Simulation and Experiment on Droplet Formation and Separation for Needle-Type Micro-Liquid Jetting Dispenser

Abstract
:1. Introduction
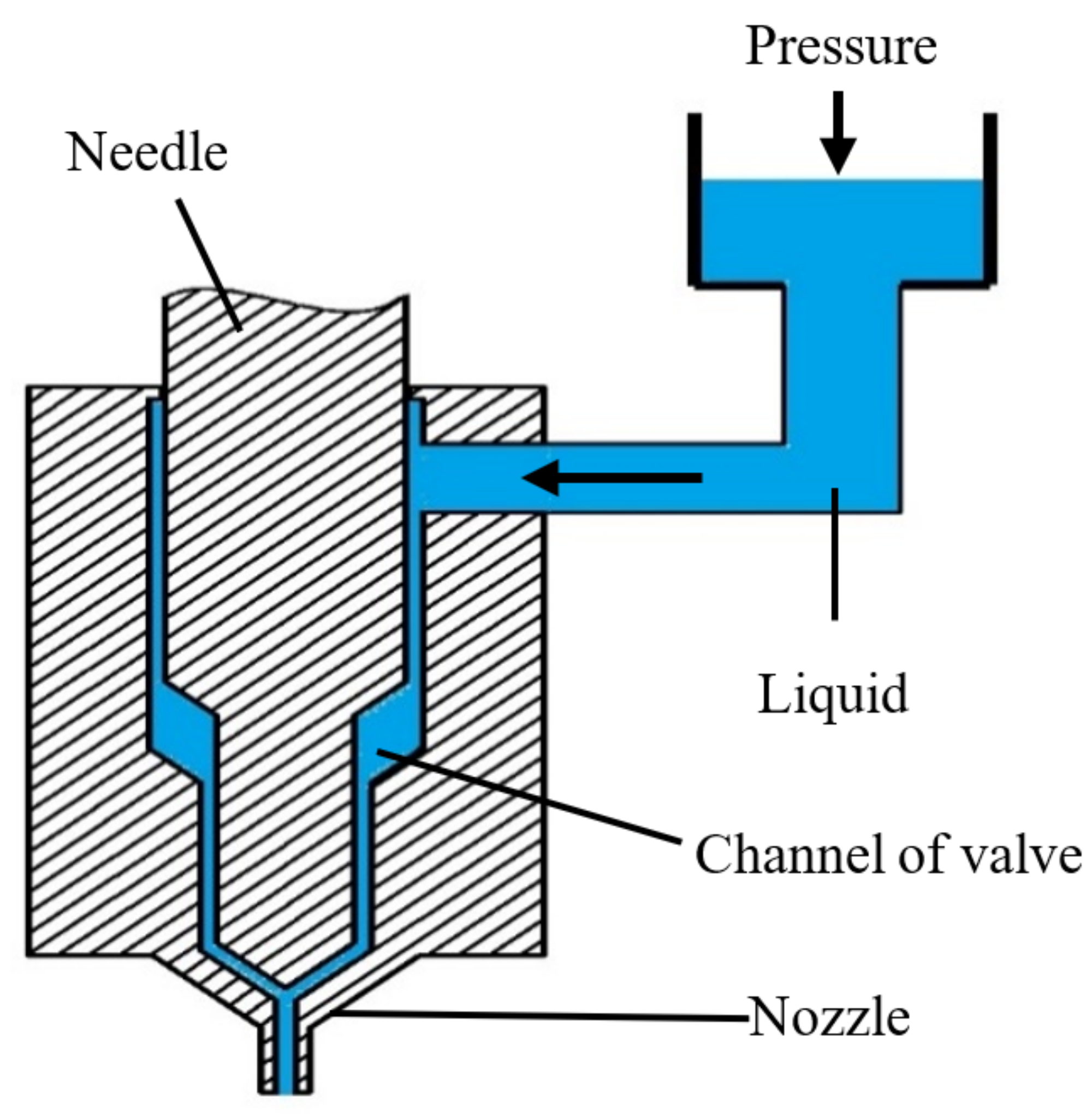
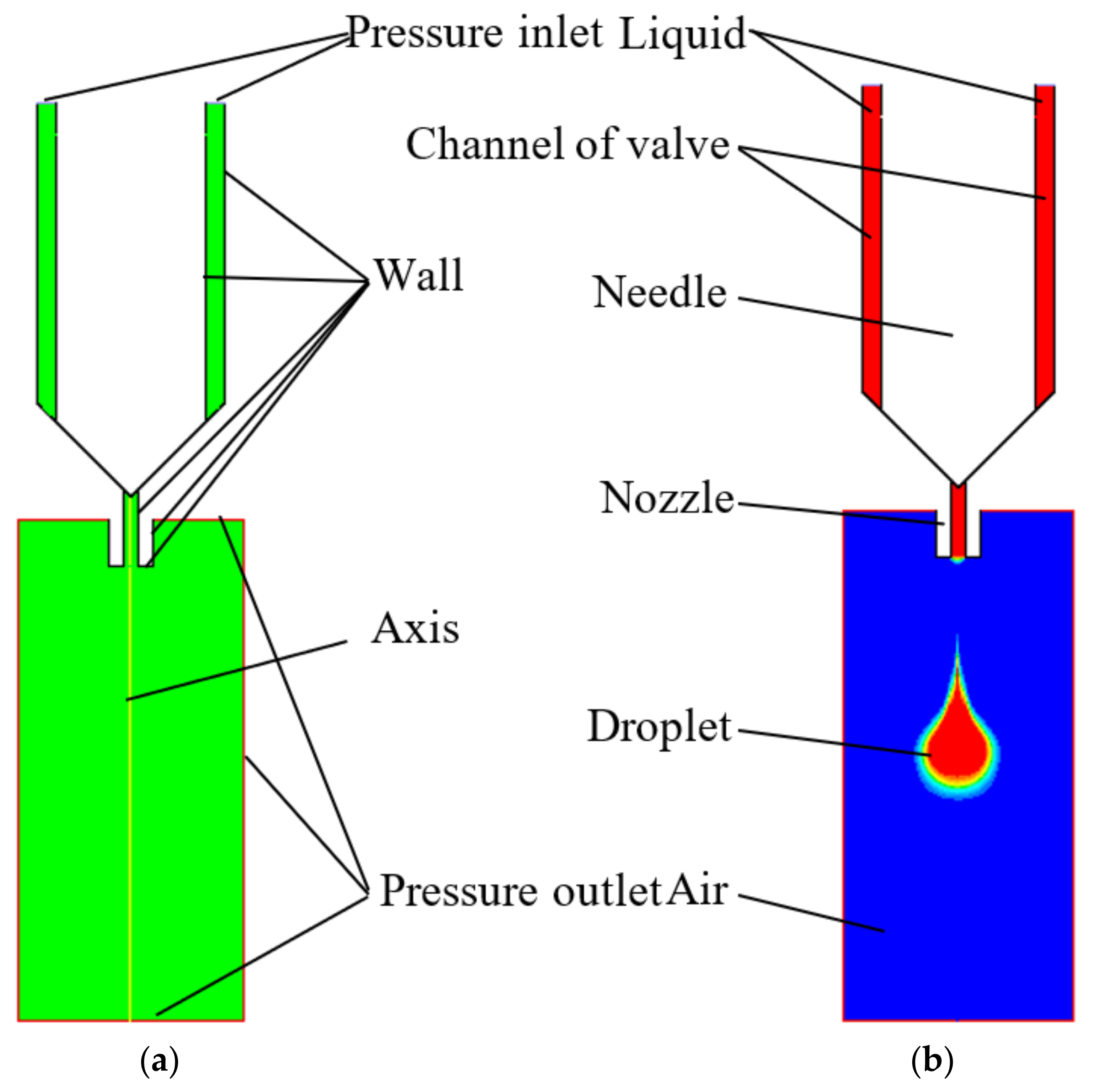
2. The Principle of Needle-Type Jetting Method and the Approach of Simulation
3. Droplet Formation and Separation Analysis
- (1)
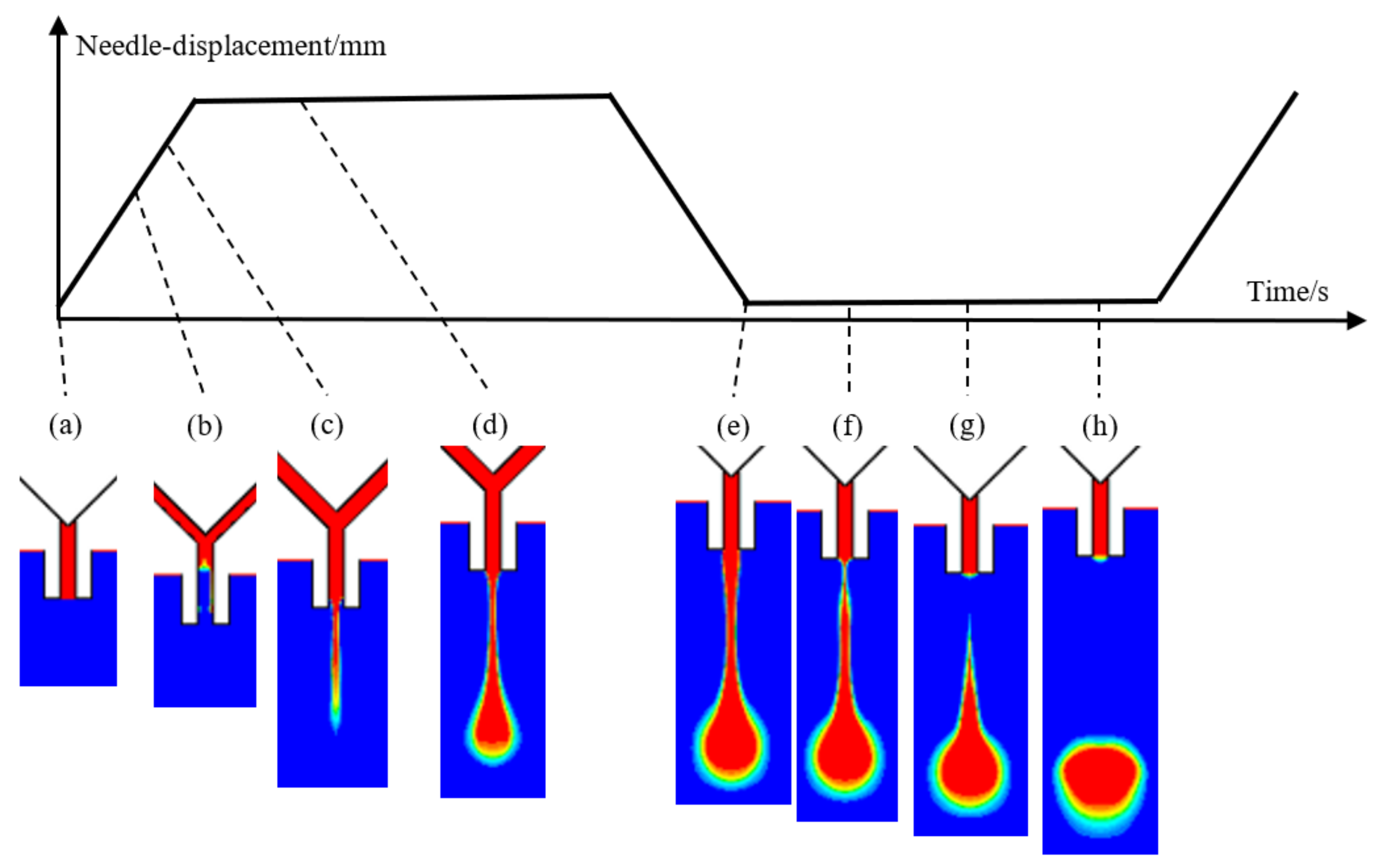
- The backflow stage. Initially, the needle blocks the nozzle, and the channels of the dispenser are filled with adhesives. At the same time, the liquid in the nozzle has a concave surface due to the action of surface tension and capillary force as Figure 3a shows. When the needle moves up, the generated negative pressure zone in the channel causes the liquid to flow back from the nozzle as Figure 3b shows.
- (2)
- Droplet growth stage. With the continuous lifting of the needle, the high pressure affecting the adhesives in syringe drives the liquid to move along the channel and flow out from the nozzle. During this process, the original concave surface extends to form a new convex shape with the appearance of liquid column under the nozzle tip as shown in Figure 3c.
