
Investigating the Fretting Failure of Axial Thrust Steel Bearings in the Presence of Anti-Fretting Lubricating Paste

 , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Investigating Fretting Wear Properties Using the Fafnir Fretting Wear Test Rig (ASTM 4170)
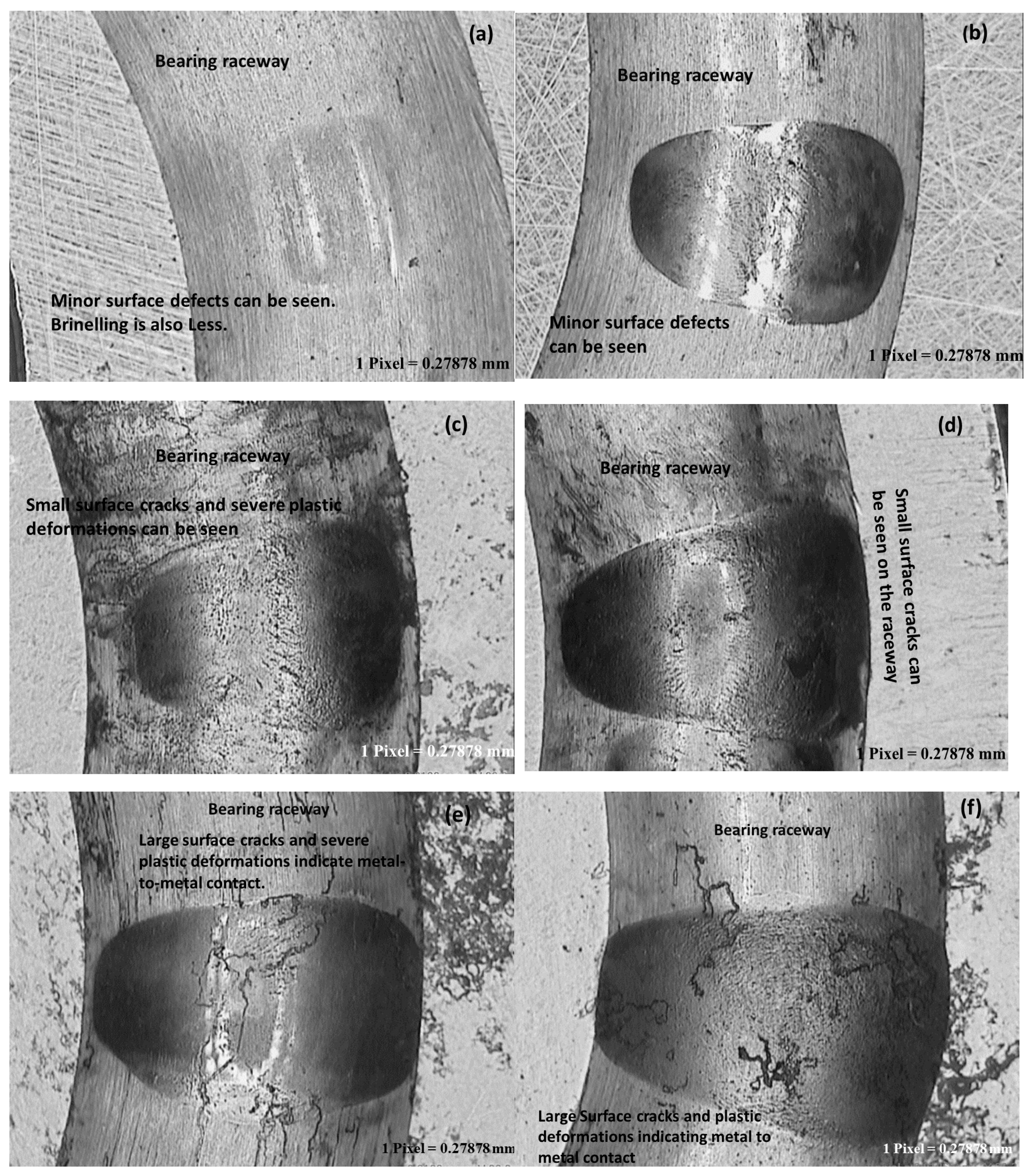
2.3. Analyzing the Surface Damage to the Bearing Raceways after the Fretting Test
