Highly Fluorinated Methacrylates for Optical 3D Printing of Microfluidic Devices


Abstract

1. Introduction
2. Materials and Methods
3. Results and Discussion
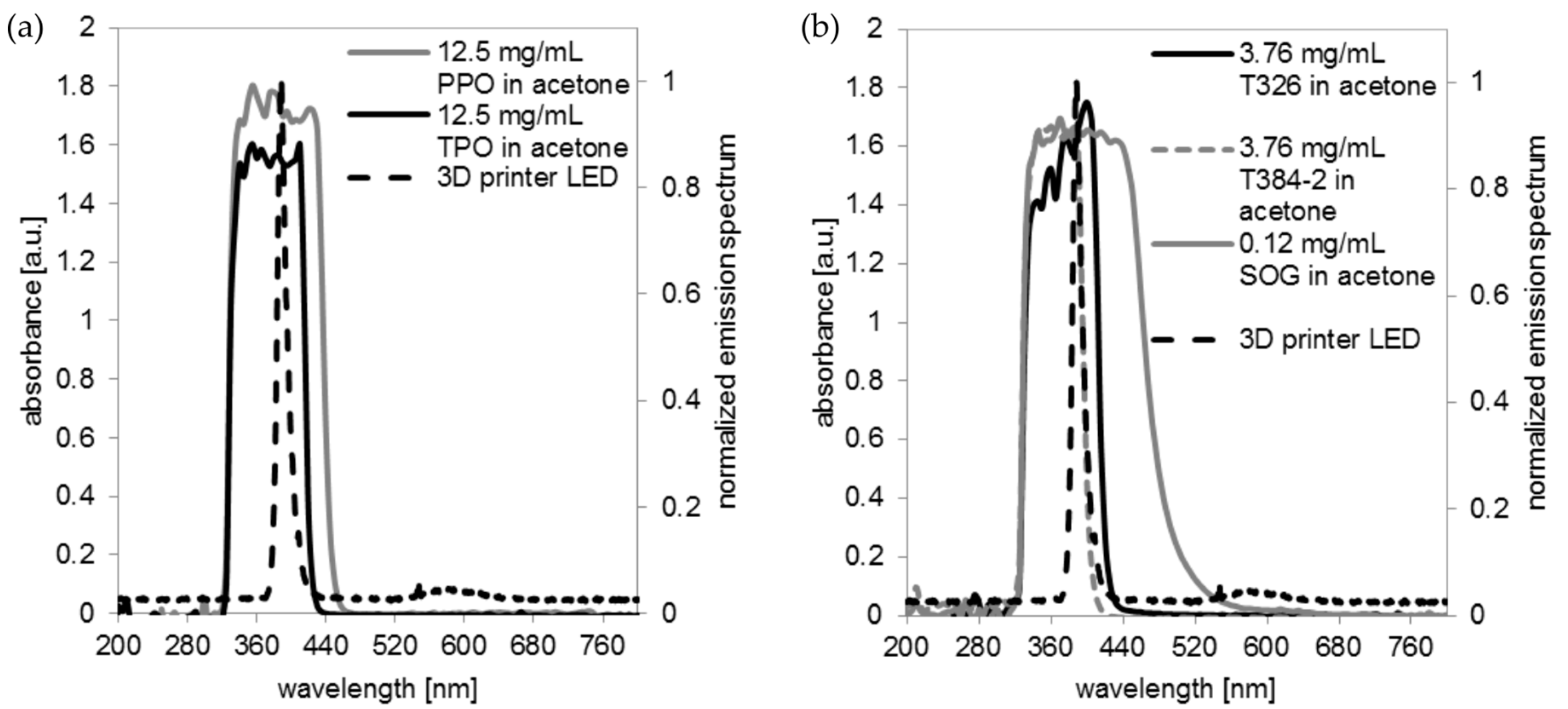
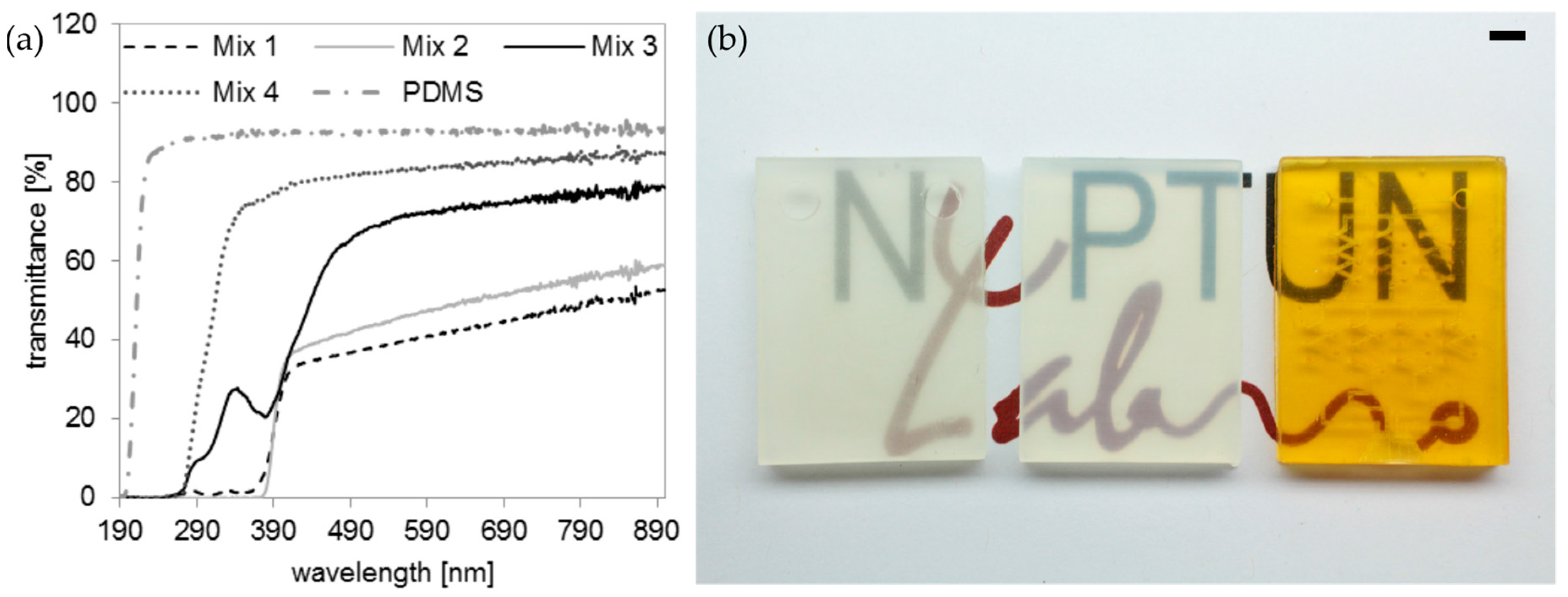
3.1. UV-Vis Spectra of Initiators and Absorbers
3.2. Optimum Printing Parameters
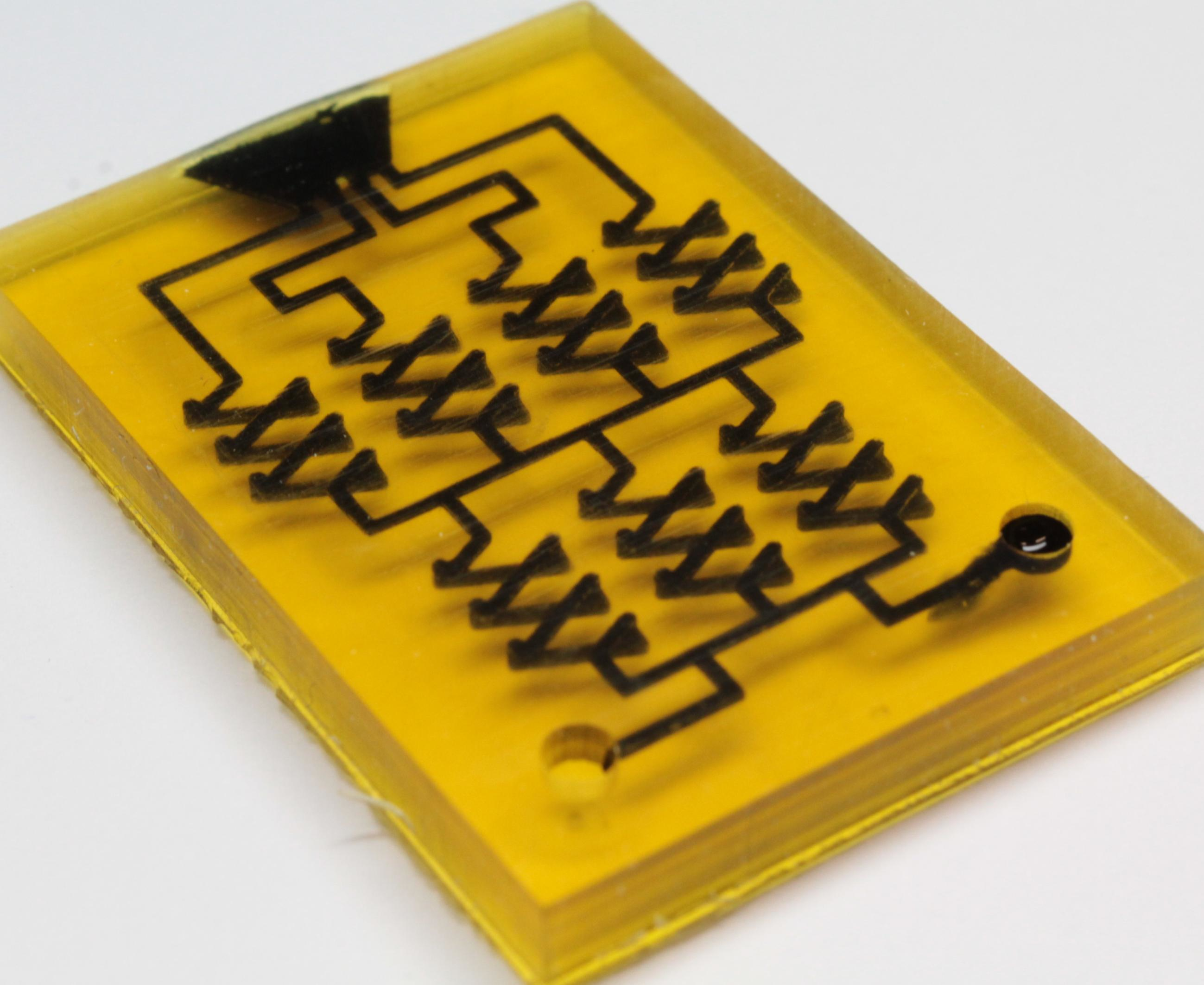
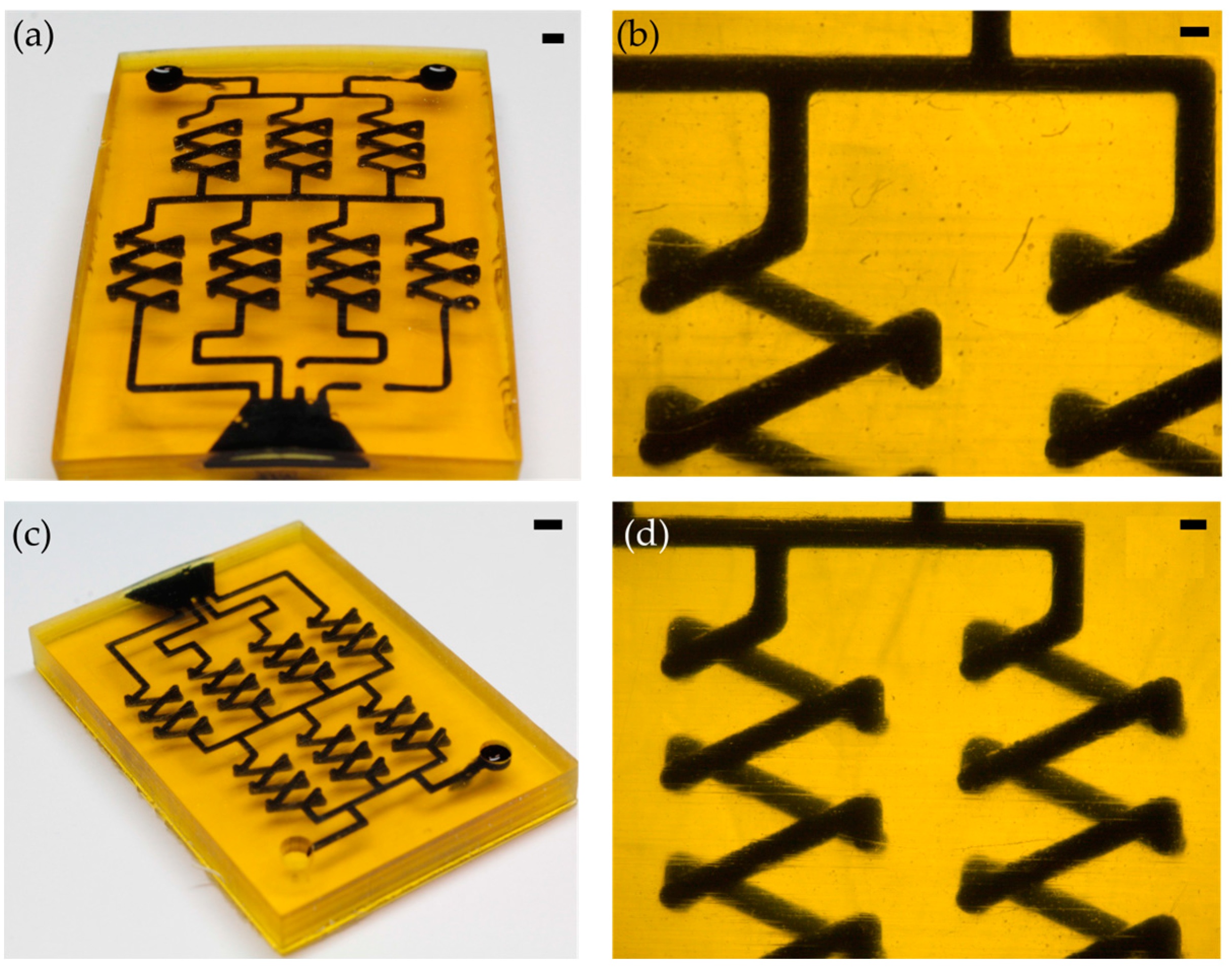
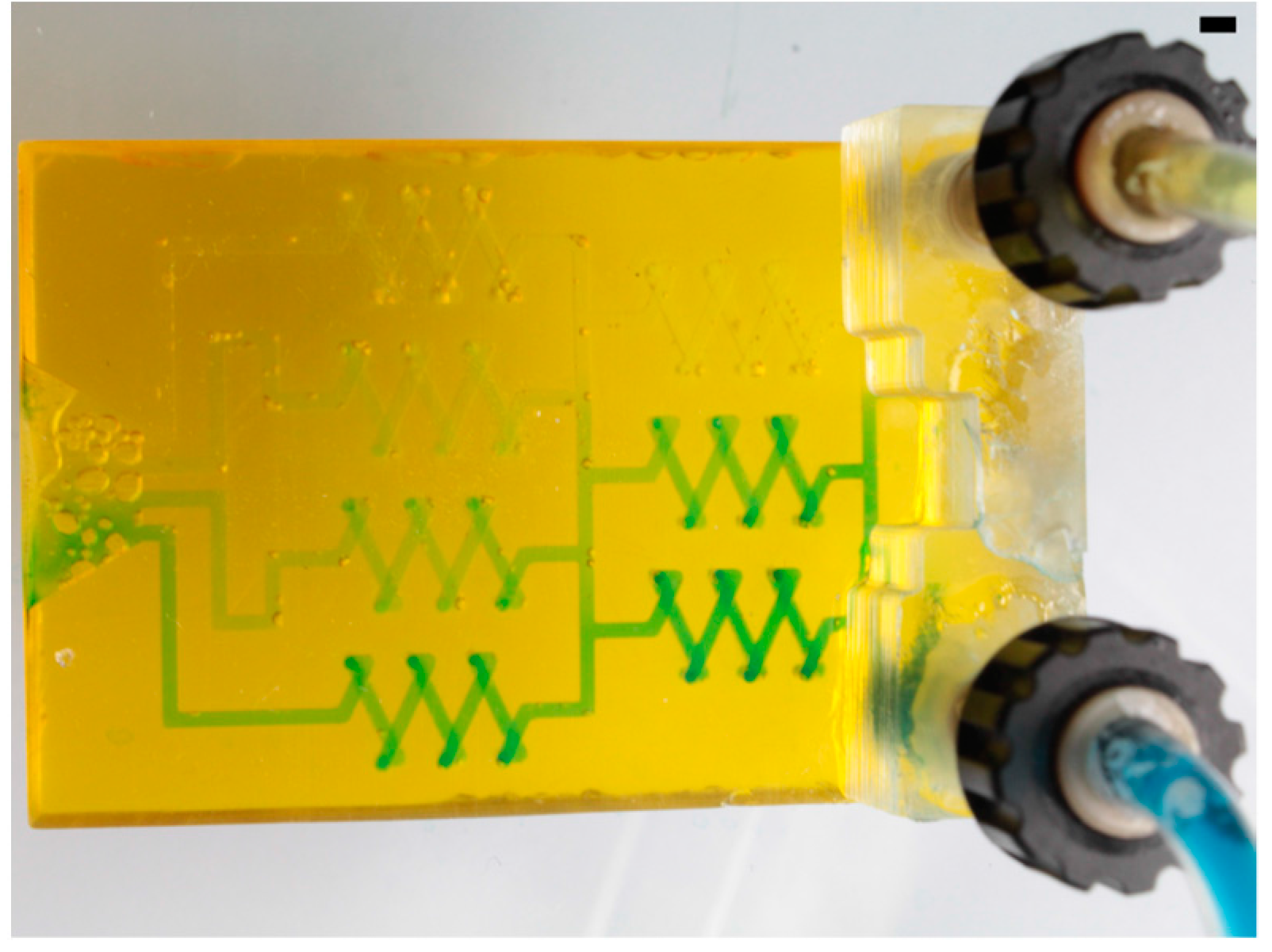
3.3. Printing Embedded Microfluidic Chips
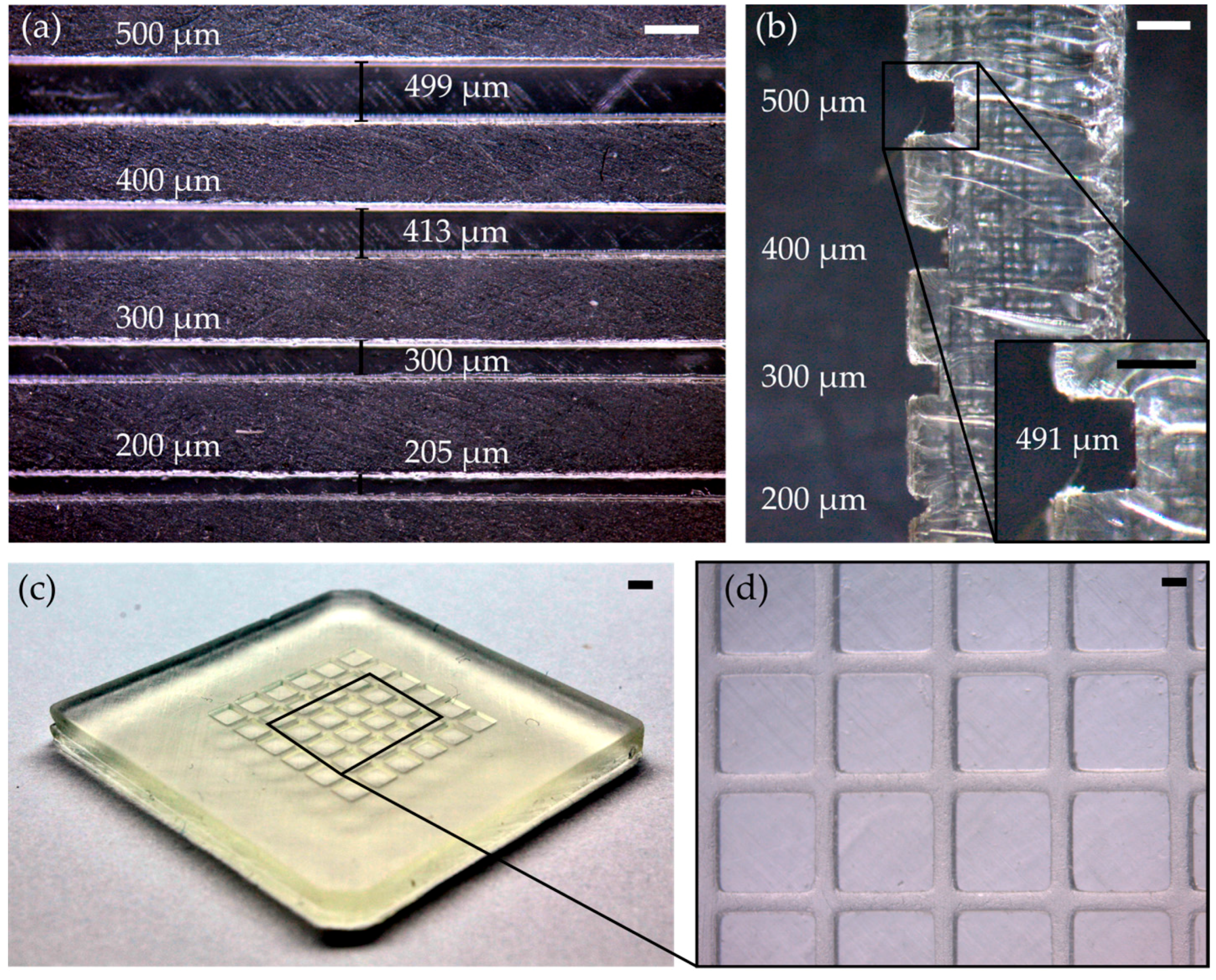
3.4. Characterization of Printed Microfluidic Channels
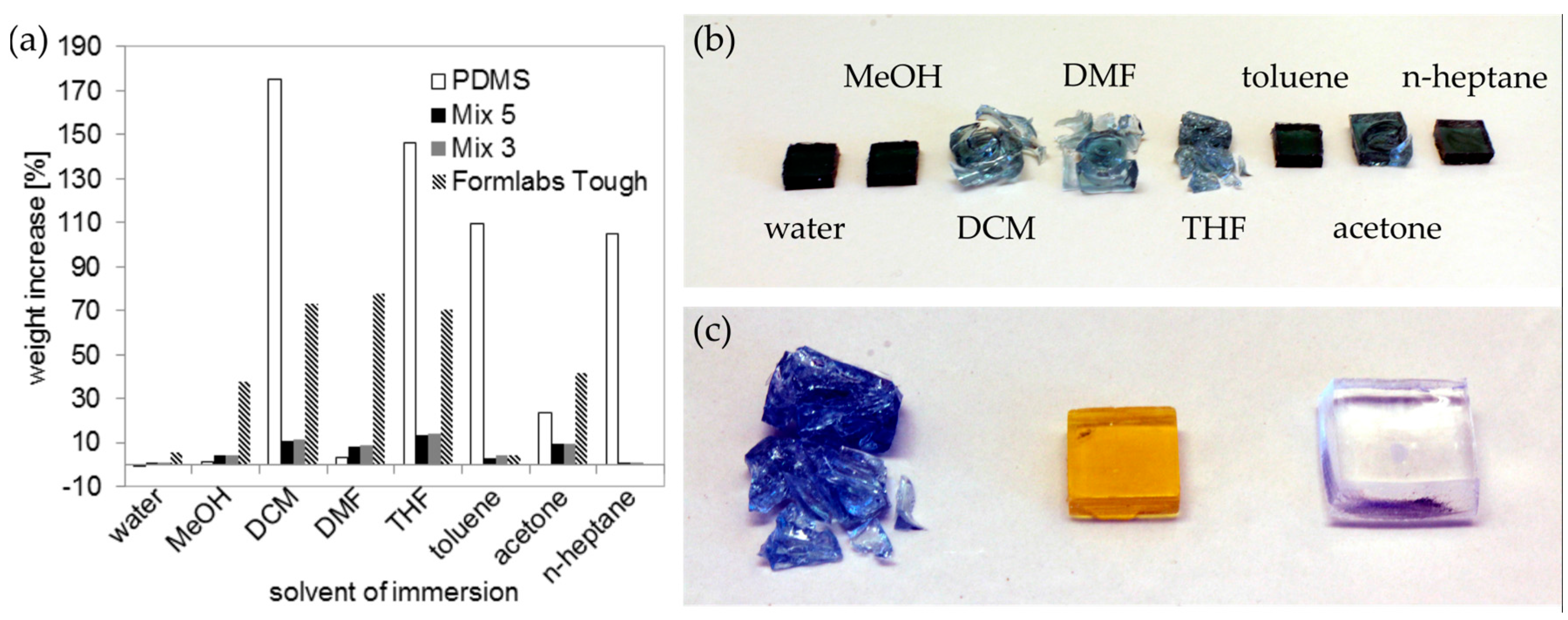
3.5. Characterization of Printed PFPE Methacrylates
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Waheed, S.; Cabot, J.M.; Macdonald, N.P.; Lewis, T.; Guijt, R.M.; Paull, B.; Breadmore, M.C. 3D printed microfluidic devices: Enablers and barriers. Lab Chip 2016, 16, 1993–2013. [Google Scholar] [CrossRef] [PubMed]
