Investigation of Product and Process Fingerprints for Fast Quality Assurance in Injection Molding of Micro-Structured Components



Abstract
:1. Introduction
2. Materials and Methods
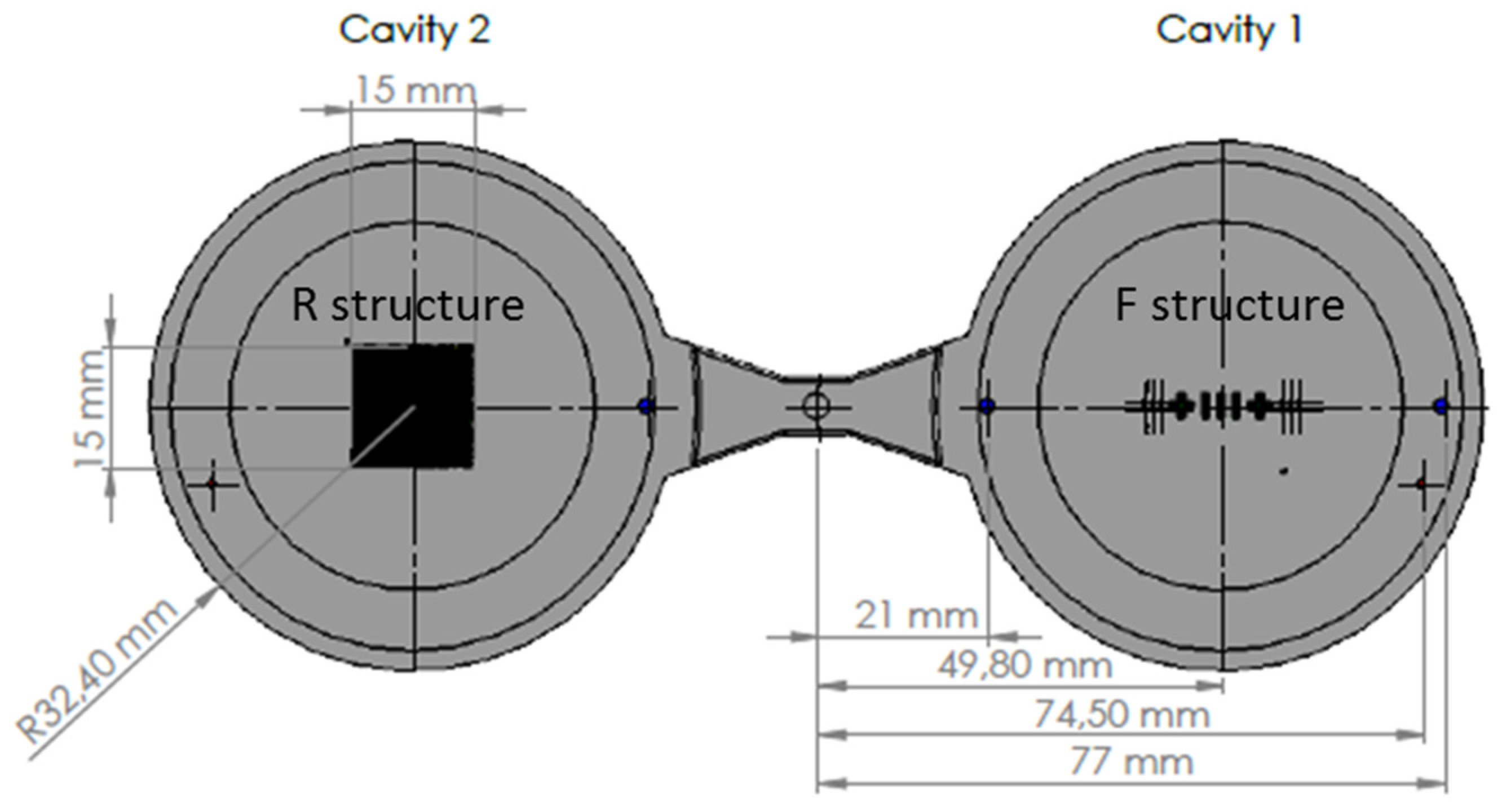
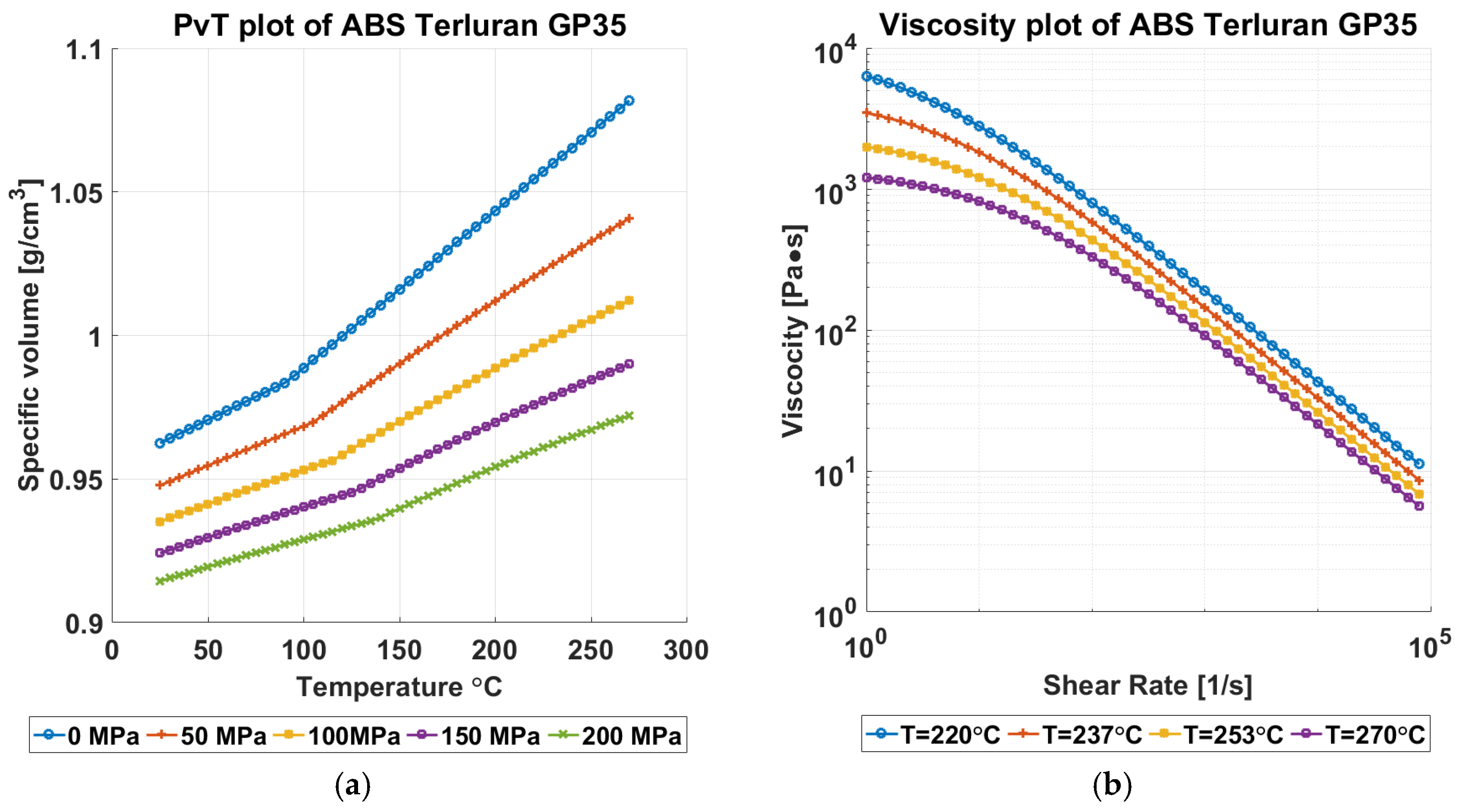
2.1. Case Study and Geometries in Use
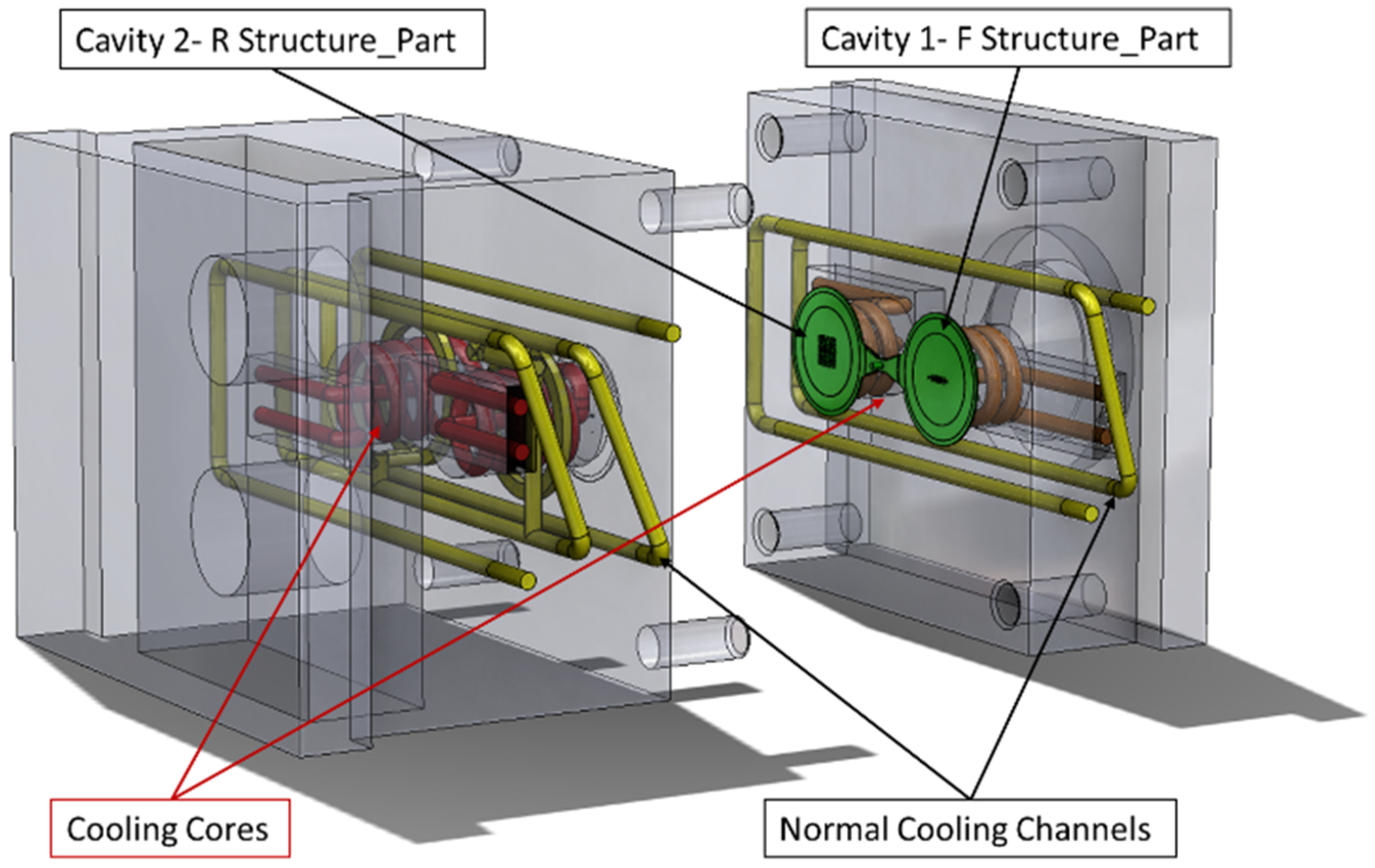
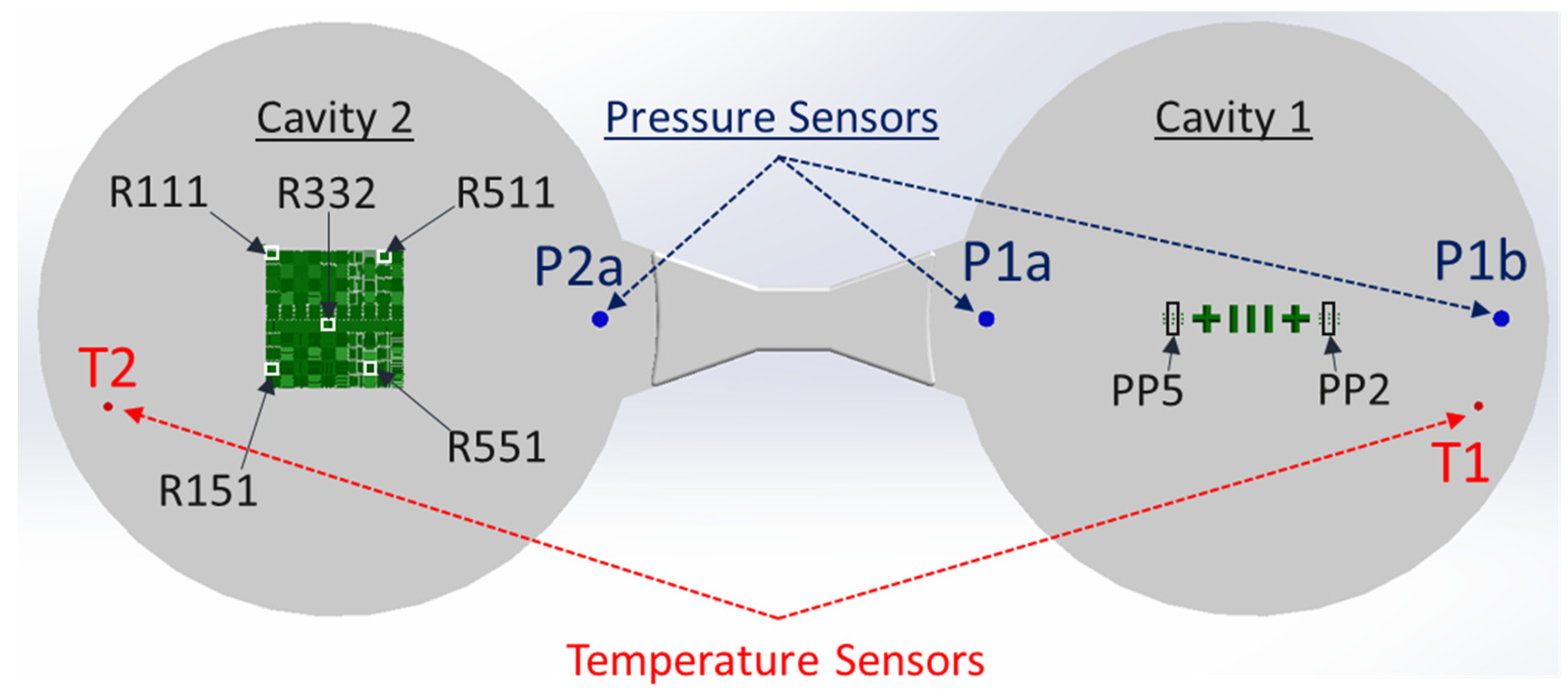
2.2. Experimental Setup and Mold Design
2.3. Experiment Details
2.4. Measurement Strategy and Procedure
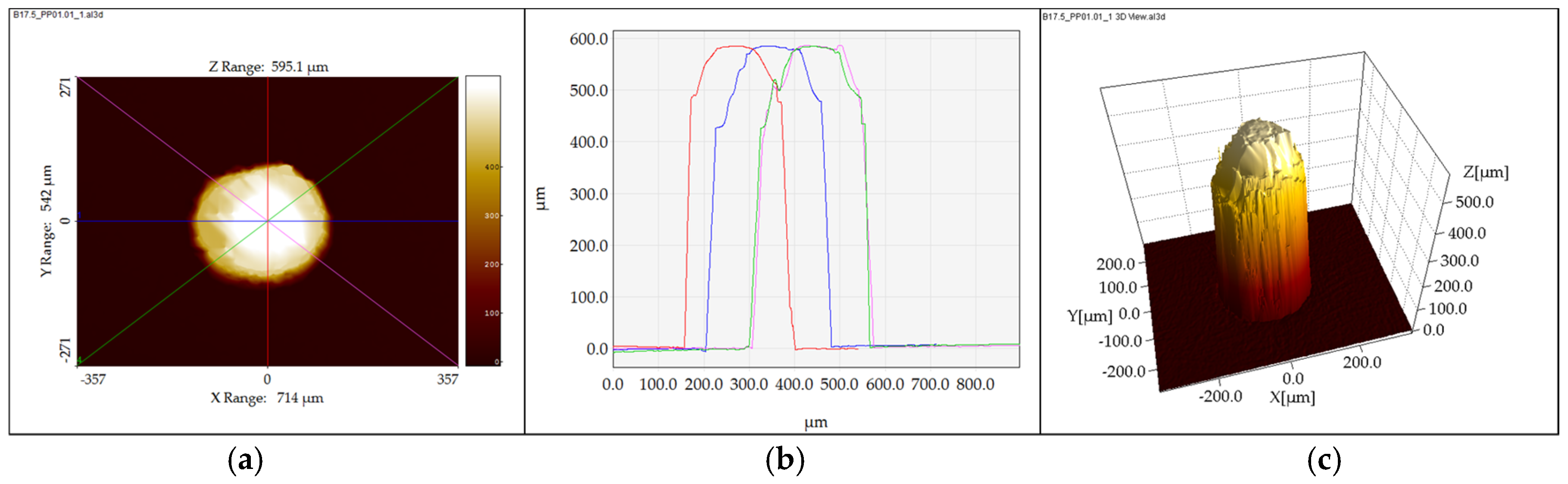
2.4.1. Pillar Dimensional Measurement and Error Evaluation Procedure
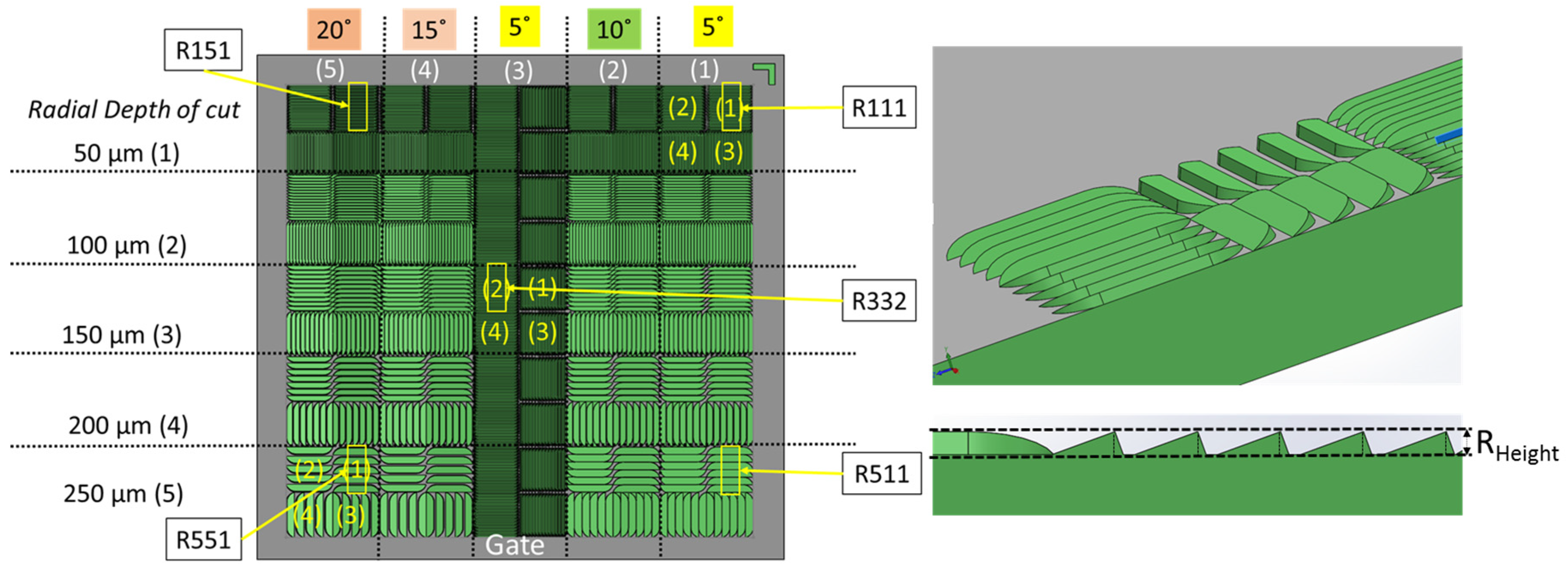
