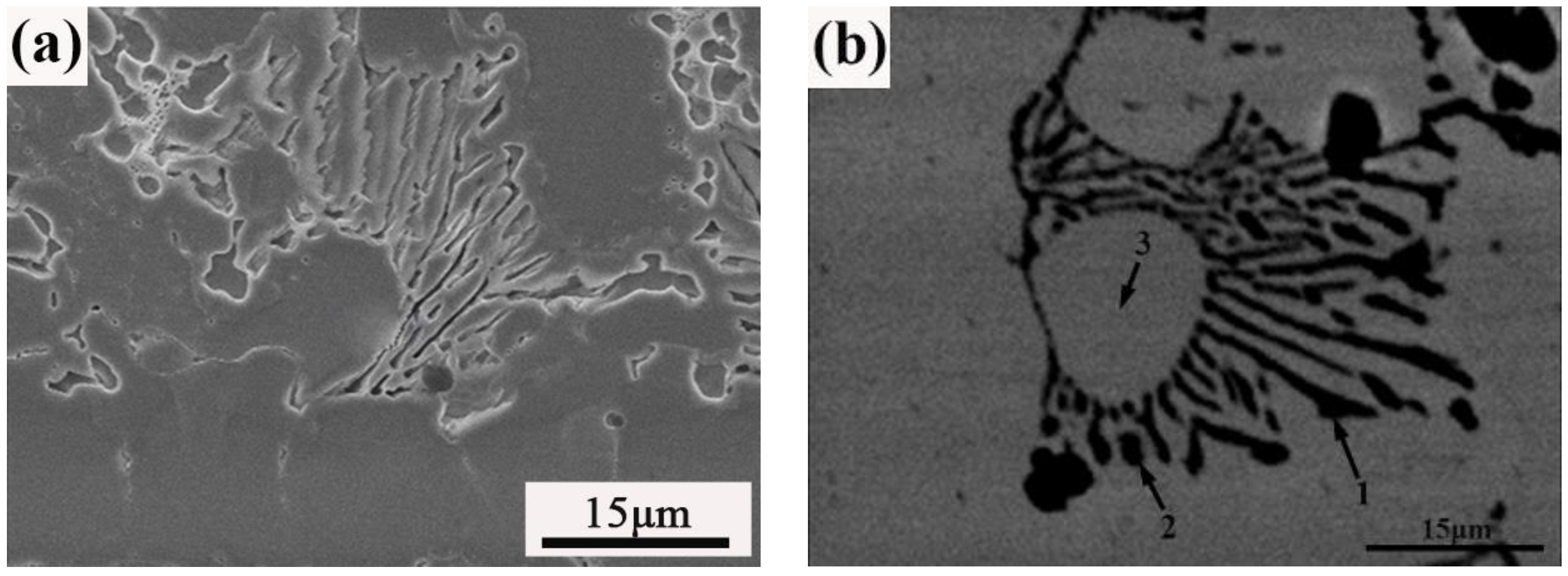
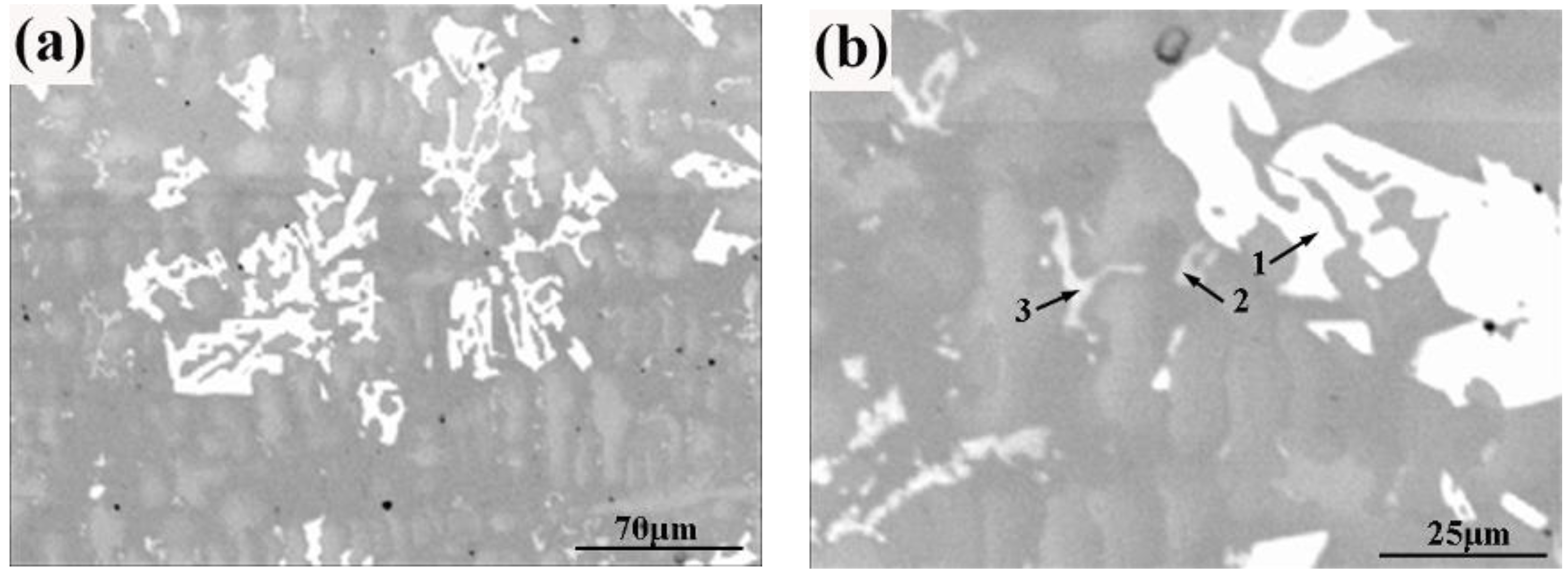
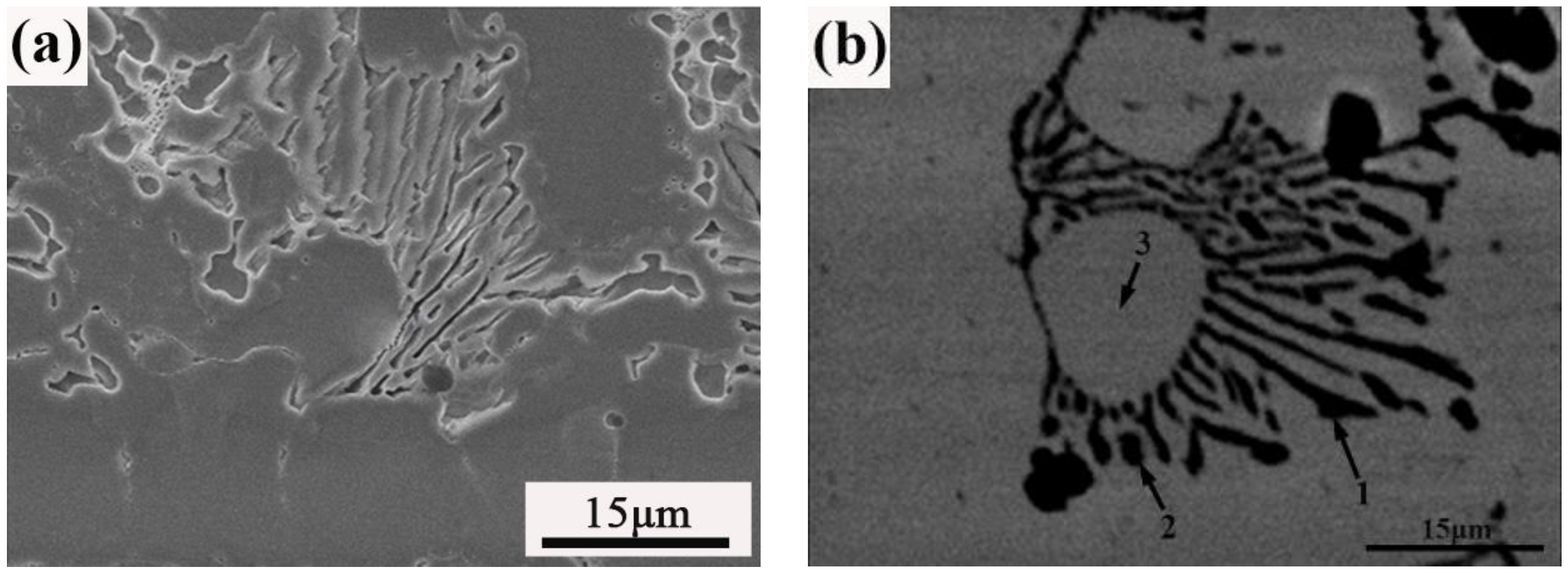
Figure 4 shows the cross-section images of sample A. It can be seen that this region consists of high volume fraction of herringbone structures. As shown in
Figure 5, the herringbone structures contain three different types of structure. The thread-like phase (1) and granular phase (2) contain higher levels of B and Cr; while the matrix (3) is mainly Ni and Fe, shown in
Table 3. Although phase 1 and phase 2 mainly contain the elements of B and Cr, the molar ratio is different. The herringbone structures could be identified to be Cr
2B, which is a eutectic solidification product in Cr–B binary phase diagram. The invariant transformation is L → Cr
2B + α(Cr) + γ(Ni), and may occur at 1495 K. In addition, α-Cr could not be detected as a separate phase, possibly due to the submicron size and because itprecipitates along with Cr
2B [
12].
Figure 3.
XRD patterns of the coatings.
Figure 4.
SEM (a) and backscatter electron (BSE) (b) images of the herringbone structure of sample A.
Table 3.
The electron probe microanalysis (EPMA) results of points on Figure 4b. Composition is shown in %.
