Resist Filling Study for UV Nanoimprint Lithography Using Stamps with Various Micro/Nano Ratios

Abstract
:1. Introduction
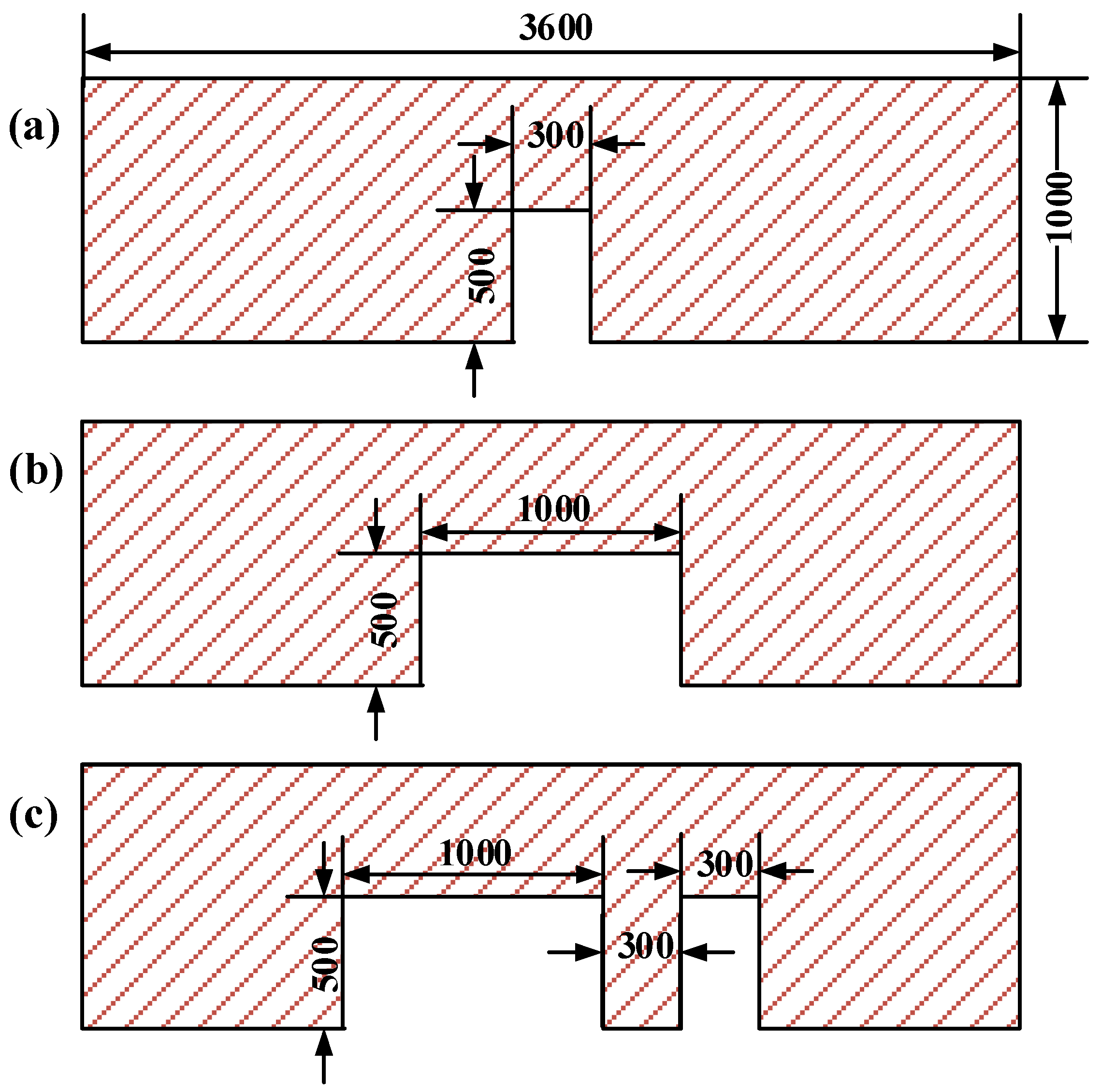
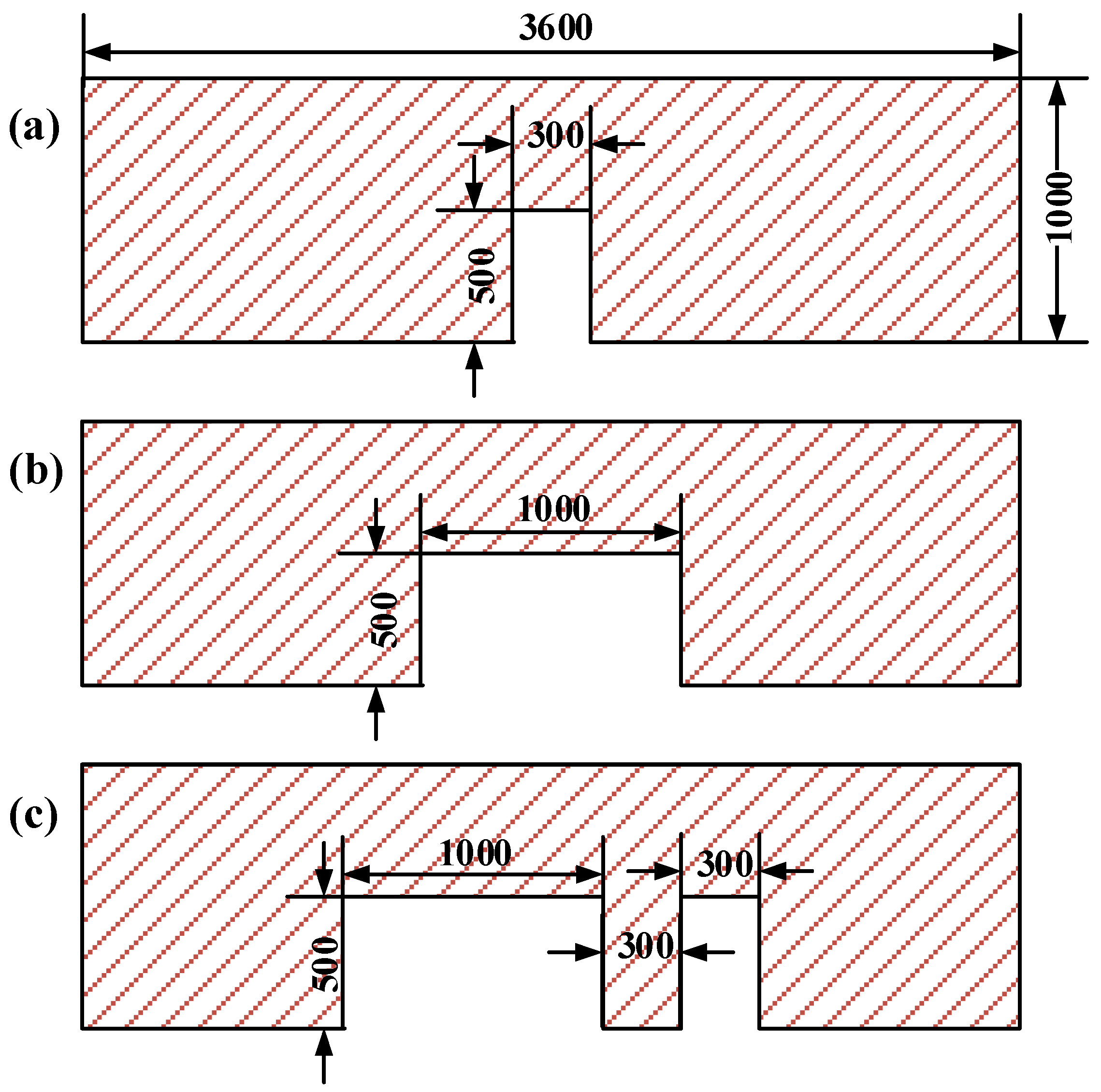
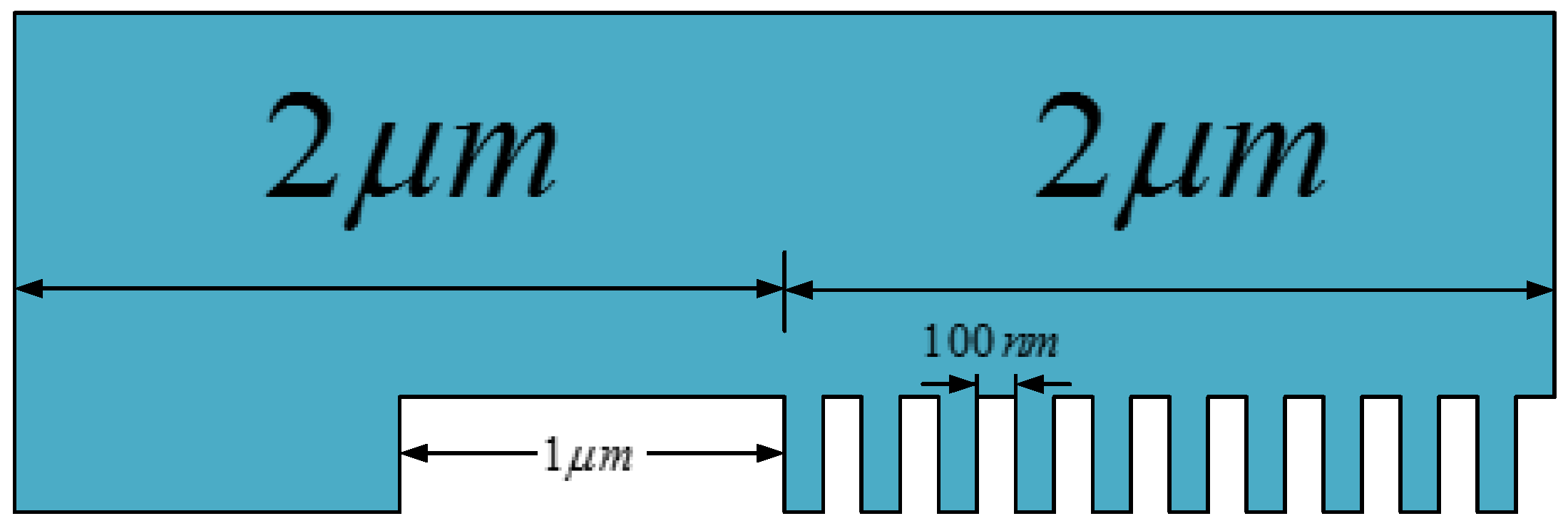
2. Design of Stamps and Processes
3. Results and Discussion
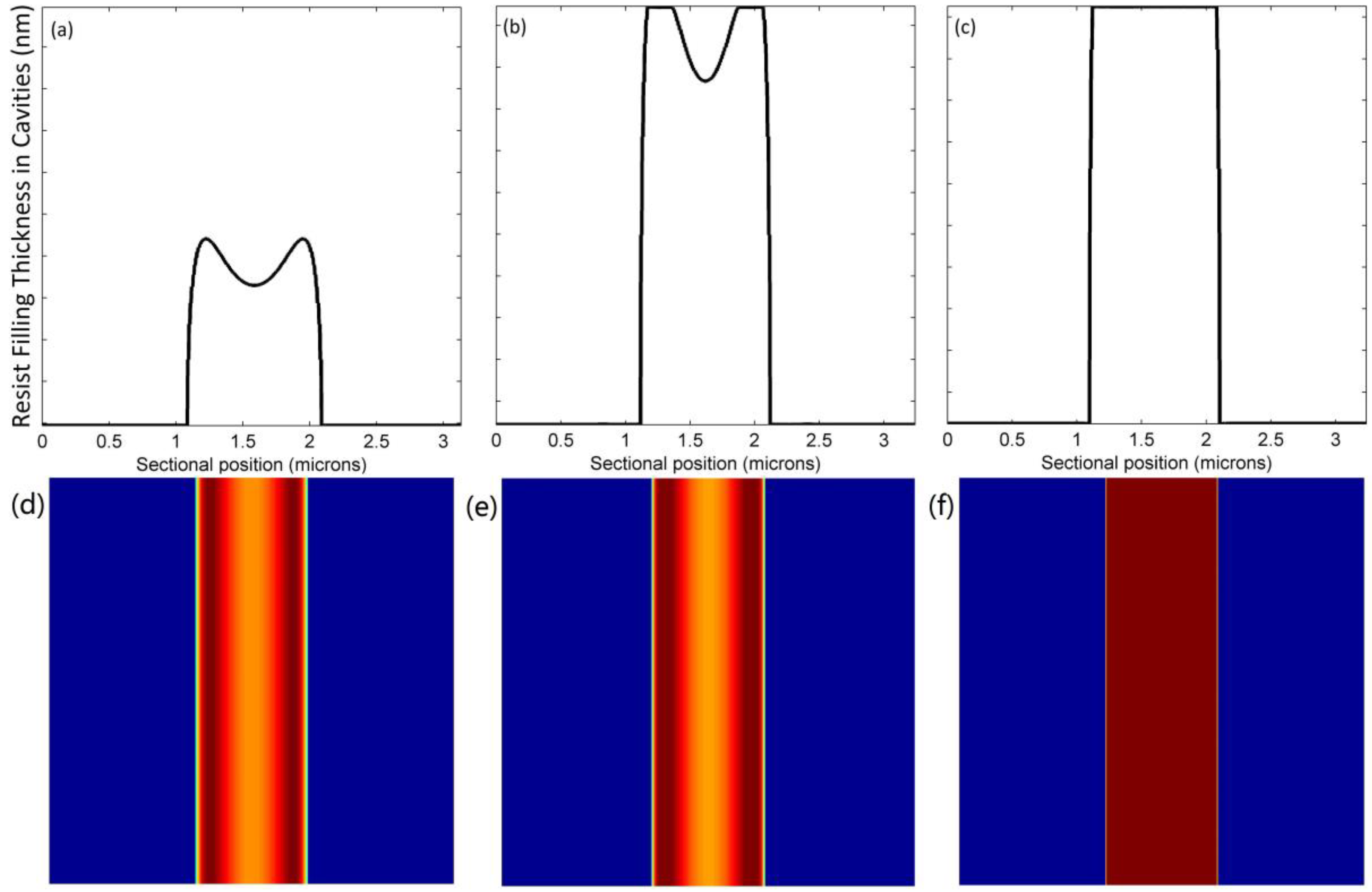
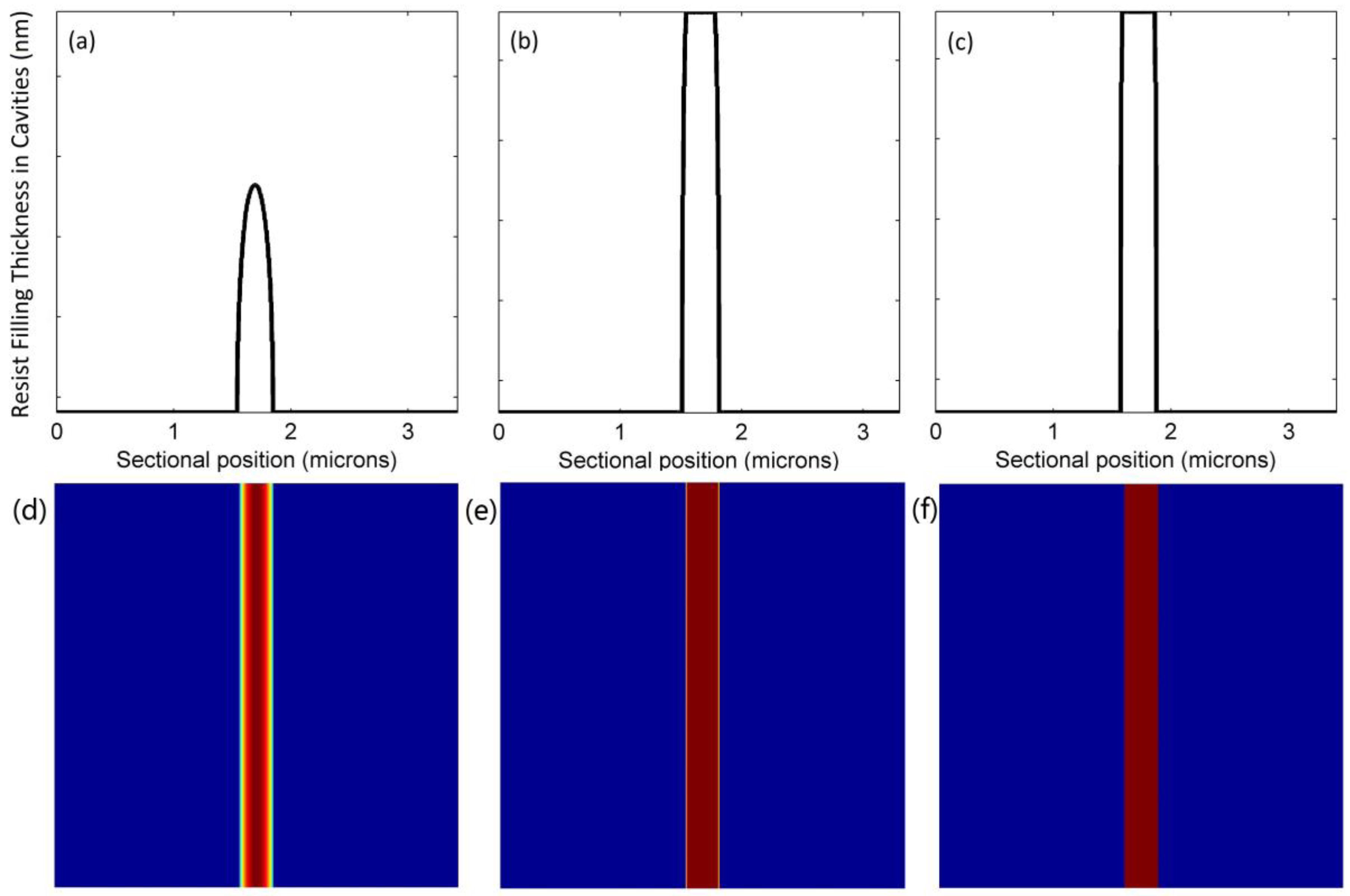
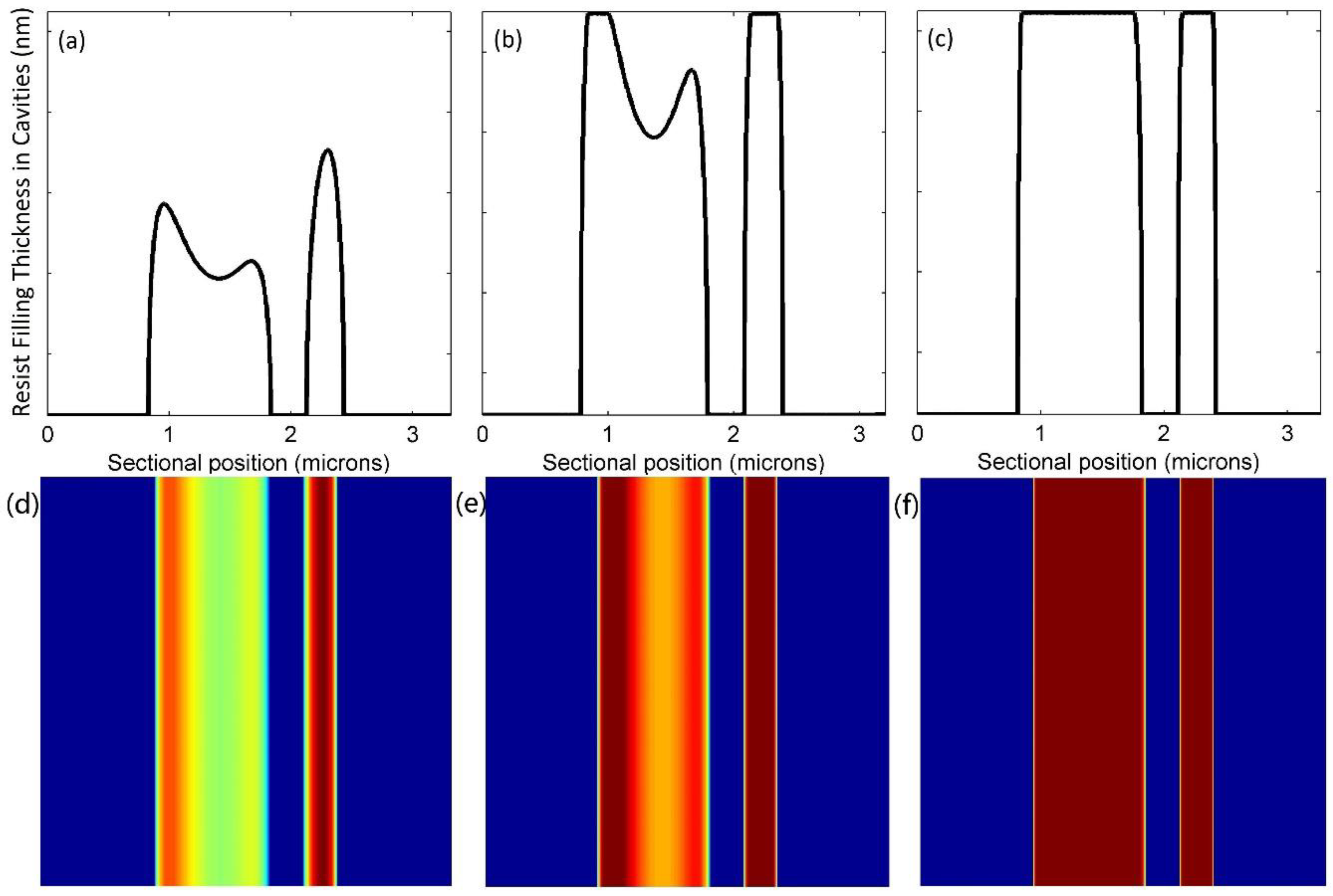
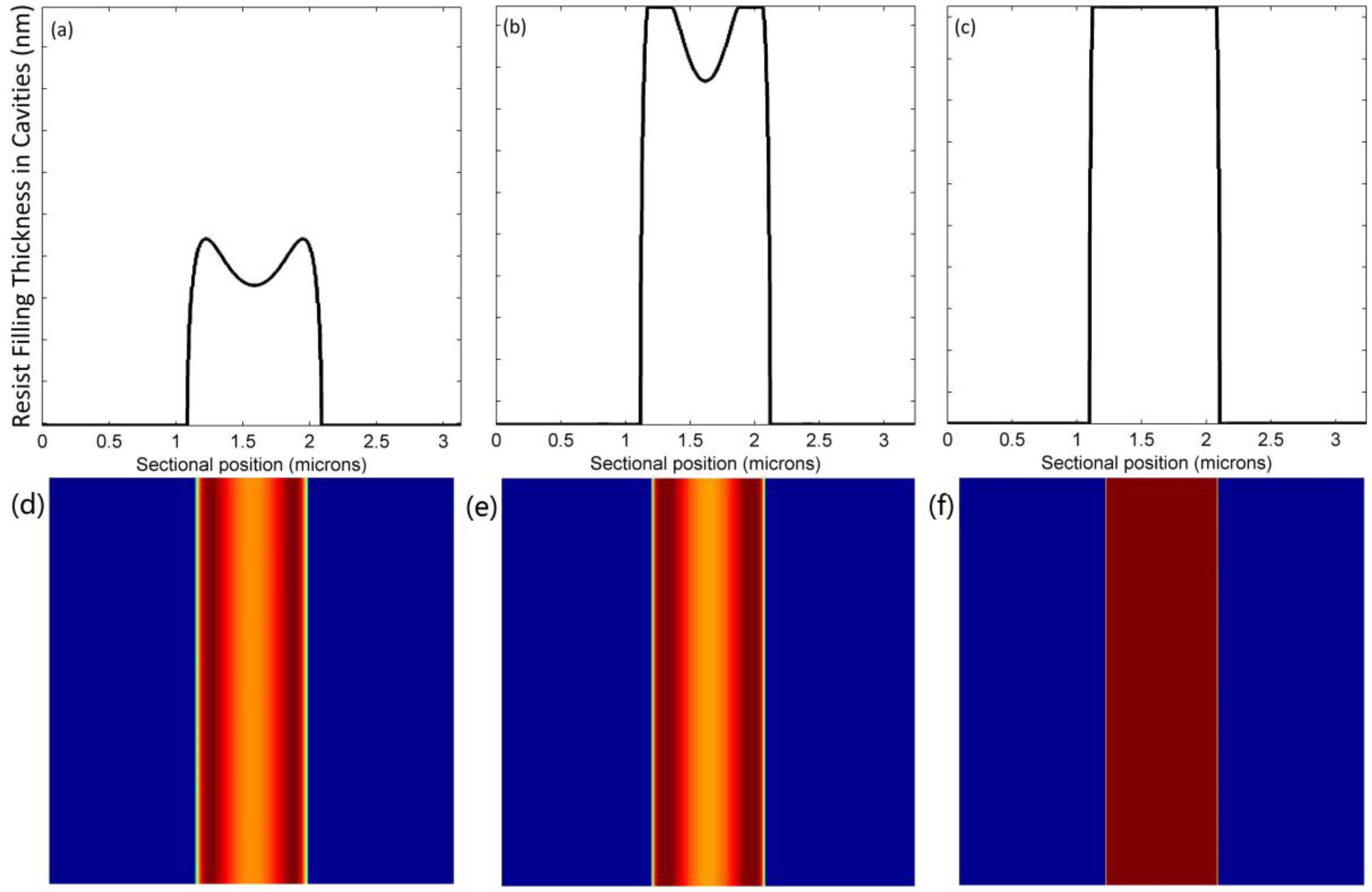
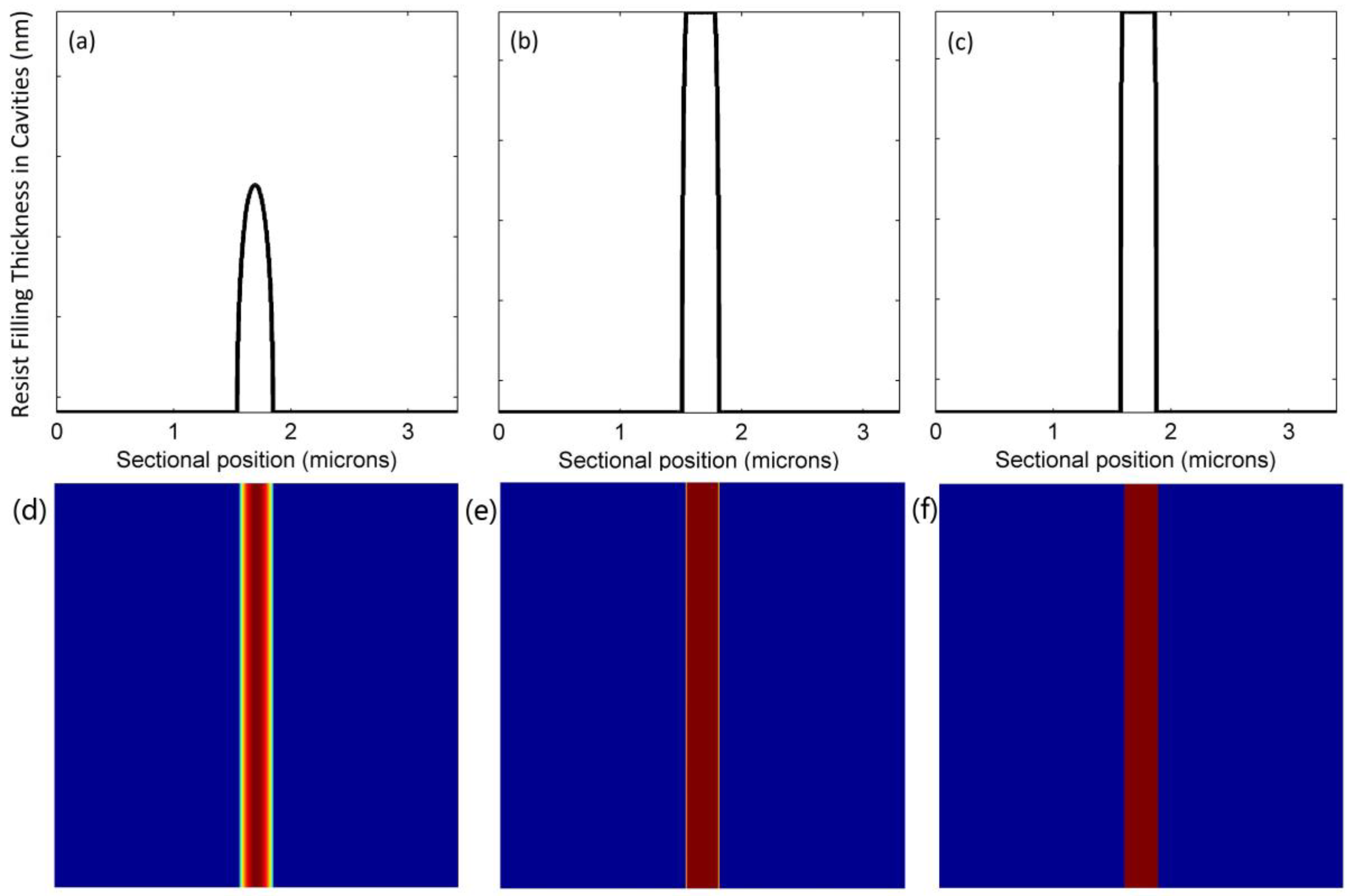
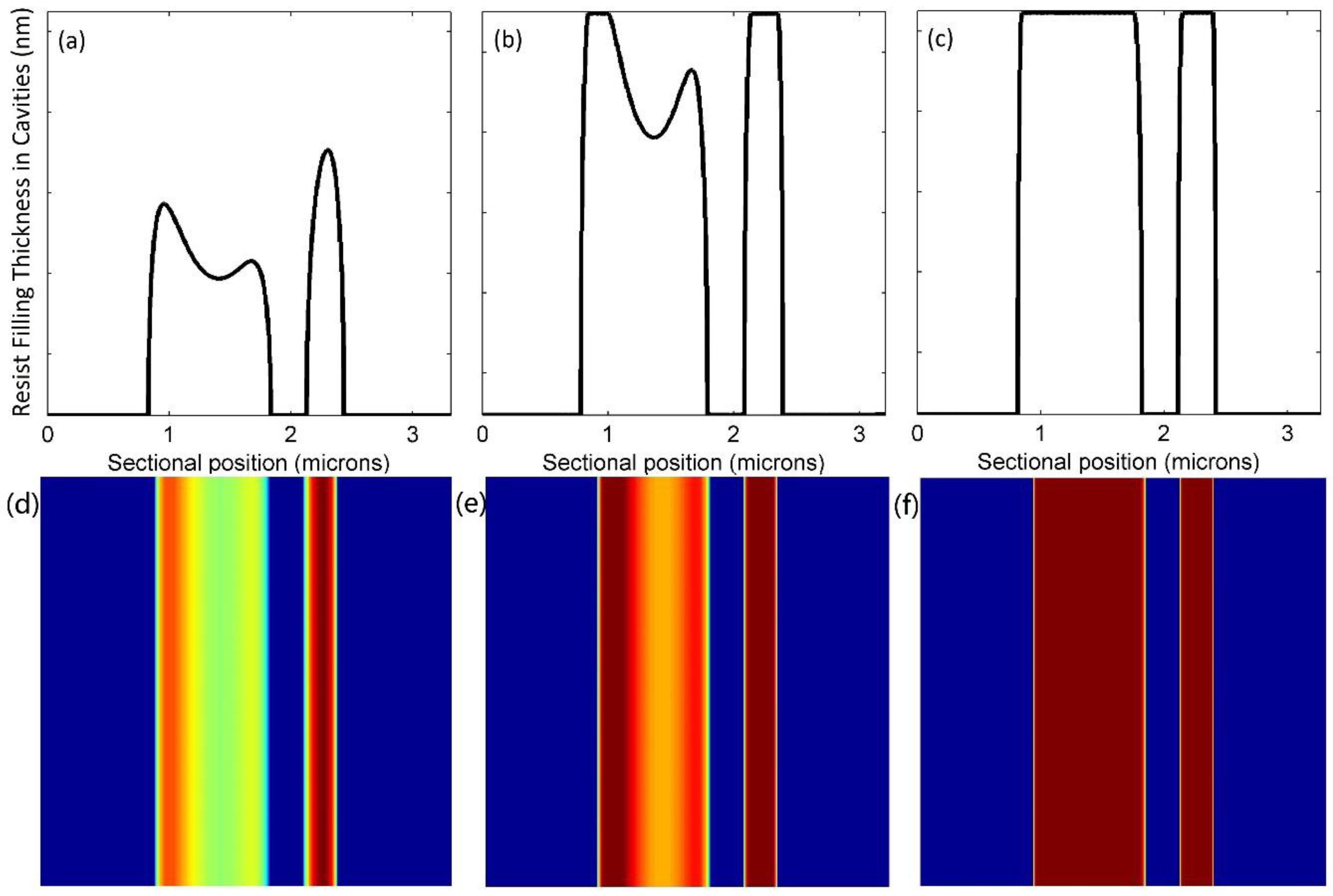
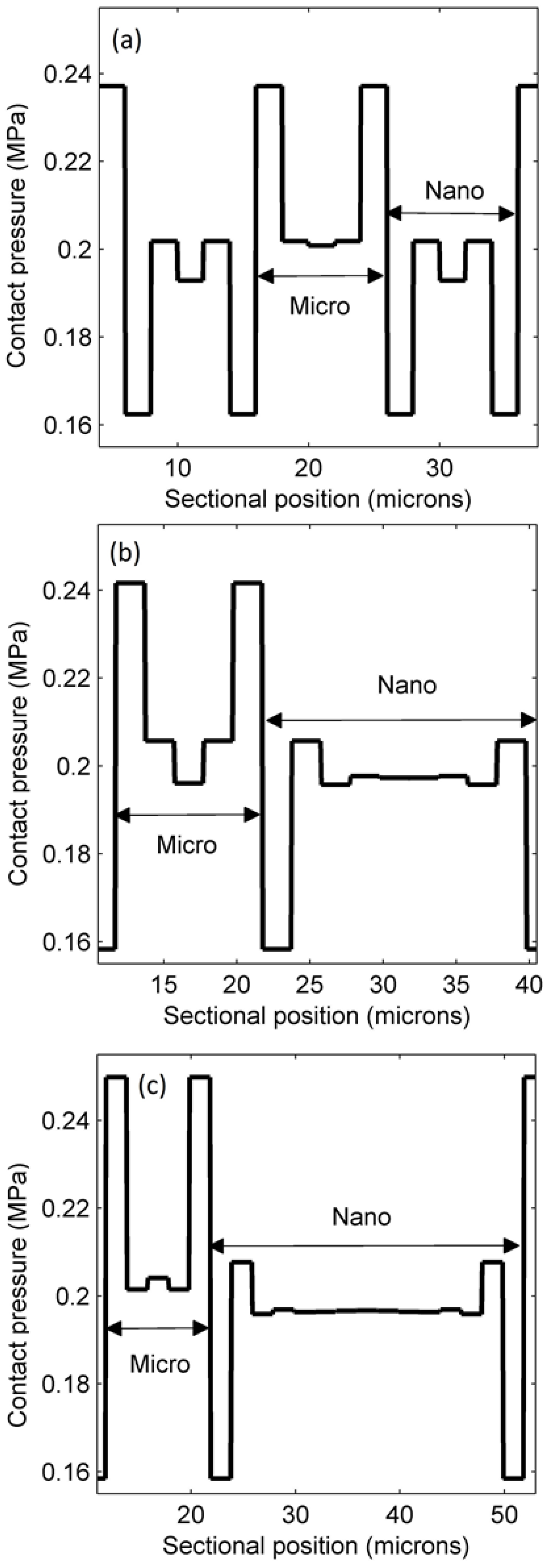
3.1. Results of Feature-Scale Imprint
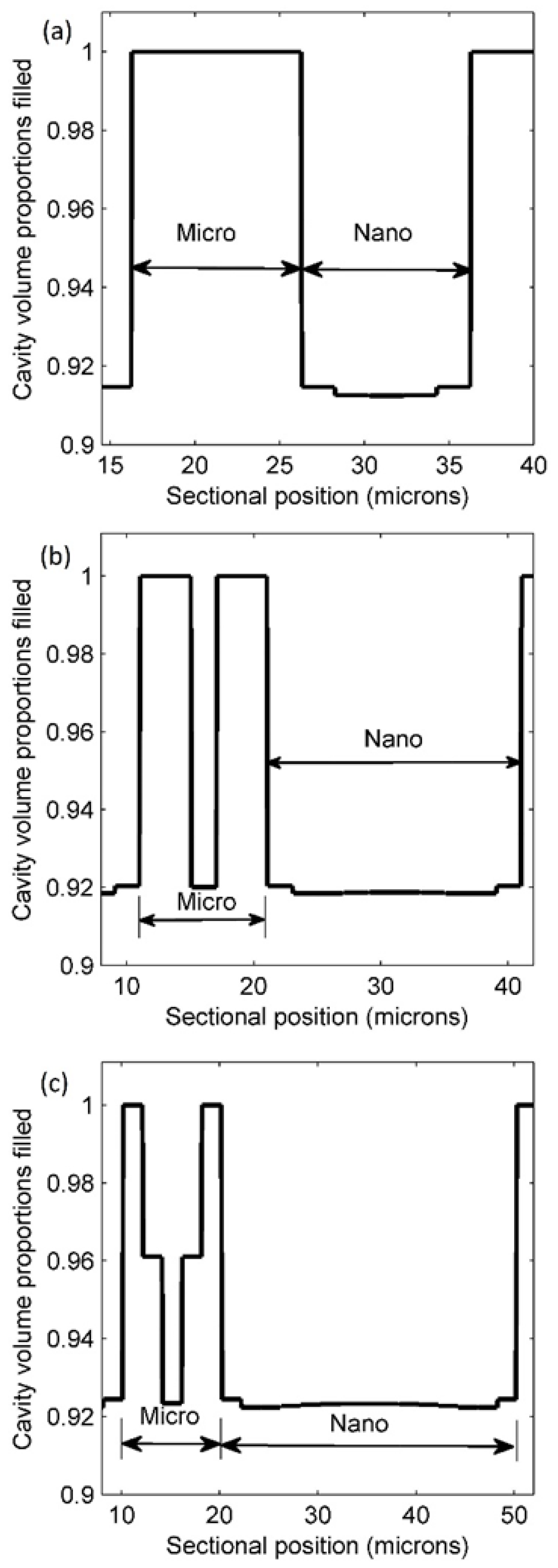
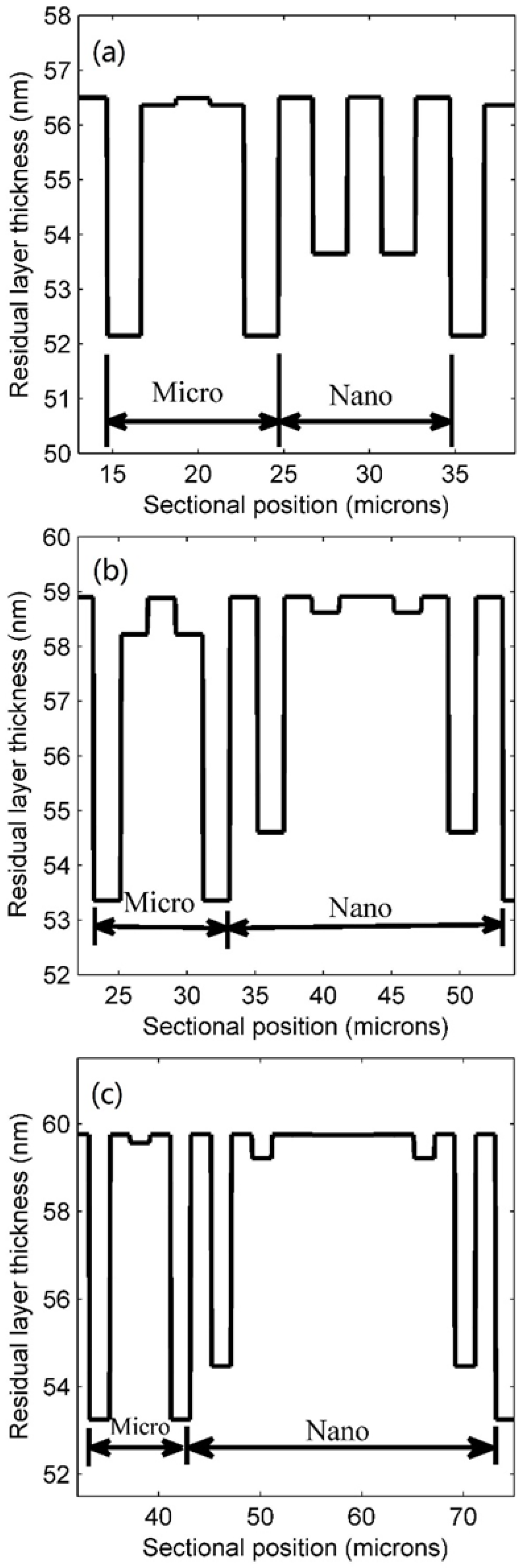
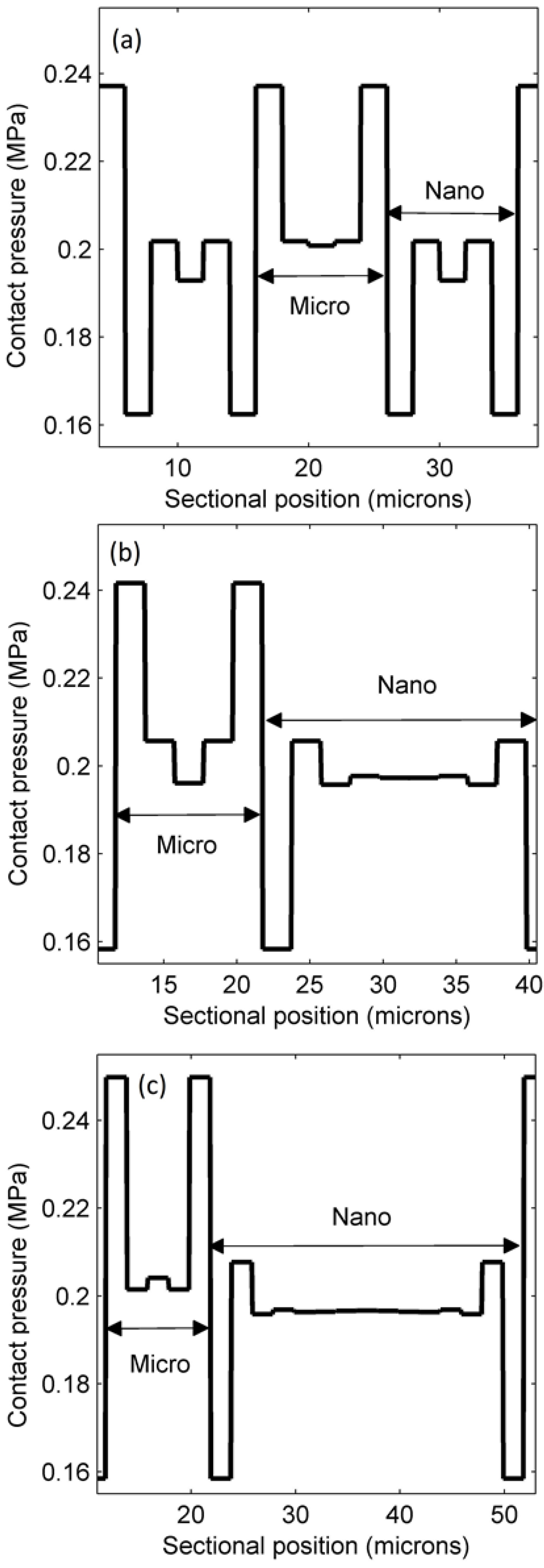
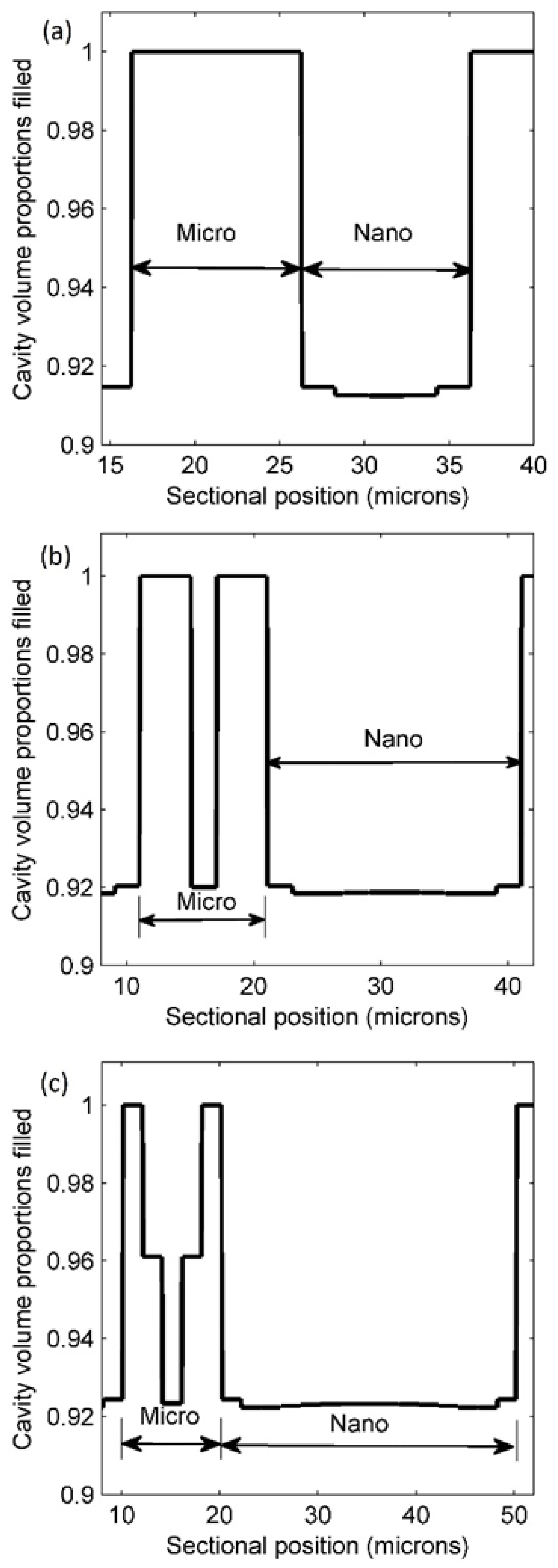
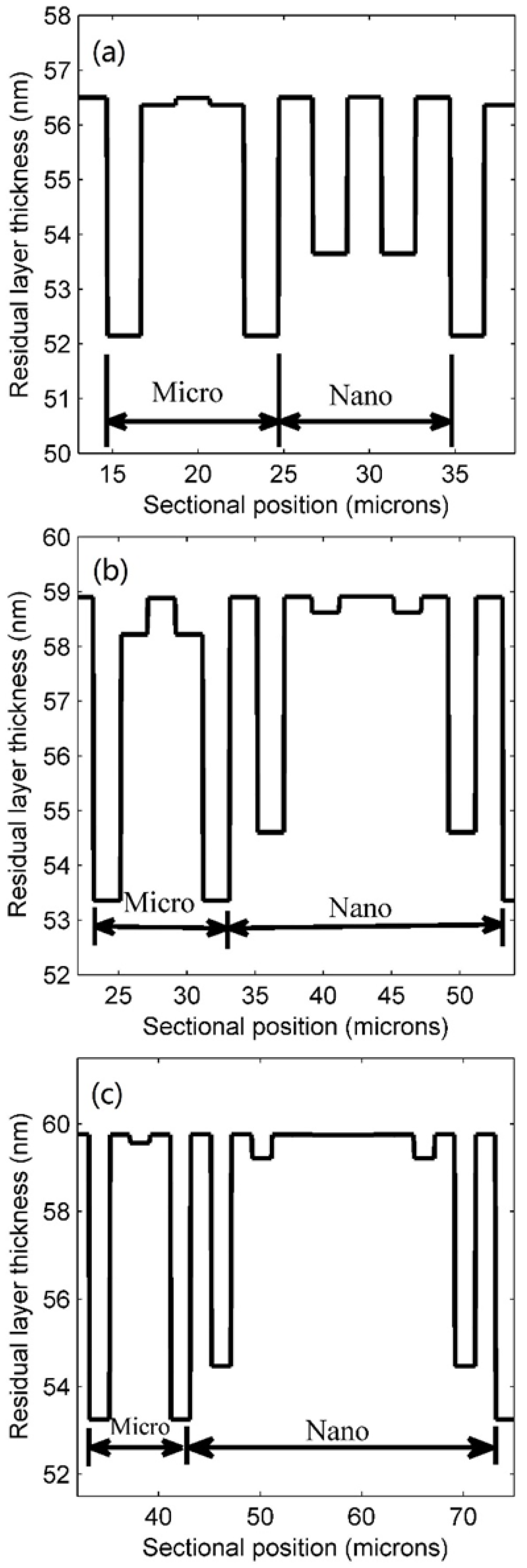
3.2. Results of Chip-Scale Imprint
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tamang, A.; Hongsingthong, A.; Sichanugrist, P.; Jovanov, V.; Konagai, M.; Knipp, D. Light-trapping and interface morphologies of amorphous silicon solar cells on multiscale surface textured substrates. IEEE J. Photovolt. 2013, 4, 16–21. [Google Scholar] [CrossRef]
