Manufacturing of a Compact Micro Air Bearing Device for Power Micro Electro Mechanical System (MEMS) Applications Using Silica Film Assisted Processing

Abstract
:1. Introduction
2. Structure and Microfabrication Process Flow
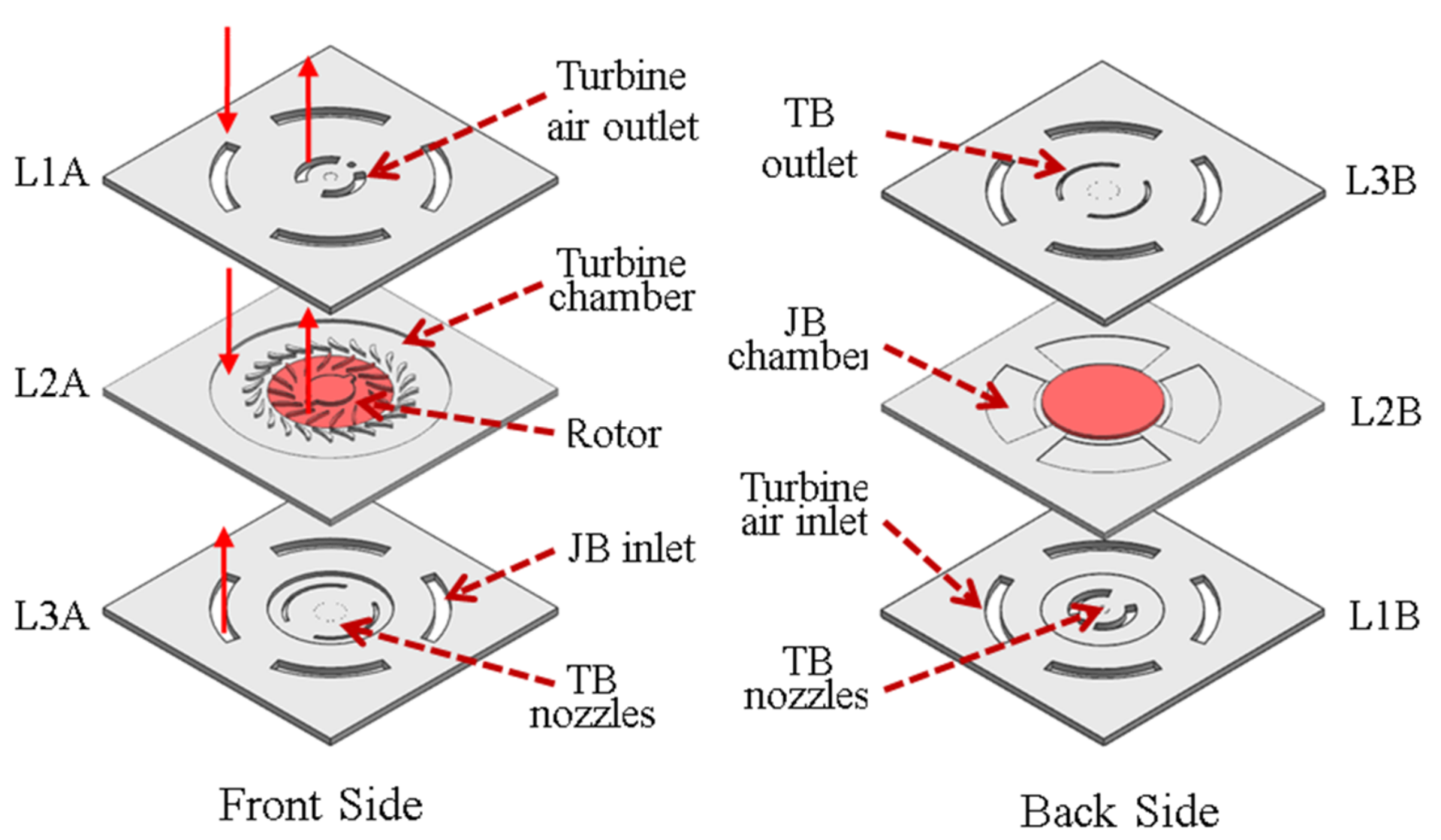
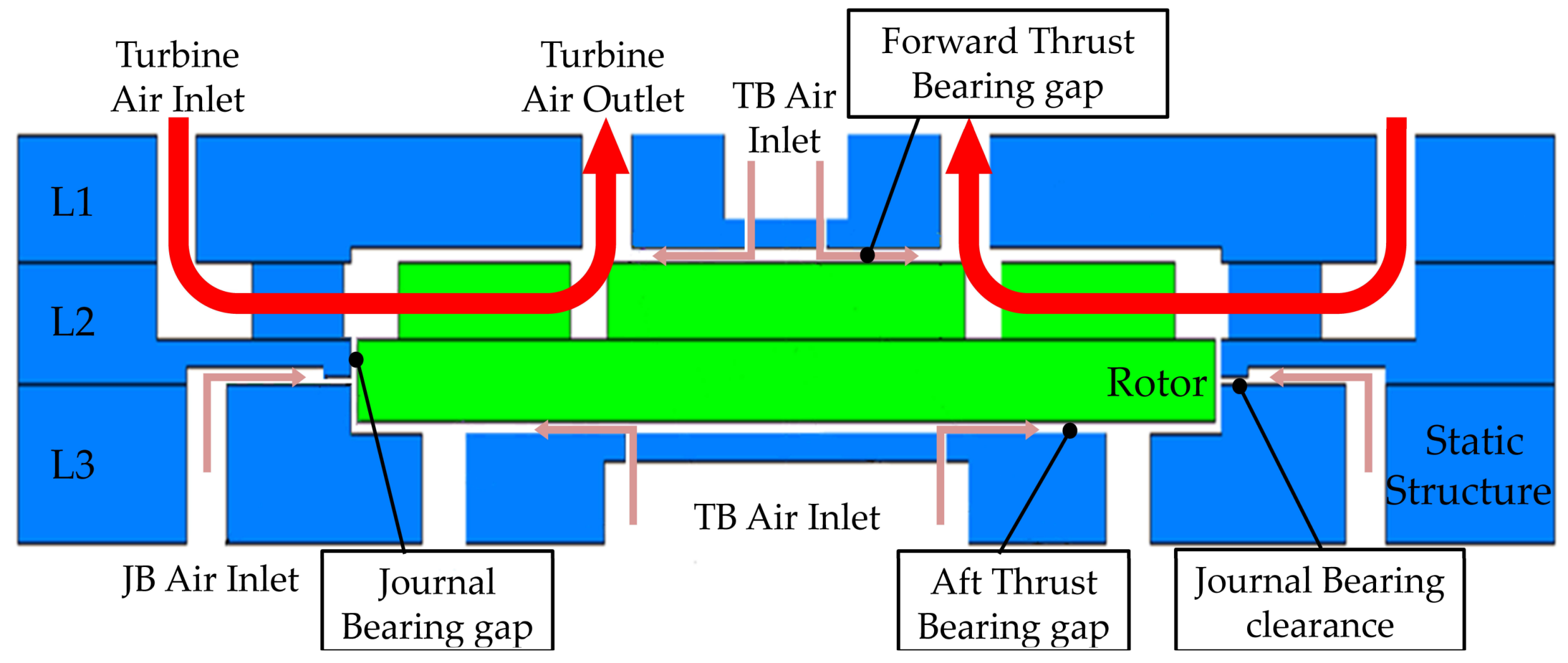
2.1. Structure and Components of MAB
2.2. Microfabrication Process Flow
3. Key Microfabrication Methods