| Element | Ni | Cr | B | Si | Fe | C |
|---|
| 1 | 4.500 | 36.498 | 50.058 | 0.252 | 5.864 | 2.827 |
| 2 | 10.549 | 27.070 | 50.939 | 0.607 | 7.728 | 3.106 |
| 3 | 40.998 | 11.502 | 0.000 | 2.129 | 37.564 | 7.807 |
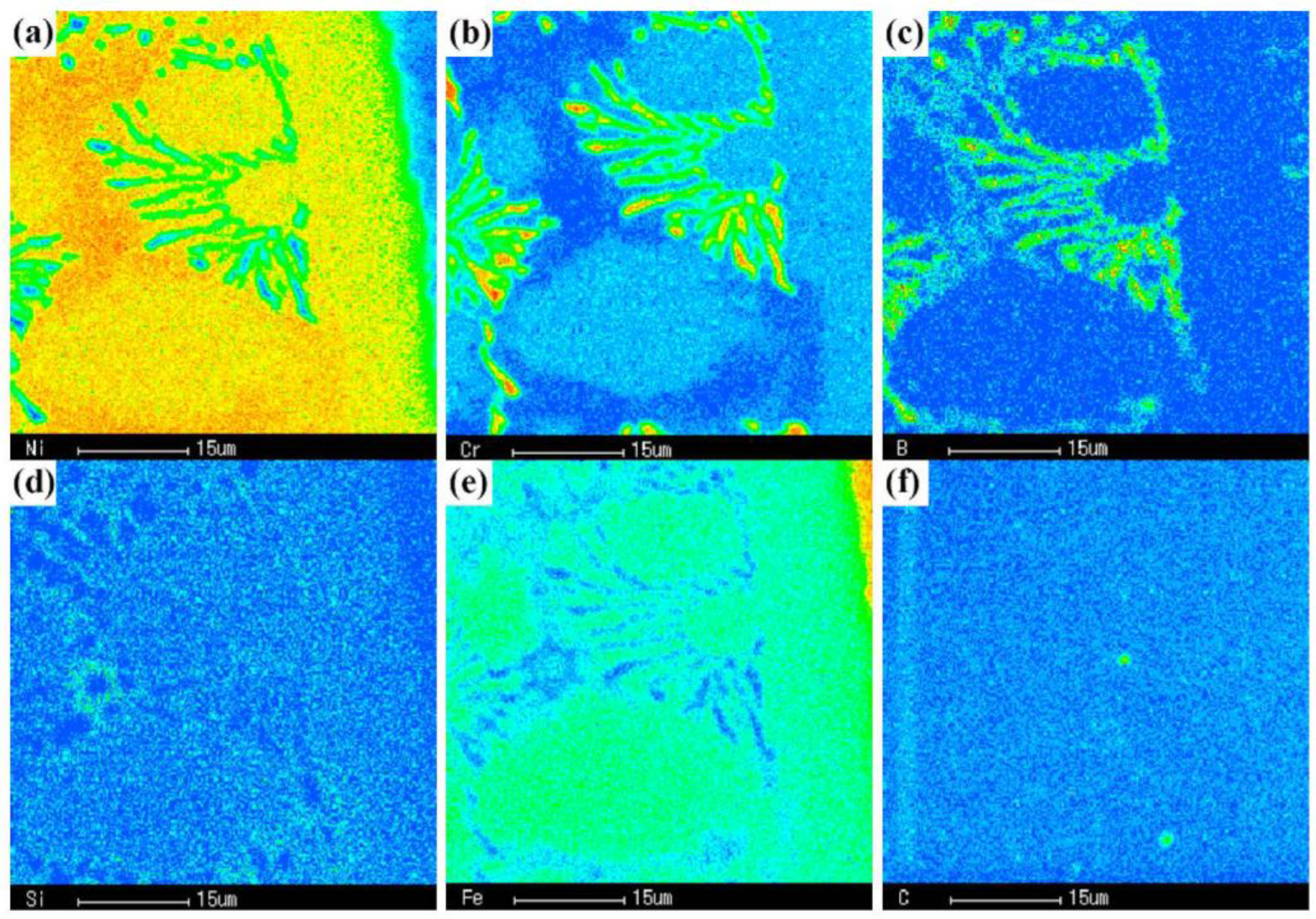
Figure 5.
Elemental mapping of the herringbone structure of sample A (a) Ni; (b) Cr; (c) B; (d) Si; (e) Fe; (f) C.
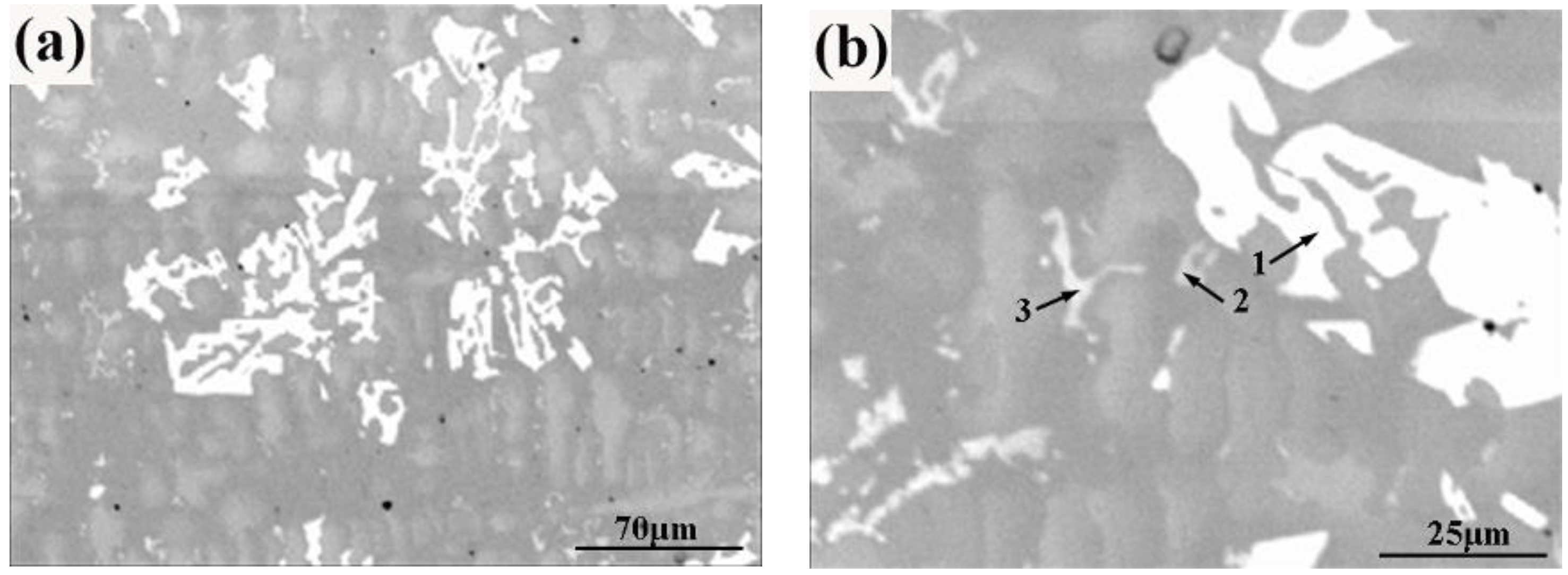
Figure 6 shows the backscatter electron (BSE) mode of sample B. It can be found that the block phase (1) is the brightest and composed mainly of Ni, Cr, C, and W. The molar ratio of C and W is approximate 1:1. The matrix phase (3) mainly contains Ni and B. It also can be found that a bright flocculent structure (2) appears in the matrix, and it consists of Ni, Cr, B, C and W, as shown in
Table 4. The reason why some structures contained high W is that some tungsten carbides are dissolved at high temperature.
