Magnesium Matrix Composite Foams—Density, Mechanical Properties, and Applications

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
1.1. Automotive Weight Reduction
1.2. Syntactic Foams
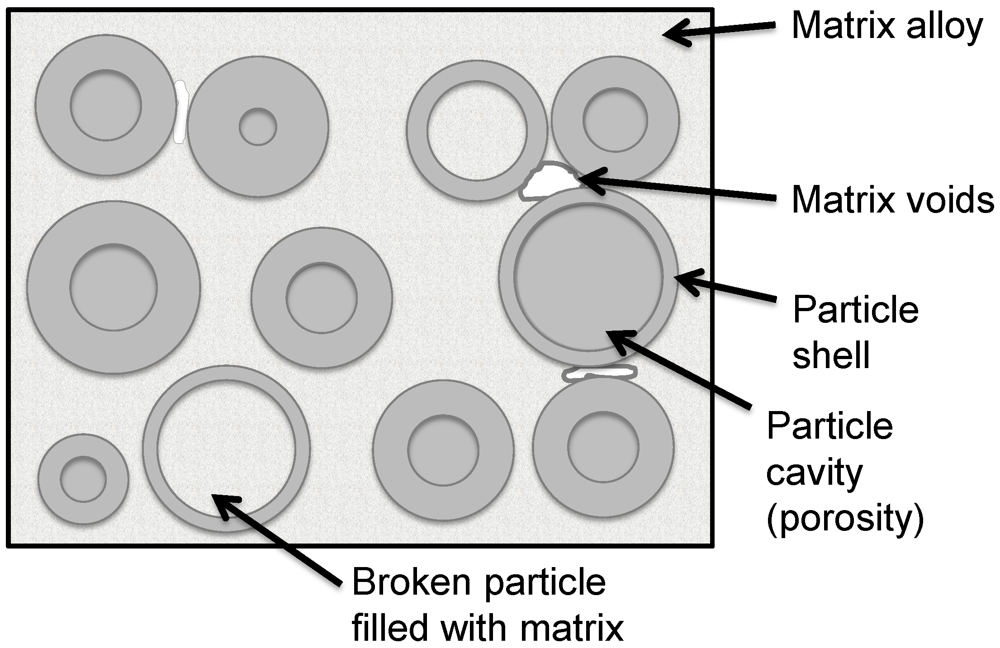
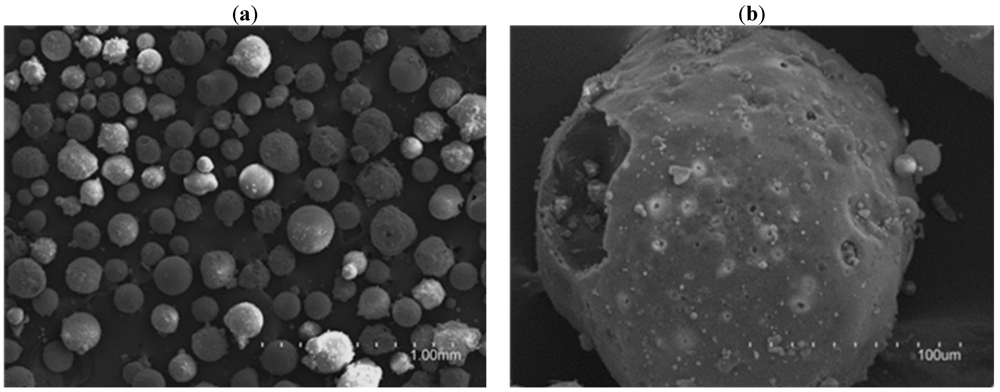
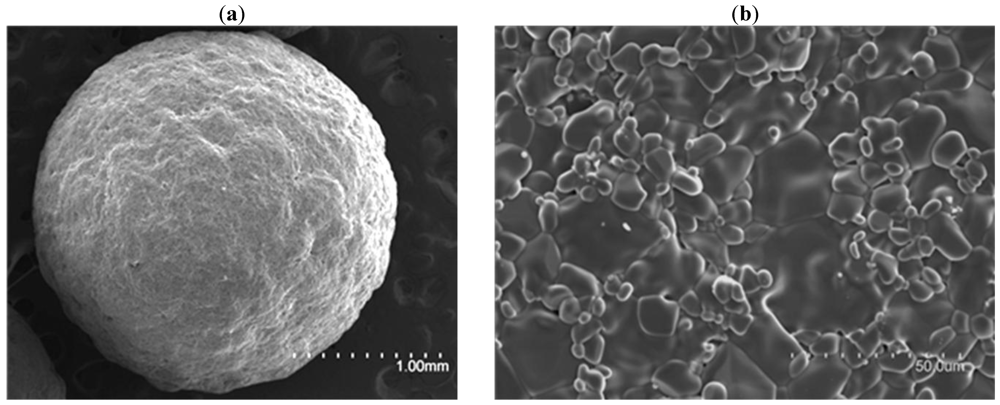
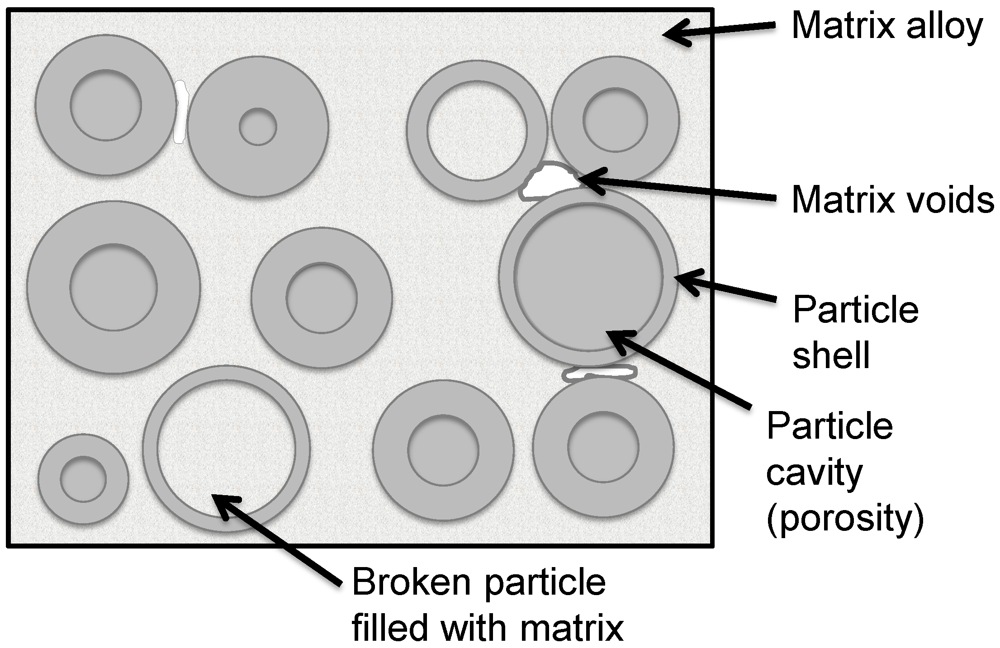
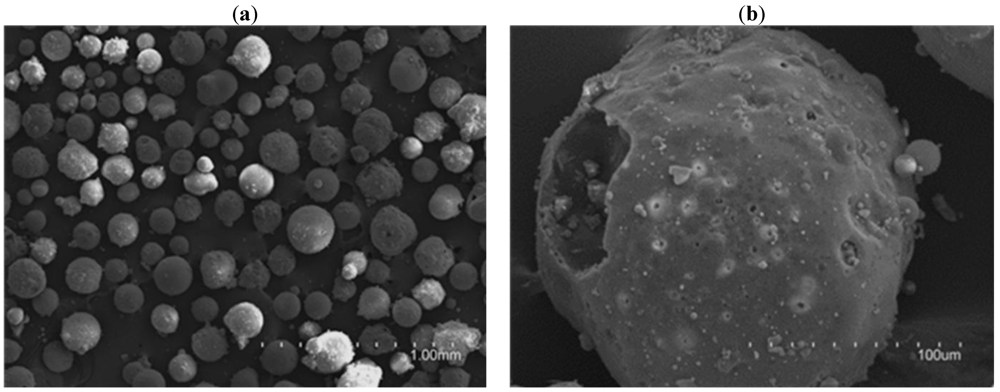
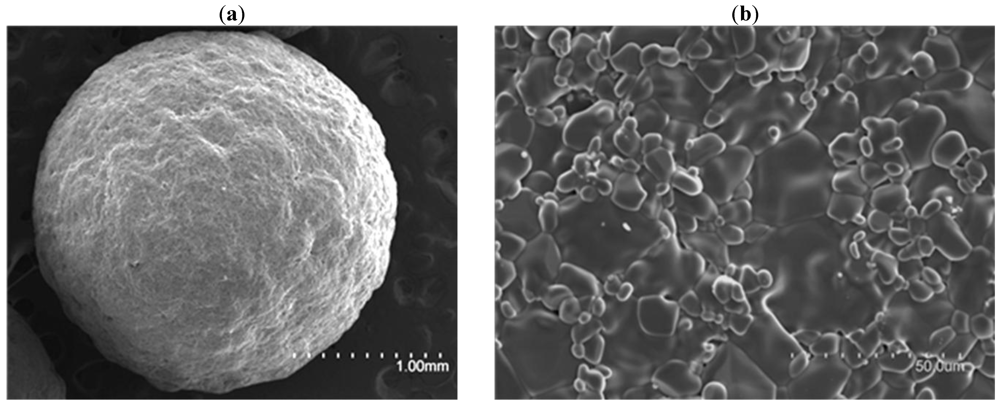
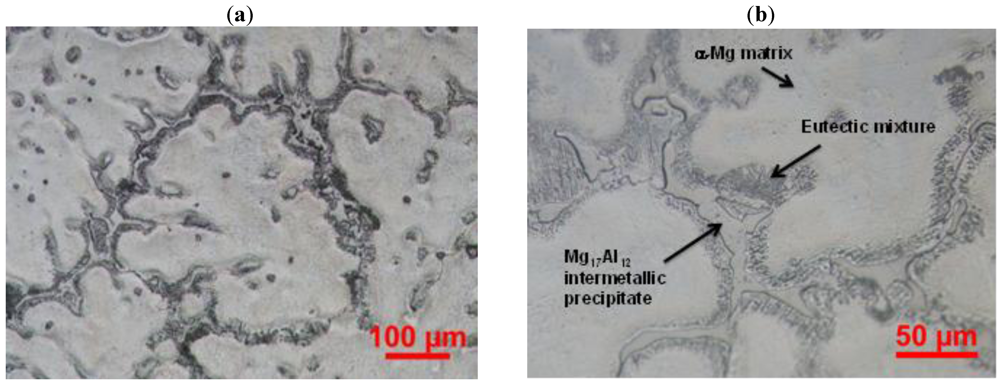
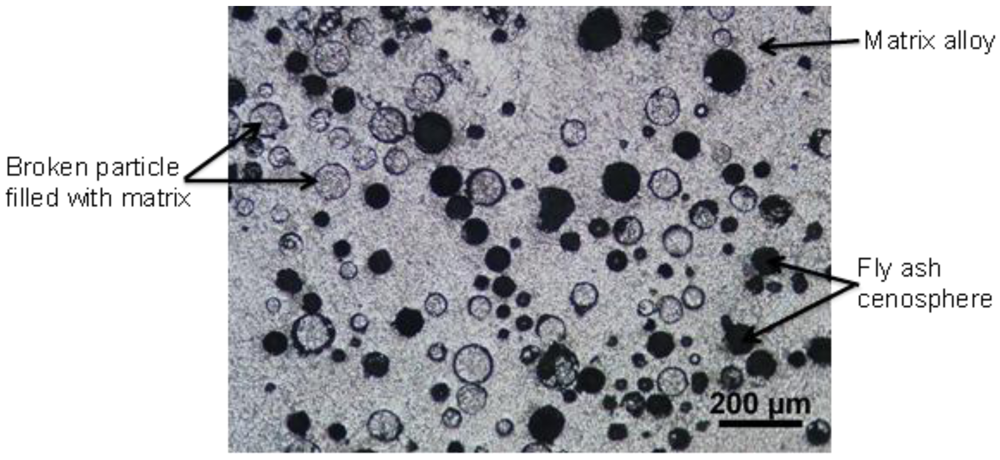
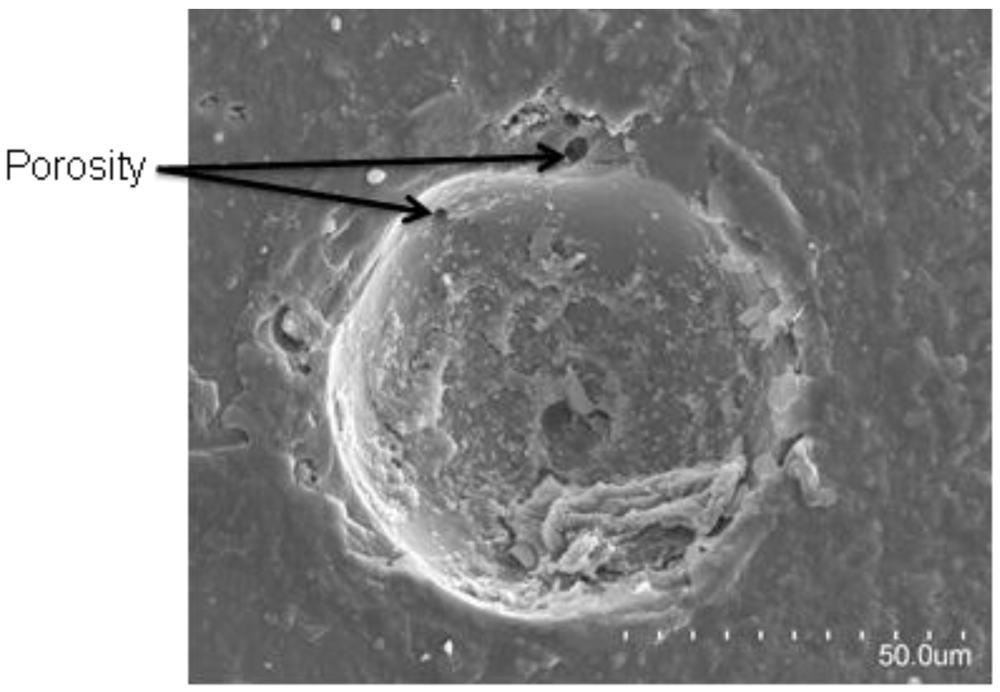
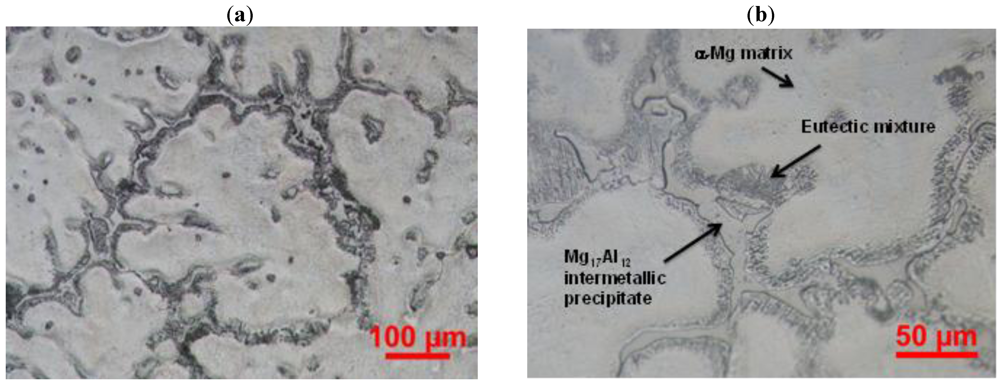
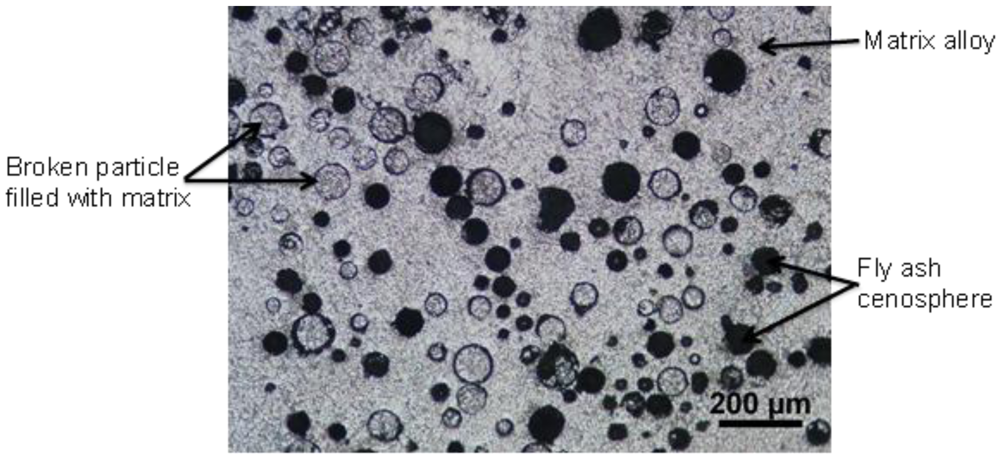
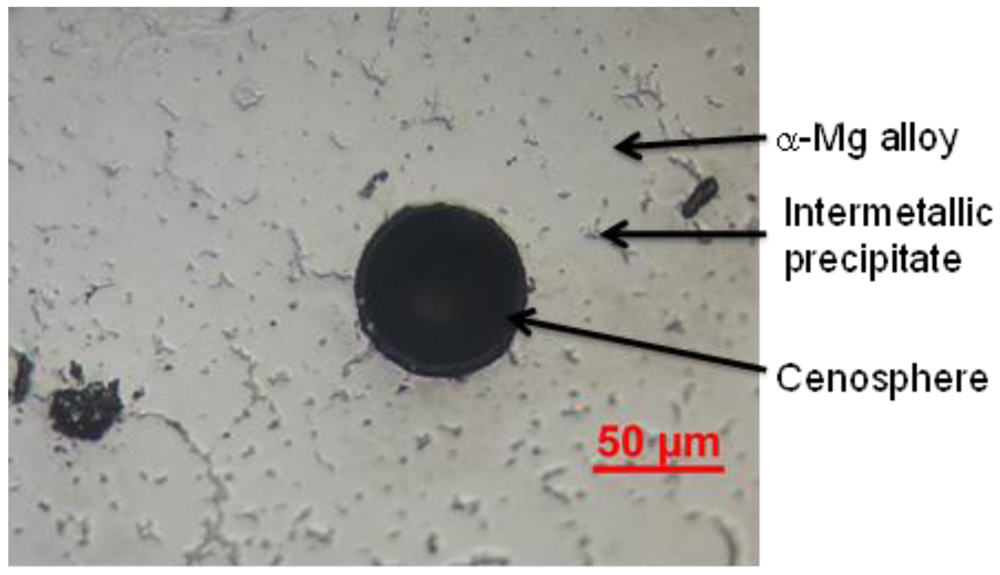
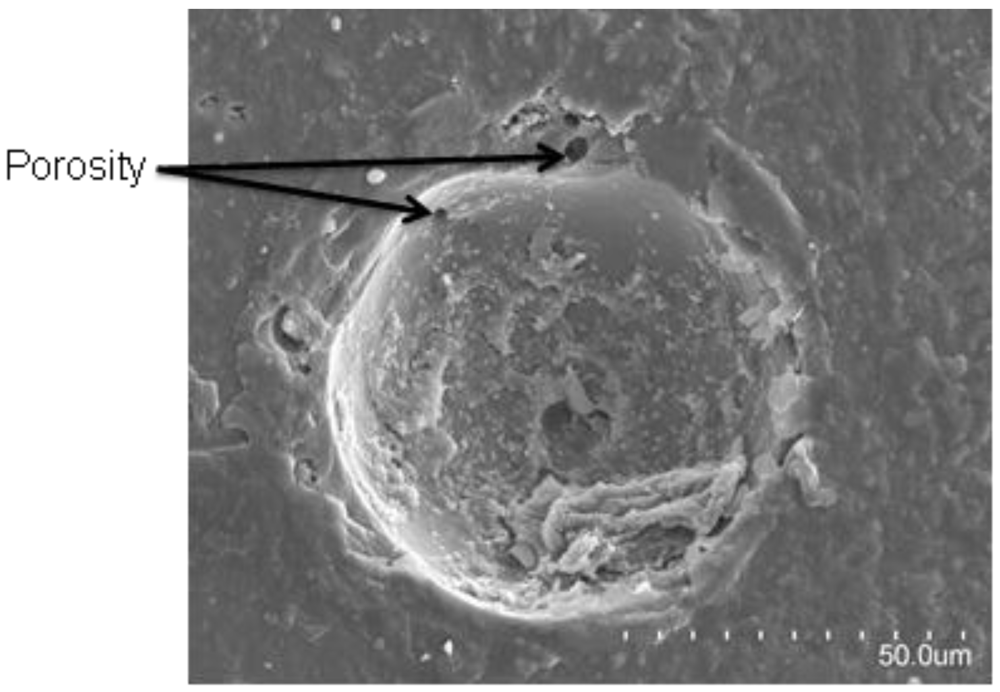
2. Microstructure
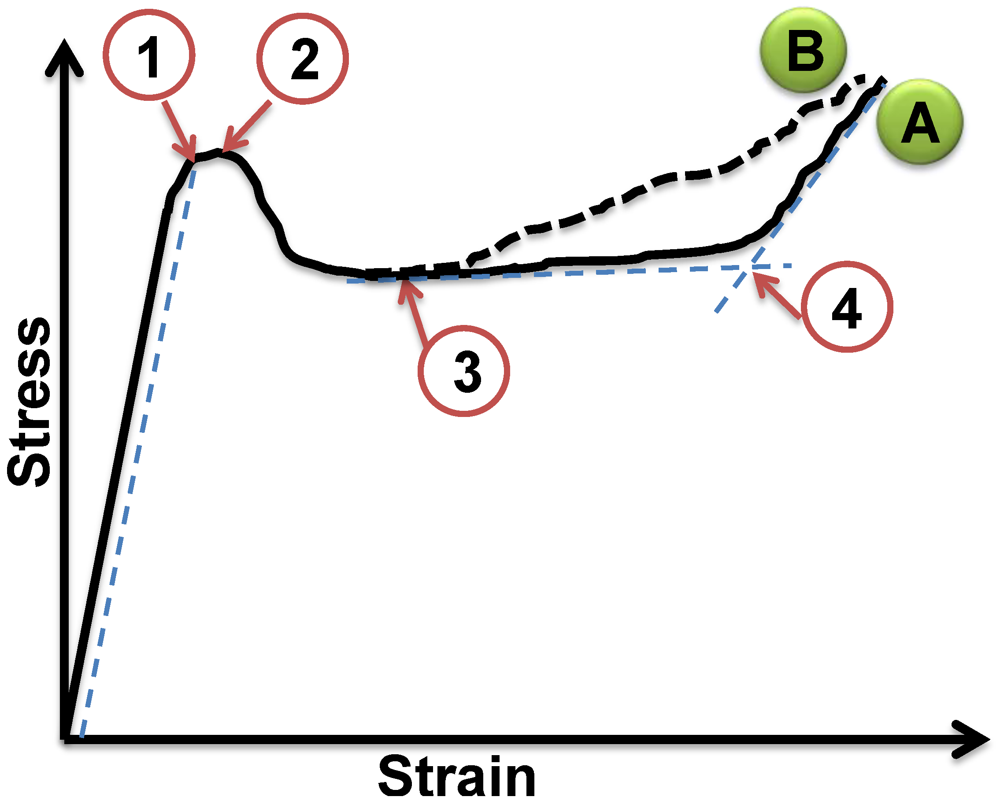