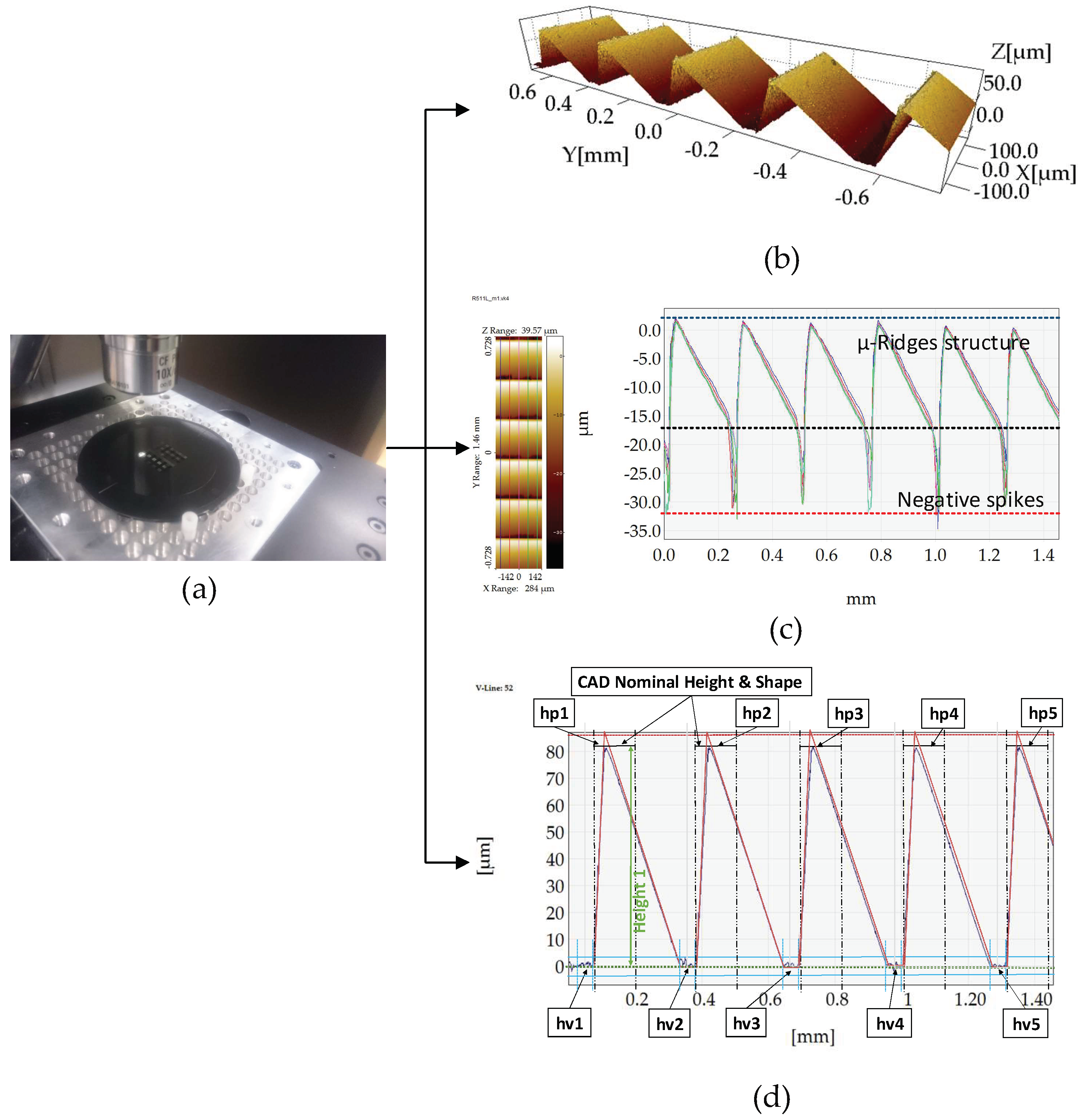
2.4.2. Procedure for Dimensional Measurements of the R Structures
2.5. Process Monitoring and Data Collected
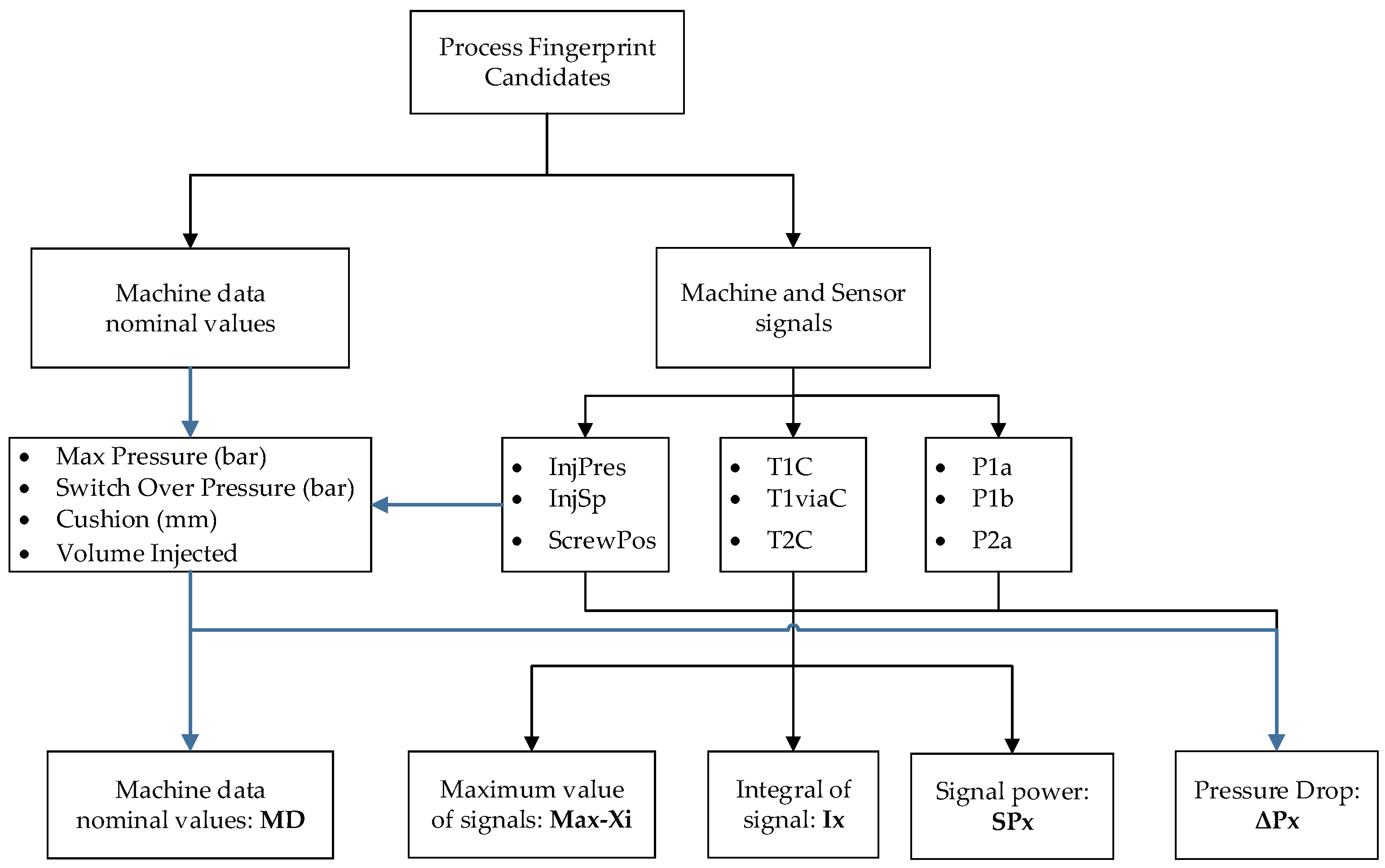
- MD: Machine data nominal values as listed in Figure 11 are single value quantities that originate from the machine controller’s quality control subroutine that records quantities during critical points in the process. Such quantities are: the Max Pressure (MaxPr) in the nozzle occurring for both injection and packing phases, the switch over pressure, and the cushion left in the barrel after the packing phase of the process