

Continuous-Flow Grafting of LENFLOC™ Coagulant for Water Treatment toward Circular Economy
by
 , , and
, , and
Ibrahim Muntaqa Tijjani Usman
1,2 ,
,
Yeek-Chia Ho
1,*,
Man-Kee Lam
3,
Pau-Loke Show
4,5,6,7 and
and
Wawan Sujarwo
8 1
Centre for Urban Resource Sustainability, Institute of Self-Sustainable Building, Civil and Environmental Engineering Department, Universiti Teknologi PETRONAS, Seri Iskandar 32610, Perak Darul Ridzuan, Malaysia
2
Agricultural and Environmental Engineering Department, Faculty of Engineering, Bayero University Kano, Kano 700241, Nigeria
3
HICoE-Centre for Biofuel and Biochemical Research, Institute of Self-Sustainable Building, Department of Chemical Engineering, Universiti Teknologi PETRONAS, Seri Iskandar 32610, Perak Darul Ridzuan, Malaysia
4
Department of Chemical Engineering, Khalifa University, Shakhbout Bin Sultan St., Zone 1, Abu Dhabi P.O. Box 127788, United Arab Emirates
5
Zhejiang Provincial Key Laboratory for Subtropical Water Environment and Marine Biological Resources Protection, Wenzhou University, Wenzhou 325035, China
6
Department of Chemical and Environmental Engineering, Faculty of Science and Engineering, University of Nottingham Malaysia, Jalan Broga, Semenyih 43500, Selangor Darul Ehsan, Malaysia
7
Department of Sustainable Engineering, Saveetha School of Engineering, SIMATS, Chennai 602105, India
8
Ethnobotany Research Group, Research Center for Ecology and Ethnobiology, National Research and Innovation Agency (BRIN), Cibinong 16911, Indonesia
*
Author to whom correspondence should be addressed.
Water 2023, 15(13), 2484; https://doi.org/10.3390/w15132484
Submission received: 30 May 2023
/
Revised: 26 June 2023
/
Accepted: 30 June 2023
/
Published: 6 July 2023
(This article belongs to the Special Issue Coagulants/Flocculants Derived from Natural Materials for Water and Wastewater Treatment)
Abstract
:This study investigated the efficiency of LENFLOC™ production using a microwave-assisted continuous-flow grafting process. The study discussed the contribution of plant-based coagulants for water and wastewater treatment toward the circular economy in water treatment. Lentil waste extract was used to produce LENFLOC™ using (2-methacryloyloxyethyl) trimethyl ammonium chloride with 75 wt.% on H2O as a chain monomer and cerium ammonium nitrate (≥98%) as an initiator. The continuous flow grafting process was conducted at a constant flowrate of 60 mL/min and reaction time of 30 s. The process was optimised using RSM to obtain optimum conditions of process factors. Characterisation studies were conducted using Fourier transform infrared spectroscopy, scanning electron microscopy, and energy-dispersive X-ray. A comparison study was performed using a Jar test with LENFLOC™, lentil waste extract, and a polymer as coagulants. The results obtained show that the continuous-flow grafting process was efficient with an optimum grafting percentage of 330%. The characterisation studies confirmed the grafting process. A 99% turbidity removal rate was achieved with LENFLOC™ as a coagulant with a lower dosage compared to the lentil waste extract. Furthermore, microscope imaging showed improved floc compaction when using LENFLOC™ as a coagulant. The continuous-flow grafting process has been shown to be effective; therefore, its potential for upscaling the process is possible.
1. Introduction
Circular economy (CE) has been gaining increasing attention in recent years. Though discussions on CE date back to the 1970s and 80s, recent advances in CE policies and activities are taking the lead in research [1,2,3,4]. CE is generally recognised as a way to move away from the traditional linear model of take-make-dispose to a more sustainable approach that focuses on maximizing resource use and minimizing waste generation and pollution [5]. While circular economy principles are being applied to various sectors, the circular economy of water (CEW) is rapidly emerging.
The circular economy of water (CEW) is an area that has great potential for addressing water scarcity and ensuring sustainable water management [6]. Recent advances in the circular economy have led to the development of innovative solutions that can help to close the water loop and reduce water waste [7]. Advanced water and wastewater treatments including reverse osmosis, membrane filtration, etc., have led to the reduction of water waste during treatment. The re-emergence of natural coagulants has been shown to reduce the production of voluminous sludges compared to chemical coagulants. Furthermore, integrated-energy and resource-efficient anaerobic wastewater treatment systems have been shown to contribute to the circularity of water. Bioenergy production and resource recovery from wastewater using co-digestion have been shown to reduce energy consumption and water waste in wastewater treatment [7]. Approaches like water reuse, rainwater harvesting, and greywater recycling are contributing to the CEW. The 3Rs, Reduce, Reuse, and Recycle water, could help to reduce the demand for freshwater resources and reduce the volume of wastewater that is discharged into the environment [8,9].
Furthermore, the circular economy of water involves the use of nature-based solutions, which harness the power of ecosystems to provide water-related services. These solutions include wetland restoration, soil conservation, and green infrastructure, which can help to enhance water availability, improve water quality and reduce the impact of floods and droughts [10,11,12]. By combining these nature-based solutions with innovative technologies, a more comprehensive and sustainable approach to water management can be developed.
In this context, the circular economy of water presents a promising approach to addressing the challenges of water scarcity and pollution. By applying circular economy principles and nature-based solutions, it is possible to create a more sustainable and resilient water system that meets the needs of humans, society, and the natural environment [13,14]. The multiple benefits of nature-based solutions have been shown to contribute to the CEW [15].
The coagulation and flocculation process is important in water and wastewater treatment. Conventionally, chemical-based coagulants are used to destabilise suspended and colloidal particles to form floc heavy enough to settle in a clarifier [16]. However, the use of these chemicals is detrimental to human health and the environment. Natural coagulants derived from plants, animals, and microorganisms have shown to be good alternatives to these chemicals. Plant-based natural coagulants have been identified as a potential alternative to chemical coagulants for water treatment. These natural coagulants can effectively remove suspended particles and turbidity from water, and the sludges produced are biodegradable and non-toxic. In 2020, Chua et al. [17,18] investigated the potential of lentil waste as a plant-based natural coagulant. Lentil wastes are generally pieces of broken lentil seeds that are generated during harvesting and post-harvesting process. Mechanical damage to seeds has been identified to be a major problem [19]. Significant damage (including seed breakage, seed fracture, skin rupture, etc.) to lentil seeds occurs as a result of machinery part abrasion during harvesting, conveyance, and storage. The amount of lentil waste due to breakage ranges from 100–67.7% and from 100–93.1% for green and red lentils, respectively, as reported by Shahbazi et al. [19]. Chua et al. [18] conducted the synthesis of lentil waste extract (LWE) to produce an enhanced plant-based coagulant: LENFLOC™. LENFLOC™ is a trademarked, novel, plant-based coagulant; however, its production was conducted using a batch process, making it possible at the laboratory stage only. Continuous flow processes are generally used in upscaling processes toward industrial applications [20].
Continuous-flow processes have become increasingly important in various fields due to their numerous advantages over batch processes [21,22]. One key advantage of continuous flow processes is their ability to achieve high levels of efficiency and consistency by maintaining steady-state conditions throughout the process [21]. This allows for more precise control over reaction conditions and improved product quality. In addition, continuous flow processes can lead to higher yields, lower costs, and reduced waste generation compared to batch processes [23,24,25].
This study investigates the effectiveness of the continuous flow grafting process of LENLFOC™ using a microwave-assisted reactor. Grafting is the process of enhancing the physicochemical properties of a polysaccharide using a chain monomer as a side chain, which is attached to the backbone of the polysaccharide at different places. Various grafting methods have been published; however, grafting process using microwave-assisted methods have been shown to be more efficient and environmentally friendly [18]. Optimisation of the grafting process will be conducted using a response surface methodology—Box–Behnken design—and the product will be characterised and tested for coagulation and flocculation performance. The role of natural coagulants in the circular economy of water will be discussed.
