

Chemical and Mechanical Characterization of Unprecedented Transparent Epoxy–Nanomica Composites—New Model Insights for Mechanical Properties

 , , , , , , , and
, , , , , , , and
Abstract
:1. Introduction
2. Materials and Methods
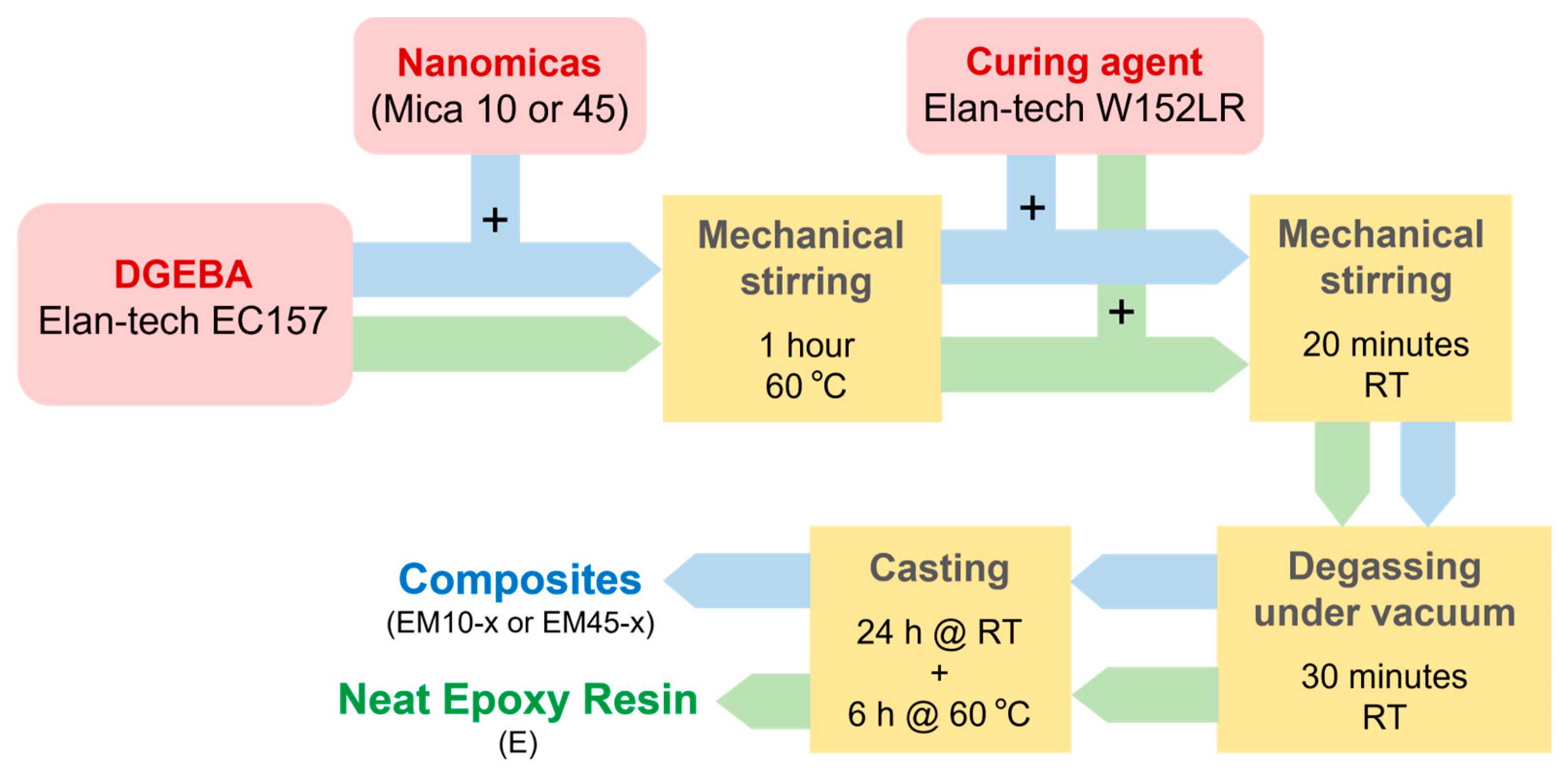
2.1. Preparation of Epoxy/Nanomicas Composites
2.2. Characterization of the Micas and of the Nanocomposites
3. Results and Discussion
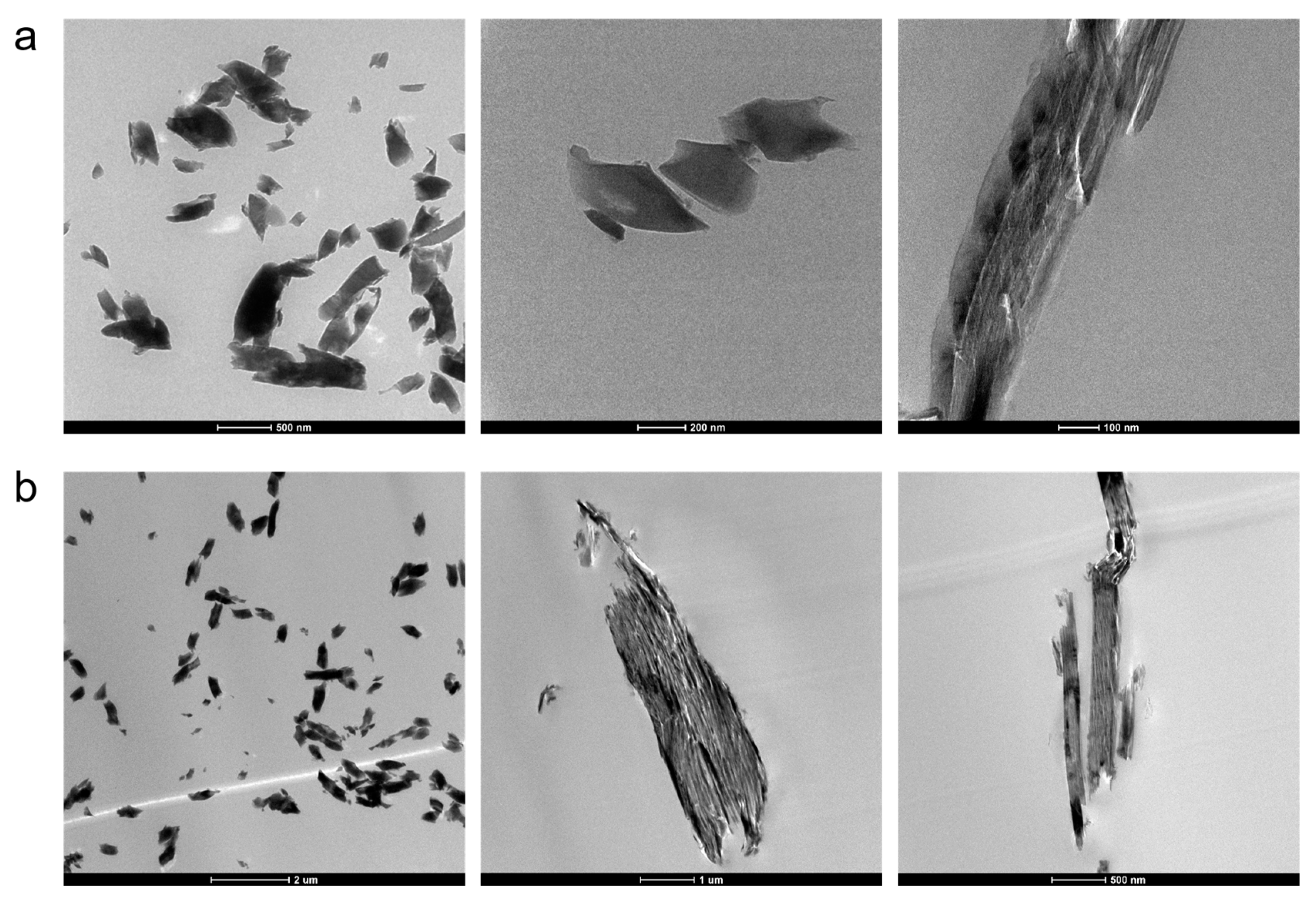
3.1. Characterization of the Nanomicas
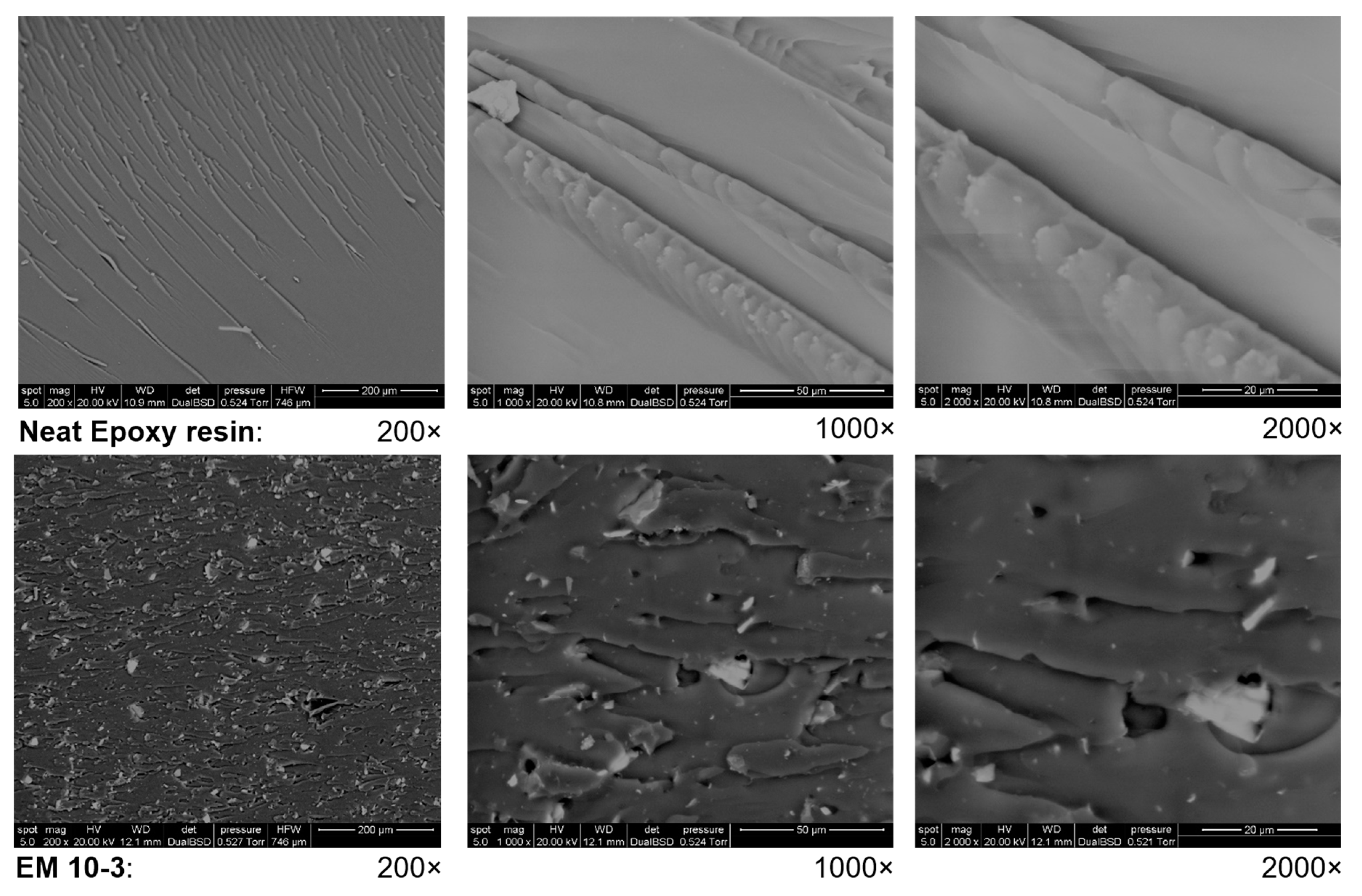
3.2. Chemical and Morphological Characterization of the Nanocomposites
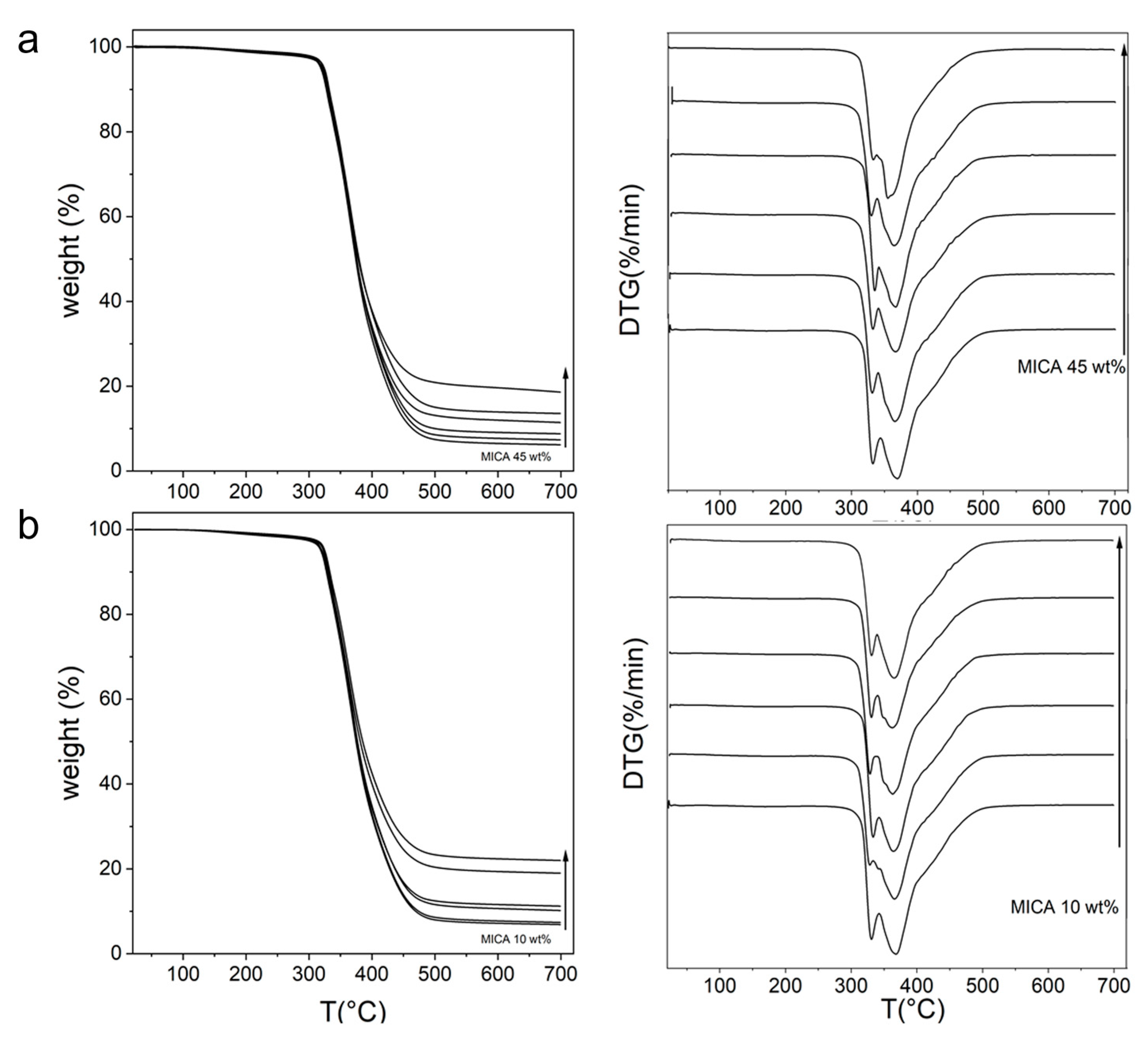
3.3. Thermal Behavior of the Nanocomposites
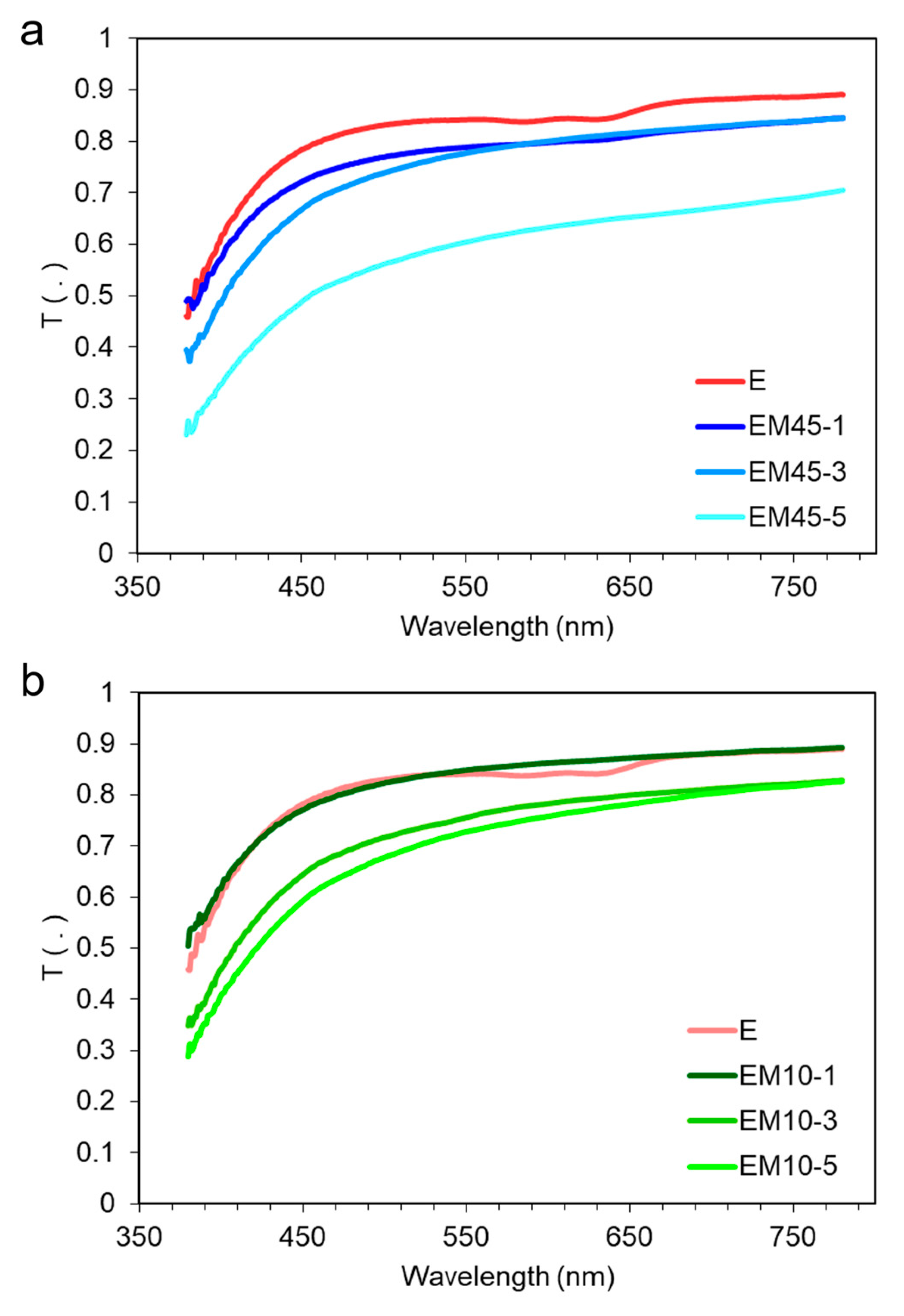
3.4. Optical Properties of the Nanocomposites
3.5. Resistive Properties of the Nanocomposites
3.6. Mechanical Properties of the Nanocomposites
4. Numerical Modeling of Nanocomposite Mechanical Properties: Multiscale Peridynamic Approach
4.1. Fundamentals of Peridynamics
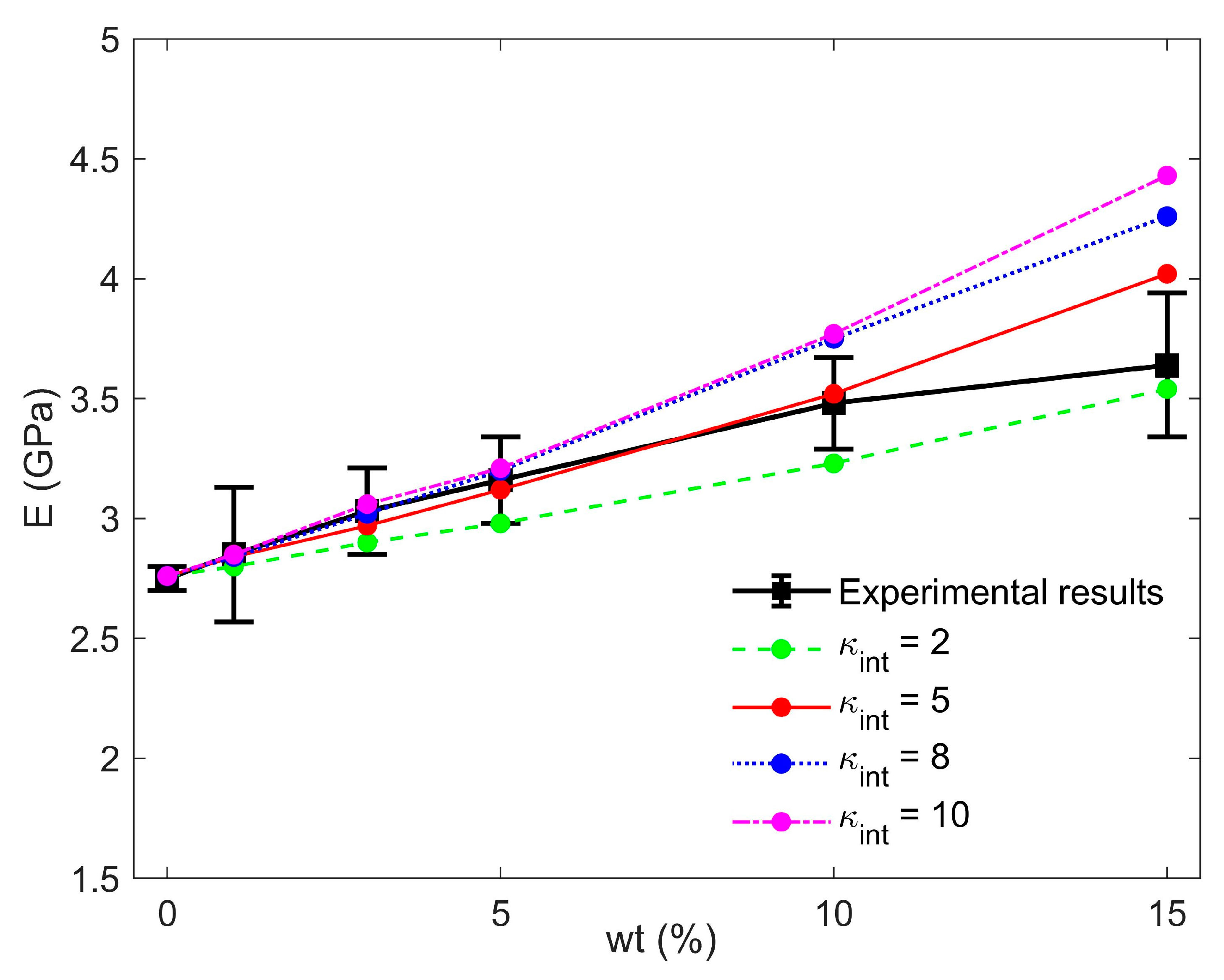
4.2. PD-BASED RVE Approach: Modeling of Effective Young’s Modulus
4.2.1. Modeling Strategy
4.2.2. Numerical Model Calibration
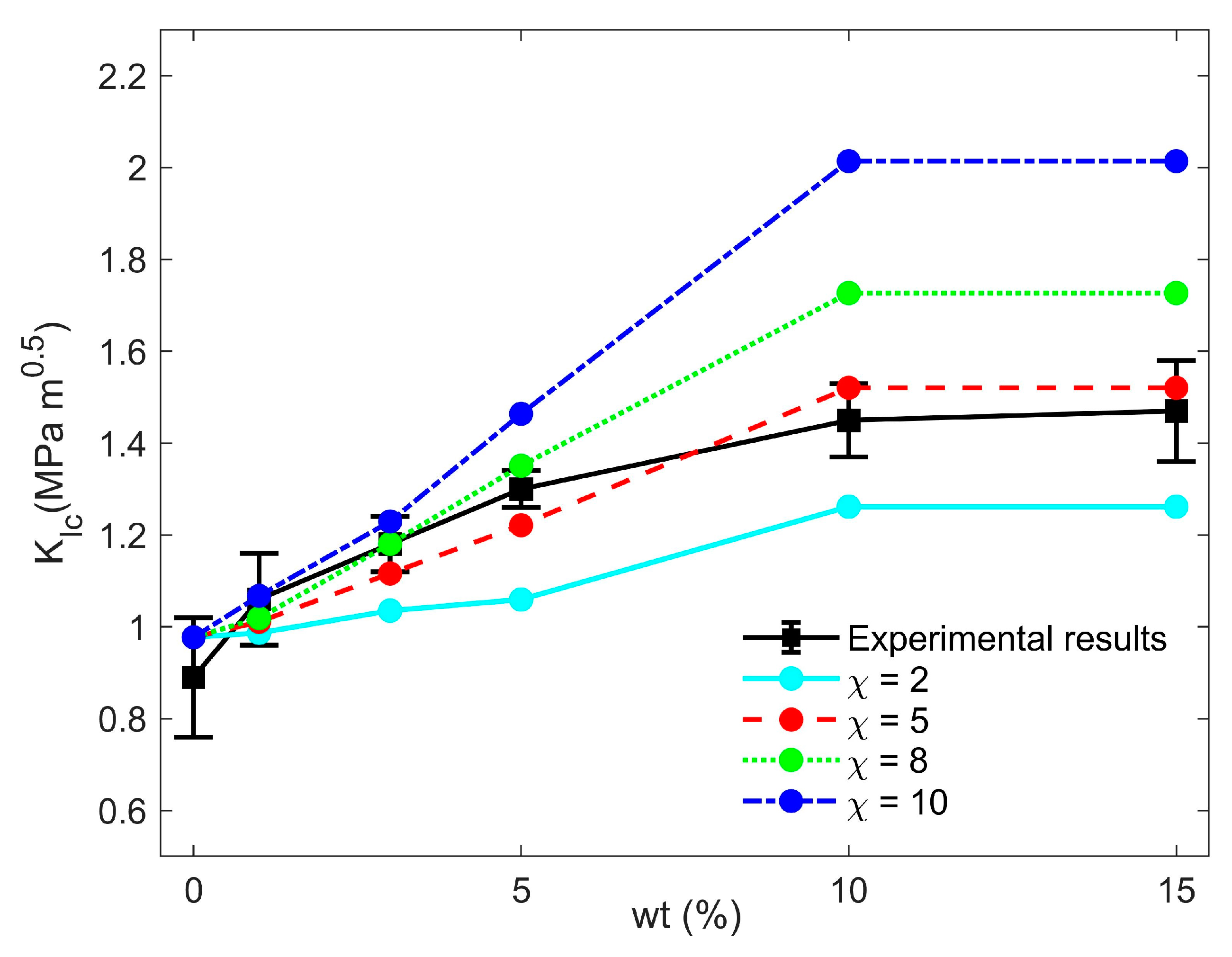
4.3. CCM-PD Coupling Approach: Modeling of Fracture Toughness
4.3.1. Modeling Strategy
4.3.2. Numerical Model Calibration
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Paul, D.; Robeson, L. Polymer nanotechnology: Nanocomposites. Polymer 2008, 49, 3187–3204. [Google Scholar] [CrossRef] [Green Version]
- Pavlidou, S.; Papaspyrides, C.D. A review on polymer–layered silicate nanocomposites. Prog. Polym. Sci. 2008, 33, 1119–1198. [Google Scholar] [CrossRef]
- Vimalathithan, P.K.; Barile, C.; Casavola, C.; Vijayakumar, C.T.; Arunachalam, S.; Battisti, M.G.; Friesenbichler, W. Investigation on the Thermal Degradation Kinetics of Polypropylene/Organically Modified Montmorillonite Nanocomposites with Different Levels of Compatibilizer. Macromol. Mater. Eng. 2018, 303, 1800260–1800267. [Google Scholar] [CrossRef]