Figure 6.
BSE images of the sample B (a) low-magnification image; (b) high-manification image.
Table 4.
The EPMA results of points on Figure 6b. Composition is shown in %.
| Element | Ni | Cr | B | Si | Fe | C | W |
|---|
| 1 | 29.199 | 20.294 | 0.000 | 8.859 | 3.661 | 18.598 | 19.389 |
| 2 | 12.726 | 34.867 | 29.912 | 0.000 | 7.174 | 7.491 | 7.830 |
| 3 | 60.829 | 4.900 | 15.487 | 0.782 | 9.082 | 8.706 | 0.215 |
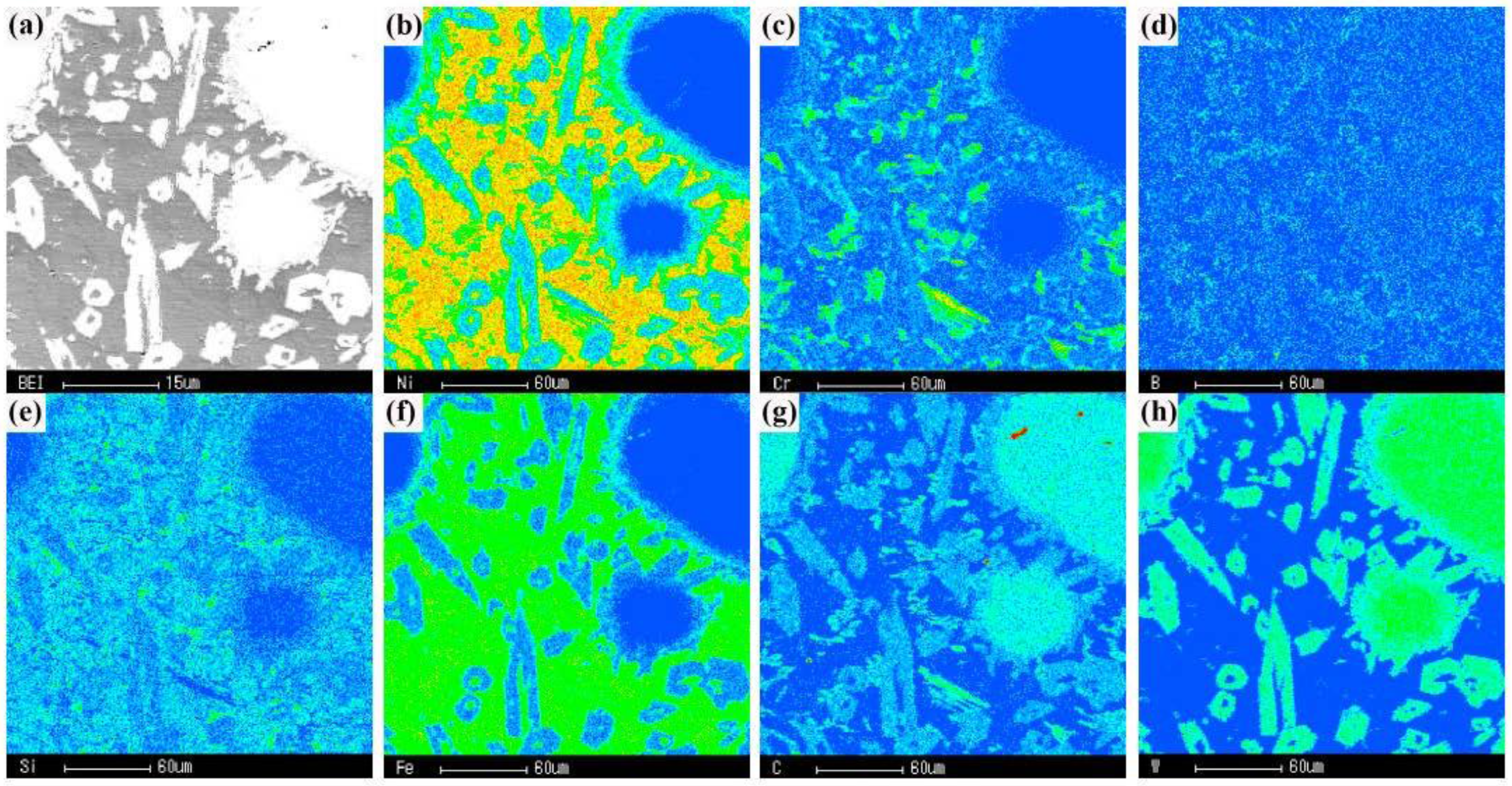
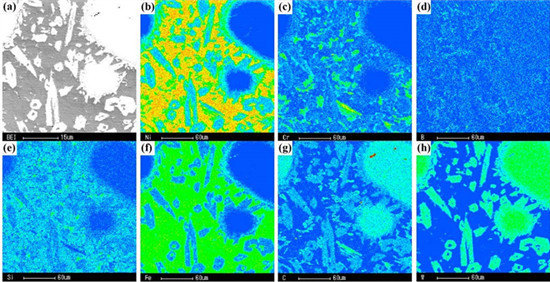
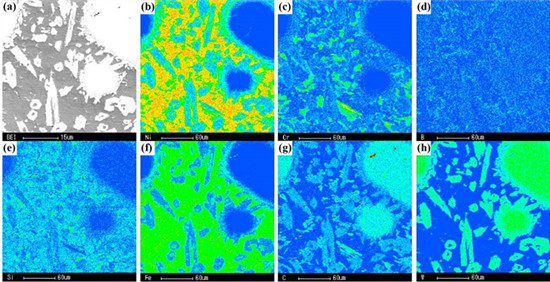
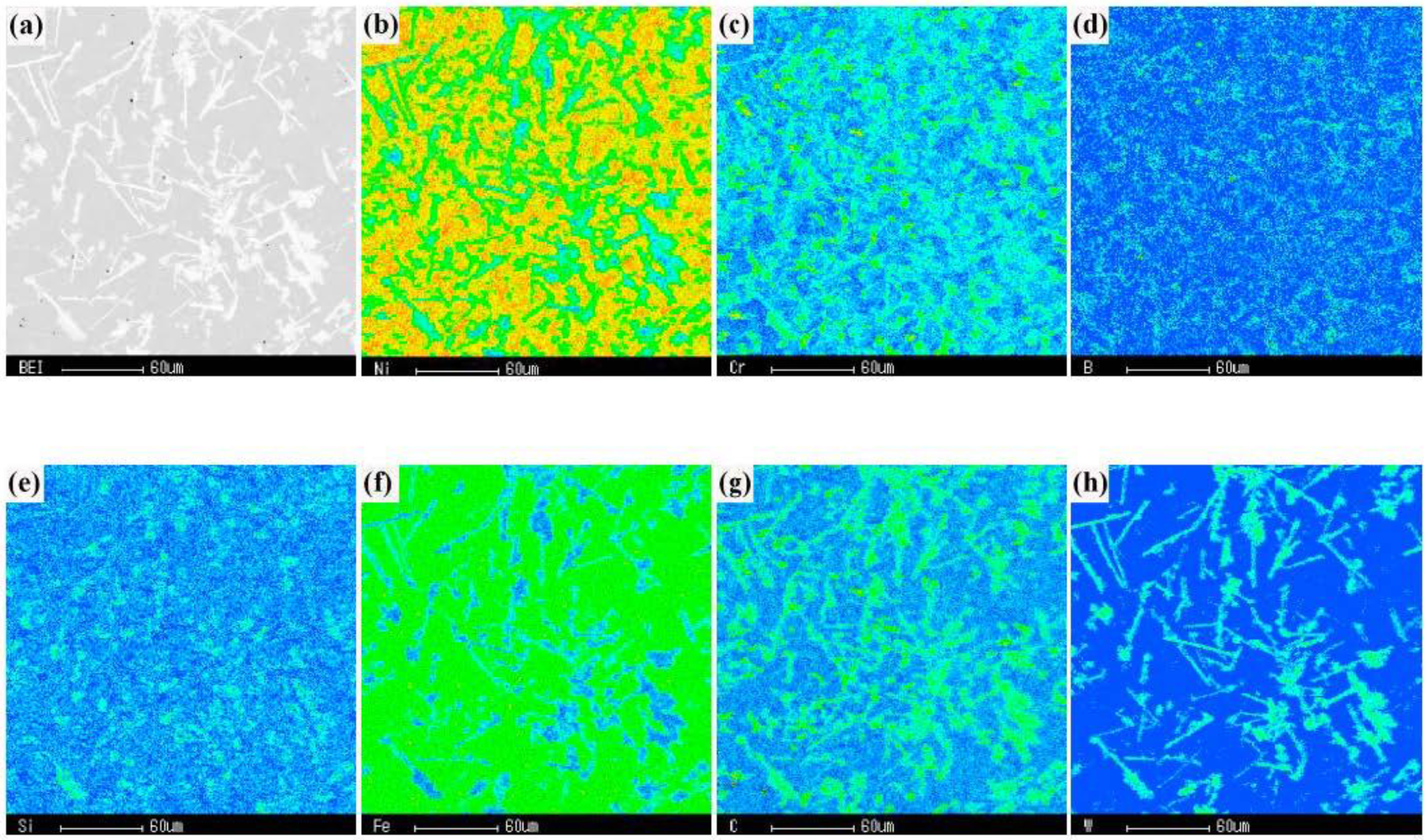
The element distribution of sample C measured by EMPA is shown in
Figure 7. The W and C are preferentially found in acicular structures, while Ni and Fe are mainly present in the matrix phase. Since the carbide is exposed to high temperatures of the plasma, the tungsten carbide particle may experience some degree of dissolution in the melt. W and C elements accumulate and react with the matrix elements. Then, the acicular tungsten carbides are formed, which is associated with the contact interface. In addition, the flocculent structure at the edge of acicular tungsten carbide is rich in Cr, B, Si, C and Fe, which is the mixture of carbides and borides.