- Xu, Z.; Wu, H.-Y.; Ali, S.U.; Jiang, J.; Cunningham, B.T.; Liu, L. Nanoreplicated positive and inverted sub-micron polymer pyramids array for surface enhanced raman spectroscopy. J. Nanophotonics 2014, 5, 3526. [Google Scholar] [CrossRef]
- Yang, R.; Lu, B.R.; Wan, J.; Xie, S.Q.; Chen, Y.; Huq, E.; Qu, X.-P.; Liu, R. Fabrication of micro/nano fluidic channels by nanoimprint lithography and bonding using su-8. Microelectron. Eng. 2016, 86, 1379–1381. [Google Scholar] [CrossRef]
- Sun, L.; Yin, Z.; Qi, L.; Wu, D.; Zou, H. A low-cost method of fabricating hybrid micro-nano fluidic chip by double-layer pdms mold and uv–thermal nanoimprinting. Microfluid. Nanofluid. 2016, 20, 1–10. [Google Scholar] [CrossRef]
- Ye, D.; Wang, P.I.; Ye, Z.; Ou, Y.; Ghoshal, R.; Ghoshal, R.; Lu, T.-M. UV nanoimprint lithography of sub-100 nm nanostructures using a novel UV curable epoxy siloxane polymer. Microelectron. Eng. 2010, 87, 2411–2415. [Google Scholar] [CrossRef]