- Tan, L.; He, Y.; Qu, J. Structure and properties of Polylactide/Poly(butylene succinate)/Organically Modified Montmorillonite nanocomposites with high-efficiency intercalation and exfoliation effect manufactured via volume pulsating elongation flow. Polymer 2019, 180, 121656–121670. [Google Scholar] [CrossRef]
- Kausar, A.; Ahmad, I.; Maaza, M.; Eisa, M. State-of-the-Art Nanoclay Reinforcement in Green Polymeric Nanocomposite: From Design to New Opportunities. Minerals 2022, 12, 1495. [Google Scholar] [CrossRef]
- Pascault, J.P.; Williams, R.J.J. (Eds.) Epoxy Polymers: New Materials and Innovations; Wiley-VCH Verlag Gmbh & Co. KGaA: Weinheim, Germany, 2010. [Google Scholar]
- Ogbonna, V.E.; Popoola, A.P.I.; Popoola, O.M. A review on recent advances on the mechanical and conductivity properties of epoxy nanocomposites for industrial applications. Polym. Bull. 2022, 1–39. [Google Scholar] [CrossRef]
- Karak, N. Polymer (epoxy) clay nanocomposites. J. Polym. Mat. 2006, 23, 1–20. [Google Scholar]
- Nanda, T.; Sharma, G.; Mehta, R.; Shelly, D.; Singh, K. Mechanisms for enhanced impact strength of epoxy based nanocomposites reinforced with silicate platelets. Mater. Res. Express 2019, 6, 65061. [Google Scholar] [CrossRef]
- Gul, S.; Kausar, A.; Muhammad, B.; Jabeen, S. Technical Relevance of Epoxy/Clay Nanocomposite with Organically Modified Montmorillonite: A Review. Polym. Technol. Eng. 2016, 55, 1393–1415. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Nikafshar, S.; Preyeswary, K.C.; Naebe, M. A technical review on epoxy-clay nanocomposites: Structure, properties, and their applications in fiber reinforced composites. Compos. Part B Eng. 2018, 135, 1–24. [Google Scholar] [CrossRef]
- Ali, A.; Mohammed, A.S.; Merah, N. Tribological Investigationd of UHMWPE Nanocomposites Reinforced with three Different Organo-Modified Clays. Polym. Compos. 2018, 39, 2223–2231. [Google Scholar] [CrossRef]