has been completed and can provide an indication of the filling deviation from cycle to cycle. In addition, cushion and the maximum screw position (MaxScPos) are combined to calculate the non-compressed material volume injected (VolInj) into the cavity.
- Max-Xi: Maximum values from the recorded signals Xi originated from the machine controller (InjPr, InjSp, ScPos) and in-mold temperature and pressure sensors.
- Ix: is the integral of the whole signal y(t) recorded from the start of the injection phase (t0 = 0 s) until the end of the packing phase (tn = 8 s), as seen in Equation 3. The integral directly relates to the energy stored in the polymer and can differ from the measured quantity. In particular, the integral calculated from the pressure signals represents the energy stored in the polymer from the melting, compression, and injection of the polymer to the mold cavity.
- SP-Xi: The power of a signal Xi is the sum of the absolute squares of its time-domain samples divided by the signal length or the square of its RMS level. As for the integral of a signal, the power of the signal relates to the energy of the system for all recorded signal frequencies.
- ΔP-Xi: refers to the pressure drop from the pressure at the nozzle of the IM machine to the position of the sensor in the mold for both injection phases, which shows the pressure drop at the gate of the cavity ΔP-P1a at the switch over point ΔP-P1b and during the packing phase ΔP-PackP1b.
3. Results and Discussion
3.1. Product Fingerprint Analysis
3.2. Process Fingerprint Analysis
4. Conclusions
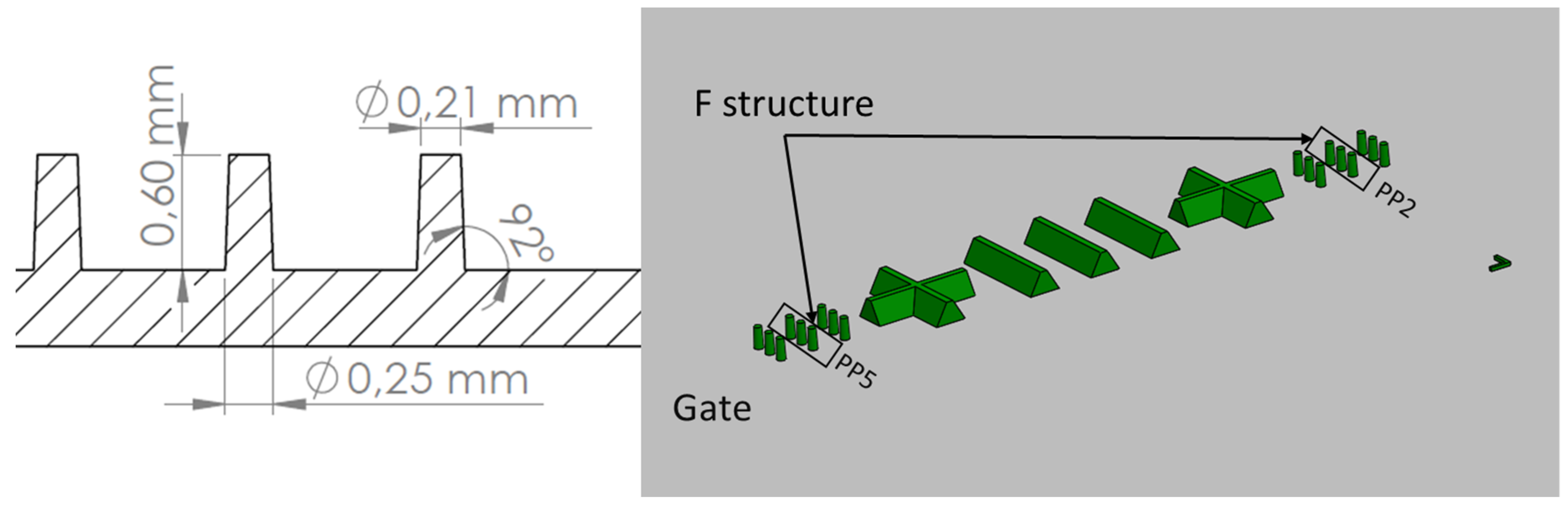
- The variation of the IM process parameter settings had an effect on the overall quality and replication of the molded micro-featured surfaces. In particular, the variation affects the quality of the functional micro pillars of the F structure that was positioned in Cavity 1.
