
Tannins in Mineral Processing and Extractive Metallurgy

Kroll Institute for Extractive Metallurgy, Colorado School of Mines, Golden, CO 80401, USA
*
Author to whom correspondence should be addressed.
Metals 2015, 5(3), 1520-1542; https://doi.org/10.3390/met5031520
Submission received: 28 July 2015
/
Revised: 18 August 2015
/
Accepted: 21 August 2015
/
Published: 27 August 2015
(This article belongs to the Special Issue Hydrometallurgy)
Abstract
:This study provides an up to date review of tannins, specifically quebracho, in mineral processing and metallurgical processes. Quebracho is a highly useful reagent in many flotation applications, acting as both a depressant and a dispersant. Three different types of quebracho are mentioned in this study; quebracho “S” or Tupasol ATO, quebracho “O” or Tupafin ATO, and quebracho “A” or Silvafloc. It should be noted that literature often refers simply to “quebracho” without distinguishing a specific type. Quebracho is most commonly used in industry as a method to separate fluorite from calcite, which is traditionally quite challenging as both minerals share a common ion—calcium. Other applications for quebracho in flotation with calcite minerals as the main gangue source include barite and scheelite. In sulfide systems, quebracho is a key reagent in differential flotation of copper, lead, zinc circuits. The use of quebracho in the precipitation of germanium from zinc ores and for the recovery of ultrafine gold is also detailed in this work. This analysis explores the wide range of uses and methodology of quebracho in the extractive metallurgy field and expands on previous research by Iskra and Kitchener at Imperial College entitled, “Quebracho in Mineral Processing”.

1. Introduction
Tannins are organic, wood derived compounds that have many industrial applications including leather production, chemical and petroleum processes, and froth flotation. The most commonly used form of tannins comes from two types of trees that grow in southeastern South America. Figure 1 displays one of the species of quebracho trees native to Argentina.
Figure 1.
A cut from the Quebracho Colorado tree displays the deep red-brown heartwood [1].
Figure 1.
A cut from the Quebracho Colorado tree displays the deep red-brown heartwood [1].

This valuable material, quebracho, is extracted from the inner core of the tree, or the heartwood. The heartwood is chipped, heated to around 230 °F under pressure and evaporated under a vacuum. This produces Tupafin ATO, the most basic form of quebracho, which is soluble in warm water. If treated with the addition of sodium bisulfate the compound becomes Tupasol ATO, quebracho that is soluble at all ranges of pH and temperatures. Silvafloc is a quebracho with added amine groups [2]. There are two chemically distinct tannin groups: hydrolysable and condensed. Quebracho is a member of the condensed tannin group and will not break down to form other compounds in when acids, alkali or enzymes are introduced [3]. Chemically, quebracho is made up of carbon, oxygen, and hydrogen atoms. The quebracho compounds are made up of phenol and carboxylic groups. When ionized, these groups provide the adsorption onto cationic surfaces and with the addition of hydrogen bonding, the mineral surfaces become hydrophilic [2]. Quebracho adsorption occurs in a variety of ways including hydrogen bonding, complex formation between OH groups and cations, charge neutralization with OH- meets a positively charged surface, and from electrostatic attraction between negatively charged quebracho micelles and positively charged mineral surfaces [3].
2. Flotation
2.1. Jamesonite
The use of tannins for the polymetallic ore containing tin, antimony lead, and zinc was studied at the Changpo flotation plant in China. The optimum flotation conditions for jamesonite (Pb4FeSb6S14) were at a pH below 8.5 with addition of lime. In these conditions it is problematic to depress sulfides including marmatitie, arsenopyrite, pyrite, and pyrrhotite. Five different types of tannins were used to determine the depressing affect—larch, bayberry, valonia, acacia mangium, and emblic.
Lab scale bulk flotation tests were carried out to recover the antimony, lead, and zinc into a single concentrate. The concentrate was reground and floated with lime, sodium cyanide, zinc sulfate, and tannins. All tannin varieties produced positive results on jamesonite flotation except bayberry. Larch and emblic are condensed tannins with flavonoids and were the most effective as opposed to the hydrolysable tannins that contained carboxyl and hydroxyl groups like the bayberry tannin. In addition to this factor, tannins with more total color correlated to more quinines and thus better selectivity. The presence of larch tannins in the lab flotation circuit improved the grade significantly from 18.5% to 23.5%, while the recovery remained constant at 86%.
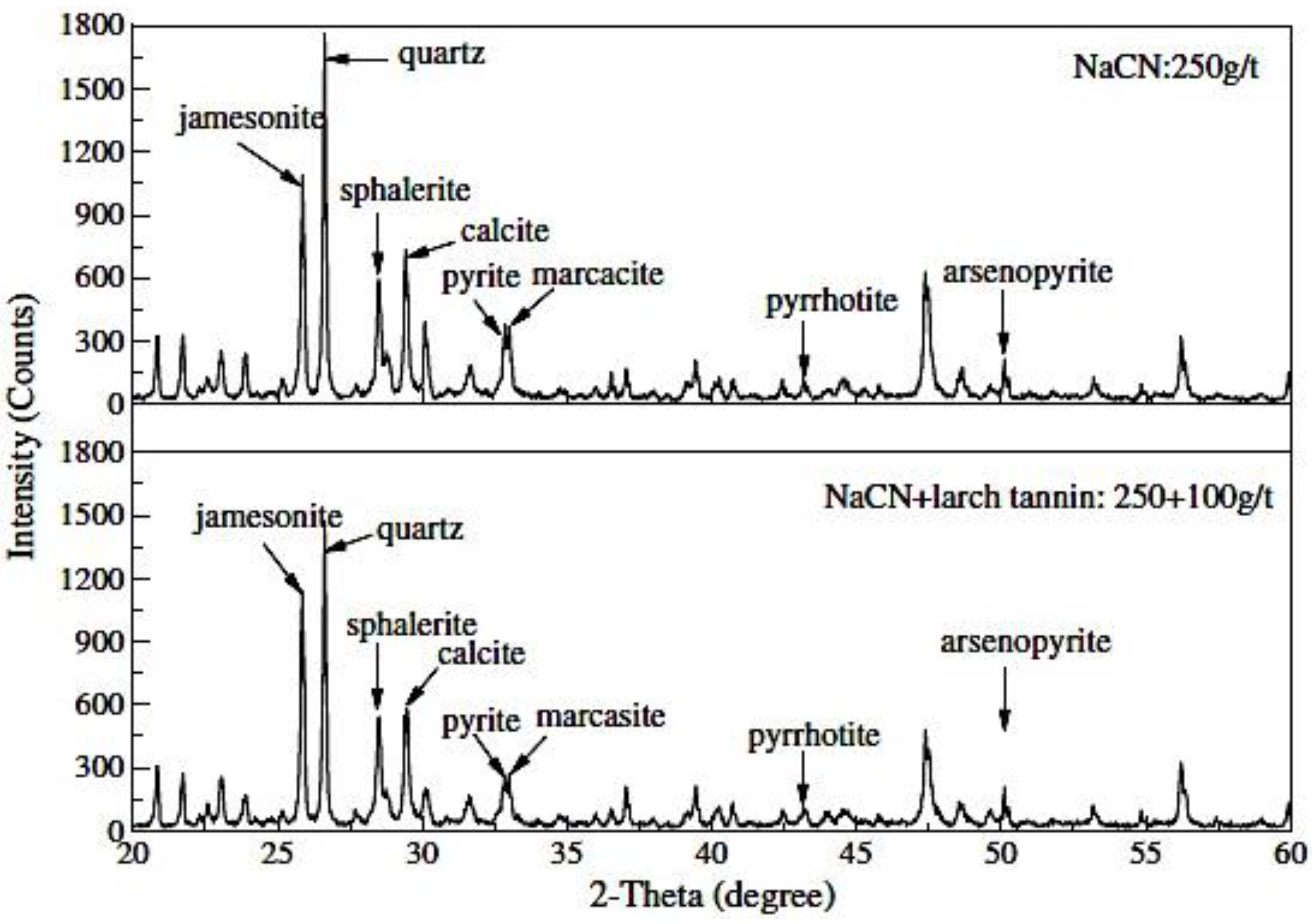
X-ray diffraction was used to compare the patterns between concentrates with and without the larch tannin; these are shown in Figure 2. The intensity of the peaks was compared to determine the depressing effect of tannin on each mineral. Calcite and quartz were the most strongly depressed, followed by pyrite, marcasite, sphalerite, pyrrhotite and arsenopyrite. However, the jamesonite intensity was greatly increased with the addition of tannins—thus, tannins have no depressing affect.
Figure 2.
X-Ray diffraction peaks show the quebracho effect on the concentrates [4].
Figure 2.
X-Ray diffraction peaks show the quebracho effect on the concentrates [4].
In addition to lab scale work, an industrial test was also completed at the Changpo plant. The circuit had a capacity of 2000 t/day and contained a rougher cell, eight cleaner cells, and four scavenger cells. The larch tannins were added to the second, fourth, and sixth cleaner cells. The results were positive for the two-month trial with an increase in antimony grade from 13.1% to 17.6% and increase in lead grade from 14.8% to 19.9% while the recoveries of both remained constant.
The results of this study indicate that the use of tannins, particularly larch tannin, which is condensed and has a higher content of tannin species, helps to depress minerals to aid the flotation of Jamesonite [4].
2.2. Strontium
Historically, the main application for strontium was in the production of cathode ray tubes for color televisions; however, these televisions are becoming obsolete and other applications such as ferric magnets, zinc reduction, specialty alloys and fireworks now take up the majority of the market. The most common sources of strontium are celestite (SrSO4) and strontianite (SrCO3).
There are several common methods for the recovery of strontium. The first involves the black ash method whereby finely ground celestite is combined with coal and heated to 1100 °C to reduce the strontium sulfate into a soluble strontium sulfide. Strontium carbonate is precipitated out as a final product by passing soda ash through the sulfide solution. The soda ash method involves treating ground celestite with soda ash and steam for several hours. Strontium carbonate is formed and sodium sulfate goes into solution [5].
The main setback in the production of a strontium concentrate is the separation of the calcareous gangue, primarily calcite, from the celestite mineral as both minerals are similar in physical and chemical properties. Flotation proves to be a viable method with the addition of quebracho as a means to depress calcite.
In the flotation studies done by F. Hernainz Bermudez de Castro and M. Calero de Hoces, quebracho was used as a key reagent in addition to sodium silicate and sodium oleate. Sodium silicate, an inorganic modifier, was compared with the organic quebracho reagent to depress the calcite. Both of these depressants act by decreasing the adsorption of the collector, sodium oleate, on the calcite surface. In addition to these reagents, pine oil was used as a frother, with hydrochloric acid and sodium hydroxide used as pH modifiers. The study indicated that quebracho did have a depressing effect on the calcite; however, it also depressed the celestite and resulting in poor selectivity. For a given concentration of collector this affect was largely independent of pH. However, concentration of collector changed the outcome drastically. With an increase in concentration of sodium oleate, the depression action of quebracho was significantly lowered. Thus, the interaction of both the collector and the depressor is an important factor to watch. A competition between the two reagents occurs for the adsorption on the calcite surface [6]. While the quebracho was not a selective reagent under these conditions, further work should be done possibly with combining depressors, to fully understand the limitations of quebracho.