- Shuai, C.; Yu, L.; Feng, P.; Zhong, Y.; Zhao, Z.; Chen, Z.; Yang, W. Organic montmorillonite produced an interlayer locking effect in a polymer scaffold to enhance interfacial bonding. Mater. Chem. Front. 2020, 4, 2398–2408. [Google Scholar] [CrossRef]
- Bischoff, E.; Simon, D.A.; Liberman, S.A.; Mauler, R.S. Influence of the dispersing agents to obtain polymer–clay nanocomposites processed in two-steps using thermokinetic mixer. J. Mater. Sci. 2020, 55, 6537–6550. [Google Scholar] [CrossRef]
- Andraschek, N.; Wanner, A.J.; Ebner, C.; Riess, G. Mica/Epoxy-Composites in the Electrical Industry: Applications, Composites for Insulation, and Investigations on Failure Mechanisms for Prospective Optimizations. Polymers 2016, 8, 201. [Google Scholar] [CrossRef]
- Moskalyuk, O.A.; Belashov, A.V.; Beltukov, Y.M.; Ivan’Kova, E.M.; Popova, E.N.; Semenova, I.V.; Yelokhovsky, V.Y.; Yudin, V.E. Polystyrene-Based Nanocomposites with Different Fillers: Fabrication and Mechanical Properties. Polymers 2020, 12, 2457. [Google Scholar] [CrossRef]
- Fahami, A.; Lee, J.; Lazar, S.; Grunlan, J.C. Mica-Based Multilayer Nanocoating as a Highly Effective Flame Retardant and Smoke Suppressant. ACS Appl. Mater. Interfaces 2020, 12, 19938–19943. [Google Scholar] [CrossRef]
- Pan, X.-F.; Gao, H.-L.; Wu, K.-J.; Chen, S.-M.; He, T.; Lu, Y.; Ni, Y.; Yu, S.-H. Nacreous aramid-mica bulk materials with excellent mechanical properties and environmental stability. iScience 2020, 24, 101971. [Google Scholar] [CrossRef]
- Jia, F.; Su, J.; Song, S. Can natural muscovite be expanded? Colloids Surf. A 2015, 471, 19–25. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Q.; Zhen, Z.; Liu, J.; Qiao, R.; He, W. Effects of mica modification with ethylene-vinyl acetate wax on the water vapor barrier and mechanical properties of poly-(butylene adipate-co-terephthalate) nanocomposite films. J. Appl. Polym. Sci. 2021, 138, 50610. [Google Scholar] [CrossRef]
- Mohammadi, H.; Moghbeli, M.R. Polypropylene/organically modified-grafted mica/organoclay hybrid nanocomposites: Preparation, characterization, and mechanical properties. Polym. Compos. 2019, 40, 1718–1730. [Google Scholar] [CrossRef]