2. Materials and Methods
2.1. Materials and Location of Research
Lentil grains were purchased from the local market in Perak. DMC (2-methacryloyloxyethyl trimethyl ammonium chloride with 75 wt.% on H2O), CAN (cerium ammonium nitrate ≥ 98%), analytical-reagent-grade hydrochloric acid (HCl) and sodium hydroxide (NaOH), and Kaolin powder (with 10% purity and pH 6–7) were all supplied by Sigma Aldrich. All experiments and analyses were conducted at the Universiti Teknologi PETRONAS, Malaysia.
2.2. Methods
2.2.1. Continuous-Flow Grafting of LENFLOC™ Using a Microwave-Assisted Copolymerisation Method
The active agent of the lentil waste was extracted according to Chua et al. [17], with modification. Briefly, the lentil waste was washed, oven dried, and ground into fine powder. A mixture of lentil waste powder to distilled water with a ratio of 1:20 was mixed well and heated under continuous stirring for 1 h. The solution was allowed to settle and was cooled to room temperature. The supernatant was collected, oven-dried, and ground to obtain dry LWE powder.
The continuous-flow grafting copolymerisation was conducted using a microwave reactor. LWE (g) and distilled water (L) at a ratio of 1:2 were mixed, and DMC (0.5–5 g) was added to the mixture, stirred well, and transferred into the feed bottle. A sufficient amount of CAN was then added and mixed well. The mixture was passed through the reactor and irradiated at a microwave power range (400–600 W) at a constant flow rate of 60 mL/min and reaction time of 30 s per irradiation. The grafted copolymer was collected in the product bottle, oven-dried at 80 °C for 3 days, and ground to obtain grafted LWE (LENFLOC™). Figure 1 illustrates the continuous flow grafting process. The grafting efficiency was calculated using Equation (1).
where W1 is the initial weight of lentil waste extract (LWE) and W2 is the final weight of the grafted LWE (LENFLOC™).
2.2.2. Experimental Design for the Optimisation of Continuous-Flow Grafting (CFG) Process
2k factorial design was used to screen out the continuous-flow grafting process factors. Then, a response surface methodology (RSM) was used to optimise the CFG process to obtain the optimum conditions for all significant factors. The statistical analysis enabled the quantification of the relationship between influencing factors and the variation between them simultaneously within a limited number of experimental runs [26]. Box–Behnken Design (BBD) was used in the optimisation process. The ranges of all factors for the design were obtained from preliminary experiments and are shown in Table 1. All experimental runs were conducted in random order. The percentage grafting was the response for the designed model. Design Expert 13.0 software was used throughout the optimisation process.
The predicted values of the grafting process were compared with the actual values to validate the designed model. Three validation experiments were randomly selected and conducted.
2.2.3. Characterisation Studies of Lentil Waste Extract (LWE) and Continuous-Flow Grafted LENFLOC™
Fourier transform infrared spectroscopy (FTIR) was used to determine the functional group of LWE and LENFLOC™ by measuring the wavenumbers in the range from 4000–500 cm−1. This technique is commonly used to identify fingerprints of functional groups in materials and chemical bonds in a sample.
Surface morphology and elemental composition of the LWE and LENFLOC™ were examined using Perkinelmer spectrum scanning electron microscopy (SEM) equipped with energy-dispersive analysis of X-ray (EDX). SEM is a powerful tool to study the surface structure and morphology of a sample, while EDX is used to determine the elemental composition of the sample to include carbon (C), oxygen (O), calcium (Ca), nitrogen (N), chlorine (Cl), potassium (K), phosphorus (P), etc.
Finally, the structure of the wet flocs formed after the treatment process was observed using a microscope (LEICA DM LB2). Flocs are agglomerates of particles that form in a solution after the addition of a coagulant, and their structure and morphology can provide insights into the coagulation process.
2.2.4. Turbidity Test Assay Using Continuous Flow Grafted LENFLOC™
The jar test apparatus (VELP Scientifica srl-JLT6 flocculator) was used to test the flocculating performance of LENFLOC™. Kaolin suspension of approximately 800 NTU was used as synthetic turbid water for the coagulation–flocculation experiments. The pH of the turbid water was adjusted to the desired values of pH of 4, 7, and 10 using 1 M of HCl and 1 M of NaOH solutions before the addition of the coagulant. The coagulant was added in the desired dosage of (4–28) mg/L and the coagulation–flocculation procedure started with rapid mixing for 1 min at 150 rpm, followed by slow mixing for 20 min at 30 rpm. After mixing, the mixtures in the beakers were left undisturbed for 30 min as the settling time. A 10-mL syringe was used to withdraw the supernatant from the settled water for turbidity measurement. The turbidity was measured using HACH 2100 Q turbidity meter in nephelometric turbidity unit (NTU), and the turbidity-removal efficiency was evaluated using Equation (2) [27].
where T1 is the initial turbidity, and T2 is the final turbidity.
3. Results
3.1. Experimental Design for Optimisation of the Continuous-Flow Grafting Process
The analysis of variance (ANOVA) and diagnostic graphs from Design Expert 13.0 software were used to check the adequacy of the designed model. Table 2 shows the ANOVA table. Figure 2a,b show the diagnostic graphs for predicted values vs. actual values and normal probability plots, respectively.
The model F-value of 232.19 implies the model is significant with only a 0.01% chance that an F-value this large could occur due to noise. p-values of less than 0.0500 indicate that model terms are significant. In this case, X1, X2, X3, X2X3, X12, X22, X32 are significant model terms. The lack-of-fit p-value of 0.8373 implies the lack of fit is not significant relative to the pure error. The predicted R2 of 0.9864 is in reasonable agreement with the adjusted R2 of 0.9924; i.e., the difference is less than 0.2. Adequacy precision measures the signal-to-noise ratio. A value of 45.784 indicates an adequate signal. This indicates that the model can be used to navigate the design space [26].
From the diagnostic plots in Figure 2a, the distribution of predicted and actual values along the straight line indicates that both data are in good agreement. Similarly, the normal percentage probability and the externally Studentised residuals plots in Figure 2b indicate approximately following a straight line. This further proves the adequacy of the model. In summary, both the results from the ANOVA and the diagnostic plots have proven the accuracy and adequacy of the model. For interaction between operating parameters, the following were observed: (1) the effect of DMC dosage (g) and dilution. Both DMC dosage and dilution factors have a significant effect on the percentage grafting, as both their p-values were <0.05 (see Table 2). However, their interaction was not significant, with a p-value of 1.0000, hence the hyperbolic nature of the graph. (2) Effect of microwave power (W) and DMC dosage (g). Similar to (1), though both terms are significant in the model; however, their interaction was not significant. (3) Effect of microwave power (W) and dilution. Both factors and their interaction were found to be significant to the model. With a p-value of 0.0381 (for their interaction), an increase in both factors increases the percentage grafting with a maximum percentage of around 330 at a microwave power of 600 W and dilution ratio of 1.
Optimisation of the grafting process was necessary to ensure the feasibility of the practical and economic aspects of the continuous-flow grafting (CFG) process. The numerical optimisation option of Design Expert 13.0 software was used. The response (efficiency of grafting) % grafting was set to maximum. The empirical model in coded factor terms for percentage grafting is presented in Equation (3).
where X1 = DMC dosage; X2 = microwave power; X3 = dilution, and the coefficient of two parameters represents the interaction between them. The synergistic and antagonistic effects were indicated by the positive and negative signs, respectively.