Figure 7.
Elemental mapping of the acicular constituent of sample C (a) BEI; (b) Ni; (c) Cr; (d) B; (e) Si; (f) Fe; (g) C; (h) W.
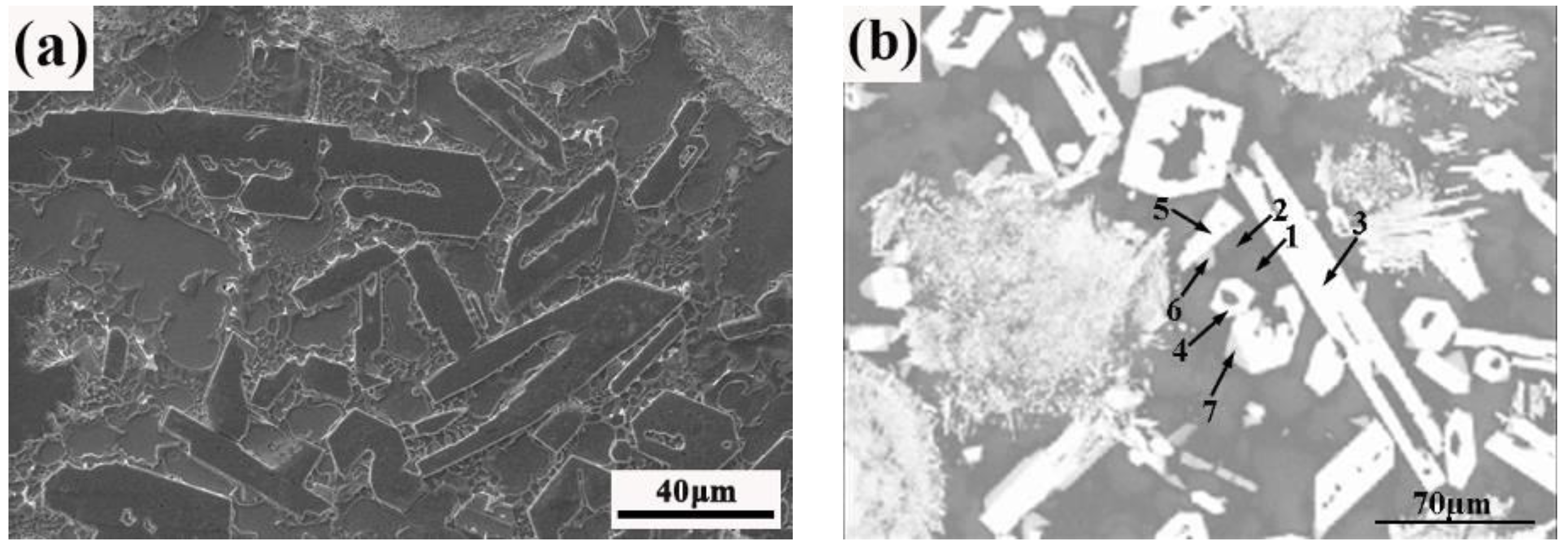
The irregular strip and block structures are found in sample D, as shown in
Figure 8 and
Figure 9. To identify the constituents of the structure, a quantitative point analysis for electron probe was adopted. The results are shown in
Table 5. It can be found that there are three different types of structures that appear in the coating. For the first type, there are two matrix phases. The phase (1) contains higher levels of W, Cr and Si, while the phase (2) has more B. The second type, phases (3), (4) and (5) are the brightest structure with different morphologies. According to EPMA results, the structure maybe composed of complex composition such as (W
10CrNi
4)
xC
y. The last structure is phases (6) and (7), which are found at the edge of the bright phase. Due to the higher amounts of Ni and less W, the bright phase is less than the second type. The structures formed with different morphology are due to the eutectic tungsten carbide not being stable when deposited by PTAW. The secondary carbides are tungsten based and they originate from the surface of the primary carbide [
11].
Figure 8.
SEM (a) and BSE (b) images of the sample D.
Figure 9.
Elemental mapping of the acicular constituent of sample D (a) BEI; (b) Ni; (c) Cr; (d) B; (e) Si; (f) Fe; (g) C; (h) W.
Table 5.
The EPMA results of points on Figure 8b. Composition is shown in %.
| Element | Ni | Cr | B | Si | Fe | C | W |
|---|
| 1 | 80.223 | 7.226 | 0.000 | 1.460 | 2.792 | 5.438 | 2.860 |
| 2 | 72.997 | 4.783 | 14.053 | 0.981 | 1.622 | 4.735 | 0.829 |
| 3 | 20.100 | 5.395 | 1.612 | 0.297 | 0.379 | 19.701 | 52.516 |
| 4 | 21.729 | 5.035 | 1.682 | 0.327 | 0.507 | 19.309 | 51.411 |
| 5 | 21.254 | 5.888 | 3.107 | 0.362 | 0.403 | 19.587 | 49.397 |
| 6 | 34.355 | 19.328 | 0.000 | 2.997 | 0.523 | 16.372 | 26.424 |
| 7 | 32.767 | 15.122 | 0.000 | 2.521 | 0.482 | 16.535 | 32.572 |
3.2. Sliding Wear Property
Most as-deposited coatings are devoid of tungsten carbide near the surface. In order to investigatethe effect of tungsten carbide fraction on wear property, all samples are ground down by 1 mm. Sliding wear tests with different load were carried out at room temperature.
