
On Monitoring Physical and Chemical Degradation and Life Estimation Models for Lubricating Greases

Abstract
:1. Introduction
2. Empirical Models
3. Lubricant Degradation Processes
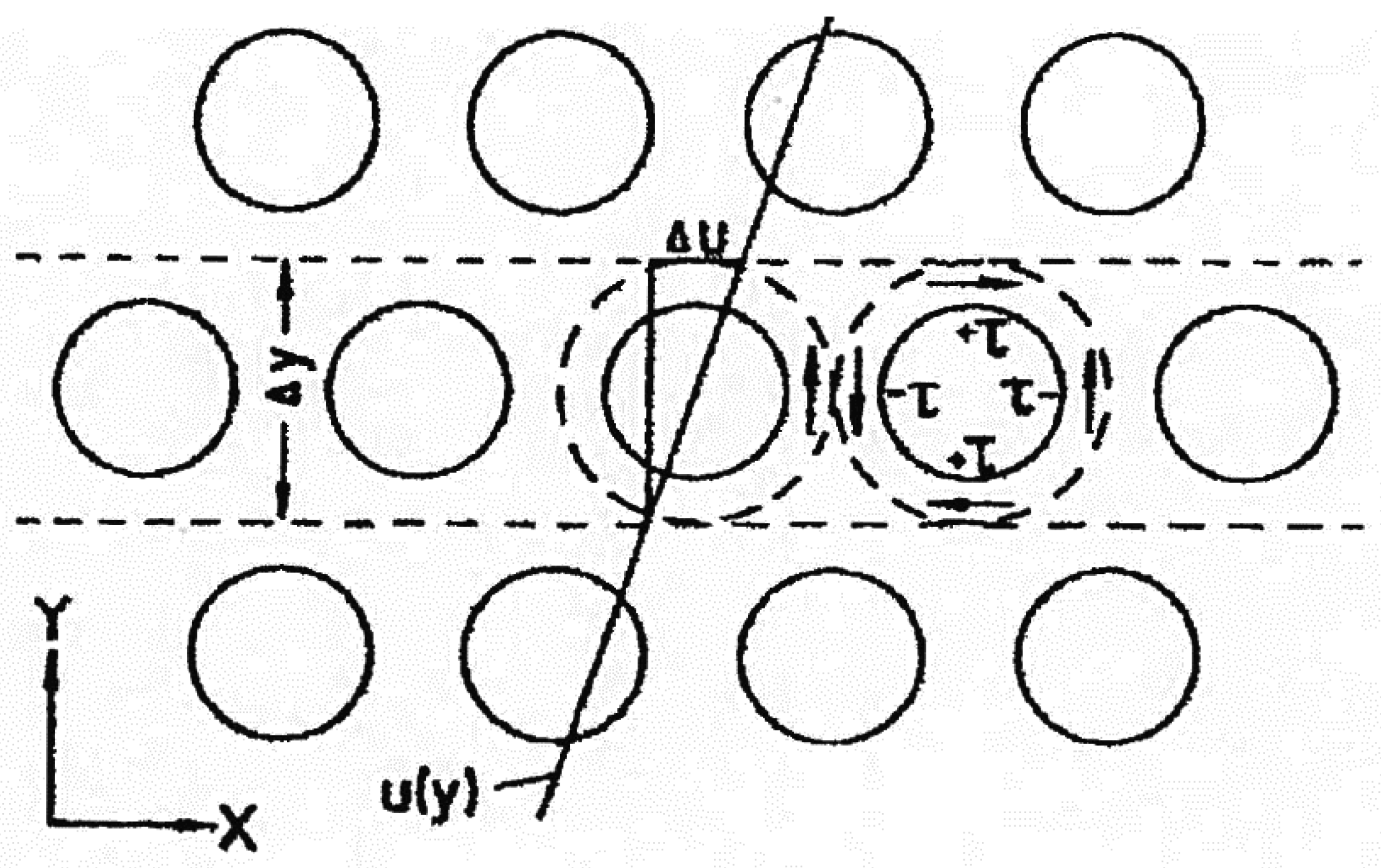
3.1. Mechanical Degradation
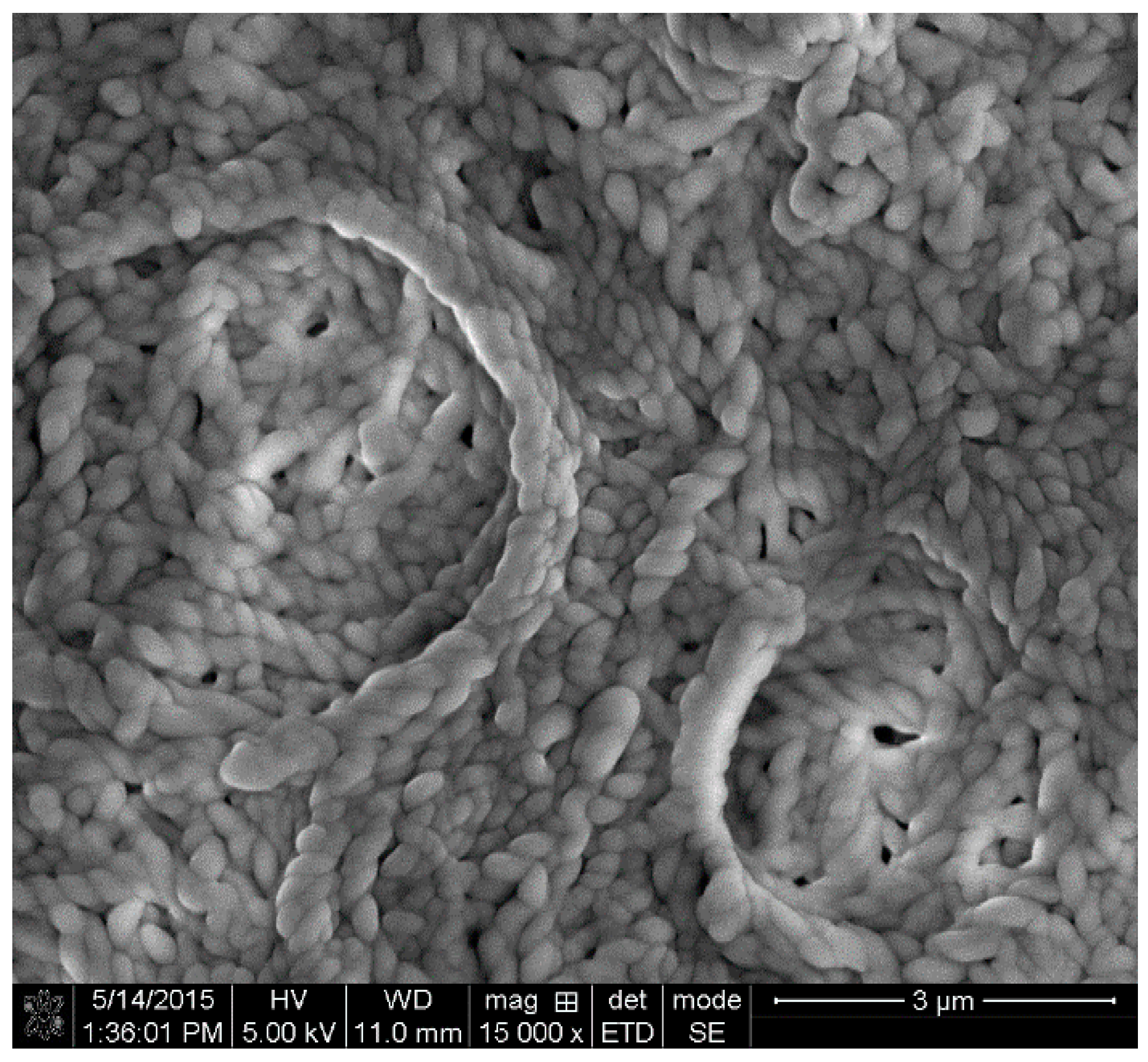
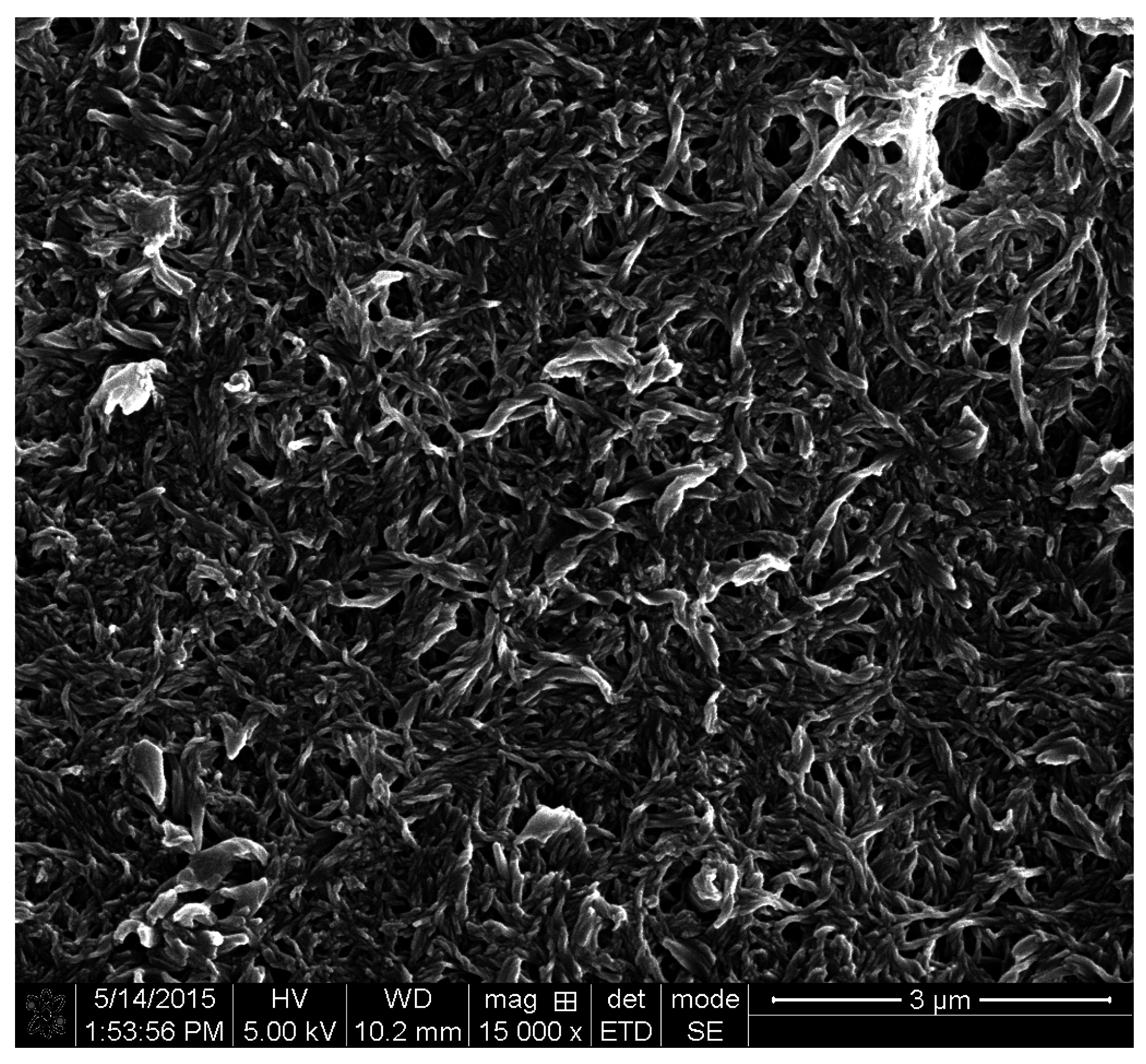
3.1.1. Mechanical Degradation Monitoring
3.1.2. Mechanical Life Estimation Models