- (3)
- (4)
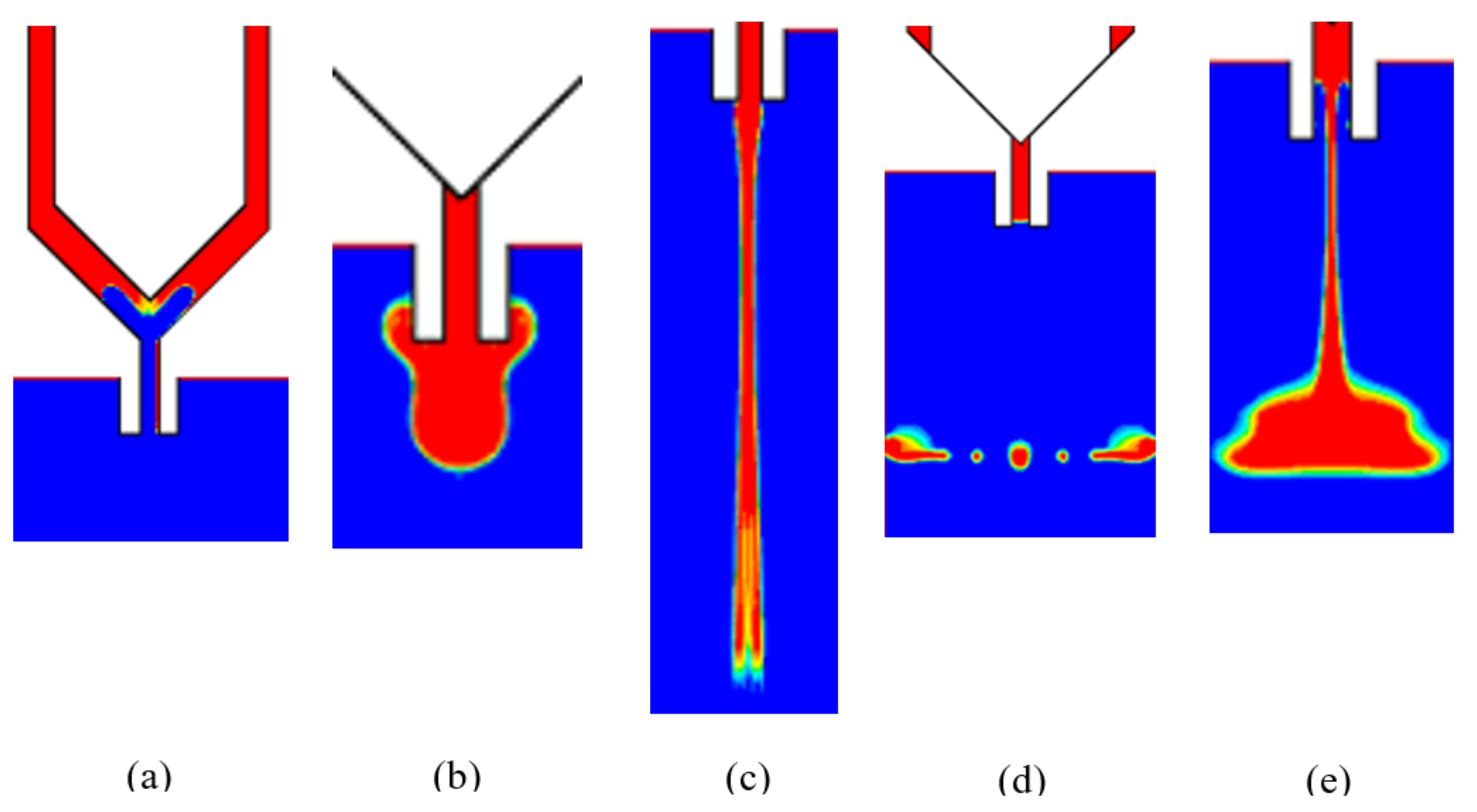
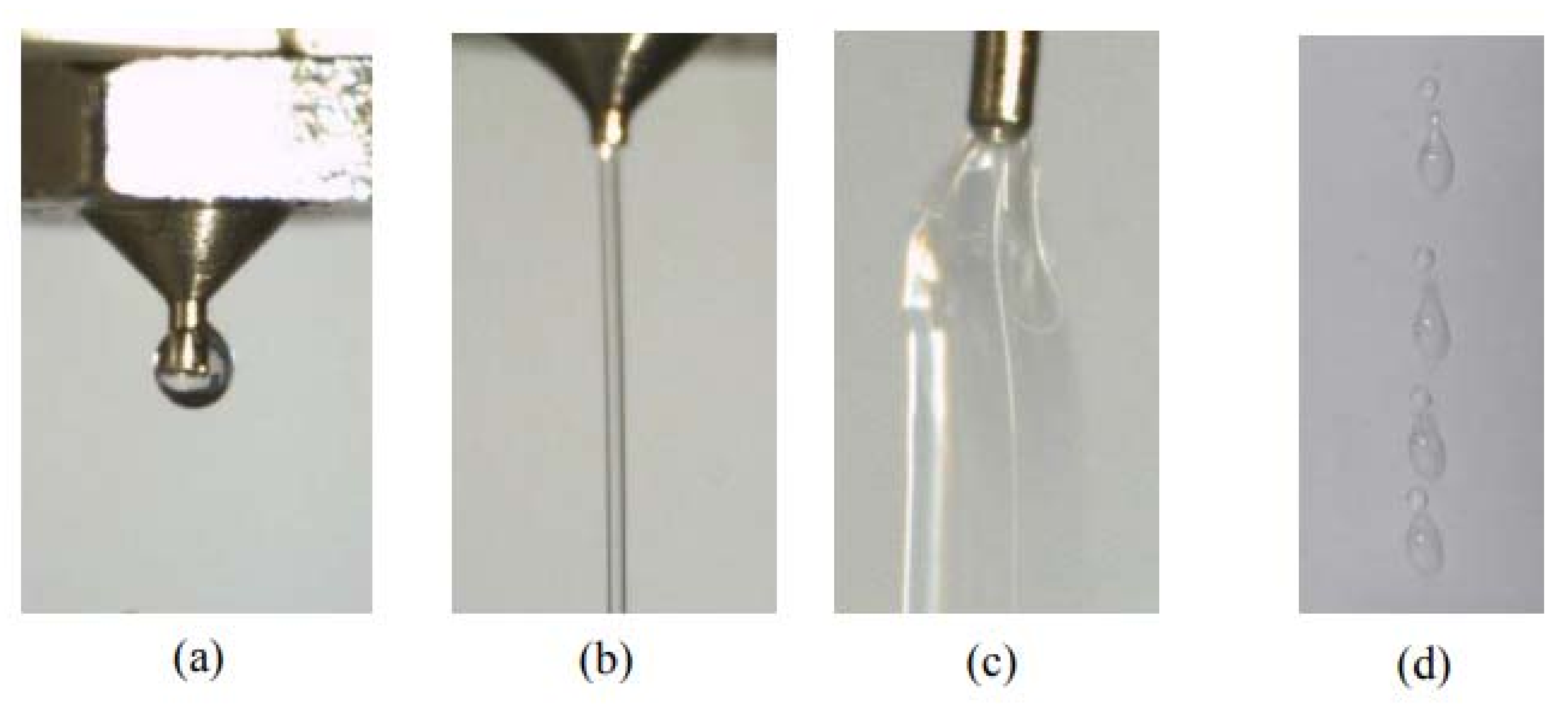
- Droplet breakage stage. The flow rate of liquid inside the nozzle drops to zero due to the block between the nozzle and the upper channel. The outside part still has a downward thrust to elongate the liquid column further because of inertia action. In addition, the difference in speed makes the radius of the liquid column below the nozzle smaller (Figure 3f) and separates the column into two parts (Figure 3g).
- (5)
- Droplet separation stage. The tapered tail of the ejected liquid moves speedily to the main body of droplet because of surface tension, which makes the droplet have a better ball shape and leave the nozzle finally (Figure 3h). In addition, the liquid remaining at the end of the nozzle is sucked back to form a new inward concave surface again as Figure 3a shows.