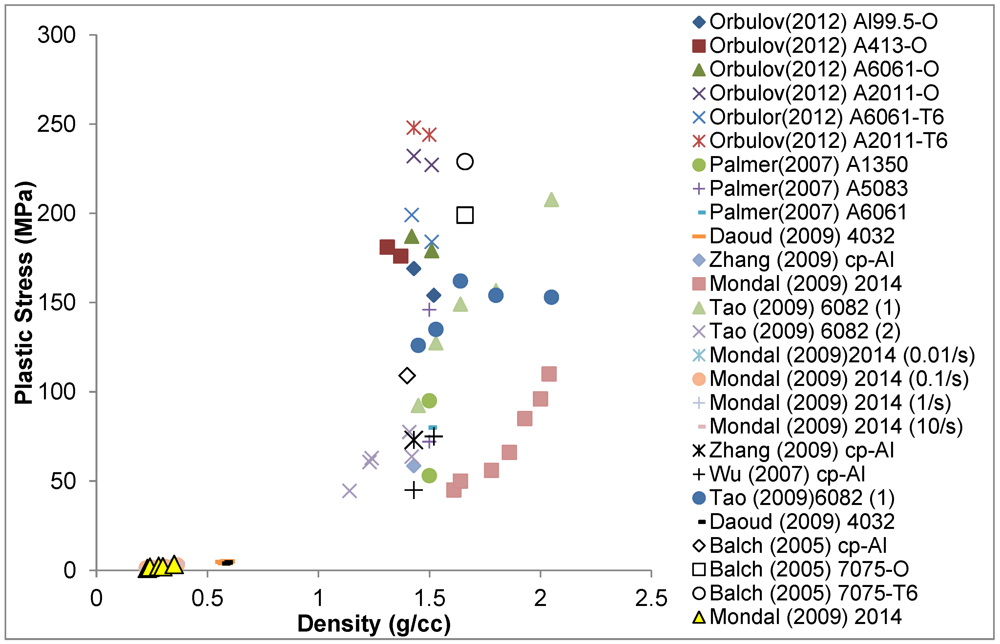
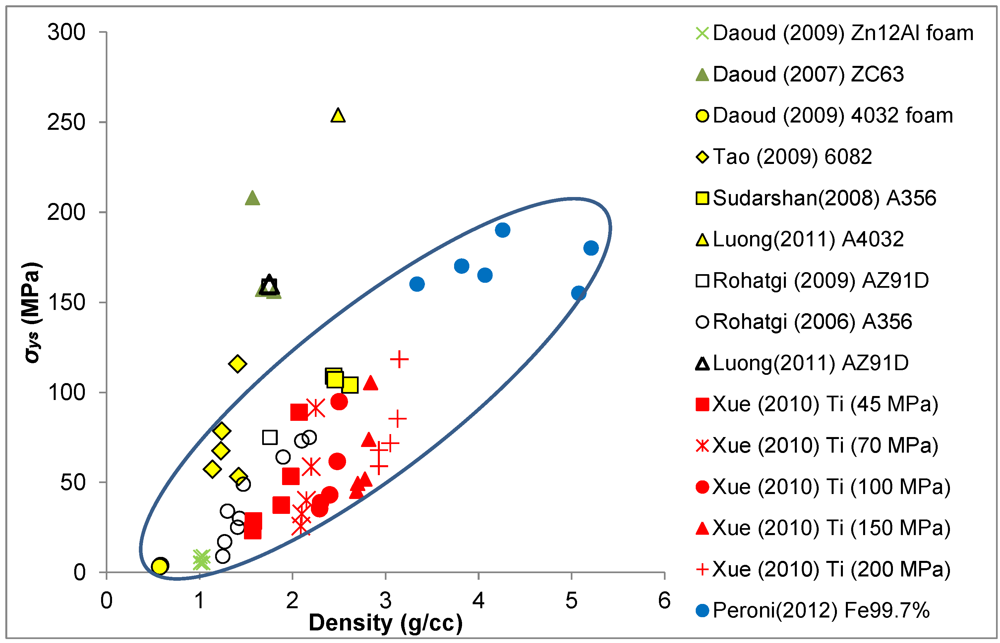
3. Mechanical Properties
4. Conclusions
Conflict of Interest
Acknowledgments
References
- Rawal, S. Metal-matrix composites for space applications. JOM 2001, 53, 14–17. [Google Scholar] [CrossRef]
- Hajjari, E.; Divandari, M.; Arabi, H. Effect of applied pressure and nickel coating on microstructural development in continuous carbon fiber-reinforced aluminum composites fabricated by squeeze casting. Mater. Manuf. Proc. 2011, 26, 599–603. [Google Scholar] [CrossRef]
- Kevorkijan, V.M. Commercial viability of Al-based MMCs in the automotive segment. Mater. Manuf. Proc. 1999, 14, 639–645. [Google Scholar] [CrossRef]