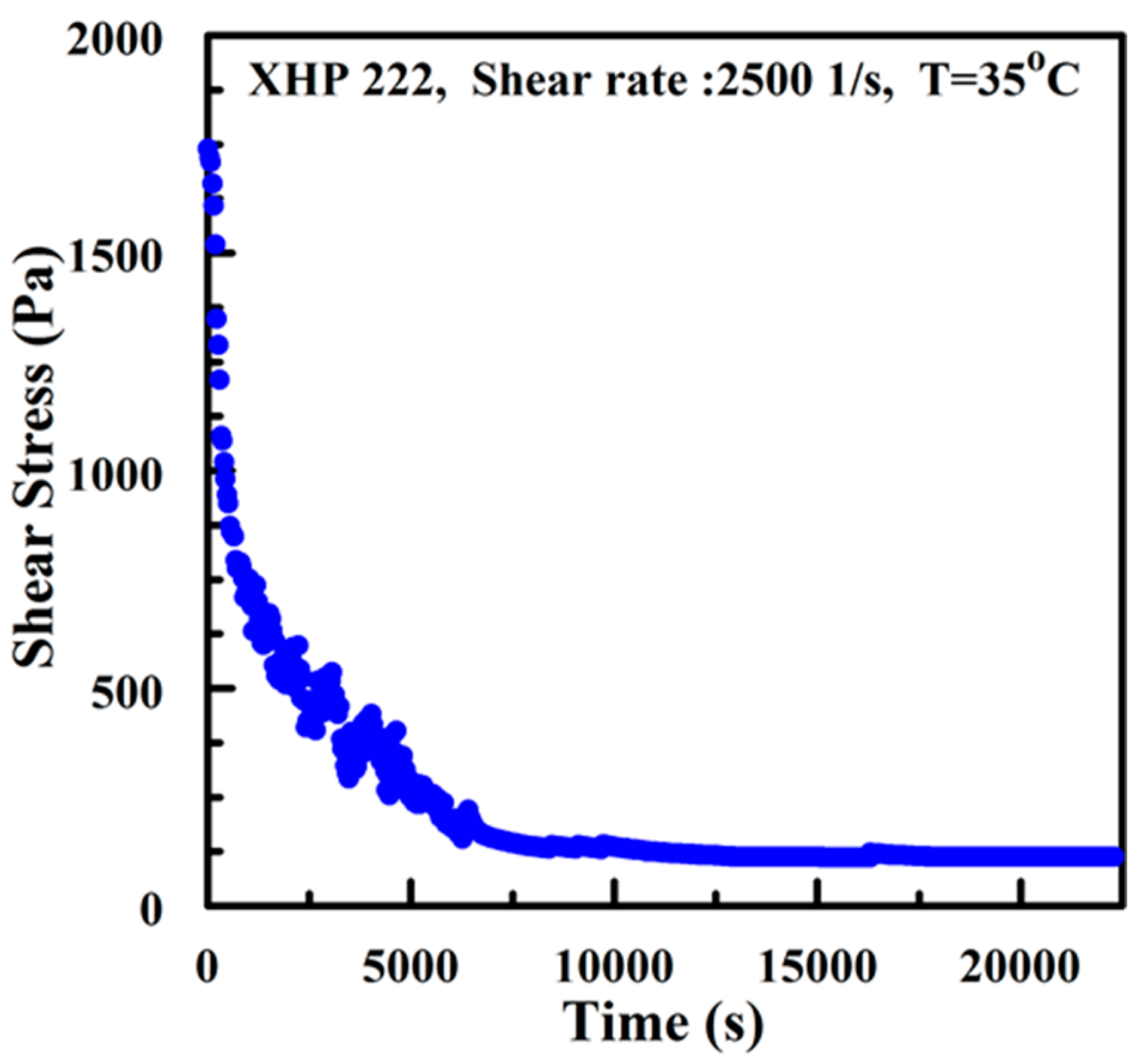
3.1.3. Shear Stress Empirical Functions
3.1.4. Shear Stress Analytical Functions
3.2. Chemical Degradation
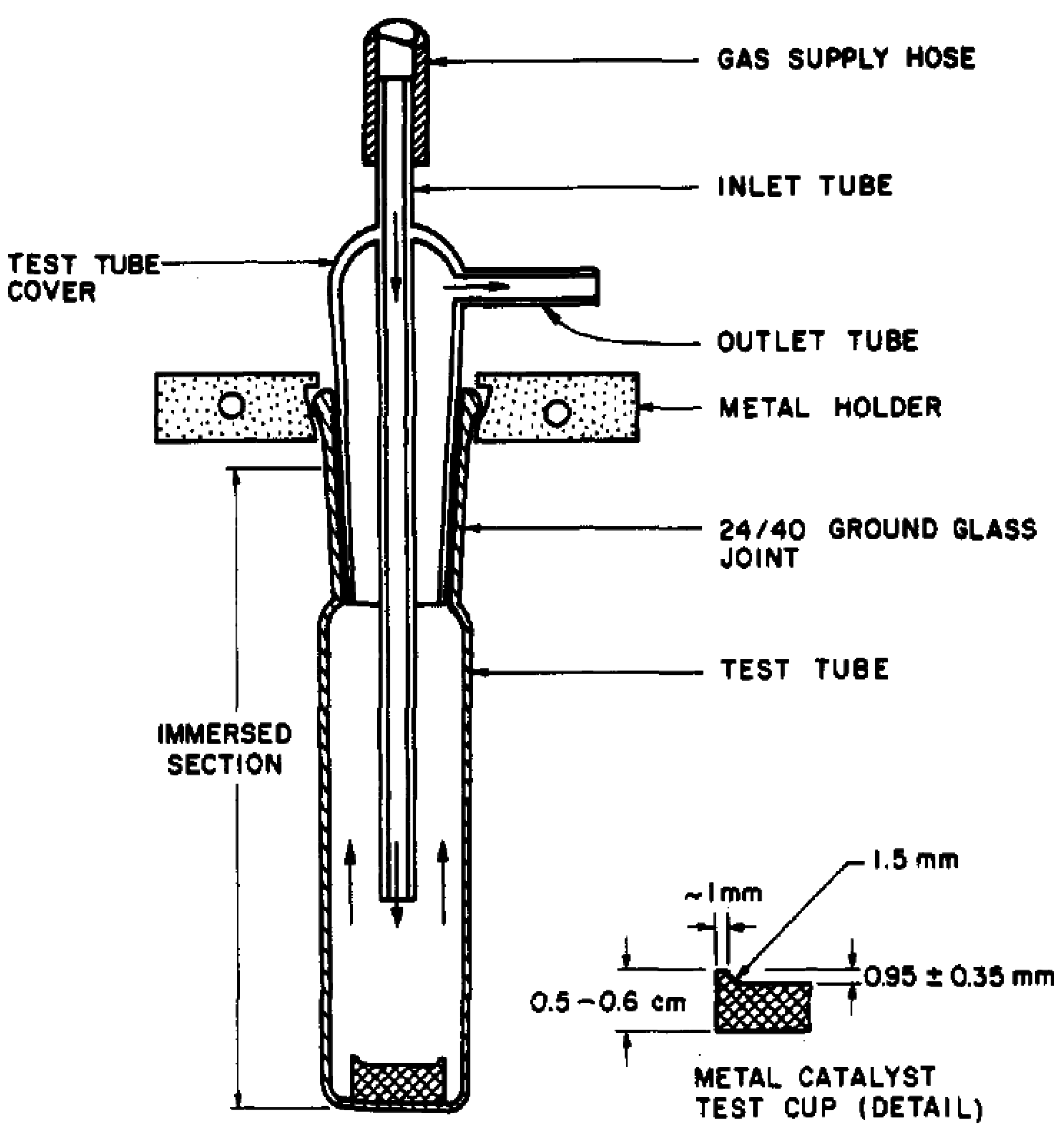
3.2.1. Chemical Degradation Monitoring Methods
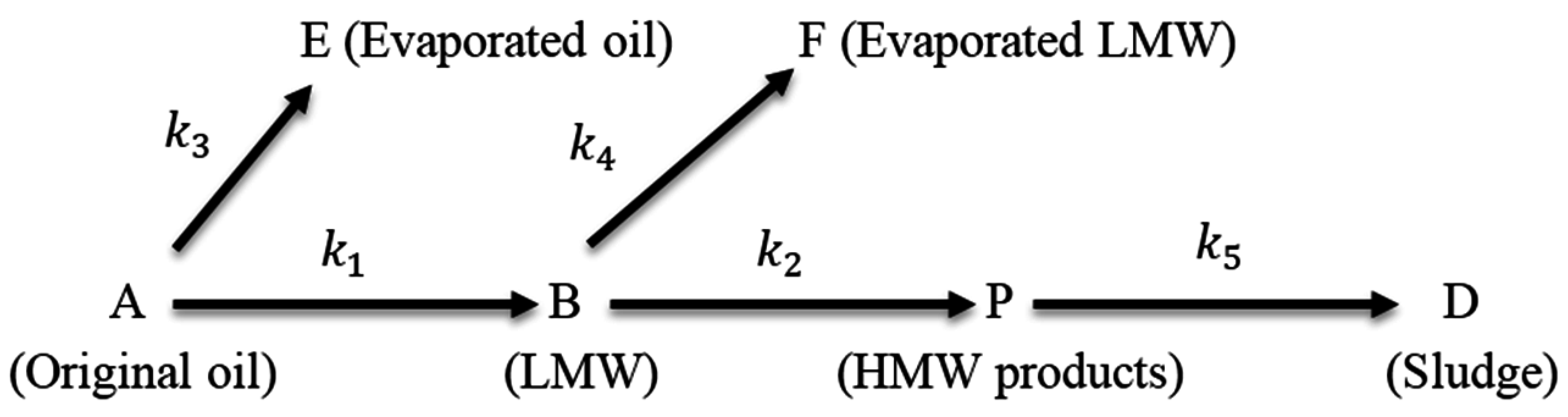
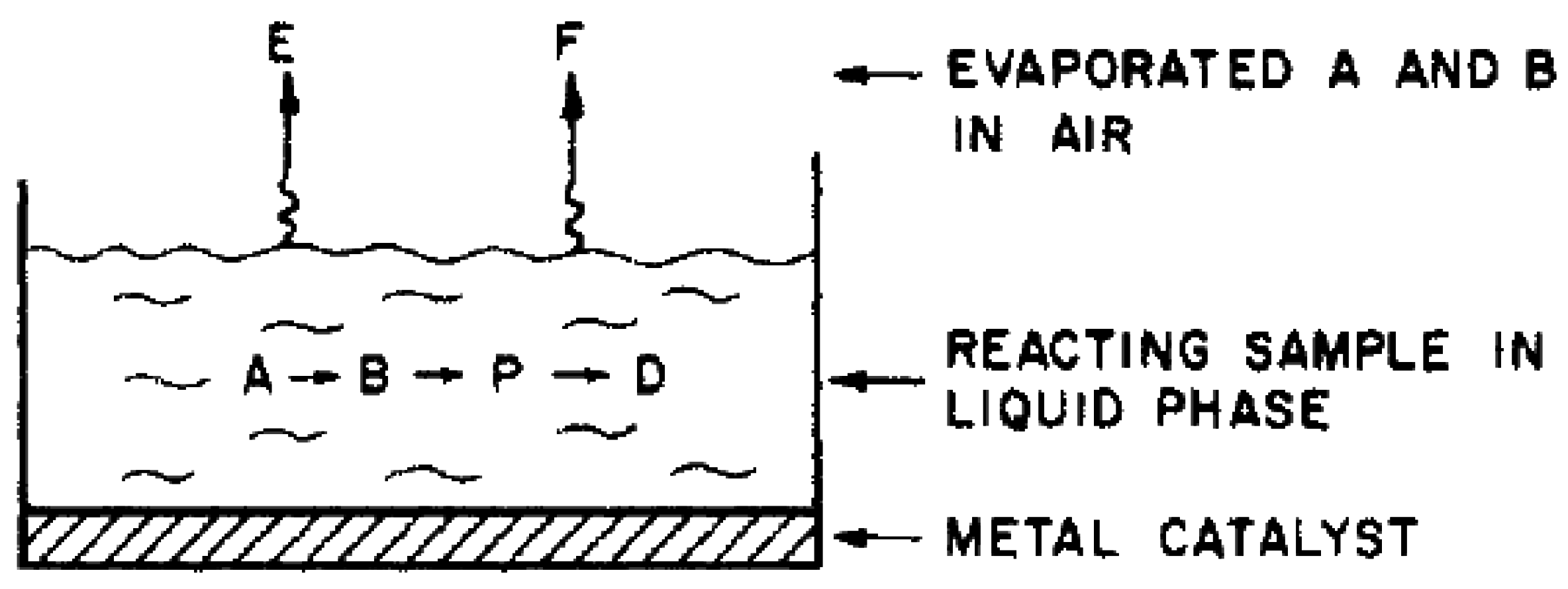
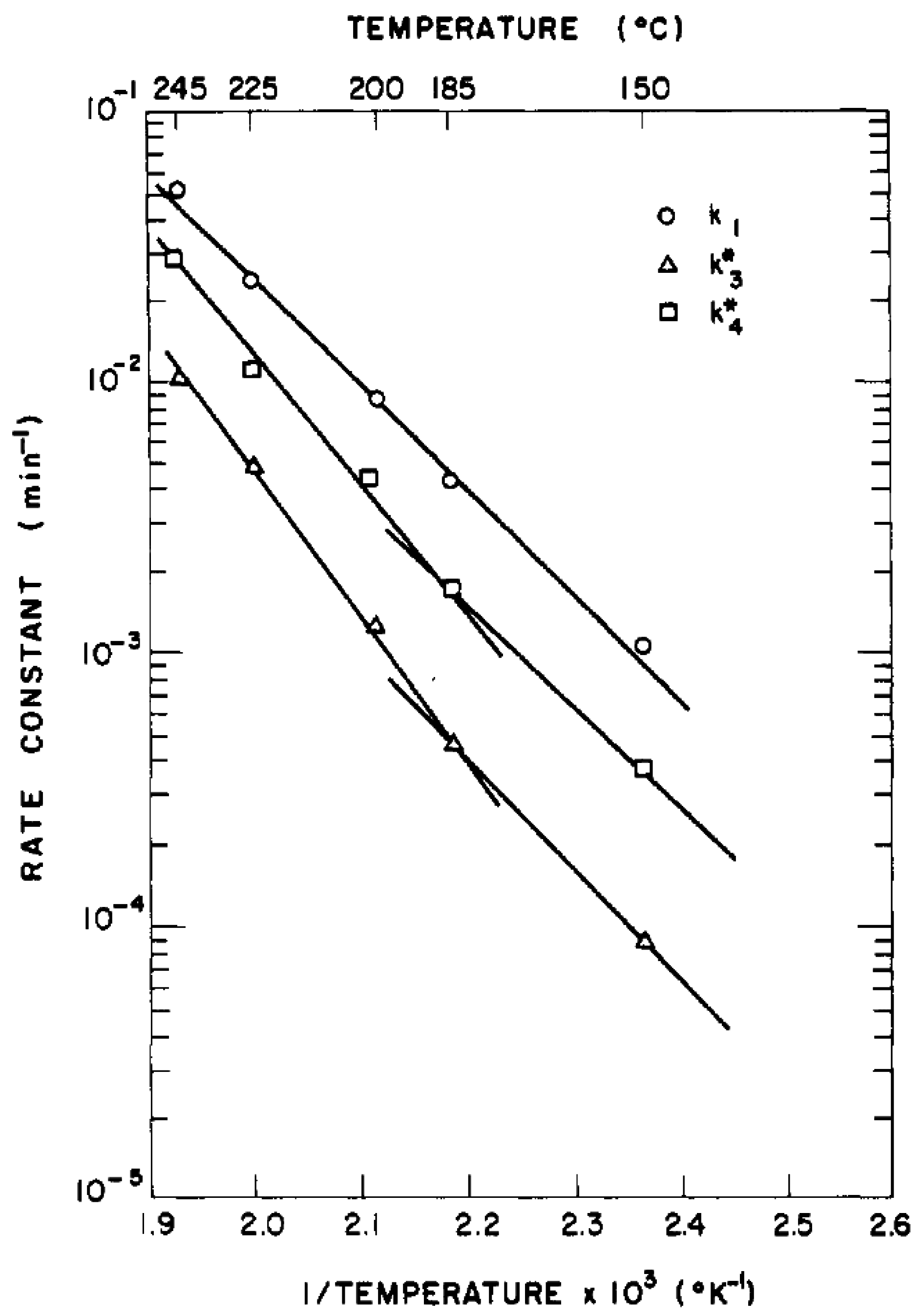
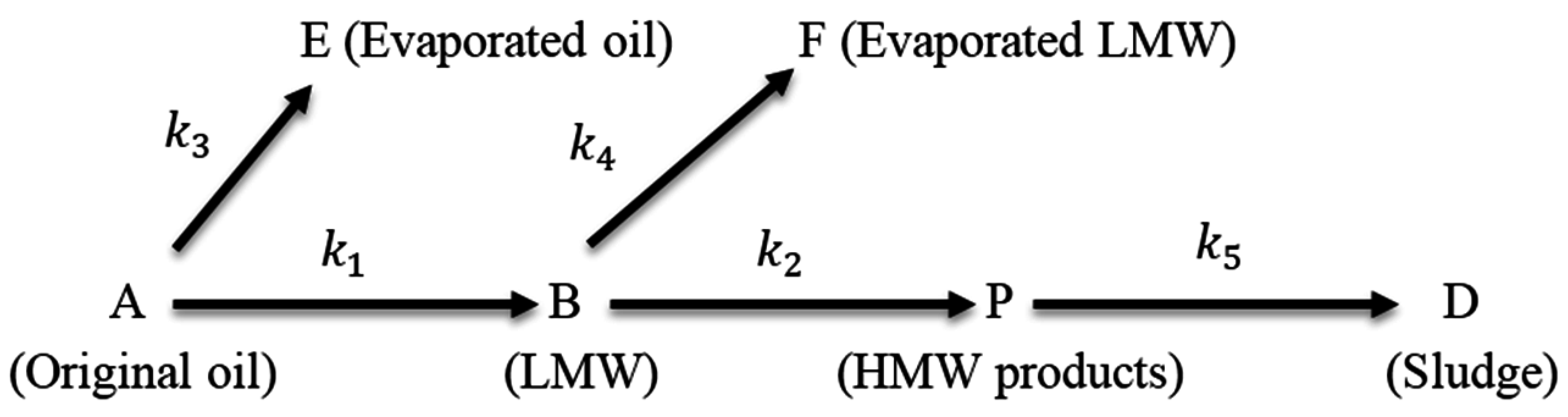