- Cui, B.; Veres, T. Pattern Replication of 100 nm to Millimeter-scale features by thermal nanoimprint lithography. Microelectron. Eng. 2006, 83, 902–905. [Google Scholar] [CrossRef]
- Hansen, M.; Ziegler, M.; Kohlstedt, H.; Pradana, A.; Raedler, M.; Gerken, M. UV capillary force lithography for multiscale structures. J. Vac. Sci. Technol. B 2012, 30, 1601. [Google Scholar] [CrossRef]
- Lim, H.J.; Lee, J.J.; Park, S.; Choi, K.B.; Kim, G.H.; Park, H.H.; Ryu, J.H. Replication of a thin polydimethylsiloxane stamp and its application to dual-nanoimprint lithography for 3D hybrid nano/micropatterns. J. Nanosci. Nanotechnol. 2012, 12, 5489–5493. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.C.; Chu, J.P.; Jang, J.S.C.; Hsieh, C.W.; Yang, Y.; Li, C.L.; Chen, Y.M.; Jeng, J.Y. Replication of nano/micro-scale features using bulk metallic glass mold prepared by femtosecond laser and imprint processes. J. Micromech. Microeng. 2013, 23, 035030. [Google Scholar] [CrossRef]
- Cheng, X.; Guo, L.J. A combined-nanoimprint-and-photolithography patterning technique. Microelectron. Eng. 2004, 71, 277–282. [Google Scholar] [CrossRef]