- Rohatgi, P.; Weiss, D.; Gupta, N. Applications of fly ash in synthesizing low-cost MMCs for automotive and other applications. JOM 2006, 58, 71–76. [Google Scholar]
- Brown, K.; Venie, M.; Woods, R. The increasing use of aluminum in automotive applications. JOM 1995, 47, 20–23. [Google Scholar]
- Mordike, B.L.; Ebert, T. Magnesium: Properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- CAFE Fuel Economy. Available online: http://www.nhtsa.gov/fuel-economy (accessed on 26 June 2012).
- Guo, R.; Rohatgi, P.; Nath, D. Preparation of aluminium-fly ash particulate composite by powder metallurgy technique. J. Mater. Sci. 1997, 32, 3971–3974. [Google Scholar]
- Gupta, N.; Woldesenbet, E.; Mensah, P. Compression properties of syntactic foams: Effect of cenosphere radius ratio and specimen aspect ratio. Compos. A Appl. Sci. Manuf. 2004, 35, 103–111. [Google Scholar] [CrossRef]
- Balch, D.K.; O’Dwyer, J.G.; Davis, G.R.; Cady, C.M.; Gray, G.T.; Dunand, D.C. Plasticity and damage in aluminum syntactic foams deformed under dynamic and quasi-static conditions. Mater. Sci. Eng. A 2005, 391, 408–417. [Google Scholar] [CrossRef]
- Dou, Z.Y.; Jiang, L.T.; Wu, G.H.; Zhang, Q.; Xiu, Z.Y.; Chen, G.Q. High strain rate compression of cenosphere-pure aluminum syntactic foams. Scr. Mater. 2007, 57, 945–948. [Google Scholar]
- Wu, G.H.; Dou, Z.Y.; Sun, D.L.; Jiang, L.T.; Ding, B.S.; He, B.F. Compression behaviors of cenosphere-pure aluminum syntactic foams. Scr. Mater. 2007, 56, 221–224. [Google Scholar] [CrossRef]