- Bhattacharjee, N.; Urrios, A.; Kanga, S.; Folch, A. The upcoming 3D-printing revolution in microfluidics. Lab Chip 2016, 16, 1720–1742. [Google Scholar] [CrossRef] [PubMed]
- Au, A.K.; Huynh, W.; Horowitz, L.F.; Folch, A. 3D-printed microfluidics. Angew. Chem. Int. Ed. 2016, 55, 3862–3881. [Google Scholar] [CrossRef] [PubMed]
- Tsuda, S.; Jaffery, H.; Doran, D.; Hezwani, M.; Robbins, P.J.; Yoshida, M.; Cronin, L. Customizable 3D printed ‘plug and play’ millifluidic devices for programmable fluidics. PLoS ONE 2015, 10, e0141640. [Google Scholar] [CrossRef] [PubMed]
- Su, W.J.; Cook, B.S.; Fang, Y.N.; Tentzeris, M.M. Fully inkjet-printed microfluidics: A solution to low-cost rapid three-dimensional microfluidics fabrication with numerous electrical and sensing applications. Sci. Rep. 2016, 6. [Google Scholar] [CrossRef] [PubMed]
- Ho, C.M.B.; Ng, S.H.; Li, K.H.H.; Yoon, Y.-J. 3D printed microfluidics for biological applications. Lab Chip 2015, 15, 3627–3637. [Google Scholar] [CrossRef] [PubMed]
