Development of a Contactless Air Conveyor System for Transporting and Positioning Planar Objects


Abstract
1. Introduction
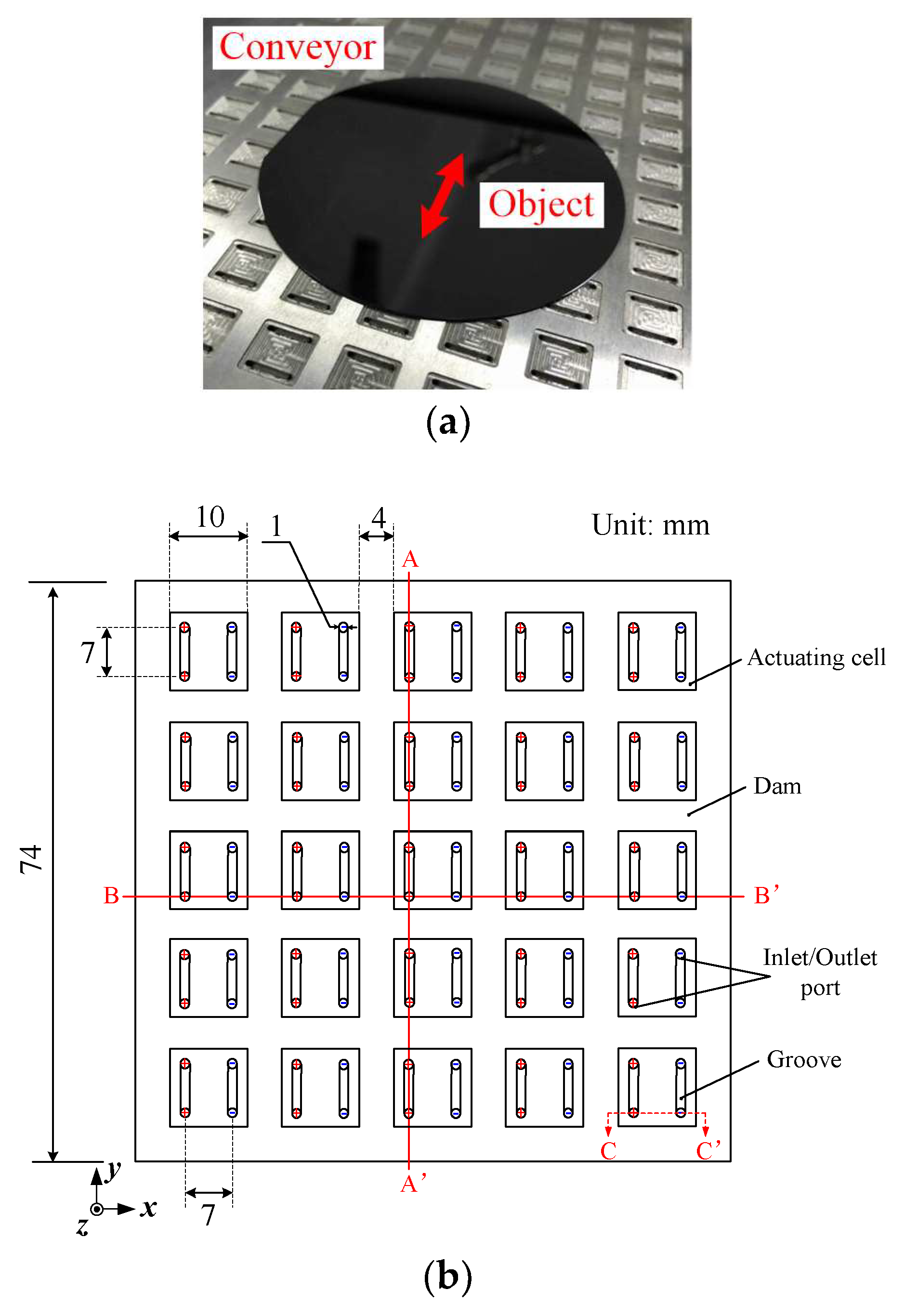