- Almeida, L.A.; Marques, M.F.V.; Dahmouche, K. Synthesis, structure, and thermal properties of new polypropylene nanocomposites prepared by using MgCl2-mica/TiCl4 based catalyst. J. Appl. Polym. Sci. 2018, 135, 45587. [Google Scholar] [CrossRef]
- Ziadeh, M.; Fischer, B.; Schmid, J.; Altstädt, V.; Breu, J. On the importance of specific interface area in clay nanocomposites of PMMA filled with synthetic nano-mica. Polymer 2014, 55, 3770–3781. [Google Scholar] [CrossRef]
- Huang, W.; Komarneni, S.; Gorski, C.; Noh, Y.D.; Doroski, A.; Dong, Y.; Ma, J.; Griffin, A.M.; Yang, D.; Xue, X.; et al. Few-Layer Clayenes for Material and Environmental Applications. ACS Appl. Mater. Interfaces 2020, 12, 11171–11179. [Google Scholar] [CrossRef]
- Yazdani, H.; Morshedian, J.; Khonakdar, H.A. Effects of silane coupling agent and maleic anhydride-grafted polypropylene on the morphology and viscoelastic properties of polypropylene–mica composites. Polym. Compos. 2006, 27, 491–496. [Google Scholar] [CrossRef]
- Xiao, C.; Li, D.; Zeng, D.; Lang, F.; Xiang, Y.; Lin, Y. A comparative investigation on different silane coupling agents modified sericite mica/polyimide composites prepared by in situ polymerization. Polym. Bull. 2020, 78, 863–883. [Google Scholar] [CrossRef]
- Malyshev, M.D.; Guseva, D.V.; Vasilevskaya, V.V.; Komarov, P.V. Effect of Nanoparticles Surface Bonding and Aspect Ratio on Mechanical Properties of Highly Cross-Linked Epoxy Nanocomposites: Mesoscopic Simulations. Materials 2021, 14, 6637. [Google Scholar] [CrossRef]
- Uno, H.; Tamura, K.; Yamada, H.; Umeyama, K.; Hatta, T.; Moriyoshi, Y. Preparation and mechanical properties of exfoliated mica-polyamide 6 nanocomposites using sericite mica. Appl. Clay Sci. 2009, 46, 81–87. [Google Scholar] [CrossRef]
- Messersmith, P.B.; Giannellis, E.P. Synthesis and Characterization of Layered Silicate-Epoxy Nanocomposites. Chem. Mater. 1994, 6, 1719–1725. [Google Scholar] [CrossRef]