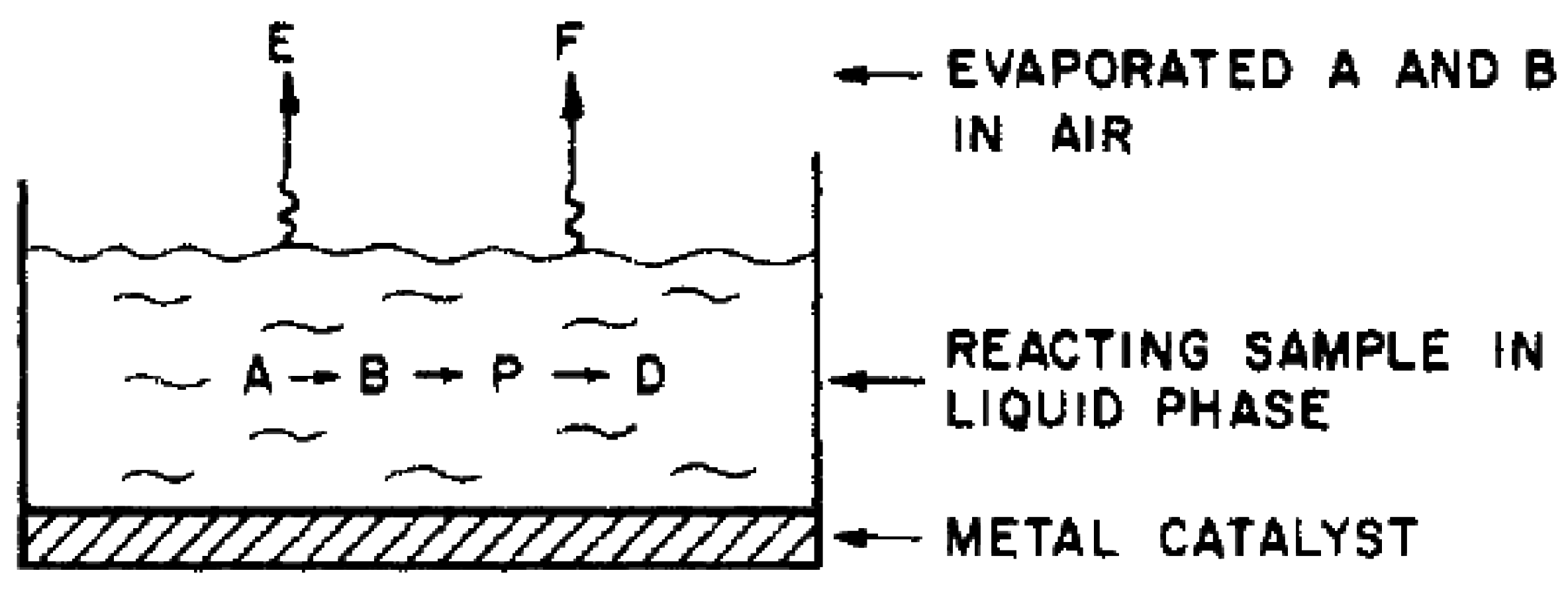
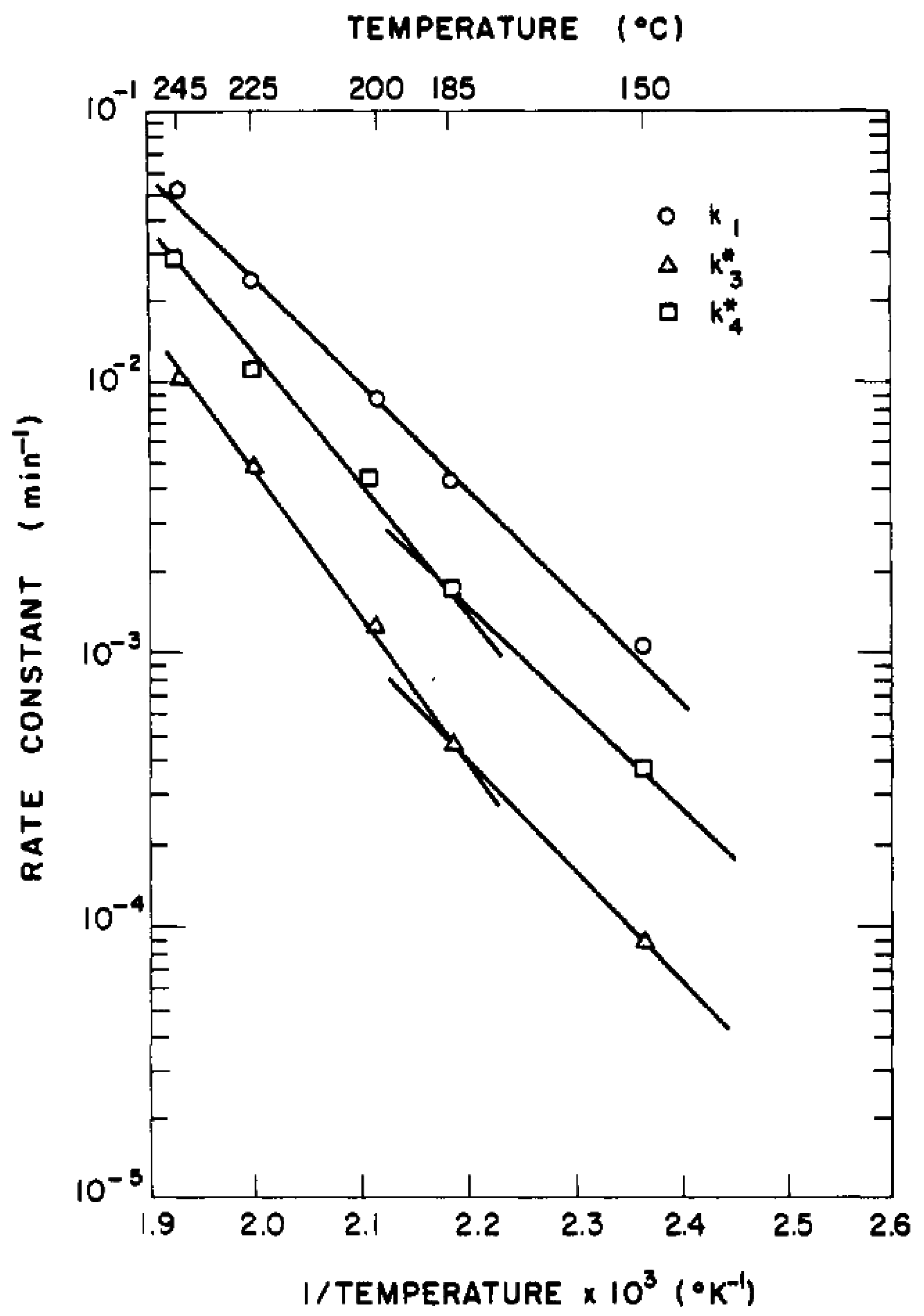
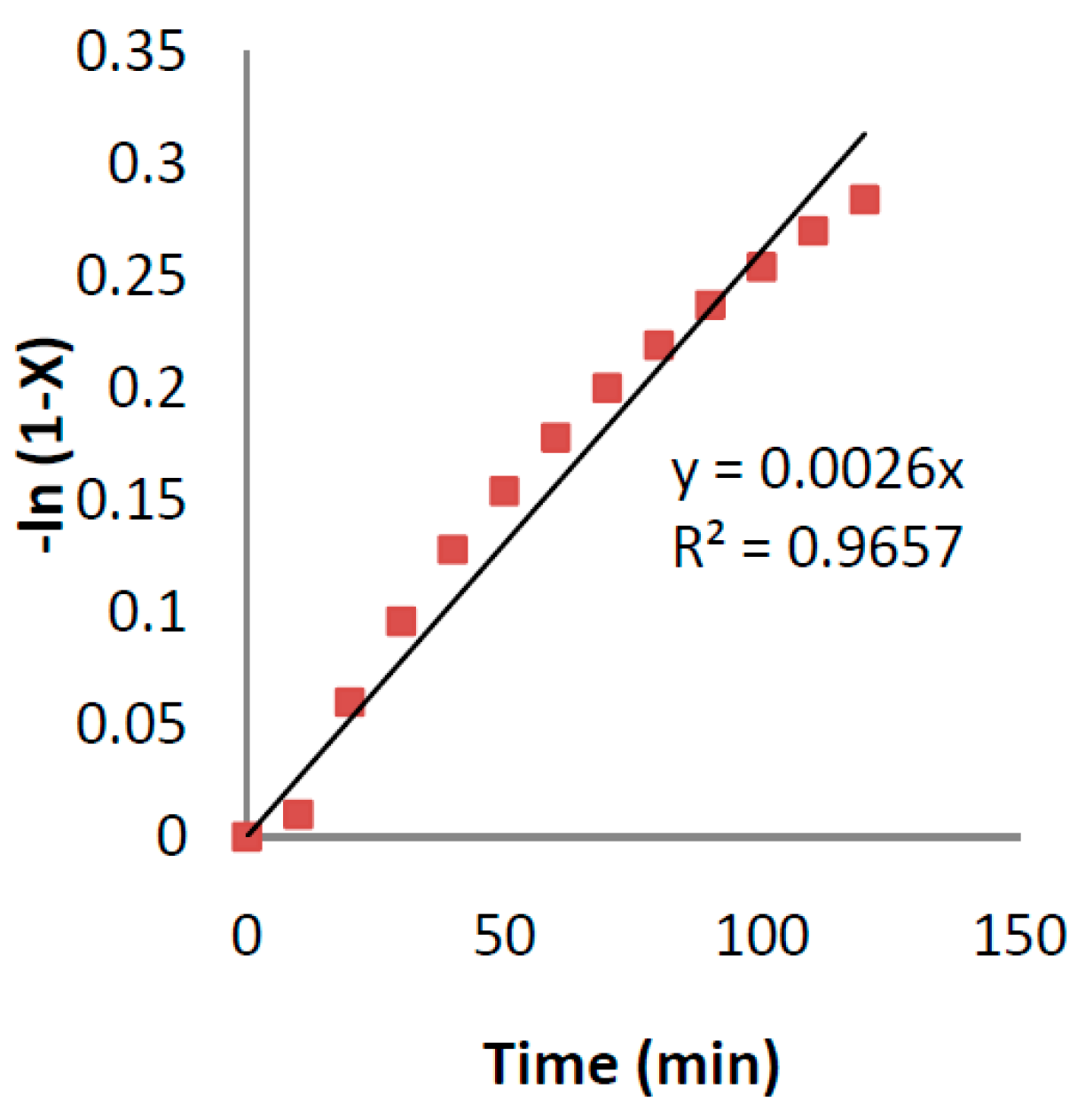
3.2.2. Kinetic Models
- The first-order kinetic model seems to fit well with the oxidation of the lubricant;
- The zero-order kinetic model seems to fit well with the evaporation of the base oil and LMW products;
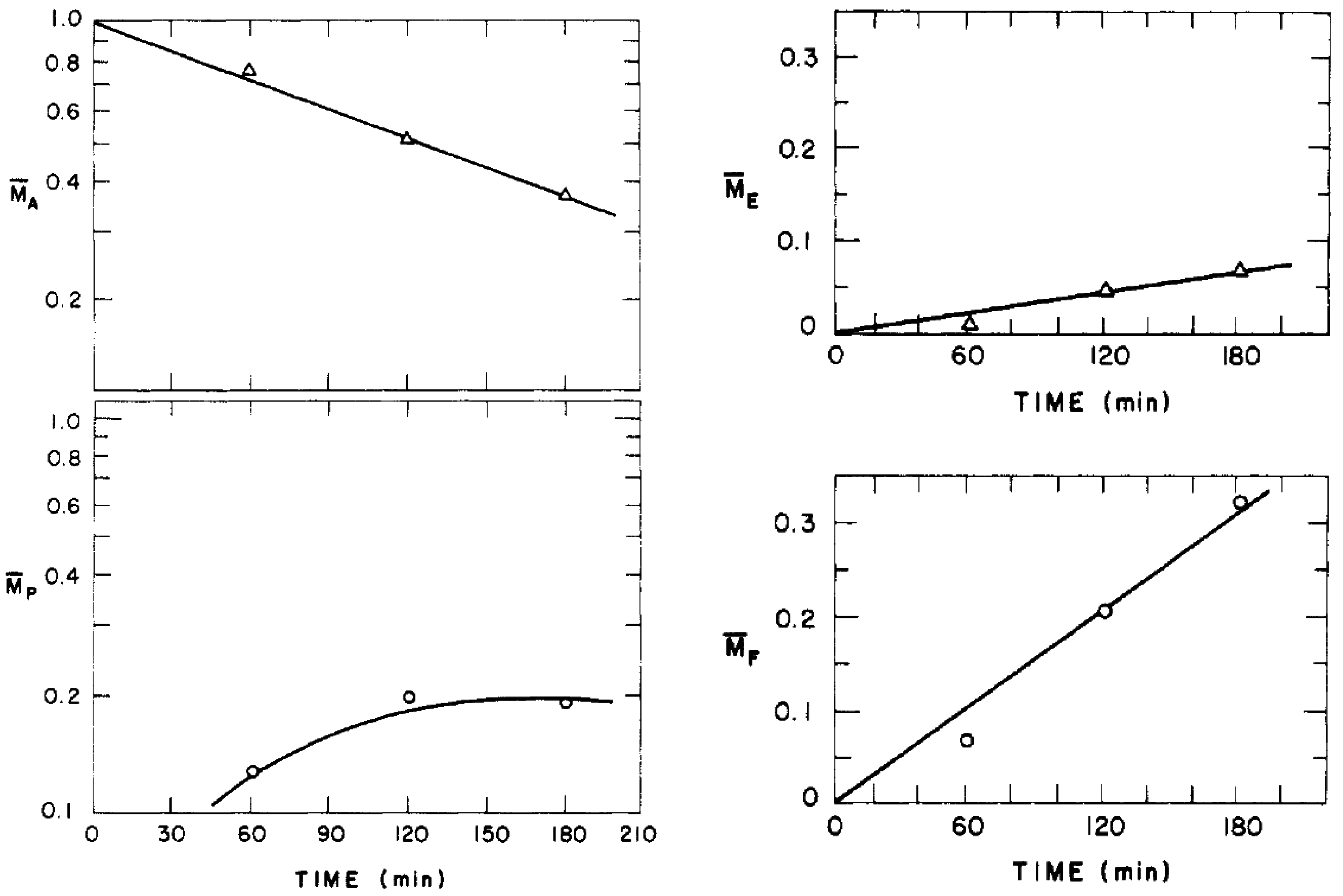
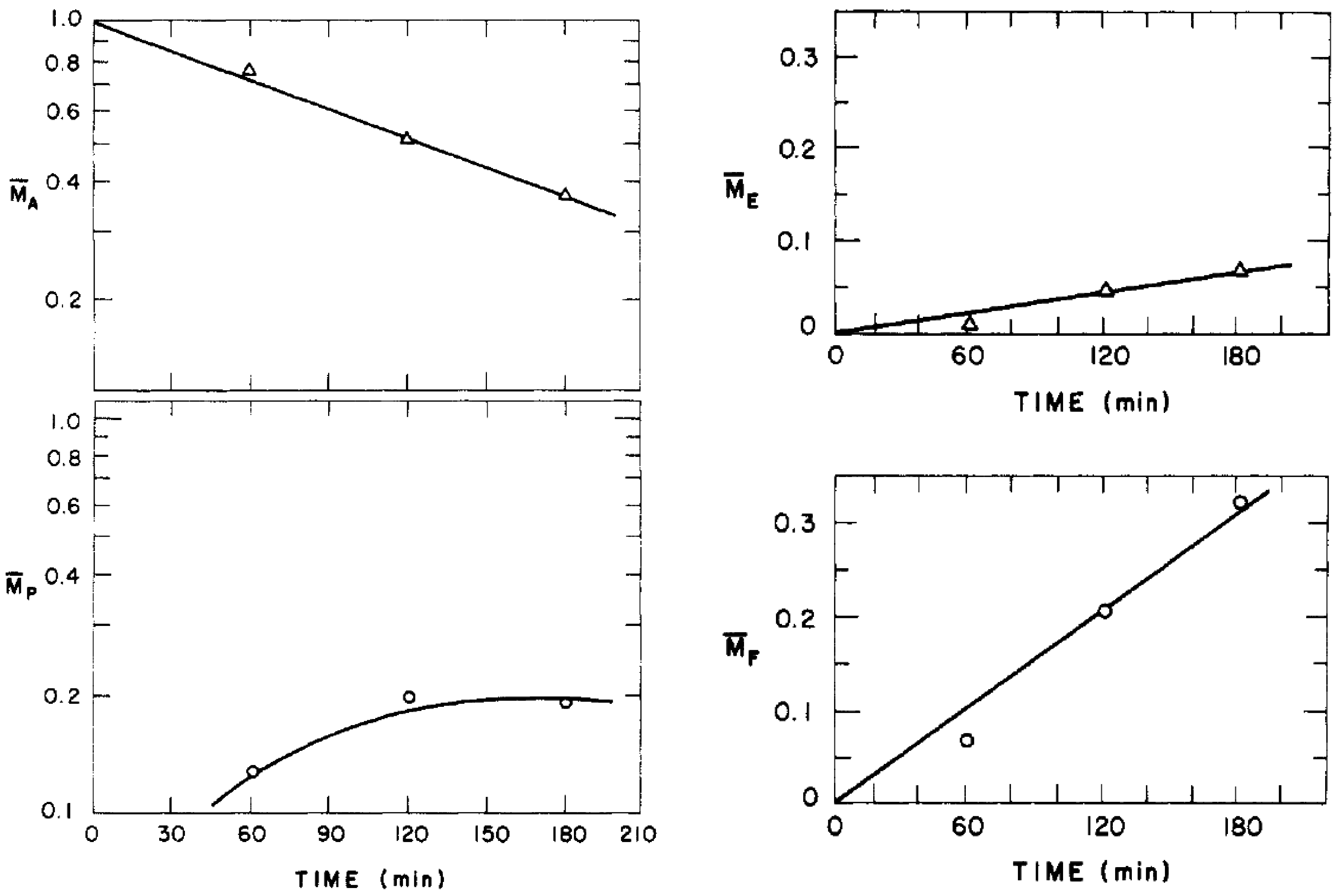
- The mass fraction of the original oil (MA) decreases almost linearly with time from the first moment of the process;
- The mass fraction of evaporated oil (ME) and evaporated LMW products (MF) increase linearly with time from the first moment of the process;
- The mass fraction of HMW products (MP) increases exponentially with time. There is not any HMW product formation for a while at the beginning of the process. It can be concluded that the oxidation inhibitors’ scarification prevents the polymerization of the radicals in this induction phase; and
- Because of the small size of oil sample, the model neglects the effect of oxygen diffusion. However, the oxidation rate can be limited by the oxygen diffusion mechanism in real applications. Therefore, the model underestimates the life of the lubricant in larger size samples.