- Cheng, X.; Guo, L.J. One-step lithography for various size patterns with a hybrid mask-mold. Microelectron. Eng. 2004, 71, 288–293. [Google Scholar] [CrossRef]
- Rani, D.; Pachauri, V.; Mueller, A.; Xuan, T.V.; Nguyen, T.C.; Ingebrandt, S. On the Use of scalable nanoISFET arrays of silicon with highly reproducible sensor performance for biosensor applications. ACS Omega 2016, 1, 84–92. [Google Scholar] [CrossRef]
- Vu, X.T.; Ghoshmoulick, R.; Eschermann, J.F.; Stockmann, R.; Offenhäusser, A.; Ingebrandt, S. Fabrication and application of silicon nanowire transistor arrays for biomolecular detection. Sens. Actuators B-Chem. 2010, 144, 354–360. [Google Scholar] [CrossRef]
- Lim, C.M.; In-Kyu, L.; Ki Joong, L.; Oh, B.Y.K.; Shin, Y.B.; Cho, W.J. Improved sensing characteristics of dual-gate transistor sensor using silicon nanowire arrays defined by nanoimprint lithography. Sci. Technol. Adv. Mater. 2017, 18, 17–25. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Park, S.; Kim, G.; Choi, K.; Lee, J. Fabrication of a 3D stamp with the micro- and nano-scale patterns through combined NIL and optical lithography processes. Microelectron. Eng. 2010, 87, 968–971. [Google Scholar] [CrossRef]