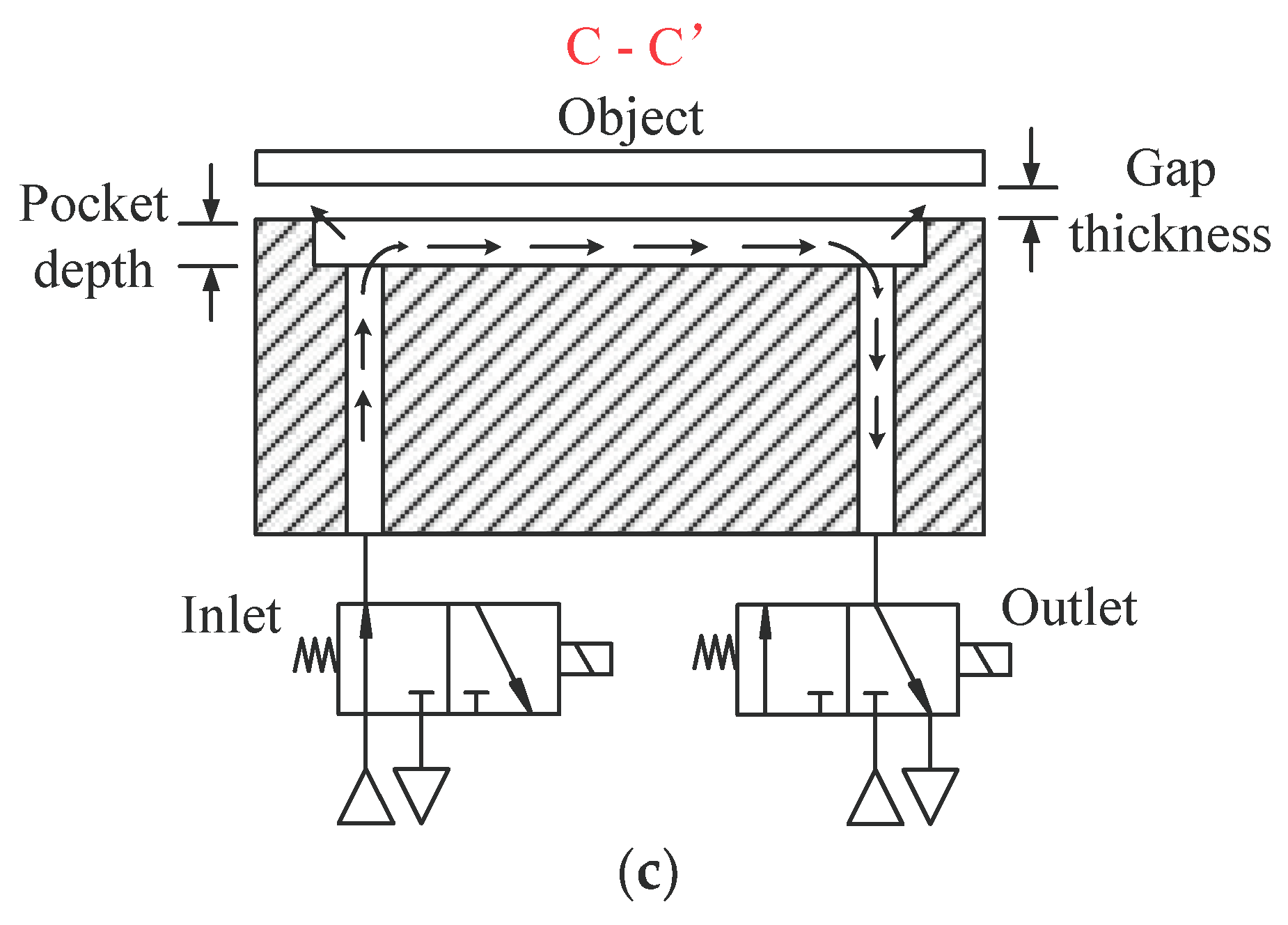
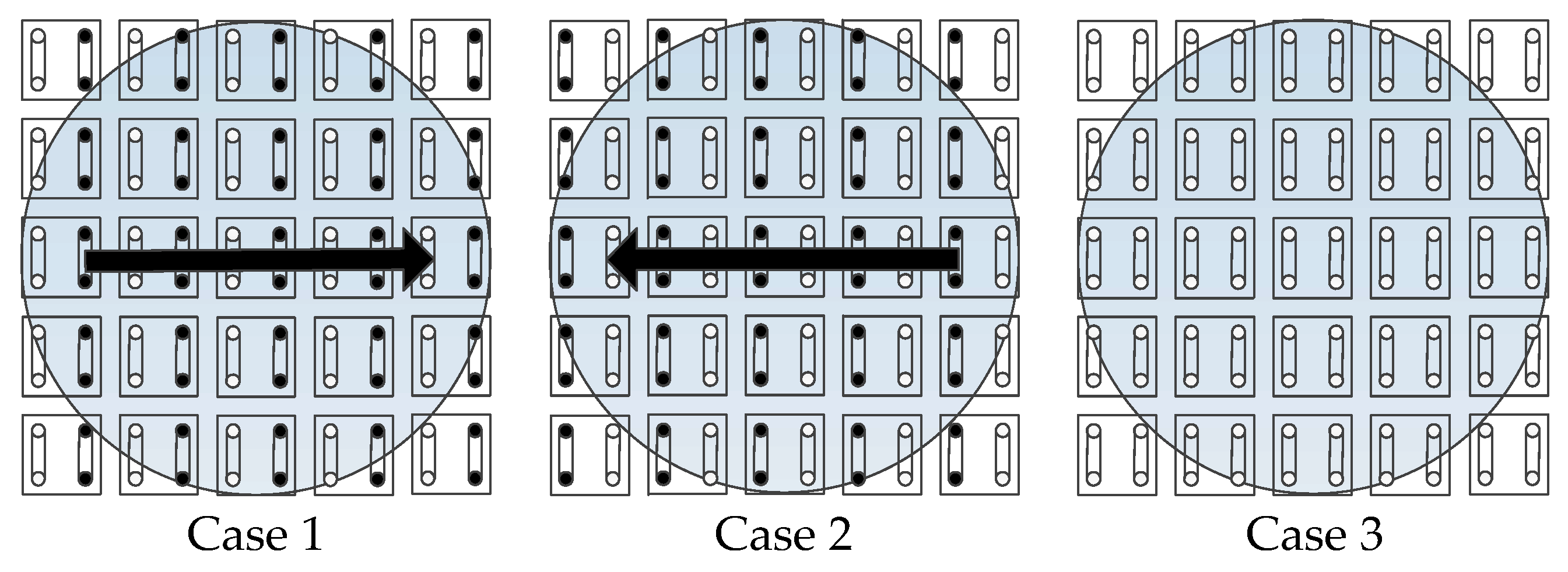
2. Mechanism of the Air Conveyor
3. Theoretical Modeling
- Airflow in the gap is laminar, dominated by viscous effects.