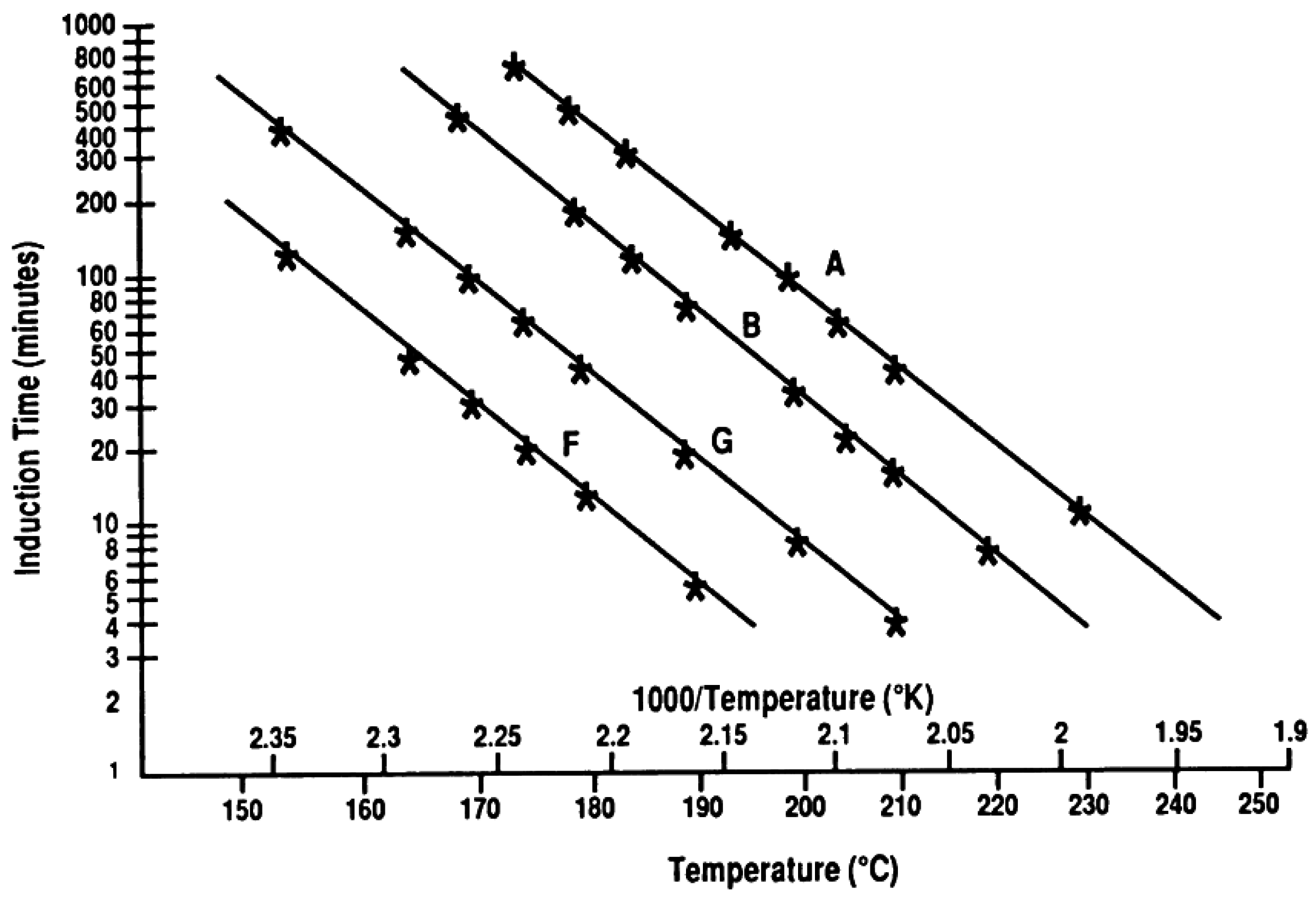
3.2.3. Chemical Life Estimating Models
4. Summary and Conclusions
- Mechanical and chemical degradation are important grease degradation mechanisms.
- Mechanical and chemical degradation are irreversible processes.
- Mechanical degradation can be addressed from an energy/entropy point of view.
- Chemical degradation has been studied applying a first-order kinetic model.
- Arrhenius’ law has been used to calculate the activation energy and reaction rate in the applied first-order kinetic model.
- Chemical degradation is controlled by the activation energy provided to grease, and can be studied from an energy/entropy point of view.
- Mechanical and chemical degradation occur simultaneously in real applications.
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature
| c | Concentration |
| C | specific dynamic capacity of ball bearing |
| D | shaft diameter at bearing seat |
| energy density | |
| apparent rheological energy density | |
| activation energy | |
| HMW | high molecular weight products |
| k | reaction rate constant |
| Arrhenius equation prefactor | |
| normalized rate constant | |
| life parameter | |
| temperature factor | |
| L | grease life |
| L0 | geometric mean grease life without accounting for either speed or load |
| grease life when operating at 40 °C | |
| LMW | low molecular weight products |
| M | Mass |
| normalized mass | |
| N | bearing angular speed |
| R | universal gas constant |
| S | total half-life subtraction speed factor |
| half-life subtraction speed factor | |
| half-life subtraction size factor | |
| half-life subtraction load factor | |
| , | final stable shear stress occurrence time |
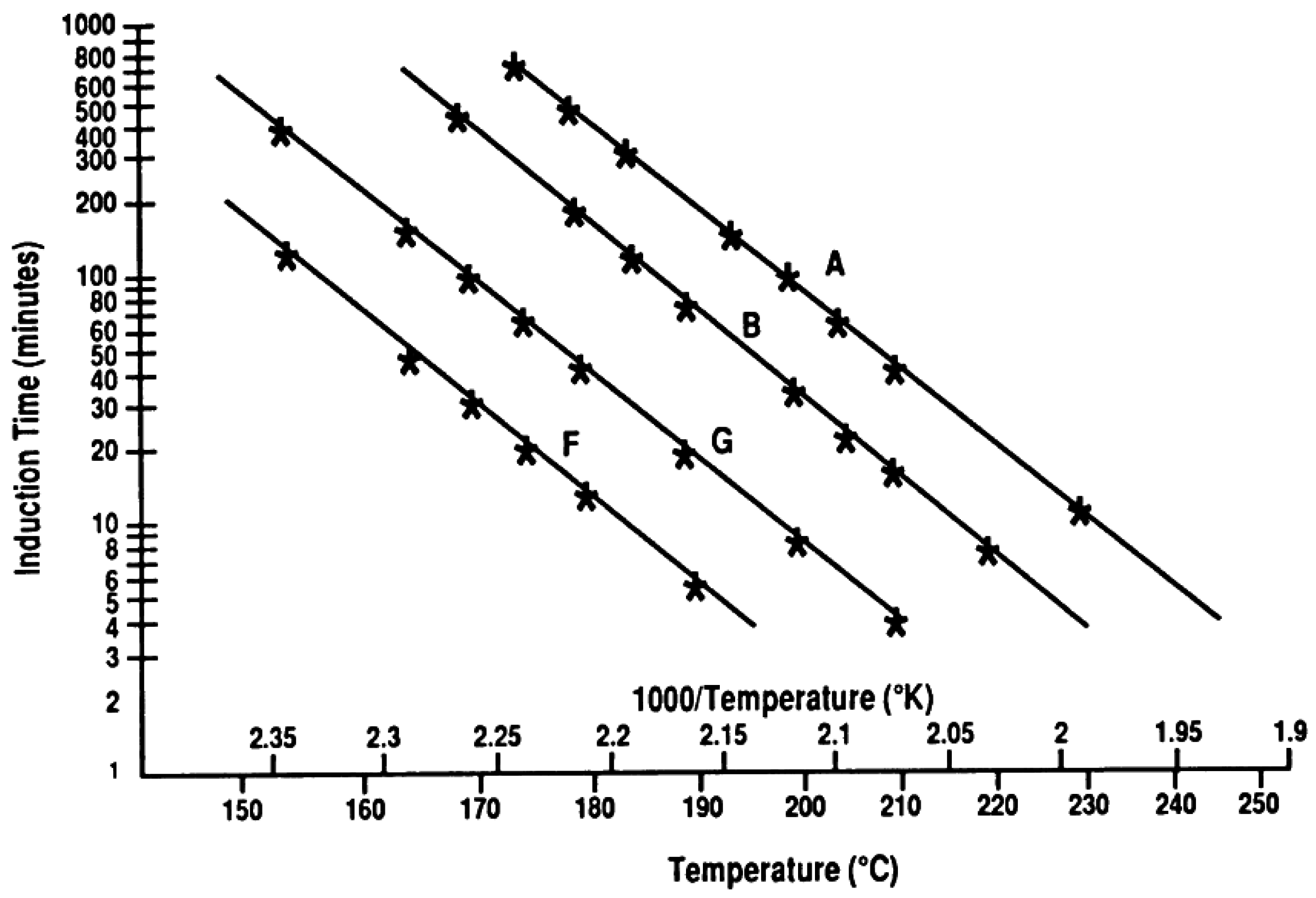
| induction time | |
| induction temperature | |
| T(t) | temperature function |
| W | the radial load |
| Z | number of load cycle |
| shear stress reduction factor | |
| (t) | shear rate function |
| τ(t) | shear stress function |
| initial shear stress at time zero | |
| final stable shear stress | |
| ν | base oil viscosity |
| f | Frequency |
| base oil viscosity at 40 °C | |
| non-Newtonian behavior number | |
| Ω | angular velocity |
References
- Barnett, R. Review of recent USA publications on lubricating grease. Wear 1970, 16, 87–142. [Google Scholar] [CrossRef]
- Langborne, P. Grease lubrication: A review of recent british papers. In Proceedings of the Institution of Mechanical Engineers, Conference Proceedings September 1969; SAGE Publications: Thousand Oaks, CA, USA, 1969; pp. 82–86. [Google Scholar]
- Rush, R.E. A review of the more common standard grease tests in use today. Tribol. Lubr. Technol. 1997, 53, 17. [Google Scholar]
- Lugt, P.M. A review on grease lubrication in rolling bearings. Tribol. Trans. 2009, 52, 470–480. [Google Scholar] [CrossRef]
- Lugt, P.M. Grease Lubrication in Rolling Bearings; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Booser, E. Grease life forecast for ball-bearings. Lubr. Eng. 1974, 30, 536–541. [Google Scholar]
- Kawamura, T.; Minami, M.; Hirata, M. Grease life prediction for sealed ball bearings. Tribol. Trans. 2001, 44, 256–262. [Google Scholar] [CrossRef]
- Booser, R.; Khonsari, M. Grease life in ball bearings: The effect of temperatures. Tribol. Lubr. Technol. 2010, 66, 36–44. [Google Scholar]
- Booser, E.; Khonsari, M. Systematically selecting the best grease for equipment reliability. Mach. Lubr. 2007, 1, 19–25. [Google Scholar]
- Booser, E.; Khonsari, M. Grease and grease life. In Encyclopedia of Tribology; Springer: Berlin, Germany; Heidelberg, Germany, 2013; pp. 1555–1561. [Google Scholar]
- Cann, P.M.; Doner, J.P.; Webster, M.N.; Wikstrom, V. Grease degradation in rolling element bearings. Tribol. Trans. 2001, 44, 399–404. [Google Scholar] [CrossRef]
- Rezasoltani, A.; Khonsari, M. On the correlation between mechanical degradation of lubricating grease and entropy. Tribol. Lett. 2014, 56, 197–204. [Google Scholar] [CrossRef]
- Rezasoltani, A.; Khonsari, M. An engineering model to estimate consistency reduction of lubricating grease subjected to mechanical degradation under shear. Tribol. Int. 2016, 103, 465–474. [Google Scholar] [CrossRef]
- Kuhn, E. Experimental grease investigations from an energy point of view. Ind. Lubr. Tribol. 1999, 51, 246–251. [Google Scholar] [CrossRef]
- Bauer, W.H.; Finkelstein, A.P.; Wiberley, S.E. Flow properties of lithium stearate-oil model greases as functions of soap concentration and temperature. ASLE Trans. 1960, 3, 215–224. [Google Scholar] [CrossRef]
- Czarny, R. Effects of changes in grease structure on sliding friction. Ind. Lubr. Tribol. 1995, 47, 3–7. [Google Scholar] [CrossRef]
- Kuhn, E. Description of the energy level of tribologically stressed greases. Wear 1995, 188, 138–141. [Google Scholar] [CrossRef]
- Kuhn, E.; Balan, C. Experimental procedure for the evaluation of the friction energy of lubricating greases. Wear 1997, 209, 237–240. [Google Scholar] [CrossRef]