3.1. BOE Etching of Oxide
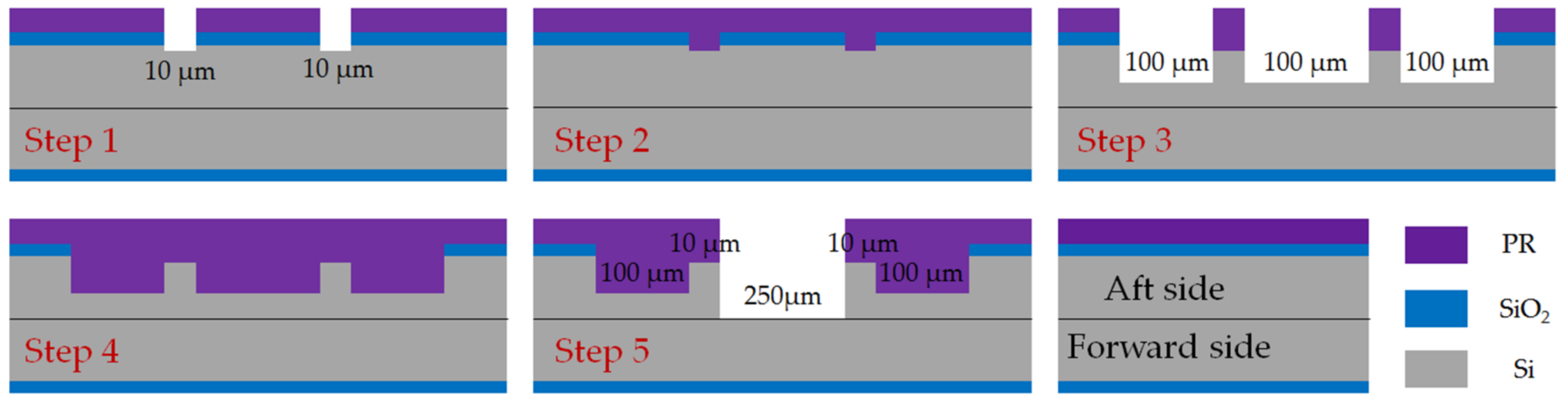
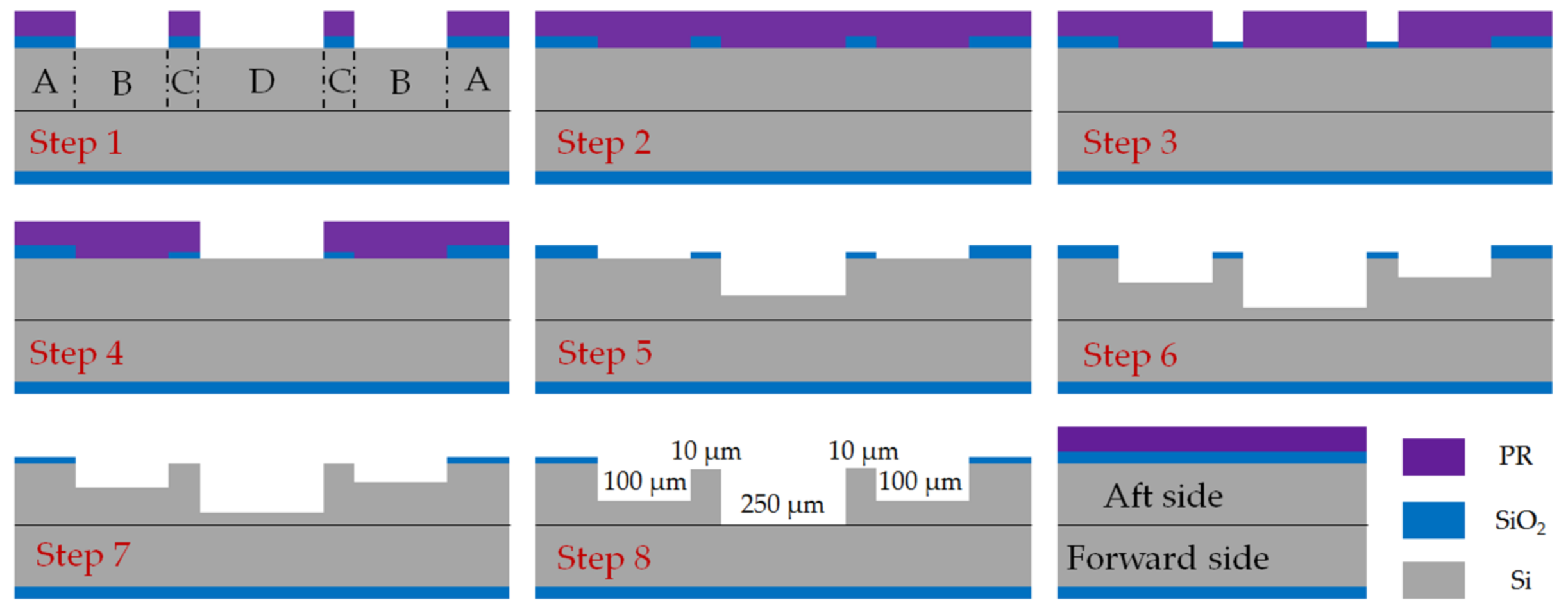
3.2. DRIE Etching of Si
- Step 1
- pattern, BOE etch oxide and DRIE for 10 μm JB clearance.
- Step 2
- remove photoresist and recoating 6 μm fresh photoresist.
- Step 3
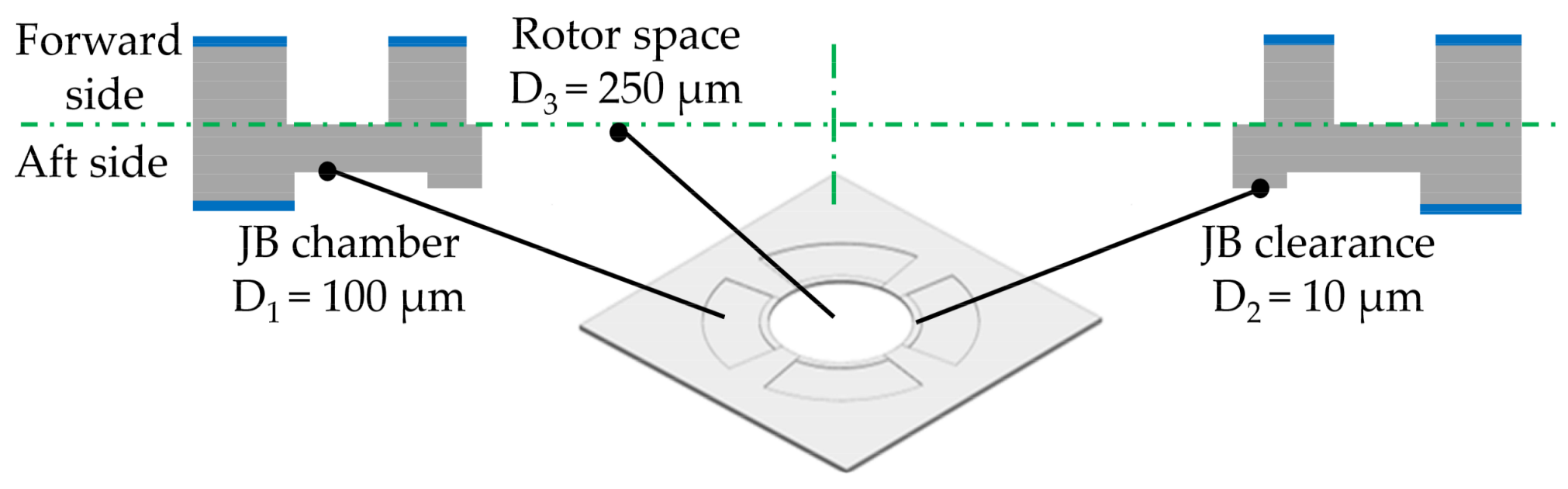
- pattern, BOE etch oxide and DRIE for 100 μm JB chamber and rotor space.
- Step 4
- remove photoresist and recoating 6 μm fresh photoresist.
- Step 5
- pattern and DRIE for 250 μm rotor space.
- Step 1
- pattern, BOE etch 2 μm oxide for JB chamber and rotor space.
- Step 2
- remove photoresist and recoating 6 μm fresh photoresist.
- Step 3
- pattern, BOE etch 1 μm oxide for JB clearance.
- Step 4
- remove photoresist, recoating 6 μm fresh photoresist, pattern for rotor space.