- Pressure distribution in the z-direction is negligible.
4. Basic Characteristics
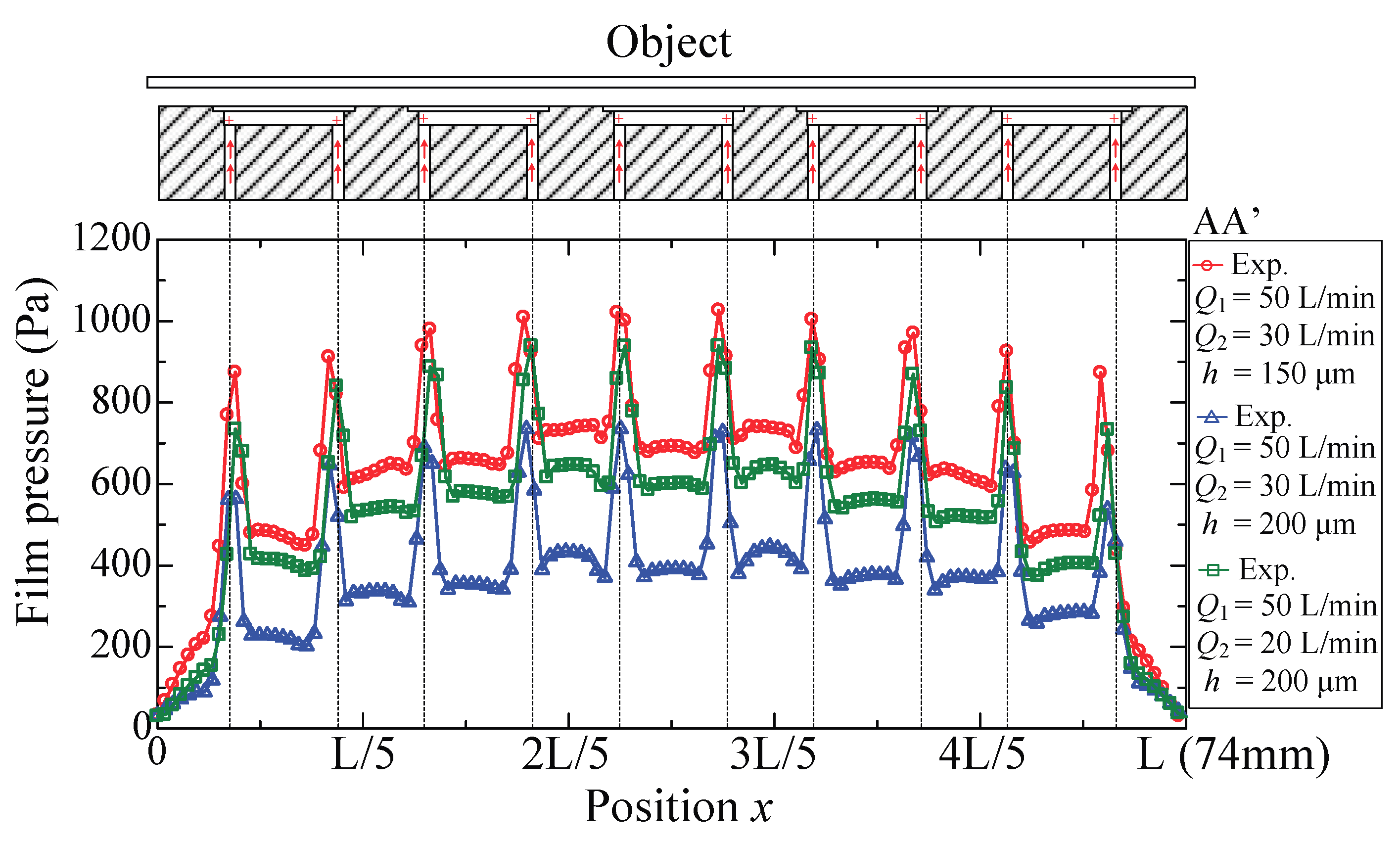
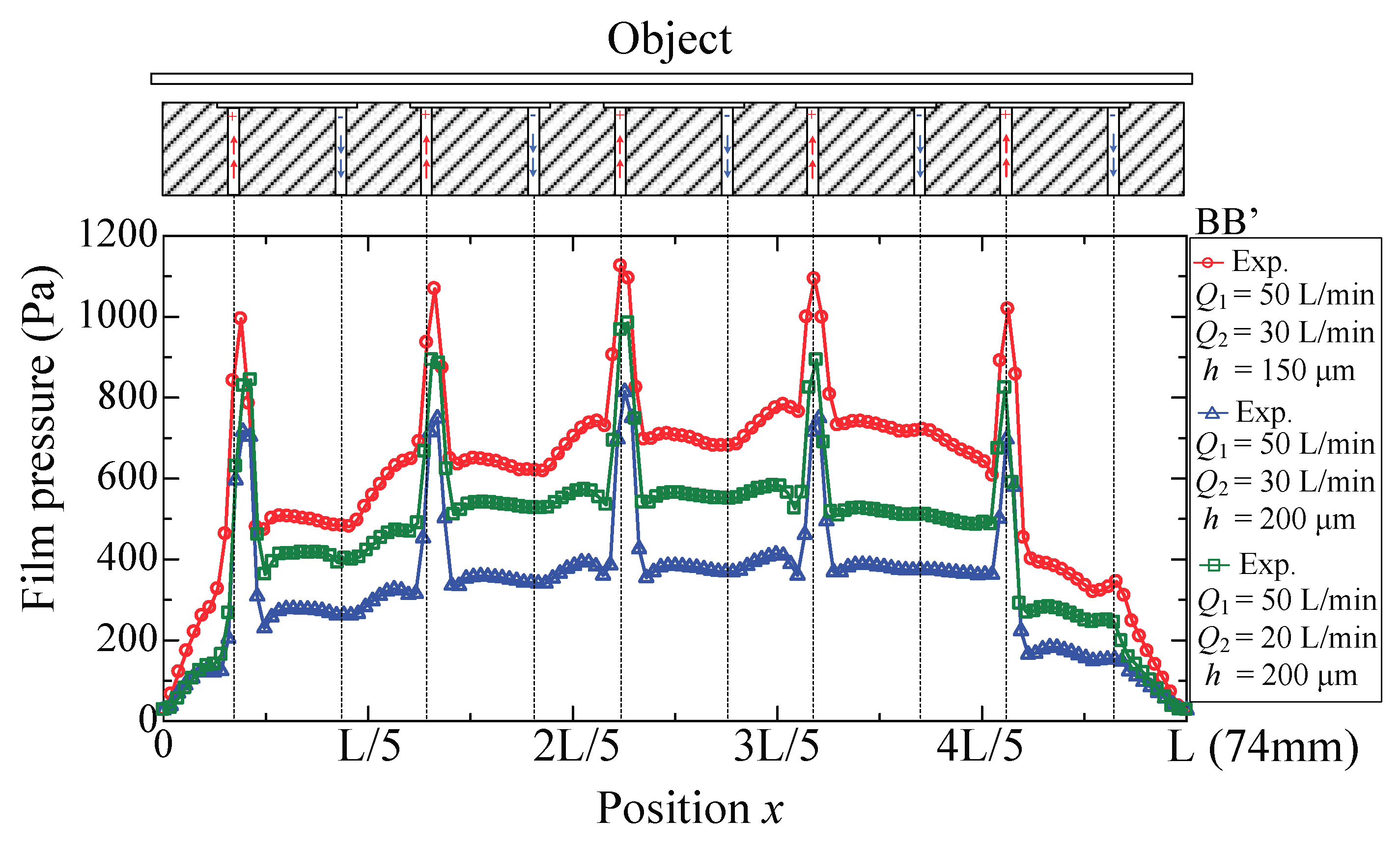
4.1. Pressure Distribution