- Pothukuchi, H.K.R.; Fuchs, P.; Pinter, G.; Stelzer, S. Fracture mechanical characterization of mica-filled epoxy glass composites under monotonic and cyclic loading. J. Compos. Mater. 2018, 53, 741–751. [Google Scholar] [CrossRef]
- Mo, H.; Wang, G.; Liu, F.; Jiang, P. The influence of the interface between mica and epoxy matrix on properties of epoxy-based dielectric materials with high thermal conductivity and low dielectric loss. RSC Adv. 2016, 6, 83163–83174. [Google Scholar] [CrossRef]
- Boukerrou, A.; Duchet, J.; Fellahi, S.; Sautereau, H. Processing of mica/epoxy nanocomposites by ultrasound mixing. J. Appl. Polym. Sci. 2007, 105, 1420–1425. [Google Scholar] [CrossRef]
- Noll, W. A new Mathematical Theory for Simple Materials. In The Foundation of Mechanics and Thermodynamics; Springer: Berlin/Heidelberg, Germany, 1974. [Google Scholar] [CrossRef]
- Silling, S. Reformulation of elasticity theory for discontinuities and long-range forces. J. Mech. Phys. Solids 2000, 48, 175–209. [Google Scholar] [CrossRef] [Green Version]
- Silling, S.A. Why Peridynamics? In Handbook of Peridynamic Modeling; Bobaru, F., Foster, J.T., Gaubelle, P.H., Silling, S.A., Eds.; Chapman and Hall/CRC: New York, NY, USA, 2016; Chapter 1; pp. 3–24. [Google Scholar] [CrossRef]
- Silling, S.A.; Epton, M.; Weckner, O.; Xu, J.; Askari, E. Peridynamic States and Constitutive Modeling. J. Elast. 2007, 88, 151–184. [Google Scholar] [CrossRef] [Green Version]
- Shojaei, A.; Hermann, A.; Seleson, P.; Silling, S.A.; Rabczuk, T.; Cyron, C.J. Peridynamic elastic waves in two-dimensional unbounded domains: Construction of nonlocal Dirichlet-type absorbing boundary conditions. Comput. Methods Appl. Mech. Eng. 2023, 407, 115948. [Google Scholar] [CrossRef]
- Ongaro, G.; Bertani, R.; Galvanetto, U.; Pontefisso, A.; Zaccariotto, M. A multiscale peridynamic framework for modelling mechanical properties of polymer-based nanocomposites. Eng. Fract. Mech. 2022, 274, 108751. [Google Scholar] [CrossRef]