- Malinauskas, M.; Žukauskas, A.; Hasegawa, S.; Hayasaki, Y.; Mizeikis, V.; Buividas, R.; Juodkazis, S. Ultrafast laser processing of materials: From science to industry. Light Sci. Appl. 2016, 5, e16133. [Google Scholar] [CrossRef]
- Jonušauskas, L.; Gailevičius, D.; Mikoliūnaitė, L.; Sakalauskas, D.; Šakirzanovas, S.; Juodkazis, S.; Malinauskas, M. Optically clear and resilient free-form μ-optics 3D-printed via ultrafast laser lithography. Materials 2017, 10, 12. [Google Scholar] [CrossRef] [PubMed]
- Gong, H.; Bickham, B.P.; Woolley, A.T.; Nordin, G.P. Custom 3D printer and resin for 18 μm × 20 μm microfluidic flow channels. Lab Chip 2017, 17, 2899–2909. [Google Scholar] [CrossRef] [PubMed]
- Kotz, F.; Plewa, K.; Bauer, W.; Schneider, N.; Keller, N.; Nargang, T.; Helmer, D.; Sachsenheimer, K.; Schafer, M.; Worgull, M.; et al. Liquid glass: A facile soft replication method for structuring glass. Adv. Mater. 2016, 28, 4646–4650. [Google Scholar] [CrossRef] [PubMed]