4. The Influences of System Parameters on Droplet Dispensing
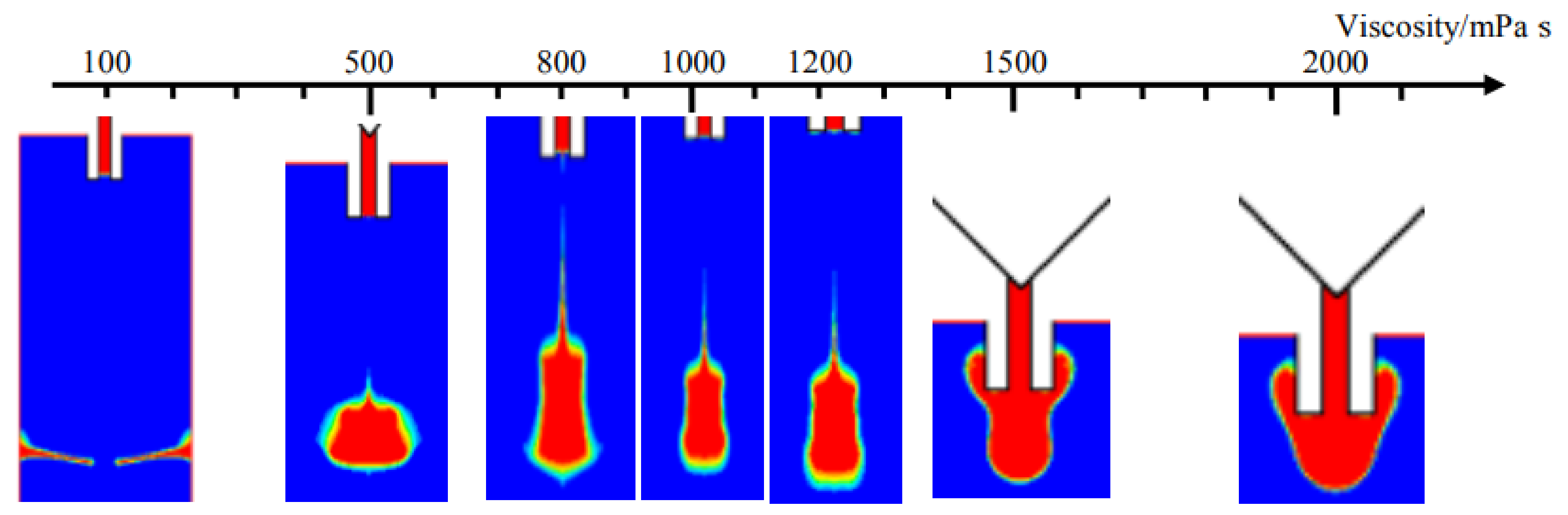
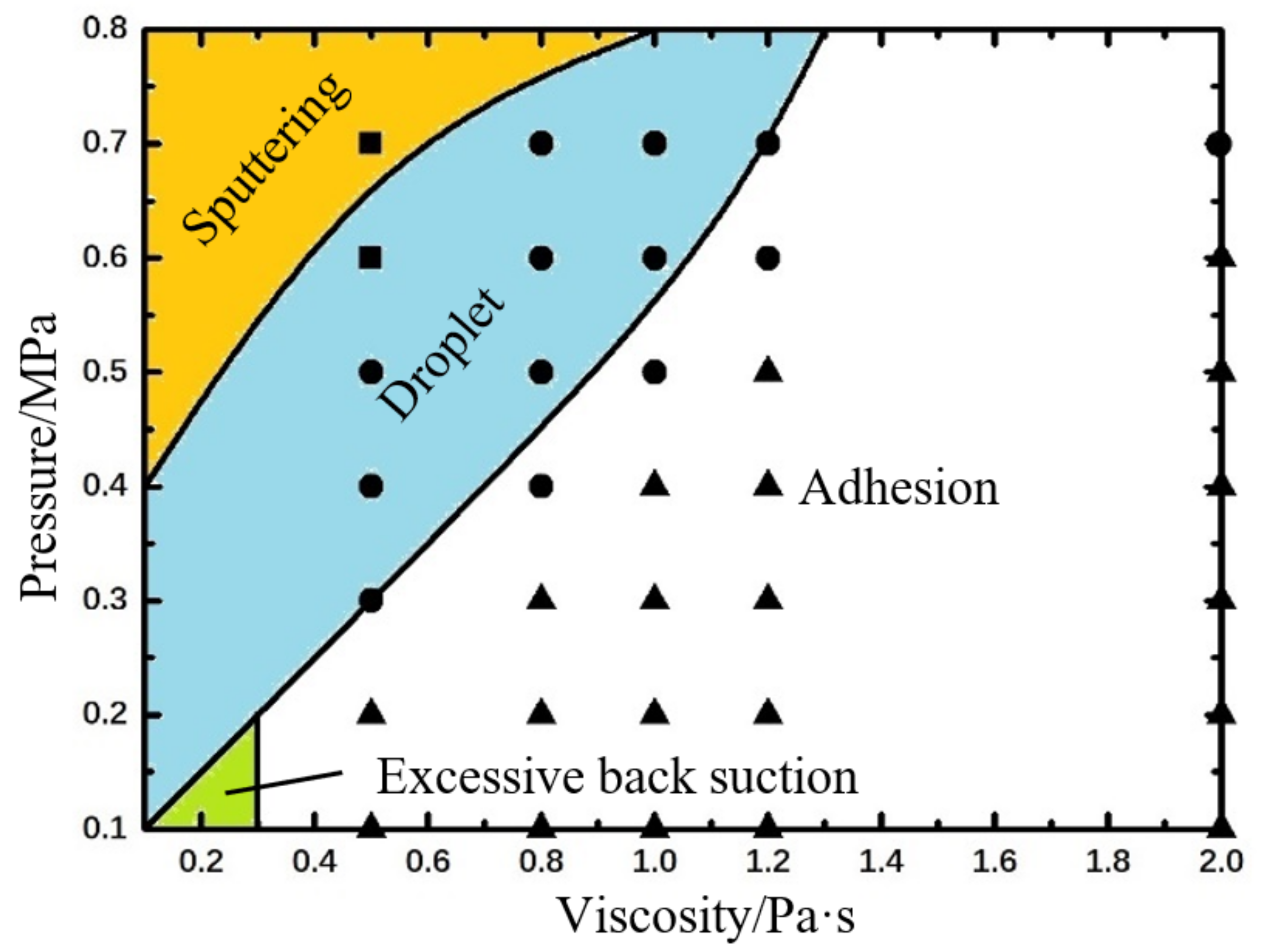
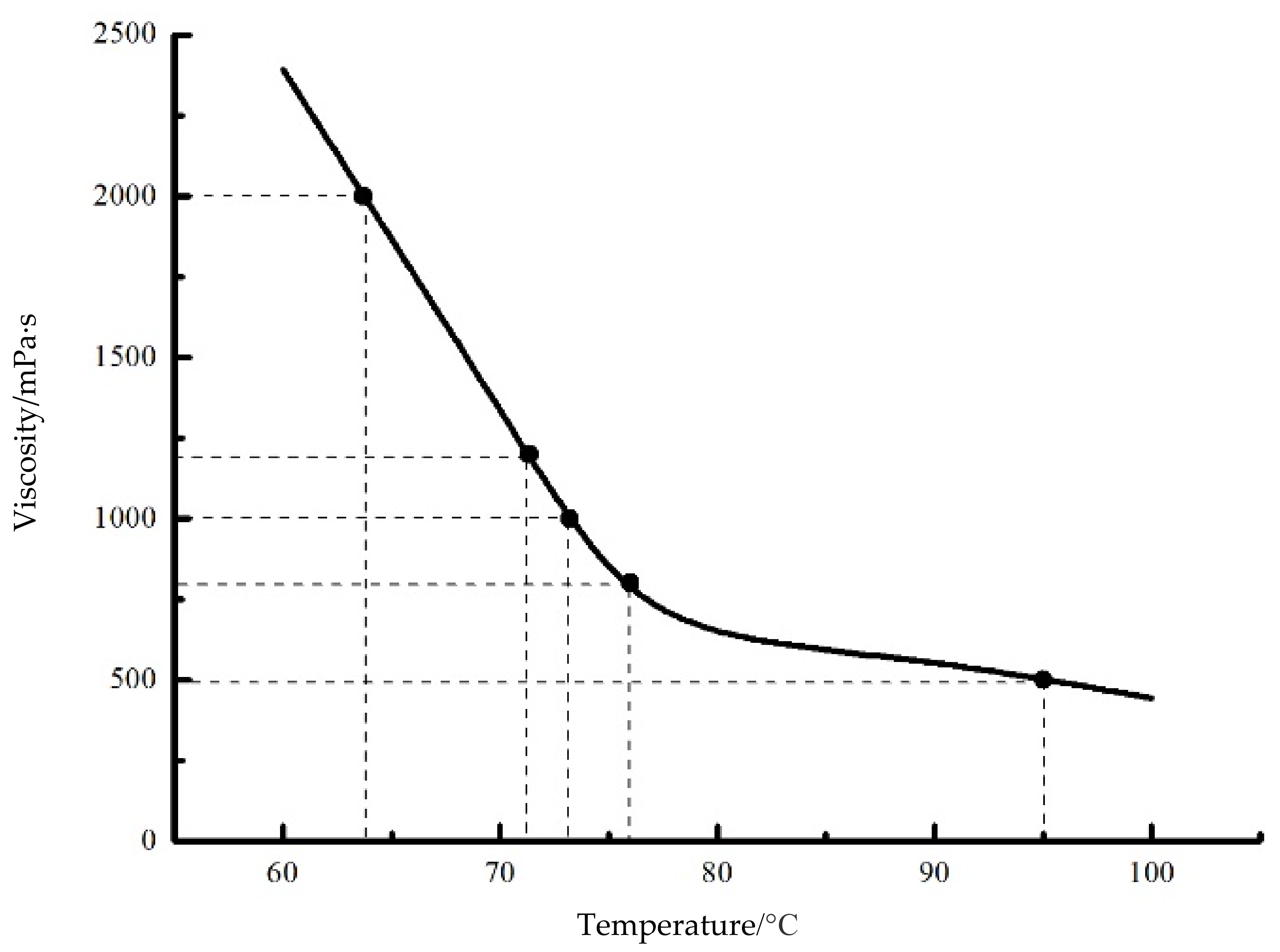
4.1. The Influences of Viscosity and Pressure on Droplet Dispensing
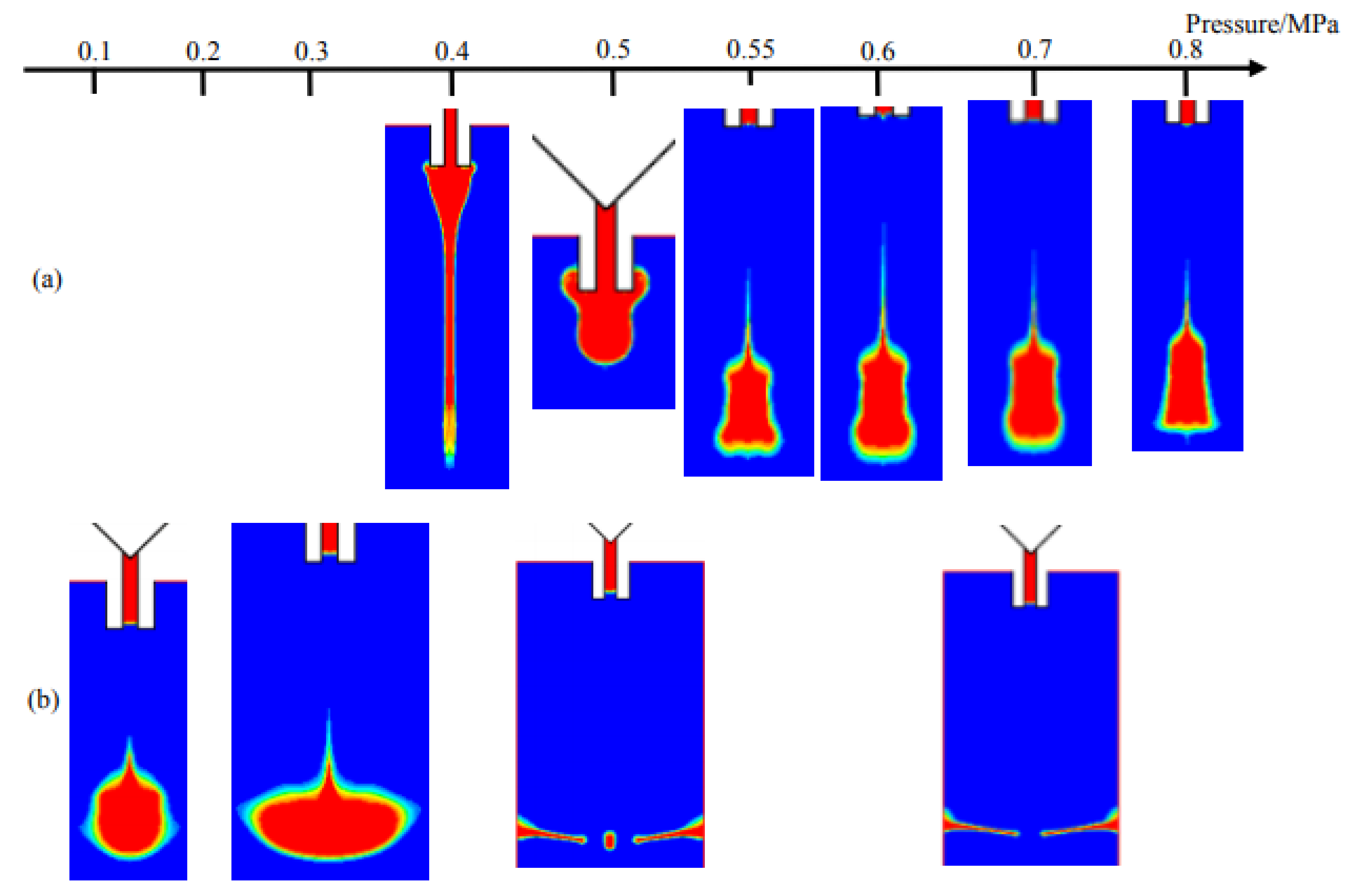
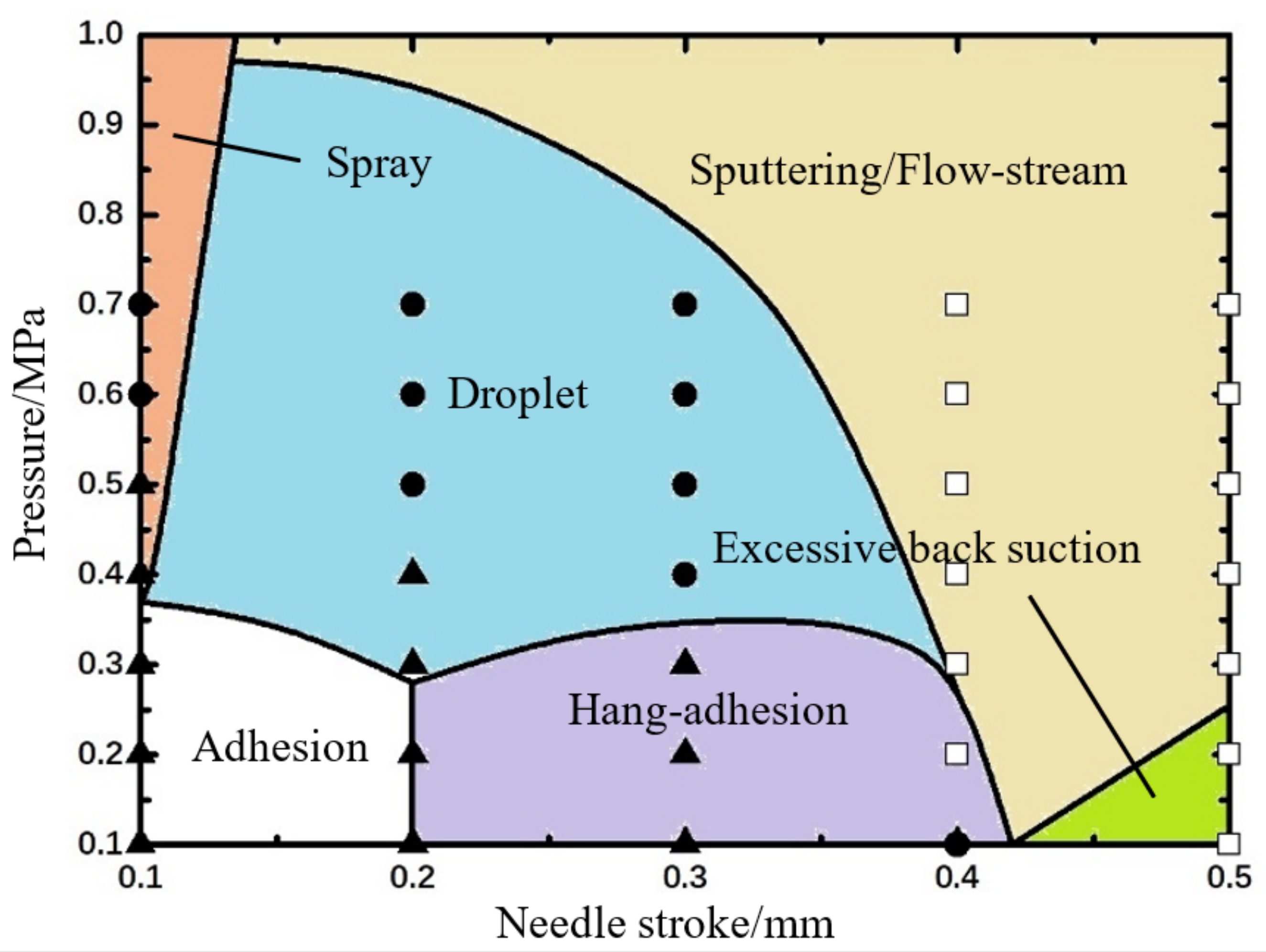
4.2. The Influence of Pressure and Needle Stroke on Droplet Dispensing
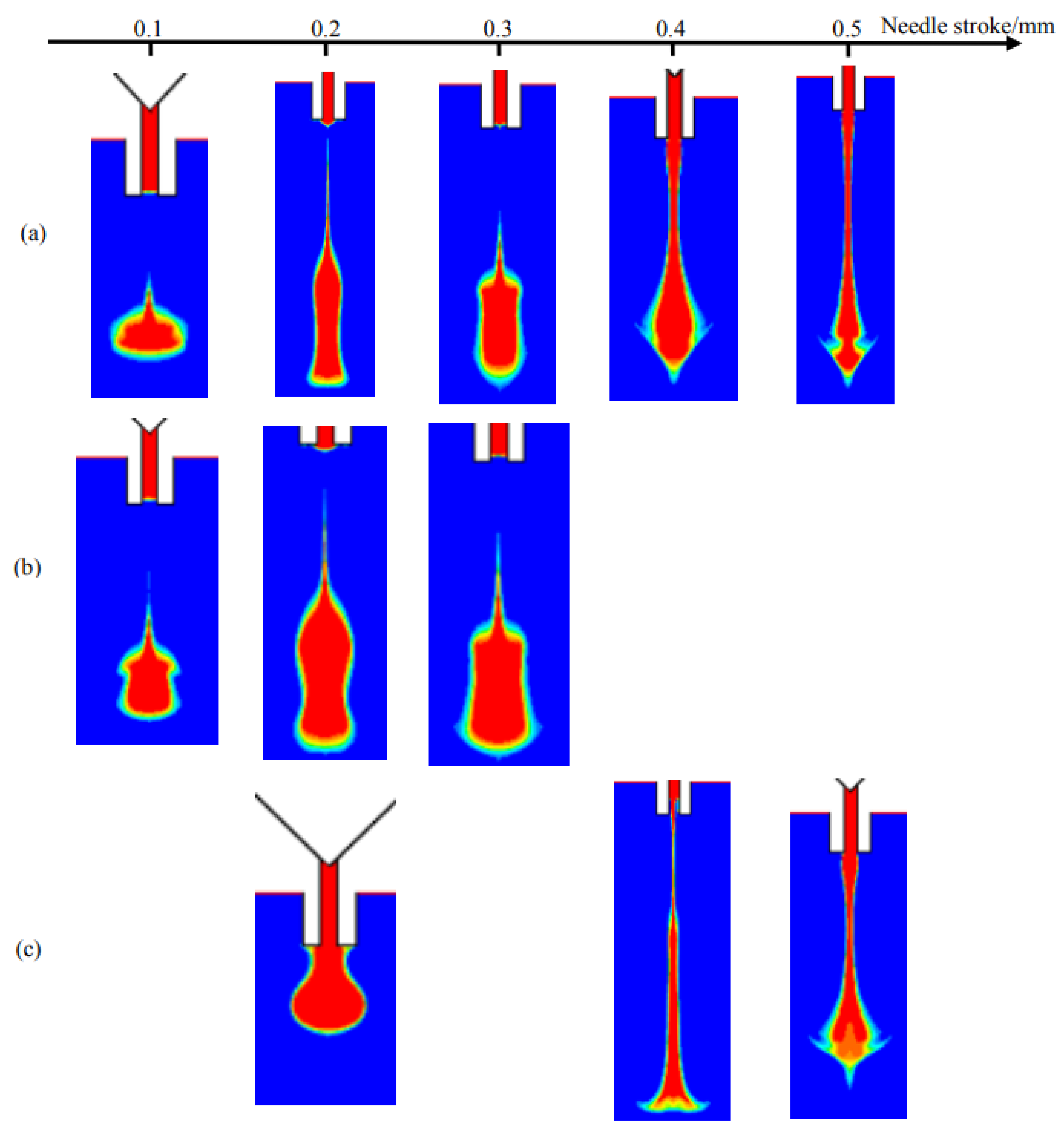
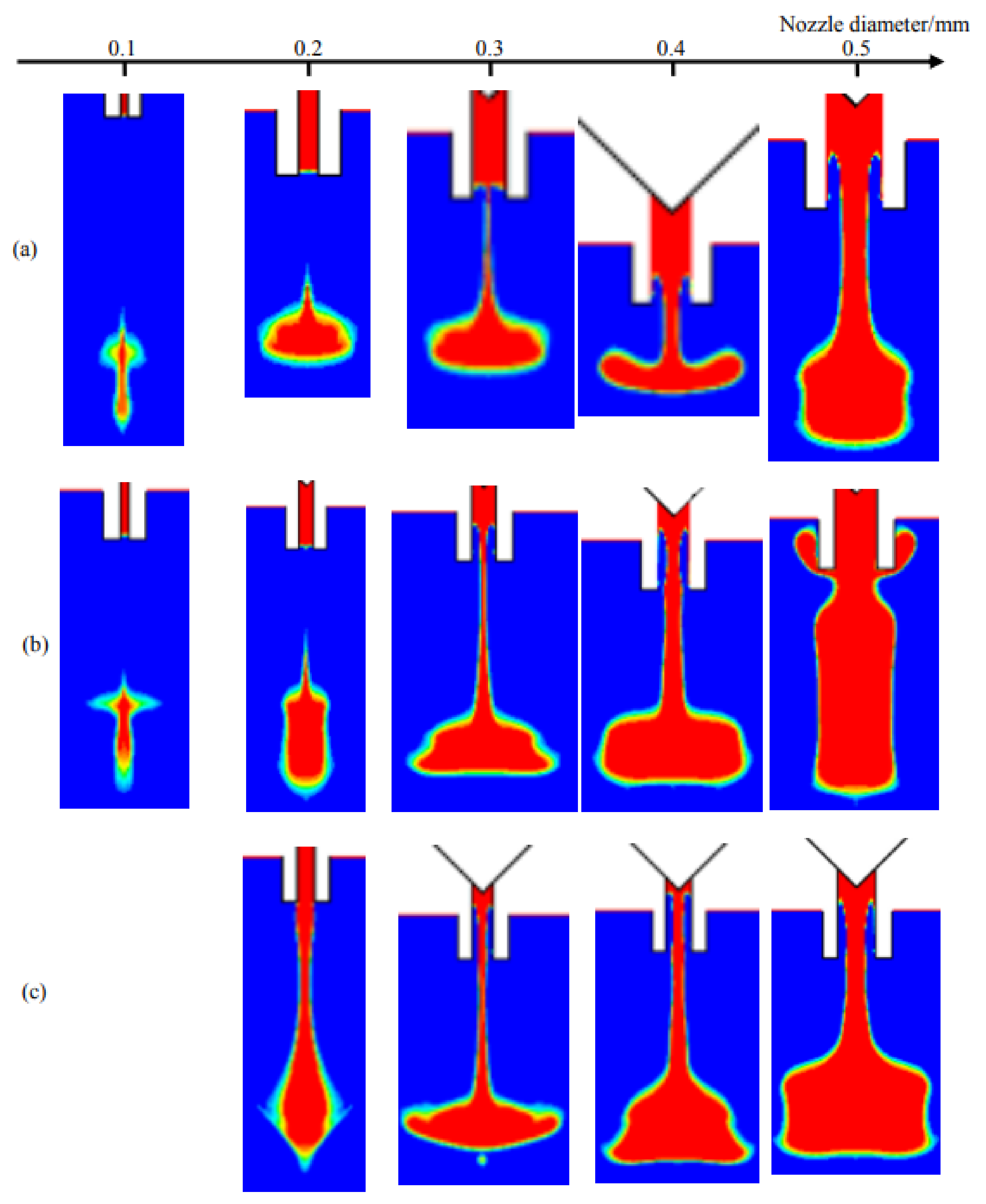
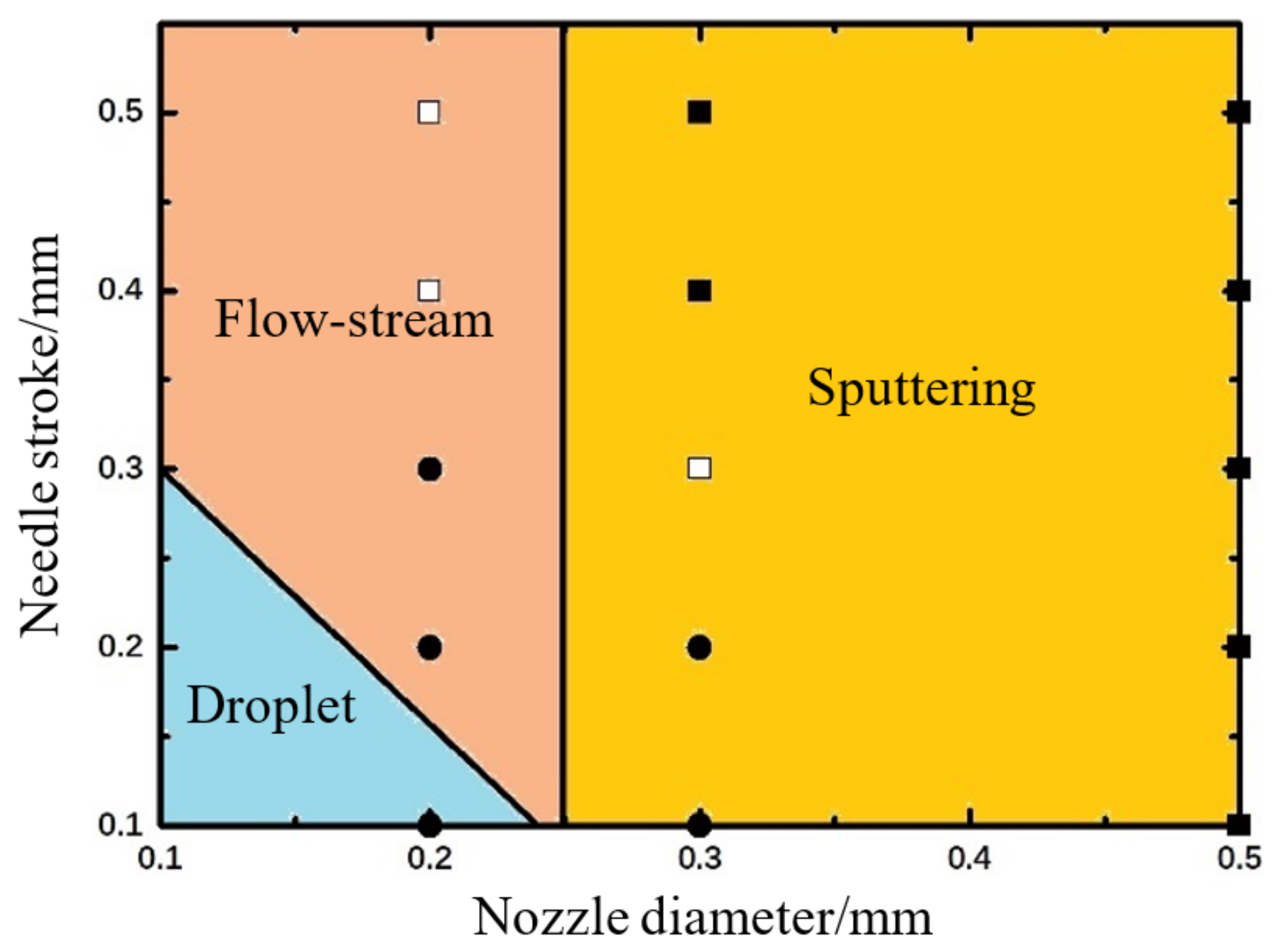
4.3. The Influences of Nozzle Diameter and Needle Stroke on Droplet Dispensing
5. Experiment Results and Analysis
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, Y.; Li, H.X.; Shan, X.; Gao, J.; Chen, X.; Wang, F. Ultrasound aided smooth dispensing for high viscoelastic epoxy in microelectronic packaging. Ultrason. Sonochem. 2016, 28, 15–20. [Google Scholar] [CrossRef] [PubMed]
- Yao, Y.F.; Lu, S.Z.; Liu, Y.X.; Sun, L.N. Research on automated micro-liquid dispensing technology. J. Mech. Eng. 2013, 14, 140–153. [Google Scholar] [CrossRef]
- Jeon, J.; Hong, S.; Choi, M.; Choi, S. Design and performance evaluation of a new jetting dispenser system using two piezostack actuators. Smart Mater. Struct. 2015, 24, 11. [Google Scholar] [CrossRef]