- Galvanetto, U.; Mudric, T.; Shojaei, A.; Zaccariotto, M. An effective way to couple FEM meshes and Peridynamics grids for the solution of static equilibrium problems. Mech. Res. Commun. 2016, 76, 41–47. [Google Scholar] [CrossRef]
- Zaccariotto, M.; Mudric, T.; Tomasi, D.; Shojaei, A.; Galvanetto, U. Coupling of FEM meshes with Peridynamic grids. Comput. Methods Appl. Mech. Eng. 2018, 330, 471–497. [Google Scholar] [CrossRef]
- Ongaro, G.; Seleson, P.; Galvanetto, U.; Ni, T.; Zaccariotto, M. Overall equilibrium in the coupling of peridynamics and classical continuum mechanics. Comput. Methods Appl. Mech. Eng. 2021, 381, 113515. [Google Scholar] [CrossRef]
- Ongaro, G. Simulation of Damage Propagation in Materials and Structures by Using Peridynamics. Ph.D. Thesis, University of Padova, Padova, Italy, 2022. Available online: https://hdl.handle.net/11577/3445081 (accessed on 10 February 2023).
- Massiot, D.; Fayon, F.; Capron, M.; King, I.; Le Calvè, S.; Alonso, B.; Durand, J.O.; Bujoli, B.; Gan, Z.; Hoats, G. Modelling One- and two-dimensinal solid-state NMR spectra. Magn. Reson. Chem. 2002, 40, 70–76. [Google Scholar] [CrossRef]
- ISO 527-2; Plastics-Determination of Tensile Properties. Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardizations: London, UK, 2012.
- ASTM D5045-99; Standard Test Methods for Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials. American Society for Testing and Materials International: West Conshohocken, PA, USA, 1999.
- Zappalorto, M.; Salviato, M.; Quaresimin, M. Mixed mode (I + II) fracture toughness of polymer nanoclay nanocomposites. Eng. Fract. Mech. 2013, 111, 50–64. [Google Scholar] [CrossRef]
- Fiorentin, P.; Scroccaro, A. Detector-Based Calibration for Illuminance and Luminance Meters—Experimental Results. IEEE Trans. Instrum. Meas. 2010, 59, 1375–1381. [Google Scholar] [CrossRef]
- BS EN 62631-3-1; Dielectric and Resistive Properties of Solid Insulating Materials. Part 3-1: Determination of Resistive Properties (DC Methods)—Volume resistance and volume resistivity—General Method. International Electrotechnical Commission: Geneva, Switzerland, 2016.