2.3. Rare Earth Oxides
A study on the Mt. Weld deposit in Western Australia looked into the recovery of rare earth oxides from limonitic siltstone ore rich in both iron and calcium. Two different upgrading methods were tested, one, which focused on multiple flotation, stages following fine grinding with a P80 of 110 μm. Sodium silicate was used for desliming, with sodium sulfide, starch and fatty acid used in the rougher and scavenger cells. Quebracho was utilized in the cleaners to depress any iron and calcium minerals remaining in the rougher concentrate While the results displayed the upgrading was substantial with a grade of 49.5% in 16 percent of the total weight, a large portion of hematite and calcium oxide remained in the final concentrate. The study concluded that optimizing grinding conditions and modifying the depressant usage in the cleaners would be needed [7].
2.4. Scheelite
The separation of scheelite (CaWO4) from calcite (CaCO3) proves to be quite difficult given the physical and chemical similarities that both minerals share—including hardness, solubility, and specific gravity [8]. Thus, flotation was researched as a means for the selective recovery of scheelite. An investigation was conducted by the U.S. Bureau of Mines to determine a procedure to efficiently float calcareous scheelite ores. The ores had varying assays of scheelite ranging from 0.16 to 0.54 weight percent and from 24.3 to 32.0 weight percent calcite. All of the experiments consisted of three separate flotation phases. A traditional reagent scheme of fatty acid collectors, sodium silicate as a depressant and sodium carbonate for pH control was used in the addition to quebracho. First, the sulfide minerals in the ore were floated off prior to scheelite flotation—modified dixanthogen and cresylic acid had the highest recoveries of sulfides while pulling almost no scheelite. The pulp was then conditioned with sodium carbonate, quebracho, and trisodium phosphate to depress the gangue minerals and finally a rougher and one cleaner produced the final scheelite concentrate. Alternatives for quebracho such as lignin sulfonate salts, sodium cyanide, and other tannin extracts were tested yet quebracho remained the most effective for calcite depression. The Table 1 shows the optimal reagent additions from the batch tests.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Depressant Dosing Amounts [9].
| Reagent | Amount (Pounds per Ton) |
|---|---|
| Linoleic-oleic acid | 1.2 |
| Sodium silicate | 3 |
| Sodium carbonate | 4 |
| Quebracho | 1–2 * |
* The amount of quebracho needed was directly related to the amount of calcite in the ore.
The preliminary work studied many factors of flotation including water purity, pulp density, temperature, and reagents. A more detailed study was completed on the factors that were considered “critical in achieving optimal results.” These factors were found to be the role of quebracho as a depressant and the control of iron. The role of quebracho in the flotation of scheelite was critical. While the recovery is only slightly affected by the amount of quebracho in the system, the grade is significantly improved with the addition of quebracho. Quebracho has a marked effect on the selectivity of the collector and allows the scheelite to be preferentially chosen over the calcite during flotation. It was shown that a deficiency in quebracho was met with a much lower grade concentrate, while excess quebracho had little effect.
It was shown that the order in which the reagents were added for conditioning and the conditioning time were important variables. While the reagents can be added simultaneously, the quebracho should be added before the collector to allow the scheelite surfaces to become preferential to the calcite surfaces. Quebracho primarily influences the grade of the concentrate. This was also the case with the conditioning time, as seen in Table 2. A marked difference in grade and an insignificant difference in recovery were seen by changing time. The optimum time for conditioning was 3 to 5 min for the quebracho followed by a 5 to 10 min conditioning with the collector. The reason for declining grade with increasing time was explained that as time went on the quebracho film was removed from the calcite surfaces [9].
Table 2.
Conditioning Time Data [9].
| Quebracho Conditioning Time (minutes) | Collector Conditioning Time (minutes) | % WO3 in Concentrate |
|---|---|---|
| 3 | 3 | 6.6 |
| 3 | 5 | 8.9 |
| 3 | 10 | 7.7 |
| 3 | 20 | 2.2 |
| 5 | 3 | 6.1 |
| 10 | 3 | 2.1 |
| 20 | 3 | 1.2 |
The work done by the Imperial College suggests some further interpretations of the 1964 Bureau of Mines study. The primary advantage of using the sodium carbonate in addition to controlling the pH is to limit the amount of soluble calcium and magnesium ions within the system. When excess ions exist within the system, the quebracho is more likely to bind to the scheelite surfaces and displace the fatty acid collector [3].
In another study done at the Istanbul Technical University, multiple modifiers were used in addition to the oleoyl sarcosine collector including quebracho, oxine, and alkyl oxine. Zeta potential measurements were taken over a range of modifier concentrations to display electrokinetic data. For quebracho alone, in concentrations from 10 ppm to 150 ppm, the zeta potential for scheelite was more negative than that of calcite, which indicates the scheelite would be depressed. In higher concentrations above 150 ppm, the zeta potentials were comparable, consequently no selectivity would occur. However, when conditioning with alkyl oxine was done prior to adding quebracho, the zeta potential of calcite surfaces was greater than that of the scheelite surfaces—providing selective depression. Competitive adsorption occurs on the scheelite surfaces between alkyl oxine and quebracho; alkyl oxine is chemically adsorbed onto the surface and decreased the negative charge on the surface. The zeta potentials of scheelite and calcite were significantly different enough to feasibly separate via flotation. Both the recovery and grade with the oxines were higher than without [8].
2.5. Fluorite
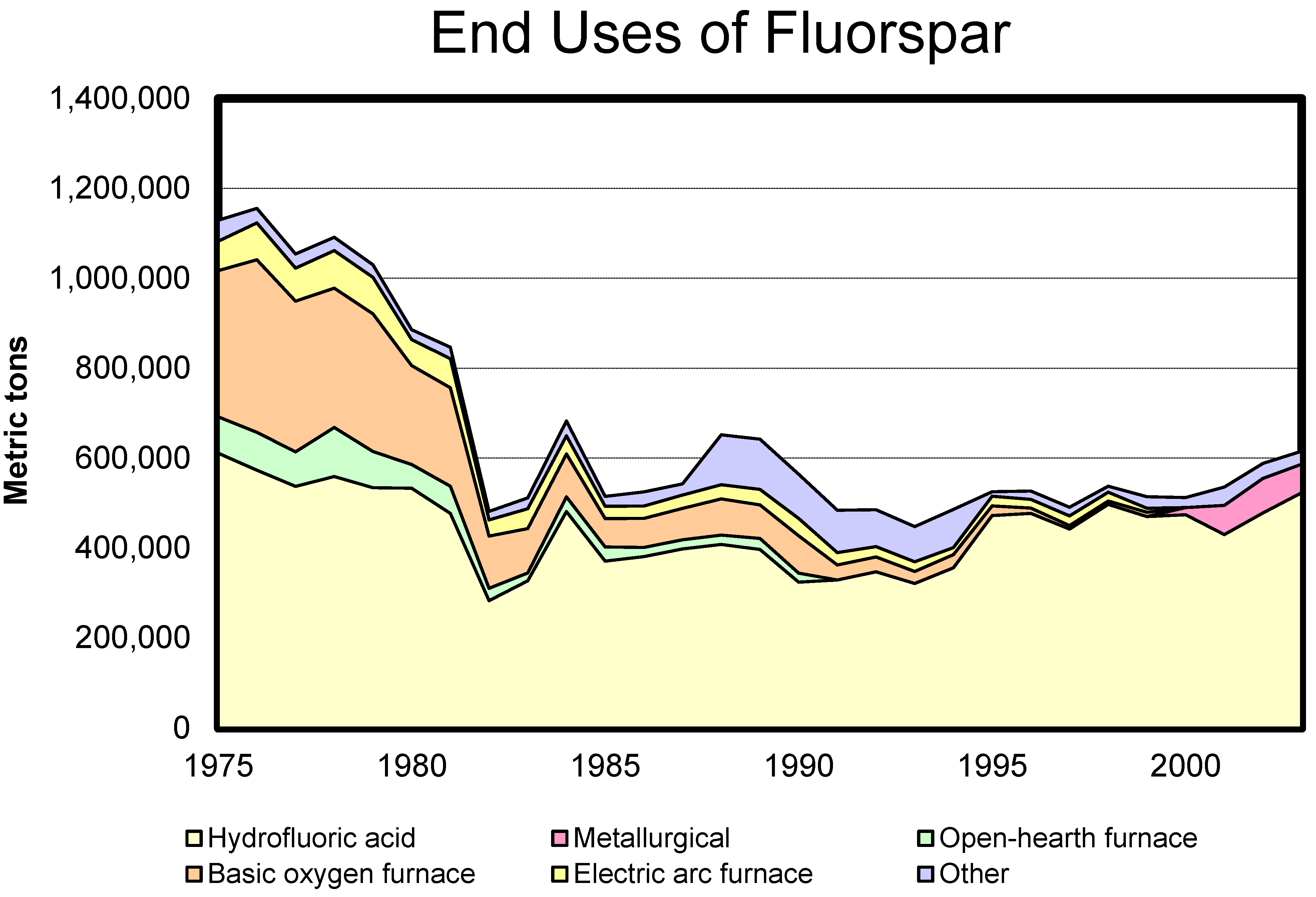
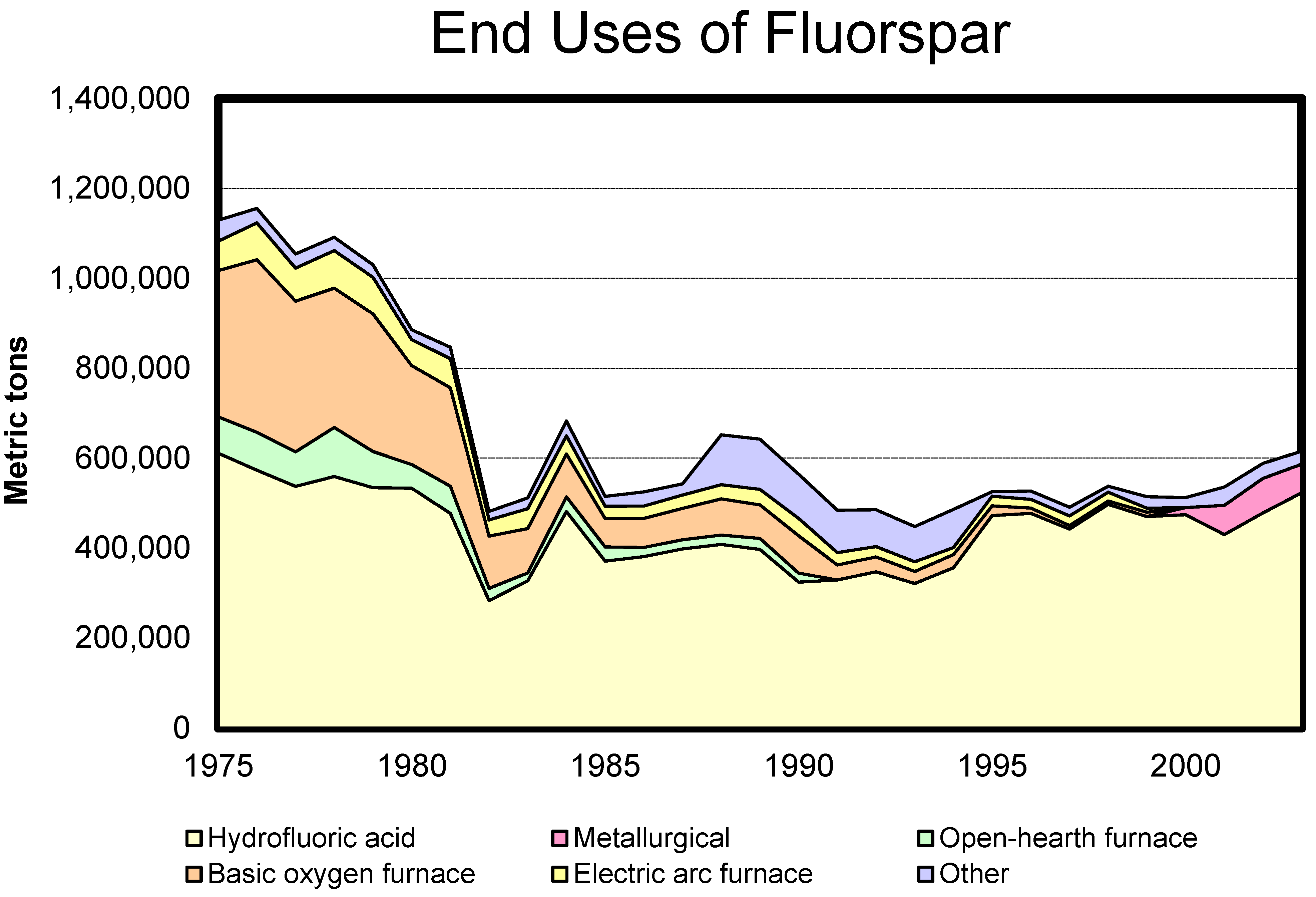
Although fluorite is often regarded as a gangue mineral for metals production, high-grade fluorite has value in a variety of markets. The most notable use for fluorite ore is in the production of hydrofluoric acid used for the majority of fluorine compounds. It is also used in uranium production, aluminum production and as a flux. Figure 3 displays the relative amounts of fluorspar used in different applications over time.