- Urano, M.; Sakata, T.; Shimamura, T.; Ishii, H.; Chino, M.; Shimada, T.; Tazawa, H.; Machida, K. Novel Packaging Technology for Microelectromechanical-System Devices. Jpn. J. Appl. Phys. Part 1 2005, 44, 8177–8181. [Google Scholar] [CrossRef]
- Kumagai, K.; Fuchiwaki, O. A Development of Dispenser for High-Viscosity Liquid and Pick and Place of Micro Objects Using Capillary Force. Key Eng. Mater. 2012, 516, 48–53. [Google Scholar] [CrossRef]
- Lu, S.Z.; Yao, Y.F.; Liu, Y.X.; Zhao, Y. Design and experiment of a needle-type piezostack-driven jetting dispenser based on lumped parameter method. J. Adhes. Sci. Technol. 2015, 29, 716–730. [Google Scholar] [CrossRef]
- Ahamed, M.J.; Ben-Mrad, R.; Sullivan, P. A Drop-on-Demand-Based Electrostatically Actuated Microdispenser. J. Microelectromech. Syst. 2013, 22, 177–185. [Google Scholar] [CrossRef]
- Bu, Z.; Lin, S.; Huang, X.; Li, A.; Wu, D.; Zhao, Y.; Luo, Z.; Wang, L. A novel piezostack-driven jetting dispenser with corner-filleted flexure hinge and high-frequency performance. J. Micromech. Microeng. 2018, 28, 075001. [Google Scholar] [CrossRef] [Green Version]
- Han, H.; Lee, J.S.; Kim, H.; Shin, S.; Lee, J.; Kim, J.; Hou, X.; Cho, S.-W.; Seo, J.; Lee, T. Single-Droplet Multiplex Bioassay on a Robust and Stretchable Extreme Wetting Substrate through Vacuum-Based Droplet Manipulation. ACS Nano 2018, 12, 932–941. [Google Scholar] [CrossRef] [PubMed]