3. Experimental Results
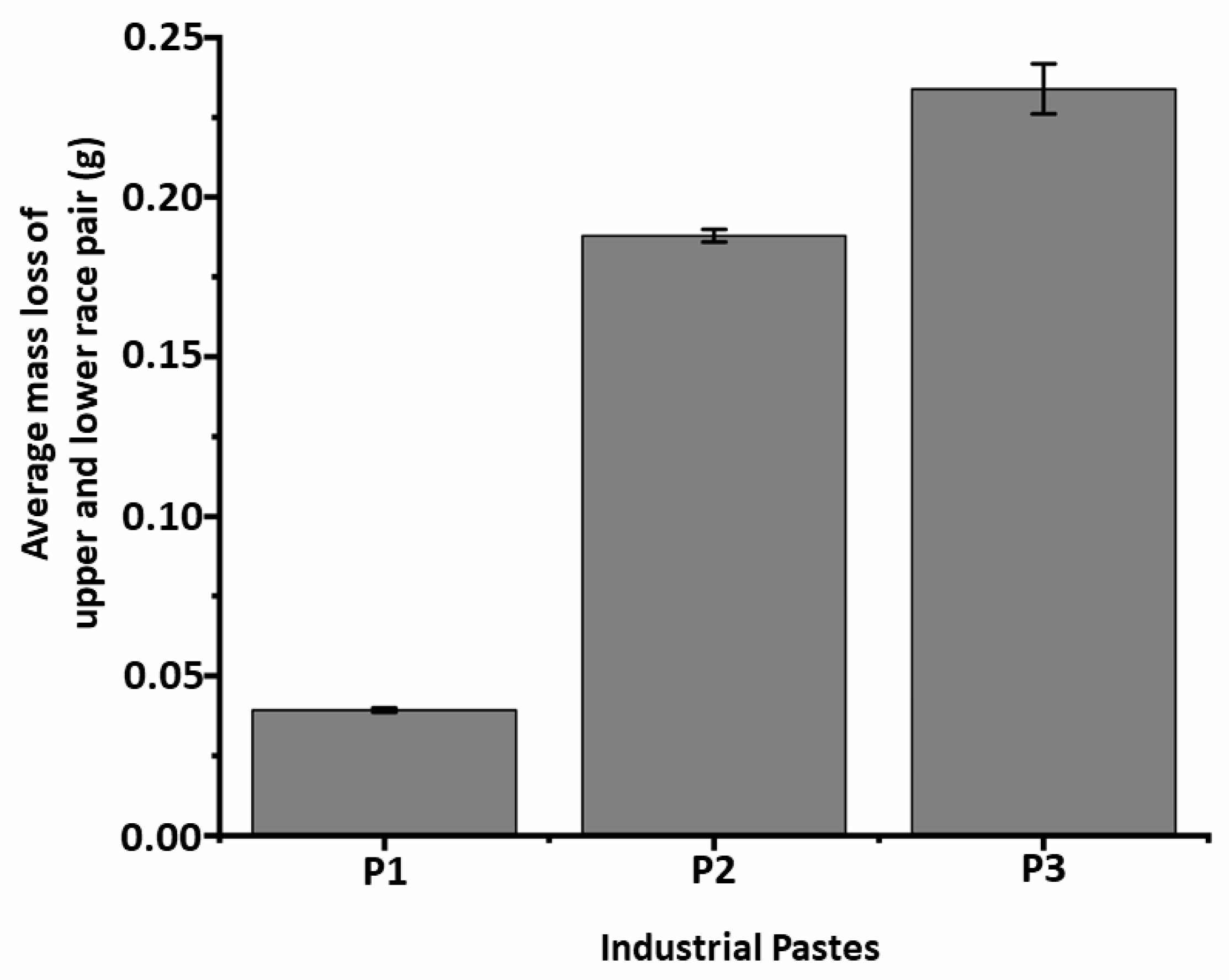
3.1. Investigating the Mass Loss of Bearing Races
3.2. Measuring the Areas of the Indentations Formed during the Fretting Test Using a Machine Vision System
4. Discussion
4.1. Role of Lubricating Composition in Controlling the Fretting Wear of the Bearings
4.2. Wear Mechanisms Experienced by the Bearings during Fretting
- i.