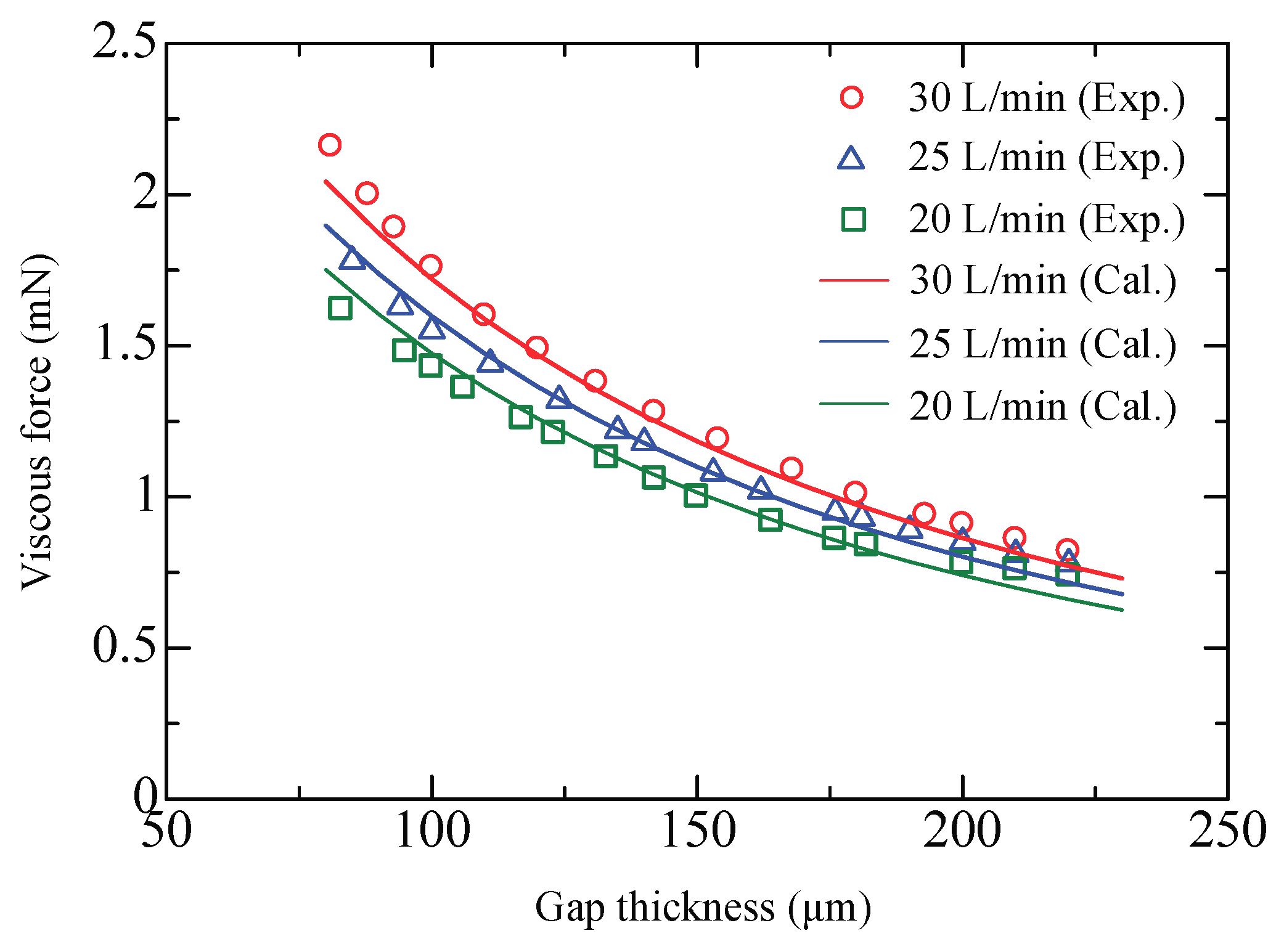
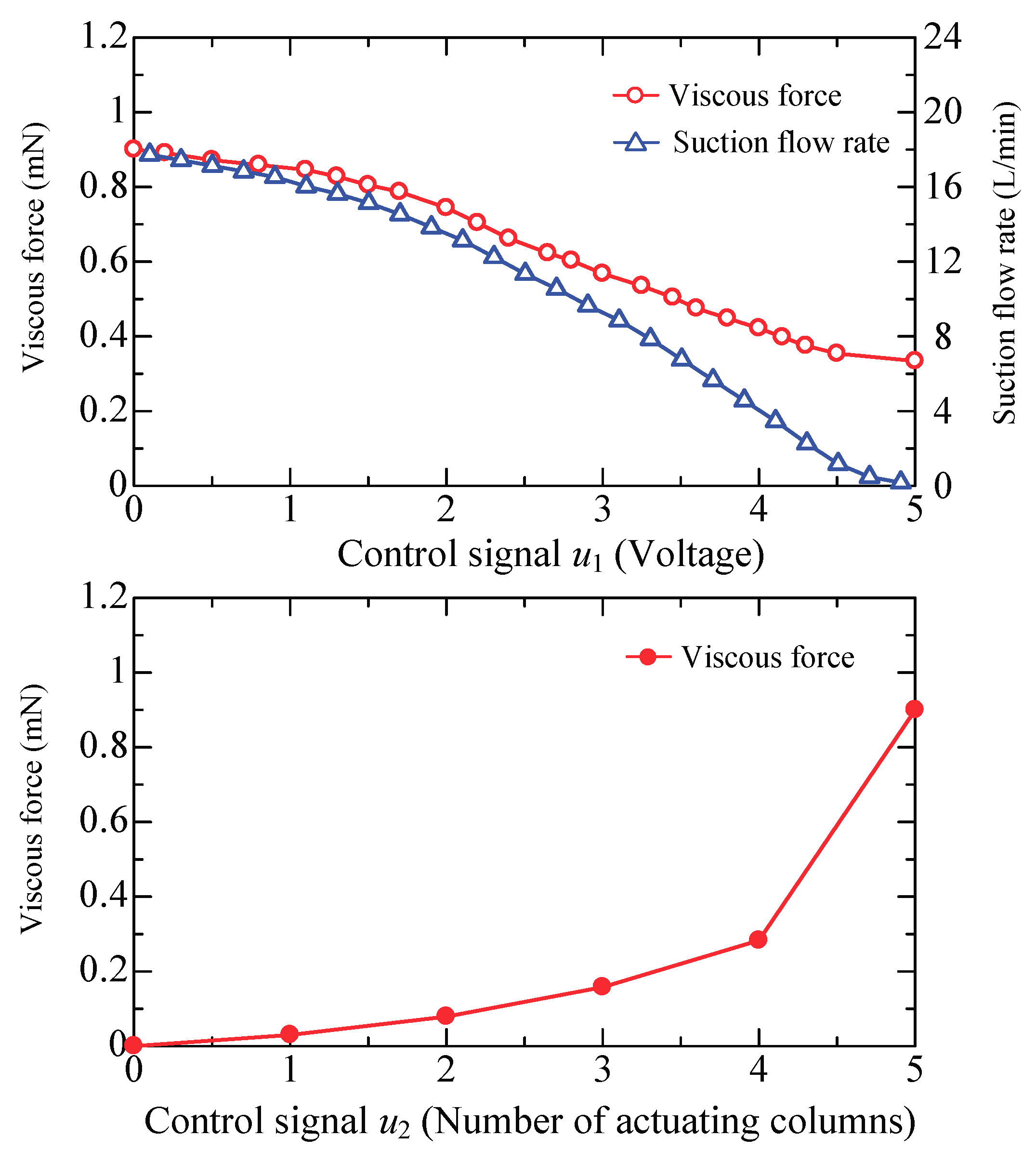
4.2. Viscous Force