Figure 3.
United States Geological Survey data showing the uses of fluorspar over the last few decades is illustrated [10].
Figure 3.
United States Geological Survey data showing the uses of fluorspar over the last few decades is illustrated [10].
The traditional means to recover fluorspar involved utilizing ores that did not contain significant amounts calcium carbonate. Means to separate fluorite from silica were well established; however up until the 1940s, calcareous deposits were untreatable. Cullen and Lavers revealed a new method for fluorite flotation in 1936. Anderson, Stengl, and Trewartha set out to produce a high quality fluorite concentrate (no less than 97% CaF2) from calcareous type deposits. The process involved grinding the material to around 150 microns, floating at a pH of 8 with fatty acid collectors and quebracho to depress the calcite and other gangue [11]. Currently, quebracho and tannin extracts are the depressant of choice for generating high purity acid-grade fluorite concentrates.
The positive advantage of adding quebracho into the flotation circuit was seen in the study done by Clemmer and Anderson. The head assay of zinc and lead flotation tailings was 0.13% Pb, 0.45% Zn, 26.92% CaF2, and 42.98% CaCO3. The material was ground to below 100 mesh and treated with oleic acid and quebracho in a cell. The final concentrate assayed at 99% CaF2, 0.03% Pb, and 0.05% Zn [12]. With an enrichment ratio of 3.68, it is a very formidable process and proves to be viable for the production of fluorite in multiple applications.
The basic principle behind the success of quebracho in the fluorspar flotation circuit lies in the fact that it depresses the calcite, silicates, and metal sulfides much stronger than the fluorite. With respect to calcite, it is particularly challenging to separate from fluorite because both minerals have Ca2+ cations in lattice. When quebracho is adsorbed, the surface becomes hydrophilic. Many attempts to describe and characterize the selective nature of quebracho have been undertaken. One of the primary insights involved the depression variance between tannin derivatives. It is clear through many studies that the condensed tannins, like that of quebracho, are far more selective than the hydrolysable tannins like that of tannic acid. The hydrolysable tannins have a greater depression affect to a disadvantage compared to the condensed tannins; the depression on the hydrolysable tannins is too strong and thus provides a less selective depression [3].
The method of bonding also affects the behavior of tannins within a system. Plaskin and Shrader had several insights on how tannins interacted with the surfaces of minerals being floated with oleic acid. They determined the tannins to be semi-colloidal with hydrogen bonding being present. Tannins carry a negative surface charge due to the phenolic-OH groups present. Tannins thus react with the surfaces of minerals via chemisorption. This reaction isn’t exclusive to the mineral surface itself but also interacts with the collector being used. The electrokinetic potential of the mineral is slightly negative with the addition of small amounts of tannin. This negative surface charge repels anionic collectors causing depression, but attracts cationic collectors [3].
The use of quebracho in a circuit relies heavily on the other reagents in the flotation scheme and their concentrations. In general, fatty acid collectors are used exclusively in fluorspar flotation with quebracho. Common collectors include oleic acid, sulphated soap, spermol, and oleate. The general range for collector addition is around 200–500 grams per ton while the tannins are similar at around 100–500 grams per ton. The Imperial College study determined that both the quebracho and the collector compete for adsorption on the surfaces of calcite and fluorite. Adsorption was observed for all scenarios of calcite and fluorite in the presence of quebracho and oleate. When only oleate was present in the system, fluorite adsorbed almost double the amount than the calcite. Adding only quebracho, the adsorption levels onto the calcite and the fluorite were very similar. Thus, it was shown that both the oleate and the quebracho played a significant role in the depression of calcite. With calcite holding less oleate than fluorite and quebracho adsorbing similarly onto both minerals, the fluorite floats and the calcite is depressed. In this manner, the order of conditioning is important. It was found that when the quebracho was added before the oleate, a greater depression of calcite took place and when the oleate was added prior to the quebracho, an increase in calcite flotation was observed [3].
The effect of pH on the flotation of fluorite with quebracho has been studied quite thoroughly. In practical applications, the pH ranges from 8 to 9.5. This accounts for multiple factors of adsorption of the quebracho and the oleate, the acid consumption, and practical recovery and grade balances. The Imperial College study indicated that quebracho remains a depressant up until a pH of around 10. The optimal adsorption pH for quebracho on fluorite surface is around 7, while the dissolution of calcite requires the pH be at or above 8 [3]. The work done by Clarence Thom suggests that pre-conditioning the ore at a pH less alkaline than that of optimal flotation levels improves the separation. Thom had optimum recovery when the quebracho conditioning was carried out at a lower pH (ideally below 8) before soda ash and oleic acid were added [13]. While the pH of the cell has been studied extensively, temperature could be a new parameter of interest.
Another aspect that has been studied with regards to fluorite flotation is the effect of soluble ions within the system—specifically calcium ions. As both fluorite and calcite are marginally soluble, it can be concluded that a small amount of calcium ions will be present in the aqueous solution. The Imperial College work acknowledged that adding different concentrations of calcium ions into the solution, by means of calcium chloride, affected the flotation. At concentrations greater than 10−4 M calcium ions, the fluorite was severely depressed, keeping all other factors constant. However, when the concentration of calcium is slightly lower, on the order of 10−5 M, the calcite is heavily depressed, while the fluorite floats. In industry, it is common practice to use softened water to avoid the negative affect of dissolved calcium ions on the flotation of fluorite [3].
In the patent from Allen and Allen, the generation of acid grade fluorspar, 97% CaF2 or greater, was investigated. The main research done involved the addition of ferrous sulfate salts and the effect of quebracho in the circuit. It was shown that a crude fluorspar ore assaying at 87.23% CaF2, 4.68% SiO2, and 4.66% CaCO3 was significantly upgraded to 97.48% CaF2 with a recovery of 91 percent. In this example, the material was crushed and fed to a wet ball mill unit running at 70 percent solids where 0.275 pounds of ferrous sulfate was added. The material was reduced to 89% passing 200 mesh, was flocculated, thickened and transferred to a conditioning tank. Reagents on the amounts of 2.2 pounds per ton of stearic fatty acid, 3.3 pounds per ton Acintol FA2 tall oil fatty acid, and 0.97 pounds of sodium carbonate were added to the conditioning cell at 207 °F for 20 min. Quebracho was added at the conditioner tank discharge at 0.18 pounds per ton of crude ore in addition to 3.67 pounds per ton of sodium silicate. This was fed to the first flotation cells, which produced a heavily mineralized fluorspar froth while maintaining the pH between 8 and 9. Quebracho was further used in the subsequent two cleaning stages at 0.37 pounds per ton. From this study, it was concluded that the addition of soluble ferrous sulfate salts (on the order of 0.2 to 0.8 pounds per ton) in combination with quebracho aided in depressing gangue minerals present including silica and calcium carbonate, whilst improving the flotation of fluorite.
Allen and Allen also delved into the effect of different types of fatty acids. Fatty acids are the most common type of collectors for fluorite flotation. This study suggested that the use of saturated fatty acids was critical in the reagent scheme. They argued that using high concentrations of the traditional unsaturated fatty acid collectors, like oleic acid and tall oil acids, was not the best practice. Instead, it was recommended having a collector composition between 30 and 60 percent saturated fatty acids. The saturated fatty acids were preferably to have between 12 and 18 carbon atoms like those of stearic acid, lauric acid, and palmitic acid. Increased recoveries of fluorite were seen with the use of saturated fatty acids.
Allen and Allen also discovered that the use of guar within the system in addition to the reagents discussed above helped to further improve the flotation of fluorite. It was shown that when guar was added to the pulp the gangue minerals including barium sulfate, pyrite, and clay slimes were significantly depressed. It was suggested that the guar be introduced into the circuit in the mill or the conditioner when the ferrous sulfate and depressants are added [14].
While fluorite flotation is conventionally carried out in a standard bank of cells with multiple stages comprised of roughers, scavengers and cleaners, column flotation also proves to be a successful method. The Fish Creek fluorite processing plant in Eureka County Nevada proved column flotation to be superior due to increased recovery [15]. The work done by the Gujarat Mineral Development Corporation in Kadipani proved column flotation to be more advantageous than that of the traditional route. The original processing circuit consisted of a rougher, scavenger and six stages of cleaning while the modified column flotation eliminated four of these stages. The differences between column and conventional flotation can be seen in Table 3. The findings of this study showed that the use of tannins in a column flotation scheme as opposed to a traditional flotation circuit improved the overall separation of fluorite from the gangue consisting of CaCO3, SiO2, and P2O5 [16].
Specific column flotation parameters were researched in fluorite flotation on an ore from the Nossa Senhora do Carmo Mining Company. The work focused on using a short column, described as the collection zone being 8 m tall, with a negative bias regime. Negative bias is obtained by having a smaller tailing output flow than the feed input flow. The cell was kept at 30% solids with a pH of 10 and sodium silicate, cornstarch, quebracho, and tall oil were added in sequence during the conditioning stage. The study concluded that increased recoveries were observed in this environment due to the negative bias allowing loaded air bubbles to more readily rise to create froth. While this scheme created a good environment for the recovery of fluorite, it should be used as a rougher as the grade of the concentrate is fairly low [17].