The validation of the designed model and experimental confirmation of optimum conditions of factors was performed. To verify the designed model, three confirmation experiments were conducted using random values of process variables. The predicted values were found to be in good agreement with the experimental values. From the statistical analysis, the coefficient of variation (CV) of the samples was found to be within the acceptable ranges. Aronhime et al. [28] have defined parameter reproducibility using the CV as excellent with CV values ≤ 10%, good with CV values between 10–20%, acceptable for CV values between 20–30%, and poor with CV values > 30%. Cilluffo et al. [29] outlined that the levels of acceptability for the CV depend on the field of application; however, a CV value of <15% is widely used. This was further confirmed by Campbell et al., Carney et al., and Thulesius et al. [30,31,32]. Hence, the designed model was accurate and reliable, and the model proved to be strong enough for further applications. Table 3 outlines the confirmation experiment results.
3.2. Characterisation of Physicochemical Properties of Continuous Flow Grafted LENFLOC™
3.2.1. Fourier Transform Infrared Spectroscopy (FTIR) Analysis Was Performed to Identify Functional Groups Present in LENFLOC™, and LWE Was Used to Identify Any Change after the Grafting Process
Figure 3 shows spectra band plots for LENFLOC™ and LWE.
From the analysis of the FTIR spectrum bands of continuous-flow-grafted LWE (LENFLOC™), the results are in good agreement with Chua et al. [18], where the batch microwave-assisted grafting copolymerisation method was used. The strongest peak was observed at 3430–3360 cm−1, which was recognised as O-H stretching of a polymeric compound. The absorbance band around 2924 cm−1 (was C-H groups from protein content found in the LWE), 1630 cm−1 (was associated with the carboxylic COO-double bond of deprotonated carboxylate functional groups), and 1250–1000 cm−1 (a peak stretching of C-O aromatic compounds of galactose, galacturonic acid, and rhamnose) [33]. The three new signals were also observed in the continuous-flow-grafted LENFLOC™ at a band of around 1720 cm−1, 1480 cm−1, and 954 cm−1, attributed to carbonyl, methyl groups of ammonium and quaternary ammonium, respectively. All the new signals are associated with DMC, which demonstrates the successful grafting of the DMC onto the LWE backbone [18]. This has shown that the continuous-flow grafting process is efficient, and with adequate optimisation, the process can be enhanced to yield improved grafted products, thus increasing the performance of natural coagulants.
3.2.2. Scanning Electron Microscopy (SEM) Was Conducted to Observe Surface Morphology and Changes in Surface Morphology after the Grafting Process
Energy-Dispersive X-ray (EDX) was performed to evaluate the elemental composition of both LENFLOC™ and LWE.
To further confirm the grafting process, an SEM analysis of LWE and LENFLOC™ was conducted. Evidence of the grafting process can be observed in Figure 4a,b. This agrees with the findings of Chua et al. [18], where in Figure 4a, the image of the LWE shows porosity with scattered particles attached to the surface. On the other hand, the Figure 4b image of continuous-flow-grafted LENFLOC™ shows a more compact surface with no scattered particles. It can be confirmed that the change in surface morphology is evidence of the grafting of DMC onto the LWE.
Furthermore, the results obtained from the EDX analysis are in line with [18,33,34]. For the LWE, carbon, oxygen, and nitrogen were found to be the major elements present in 45.94%, 33.05%, and 16.62%, respectively. Traces amount of calcium (0.04%), chlorine (0.31%), phosphorus (1.02%), and potassium (3.01%) were also detected. For LENFLOC™, the increase in carbon and chlorine content to 51.48% and 7.88% and the decrease of oxygen and nitrogen contents to 25.79% and 14.18%, respectively, indicate the grafting process has taken place. The increase in carbon content is favourable, as researchers have claimed that the presence of a high carbon content increases the binding abilities of a material, which enhances floc formation in the process of coagulation and the flocculation of water and wastewater treatment [35,36].
3.3. Comparison Study of Continuous-Flow-Grafted LENFLOC™, Lentil Waste Extract (LWE) and Polymer as Coagulants
The jar test experiment was conducted to compare the coagulation and flocculation potentials of LENFLOC™, LWE, and commercial polymer. Figure 5a–c shows the percentage of reduction in turbidity at pH 4, 7, and 10, respectively.
Synthetic kaolin suspension is generally considered representative of inorganic natural water and industrial wastewater [37]. The CFG LENFLOC™ was used as a coagulant to test its coagulation and flocculation performance. LWE alongside the commercial polymer was also tested for a comparative study. All three coagulants (LENFLOC™, LWE, and the polymer) were tested under different pHs of 4, 7, and 10 of kaolin suspension. It can be observed from Figure 5 that LENFLOC™ performed very well across all pHs. Although the polymer performance was good, it was used to demonstrate that LENFLOC™ can perform as well as the polymer and can thus be used in water treatment in place of the polymer since the polymer has been associated with environmental toxicity and some of its derivatives (e.g., acrylamide monomer) are carcinogenic [38,39]. At a pH of 4, the best turbidity reduction of approximately 99% using LENFLOC™ was achieved with a dosage of 5 mg/L. On the contrary, 24 mg/L of LWE was required to achieve approximately 98% turbidity reduction. The performance of LENFLOC™ compared to lentil waste extract (LWE) is in line with LENFLOC™ performance produced using the batch-grafting process [18].
Evaluation of Flocs Produced by LWE and LENFLOC™ as Coagulants
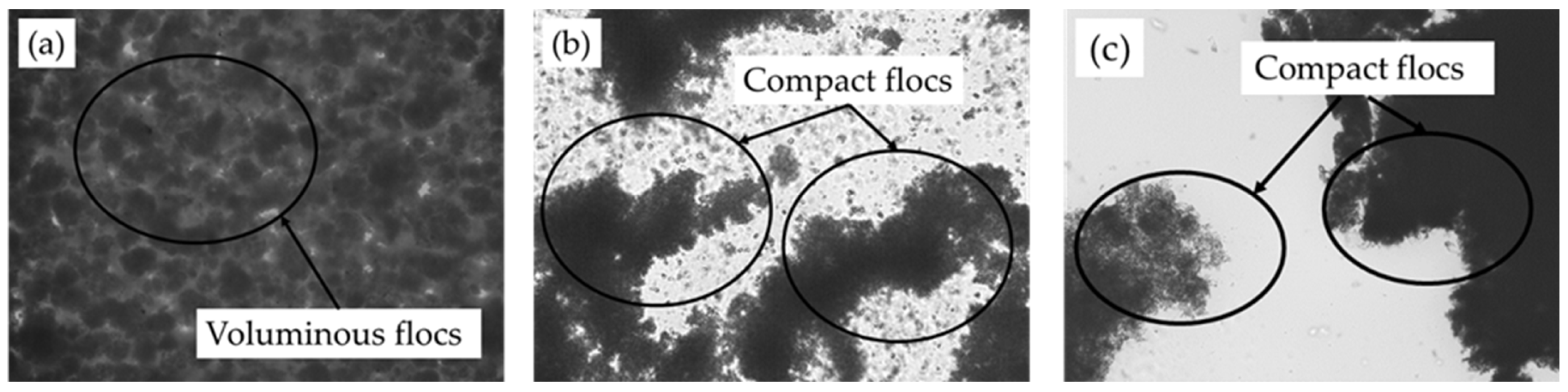
The flocs produced by LWE, LENFLOC™, and polymer were evaluated using images from a professional microscope (LEICA) as shown in Figure 6a–c.
It can be observed from Figure 6a that a voluminous sludge volume was produced when LWE was used with less compact small flocs at pH of 7. In contrast, in Figure 6b,c, when LENFLOC™ and the polymer were used as coagulants at a pH of 7, more compact flocs were formed, resulting in less sludge production. The formation of well-compacted flocs is an important aspect of the coagulation and flocculation processes. Compacted floc settles faster compared to voluminous flocs. Moreover, the more compact the floc formed; the less voluminous sludge produced. This further reduces water waste as sludge, thus contributing toward closing the loops of water waste in water and wastewater treatment. Furthermore, the result obtained reveals and confirms the change in the physicochemical properties of LWE. The enhanced floc formation is attributed to the successful grafting of DMC onto LWE. This supports the efficiency of the continuous-flow grafting process in the production of LENFLOC™.