- Delle, L.E.; Pachauri, V.; Vlandas, A.; Riedel, M.; Lägel, B.; Lilischkis, R.; Vu, X.T.; Wagner, P.; Thoelen, R.; Lisdat, F.; et al. Scalable fabrication and application of nanoscale IDE-arrays as multi-electrode platform for label-free biosensing. Sens. Actuators B-Chem. 2018, 265, 115–125. [Google Scholar] [CrossRef]
- Rowland, H.D.; Sun, A.C.; Schunk, P.R.; King, W.P. Impact of polymer film thickness and cavity size on polymer flow during embossing: Toward process design rules for nanoimprint lithography. J. Micromech. Microeng. 2005, 15, 2414–2425. [Google Scholar] [CrossRef]
- Rowland, H.D.; King, W.P.; Sun, A.C.; Schunk, P.R. Simulations of nonuniform embossing: The effect of asymmetric neighbor cavities on polymer flow during nanoimprint lithography. J. Vac. Sci. Technol. B 2005, 23, 2958–2962. [Google Scholar] [CrossRef]
- Taylor, H.; Lam, Y.C.; Boning, D. A computationally simple method for simulating the micro-embossing of thermoplastic layers. J. Micromech. Microeng. 2009, 19, 075007. [Google Scholar] [CrossRef]