- Kotz, F.; Arnold, K.; Bauer, W.; Schild, D.; Keller, N.; Sachsenheimer, K.; Nargang, T.M.; Richter, C.; Helmer, D.; Rapp, B.E. Three-dimensional printing of transparent fused silica glass. Nature 2017, 544, 337–339. [Google Scholar] [CrossRef] [PubMed]
- De Mello, A. Focus: Plastic fantastic? Lab Chip 2002, 2, 31N–36N. [Google Scholar] [CrossRef] [PubMed]
- Kotz, F.; Arnold, K.; Wagner, S.; Bauer, W.; Keller, N.; Nargang, T.M.; Helmer, D.; Rapp, B.E. Liquid PMMA: A high resolution polymethylmethacrylate negative photoresist as enabling material for direct printing of microfluidic chips. Adv. Eng. Mater. 2017. [Google Scholar] [CrossRef]
- Jarvis, N.L.; Zisman, W.A. Surface Chemistry of Fluorochemicals; Report of NRL Progress; U.S. Naval Research Laboratory (NRL): Washington, DC, USA, 1965. [Google Scholar]
- Begolo, S.; Colas, G.; Viovy, J.L.; Malaquin, L. New family of fluorinated polymer chips for droplet and organic solvent microfluidics. Lab Chip 2011, 11, 508–512. [Google Scholar] [CrossRef] [PubMed]
- Sharma, G.; Klintberg, L.; Hjort, K. Viton-based fluoroelastomer microfluidics. J. Micromech. Microeng. 2011, 21. [Google Scholar] [CrossRef]
- Ogilvie, I.R.G.; Sieben, V.J.; Cortese, B.; Mowlem, M.C.; Morgan, H. Chemically resistant microfluidic valves from viton® membranes bonded to COC and PMMA. Lab Chip 2011, 11, 2455–2459. [Google Scholar] [CrossRef] [PubMed]
- Goyal, S.; Desai, A.V.; Lewis, R.W.; Ranganathan, D.R.; Li, H.R.; Zeng, D.X.; Reichert, D.E.; Kenis, P.J.A. Thiolene and SIFEL-based microfluidic platforms for liquid-liquid extraction. Sen. Actuators B Chem. 2014, 190, 634–644. [Google Scholar] [CrossRef] [PubMed]
- Renckens, T.J.A.; Janeliunas, D.; van Vliet, H.; van Esch, J.H.; Mul, G.; Kreutzer, M.T. Micromolding of solvent resistant microfluidic devices. Lab Chip 2011, 11, 2035–2038. [Google Scholar] [CrossRef] [PubMed]