4. Discussion
A new method of microwave-assisted grafting was employed using a continuous-flow reactor in the production of LENFLOC™. The process is safer, faster, and less resources are used compared to the batch process. No waste was generated compared to the batch process, wherein ethanol or acetone are used to precipitate the grafted product which generates waste. LENFLOC™ is a trademark novel natural coagulant that is produced from lentil waste extract (LWE). Research has been published on its production and performance as a natural coagulant. According to Chua et al. [17], both LWE and LENFLOC have been shown to have a lower material cost of USD 0.0265 per m3 and USD 0.0277 per m3, respectively, compared to alum with USD 0.0384 per m3 in the treatment of agricultural wastewater. The reduction of the sludge management costs of around USD 15.2 per ton of the sludge produced was also reported. The LENFLOC™ coagulant has been shown to reduce material costs and sludge management costs in agricultural wastewater treatment by up to 27.9% and 40.4%, respectively. Chua et al. [18] is the specific research that has published the production of LENFLOC™ using a batch process of microwave-assisted grafting copolymerisation. In this research, continuous-flow grafting using a microwave-assisted reactor was used to compare the grafting efficiency with that of the batch process.
The following were outlined from the comparative study: The continuous flow grafting of LENFLOC™ was successful with the best grafting efficiency being approximately 300%. The process was faster and safer compared to the batch process. A larger quantity of LENFLOC™ can be produced compared to the batch process which can only process less than 100 mL of mixture, to avoid spillage. Notwithstanding, characteristic studies including FTIR, SEM, and EDX of the continuous-flow-grafted LENFLOC™ were all in good agreement with that of the batch process reported by Chua et al. [18].
Moreover, the coagulation and flocculation performance of the continuous-flow-grafted LENFLOC™ further agrees with that of the batch process in [18], where excellent turbidity reduction was achieved with a much lower dose of LENFLOC™ compared to an LWE coagulant. Figure 6 further demonstrates the compactness of floc produced with LENFLOC™ as a coagulant, in contrast to LWE which produced voluminous floc. In summary, this has proven the continuous flow grafting process to be efficient in the production of LENFLOC™, thus supporting the possibility for up-scaling production and commercialisation.
In view of the advantages of a continuous-flow process (including safety, speed, efficiency, quality, etc.), it has become a game changer in the industrial sector where it enables the switch from batch to continuous processing, regardless of the project stage being implemented [20]. Furthermore, concerning the present challenges of the application of natural coagulants at the industrial scale, continuous flow grafting using a microwave-assisted reactor could solve this problem, due to the ability to enhance and ease upscaling production processes [21,22].
This could be a great achievement where natural coagulants can substitute chemical coagulants completely. Non-toxic, biodegradable, and biocompatible sludge will be produced in a lesser volume, thus eliminating the need for special sludge treatment and the potential of direct recycling of sludge for soil amendment. This will further reduce the cost of chemical production, carbon footprint, and human exposure to toxic substances. Furthermore, clean water free from traces of chemicals will be produced. This contributes towards solving the long-term problem of neurodegenerative diseases like Alzheimer’s (associated with alum) and the suspicion of carcinogens for polymer (Acrylamide monomer) used as a coagulant [15,38,39].
In general, the aforementioned benefits of natural coagulants agree with the concept of the circular economy of water, where “take-use-reuse” are literarily observed, and sustainable development is the niche [6,7,8,9,40]. Therefore, the role of plant-based coagulants as part of natural solutions toward achieving the circularity of water cannot be overemphasised [15,40]. Although natural coagulants have been associated with some disadvantages, the ability to modify their physicochemical properties (enhancing their coagulation and flocculation efficiency, and biological stability), and the potential of upscaling their production from batch to continuous flow process make them revolutionary in the water sector.
5. Conclusions
This study set out to evaluate how effective a continuous-flow grafting process of LENFLOC™ could be using a microwave-assisted reactor compared to a batch process. The contribution of the study towards the circularity of water was examined. The results of the study show that DMC was successfully grafted onto the backbone of lentil waste extract (LWE) to produce LENFLOC™.
The grafting process was optimised using response surface methodology: Box–Behnken design, to obtain the optimum condition for the operating factors. The optimum conditions to achieve 300% grafting were 2.75 g, 600 W, and 1, for DMC dosage, microwave power, and dilution ratio, respectively.
The physicochemical property analyses of FTIR, SEM, EDX, and microscope imaging have confirmed the grafting of DMC onto the LWE.
From the jar test results, LENFLOC™ performed excellently across all the pHs (pH 4, 7, and 10). The turbidity reduction of LENFLOC™ was twice as high compared to the LWE, and as good as the polymer under pH 10. Moreover, LENFLOC™ required approximately a one-fifth dosage compared to LWE to achieve an approximate turbidity reduction of 99%. LENFLOC™ was found to produce compact floc lesser in volume compared to the voluminous floc produced by LWE.
Succinctly, the advantage of LENFLOC™ production using the continuous-flow grafting process, and the ability of the product in high turbidity removal at different pHs further elevates its potential in water and industrial wastewater treatment. The LENFLOC™ produced using a batch process in Chau et al. [17] showed good performance in treating agricultural wastewater; however, LENFLOC™ from continuous-flow grafting is yet to be tested for the treatment of any industrial wastewater. Furthermore, the continuous flow production is still at the laboratory stage. Notwithstanding, the efficiency of the continuous-flow-grafted LENFLOC™ production process, the role of LENFLOC™ as a natural material, and the potential of the direct reuse of sludge produced from water treatment could contribute to the circularity of water.
6. Patents
LENFLOC™: High-performance, bio-based coagulant (PI2020004973).
LENFLOC™ No: TM2020012843.
Author Contributions
Conceptualization, I.M.T.U. and Y.-C.H.; methodology, I.M.T.U.; software, I.M.T.U.; validation, I.M.T.U., Y.-C.H. and P.-L.S.; formal analysis, I.M.T.U.; investigation, I.M.T.U.; resources, Y.-C.H.; data curation, I.M.T.U.; writing—original draft preparation, I.M.T.U.; writing—review and editing, I.M.T.U. and Y.-C.H.; visualization, I.M.T.U.; supervision, Y.-C.H., W.S. and M.-K.L.; project administration, W.S.; funding acquisition, Y.-C.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by YUTP-FRG (015LC0-503).
Data Availability Statement
Not applicable.
Acknowledgments
The authors would also like to express their deepest gratitude to Norhayama Bt Ramli for technical assistance and Universiti Teknologi PETRONAS for providing laboratory facilities. Furthermore, Ibrahim Muntaqa Tijjani Usman would like to give heartfelt thanks to the Centre for Graduate Studies (CGS) and the Institute of Self-Sustainable Building (ISB) for approving Graduate Research Assistantship (GRA). Special thanks to M Jailani, B Kassim, Suria Adam B Daneil Tomo, and Faizah Bt M Isa of the Centralised Analytical Laboratory (CAL) for their technical assistance.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chauhan, C.; Parida, V.; Dhir, A. Linking circular economy and digitalisation technologies: A systematic literature review of past achievements and future promises. Technol. Forecast. Soc. Chang. 2022, 177, 121508. [Google Scholar] [CrossRef]
- Mazur-Wierzbicka, E. Towards Circular Economy—A Comparative Analysis of the Countries of the European Union. Resources 2021, 10, 49. [Google Scholar] [CrossRef]
- Mazur-Wierzbicka, E. Circular economy: Advancement of European Union countries. Environ. Sci. Eur. 2021, 33, 111. [Google Scholar] [CrossRef]
- Talens Peiro, L.; Polverini, D.; Ardente, F.; Mathieux, F. Advances towards circular economy policies in the EU: The new Ecodesign regulation of enterprise servers. Resour. Conserv. Recycl. 2020, 154, 104426. [Google Scholar] [CrossRef]
- Foundation, E.M. What Is Circular Economy? Ellen MacArthur Foundation. 2021. Available online: https://ellenmacarthurfoundation.org/topics/circular-economy-introduction/overview (accessed on 20 March 2023).