- Mondal, D.P.; Das, S.; Ramakrishnan, N.; Uday Bhasker, K. Cenosphere filled aluminum syntactic foam made through stir-casting technique. Compos. A Appl. Sci. Manuf. 2009, 40, 279–288. [Google Scholar] [CrossRef]
- Zhang, Q.; Lee, P.D.; Singh, R.; Wu, G.; Lindley, T.C. Micro-CT characterization of structural features and deformation behavior of fly ash/aluminum syntactic foam. Acta Mater. 2009, 57, 3003–3011. [Google Scholar] [CrossRef]
- Mukai, T.; Kanahashi, H.; Yamada, Y.; Shimojima, K.; Mabuchi, M.; Nieh, T.G.; Higashi, K. Dynamic compressive behavior of an ultra-lightweight magnesium foam. Scr. Mater. 1999, 41, 365–371. [Google Scholar] [CrossRef]
- Kanahashi, H.; Mukai, T.; Yamada, Y.; Shimojima, K.; Mabuchi, M.; Aizawa, T.; Higashi, K. Experimental study for the improvement of crashworthiness in AZ91 magnesium foam controlling its microstructure. Mater. Sci. Eng. A 2001, 308, 283–287. [Google Scholar] [CrossRef]
- Wen, C.E.; Yamada, Y.; Shimojima, K.; Chino, Y.; Hosokawa, H.; Mabuchi, M. Compressibility of porous magnesium foam: Dependency on porosity and pore size. Mater. Lett. 2004, 58, 357–360. [Google Scholar]
- Solórzano, E.; Hirschmann, M.; Rodriguez-Perez, M.A.; Körner, C.; de Saja, J.A. Thermal conductivity of AZ91 magnesium integral foams measured by the Transient Plane Source method. Mater. Lett. 2008, 62, 3960–3962. [Google Scholar] [CrossRef]
- Hartmann, M.; Reindel, K.; Singer, R.F. Fabrication and properties of syntactic magnesium foams. In Proceedings of the 1998 MRS Spring Meeting, San Francisco, CA, USA, 13–17 April 1998; pp. 211–216.