- Zhou, C.; Duan, J.A.; Deng, G.; Li, J. A Novel High-Speed Jet Dispenser Driven by Double Piezoelectric Stacks. IEEE Trans. Ind. Electron. 2017, 64, 412–419. [Google Scholar] [CrossRef]
- Zhou, C.; Deng, G.L.; Li, J.H.; Duan, J.A. Flow Channel Influence of a Collision-Based Piezoelectric Jetting Dispenser on Jet Performance. Sensors 2018, 18, 1270. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, Q.H.; Choi, M.K.; Choi, S.B. A New Type of Piezostack-Driven Jetting Dispenser for Semiconductor Electronic Packaging: Modeling and Control. Smart Mater. Struct. 2008, 17, 13. [Google Scholar] [CrossRef]
- Nguyen, Q.H.; Choi, S.B.; Kim, J.D. The Design and Control of a Jetting Dispenser for Semiconductor Eectronic Packing Driven by a Piezostack and Flexible Beam. Smart Mater. Struct. 2008, 17, 12. [Google Scholar] [CrossRef]
- Nguyen, Q.H.; Han, Y.M.; Choi, S.B.; Hong, S.M. Dynamic Characteristics of a New Jetting Dispenser Driven by Piezostack Actuator. IEEE Trans. Electron. Packag. Manuf. 2008, 31, 248–259. [Google Scholar] [CrossRef]
- Lu, S.; Liu, Y.; Yao, Y.; Sun, L.; Zhong, M. Bond Graph Model of a Piezostack Driven Jetting Dispenser. Simul. Modell. Pract. Theory 2014, 49, 193–202. [Google Scholar] [CrossRef]