- Burns, R.L.; Johnson, S.C.; Schmid, G.M.; Kim, E.K.; Dickey, M.D.; Meiring, J.; Burns, S.D.; Stacey, N.A.; Willson, C.G.; Convey, D.; et al. Mesoscale modeling for SFIL simulating polymerization kinetics and densification. Proc. SPIE 2004, 5374, 348–360. [Google Scholar]
- Meiring, J.E.; Michaelson, T.B.; Jamieson, A.T.; Schmid, G.M.; Willson, C.G. Using mesoscale simulation to explore photoresist line edge roughness. Proc. SPIE 2005, 5753, 350–360. [Google Scholar]
- Reddy, S.; Bonnecaze, R.T. Simulation of fluid flow in the step and flash imprint lithography process. Microelectron. Eng. 2005, 82, 60–70. [Google Scholar] [CrossRef]
- Colburn, M.; Choi, B.J.; Sreenivasan, S.V.; Bonnecaze, R.T.; Willson, C.G. Ramifications of lubrication theory on imprint lithography. Microelectron. Eng. 2004, 75, 321–329. [Google Scholar] [CrossRef]
- Chauhan, S.; Palmieri, F.; Bonnecaze, R.T.; Willson, C.G. Feature filling modeling for step and flash imprint lithography. J. Vac. Sci. Technol. B 2009, 27, 1926–1932. [Google Scholar] [CrossRef]
- Jain, A.; Spann, A.; Cochrane, A.; Schunk, P.R.; Bonnecaze, R.T. Fluid flow in UV nanoimprint lithography with patterned templates. Microelectron. Eng. 2017, 173, 62–70. [Google Scholar] [CrossRef]