- Morseletto, P.; Mooren, C.E.; Munaretto, S. Circular Economy of Water: Definition, Strategies and Challenges. Circ. Econ. Sustain. 2022, 2, 1463–1477. [Google Scholar] [CrossRef]
- Ghimire, U.; Sarpong, G.; Gude, V.G. Transitioning Wastewater Treatment Plants toward Circular Economy and Energy Sustainability. ACS Omega 2021, 6, 11794–11803. [Google Scholar] [CrossRef]
- Mannina, G.; Badalucco, L.; Barbara, L.; Cosenza, A.; Di Trapani, D.; Gallo, G.; Laudicina, V.; Marino, G.; Muscarella, S.; Presti, D.; et al. Enhancing a Transition to a Circular Economy in the Water Sector: The EU Project WIDER UPTAKE. Water 2021, 13, 946. [Google Scholar] [CrossRef]
- Qtaishat, Y.; Hofman, J.; Adeyeye, K. Circular Water Economy in the EU: Findings from Demonstrator Projects. Clean Technol. 2022, 4, 865–892. [Google Scholar] [CrossRef]
- Bourguignon, D. Nature-Based Solutions Concept, Opportunities, and Challenges; EPRS|European Parliamentary Research Service, European Parliament: Brussels, Belgium, 2017. Available online: http://www.europarl.europa.eu/thinktank/ (accessed on 23 January 2023).
- Carvalho, P.N.; Finger, D.C.; Masi, F.; Cipolletta, G.; Oral, H.V.; Tóth, A.; Regelsberger, M.; Exposito, A. Nature-based solutions addressing the water-energy-food nexus: Review of theoretical concepts and urban case studies. J. Clean. Prod. 2022, 338, 130652. [Google Scholar] [CrossRef]
- Castellar, J.A.C.; Torrens, A.; Buttiglieri, G.; Monclús, H.; Arias, C.A.; Carvalho, P.N.; Galvao, A.; Comas, J. Nature-based solutions coupled with advanced technologies: An opportunity for decentralized water reuse in cities. J. Clean. Prod. 2022, 340, 130660. [Google Scholar] [CrossRef]
- Faivre, N.; Fritz, M.; Freitas, T.; de Boissezon, B.; Vandewoestijne, S. Nature-Based Solutions in the EU: Innovating with nature to address social, economic and environmental challenges. Environ. Res. 2017, 159, 509–518. [Google Scholar] [CrossRef] [PubMed]
- Ferreira, C.S.S.; Potočki, K.; Kapović-Solomun, M.; Kalantari, Z. Nature-Based Solutions for Flood Mitigation and Resilience in Urban Areas. In Nature-Based Solutions for Flood Mitigation: Environmental and Socio-Economic Aspects; Ferreira, C.S.S., Kalantari, Z., Hartmann, T., Pereira, P., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2022; pp. 59–78. [Google Scholar] [CrossRef]
- Tijjani Usman, I.M.; Lee, F.-W.; Ho, Y.-C.; Khaw, H.-P.; Chong, Q.-W.; Kee, Y.-M.; Lim, J.-W.; Show, P.-L. Evaluation of Annona diversifolia Seed Extract as A Natural Coagulant for Water Treatment. Sustainability 2023, 15, 6324. [Google Scholar] [CrossRef]
- Bratby, J. Coagulation and flocculation in water and wastewater treatment. In Coagulation and Flocculation in Water and Wastewater Treatment; IWA Publishing: London, UK, 2016. [Google Scholar] [CrossRef]
- Chua, S.-C.; Show, P.L.; Chong, F.K.; Ho, Y.-C. Lentil waste as a novel natural coagulant for agricultural wastewater treatment. Water Sci. Technol. 2020, 82, 1833–1847. [Google Scholar] [CrossRef] [PubMed]
- Chua, S.C.; Chong, F.K.; Ul Mustafa, M.R.; Mohamed Kutty, S.R.; Sujarwo, W.; Abdul Malek, M.; Show, P.L.; Ho, Y.C. Microwave radiation-induced grafting of 2-methacryloyloxyethyl trimethyl ammonium chloride onto LWE (LE-g-DMC) as an emerging high-performance plant-based grafted coagulant. Sci. Rep. 2020, 10, 3959. [Google Scholar] [CrossRef] [Green Version]
- Shahbazi, F.; Valizade, S.; Dowlatshah, A. Mechanical damage to green and red lentil seeds. Food Sci. Nutr. 2017, 5, 943–947. [Google Scholar] [CrossRef]
- Zhang, X.-W.; Lan, M.-Y.; Wang, F.; Wang, C.-C.; Wang, P.; Ge, C.; Liu, W. Immobilized N-C/Co derived from ZIF-67 as PS-AOP catalyst for effective tetracycline matrix elimination: From batch to continuous process. J. Chem. Eng. 2022, 450, 138082. [Google Scholar] [CrossRef]
- Wiles, C.; Watts, P. Continuous process technology: A tool for sustainable production. Green Chem. 2014, 16, 55–62. [Google Scholar] [CrossRef]
- Glasnov, T.N.; Kappe, C.O. Microwave-Assisted Synthesis under Continuous-Flow Conditions. Macromol. Rapid Commun. 2007, 28, 395–410. [Google Scholar] [CrossRef]
- Baumann, M.; Moody, T.S.; Smyth, M.; Wharry, S. A Perspective on Continuous Flow Chemistry in the Pharmaceutical Industry. Org. Process Res. Dev. 2020, 24, 1802–1813. [Google Scholar] [CrossRef]
- Bennett, J.A.; Campbell, Z.S.; Abolhasani, M. Role of continuous flow processes in green manufacturing of pharmaceuticals and specialty chemicals. Curr. Opin. Chem. Eng. 2019, 26, 9–19. [Google Scholar] [CrossRef]
- Dallinger, D.; Kappe, C.O. Why flow means green—Evaluating the merits of continuous processing in the context of sustainability. Curr. Opin. Green Sustain. Chem. 2017, 7, 6–12. [Google Scholar] [CrossRef]
- Montgomery, D.C. Response Surface Methods and Designs. In Design and Analysis of Experiments; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2017; pp. 489–558. [Google Scholar]
- APHA; AWWA; WEF. Standard Methods for the Examination of Water and Wastewater; American Public Health Association: Washington, DC, USA, 1999. [Google Scholar]
- Aronhime, S.; Calcagno, C.; Jajamovich, G.H.; Dyvorne, H.A.; Robson, P.; Dieterich, D.; Fiel, M.I.; Martel-Laferriere, V.; Chatterji, M.; Rusinek, H.; et al. DCE-MRI of the liver: Effect of linear and nonlinear conversions on hepatic perfusion quantification and reproducibility. J. Magn. Reson. Imaging 2014, 40, 90–98. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cilluffo, G.; Zicari, A.M.; Ferrante, G.; Malizia, V.; Fasola, S.; Duse, M.; De Castro, G.; De Vittori, V.; Schiavi, L.; Brindisi, G.; et al. Assessing repeatability and reproducibility of Anterior Active Rhinomanometry (AAR) in children. BMC Med. Res. Methodol. 2020, 20, 86. [Google Scholar] [CrossRef] [Green Version]
- Campbell, M.J.; Walters, S.J.; Machin, D. Medical Statistics: A Textbook for the Health Sciences, 4th ed.; Wiley: Hoboken, NJ, USA, 2007; Available online: http://www.dawsonera.com/depp/reader/protected/external/AbstractView/S9780470976630 (accessed on 3 May 2023).