- Riche, C.T.; Zhang, C.C.; Gupta, M.; Malmstadt, N. Fluoropolymer surface coatings to control droplets in microfluidic devices. Lab Chip 2014, 14, 1834–1841. [Google Scholar] [CrossRef] [PubMed]
- Rolland, J.P.; Van Dam, R.M.; Schorzman, D.A.; Quake, S.R.; DeSimone, J.M. Solvent-resistant photocurable “liquid teflon” for microfluidic device fabrication. J. Am. Chem. Soc. 2004, 126, 2322–2323. [Google Scholar] [CrossRef] [PubMed]
- Vitale, A.; Quaglio, M.; Marasso, S.L.; Chiodoni, A.; Cocuzza, M.; Bongiovanni, R. Direct photolithography of perfluoropolyethers for solvent-resistant microfluidics. Langmuir 2013, 29, 15711–15718. [Google Scholar] [CrossRef] [PubMed]
- De Marco, C.; Gaidukeviciute, A.; Kiyan, R.; Eaton, S.M.; Levi, M.; Osellame, R.; Chichkov, B.N.; Turri, S. A new perfluoropolyether-based hydrophobic and chemically resistant photoresist structured by two-photon polymerization. Langmuir 2013, 29, 426–431. [Google Scholar] [CrossRef] [PubMed]