- Yoneda, I.; Nakagawa, Y.; Mikami, S.; Tokue, H.; Ota, T.; Koshiba, T.; Ito, M.; Hashimoto, K.; Nakasugi, T.; Higashiki, T. A study of filling process for UV nanoimprint lithography using a fluid simulation. Proc. SPIE 2009, 7271, 72712A. [Google Scholar] [CrossRef]
- Taylor, H.; Boning, D.S. Towards nanoimprint lithography-aware layout design checking. Proc. SPIE 2010, 76410U. [Google Scholar] [CrossRef]
- Taylor, H.; Smistrup, K.; Boning, D.S. Modeling and simulation of stamp deflections in nanoimprint lithography: Exploiting backside grooves to enhance residual layer thickness uniformity. Microelectron. Eng. 2011, 88, 2154–2157. [Google Scholar] [CrossRef]
- Reddy, S.; Schunk, P.R.; Bonnecaze, R.T. Dynamics of low capillary number interfaces moving through sharp features. Phys. Fluids 2005, 17, 122104. [Google Scholar] [CrossRef]
- Liang, X.; Tan, H.; Fu, Z.; Chou, S.Y. Air bubble formation and dissolution in dispensing nanoimprint lithography. Nanotechnology 2006, 18, 025303. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Micro/Nano Ratios | 1:1 | 1:2 | 1:3 |