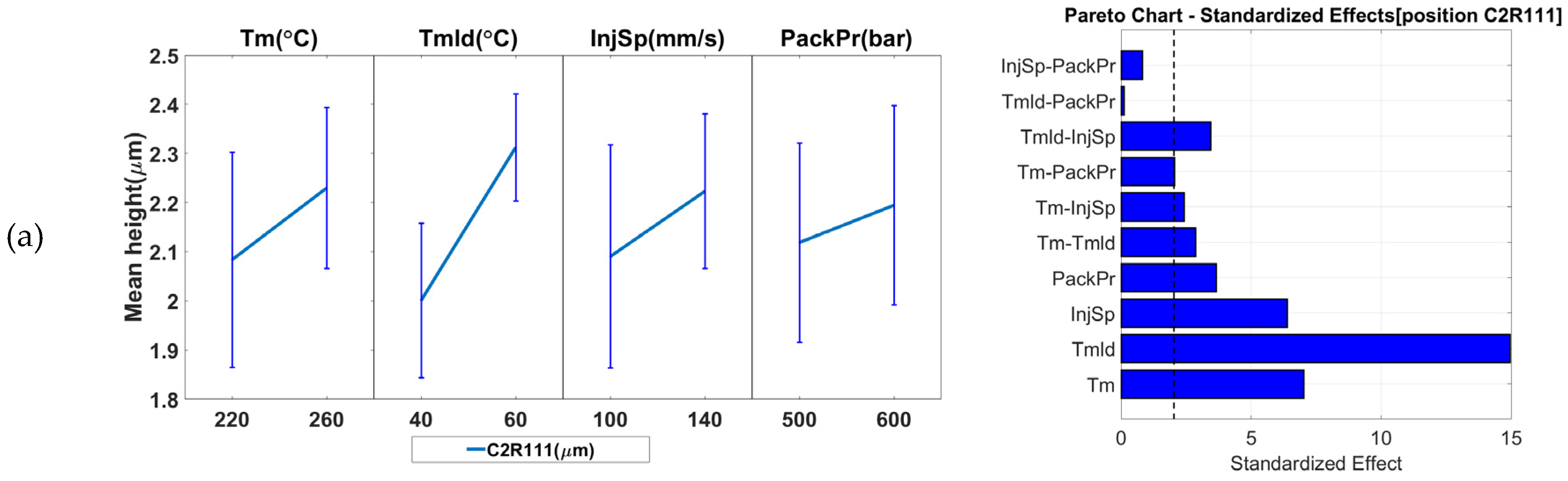
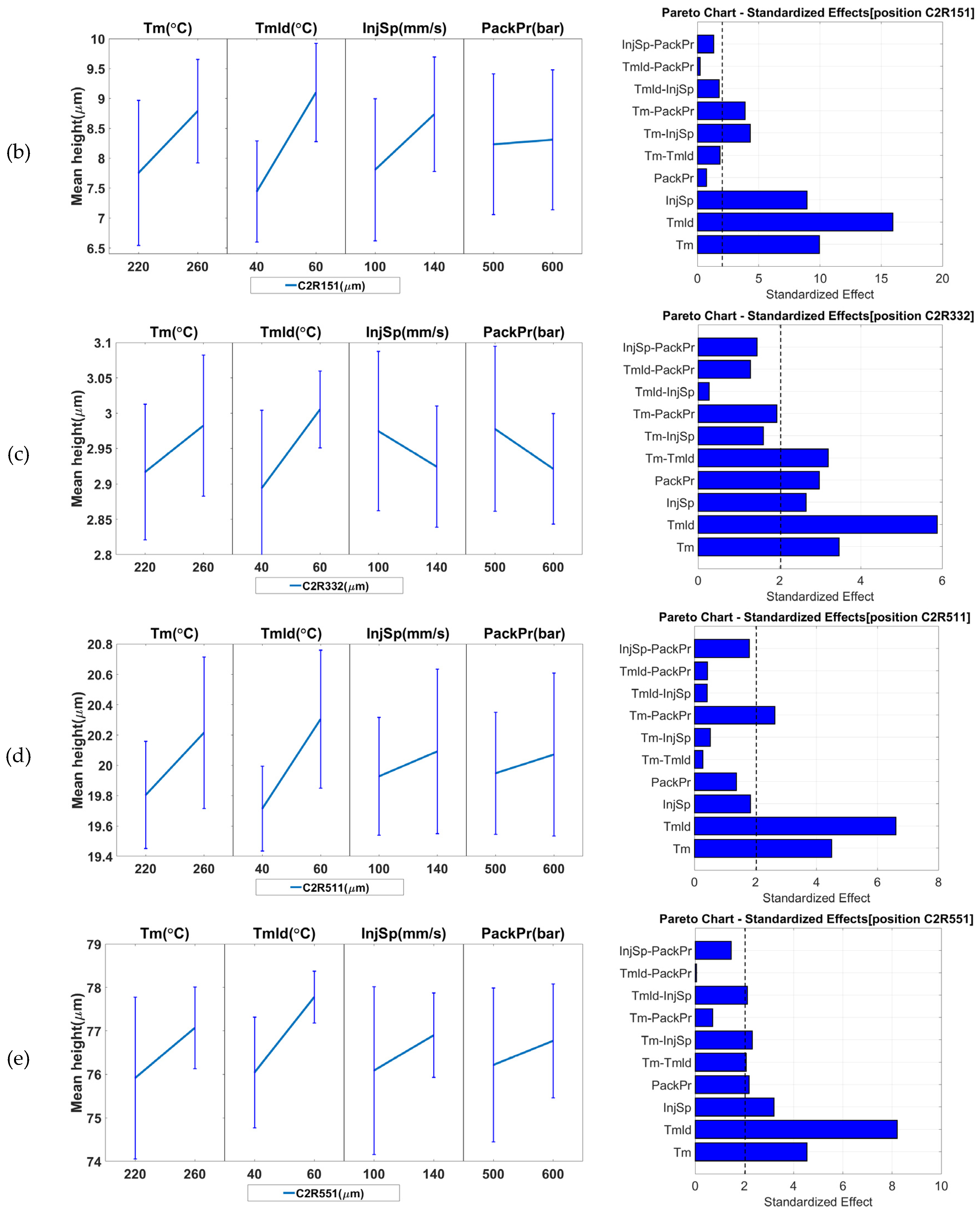
- Based on the variation of the injection molding process, the quality of the seven molded structures was assessed and their suitability as a product fingerprint was verified in a correlation analysis of combinations of measurands. For Cavity 1, the dataset C1PP5 (micro pillars near the gate) could be used to predict the quality of the dataset from position C1PP2 (micro pillars far from the gate) since the correlation C1PP2/C1PP5 was = 0.877. For Cavity 2, the results show that the dataset C2R111 (micro ridges far from the gate) can be used to predict the quality of the dataset from position C2R151 since the correlation C2R151/C2R111 was = 0.93.