Figure 10 shows the mass loss of coatings as a function of load and the content of tungsten carbide. It can been clearly seen that the abrasive wear resistance is related to the fraction of tungsten carbide and test load, and mass loss decreases with the content of tungsten carbide while it increases with the test load. At high load, the mass loss is about 0.03 g when not adding the tungsten carbide. As the content of tungsten carbide increases, the wear resistance of the coating is improved significantly. When the content of tungsten carbide increases to 60 wt. %, the mass loss is decreased to 0.0006 g, indicating that the wear resistance is improved about 50 times compared to the Ni40 overlay. At low load, the change rule of the abrasive resistance is similar to that of the high load. In the case of the Ni40 alloy overlay, the mass loss under high load decreases, which could be attributed to the formation of Ni-based oxide layers on the sliding surfaces [
1].
Figure 10.
Mass loss of the coatings with different test load.
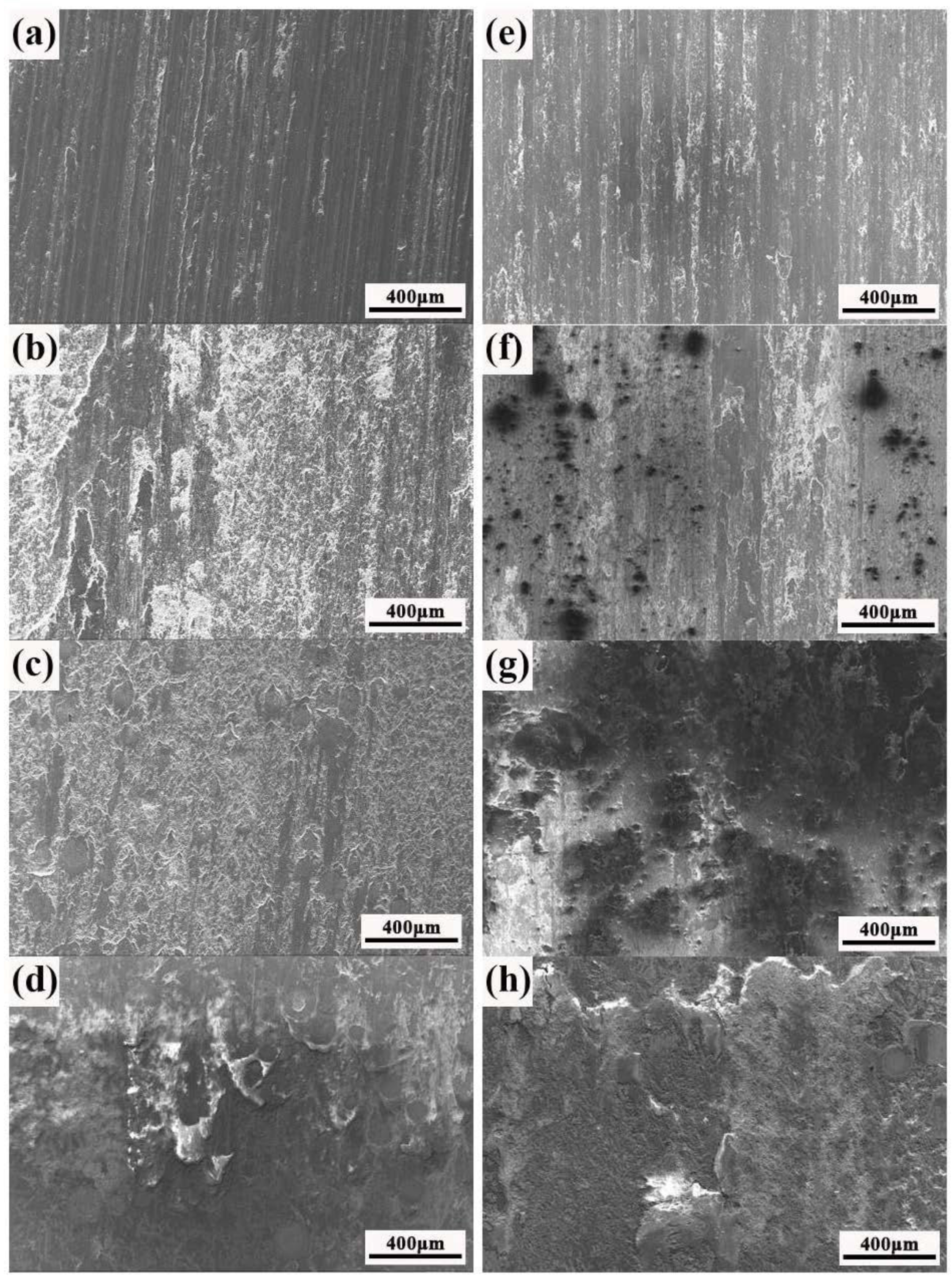
In general, abrasive wear resistance is not an intrinsic property of materials but depends on the tribological system. There are different wear mechanisms for the abrasive wear of the WC/Ni layer, such as micro-cutting, plastic deformation due to the ploughing action, and fracture of hard-phase debris in the matrix materials [
13]. However, micro-cutting is considered as the dominant mechanism, ultimately controlling the wear [
7,
13]. In order to identify the wear mechanisms taking place in the different test conditions, the worn surfaces by scanning electron microscopy (SEM) were examined, as shown in
Figure 11. Since the wear track of sample A has a rough morphology with evidence of abrasion and ploughing marks, the micro-cutting and ploughing are the main abrasive wear mechanisms for sample A. When Ni40 matrix materials are mixed with hard tungsten carbides, the observed worn surfaces are smooth, and only mild abrasion with delaminated portion is observed. The interlocked tungsten carbide particles are observed for sample D. On the one hand, the interlocked nature of tungsten carbide particles provides a significant barrier to the cutting and the degree of the micro-cutting is greatly limited. It is primarily responsible for excellent abrasive wear resistance of composite coatings because it changes the load carrying capacity of the composite structure [
5,
6]. On the other hand, during the wear process, the wear debris starts to erode the softer matrix and then collides with the hard tungsten carbide particles. The hard phase prevents the wear debris from micro-cutting the surface by smashing and breaking them up and causing them to lose their cutting function. Then, the abrasive wear resistance of the resulted composite coatings is greatly enhanced, and is directly proportional to the amount of carbide presented.