- The increase in the fretting wear surface are.
- ii.
- The presence of lubricants provided by the lubricating pastes.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Stachowiak, G.; Batchelor, A.W. Engineering Tribology, 4th ed.; Elsevier: Waltham, MA, USA, 2013. [Google Scholar]
- Gaca, H.; Ruiter, J.; Mehr, G.; Mang, T. Centralized Lubrication Systems. In Encyclopedia of Lubricants and Lubrication; Mang, T., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 226–229. [Google Scholar] [CrossRef]
- Rudnick, L.R. Lubricant Additives: Chemistry and Applications, 3rd ed.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2017. [Google Scholar]
- Park, C.; Kim, H.S.; Chung, W.H.; Kim, J.H. Validation of cyanide copper electrodeposited layer on test coupons for anti-seizing and outgassing in Tokamak vacuum vessel. Fusion Eng. Des. B. 2019, 146, 2598–2602. [Google Scholar] [CrossRef]
- de la Presilla, R.; Wandel, S.; Stammler, M.; Grebe, M.; Poll, G.; Glavatskih, S. Oscillating rolling element bearings: A review of tribo testing and analysis approaches. Tribol. Int. 2023, 188, 108805. [Google Scholar] [CrossRef]
- Tao, X.; Jiazheng, Z.; Kang, X. The ball-bearing effect of diamond nanoparticles as an oil additive. J. Phys. D Appl. Phys. 1996, 29, 2932–2937. [Google Scholar] [CrossRef]
- Bas, H. Tribological properties of MoS2 particles as lubricant additive on the performance of statically loaded radial journal bearings. Turk. J. Eng. 2023, 7, 42–48. [Google Scholar] [CrossRef]
- Nehme, G. The Importance of Variable Speeds under Extreme Pressure Loading in Molybdenum Disulfide Greases Using Four-Ball Wear Tests. Tribol. Trans. 2013, 56, 977–985. [Google Scholar] [CrossRef]
- Zhang, W. A review of tribological properties for boron carbide ceramics. Prog. Mater. Sci. 2021, 116, 100718. [Google Scholar] [CrossRef]
- Nehme, G. The effect of FeF3/TiF3 catalysts on the thermal and tribological performance of plain oil ZDDP under extreme pressure loading. Wear 2012, 278, 9–17. [Google Scholar] [CrossRef]
- Nehme, G. Fluorinated FeF3 catalyst interactions in three different oil formulations using design of experiment optimization and chemistry characterization of tribofilms. Lubric. Sci. 2011, 23, 153–179. [Google Scholar] [CrossRef]
- Pavlo, R.; Bandyopadhyay, A. Talc as friction reducing additive to lubricating oil. Appl. Surf. Sci. 2013, 276, 383–389. [Google Scholar] [CrossRef]
- Kimura, Y.; Wakabayashi, T.; Okada, K.; Wada, T.; Nishikawa, H. Boron nitride as a lubricant additive. Wear 1999, 232, 199–206. [Google Scholar] [CrossRef]
- Bhaumik, S.; Kamaraj, M.; Paleu, V. Tribological analyses of a new optimized gearbox biodegradable lubricant blended with reduced graphene oxide nanoparticles. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 901–915. [Google Scholar] [CrossRef]
- Walvekar, R.; Bhaumik, S.; Nagarajan, T.; Khalid, M.; Rasheed, A.K.; Gupta, T.C.S.M.; Paleu, V. New Optimized Lubricating Blend of Peanut Oil and Naphthenic Oil Additivated with Graphene Nanoparticles and MoS2: Stability Time and Thermal Conductivity. Lubricants 2023, 11, 71. [Google Scholar] [CrossRef]
- New, R.W. Progress in standardization of fretting fatigue terminology and testing. Tribol Int. 2011, 44, 1371–1377. [Google Scholar]
- Grebe, M.; Widmann, A. Comparison of Different Standard Test Methods for Evaluating Greases for Rolling Bearings under Vibration Load or at Small Oscillation Angles. Lubricants 2023, 11, 311. [Google Scholar] [CrossRef]
- ASTM D4170-97; Standard Test Method for Fretting Wear Protection by Lubricating Greases. ASTM International: West Conshohocken, PA, USA, 2002.