- Additionally, when looking for a product fingerprint in one cavity that could also be representative of the replication in the other cavity, the quality of features in position C1PP2 (micro pillars far from the gate) can be produced by the dataset from position/measurand C2R111 or C2R151 with a correlation C1PP2/C2R111 of = 0.63 and C1PP2/C2R151 ( = 0.68). This observation suggests that feature C2R151 (micro ridges far from the gate) was the most suitable product fingerprint for both cavities and can be placed on μ-pillar structured components far from the position of the gate in order to be used for the monitoring of the microstructures’ quality.
- From the wide variety of process fingerprint candidates assessed for their suitability for monitoring the quality of microstructure replication, a small number of candidates proved to be suitable when considered in combination with specific product measurands. These process fingerprints originated from two data sources including one from the in-mold sensors and the other from the IM machine itself.
- It was concluded that the functional features at position C1PP2 can be successfully monitored with the use of two process fingerprints such as SP-P1b (power of signals “SP” originated from pressure sensor P1b, located far from the gate at the end of the flow path, correlation = 0.772) and I-P1b (integral “I” of signals originated from pressure sensor P1b, correlation = 0.749). These fingerprints are also suitable for the monitoring of a micro feature quality in positions C2R111 ( = 0.749), C2R151 ( = 0.758), C2R511 ( = 0.655), and C2R551 ( = 0.658). Process fingerprints SP-P1b and I-P1b are more suitable for monitoring the features at positions located closer to the end of the flow path. In comparison, the micro structures in Cavity 2 cannot be monitored reliably by process fingerprints derived from machine data while the larger micro structures in Cavity 1 can.
- The machine process parameter Cushion is a suitable process fingerprint and can be used to monitor the quality of micro pillars in position C1PP2 (correlation = 0.61). SOPr is also a suitable process fingerprint and can be used to monitor the quality of micro pillars in position C1PP5 ( = 0.61).
- In summary, SP-P1b, I-P1b, Cushion, and SOPr are suitable process fingerprints for the monitoring of the functional micro pillars in positions C1PP2 and C1PP5. The I-P1b and SP-P1b process fingerprints provide higher correlation to the overall part quality and indicate that the positioning of a pressure sensor at the end of the flow path can actively provide data for fast quality assurance, which renders high intensity dimensional metrology efforts unnecessary.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Alting, L.; Kimura, F.; Hansen, H.N.; Bissacco, G. Micro Engineering. CIRP Ann. Manuf. Technol. 2003, 52, 635–657. [Google Scholar] [CrossRef]
- Brousseau, E.B.; Dimov, S.S.; Pham, D.T. Some recent advances in multi-material micro- and nano-manufacturing. Int. J. Adv. Manuf. Technol. 2010, 47, 161–180. [Google Scholar] [CrossRef]
- Wang, X.; Gu, J.; Shen, C.; Wang, X. Warpage optimization with dynamic injection molding technology and sequential optimization method. Int. J. Adv. Manuf. Technol. 2015, 78, 177–187. [Google Scholar] [CrossRef]
- Tosello, G.; Gava, A.; Hansen, H.N.; Lucchetta, G. Study of process parameters effect on the filling phase of micro-injection moulding using weld lines as flow markers. Int. J. Adv. Manuf. Technol. 2010, 47, 81–97. [Google Scholar] [CrossRef]
- Calaon, M. Process Chain Validation in Micro and Nano Replication. Ph.D. Thesis, Department of Mechanical Engineering, Technical University of Denmark, Lyngby, Denmark, 2014. [Google Scholar]
- Gao, R.X.; Tang, X.; Gordon, G.; Kazmer, D.O. Online product quality monitoring through in-process measurement. CIRP Ann. Manuf. Technol. 2014, 63, 493–496. [Google Scholar] [CrossRef]
- Kusić, D.; Kek, T.; Slabe, J.M.; Svečko, R.; Grum, J. The impact of process parameters on test specimen deviations and their correlation with AE signals captured during the injection moulding cycle. Polym. Test 2013, 32, 583–593. [Google Scholar] [CrossRef]
- Gao, R.X.; Kazmer, D.O. Multivariate sensing and wireless data communication for process monitoring in RF-shielded environment. CIRP Ann. Manuf. Technol. 2012, 61, 523–526. [Google Scholar] [CrossRef]
- Chen, Z.; Turng, L.-S.; Wang, K.-K. Adaptive Online Quality Control for Injection Molding by Monitoring and Controling Mold Separation. Polym. Eng. Sci. 2006, 46, 569–580. [Google Scholar] [CrossRef]
- Johnston, S.; Mccready, C.; Hazen, D.; Vanderwalker, D.; Kazmer, D. On-Line Multivariate Optimization of Injection Molding. Polym. Eng. Sci. 2015, 55, 1–8. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, B.; Zhu, S.; Chen, X. Online quality optimization of the injection molding process via digital image processing and model-free optimization. J. Mater. Process. Technol. 2015, 226, 85–98. [Google Scholar] [CrossRef]
- Ozcelik, B.; Erzurumlu, T. Comparison of the warpage optimization in the plastic injection molding using ANOVA, neural network model and genetic algorithm. J. Mater. Process. Technol. 2006, 171, 437–445. [Google Scholar] [CrossRef]