- Daoud, A.; Abou El-khair, M.T.; Abdel-Aziz, M.; Rohatgi, P. Fabrication, microstructure and compressive behavior of ZC63 Mg—microballoon foam composites. Compos. Sci. Technol. 2007, 67, 1842–1853. [Google Scholar] [CrossRef]
- Meng, X.F.; Li, D.H.; Shen, X.Q.; Liu, W. Preparation and magnetic properties of nano-Ni coated cenosphere composites. Appl. Surf. Sci. 2010, 256, 3753–3756. [Google Scholar]
- Meng, X.F.; Shen, X.Q.; Liu, W. Synthesis and characterization of Co/cenosphere core-shell structure composites. Appl. Surf. Sci. 2012, 258, 2627–2631. [Google Scholar]
- Károly, Z.; Szépvölgyi, J. Hollow alumina microspheres prepared by RF thermal plasma. Powder Technol. 2003, 132, 211–215. [Google Scholar] [CrossRef]
- Hyodo, T.; Murakami, M.; Shimizu, Y.; Egashira, M. Preparation of hollow alumina microspheres by microwave-induced plasma pyrolysis of atomized precursor solution. J. Eur. Ceram. Soc. 2005, 25, 3563–3572. [Google Scholar] [CrossRef]
- Watanabe, M.; Yamashita, H.; Chen, X.; Yamanaka, J.; Kotobuki, M.; Suzuki, H.; Uchida, H. Nano-sized Ni particles on hollow alumina ball: Catalysts for hydrogen production. Appl. Catal. Environ. 2007, 71, 237–245. [Google Scholar] [CrossRef]
- Gupta, M.; Sharon, N.M.L. Magnesium, Magnesium Alloys, and Magnesium Composites; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Gupta, N.; Luong, D.D.; Rohatgi, P.K. A method for intermediate strain rate compression testing and study of compressive failure mechanism of Mg-Al-Zn alloy. J. Appl. Phys. 2011, 109, 103512–103517. [Google Scholar]
- Kamieniak, J.; Zydek, A.; Braszczynska-Malik, K.N. Aluminosilcate glass cenospheres as a component of cast magnesium matrix composites. Arch. Foundry Eng. 2011, 11, 109–112. [Google Scholar]
- Huang, Z.; Yu, S. Microstructure characterization on the formation of in situ Mg2Si and MgO reinforcements in AZ91D/Flyash composites. J. Alloy. Compd. 2011, 509, 311–315. [Google Scholar] [CrossRef]
- Porfiri, M.; Gupta, N. Effect of volume fraction and wall thickness on the elastic properties of hollow particle filled composites. Compos. B Eng. 2009, 40, 166–173. [Google Scholar] [CrossRef]
- Aureli, M.; Porfiri, M.; Gupta, N. Effect of polydispersivity and porosity on the elastic properties of hollow particle filled composites. Mech. Mater. 2010, 42, 726–739. [Google Scholar] [CrossRef]
- Gupta, N.; Ye, R.; Porfiri, M. Comparison of tensile and compressive characteristics of vinyl ester/glass microballoon syntactic foams. Compos. B Eng. 2010, 41, 236–245. [Google Scholar] [CrossRef]
- Tagliavia, G.; Porfiri, M.; Gupta, N. Analysis of hollow inclusion—matrix debonding in particulate composites. Int. J. Solids Struct. 2010, 47, 2164–2177. [Google Scholar]
- Tagliavia, G.; Porfiri, M.; Gupta, N. Elastic interaction of interfacial spherical-cap cracks in hollow particle filled composites. Int. J. Solids Struct. 2011, 48, 1141–1153. [Google Scholar] [CrossRef]
- Huang, Z.; Yu, S.; Liu, J.; Zhu, X. Microstructure and mechanical properties of in situ Mg2Si/AZ91Dcomposites through incorporating fly ash cenospheres. Mater. Des. 2011, 32, 4714–4719. [Google Scholar]
- Huang, Z.Q.; Yu, S.R.; Li, M.Q. Microstructures and compressive properties of AZ91D/fly-ash cenospheres composites. Trans. Nonferrous Met. Soc. China 2010, 20, s458–s462. [Google Scholar] [CrossRef]
- Liu, J.A.; Yu, S.R.; Huang, Z.Q.; Ma, G.; Liu, Y. Microstructure and compressive property of in situ Mg2Si reinforced Mg—microballoon composites. J. Alloy. Compd. 2012, in press. [Google Scholar]
- Rohatgi, P.K.; Daoud, A.; Schultz, B.F.; Puri, T. Microstructure and mechanical behavior of die casting AZ91D-Fly ash cenosphere composites. Compos. A Appl. Sci. Manuf. 2009, 40, 883–896. [Google Scholar] [CrossRef]