Table 3.
Kadipani Flotation Data [16].
| Feed Assay % | ||||||||
| Sample | CaF2 | CaCO3 | SiO2 | P2O5 | ||||
| 1 | 65.84 | 5.62 | 16.68 | 3.14 | ||||
| 2 | 74.51 | 5.10 | 10.82 | 2.16 | ||||
| 3 | 78.8 | 4.36 | 10.60 | 1.88 | ||||
| 4 | 84.69 | 4.67 | 4.57 | 1.78 | ||||
| 5 | 89.42 | 4.23 | 2.56 | 0.89 | ||||
| 6 | 90.58 | 2.43 | 3.00 | 1.20 | ||||
| Concentrate Assay, % Conventional Flotation | Concentrate Assay, % Column Flotation | |||||||
| Sample | CaF2 | CaCO3 | SiO2 | P2O5 | CaF2 | CaCO3 | SiO2 | P2O5 |
| 1 | 76.80 | 5.62 | 6.73 | 2.40 | 82.80 | 5.12 | 3.70 | 3.20 |
| 2 | 80.86 | 6.60 | 6.16 | 2.13 | 88.82 | 4.86 | 1.47 | 1.41 |
| 3 | 80.01 | 2.40 | 9.80 | 2.01 | 92.56 | 1.65 | 1.53 | 1.35 |
| 4 | 88.77 | 4.64 | 4.57 | 1.78 | 91.80 | 3.40 | 1.06 | 1.07 |
| 5 | 91.75 | 3.31 | 1.64 | 0.72 | 95.21 | 1.59 | 0.60 | 0.18 |
| 6 | 92.10 | 3.61 | 1.95 | 0.68 | 94.35 | 2.12 | 1.07 | 0.58 |
A very common issue regarding flotation as a means of separation involves slime coatings. The heterocoagulation of a fluorite and gangue minerals was observed for a feed fluorite ore of the Minera de las Cuevas concentration plant in Mexico. The work focused on the flotation circuit with oleic acid as a collector and quebracho as a depressant with the addition of CMC and water glass as dispersants. SEM (scanning electron microscope) was used to observe the slime coatings of the gangue minerals, calcium carbonate and quartz, on the fluorite surface. It was found that strong heterocoagulation occurred around pH 9, which is close to general operating parameters for pH in a fluorite flotation circuit. The study suggested that this phenomenon may be due to strong electrical double layer attraction yet weak double layer repulsion between the gangue particles and the fluorite particles at these conditions. The addition of the dispersants CMC and water glass improved the flotation circuit by reducing the slime coatings; an increased recovery of fluorite from 72% to 78.5% was seen with the grade remaining continuous at 98% [18].
The stability of the feed into a flotation circuit is a critical parameter to control, particularly as it affects the grades and recoveries of the valuable mineral in question. The work done by Schubert, Baldauf, Kramer, and Schoenherr on the development of fluorite flotation examined the effects of changing feed in high calcareous ores with the addition of quebracho, sodium hexametaphosphate, and oleoyl sarcosine. Oleoyl sarcosine with around 20% oleic acid was favored over the traditional collector containing 60%–70% oleic acid. The calcium carbonate content in the ores tested ranged from 7 percent to 45 percent while the fluorite ranged from 29 to 52 percent. As noted previously, the most important parameter to control was the concentrations of the reagents; specifically the amount of quebracho added. This study illustrated that quebracho had two major effects: when at low concentrations, depression is the primary rule and at higher concentrations the flotation of fluorite becomes activated. It was also explained that quebracho acts as a dispersant in the system particularly at high concentrations. The most favorable recoveries occurred in the pH range from 8–9 and in highly flocculated systems with a particle size from 0.04 to 0.16 mm [19].
2.6. Sulfides: Copper-Lead-Zinc-Nickel Ores
To effectively separate polymetallic sulfide ores, depressants including lime, sulfites and cyanide in conjunction with xanthate collectors are traditionally used. Quebracho proves to be a promising alternative to these depressants and is favored for operating conditions, as the tannins are completely non-toxic and work at moderate pH levels [3]. The order of depression by quebracho is shown below for sulfides:
pyrite > pyrrhotite > sphalerite > copper sulfides [2]
Imperial College provided a comprehensive study on the effects of quebracho as a depressant for sulfides. The depressant action of quebracho was found to be a function of the –OH group content [3]. Before this study, the quebracho form most commonly used for sulfides was Tupasol ATO; however, Tupafin ATO proved to be the most effective quebracho depressant form.
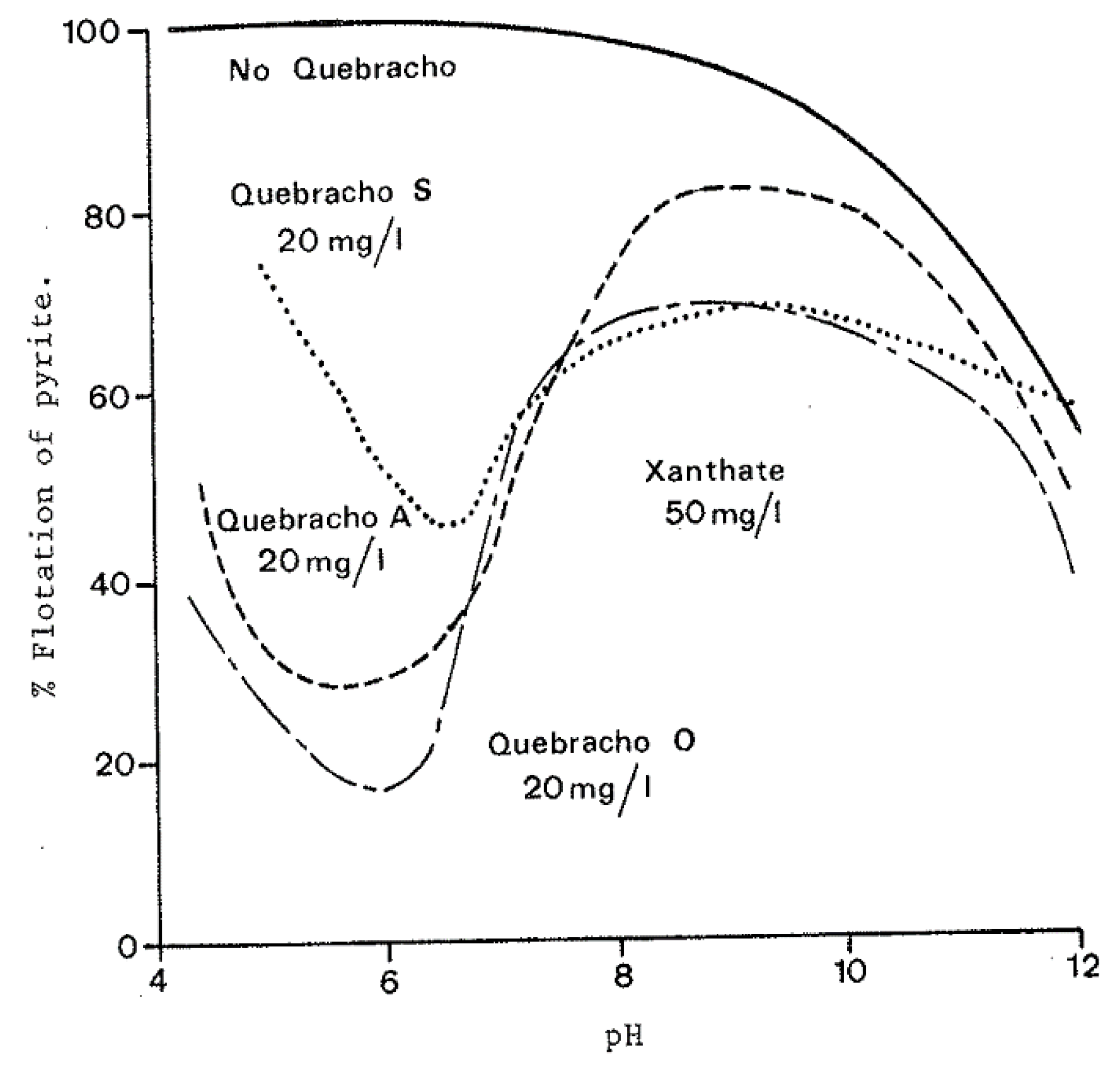
The primary aim in nearly all sulfide separation includes removing the pyrite content from the rest of the valuable sulfides. An important distinction of the form of pyrite was taken into account. As pyrite experiences high surface oxidation, both non-oxidized and oxidized pyrites were tested. In the presence of xanthate, the non-oxidized pyrite was sufficiently depressed by all three forms of quebracho. In the case of the oxidized pyrite, it is clear that quebracho is less effective for depression. Figure 4 and Figure 5 display the differences in depression that quebracho has on non-oxidized and oxidized pyrite. Most notably the range of pH that the pyrite is depressed is much smaller in the case of the oxidized pyrite where large fluctuations occur between pH around 6 to 9. In the case of the non-oxidized pyrite, a pH from around 4 to 9.5 was sufficient for the depression of pyrite. These figures also illustrate how the three forms of quebracho behave differently. Silvafloc (quebracho A) has the best depressing effect when the pyrite is non-oxidized, but Tupafin ATO (quebracho O) provides the best results when dealing with the oxidized pyrite. Since it is feasible that there will be a mix of both oxidized and non-oxidized pyrite in a sulfide flotation cell, the preferred quebracho type is Tupafin ATO. The reasoning behind the differences in depression effect between oxidized and non-oxidized pyrite was explained through testing with ferric salts. It was shown that when increasing amounts of Fe3+ ions were added to the solution quebracho no longer depressed pyrite.
Figure 4.
Depression of non-oxidized pyrite with addition of xanthate and quebracho [3].
Figure 4.
Depression of non-oxidized pyrite with addition of xanthate and quebracho [3].