|---|---|---|---|
| Final Residual Layer Thickness (RLT) (nm) | 56.5 | 58.9 | 59.8 |
| Proportion of cavities locally >95% filled | 50% | 27% | 20% |
| Min cavity filling extent | 91.24% | 91.84% | 92.23% |
| Max cavity filling extent | 100% | 100% | 100% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, M.; Sun, H.; Wang, H. Resist Filling Study for UV Nanoimprint Lithography Using Stamps with Various Micro/Nano Ratios. Micromachines 2018, 9, 335. https://doi.org/10.3390/mi9070335
Yin M, Sun H, Wang H. Resist Filling Study for UV Nanoimprint Lithography Using Stamps with Various Micro/Nano Ratios. Micromachines. 2018; 9(7):335. https://doi.org/10.3390/mi9070335
Chicago/Turabian StyleYin, Minqi, Hongwen Sun, and Haibin Wang. 2018. "Resist Filling Study for UV Nanoimprint Lithography Using Stamps with Various Micro/Nano Ratios" Micromachines 9, no. 7: 335. https://doi.org/10.3390/mi9070335
APA StyleYin, M., Sun, H., & Wang, H. (2018). Resist Filling Study for UV Nanoimprint Lithography Using Stamps with Various Micro/Nano Ratios. Micromachines, 9(7), 335. https://doi.org/10.3390/mi9070335