- Step 5
- DRIE for 150 μm rotor space, remove photoresist.
- Step 6
- DRIE for 90 μm JB chamber and rotor space.
- Step 7
- BOE etch 1 μm oxide to reveal oxide mask for JB clearance.
- Step 8
- DRIE for 10 μm JB clearance, JB chamber and rotor space.
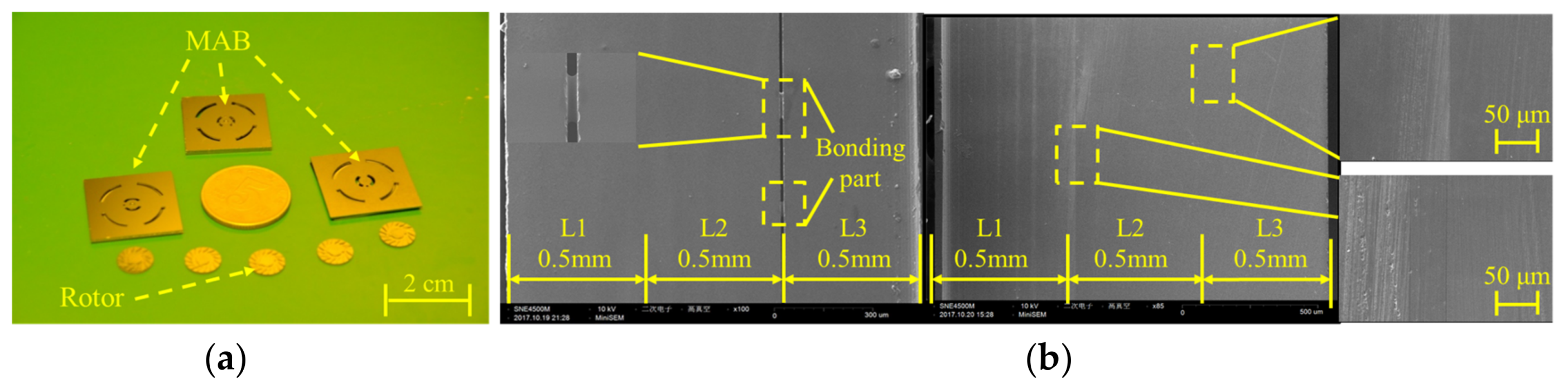
3.3. Direct Bonding of Three Layers
4. Conclusions
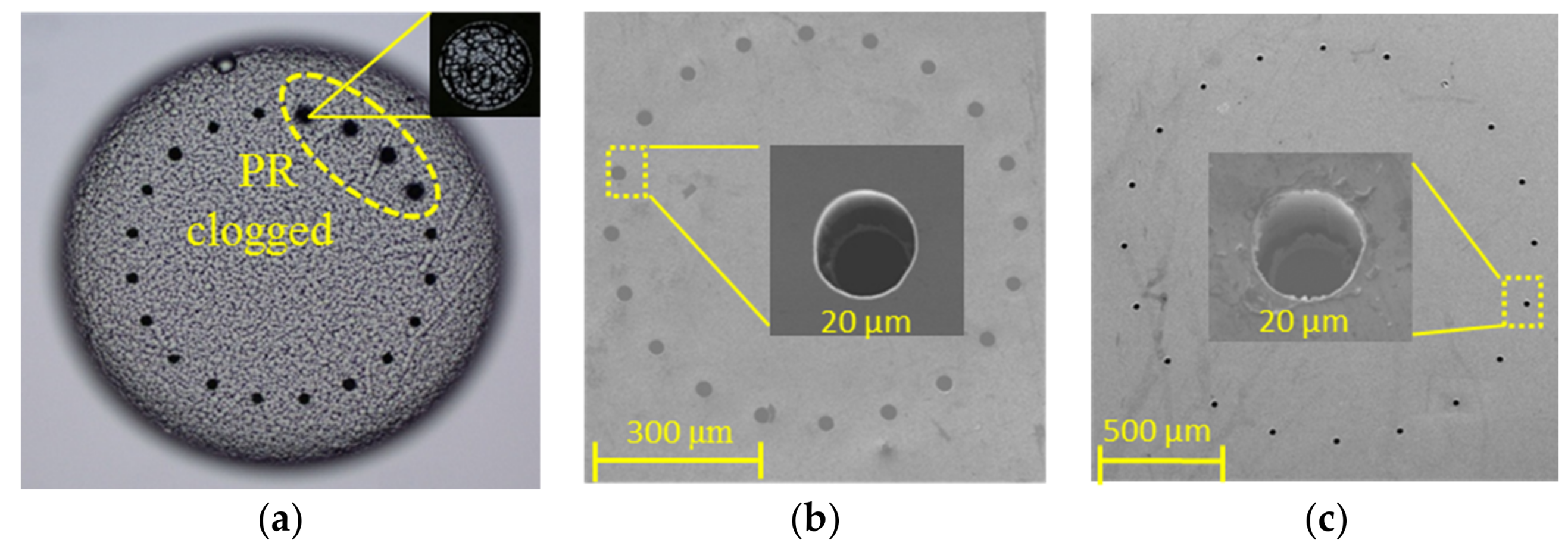
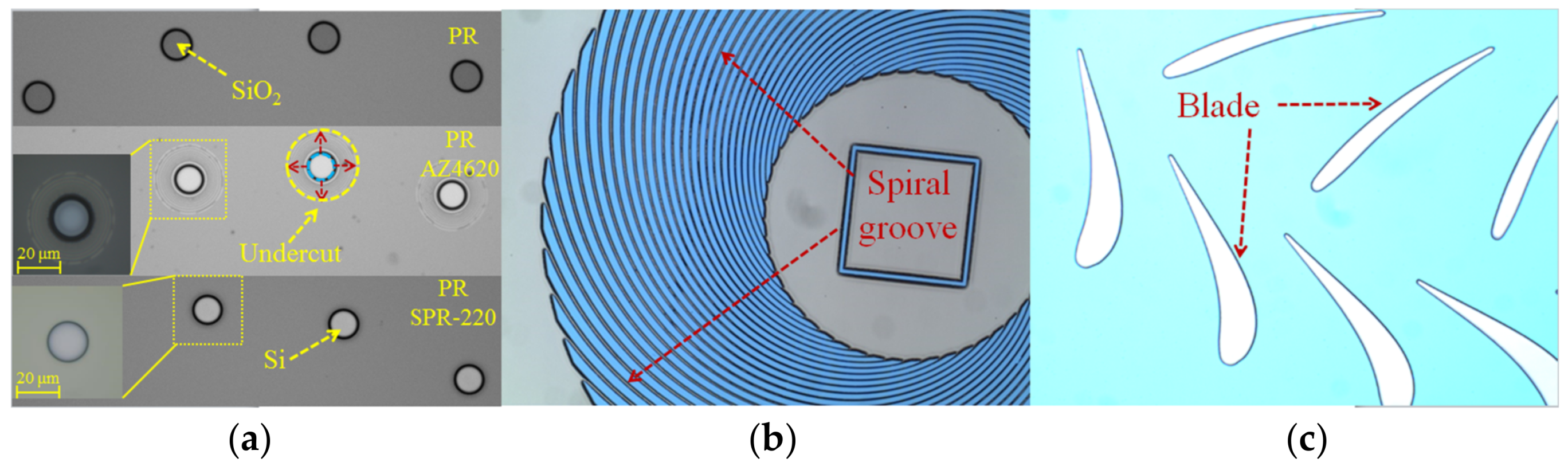