5. Position Control
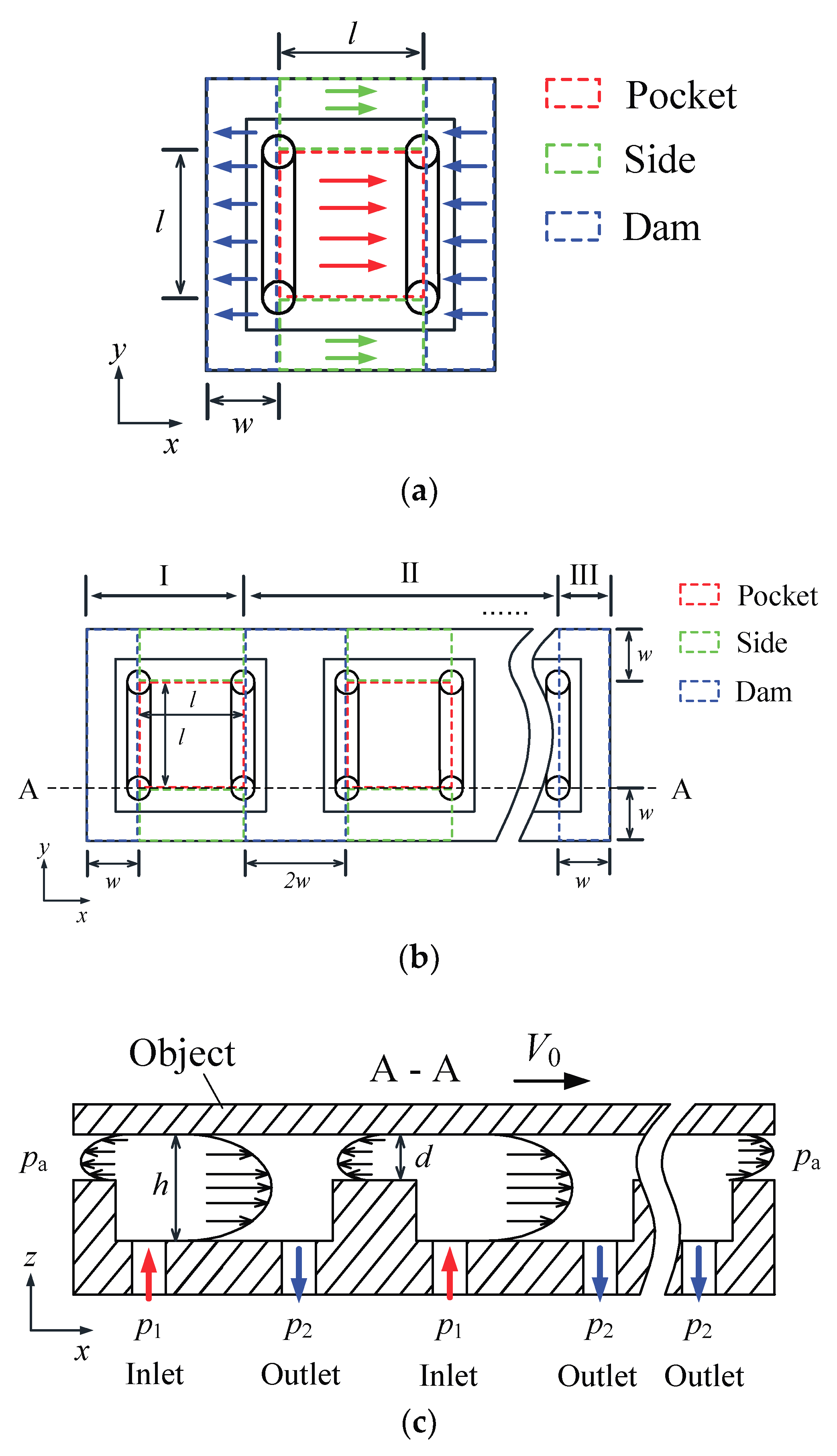
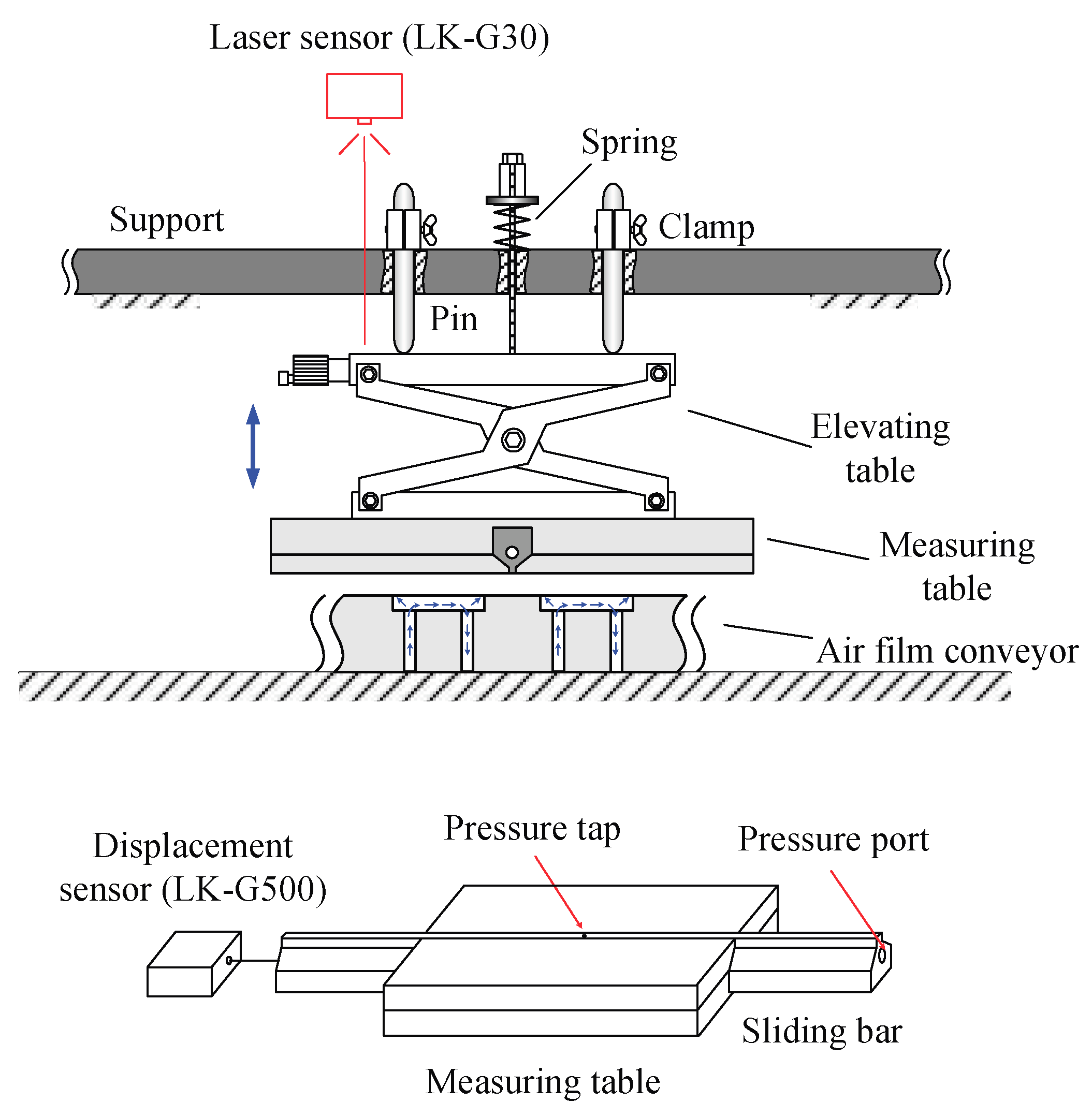