- Carney, A.S.; Bateman, N.D.; Jones, N.S. Reliable and reproducible anterior active rhinomanometry for the assessment of unilateral nasal resistance. Clin. Otolaryngol. Allied Sci. 2000, 25, 499–503. [Google Scholar] [CrossRef]
- Thulesius, H.L.; Cervin, A.; Jessen, M. Can we always trust rhinomanometry? Rhinology 2011, 49, 46–52. [Google Scholar] [CrossRef]
- Aziz, H.A.; Rahim, N.A.; Ramli, S.F.; Alazaiza, M.Y.D.; Omar, F.M.; Hung, Y.-T. Potential Use of Dimocarpus longan Seeds as a Flocculant in Landfill Leachate Treatment. Water 2018, 10, 1672. [Google Scholar] [CrossRef] [Green Version]
- Chua, S.-C.; Malek, M.A.; Chong, F.-K.; Sujarwo, W.; Ho, Y.-C. Red Lentil (Lens culinaris) Extract as a Novel Natural Coagulant for Turbidity Reduction: An Evaluation, Characterization, and Performance Optimization Study. Water 2019, 11, 1686. [Google Scholar] [CrossRef] [Green Version]
- Bello, O.S.; Adegoke, K.A.; Akinyunni, O.O. Preparation and characterization of a novel adsorbent from Moringa oleifera leaf. Appl. Water Sci. 2017, 7, 1295–1305. [Google Scholar] [CrossRef] [Green Version]
- Choong Lek, B.L.; Peter, A.P.; Qi Chong, K.H.; Ragu, P.; Sethu, V.; Selvarajoo, A.; Arumugasamy, S.K. Treatment of palm oil mill effluent (POME) using chickpea (Cicer arietinum) as a natural coagulant and flocculant: Evaluation, process optimization and characterization of chickpea powder. J. Environ. Chem. Eng. 2018, 6, 6243–6255. [Google Scholar] [CrossRef]
- Xu, Y.; Gan, K.; Liang, S.; Liu, H.; Wang, Q. Investigation and Optimization of Chitosan Performance in Flocculating Kaolin Suspensions Using a Real-Time Suspending Solid Concentration Measuring Method. Water 2021, 13, 513. [Google Scholar] [CrossRef]
- Xiong, B.; Loss, R.D.; Shields, D.; Pawlik, T.; Hochreiter, R.; Zydney, A.L.; Kumar, M. Polyacrylamide degradation and its implications in environmental systems. NPJ Clean Water 2018, 1, 17. [Google Scholar] [CrossRef]
- Al Momani, F.A.; Örmeci, B. Measurement of polyacrylamide polymers in water and wastewater using an in-line UV–vis spectrophotometer. J. Environ. Chem. Eng. 2014, 2, 765–772. [Google Scholar] [CrossRef]
- Tran, T.V.; Nguyen, D.T.C.; Nguyen, T.T.T.; Nguyen, D.H.; Alhassan, M.; Jalil, A.A.; Nabgan, W.; Lee, T. A critical review on pineapple (Ananas comosus) wastes for water treatment, challenges, and future prospects towards circular economy. Sci. Total Environ. 2023, 856 Pt 1, 158817. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Illustration of the continuous-flow, microwave-assisted grafting process with the feed bottle passing the mixture to the reactor and the product bottle receiving the product. While the microwave irradiates the sample, the function of the sonicator is to utilise the sound waves to further enhance the grafting process.
Figure 1.
Illustration of the continuous-flow, microwave-assisted grafting process with the feed bottle passing the mixture to the reactor and the product bottle receiving the product. While the microwave irradiates the sample, the function of the sonicator is to utilise the sound waves to further enhance the grafting process.

Figure 2.
Diagnostic linear plots with colour points by value of % grafting, from blue to red indicating lowest to highest % grafting achieved, respectively: (a) predicted values vs. actual values; (b) residuals normal plots for % grafting.
Figure 2.
Diagnostic linear plots with colour points by value of % grafting, from blue to red indicating lowest to highest % grafting achieved, respectively: (a) predicted values vs. actual values; (b) residuals normal plots for % grafting.
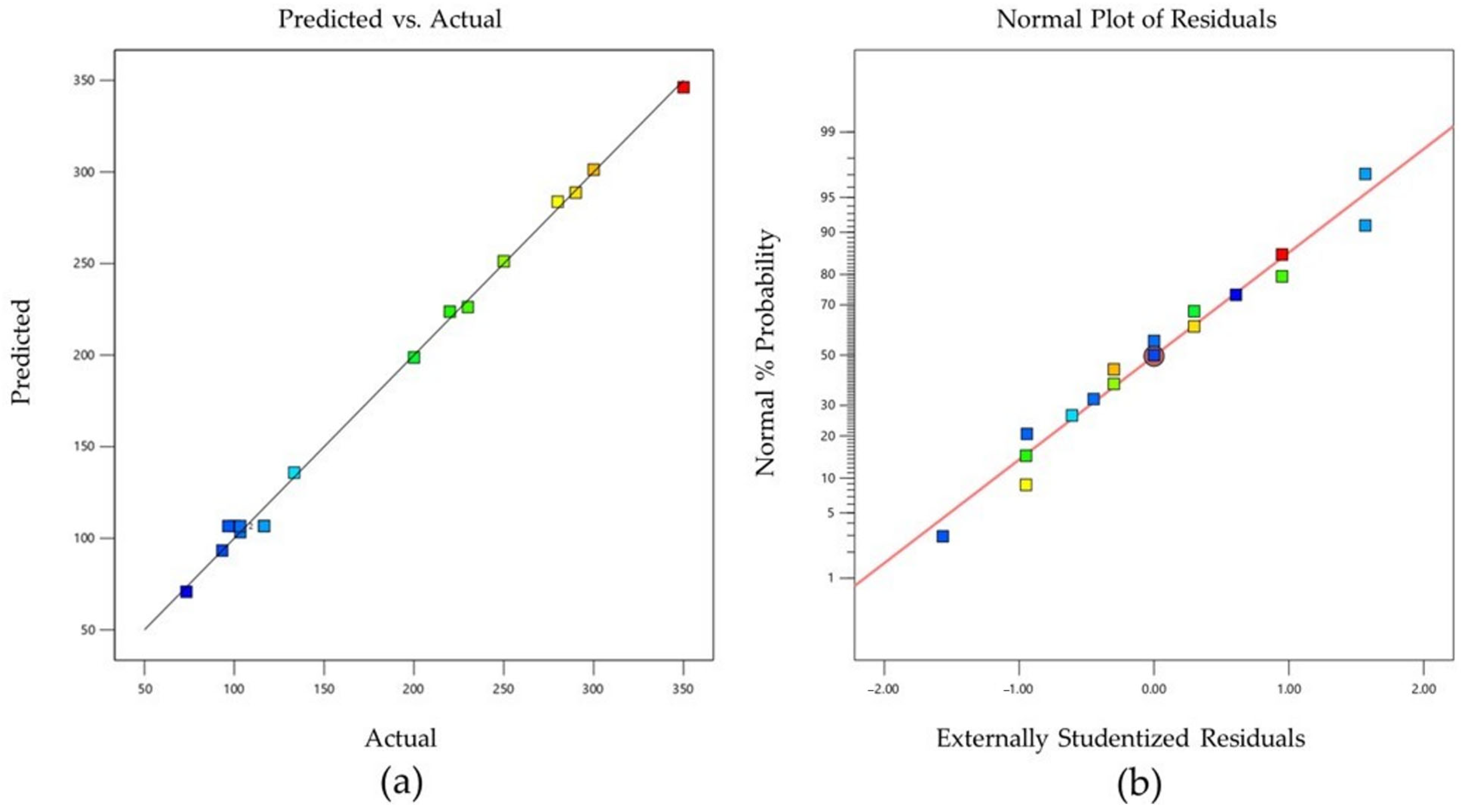
Figure 3.
FTIR spectrum bands of LWE and LENFLOC™.