- Daoud, A. Effect of fly ash addition on the structure and compressive properties of 4032-fly ash particle composite foams. J. Alloy. Compd. 2009, 487, 618–625. [Google Scholar] [CrossRef]
- Mondal, D.P.; Goel, M.D.; Das, S. Compressive deformation and energy absorption characteristics of closed cell aluminum-fly ash particle composite foam. Mater. Sci. Eng. A 2009, 507, 102–109. [Google Scholar] [CrossRef]
- Mondal, D.P.; Goel, M.D.; Das, S. Effect of strain rate and relative density on compressive deformation behaviour of closed cell aluminum-fly ash composite foam. Mater. Des. 2009, 30, 1268–1274. [Google Scholar] [CrossRef]
- Tao, X.F.; Zhang, L.P.; Zhao, Y.Y. Al matrix syntactic foam fabricated with bimodal ceramic microspheres. Mater. Des. 2009, 30, 2732–2736. [Google Scholar] [CrossRef]
- Tao, X.F.; Zhao, Y.Y. Compressive behavior of Al matrix syntactic foams toughened with Al particles. Scr. Mater. 2009, 61, 461–464. [Google Scholar] [CrossRef]
- Balch, D.K.; Dunand, D.C. Load partitioning in aluminum syntactic foams containing ceramic microspheres. Acta Mater. 2006, 54, 1501–1511. [Google Scholar] [CrossRef]
- Orbulov, I.N.; Ginsztler, J. Compressive characteristics of metal matrix syntactic foams. Compos. A Appl. Sci. Manuf. 2012, 43, 553–561. [Google Scholar] [CrossRef] [Green Version]
- Palmer, R.A.; Gao, K.; Doan, T.M.; Green, L.; Cavallaro, G. Pressure infiltrated syntactic foams: Process development and mechanical properties. Mater. Sci. Eng. A 2007, 464, 85–92. [Google Scholar] [CrossRef]
- Daoud, A. Effect of strain rate on compressive properties of novel Zn12Al based composite foams containing hybrid pores. Mater. Sci. Eng. A 2009, 525, 7–17. [Google Scholar]
- Daoud, A.; Abou El-khair, M.T.; Abdel-Aziz, M.; Rohatgi, P. Fabrication, microstructure and compressive behavior of ZC63 Mg-microballoon foam composites. Compos. Sci. Technol. 2007, 67, 1842–1853. [Google Scholar] [CrossRef]
- Rohatgi, P.K.; Kim, J.K.; Gupta, N.; Alaraj, S.; Daoud, A. Compressive characteristics of A356/fly ash cenosphere composites synthesized by pressure infiltration technique. Compos. A Appl. Sci. Manuf. 2006, 37, 430–437. [Google Scholar] [CrossRef]
- Xue, X.B.; Zhao, Y.Y.; Kearns, V.; Williams, R.L. Mechanical and biological properties of titanium syntactic foams. In Proceeding of the TMS 2010 Annual Meeting & Exhibition, Seattle, WA, USA, 14–18 Febuary 2010; pp. 129–135.
- Xue, X.; Zhao, Y. Ti matrix syntactic foam fabricated by powder metallurgy: Particle breakage and elastic modulus. JOM 2011, 63, 43–47. [Google Scholar]
- Sudarshan, S.M.K. Synthesis of fly ash particle reinforced A356 Al composites and their characterization. Mater. Sci. Eng. A 2008, 480, 117–124. [Google Scholar] [CrossRef]
- Peroni, L.; Scapin, M.; Avalle, M.; Weise, J.; Lehmhus, D. Dynamic mechanical behavior of syntactic iron foams with glass microspheres. Mater. Sci. Eng. A 2012, 552, 364–375. [Google Scholar] [CrossRef]
- Luong, D.; Gupta, N.; Rohatgi, P. The high strain rate compressive response of Mg-Al alloy/fly Ash cenosphere composites. JOM 2011, 63, 48–52. [Google Scholar]
- Luong, D.; Gupta, N.; Daoud, A.; Rohatgi, P. High strain rate compressive characterization of aluminum alloy/fly ash cenosphere composites. JOM 2011, 63, 53–56. [Google Scholar]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Gupta, N.; Luong, D.D.; Cho, K. Magnesium Matrix Composite Foams—Density, Mechanical Properties, and Applications. Metals 2012, 2, 238-252. https://doi.org/10.3390/met2030238
Gupta N, Luong DD, Cho K. Magnesium Matrix Composite Foams—Density, Mechanical Properties, and Applications. Metals. 2012; 2(3):238-252. https://doi.org/10.3390/met2030238
Chicago/Turabian StyleGupta, Nikhil, Dung D. Luong, and Kyu Cho. 2012. "Magnesium Matrix Composite Foams—Density, Mechanical Properties, and Applications" Metals 2, no. 3: 238-252. https://doi.org/10.3390/met2030238