- Kuhn, E. Investigations into the degradation of the structure of lubricating greases. Tribol. Trans. 1998, 41, 247–250. [Google Scholar] [CrossRef]
- Kuhn, E. Analysis of a grease-lubricated contact from an energy point of view. Int. J. Mater. Prod. Technol. 2010, 38, 5–15. [Google Scholar] [CrossRef]
- Kuhn, E. Friction and wear of a grease lubricated contact—An energetic approach. In Tribology-Fundamentals and Advancements; Gegner, J., Ed.; InTech: Rijeka, Croatia, 2013. [Google Scholar]
- Spiegel, K.; Fricke, J.; Meis, K.-R. Die Flieûeigenschaften von Schmierfetten in Abhaè Ngigkeit von Beanspruchung, Beanspruchungsdauer und Temperatur; Bartz, W.J., Ed.; Tribology 2000: Esslingen, Germany, 1989. [Google Scholar]
- Rohrbach, P.; Hamblin, P.; Ribeaud, M. Benefits of antioxidants in lubricants and greases assessed by pressurised differential scanning calorimetry. Tribotest 2005, 11, 233–246. [Google Scholar] [CrossRef]
- Booser, E.R. Tribology Data Handbook: An Excellent Friction, Lubrication, and Wear Resource; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Ito, H.; Tomaru, M.; Suzuki, T. Physical and chemical aspects of grease deterioration in sealed ball bearings. Lubr. Eng. 1988, 44, 872–879. [Google Scholar]
- Reyes-Gavilan, J. Evaluation of the thermo-Oxidative Characteristics of Greases by Pressurized Differential Scanning Calorimetry; NLGI Spokesman-Including NLGI Annual Meeting-National Lubricating Grease Institute; National Lubricating Grease Institute: Kansas City, MO, USA, 2004; pp. 20–27. [Google Scholar]
- Cousseau, T.; Graça, B.; Campos, A.; Seabra, J. Grease aging effects on film formation under fully-flooded and starved lubrication. Lubricants 2015, 3, 197–221. [Google Scholar] [CrossRef]
- Gonçalves, D.; Graça, B.; Campos, A.V.; Seabra, J. Film thickness and friction behaviour of thermally aged lubricating greases. Tribol. Int. 2016, 100, 231–241. [Google Scholar] [CrossRef]
- Naidu, S.; Klaus, E.; Duda, J. Kinetic model for high-temperature oxidation of lubricants. Ind. Eng. Chem. Prod. Res. Dev. 1986, 25, 596–603. [Google Scholar] [CrossRef]
- Gimzewski, E. The relationship between oxidation induction temperatures and times for petroleum products. Thermochim. Acta 1992, 198, 133–140. [Google Scholar] [CrossRef]
- Sharma, B.K.; Stipanovic, A.J. Development of a new oxidation stability test method for lubricating oils using high-pressure differential scanning calorimetry. Thermochim. Acta 2003, 402, 1–18. [Google Scholar] [CrossRef]
- Bowman, W.; Stachowiak, G. Determining the oxidation stability of lubricating oils using sealed capsule differential scanning calorimetry (scdsc). Tribol. Int. 1996, 29, 27–34. [Google Scholar] [CrossRef]
- Rhee, I.-S. Development of a new oxidation stability test method for greases using a pressure differential scanning calorimeter. In Proceedings of the NLGI’s 57th Annual Meeting, Denver, CO, USA, 2–6 July 1990.
- Rhee, I.-S. Decomposition Kinetic of Greases by Thermal Analysis; DTIC Document; Tacom Research Development and Engineering Center: Warren, MI, USA, 2007. [Google Scholar]
- Rhee, I.-S. Prediction of High Temperature Grease Life Using a Decomposition Kinetic Model; DTIC Document; Army Tank-Automotive Research and Development Center: Warren, MI, USA, 2009. [Google Scholar]
- ASTM. D5483, Standard Test Method for Oxidation Induction Time of Lubricating Greases by Pressure Differential Scanning Calorimetry; ASTM International: West Conshohocken, PA, USA, 1993. [Google Scholar]
- Van De Voort, F.; Sedman, J.; Cocciardi, R.; Pinchuk, D. Ftir condition monitoring of in-service lubricants: Ongoing developments and future perspectives. Tribol. Trans. 2006, 49, 410–418. [Google Scholar] [CrossRef]
- ASTM. D974, Standard Test Method for Acid and Base Number by Color-Indicator Titration; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- ASTM. D664, Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Freepik, E.R. TutsPlus. Ruler Testing. Available online: http://mrgcorp.com/ (accessed on 230June 2016).
- ASTM. Standard test method for life performance of automotive wheel bearing grease. In D3527; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Yokoyama, F. Optimization of grease properties to prolong the life of lubricating greases. J. Phys. Sci. Appl. 2014, 4, 236–247. [Google Scholar]
- Baart, P.; van der Vorst, B.; Lugt, P.M.; van Ostayen, R.A. Oil-bleeding model for lubricating grease based on viscous flow through a porous microstructure. Tribol. Trans. 2010, 53, 340–348. [Google Scholar] [CrossRef]
- Ito, H.; Koizumi, H.; Naka, M. Grease life equations for sealed ball bearings. In Proceedings of the International Tribology Conference, Yokohama, Japan, 29 October–2 November 1995; pp. 931–936.
- Tomaru, M.; Suzuki, T.; Ito, H.; Suzuki, T. Grease-life estimation and grease deterioration in sealed ball bearings. In Proceedings of the JSLE International Tribology Conference, Tokyo, Japan, 8–10 July 1985; pp. 1039–1044.