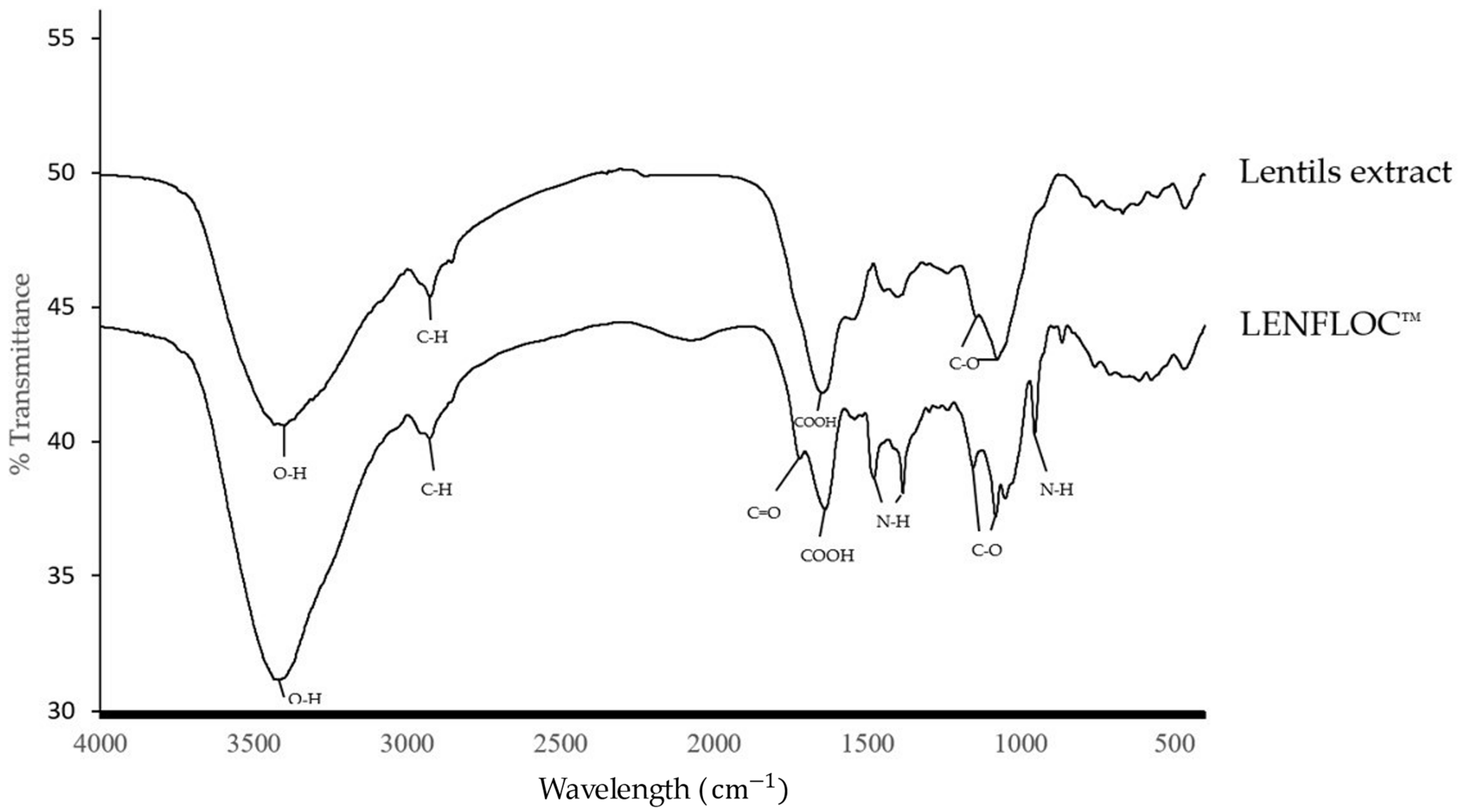
Figure 4.
Image from SEM showing the surface morphology of (a) LWE; (b) LENFLOC™.
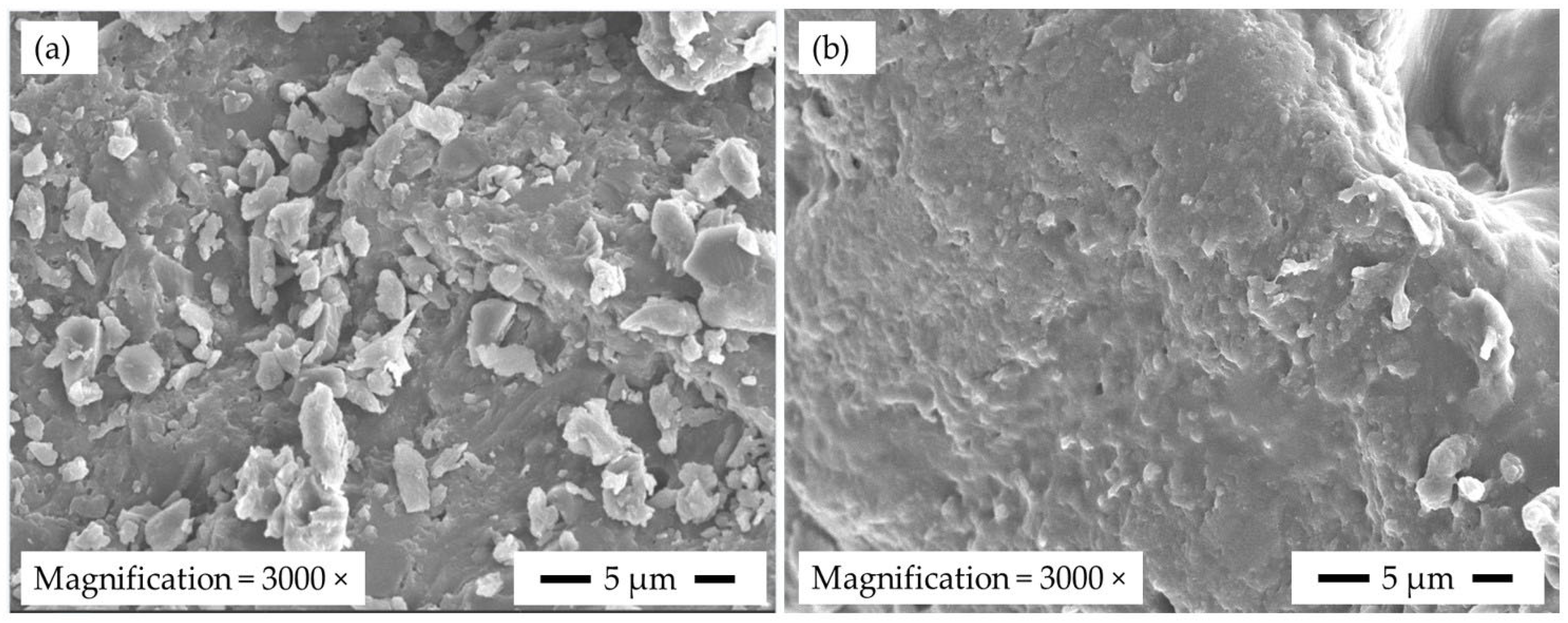
Figure 5.
Coagulation and flocculation performance comparison of continuous-flow-grafted LENFLOC™, lentil waste extract (LWE), and a commercial polymer: (a) pH of 4; (b) pH of 7; (c) pH of 10.
Figure 5.
Coagulation and flocculation performance comparison of continuous-flow-grafted LENFLOC™, lentil waste extract (LWE), and a commercial polymer: (a) pH of 4; (b) pH of 7; (c) pH of 10.