Figure 11.
SEM images of worn surfaces with different load. High test load: (a) sample A; (b) sample B; (c) sample C; (d) sample D. Low test load: (e) sample A; (f) sample B; (g) sample C; (h) sample D.
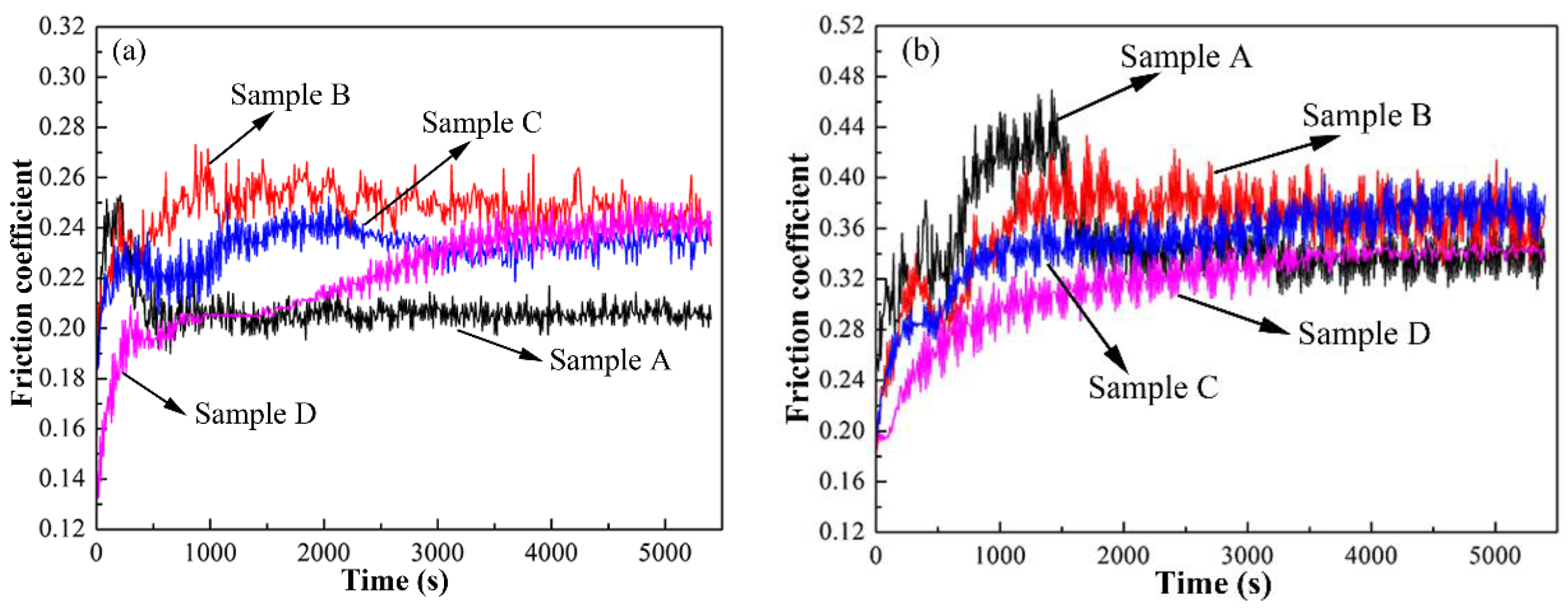
Figure 12 shows the friction coefficient of coatings with different test load. It can be seen that there are two obvious stages which calls running-in and steady state appeared during the wear experiment. The friction coefficient (COF) is strongly dependent upon the testing load and the content of tungsten carbides. Under the condition of high load (
Figure 12a), the running-in stage lasts about 1400s for all coatings and then entered steady state. The friction coefficient of sample A exhibits a peak trend. The friction coefficient first increases rapidly. With the increase of wear time, the oxide layer is formed, and the friction coefficient decreases until steady stage. The severe wear of samples B–D during running-in period results from the projection of hard asperities and accumulation of the wear debris which causes abrasion and plough on the sliding surfaces [
1,
8,
14]. For sample D with 60 wt. % spherical tungsten carbide, the value of friction coefficient (COF) increases at the early stage of steady state. Although the content of tungsten carbide were different, the friction coefficient (COF) is similar and ranges from 0.23 to 0.25. In the case of low load (
Figure 12b), the running-in stage lasts about 1500 s for all coatings. When the steady state is entered, the value of friction coefficient (COF) varies from 0.34 to 0.38. The value of friction coefficient (COF) under low load is higher than that of high load, and the experimental process is more stable. Due to the low temperature of wear surface under low load, bigger plastic deformation resistance of the friction pair is formed and friction resistance increases, leading to a higher friction coefficient.
Figure 12.
Friction coefficient of coatings with different load. (a) High load; (b) Low load.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}