- Using SPR220 photoresist, which has better adhesion with silica film as a BOE etching mask that was supplemented with ultrasonic vibration to expel bubbles, can help to eliminate the undercut defect in the wet etching process and improve the uniformity and integrity of micro structures, especially in wet etching of a small-sized structure, like nozzles, spiral grooves, and turbine blade trailing edges.
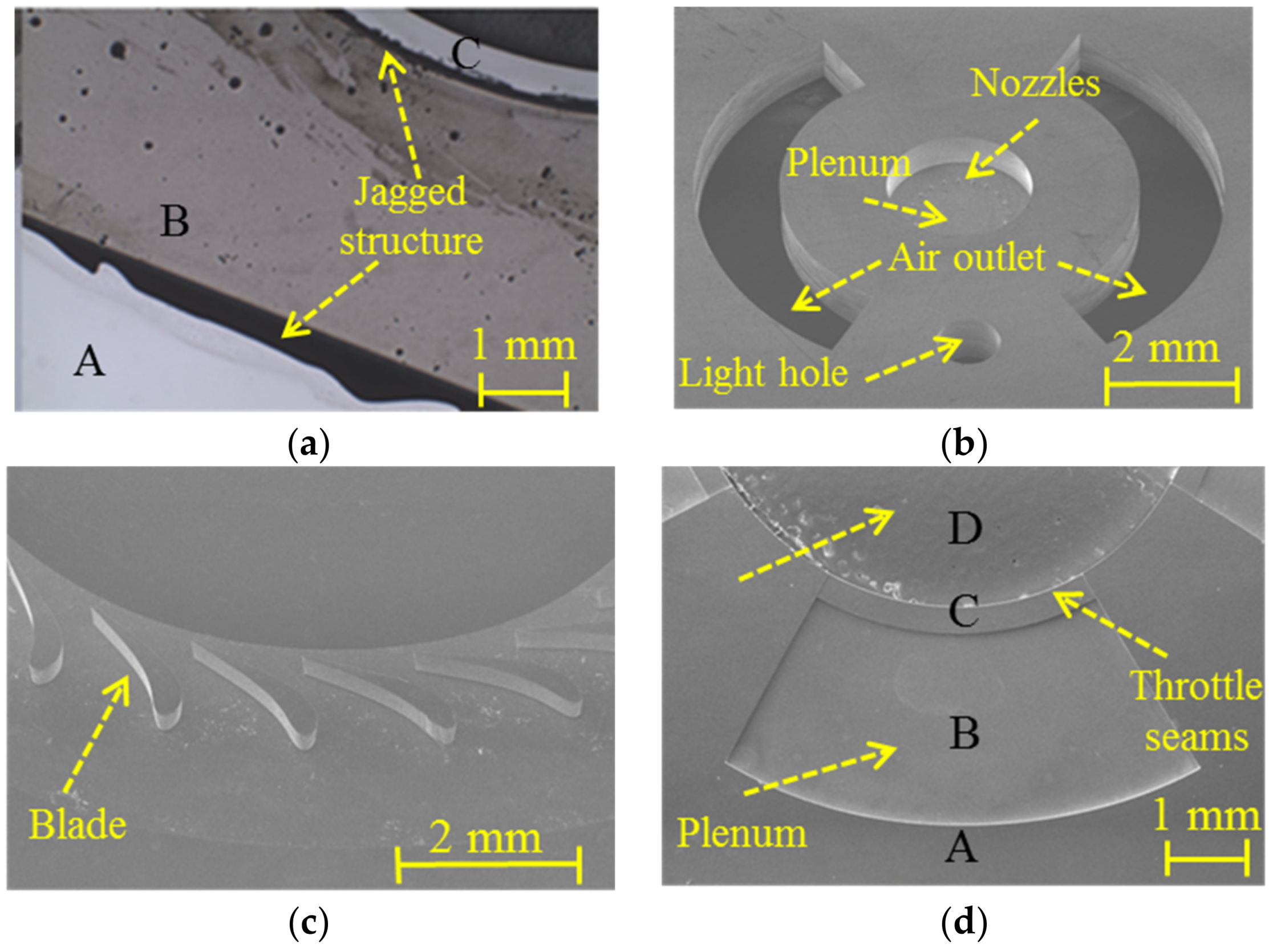
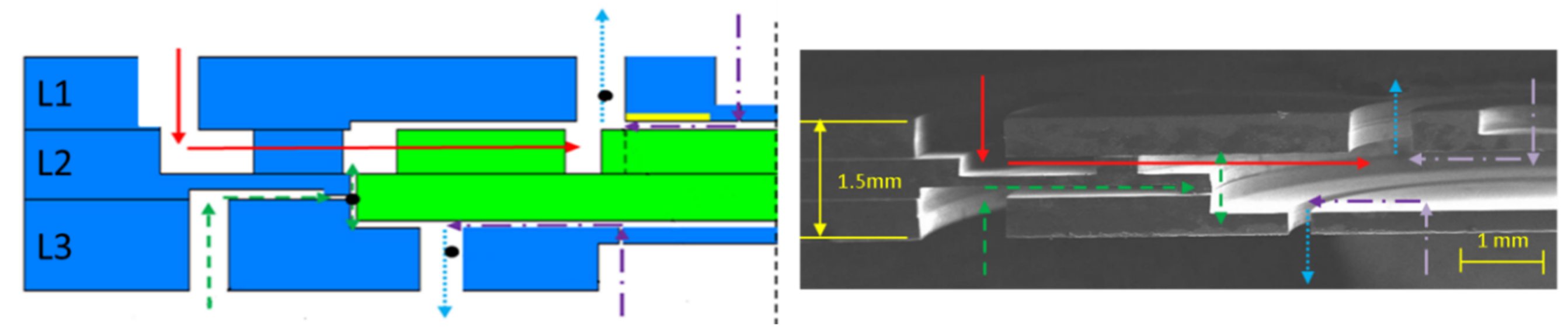
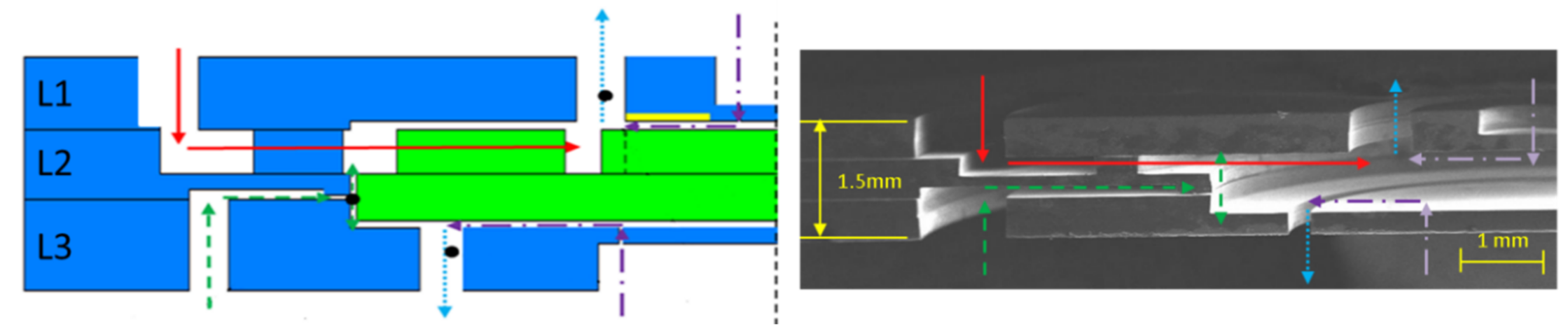
- Multi-depth etching with precise depth control can be realized by using both photoresist and silica as an etching mask by only one oxidation process at the beginning. When compared to the traditional method using photoresist as a mask, jagged etching structures could be avoided by using this innovative method and multi-depth etching can be achieved. Warpage caused by the residual stress was reduced compared to the similar method with 1–2 thermal oxidation during the whole process to achieve three depths structures.