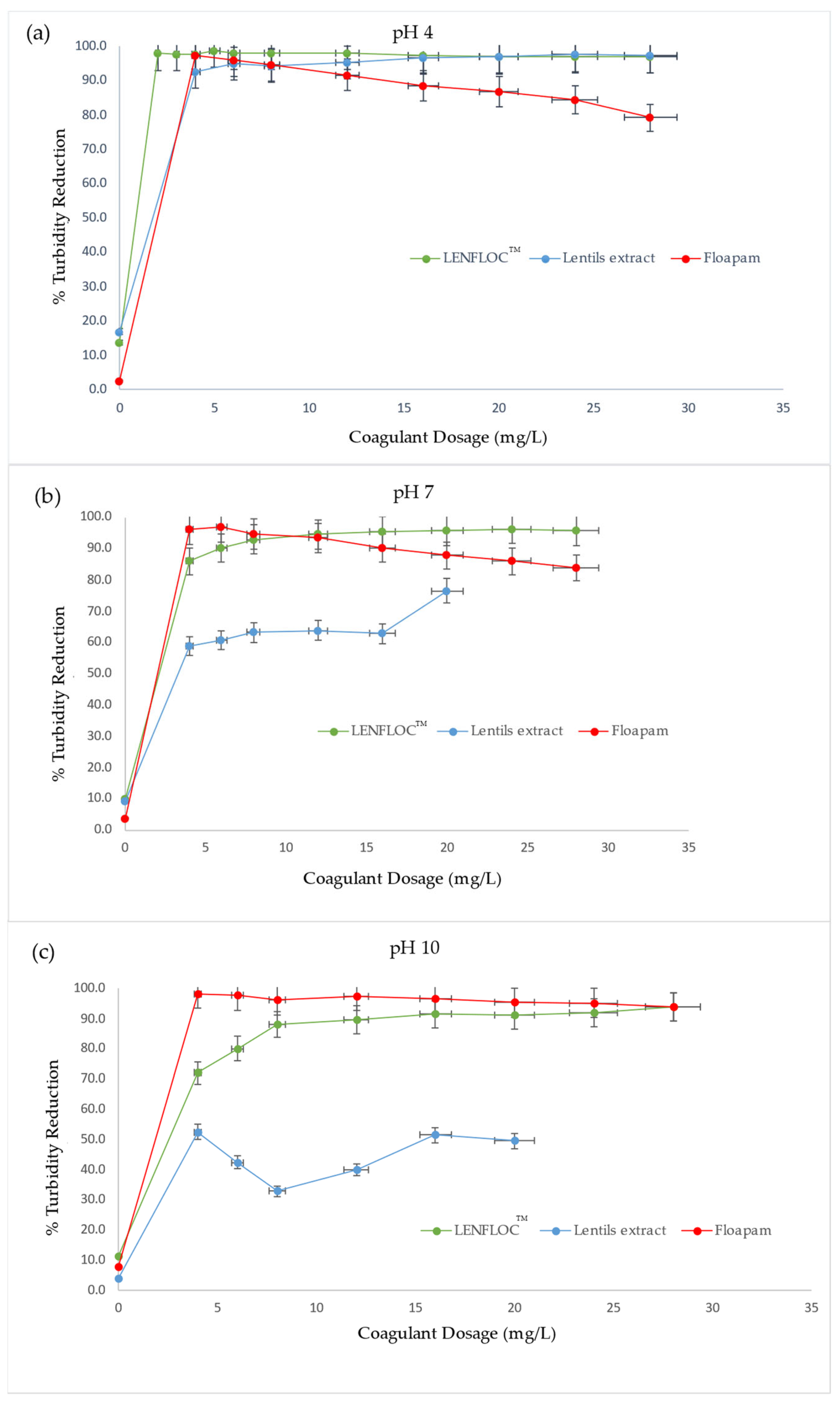
Figure 6.
Image of flocs produced when: (a) LWE was used as coagulant, with turbidity removal of 76.59%; (b) LENFLOC™ was used as coagulant, with turbidity removal of 96.36%; (c) polymer was used as coagulant, with turbidity removal of 97.09%; all at pH of 7 under 40× magnification and 100 µm.
Figure 6.
Image of flocs produced when: (a) LWE was used as coagulant, with turbidity removal of 76.59%; (b) LENFLOC™ was used as coagulant, with turbidity removal of 96.36%; (c) polymer was used as coagulant, with turbidity removal of 97.09%; all at pH of 7 under 40× magnification and 100 µm.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Box–Behnken design experimental table for optimisation of CFG process.
| Significant Factors | Units | Coded Symbols | Range and Level | ||
|---|---|---|---|---|---|
| Low | Centre Point | High | |||
| DMC dosage | g | X1 | 0.5 | 2.75 | 5 |
| Microwave power | W | X2 | 400 | 500 | 600 |
| Dilution ratio | X3 | 0.5 | 0.75 | 1 | |
Table 2.
Analysis of variance (ANOVA) table of the optimisation. R-squared = 0.9967, adjusted R-squared = 0.9924, adequate precision = 45.78, predicted R-Squared = 0.9864, std. dev. = 7.84.
Table 2.
Analysis of variance (ANOVA) table of the optimisation. R-squared = 0.9967, adjusted R-squared = 0.9924, adequate precision = 45.78, predicted R-Squared = 0.9864, std. dev. = 7.84.
| Source | Sum of Squares | Mean Square | F-Value | p-Value | Significancy |
|---|---|---|---|---|---|
| Model | 1.286 × 105 | 14,284.31 | 232.19 | <0.0001 | Significant |
| DMC dosage (X1) | 1512.50 | 1512.50 | 24.59 | 0.0016 | |
| Microwave power (X2) | 2812.50 | 2812.50 | 45.72 | 0.0003 | |
| Dilution (X3) | 1250.00 | 1250.00 | 20.32 | 0.0028 | |
| X1X2 | 25.00 | 25.00 | 0.4064 | 0.5441 | |
| X1X3 | 0.0000 | 0.0000 | 0.0000 | 1.0000 | |
| X2X3 | 400.00 | 400.00 | 6.50 | 0.0381 | |
| X12 | 7755.96 | 7755.96 | 126.07 | <0.0001 | |
| X22 | 5789.48 | 5789.48 | 94.11 | <0.0001 | |
| X32 | 1.095 × 105 | 1.095 × 105 | 1779.59 | <0.0001 | |
| Lack of Fit | 75.00 | 25.00 | 0.2812 | 0.8373 | Non-significant |
Table 3.
Confirmation experiment results for the CFG process of LENFLOC™.
| DMC Dosage (gm) | Microwave Power (W) | Dilution | Predicted Value (%) | Experimental Value (%) | Coefficient of Variation |
|---|---|---|---|---|---|
| 0.500 | 500.000 | 0.500 | 223.750 | 210 | 4.55 |
| 2.750 | 400.000 | 0.500 | 288.750 | 320 | 3.17 |
| 2.750 | 600.000 | 1.000 | 301.250 | 330 | 5.13 |
Table 4.
Elemental composition of LWE and LENFLOC™ from EDX analysis.
| Weight (%) | ||
|---|---|---|
| Elements | Lentil Waste Extract (LWE) | LENFLOC™ |
| Ca | 0.04 | 0.02 |
| C | 45.94 | 51.48 |
| O | 33.05 | 25.79 |
| N | 16.62 | 14.18 |
| Cl | 0.31 | 7.88 |
| K | 3.01 | 0.18 |
| P | 1.02 | 0.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Usman, I.M.T.; Ho, Y.-C.; Lam, M.-K.; Show, P.-L.; Sujarwo, W. Continuous-Flow Grafting of LENFLOC™ Coagulant for Water Treatment toward Circular Economy. Water 2023, 15, 2484. https://doi.org/10.3390/w15132484
AMA Style
Usman IMT, Ho Y-C, Lam M-K, Show P-L, Sujarwo W. Continuous-Flow Grafting of LENFLOC™ Coagulant for Water Treatment toward Circular Economy. Water. 2023; 15(13):2484. https://doi.org/10.3390/w15132484
Chicago/Turabian StyleUsman, Ibrahim Muntaqa Tijjani, Yeek-Chia Ho, Man-Kee Lam, Pau-Loke Show, and Wawan Sujarwo. 2023. "Continuous-Flow Grafting of LENFLOC™ Coagulant for Water Treatment toward Circular Economy" Water 15, no. 13: 2484. https://doi.org/10.3390/w15132484
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.