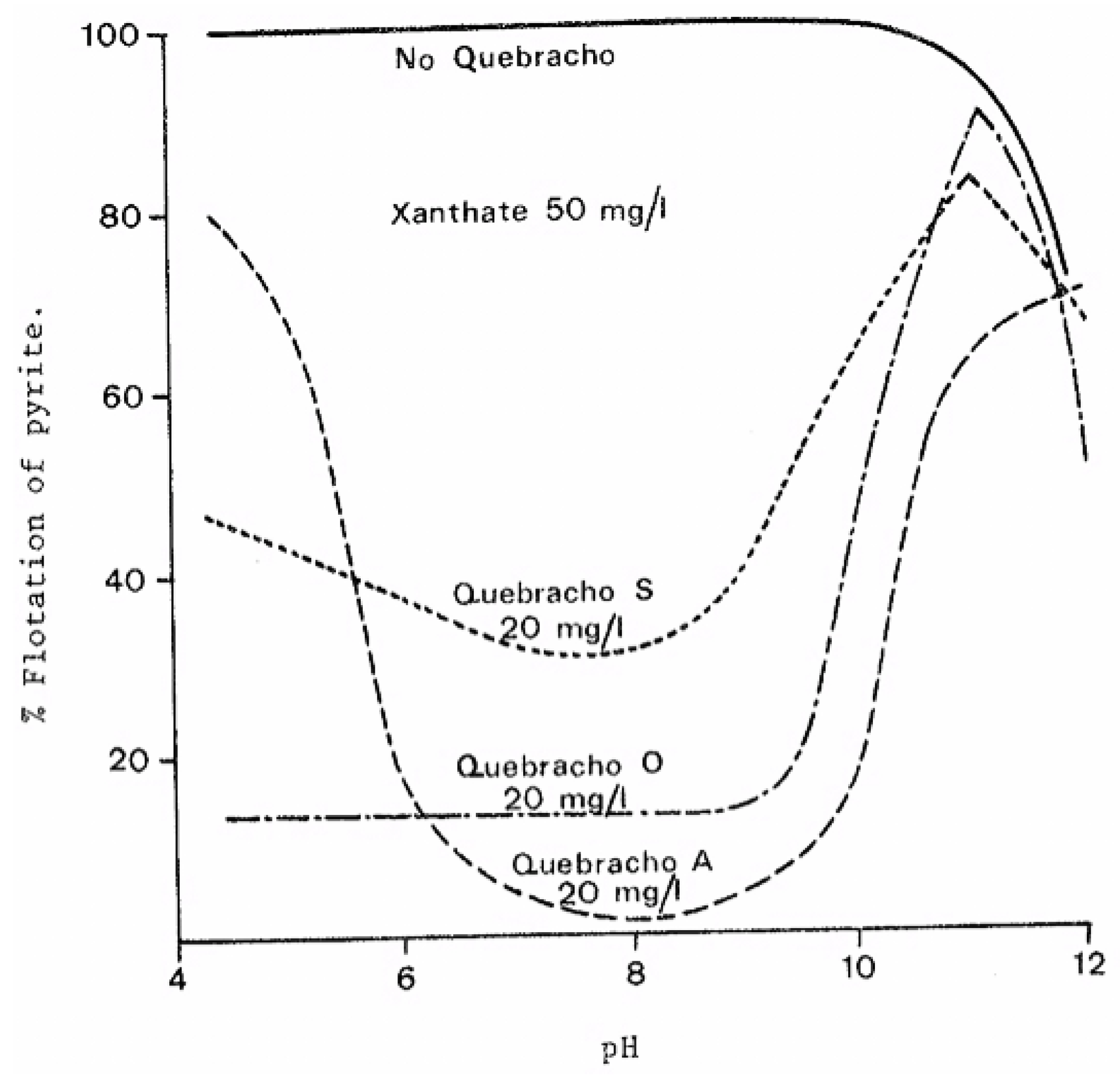
Figure 5.
Depression of oxidized pyrite with addition of xanthate and quebracho [3].
Figure 5.
Depression of oxidized pyrite with addition of xanthate and quebracho [3].
Quebracho is known to complex with trivalent iron especially above pH 6; thus, it was determined that as the levels of ferric iron in the pulp rose, as was the case with oxidized pyrite, the depressing effect of quebracho decreased. It should be noted that ferrous iron does not form a complex with quebracho however it readily oxidizes to ferric iron [3]. A pH 6 was shown to provide the best conditions for depressing pyrite.
It is interesting to note that quebracho does not always behave the same way in terms of adsorption. With separation of calcite from fluorite, quebracho and the collector oleate are competitive adsorbates. Both fluorite and calcite adsorb the quebracho and oleate by the same mechanisms via pulp and lattice calcium ions. However, in the case of sulfide systems, it was shown that this was not the case. Quebracho and xanthate do not act as competitive adsorbates within the system; xanthate is adsorbed onto the mineral surfaces at very similar values with and without the addition of quebracho. This indicates that the depressing effect of quebracho is completed by rendering the surface hydrophilic [3].
Laboratory and pilot plant testing was done on the Cayeli-Riz massive sulfide deposit in Turkey to compare two different depressant systems. The deposit has two ores; the yellow ore is mostly copper with fine-grained pyrite while the black ore contains both copper and zinc that is finely disseminated. Both ores are very high in pyrite and thus required a specific depressant system that would depress the gangue sulfides without depressing the valuable sulfides. The copper rougher flotation was taken out at a pH of 10.5–11.5, the copper cleaning at a lower pH 4.5–5.5, and the zinc flotation was at a high pH above 11.5. The first depressant system used a 1:1 mixture of cyanide and thiourea at 120 g/t in the copper rougher to depress zinc and lime was used to depress the pyrite at 8000 g/t with controlled addition of SO2. The second system used the same additions of lime and SO2 in addition to 2H-BC, which is a mixture of quebracho and dextrin-maleic acid. The new addition of 2H-BC was successful at depressing the ultrafine pyrite and increased both the grade and recovery of the copper and zinc concentrates by several percentage points [20].
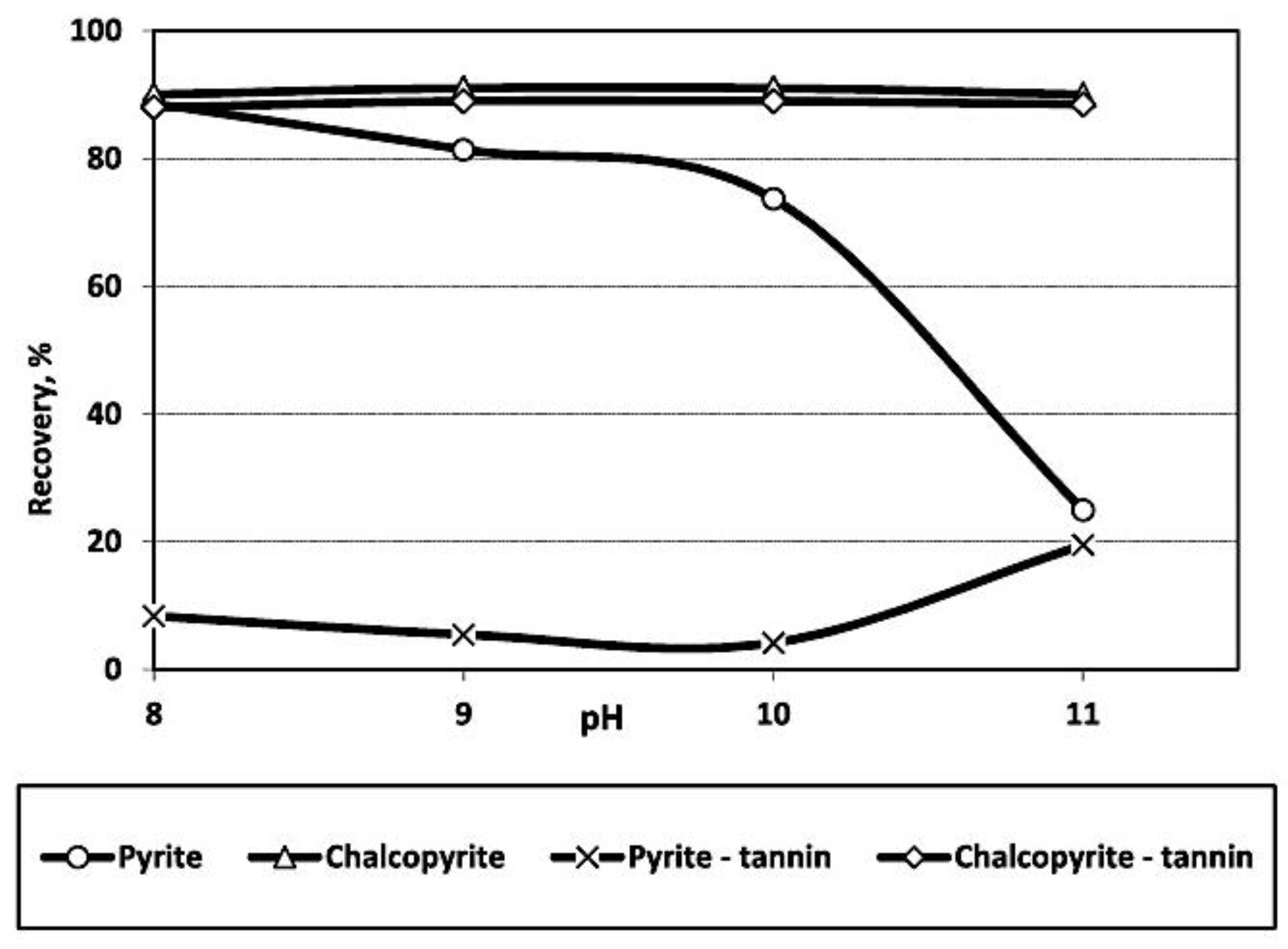
A recent study taken out by the National University of San Juan in Argentina set out to prove that tannins and quebracho are a cleaner alternative to the conventional flotation reagents used in copper sulfide flotation. The work specifically set out to show that the Cu/Fe ratio could be improved by depressing pyrite with the organic depressant. Hallimond tube flotation tests were taken out on both pure pyrite and pure chalcopyrite minerals. The pyrite was floated at a pH 8 and showed good depression (around 40% pyrite depressed) with increasing tannin concentration up to around 0.25 g/L where it leveled off. The effect of pH on the recovery of pyrite was shown to favor in the alkaline and acidic range where only 5%–10% pyrite was recovered with a mixture of tannins and lime. It was also illustrated that the presence of Ca2+ ions (in the form of lime) improved the depression effect of the tannins on the pyrite system. Similar tests were carried out in the Hallimond tube for pure chalcopyrite. The recovery of pyrite and chalcopyrite with and without the addition of tannin is shown in Figure 6 [21].
Figure 6 clearly illustrates that the use of tannins have a marked depression effect on pyrite while having little influence on chalcopyrite recovery. Flotation work was carried out in a Denver cell where the pH was set constant at 10 with the addition of lime and a varying amount of tannins between 0 and 600 g/t. With increasing tannin addition, the pyrite was drastically reduced in the concentrate with the best results at 600 g/t. These tests concluded that the addition of tannins in the system significantly increased the grade of the copper while only sacrificing 1 percent of recovery of copper due to the depression of pyrite [21].
Figure 6.
The effect of tannins on pure chalcopyrite and pyrite Hallimond tube flotation [21].
Figure 6.
The effect of tannins on pure chalcopyrite and pyrite Hallimond tube flotation [21].

A United States patent titled “Separation of Polymetallic Sulphides by Froth Flotation” by Srdjan Bulatovic and Robert S. Salter investigates the use of quebracho as a depressant in complex sulfide ores. Bulatovic and Salter’s work focuses on comparing a newly invented depressant mixture to the traditional depressant system on several polymetallic sulfides. The new depressant is made by dissolving quebracho into solution with either dextrin or guar gum. This mixture undergoes a second reaction with a lignin sulphonate to make a water-soluble polymer. The polymer is then partially monomerized by at least one of the following reagents: alkali metal cyanide, alkaline earth metal cyanide, metal sulfate, and/or a sulfite. For the experimental trials, the lignin sulphonate polymers LS7 and LS8 are used; LS7 is the compound that is reacted with sodium cyanide while LS8 is the compound that has been reacted with zinc sulfate/sodium cyanide complex.