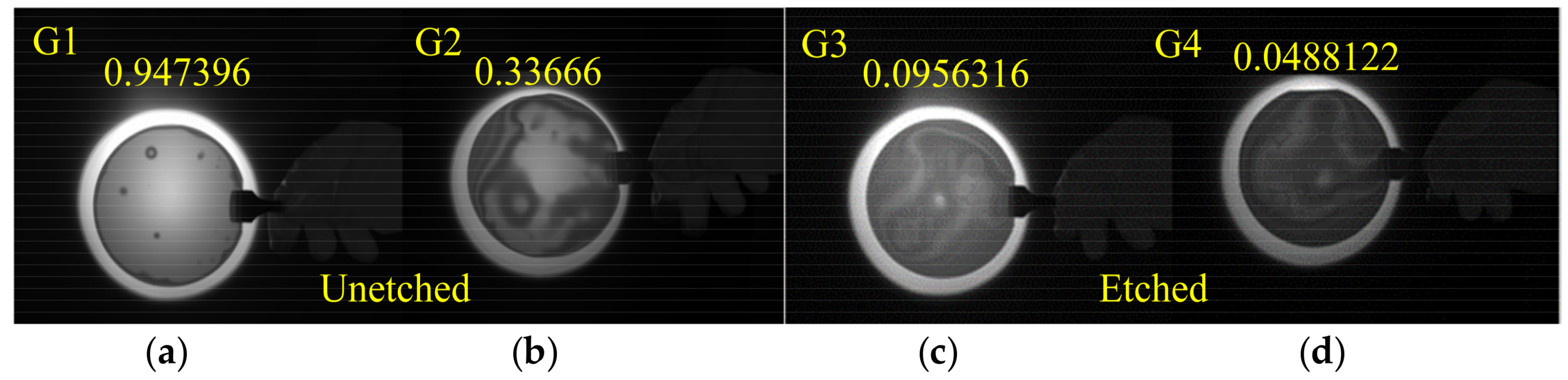
- Silica film protection has a critical impact on three-layer silicon direct bonding. The bonding rate can be increased by 50% with intact protection of silica film before bonding. Difficulty of bonding will rise sharply with the increase of the number of bonding layers because of the accumulation of residual stress in previous binding process. Therefore, compact structure design to reduce the number of layers and reduction of residual stress in pre-sequence processes were suggested to improve the bonding quality.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Epstein, A.; Senturia, S.; Al-Midani, O.; Anathasuresh, G.; Epstein, A.; Senturia, S.; Al-Midani, O.; Anathasuresh, G.; Ayon, A.; Breuer, K.; et al. Micro-Heat Engine, Gas Turbine, and Rocket Engines—The MIT Microengine Project. In Proceedings of the 28th AIAA Fluid Dynamics Conference, Snowmass Village, CO, USA, 29 June–2 July 1997. [Google Scholar]
- Piekos, E.S.; Breuer, K.S. Pseudospectral Orbit Simulation of Nonideal Gas-Lubricated Journal Bearings for Microfabricated Turbomachines. J. Tribol. 1999, 121, 604–609. [Google Scholar] [CrossRef]
- Lee, Y.B.; Kwaka, H.D.; Kima, C.H.; Lee, N.S. Numerical Prediction of Slip Flow Effect on Gas-lubricated Journal Bearings for MEMS/MST-based Micro-Rotating Machinery. Tribol. Int. 2004, 38, 89–96. [Google Scholar] [CrossRef]
- Zhang, Q.D.; Shan, X.C. Dynamic Characteristics of Micro Air Bearings for Microsystems. Microsyst. Technol. 2007, 14, 229–234. [Google Scholar] [CrossRef]
- Kim, D.; Lee, S.; Bryant, M.D.; Ling, F.F. Hydrodynamic Performance of Gas Microbearings. J. Tribol. 2004, 126, 711–718. [Google Scholar] [CrossRef]
- Zhou, J.-B.; Meng, G.; Chen, J.-Y.; Zhang, W.-M. Bifurcation Analysis of Ultrashort Self-acting Gas Journal Bearings for MEMS. IEEE Trans. Ind. Electron. 2009, 56, 3188–3194. [Google Scholar] [CrossRef]
- Wang, C.C. Application of a Hybrid Method to the Bifurcation Analysis of a Relative Short Gas Journal Bearing System with Herringbone Grooves. Ind. Lubr. Tribol. 2011, 63, 307–319. [Google Scholar] [CrossRef]
- Teo, C.J.; Spakovszky, Z.S. Modeling and Experimental Investigation of Micro-Hydrostatic Gas Thrust Bearings for Micro-Turbomachines. J. Turbomach. 2006, 128, 597–605. [Google Scholar] [CrossRef]
- Liu, L.X.; Teo, C.J.; Epstein, A.H.; Spakovszky, Z.S. Hydrostatic Gas Journal Bearings for Micro-Turbomachinery. J. Vib. Acoust. 2005, 127, 157–164. [Google Scholar] [CrossRef]
- Liu, L.X.; Spakovszky, Z.S. Effects of Bearing Stiffness Anisotropy on Hydrostatic Micro Gas Journal Bearing Dynamic Behavior. J. Eng. Gas Turbines Power 2007, 129, 177–184. [Google Scholar] [CrossRef]
- Teo, C.J.; Liu, L.X.; Li, H.Q.; Ho, L.C.; Jacobson, S.A.; Ehrich, F.F.; Epstein, A.H.; Spakovszky, Z.S. High-Speed Operation of a Gas-Bearing Supported MEMS-Air Turbine. J. Tribol. 2009, 131, 032001. [Google Scholar] [CrossRef]
- Lin, C.-C.; Ghodssi, R.; Ayon, A.A.; Chen, D.; Jacobson, S.; Breuer, K.; Epstein, A.H.; Schmidt, M.A. Fabrication and Characterization of a Micro Turbine/Bearing Rig. In Proceedings of the Twelfth IEEE International Conference on Micro Electro Mechanical Systems (MEMS ’99), Orlando, FL, USA, 21 January 1999. [Google Scholar]
- Frechette, L.G.; Jacobson, S.A.; Breuer, K.S.; Ehrich, F.F.; Ghodssi, R.; Khanna, R.; Wong, C.W.; Zhang, X.; Schmidt, M.A.; Epstein, A.H. Demonstration of A Micro Fabricated High-speed Turbine Supported on Gas Bearings. In Proceedings of the Solid-State Sensor and Actuator Workshop, Hilton Head Island, SC, USA, 4–8 June 2000. [Google Scholar]