- Yano, A.; Noda, Y.; Akiyama, Y.; Watanabe, N.; Fujitsuka, T. Evaluation of Fretting Protection Property of Lubricating Grease Applied to Thrust Ball Bearing. Tribol. Online 2010, 5, 52–59. [Google Scholar] [CrossRef]
- Wang, S.M.; Gao, H.L.; Xu, M.H. Investigation of Grease Lubrication Effects on The Fretting Wear Behavior of Ball Bearings. Adv. Mater. Res. 2011, 291, 1491–1495. [Google Scholar] [CrossRef]
- Lu-Minh, C.; Njiwa, P.; Leclerc, K.; Chen, Y.-M.; Delgado, J.; Cardey, P.-F. Effectiveness of greases to prevent fretting wear of thrust ball bearing according to ASTM D4170 standard. Results Eng. 2022, 14, 100468. [Google Scholar] [CrossRef]
- Liskiewicz, T.; Dini, D. Fretting Wear and Fretting Fatigue; Elsevier: Amsterdam, The Netherlands, 2023. [Google Scholar]
- Kontou, A.; Taylor, R.I.; Spikes, H.A. Effects of dispersant and ZDDP additives on fretting wear. Tribol. Lett. 2021, 69, 6. [Google Scholar] [CrossRef]
- Zhan, Y.; Zhang, G. The role of graphite particles in the high-temperature wear of copper hybrid composites against steel. Mater. Des. 2006, 27, e79–e84. [Google Scholar] [CrossRef]
- Xiao, J.K.; Zhang, W.; Liu, L.M.; Zhang, L.; Zhang, C. Tribological behaviour of copper-molybdenum disulfide composites. Wear 2017, 384, 61–71. [Google Scholar] [CrossRef]
- Maruyama, T.; Saitoh, T.; Yokouchi, A. Differences in mechanisms for fretting wear reduction between oil and grease lubrication. Tribol. Trans. 2016, 60, 497–505. [Google Scholar] [CrossRef]
- Kirk, A.M.; Shipway, P.H.; Sun, W.; Bennett, C.J. Debris development in fretting contacts—Debris particles and debris beds. Tribol. Int. 2020, 149, 105592. [Google Scholar] [CrossRef]
- Fouvry, S.; Arnaud, P.; Mignot, A.; Neubauer, P. Contact size, frequency and cyclic normal force effects on Ti–6Al–4V fretting wear processes: An approach combining friction power and contact oxygenation. Tribol. Int. 2017, 113, 460–473. [Google Scholar] [CrossRef]
- Mary, C.; Fouvry, S.; Martin, J.M.; Bonnet, B. Pressure and temperature effects on Fretting Wear damage of a Cu-Ni-In plasma coating versus Ti17 titanium alloy contact. Wear 2011, 272, 18–37. [Google Scholar] [CrossRef]
- Stott, F.; Wood, G. The influence of oxides on the friction and wear of alloys. Tribol. Int. 1978, 11, 211–218. [Google Scholar] [CrossRef]