- Paszkowski, M. Some aspects of grease flow in lubrication systems and friction nodes. In Tribology—Fundamentals and Advancements; InTech: Rijeka, Croatia, 2013; pp. 77–106. [Google Scholar]
- Huang, L.; Guo, D.; Cann, P.; Wan, G.T.Y.; Wen, S. Thermal oxidation mechanism of polyalphaolefin greases with lithium soap and diurea thickeners: The effects of the thickener. Tribol. Trans. 2016, 59, 801–809. [Google Scholar] [CrossRef]
- Araki, C.; Kanzaki, H.; Taguchi, T. A study on the thermal degradation of lubricating greases. NLGI Spokesm. 1995, 59, 15–23. [Google Scholar]
- ASTM. Standard test methods for cone penetration of lubricating grease. In D217-10; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Komatsuzakl, S.; Uematsu, T.; Kobayashl, Y. Change of grease characteristics to the end of lubricating life. NLGI Spokesm. 2000, 63, 22–29. [Google Scholar]
- Lundberg, J.; Höglund, E. A new method for determining the mechanical stability of lubricating greases. Tribol. Int. 2000, 33, 217–223. [Google Scholar] [CrossRef]
- Kuhn, E. Correlation between system entropy and structural changes in lubricating grease. Lubricants 2015, 3, 332–345. [Google Scholar] [CrossRef]
- Lundberg, J.; Parida, A.; Söderholm, P. Running temperature and mechanical stability of grease as maintenance parameters of railway bearings. Int. J. Autom. Comput. 2010, 7, 160–166. [Google Scholar] [CrossRef]
- Hurley, S.; Cann, P.; Spikes, H. Lubrication and reflow properties of thermally aged greases. Tribol. Trans. 2000, 43, 221–228. [Google Scholar] [CrossRef]
- Aranzabe, A.; Aranzabe, E.; Marcaide, A.; Ferret, R.; Terradillos, J.; Ameye, J.; Shah, R. Comparing Different Analytical Techniques to Monitor Lubricating Grease Degradation; NLGI Spokesman-Including NLGI Annual Meeting-National Lubricating Grease Institute; National Lubricating Grease Institute: Kansas City, MO, USA, 2006; pp. 17–30. [Google Scholar]
- Cann, P.; Webster, M.; Doner, J.; Wikstrom, V.; Lugt, P. Grease degradation in r0f bearing tests. Tribol. Trans. 2007, 50, 187–197. [Google Scholar] [CrossRef]
- Cann, P. Grease lubrication of rolling element bearings—Role of the grease thickener. Lubr. Sci. 2007, 19, 183–196. [Google Scholar] [CrossRef]
- Hurley, S.; Cann, P.; Spikes, H. Thermal degradation of greases and the effect on lubrication performance. Tribol. Ser. 1998, 34, 75–83. [Google Scholar]
- Cann, P. Grease degradation in a bearing simulation device. Tribol. Int. 2006, 39, 1698–1706. [Google Scholar] [CrossRef]
- Carré, D.; Bauer, R.; Fleischauer, P. Chemical analysis of hydrocarbon grease from spin bearing tests. ASLE Trans. 1983, 26, 475–480. [Google Scholar] [CrossRef]
- Maguire, E. Monitoring of Lubricant Degradation with RULER and MPC. Master’s Thesis, Linköping University, Linköping, Sweden, 2010. [Google Scholar]
- Fentress, A.; Ameye, J.; Sander, J. The use of linear sweep voltammetry in condition monitoring of diesel engine oil. J. ASTM Int. 2011, 8, 1–10. [Google Scholar] [CrossRef]
- Ide, A.; Asai, Y.; Takayama, A.; Akiyama, M. New life prediction method of the grease by the activation energy. Tribol. Online 2011, 6, 45–49. [Google Scholar] [CrossRef]
- Vengudusamy, B.; Kuhn, M.; Rankl, M.; Spallek, R. Film forming behavior of greases under starved and fully flooded ehl conditions. Tribol. Trans. 2016, 59, 62–71. [Google Scholar] [CrossRef]
- Hoglund, E. Lubricating grease replenishment in an elastohydrodynamic point contact. J. Tribol. 1993, 115, 501. [Google Scholar]
- Cann, P. Starvation and reflow in a grease-lubricated elastohydrodynamic contact. Tribol. Trans. 1996, 39, 698–704. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | ASTM D 3527, h | Predicted Grease Life, h | Oil Separation @ 180 °C, % |
|---|---|---|---|
| A | 151 | 150 | 25.9 |
| B | 340 | 368 | 2.9 |
| C | 400 | 395 | 4.4 |
| D | 240 | 228 | 13.2 |
| E | 171 | 191 | 12.0 |
| F | 100 | 313 | 82.3 |
| G | 192 | 186 | 12.7 |
| H | 20 | 200 | 31.8 |
| I | 40 | 158 | 52.9 |
| J | 287 | 266 | 3.6 |
| Sample | Kinetic Life @180 °C, h | ASTM D3527, h | Predicted Grease Life, h |
|---|---|---|---|
| A | 19.1 | 150 | 167 |
| B | 59 | 240 | 240 |
| C | 21.2 | 170 | 174 |
| D | 0.02 | 20 | 18.6 |
| E | 20.7 | 196 | 171 |
| F | 4.6 | 100 | 106 |
| G | 30 | 192 | 194 |
| H | 7.29 | 120 | 123 |
| I | 0.25 | 40 | 41 |
| J | 108 | 275 | 290 |
| Empirical models | [6,7,8,9,10,41,44,45] | ||
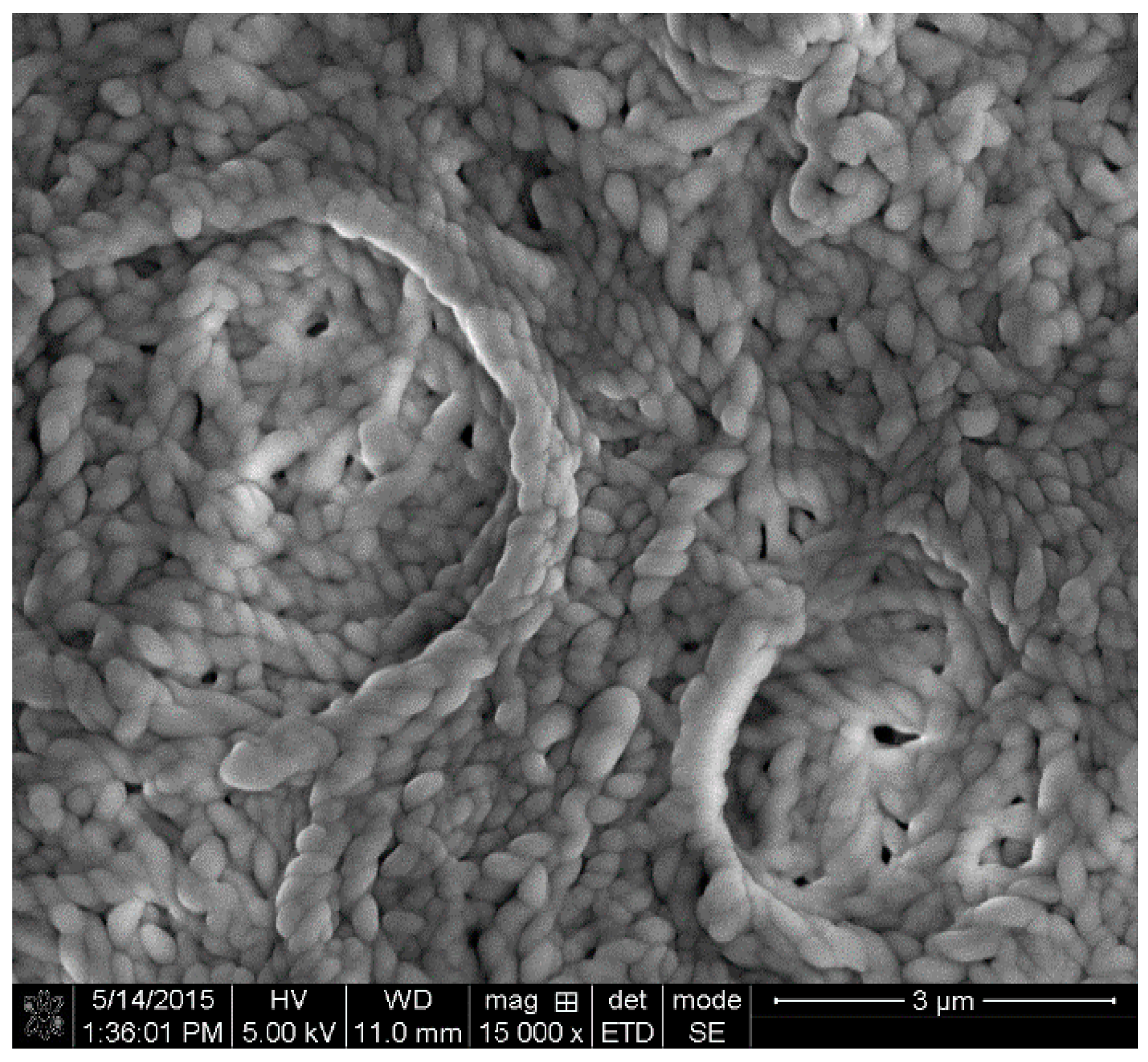
| Physical Degradation | Mechanical degradation | Monitoring | SEM [13,25,46,47,48] |
| Penetration [12,49,50] | |||
| Shear stress [13,14] | |||
| Shear stress functions | Empirical [14,15,16] | ||
| Analytical [13,22] | |||
| Mechanical stability [14,17,19,20,46,51,52,53] | |||
| Life predicting models [13] | |||
| Base oil evaporation [42,48,50] | |||
| Base oil separation/Grease leakage [25,42,43] | |||
| Contamination [54] | |||
| Chemical Degradation | Monitoring | DSC/PDSC [23,30,33,34,35,36,55] | |
| FTIR [11,25,47,48,54,55,56,57,58,59,60] | |||
| Acid number [25,50,55] | |||
| Ruler [55,61,62] | |||
| Thermogravimetry [42,63] | |||
| gel permeation chromatography [25,29,48] | |||
| Kinetic models [23,29,30,33,35,63] | |||
| Chemical stability [33,36] | |||
| Life predicting models [34,35,63] | |||
| Grease Flow | Film thickness measurement [47,54,58,59,64,65,66] | ||
| Starvation [54,64,65,66] | |||
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rezasoltani, A.; Khonsari, M.M. On Monitoring Physical and Chemical Degradation and Life Estimation Models for Lubricating Greases. Lubricants 2016, 4, 34. https://doi.org/10.3390/lubricants4030034
Rezasoltani A, Khonsari MM. On Monitoring Physical and Chemical Degradation and Life Estimation Models for Lubricating Greases. Lubricants. 2016; 4(3):34. https://doi.org/10.3390/lubricants4030034
Chicago/Turabian StyleRezasoltani, Asghar, and M. M. Khonsari. 2016. "On Monitoring Physical and Chemical Degradation and Life Estimation Models for Lubricating Greases" Lubricants 4, no. 3: 34. https://doi.org/10.3390/lubricants4030034