- Shan, X.C.; Murakoshi, Y.; Wang, Z.; Lu, H.J.; Jin, Y.; Ikehara, T.; Maeda, R.; Wong, C.K. High-aspect-ratio fabrications of micro journal air bearings for micro gas turbine engine. In Proceedings of the SPIE Device and Process Technologies for MEMS, Microelectronics, and Photonics III, Perth, Australia, 2 April 2004; Volume 5276. [Google Scholar]
- Boufnichel, M.; Aachboun, S. Profile control of high aspect ratio trenches of silicon. II. Study of the mechanisms responsible for local bowing formation and elimination of this effect. J. Vac. Sci. Technol. B 2003, 21, 267–273. [Google Scholar] [CrossRef]
- Arturo, A.; Zhang, X.; Turner, K.T.; Choi, D.; Miller, B.; Nagle, S.F.; Spearing, S.M. Characterization of silicon wafer bonding for Power MEMS application. Sens. Actuators A 2003, 103, 1–8. [Google Scholar] [CrossRef]
- Zhu, H.; Holl, M.; Ray, T.; Bhushan, S.; Meldrum, D.R. Characterization of deep wet etching of fused silica glass for single cell and optical sensor deposition. J. Micromech. Microeng. 2009, 19, 065018. [Google Scholar] [CrossRef]
- Teo, C.J. MEMS Turbomachinery Rotordynamics: Modeling, Design and Testing. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2006. [Google Scholar]
- Shan, X.-C.; Zhang, Q.; Sun, Y.F.; Maeda, R. A micro turbine device with enhanced micro air-bearings. In Proceedings of the DTIP of MEMS and MOEMS, Stresa, Italy, 26–28 April 2006. [Google Scholar]
- Shan, X.-C.; Wang, Z.F.; Maeda, R.; Sun, Y.F.; Hua, J.S. A Silicon-Based Micro Gas Turbine Engine for Power Generation. In Proceedings of the DTIP of MEMS and MOEMS, Stresa, Italy, 26–28 April 2006. [Google Scholar]
- Epstein, A.H. Millimeter-scale, MEMS, Gas Turbine Engines. J. Eng. Gas Turbines Power 2003, 126, 205–226. [Google Scholar] [CrossRef]
- Park, W.J.; Kim, J.H.; Cho, S.M.; Yoon, S.G.; Suh, S.J.; Yoon, D.H. High aspect ratio via etching conditions for deep trench of silicon. Surf. Coat. Technol. 2003, 171, 290–295. [Google Scholar] [CrossRef]
- Alexe, M.; Gösele, U. Wafer Bonding: Applications and Technology; Springer: Berlin, Germany, 2004. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Etched Times | A/μm | B/μm | C/μm | D/μm | ||||
|---|---|---|---|---|---|---|---|---|
| Silica | Si | Silica | Si | Silica | Si | Silica | Si | |
| The 1st BOE | 0 | 0 | 2 | 0 | 0 | 0 | 2 | 0 |
| The 2nd BOE | 0 | 0 | 0 | 0 | 0.5 | 0 | 0 | 0 |
| The 1st DRIE | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 150 |
| The 2nd ICP | 0.45 | 0 | 0 | 90 | 0.45 | 0 | 0 | 90 |
| The 3rd BOE | 1.05 | 0 | 0 | 0 | 1.05 | 0 | 0 | 0 |
| The 3rd DRIE | 0.05 | 0 | 0 | 10 | 0 | 10 | 0 | 10 |
| Total depth | 1.55 | 0 | 2 | 100 | 2 | 10 | 2 | 250 |
| Group | Silica Film Protection | Etched Structure |
|---|---|---|
| 1 | √ | × |
| 2 | × | × |
| 3 | √ | √ |
| 4 | × | √ |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, M.; Lv, P.; Xu, T.; Tan, X.; Li, H. Manufacturing of a Compact Micro Air Bearing Device for Power Micro Electro Mechanical System (MEMS) Applications Using Silica Film Assisted Processing. Micromachines 2018, 9, 166. https://doi.org/10.3390/mi9040166
Yu M, Lv P, Xu T, Tan X, Li H. Manufacturing of a Compact Micro Air Bearing Device for Power Micro Electro Mechanical System (MEMS) Applications Using Silica Film Assisted Processing. Micromachines. 2018; 9(4):166. https://doi.org/10.3390/mi9040166
Chicago/Turabian StyleYu, Mingxing, Pin Lv, Tiantong Xu, Xiao Tan, and Haiwang Li. 2018. "Manufacturing of a Compact Micro Air Bearing Device for Power Micro Electro Mechanical System (MEMS) Applications Using Silica Film Assisted Processing" Micromachines 9, no. 4: 166. https://doi.org/10.3390/mi9040166