The first set of experiments focused on the clean separation of copper and zinc from a massive sulfide deposit in Canada. The Cu–Zn ore contains valuable amounts of silver and the primary gangue minerals are quartz, pyrite and pyrrhotite. Four sets of experiments were conducted on two ore types, high and low copper, to compare the effects of the LS8 depressant versus sodium cyanide on the recovery and grade of the concentrates. The first set of experiments was laboratory scale while the second set was tested on a full-scale commercial plant. The LS8 depressant was added during the grinding process and in the copper cleaner flotation circuit, with a total of 170 g/t added. In the lab scale trials, the LS8 depressant made large improvements over the sodium cyanide on the rejection of zinc and iron sulfides from the copper concentrate by several percentage points. The sequential zinc concentrate grade and recovery was also improved with the addition of LS8. In the plant trails, similar results were obtained whereby the zinc recovery in the copper circuit was reduced, copper concentrate grade was increased, and zinc recovery in the zinc circuit was improved.
The second segment of laboratory experiments was conducted on two different massive sulfide ores containing mostly copper and nickel. The first ore, from British Columbia, contained copper and nickel as well as significant amounts of platinum and palladium. The comparison tests between the LS8 depressant and sodium cyanide proved that the LS8 reagent had a positive effect on the circuits. With the use of LS8 the copper was recovered to a higher degree in the copper flotation circuit, while the nickel was effectively depressed. The nickel recovery in the nickel circuit was increased and overall, the platinum and palladium recovery was improved. The second ore, from Northern Ontario, also showed improved results with the use of LS8. Most significantly, the nickel recovery in the nickel cleaner concentrate was increased by more than 50 percent. These examples prove that the LS8 depressant is highly effective for depressing nickel in the flotation of copper-nickel ores.
The third installment of experiments involved a massive sulfide with mostly lead and zinc with large amounts of pyrite. Lime was compared to the LS7 depressant in laboratory testing. LS7 was added during the grinding stage at 250 g/t while the lime was added in the lead circuit at 750 g/t and the zinc circuit at 3500 g/t. The recovery of lead in the lead concentrate remained the same, while the grade improved over 30 percent with the addition of LS7. Zinc grade and recovery in the zinc concentrate was also improved with the use of LS7. In plant operations, testing was done to compare the addition of 300 g/t of LS7 to no addition of LS7. By using the LS7 reagent, grade of the lead concentrate was increased with no recovery loss.
The work done by Bulatovic and Salter proved that the invention of a new series of quebracho containing depressants greatly improved the differential flotation of polymetallic sulfides in contrast to traditional reagent schemes [22].
3. Precipitation
Germanium
Germanium is primarily consumed as a vital element for the production of semiconductors for electronics use. It is most closely associated with the elements C, Zn, Si, Cu, Fe, Ag, and Sn. Argyrodite, germanite, canfieldite, and renierite germanium containing minerals; however, these minerals do not form specific ore deposits. Thus, the majority of germanium is sourced from trace and minor amounts found in coal, iron ore, and Cu–Pb–Zn sulfide deposits [23]. Sphalerite ores with low amounts of iron prove to be the most important source of germanium containing a few hundred ppm that is contained within the lattice of the zinc sulfide [24]. As a minor element in zinc ores, the challenge comes in finding a way to selectively remove the germanium from the rest of the residual metals and compounds.
There are a variety of different methods that germanium is recovered from zinc circuits. While germanium can be collected pyrometallurgically, the concerns of volatile germanium oxides and sulfides prove hydrometallurgical methods to be the most viable route. There are two main methods to recover germanium hydrometallurgically; the first is by precipitation with tannins and the second is solvent extraction (generally used for higher concentrations of germanium in solution) [25]. Tech Cominco’s process uses the latter. A substantial circuit is used whereby the zinc concentrate is calcined by two Lurgi Fluo-solid roasters and a suspension roaster. Zinc oxide is the product of this process, with the sulfides being taken off as gas oxides. ZnO from the roasting process is sent through a ball mill, cyclones, and electrostatic precipitators prior to being sent to the leaching plant. Leaching tanks contain the calcined zinc material at a pH from 1.7 to 3.5. The residue from the leaching is leached one more time with sulfuric acid to take the germanium and indium into solution. The germanium is recovered and concentrated by selective solvent extraction [26]. Another zinc operation in Russia, the Joint Stock Company Chelyabinsk Electrolytic Zinc Plant, also possesses germanium as a byproduct. This plant utilizes fluidized bed reactors to roast the sulfides and convert them to oxides that are leached. The underflow from the leaching process is dried and sent to another processing facility to recover the germanium from the residue [27].
The recovery of germanium from Cu–Pb–Zn ore was studied at the Cinkur Zinc Plant in Kayseri, Turkey. This plant produces zinc electrolytically and requires that the leach solution be refined to remove impurity metals like Ge, Cd, Ni, Co, and Cu before electrolysis occurs. Figure 7 shows the operating flow sheet.
Figure 7.
Flow sheet of the Cinkur plant in Turkey [25].
Figure 7.
Flow sheet of the Cinkur plant in Turkey [25].

Precipitation was used to hydrometallurgically recover these metals in solution. First, the cobalt and nickel were precipitated using CuSO4∙5H2O and As2O3 and zinc powder. The second precipitation utilized CuSO4∙5H2O, Sb2O3 and zinc to remove the cadmium from solution. These precipitated cake solutions provide the largest source of germanium at the plant with a concentration of over 700 ppm. The cake was leached with sulfuric acid and the leach solution treated with tannins to precipitate out germanium. Two different leaching schemes were created; one for selective leaching and one for collective leaching. The selective leaching found optimum operating conditions with a temperature from 40–60 °C, 100 grams per liter sulfuric acid, 30 min leach time, a solid to liquid ratio of 1/4, and no air pumping. It was found that 78% of the germanium was recovered under these conditions. With regards to the collective leaching approach a temperature of 85 °C, 150 grams per liter sulfuric acid, 1 h of leach time, and a solid to liquids ratio of 1/8 with air pumping was advantageous. The collective leaching method resulted in 92.7% germanium recovery although the solution had significant amounts of Cu, Zn, Ni, Co, and Cd. The tannin precipitation study indicated that 94% of the germanium could be selectively recovered from leach solution [25]. The primary reaction for the precipitation of germanium with tannins is shown below:
where T is tannic acid (C14H10O9) [25]. The study suggested that a more effective germanium precipitation from the zinc electrolytic solution could be done with tannins rather than the copper and zinc additives mentioned above.
Ge4+ + O2 + H6T → GeO2∙H6T
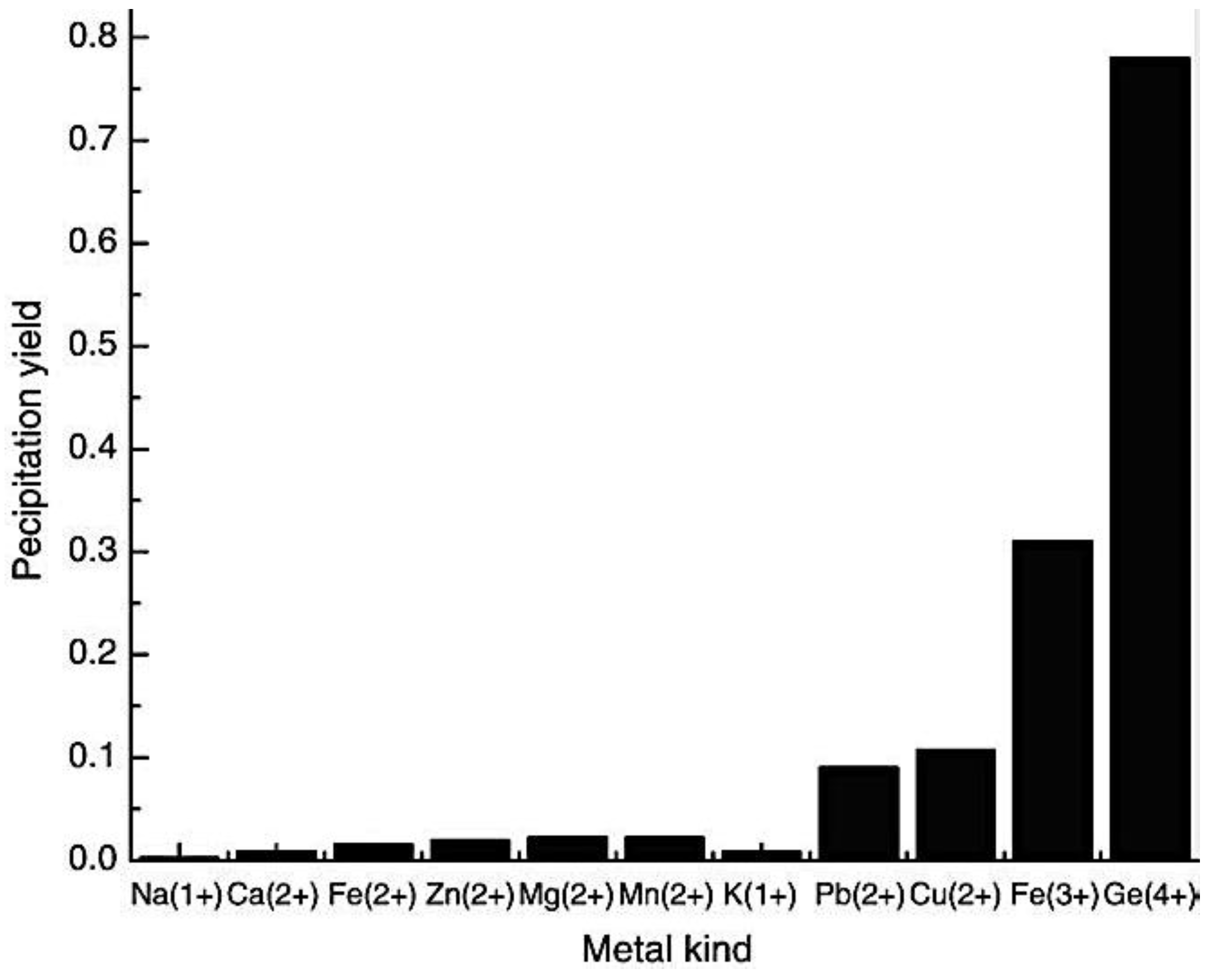
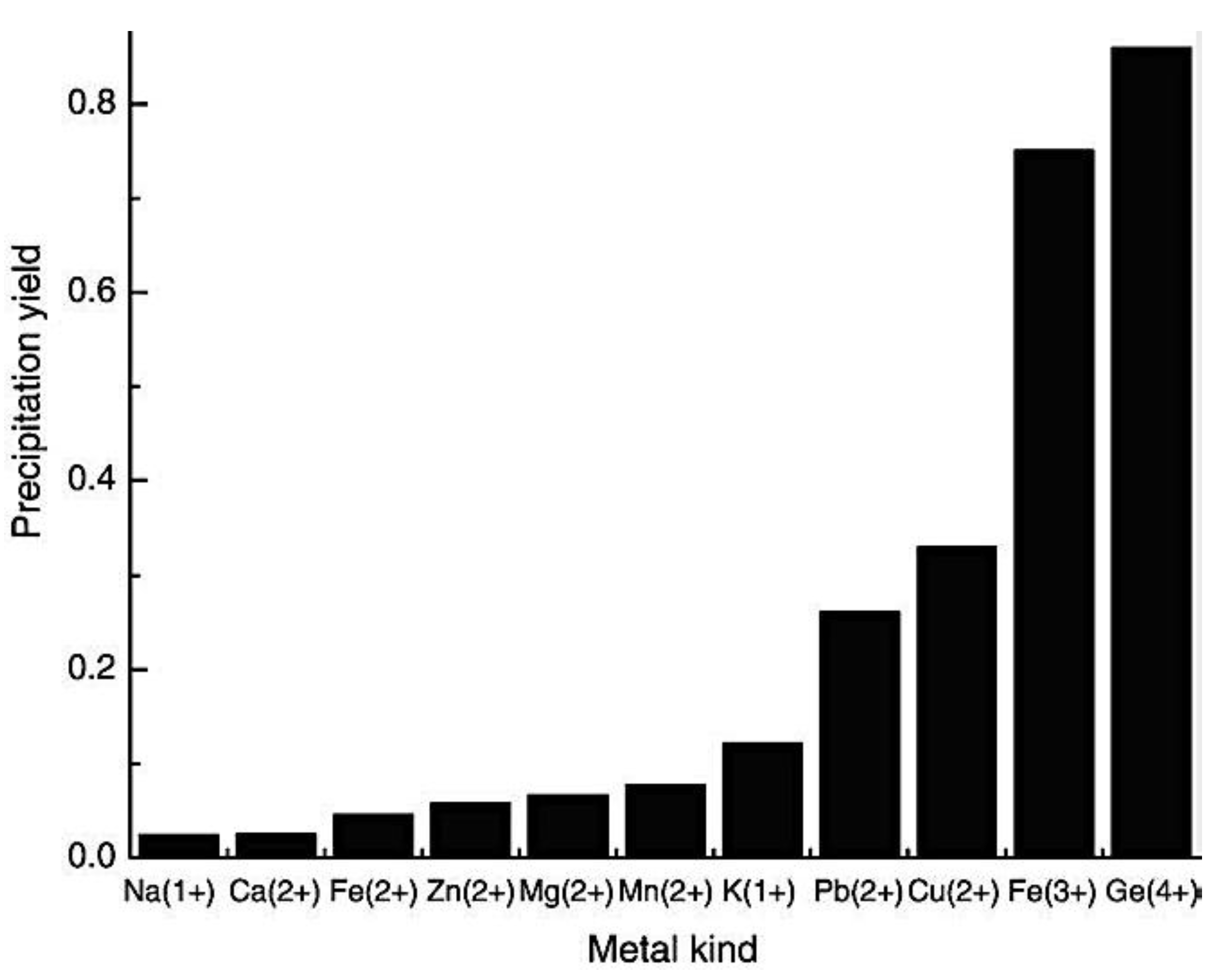
Precipitation methods as sulfides, hydroxides, or with tannic acid are a viable option for obtaining germanium hydrometallurgically. The role of tannins in the precipitation of germanium from zinc production has been given more weight in recent years. Tannins work my forming chelates that complex with metal ions in solution. Optimization of tannins use is of great interest as the reagents are expensive. A study to understand the behavior of tannins chelation was done on the Chinese Yunnan Chihong Zinc and Germanium plant, the largest germanium producer in the world. The experiment was two-stage with the first part looking into the binding of tannins to metal ions individually and second, the effect of binding in a polymetallic system. It was shown through the experiments that the metals with higher valences (like that of germanium and ferric iron) had the best binding ability with tannins. This is explained by the electrostatic attraction that favors ions with larger valence. Figure 8 and Figure 9 show the binding ability, noted as the precipitation yield for metals in both a single metal solution and a polymetallic solution. The conditions for complexation were a stirring rate of 10 rps, temperature of 373 K, and a duration of 500 s [28].