- Ferraris, G.; Ivaldi, G. Structural Features of Micas. In Micas: Crystal Chemistry and Metamorphic Petrology; Mottana, A., Sassi, F.P., Thompson, J.B., Jr., Guggenheim, S., Eds.; Mineralogical Society of America: Washington, DC, USA; Accademia Nazionale dei Lincei: Rome, Italy, 2002; Reviews in Mineralogy and Geochemistry; Chapter 3; Volume 46, pp. 117–153. [Google Scholar]
- Guidotti, C.V.; Sassi, F.P. Constrains on Studies of Metamorphic K-Na White Micas. In Micas: Crystal Chemistry and Metamorphic Petrology; Mottana, A., Sassi, F.P., Thompson, J.B., Jr., Guggenheim, S., Eds.; Mineralogical Society of America: Washington, DC, USA; Accademia Nazionale dei Lincei: Rome, Italy, 2002; Reviews in Mineralogy and Geochemistry; Chapter 9; Volume 46, pp. 412–448. [Google Scholar]
- Beran, A. Infrared Spectroscopy of Micas. In Micas: Crystal Chemistry and Metamorphic Petrology; Mottana, A., Sassi, F.P., Thompson, J.B., Jr., Guggenheim, S., Eds.; Mineralogical Society of America: Washington, DC, USA; Accademia Nazionale dei Lincei: Rome, Italy, 2002; Reviews in Mineralogy and Geochemistry; Chapter 7; Volume 46, pp. 350–369. [Google Scholar]
- Zviagina, B.B.; Drits, V.A.; Dorzhieva, O.V. Distinguishing Features and Identification Criteria for K-Dioctahedral 1M Micas (Illite-Aluminoceladonite and Illite-Glauconite-Celadonite Series) from Middle-Infrared Spectroscopy Data. Minerals 2020, 10, 153. [Google Scholar] [CrossRef] [Green Version]
- Meinhold, R.H.; MacKenzie, K.; Brown, I.W.M. Thermal reactions of kaolinite studied by solid state 27-Al and 29-Si NMR. J. Mater. Sci. Lett. 1985, 4, 163–166. [Google Scholar] [CrossRef]
- McKenzie, K.J.D.; Brown, I.W.M.; Meinhold, R.H. Outstanding Problems in the Kaolinite-Mullite Reaction Sequence Investigated by 29-Si and 27-Al Solid-state Nuclear Magnetic Resonance: I, Metakaolonite. J. Am. Ceram. Chem. 1985, 68, 293–297. [Google Scholar] [CrossRef]
- Sanz, J.; Serratosa, J.M. 29-si and 27-al High Resolution MAS-NMR spectra of Phyllosolicates. J. Am. Chem. Soc. 1984, 106, 4790–4793. [Google Scholar] [CrossRef]
- McKenzie, K.J.D.; Brown, I.W.M.; Cardile, C.M.; Meinhold, R.H. The thermal reactions of muscovite studied by high-resolution solid-state 29-Si and 27-Al NMR. J. Mat. Sci. 1987, 22, 2645–2654. [Google Scholar] [CrossRef]
- Smith, J.V.; Blackwell, C.S.; Hovis, G.L. NMR of albite–microcline series. Nature 1984, 309, 140–142. [Google Scholar] [CrossRef]
- Monsif, M.; Zerouale, A.; Idrissi Kandri, N.; Mozzon, M.; Sgarbossa, P.; Zorzi, F.; Tateo, F.; Tamburini, S.; Franceschinis, E.; Carturan, S.; et al. Chemical-physical and mineralogical characterization of ceramic raw materials from Moroccan regions: Intriguing resources for industrial applications. Appl. Clay Sci. 2019, 182, 105274–195287. [Google Scholar] [CrossRef]
- Kothmann, M.H.; Ziadeh, M.; Bakis, G.; Rios de Anda, A.; Breu, J.; Altstadt, V. Analyzing the influence of particle size and stiffness state of the annofiller on the mechanica properties of epoxy/clay nanocomposites using a novel shear-stiff nano-mica. J. Mater. Sci. 2015, 50, 4845–4859. [Google Scholar] [CrossRef]
- Poh, C.L.; Mariatti, M.; Fauzi, M.N.A.; Ng, C.H.; Chee, C.K.; Chuah, T.P. Tensile, dielectric, and thermal properties of epoxy composites filled with silica, mica, and calcium carbonate. J. Mater. Sci. Mater. Electron. 2014, 25, 2111–2119. [Google Scholar] [CrossRef]
- Jouyandeh, M.; Akbari, V.; Paran, S.; Livi, S.; Lins, L.; Vahabi, H.; Saeb, M. Epoxy/Ionic Liquid-Modified Mica Nanocomposites: Network Formation–Network Degradation Correlation. Nanomaterials 2021, 11, 1990. [Google Scholar] [CrossRef] [PubMed]
- Loste, J.; Lopez-Cuesta, J.M.; Billon, L.; Garay, H.; Save, M. Trasparent polymer nanocomposites: An overview on their synthesis and advanced properties. Prog. Polym. Sci. 2019, 89, 133–158. [Google Scholar] [CrossRef]
- Trnka, P.; Mentlik, V.; Harvanek, L.; Hornak, J.; Matejka, L. electrical and Thermo-mechanical Properties of DGEBA Cycloaliphatic Diamine Nano PA and SiO2 Composites. J. Elecr. Eng. Technol. 2018, 13, 2425–2433. [Google Scholar]
- Liu, P.; Xie, Z.; Pang, X.; Xu, T.; Zhang, S.; Morshuis, P.H.F.; Li, H.; Peng, Z. Space Charge Behavior in Epoxy-Based Dielectrics: Progress and Perspective. Adv. Electron. Mater. 2022, 8, 2200259–2200287. [Google Scholar] [CrossRef]
- Hashin, Z.; Shtrikman, S. A variational approach to the theory of the elastic behaviour of multiphase materials. J. Mech. Phys. Solids 1963, 11, 127–140. [Google Scholar] [CrossRef]
- Quaresimin, M.; Bertani, R.; Zappalorto, M.; Pontefisso, A.; Simionato, F.; Bartolozzi, A. Multifunctional polymer nanocomposites with enhanced mechanical and anti-microbial properties. Compos. Part B Eng. 2015, 80, 108–115. [Google Scholar] [CrossRef]
- Zappalorto, M.; Salviato, M.; Pontefisso, A.; Quaresimin, M. Notch effect in clay-modified epoxy: A new perspective on nanocomposite properties. Compos. Interfaces 2013, 20, 405–419. [Google Scholar] [CrossRef]
- Bertani, R.; Bartolozzi, A.; Pontefisso, A.; Quaresimin, M.; Zappalorto, M. Improving the Antimicrobial and Mechanical Properties of Epoxy Resins via Nanomodification: An Overview. Molecules 2021, 26, 5426. [Google Scholar] [CrossRef]
- Silling, S.; Askari, E. A meshfree method based on the peridynamic model of solid mechanics. Comput. Struct. 2005, 83, 1526–1535. [Google Scholar] [CrossRef]