- Hayes, E.K.; Shipway, P.H. Effect of test conditions on the temperature at which a protective debris bed is formed in fretting of a high strength steel. Wear 2017, 376, 1460–1466. [Google Scholar] [CrossRef]
- Pearson, S.R.; Shipway, P.H.; Abere, J.O.; Hewitt, R.A.A. The effect of temperature on wear and friction of a high strength steel in fretting. Wear 2013, 303, 622–631. [Google Scholar] [CrossRef]
- Hurricks, P.L. The mechanism of fretting wear—A review. Wear 1970, 15, 389–409. [Google Scholar] [CrossRef]
- Iwabuchi, A.; Hori, K.; Kubosawa, H. The effect of oxide particles supplied at the interface before sliding on severe mild wear transition. Wear 1988, 128, 123–137. [Google Scholar] [CrossRef]
- Warmuth, A.R.; Shipway, P.H.; Sun, W. Fretting wear mapping: The influence of contact geometry and frequency on debris formation and ejection for a steel-on-steel pair. Proc. R. Soc. A Math. Phys. Eng. Sci. 2015, 471, 20140291. [Google Scholar] [CrossRef]
- Baydoun, S.; Fouvry, S.; Descartes, S.; Arnaud, P. Fretting wear rate evolution of a flat-on-flat low alloyed steel contact: A weighted friction energy formulation. Wear 2019, 426, 676–693. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Lubricating Grease Pastes | ||
|---|---|---|---|
| P1 | P2 | P3 | |
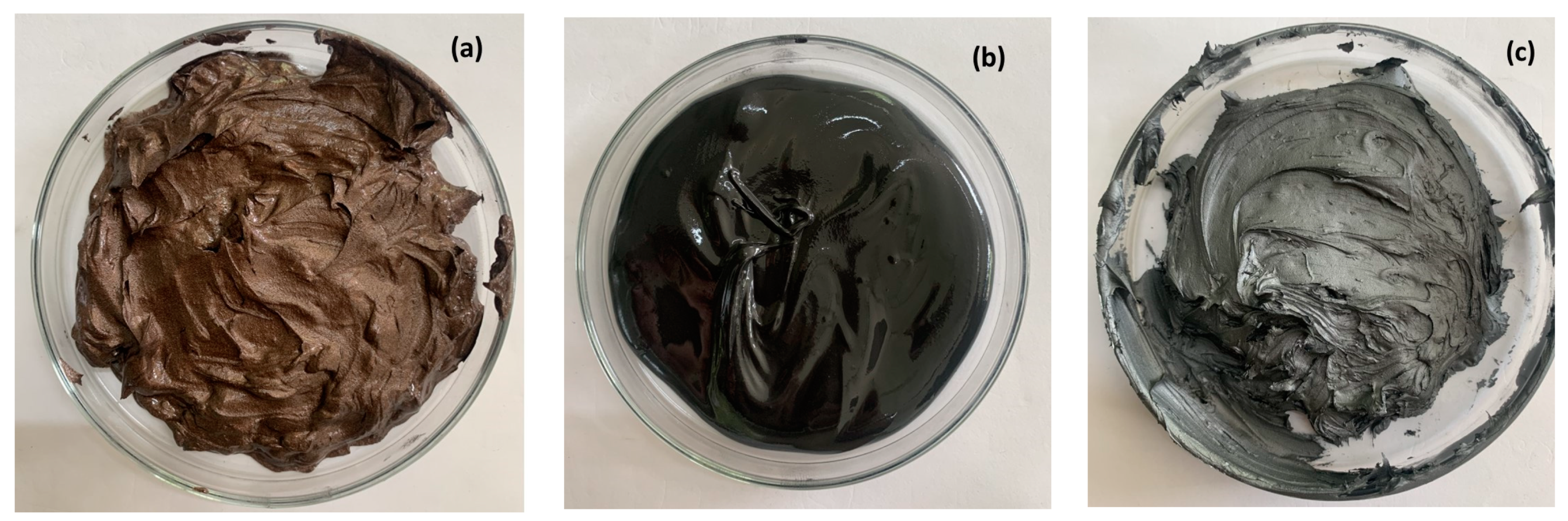
| Base oil type | Mineral oil | Mineral oil | Synthetic oil and inorganic thickener |
| Viscosity of base oil (cSt) | 220 | 220 | 320 |
| Primary additives | Copper, molybdenum disulfide and graphite | Graphite and molybdenum disulfide | Nickel |
| Worked penetration (mm) | 280–330 | 310–340 | 250–300 |
| Specific gravity | 1.3 | 1.3 | 1.3 |
| Color | Greyish brown to cupric red | Greyish black | Silvery grey |
| Equipment Used: OE-750, Hitachi | Bearing Parts | ||
|---|---|---|---|
| Race | Balls | Ball Retainers | |
| Designated Alloy | EN 31 | CR3 | |
| Elements (%wt.) | |||
| Carbon | 1.001 | 0.990 | 0.078 |
| Manganese | 0.387 | 0.435 | 0.239 |
| Silicon | 0.219 | 0.281 | - |
| Sulfur | 0.012 | 0.024 | 0.014 |
| Phosphorus | 0.016 | 0.028 | 0.022 |
| Chromium | 1.518 | 1.468 | - |
| Parameters | Units | Values |
|---|---|---|
| External diameter | mm | 35 |
| Internal diameter | mm | 16 |
| Inner diameter of ball raceway | mm | 3.5 |