Figure 8.
Binding ability of various metals in a single metal solution with tannins [28].
Figure 8.
Binding ability of various metals in a single metal solution with tannins [28].
The complexation reaction of metals with tannins is described as follows:
where T is tannins (H2(GeO2C76H52O46∙nH2O) [29].
Ge4+ + 2HT → (GeT)2+ + 2H+
Figure 9.
Binding ability of various metals in polymetallic system with tannins [28].
Figure 9.
Binding ability of various metals in polymetallic system with tannins [28].

Additional research was also done to determine if adding tannins in stages produced different results than adding tannins in one step. In the study the same amount of tannins was introduced, 50 g, divided equally among the number of stages to the 1 L leach solution. It was shown that yield increased dramatically with additional stages. The single step tannin addition resulted in a percent yield of 85.2 and steadily increased each time as stages were added to the five stage addition that had a yield of 99.8 percent. A possible explanation for this behavior is diffusion; with the single step addition, diffusion had a shorter time to react with more difficulty. In addition, the tannins concentration may affect the binding ability of metal ions [28].
4. Precious Metals Recovery
4.1. Gold Bacterial Oxidation
The Fosterville Gold Mine in central Victoria, Australia, treats primary sulfide refractory gold by means of bacterial oxidation, cyanidation, and froth flotation. Nearly 80% of the gold is contained within the pyrite and the remainder in the arsenopyrite and stibnite, while the gangue consists of carbonates, quartz and other silicates. The gold occurs as a solid solution within the sulfide mineral; thus, it cannot be separated by direct cyanide leaching. The BIOX® biooxidation system was implemented to oxidize and break down the minerals from sulfides to sulfate and make iron and arsenic soluble. The following counter-current decantation washes the sulfate, iron, and arsenic in solution and the solids remaining are leached with cyanide.
While the majority of gold remains in the solids, part of it is lost to the waste liquor stream. The gold grade has been up to 10 ppm in this stream and represents around two to four percent gold loss in total. It was found that the majority of the gold lost was under 0.2 microns, in the ultrafine range, and that it occurred as colloidal gold. Several methods to recover the colloidal gold were researched and tested including coagulation and gold capture by means of creating a solid surface for the gold to adsorb onto. Both limestone and Portland cement precipitation generated undesirable affects within the circuit.
Quebracho was investigated as a means to precipitate a surface for the colloidal gold to adsorb to. The tannins formed fine precipitates from the soluble iron in the liquor and thus created a large surface area for the collection of the ultrafine gold. Multiple series of tests were completed, in all cases the addition of quebracho decreased the gold loss. Full-scale plant trials proved successful, reducing gold loss from the waste liquor by 40%. Given the results, the plant installed a tannins mixing and addition station to implement it long-term. With the implementation of tannins into the circuit, the overall gold recovery in the Fosterville plant has increased by 2.6 percent [29].
Golden Star Resources Limited in Bogoso, Ghana follows a similar processing scheme to that of Fosterville. The primary source of gold is submicron particles entrapped within pyrite and arsenopyrite. The BIOX® bacterial oxidation process is used to oxidize the sulphides and free up the gold. Counter-current decantation (CCD) is done to collect the solids, which contains the majority of gold and is further processed with cyanide. The gold that remains in the CCD solution is not soluble, but colloidal gold. The Golden Star plant saw 0.57 g/L gold go to tailings with the CCD solution. Quebracho tannin supplied by Nowata Mining Chemical Manufacture and Supply was tested.
Varied concentrations, between 0.05 g/L and 1 g/L, of quebracho tannin were prepared at 10 percent strength and were tested at a laboratory scale. Total suspended solids (TSS) and reduction in gold loss were the two main end goals of the study. It was found that the quebracho tannin was optimum at a level of 0.05 g/L where there was a 21.25% reduction in the TSS and a 45.79% gold loss reduction. These results warranted the industrial scale test, which resulted in 53.51% reduction in TSS and an additional recovery of 0.13 grams of gold per tonne of ore [30].
4.2. Tannin Gel Adsorption
The use of tannins to create a gel adsorbent to recover precious metals from aqueous solutions has been studied by several groups. One of the first to study adsorption behavior with tannin gels was Takeshi Ogata and Yoshio Nakano from the Tokyo Institute of Technology. Their work focused on the synthesization of a tannin gel derived from wattle tannin for the application of recovering gold from electronic waste as an alternative to other hydrometallurgical operations like solvent extraction and ion exchange. Ogata and Nakano developed a method to immobilize the tannin particles, which are naturally soluble in water. The tannin powder was dissolved into a sodium hydroxide solution before adding formaldehyde to act as a cross-linking agent. The solution was allowed to gelatinize for 12 h at an elevated temperature of 353 K. The tannin gel was then crushed to 125–250 micron particles. The particles were added to a gold solution containing 100 ppm gold prepared from hydrogen tetrachloroaurate tetrahydrate. With varying pH, different chlorogold complexes were created. In the pH range from 2–3.8 the predominant complex was AuCl4−. Between pH 2–3.8, there was no dependence on initial pH for the recovery of gold. This was interpreted by Ogata and Nakano to be explained by the conversion of chlorogold complexes. It was shown that the adsorption rate of gold increased with increasing temperature. Additional tests were completed with 5 mg of tannin gel in 100 ppm gold solution to obtain the maximum adsorption capacity of the gold onto the gel. An extremely high value of 8000 mg of gold per 1 g of tannin gel was found for the adsorption capacity. Through XRD and FT-IR spectra research, it was shown that the hydroxyl groups on the tannin gel particles were oxidized to carbonyl groups during the adsorption testing. Trivalent gold in solution is reduced to elemental gold on the surface of the tannin gel particles [31].
Work done by a group at Saga University in Japan and Memorial University of Newfoundland in Canada expanded on the initial study done by Ogata and Nakano. This collaborative study focused on the use of tannin gel to selectively recover precious metals from a polymetallic acidic leach solution of circuit boards from spent mobile phones. The tannin gel was prepared to the procedure specified by Ogata and Nakano. Persimmon tannin was used to create the original tannin gel. This was further processed to create a chloromethylated persimmon tannin, which was treated to obtain the final tannin gel with bisthiourea functional groups. This tannin gel was labeled BTU-PT. It was shown that the adsorption behavior varied for different metal ions. Precious metals in the hydrochloric acid solution, particularly gold and palladium, had a drastically higher percent adsorption onto the tannin gel than the base metals like copper, iron, zinc and nickel. Maximum adsorption capacities of the tannin gel were found to be 5.18 mol kg−1 for Au(III) ions, 1.80 mol kg−1 for Pd(II) ions, 0.67 mol kg−1 for Pt(IV) ions. The mechanism behind the adsorption was studied with FT-IR technology. It was found that ion exchange, electrostatic interactions, and thiocarbonyl coordination were all mechanisms of adsorption for precious metals on the BTU-PT gel. It was shown the that tannin gel could be successfully regenerated for up to 5 cycles of use. Finally, an industrial study was done using actual circuit board leach liquor and as indicated in the initial laboratory work, the BTU-PT tannin gel acted as a successful adsorbent for precious metals while not taking up base metals in solution [32].