- Du, P.; Deng, G.L.; Zhou, C.; Wu, T. Simulation and experiment study on the jetting dispensing process driven by mechanical collision. In Proceedings of the ICEPT 2015, Changsha, China, 11–14 August 2015; pp. 450–453. [Google Scholar]
- Zhou, C.; Du, P.; Feng, Z.Y.; Cui, W.; Deng, G. Influence of Bi-piezoelectric micro-valve’s parameters on jet performance. Optik 2018, 167, 129–135. [Google Scholar] [CrossRef]
- Wu, T.; Deng, G.L.; Zhou, C.; Chen, W. Fluid dynamics of jetting dispensing process based on simulation and experiment. In Proceedings of the ICEPT 2016, Wuhan, China, 16–19 August 2016; pp. 84–87. [Google Scholar]
- Gu, S.D.; Jiao, X.Y.; Liu, J.F.; Yang, Z.; Jiang, H.; Lv, Q. Design and Experiment of a Solder Paste Jetting System Driven by a Piezoelectric Stack. Micromachines 2016, 7, 112. [Google Scholar] [CrossRef]
- Lu, S.; Jiang, H.; Li, M.; Liu, J.; Gu, S.; Jiao, X.; Liu, X. Nozzle and needle during high viscosity adhesive jetting based on piezoelectric jet dispensing. Smart Mater. Struct. 2015, 24, 8. [Google Scholar] [CrossRef]
- Wang, L.Y.; Du, X.H.; Li, Y.P.; Luo, Z.; Zheng, G.; Sun, D. Simulation and experiment study on adhesive ejection behavior in jetting dispenser. J. Adhes. Sci. Technol. 2014, 28, 53–64. [Google Scholar] [CrossRef]