- Liu, C.; Manzione, L.T. Process Studies in Precision Injection Molding I Process Parameters and Precision. Polym. Eng. Sci. 1996, 36, 1–9. [Google Scholar] [CrossRef]
- Liu, C.; Manzione, L.T. Process Studies in Precision Injection Molding. II: Morphology and Precision in Liquid Crystal Polymers. Polym. Eng. Sci. 1996, 36, 10–14. [Google Scholar] [CrossRef]
- Park, K.; Ahn, J.-H. Design of experiment considering two-way interactions and its application to injection molding processes with numerical analysis. J. Mater. Process. Technol. 2004, 146, 221–227. [Google Scholar] [CrossRef]
- Attia, U.M.; Alcock, J.R. Evaluating and controlling process variability in micro-injection moulding. Int. J. Adv. Manuf. Technol. 2010, 52, 183–194. [Google Scholar] [CrossRef] [Green Version]
- Attia, U.M.; Alcock, J.R. An evaluation of process-parameter and part-geometry effects on the quality of filling in micro-injection moulding. Microsyst. Technol. 2009, 15, 1861–1872. [Google Scholar] [CrossRef] [Green Version]
- Autodesk. Moldflow Synergy 2017; Autodesk: San Rafael, CA, USA, 2017. [Google Scholar]
- Marhöfer, D.M.; Tosello, G.; Islam, A.; Hansen Nøgaard, H. Gate design in injection molding of microfluidic compoments using process simulations. In Proceedings of the 4M/ICOMM2015 Conference, Milan, Italy, 31 March–2 April 2015; pp. 546–549. [Google Scholar] [CrossRef]
- Giannekas, N.; Tosello, G.; Zhang, Y. A study on replication and quality correlation of on-part and on-runner polymer injection molded micro features. In Proceedings of the World Congress on Micro and Nano Manufacturin, Kaohsiung, Taiwan, 27–30 March 2017; pp. 365–368. [Google Scholar]
- Barbato, G.; Garmak, A.; Genta, G. Measurements for Decision Making: Measurements and Basic Statistics; Società Editrice Esculapio: Bologna, Italy, 2013. [Google Scholar]
- Lee Rodgers, J.; Alan Nice Wander, W. Thirteen ways to look at the correlation coefficient. Am. Stat. 1988, 42, 59–66. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product Features | ||||||
| Name | Cavity # | Type | Position from Gate/Lateral | Characteristics | ||
| Top Diameter | Bottom Diameter | Pillar Height (PHeight) | ||||
| C1PP2 | 1 | Micro pillars | Far | Ø200 μm | Ø250 μm | 600 μm |
| C1PP5 | 1 | Micro pillars | Near | Ø200 μm | Ø250 μm | 600 μm |
| - | - | - | - | Inclination | Incline plane length | Rheight |
| C2R111 | 2 | Micro ridges | Far/right side | 5° | 50 μm | 2.7 μm |
| C2R151 | 2 | Micro ridges | Far/left side | 20° | 50 μm | 11.8 μm |
| C2R332 | 2 | Micro ridges | Middle | 5° | 50 μm | 3.8 μm |
| C2R511 | 2 | Micro ridges | Near/Right | 5° | 250 μm | 21.6 μm |
| C2R551 | 2 | Micro ridges | Near/Left | 20° | 250 μm | 81.34 μm |
| Sensors | ||||||
| Name | Cavity # | Type | Position from Gate | Output | ||
| P1a | 1 | Piezoelectric | Near | Transient pressure | ||
| P1b | 1 | Piezoelectric | Far | Transient pressure | ||
| P2a | 2 | Piezoelectric | Near | Transient pressure | ||
| T1C | 1 | Group N | Far | Transient temperature | ||
| T1vC | 1 | Group N | In the mold block behind Cavity1 | Transient temperature | ||
| T2C | 2 | Group N | Far | Transient temperature | ||
| Piezoelectric Sensor Sensitivity | |||
|---|---|---|---|
| Piezoelectric Sensor | Channel | Sensitivity | Unit |
| P1a | P2 | 1.860 | pC/bar |
| P1b | P3 | 1.880 | pC/bar |
| P2a | P4 | 1.900 | pC/bar |
| Parameter | Symbol | Unit | Low Level | High Level |
|---|---|---|---|---|
| Melt temperature | Tm | °C | 220 | 260 |
| Mold temperature | Tmld | °C | 40 | 60 |
| Injection speed | InjSp | mm/s | 100 | 140 |
| Packing pressure | PackPr | bar | 600 | 700 |
| CLSM Measurement Settings | ||
|---|---|---|
| Parameter | μ-Pillars (F Structure) | μ-Ridges (R Structure) |
| Objective | 50× | 50× |
| Aperture N | 0.55 | 0.95 |
| Lens Working Distance | 8.7 mm | 0.35 mm |
| Measurement Range | 620 μm | 1200 × 200 μm |
| Brightness | 7220 | 7220 |
| Z pitch | 0.36 μm | 0.2 μm |
| Machine Data (Single Value) | Machine Signals | In-Mold Sensor Signals |
|---|---|---|
| Injection time (s) | Injection/Pack. Pressure (bar) | T1C (Cavity1) (°C) |
| Max Pressure (bar) | Injection speed (mm/s) | T1viaC (Cavity1) (°C) |
| Switch Over Pressure (bar) | Screw position (mm) | T2C (Cavity2) (°C) |
| Cushion (mm) | P1a (Cavity1-gate) (bar) | |
| Dosage time (s) | P1b (Cavity1-end) (bar) | |
| Cycle time (s) | P2a (Cavity2-gate) (bar) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giannekas, N.; Kristiansen, P.M.; Zhang, Y.; Tosello, G. Investigation of Product and Process Fingerprints for Fast Quality Assurance in Injection Molding of Micro-Structured Components. Micromachines 2018, 9, 661. https://doi.org/10.3390/mi9120661
Giannekas N, Kristiansen PM, Zhang Y, Tosello G. Investigation of Product and Process Fingerprints for Fast Quality Assurance in Injection Molding of Micro-Structured Components. Micromachines. 2018; 9(12):661. https://doi.org/10.3390/mi9120661
Chicago/Turabian StyleGiannekas, Nikolaos, Per Magnus Kristiansen, Yang Zhang, and Guido Tosello. 2018. "Investigation of Product and Process Fingerprints for Fast Quality Assurance in Injection Molding of Micro-Structured Components" Micromachines 9, no. 12: 661. https://doi.org/10.3390/mi9120661