Work done by Yurtsever and Sengil at Sakarya University in Turkey explored the use of a valonia tannin gel for the removal of silver ions from solution. The valonia tannin was sources from a Turkish leather company and the gel was prepared similarly to Ogata and Nakano’s procedure. It was shown in the study that the major factors influencing the adsorption of silver ions onto the tannin gel were solution pH, temperature of solution, and concentration of silver ions, and contact time. The peak of adsorption was seen at a pH 5. As temperature increased, from 20 to 90 degrees Celsius, the amount of silver ions adsorbed onto the tannin gel decreased. In addition, the more silver ions initially in the system lead to a higher amount of adsorption [33].
5. Pressure Leaching
Zinc and Nickel
In the 1960s, Gordon Sherritt Mines Limited filed a number of patents for the extraction of zinc from iron containing sulfide ores. In this process, elevated temperature and pressure with the addition of oxygen and sulfuric acid, leached zinc. Up until the 1970s, the pressure leaching of zinc complexes was done below the melting point of sulfur at around 120 °C to avoid the formation of elemental sulfur at higher temperatures. However, it was found that if the temperature was increased, a more advantageous rate of reaction occurred. With the formation of elemental sulfur at temperatures above 120 °C, the zinc sulfide particles were wetted by the molten sulfur and thus were not available for leaching. To provide the best kinetics and complete extraction of zinc, an additive was needed to prevent the unreacted zinc sulfide particles from being occluded by the molten sulfur. The additives found to be beneficial were those tannin compounds like quebracho, lignins, and lignosulphonates. The amount of additives needed was found to be around 0.1–0.3 g per liter. In a series of tests conducted at 150 °C, it was proven that the additives significantly improved the extraction of zinc. By adding 0.1 g per liter calcine lignosulphonate and 0.2 g per liter quebracho, the zinc extraction was increased from 54.4% to 90.0% in one test and 63.3% to 97.8% in another. The use of additives such as quebracho greatly increased the metal recovery in the elevated temperature leaching and became part of the commercialized Sherritt Zinc Pressure Leach Process [34].
Similar work investigating the effects of these additives was done on other sulfide systems. Libin Tong and David Dreisinger conducted research at the University of British Columbia on pentlandite, nickeliferous pyrrhotite, pyrrhotite, and chalcopyrite. Studies were conducted on the work of adhesion which is the work required to separate liquid sulfur from the mineral surface. This is expressed by the Dupre equation:
where Wa is the work of adhesion, γ are interfacial tension, ΔGw is the surface free energy and α is the surface area of the mineral.
It was shown that in three different systems, pentlandite, nickeliferous pyrrhotite, and pyrrhotite that the work of adhesion was significantly lowered with the addition of quebracho, lignosulphonate, and humic acid. This implies that the additives should be good dispersing agents of the molten sulfur [35].
6. Conclusions
This study has explored the role of tannins in extractive metallurgy, specifically flotation and precipitation. Quebracho has proved to be an efficient depressant in many flotation systems, both sulfidic and calcareous, improving the overall selectivity of the collectors. Quebracho has also shown to aid in the precipitation of metals from solution including that of germanium and gold. While it is known that quebracho can be used for many different flotation and precipitation applications, the fundamentals of how quebracho functions requires additional investigation.
Acknowledgments
This work was funded by the Silvateam through collaboration with the Colorado School of Mines Kroll Institute for Extractive Metallurgy in the George S. Ansell Department of Metallurgical and Materials Engineering.
Author Contributions
Jordan Rutledge and Corby Anderson researched, wrote and revised this review paper as requested by and on behalf of Silvateam, the project sponsor.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Quebracho Colorado tree. Photograph. Britannica Online for Kids. Available online: http://kids.britannica.com/comptons/art-173288 (accessed on 1 July 2015).
- Leja, J. Surface Chemistry of Froth Flotation; Plenum Press: New York, NY, USA, 1982. [Google Scholar]
- Iskra, J.; Fleming, M.G.; Kitchener, J.A. Quebracho in Mineral Processing; Imperial College London: London, UK, 1980. [Google Scholar]
- Chen, J.; Li, Y.; Long, Q.; Wei, Z.; Chen, Y. Improving the selective flotation of jamesonite using tannin extract. Int. J. Miner. Process. 2011, 100, 54–56. [Google Scholar] [CrossRef]
- Ober, J. Strontium; US Geological Survey-Minerals Information: Reston, VI, USA, 1996.
- De Castro, F.H.B.; de Hoces, M.C. Influence of quebracho and sodium silicate on flotation of celestite and calcite with sodium oleate. Int. J. Miner. Process. 1993, 37, 283–298. [Google Scholar] [CrossRef]
- Guy, P.; Bruckard, W.; Vaisey, M. Beneficiation of Mt Weld Rare Earth Oxides by Gravity Concentration, Flotation and Magnetic Separation. In Proceedings of the Seventh Mill Operators’ Conference, Kalgoorlie, WA, Australia, 12–14 October 2000.
- Ozcan, O.; Bulutcu, A. Electrokinetic, infrared and flotation studies of scheelite and calcite with oxine, alkyl oxine, oleoyl sarcosine and quebracho. Int. J. Miner. Process. 1993, 39, 275–290. [Google Scholar] [CrossRef]
- Dean, K.C.; Schack, C.H. Flotation of Calcareous Scheelite Ores; US Bureau of Mines: Washington, DC, USA, 1963.
- Kelly, T.D.; Matos, G.R. 2005 Fluorspar statistics, Historical statistics for mineral and material commodities in the United States: US Geological Survey Data Series 140. US Geological Survey. Available online: http://pubs.usgs.gov/ds/2005/140/ (accessed on 1 July 2015).
- Mahoning Mining Company. Method of Concentrating Fluorspar Ores. US 2263552, 1941. [Google Scholar]
- Mahoning Mining Company. Method of Concentrating Fluorspar Ores. US 2168762, 1938. [Google Scholar]
- Thom, C. Method of Concentrating Fluorspar Ores. US 3207304, 1962. [Google Scholar]
- Allied Chemical Corporation. Beneficiation of Fluorspar Ores. US 3536193, 1970. [Google Scholar]
- McKay, J.; Foot, D., Jr.; Shirts, M. Parameters Affecting Column Flotation of Fluorite. In Proceedings of SME Annual Meeting, Denver, CO, USA, 24–27 February 1987.
- Raju, G.; Prabhakar, S. Beneficiation of fluorspar by column flotation. Miner. Metall. Process. 2000, 17, 167–172. [Google Scholar]
- Aliaga, W.; Sampaio, C.; Brum, I.; Ferreira, K.; Batistella, M. Flotation of high-grade fluorite in a short column under negative bias regime. Miner. Eng. 2006, 19, 1393–1396. [Google Scholar] [CrossRef]
- Song, S.; Lopez-Valdivieso, A.; Martinez-Martinez, C.; Torres-Armenta, R. Improving fluorite flotation from ores by dispersion processing. Miner. Eng. 2006, 19, 912–917. [Google Scholar] [CrossRef]
- Schubert, H.; Baldauf, H.; Kramer, W.; Schoenherr, J. Further development of fluorite flotation from ores containing higher calcite contents with oleoylsarcosine as collector. Int. J. Miner. Process. 1990, 30, 185–193. [Google Scholar] [CrossRef]
- Bulatovic, S.; Wyslouzil, D. Selection and evaluation of different depressants systems for flotation of complex sulphide ores. Miner. Eng. 1995, 8, 63–76. [Google Scholar] [CrossRef]
- Sarquís, P.; Menéndez-Aguado, J.; Mahamud, M.; Dzioba, R. Tannins: The organic depressants alternative in selective flotation of sulfides. J. Clean. Prod. 2014, 84, 723–726. [Google Scholar] [CrossRef]
- Falconbridge Limited. Separation of Polymetallic Sulphides by Froth Flotation. US 2952329, 1990. [Google Scholar]
- Höll, R.; Kling, M.; Schroll, E. Metallogenesis of germanium—A review. Ore Geol. Rev. 2007, 30, 145–180. [Google Scholar] [CrossRef]
- Krebs, R.E. The History and Use of Our Earth’s Chemical Elements; Greenwood: Westport, CT, USA, 1998. [Google Scholar]
- Kul, M.; Topkaya, Y. Recovery of germanium and other valuable metals from zinc plant residues. Hydrometallurgy 2008, 92, 87–94. [Google Scholar] [CrossRef]
- MetSoc of CIM. Welcome! MetSoc of CIM | Metallurgy & Materials Home. Available online: http://www.metsoc.org/virtualtour/processes/zinc-lead/oxide.asp (accessed on 18 May 2015).
- Moskalyk, R.R. Review of germanium processing worldwide. Miner. Eng. 2004, 17, 393–402. [Google Scholar] [CrossRef]
- Liang, D.; Wang, J.; Wang, Y.; Wang, F.; Jiang, J. Behavior of tannins in germanium recovery by tannin process. Hydrometallurgy 2008, 93, 140–142. [Google Scholar] [CrossRef]
- Symes, R. Recovery of Colloidal Gold from Oxidised Concentrate Wash Liquor. In Proceedings of the Tenth Mill Operators’ Conference, Adelaide, SA, Australia, 12–14 October 2009.
- Buah, W.K.; Asamoah, R.K.; Boadi, I. Effects of Quebracho Tannin on Recovery of Colloidal Gold from Bioleached Wash Liquor. Ghana Min. J. 2015, 15, 44–49. [Google Scholar]
- Ogata, T.; Nakano, Y. Mechanisms of gold recovery from aqueous solutions using a novel tannin gel adsorbent synthesized from natural condensed tannin. Water Res. 2005, 39, 4281–4286. [Google Scholar] [CrossRef] [PubMed]
- Gurung, M.; Adhikari, B.B.; Kawakita, H.; Ohto, K.; Inoue, K.; Alam, S. Selective Recovery of Precious Metals from Acidic Leach Liquor of Circuit Boards of Spent Mobile Phones Using Chemically Modified Persimmon Tannin Gel. Ind. Eng. Chem. Res. 2012, 51, 11901–11913. [Google Scholar] [CrossRef]
- Yurtsever, M.; Sengil, A. Adsorption and desorption behavior of silver ions onto valonia tannin resin. Trans. Nonferrous Met. Soc. China 2012, 22, 2846–2854. [Google Scholar] [CrossRef]
- Gordon Sherritt Mines Limited. Recovery of Zinc from Zinc Sulphides by Direct Pressure Leaching. US 3867268, 1975. [Google Scholar]
- Tong, L.; Dreisinger, D. Interfacial properties of liquid sulfur in the pressure leaching of nickel concentrate. Miner. Eng. 2009, 22, 456–461. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Rutledge, J.; Anderson , C.G. Tannins in Mineral Processing and Extractive Metallurgy. Metals 2015, 5, 1520-1542. https://doi.org/10.3390/met5031520
AMA Style
Rutledge J, Anderson CG. Tannins in Mineral Processing and Extractive Metallurgy. Metals. 2015; 5(3):1520-1542. https://doi.org/10.3390/met5031520
Chicago/Turabian StyleRutledge, Jordan, and Corby G. Anderson . 2015. "Tannins in Mineral Processing and Extractive Metallurgy" Metals 5, no. 3: 1520-1542. https://doi.org/10.3390/met5031520