- Eggers, J. Nonlinear Dynamics and Breakup of Free-Surface Flows. Rev. Mod. Phys. 1997, 69, 865–929. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Driving Pressure (MPa) | Liquid Viscosity (mPa·s) | Needle Stroke (mm) | Nozzle Diameter (mm) | Liquid Density (kg/m3) | Surface Tension (N/m) | Nozzle Length (mm) | Needle Cycle (Hz) |
|---|---|---|---|---|---|---|---|
| 0.1–0.8 | 100–2000 | 0.1–0.5 | 0.1–0.5 | 1200 | 0.03–0.06 | 2 | 20 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, S.; Cao, G.; Zheng, H.; Li, D.; Shi, M.; Qi, J. Simulation and Experiment on Droplet Formation and Separation for Needle-Type Micro-Liquid Jetting Dispenser. Micromachines 2018, 9, 330. https://doi.org/10.3390/mi9070330
Lu S, Cao G, Zheng H, Li D, Shi M, Qi J. Simulation and Experiment on Droplet Formation and Separation for Needle-Type Micro-Liquid Jetting Dispenser. Micromachines. 2018; 9(7):330. https://doi.org/10.3390/mi9070330
Chicago/Turabian StyleLu, Shizhou, Guangyu Cao, Hai Zheng, Dongqi Li, Meiyan Shi, and Jiahui Qi. 2018. "Simulation and Experiment on Droplet Formation and Separation for Needle-Type Micro-Liquid Jetting Dispenser" Micromachines 9, no. 7: 330. https://doi.org/10.3390/mi9070330
APA StyleLu, S., Cao, G., Zheng, H., Li, D., Shi, M., & Qi, J. (2018). Simulation and Experiment on Droplet Formation and Separation for Needle-Type Micro-Liquid Jetting Dispenser. Micromachines, 9(7), 330. https://doi.org/10.3390/mi9070330