- Seleson, P. Improved one-point quadrature algorithms for two-dimensional peridynamic models based on analytical calculations. Comput. Methods Appl. Mech. Eng. 2014, 282, 184–217. [Google Scholar] [CrossRef]
- Hill, R. Elastic properties of reinforced solids: Some theoretical principles. J. Mech. Phys. Solids 1963, 11, 357–372. [Google Scholar] [CrossRef]
- Rafiee, R.; Shahzadi, R. Mechanical Properties of Nanoclay and Nanoclay Reinforced Polymers: A Review. Polym. Compos. 2018, 40, 431–445. [Google Scholar] [CrossRef]
- Wang, K.; Chen, L.; Wu, J.; Toh, M.L.; He, C.; Yee, A.F. Epoxy Nanocomposites with Highly Exfoliated Clay: Mechanical Properties and Fracture Mechanisms. Macromolecules 2005, 38, 788–800. [Google Scholar] [CrossRef]
- Castellanos-Gomez, A.; Poot, M.; Amor-Amorós, A.; Steele, G.A.; Van Der Zant, H.S.J.; Agrait, N.; Rubio-Bollinger, G. Mechanical properties of freely suspended atomically thin dielectric layers of mica. Nano Res. 2012, 5, 550–557. [Google Scholar] [CrossRef] [Green Version]
- Gerstle, W.; Sau, N.; Silling, S. Peridynamic modeling of concrete structures. Nucl. Eng. Des. 2007, 237, 1250–1258. [Google Scholar] [CrossRef]
- Chen, Z.; Niazi, S.; Zhang, G.; Bobaru, F. Peridynamic Functionally Graded and Porous Materials: Modeling Fracture and Damage. In Handbook of Nonlocal Continuum Mechanics for Materials and Structures; Voyiadjis, G., Ed.; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar] [CrossRef]
- Ni, T.; Zaccariotto, M.; Zhu, Q.-Z.; Galvanetto, U. Static solution of crack propagation problems in Peridynamics. Comput. Methods Appl. Mech. Eng. 2019, 346, 126–151. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mica Amount (g) (% wt/wt) | Sample Labeling | Density (g/cm3) a | |
|---|---|---|---|
| Epoxy resin | 0 g (0%) | E | 1.157 |
| Mica 10 | 1.6 g (1%) | EM10-1 | 1.161 |
| 4.8 g (3%) | EM10-3 | 1.179 | |
| 8.0 g (5%) | EM10-5 | 1.193 | |
| 16.0 g (10%) | EM10-10 | 1.224 | |
| 24.0 g (15%) | EM10-15 | 1.251 | |
| Mica 45 | 1.6 g (1%) | EM45-1 | 1.162 |
| 4.8 g (3%) | EM45-3 | 1.175 | |
| 8.0 g (5%) | EM45-5 | 1.190 | |
| 16.0 g (10%) | EM45-10 | 1.224 | |
| 24.0 g (15%) | EM45-15 | 1.252 |
| Sample | T °C Onset | T °C @5% wt Loss | % Residual mass@699 °C | T °C I dec | T °C II dec |
|---|---|---|---|---|---|
| E | 325.2 | 322.5 | 6.48 | 331.0 | 367.0 |
| EM10-1 | 323.6 | 318.8 | 8.44 | 328.3 | 365.8 |
| EM10-3 | 326.5 | 324.8 | 10.31 | 333.3 | 364.1 |
| EM10-5 | 322.9 | 320.2 | 11.33 | 328.6 | 363.1 |
| EM10-10 | 326.3 | 325.1 | 22.27 | 330.0 | 363.2 |
| EM10-15 | 323.8 | 323.1 | 17.53 | 330.7 | 362.4 |
| EM45-1 | 325.8 | 320.5 | 7.46 | 331.3 | 365.6 |
| EM45-3 | 323.6 | 318.7 | 8.94 | 328.5 | 363.1 |
| EM45-5 | 326.5 | 324.3 | 11.61 | 333.1 | 365.1 |
| EM45-10 | 325.3 | 321.4 | 13.77 | 331.3 | 365.6 |
| EM45-15 | 326.9 | 323.5 | 12.51 | 333.0 | 355.0 |
| Sample | Volume Resistivity [Ω m × 1012] |
|---|---|
| EM10-5 | 28 |
| EM45-5 | 33 |
| EM10-10 | 18 |
| EM45-10 | 22 |
| EM10-15 | 9 |
| EM45-15 | 13 |
| Sample | Young’s Modulus [GPa] | Young’s Modulus var [%] | Tensile Strength [MPa] | Tensile Strength var [%] |
|---|---|---|---|---|
| E | 2.75 ± 0.05 | - | 66.2 ± 0.7 | - |
| EM10-1 | 2.85 ± 0.28 | 4% | 64.8 ± 3.2 | −2% |
| EM10-3 | 3.03 ± 0.18 | 10% | 63.6 ± 1.5 | −4% |
| EM10-5 | 3.13 ± 0.26 | 14% | 56.7 ± 2.8 | −14% |
| EM10-10 | 3.48 ± 0.19 | 27% | 60.4 ± 3.5 | −9% |
| EM10-15 | 3.64 ± 0.30 | 32% | 57.1 ± 6.1 | −14% |
| EM45-1 | 2.88 ± 0.17 | 4% | 61.7 ± 1.7 | −7% |
| EM45-3 | 3.09 ± 0.24 | 12% | 55.0 ± 3.4 | −17% |
| EM45-5 | 3.28 ± 0.06 | 19% | 52.4 ± 3.9 | −21% |
| Sample | Fracture Toughness KIc [MPa m0.5] | Var [%] |
|---|---|---|
| E | 0.89 ± 0.13 | - |
| EM10-1 | 1.06 ± 0.10 | 19% |
| EM10-3 | 1.18 ± 0.06 | 33% |
| EM10-5 | 1.30 ± 0.04 | 46% |
| EM10-10 | 1.45 ± 0.08 | 63% |
| EM10-15 | 1.47 ± 0.11 | 65% |
| EM45-1 | 1.21 ± 0.27 | 36% |
| EM45-3 | 1.22 ± 0.11 | 37% |
| EM45-5 | 1.43 ± 0.09 | 61% |
| Input Data | Value |
|---|---|
| Δ𝑥 = Δ𝑦 | 250 nm |
| m | 4 |
| Em | 2.75 GPa |
| Enf | 190 GPa |
| ρm | 1156.5 kg/m3 |
| ρnf | 2820 kg/m3 |
| νm = νnf | 1/3 |
| ARmean | 200 |
| ARstd | 30 |
| Input Data | Value |
|---|---|
| Δ𝑥 = Δ𝑦 | 80 μm |
| m | 4 |
| Em | 2.75 GPa |
| Enf | 190 GPa |
| ρm | 1156.5 kg/m3 |
| ρnf | 2820 kg/m3 |
| νm = νnf | 1/4 |
| 252.8 J/m2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ongaro, G.; Pontefisso, A.; Zeni, E.; Lanero, F.; Famengo, A.; Zorzi, F.; Zaccariotto, M.; Galvanetto, U.; Fiorentin, P.; Gobbo, R.; et al. Chemical and Mechanical Characterization of Unprecedented Transparent Epoxy–Nanomica Composites—New Model Insights for Mechanical Properties. Polymers 2023, 15, 1456. https://doi.org/10.3390/polym15061456
Ongaro G, Pontefisso A, Zeni E, Lanero F, Famengo A, Zorzi F, Zaccariotto M, Galvanetto U, Fiorentin P, Gobbo R, et al. Chemical and Mechanical Characterization of Unprecedented Transparent Epoxy–Nanomica Composites—New Model Insights for Mechanical Properties. Polymers. 2023; 15(6):1456. https://doi.org/10.3390/polym15061456
Chicago/Turabian StyleOngaro, Greta, Alessandro Pontefisso, Elena Zeni, Francesco Lanero, Alessia Famengo, Federico Zorzi, Mirco Zaccariotto, Ugo Galvanetto, Pietro Fiorentin, Renato Gobbo, and et al. 2023. "Chemical and Mechanical Characterization of Unprecedented Transparent Epoxy–Nanomica Composites—New Model Insights for Mechanical Properties" Polymers 15, no. 6: 1456. https://doi.org/10.3390/polym15061456