| Ball diameter | mm | 7 |
| No. of balls | mm | 9 |
| Roughness values (average) | microns | Ra: 0.1214 Rq:0.1558 |
| Paste | Area of False Brinelling on the Bearing Raceways, mm2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| P1 | 2.318 | 2.002 | 1.998 | 2.009 | 2.525 | 2.129 | 2.038 | 1.685 | 2.341 |
| 2.343 | 2.132 | 2.843 | 3.372 | 3.724 | 3.385 | 3.111 | 2.853 | 2.454 | |
| 2.902 | 2.400 | 2.388 | 2.542 | 2.575 | 3.364 | 3.685 | 3.722 | 3.860 | |
| 2.051 | 2.083 | 1.656 | 2.065 | 1.713 | 1.924 | 2.223 | 2.317 | 2.605 | |
| Average area of false brinelling with P1: 2.537 ± 0.623 mm2 | |||||||||
| P2 | 3.876 | 2.992 | 4.280 | 3.267 | 4.734 | 4.594 | 4.443 | 4.189 | 3.994 |
| 4.418 | 3.977 | 3.736 | 3.975 | 3.890 | 4.471 | 5.035 | 4.797 | 4.799 | |
| 4.177 | 4.290 | 4.515 | 4.613 | 4.783 | 4.880 | 4.818 | 4.591 | 4.197 | |
| 4.886 | 4.511 | 4.936 | 5.288 | 5.706 | 5.170 | 5.124 | 5.014 | 5.203 | |
| Average area of false brinelling with P2: 4.504 ± 0.566 mm2 | |||||||||
| P3 | 4.293 | 3.807 | 4.233 | 4.334 | 4.597 | 5.019 | 4.941 | 5.579 | 5.245 |
| 4.971 | 4.752 | 5.342 | 3.959 | 3.709 | 5.025 | 5.780 | 5.470 | 5.355 | |
| 5.739 | 5.779 | 5.320 | 5.023 | 4.517 | 4.816 | 4.748 | 5.387 | 5.760 | |
| 5.844 | 5.551 | 5.195 | 4.891 | 4.227 | 3.975 | 3.874 | 4.738 | 5.117 | |
| Average area of false brinelling with P3: 4.914 ± 0.621 mm2 | |||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhaumik, S.; Anurag Krishna, B.; Reddy, B.L.M.; Hareesh, G.; Vikram, K.; Paleu, V.; Mavani, S. Investigating the Fretting Failure of Axial Thrust Steel Bearings in the Presence of Anti-Fretting Lubricating Paste. Metals 2023, 13, 2023. https://doi.org/10.3390/met13122023
Bhaumik S, Anurag Krishna B, Reddy BLM, Hareesh G, Vikram K, Paleu V, Mavani S. Investigating the Fretting Failure of Axial Thrust Steel Bearings in the Presence of Anti-Fretting Lubricating Paste. Metals. 2023; 13(12):2023. https://doi.org/10.3390/met13122023
Chicago/Turabian StyleBhaumik, Shubrajit, Boddu Anurag Krishna, Byreddy Lakshmi Manohar Reddy, Gurram Hareesh, Kamlendra Vikram, Viorel Paleu, and Shail Mavani. 2023. "Investigating the Fretting Failure of Axial Thrust Steel Bearings in the Presence of Anti-Fretting Lubricating Paste" Metals 13, no. 12: 2023. https://doi.org/10.3390/met13122023