- Credi, C.; Levi, M.; Turri, S.; Simeone, G. Stereolithography of perfluoropolyethers for the microfabrication of robust omniphobic surfaces. Appl. Surf. Sci. 2017, 404, 268–275. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed]
- Urrios, A.; Parra-Cabrera, C.; Bhattacharjee, N.; Gonzalez-Suarez, A.M.; Rigat-Brugarolas, L.G.; Nallapatti, U.; Samitier, J.; DeForest, C.A.; Posas, F.; Garcia-Cordero, J.L. 3D-printing of transparent bio-microfluidic devices in peg-da. Lab Chip 2016, 16, 2287–2294. [Google Scholar] [CrossRef] [PubMed]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D printing and customized additive manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Rapp, B.E. Microfluidics: Modeling, Mechanics and Mathematics; William Andrew: Norwich, NY, USA, 2016. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix 1 | Mix 2 | Mix 3 | Mix 4 | Mix 5 | |
|---|---|---|---|---|---|
| Initiator (mg/mL) 1 | 6.25 TPO | 9 PPO | 6.25 TPO | 6.25 TPO | 9 PPO |
| Absorber (mg/mL) 1 | 1.88 T326 | 10 T384-2 | 0.235 SOG | - | 0.5 T326 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kotz, F.; Risch, P.; Helmer, D.; Rapp, B.E. Highly Fluorinated Methacrylates for Optical 3D Printing of Microfluidic Devices. Micromachines 2018, 9, 115. https://doi.org/10.3390/mi9030115
Kotz F, Risch P, Helmer D, Rapp BE. Highly Fluorinated Methacrylates for Optical 3D Printing of Microfluidic Devices. Micromachines. 2018; 9(3):115. https://doi.org/10.3390/mi9030115
Chicago/Turabian StyleKotz, Frederik, Patrick Risch, Dorothea Helmer, and Bastian E. Rapp. 2018. "Highly Fluorinated Methacrylates for Optical 3D Printing of Microfluidic Devices" Micromachines 9, no. 3: 115. https://doi.org/10.3390/mi9030115
APA StyleKotz, F., Risch, P., Helmer, D., & Rapp, B. E. (2018). Highly Fluorinated Methacrylates for Optical 3D Printing of Microfluidic Devices. Micromachines, 9(3), 115. https://doi.org/10.3390/mi9030115