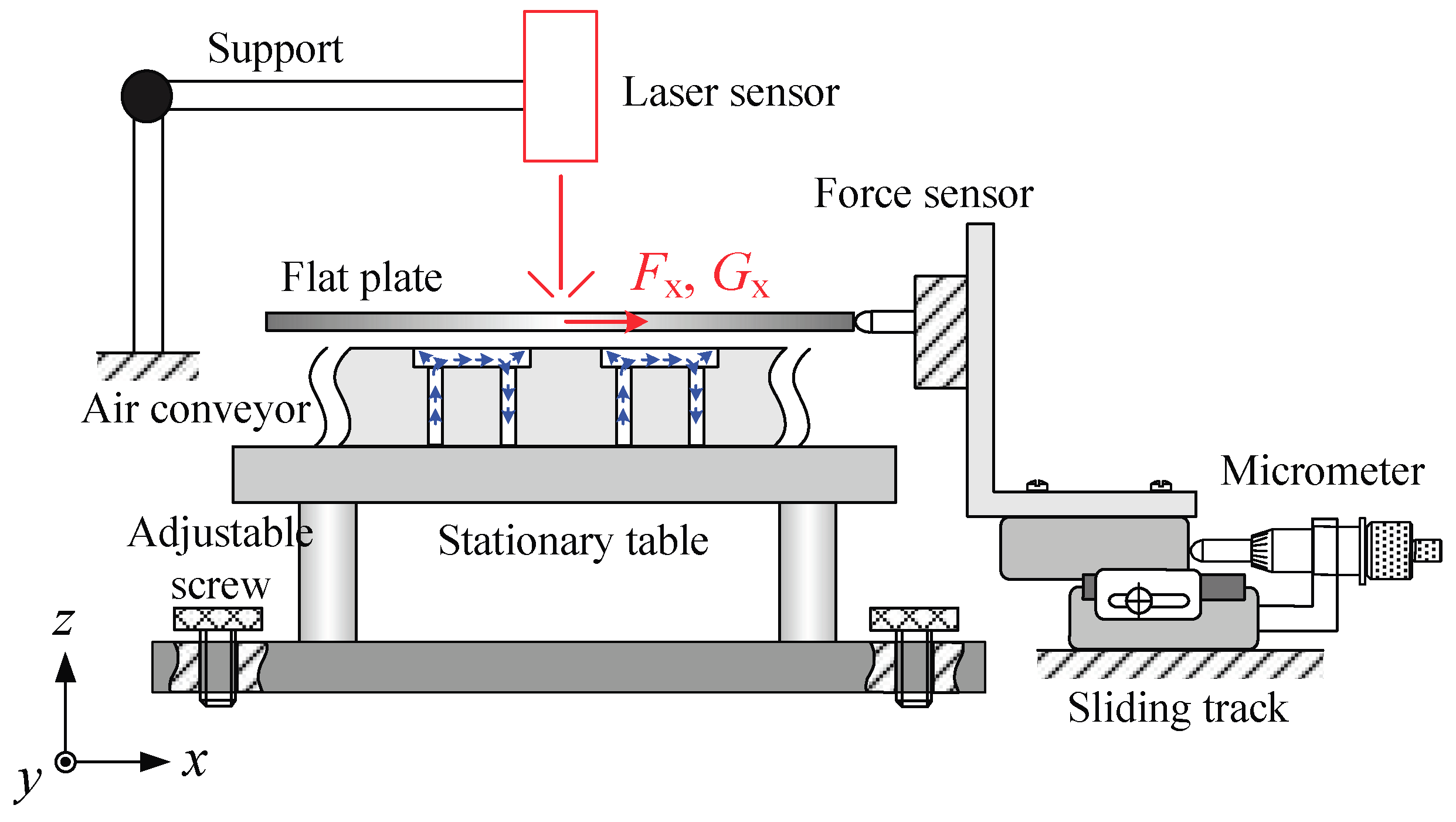
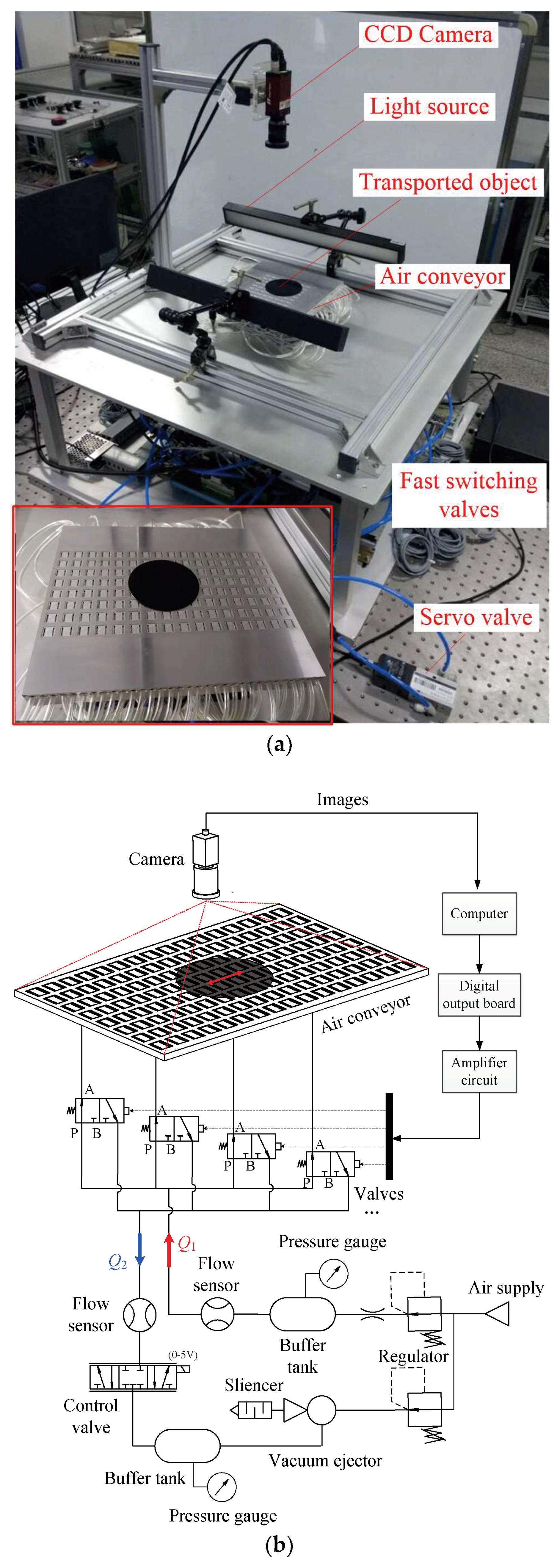
5.1. Experimental Setup
5.2. Control Method
5.3. Results and Discussion
6. Conclusions
- (1)
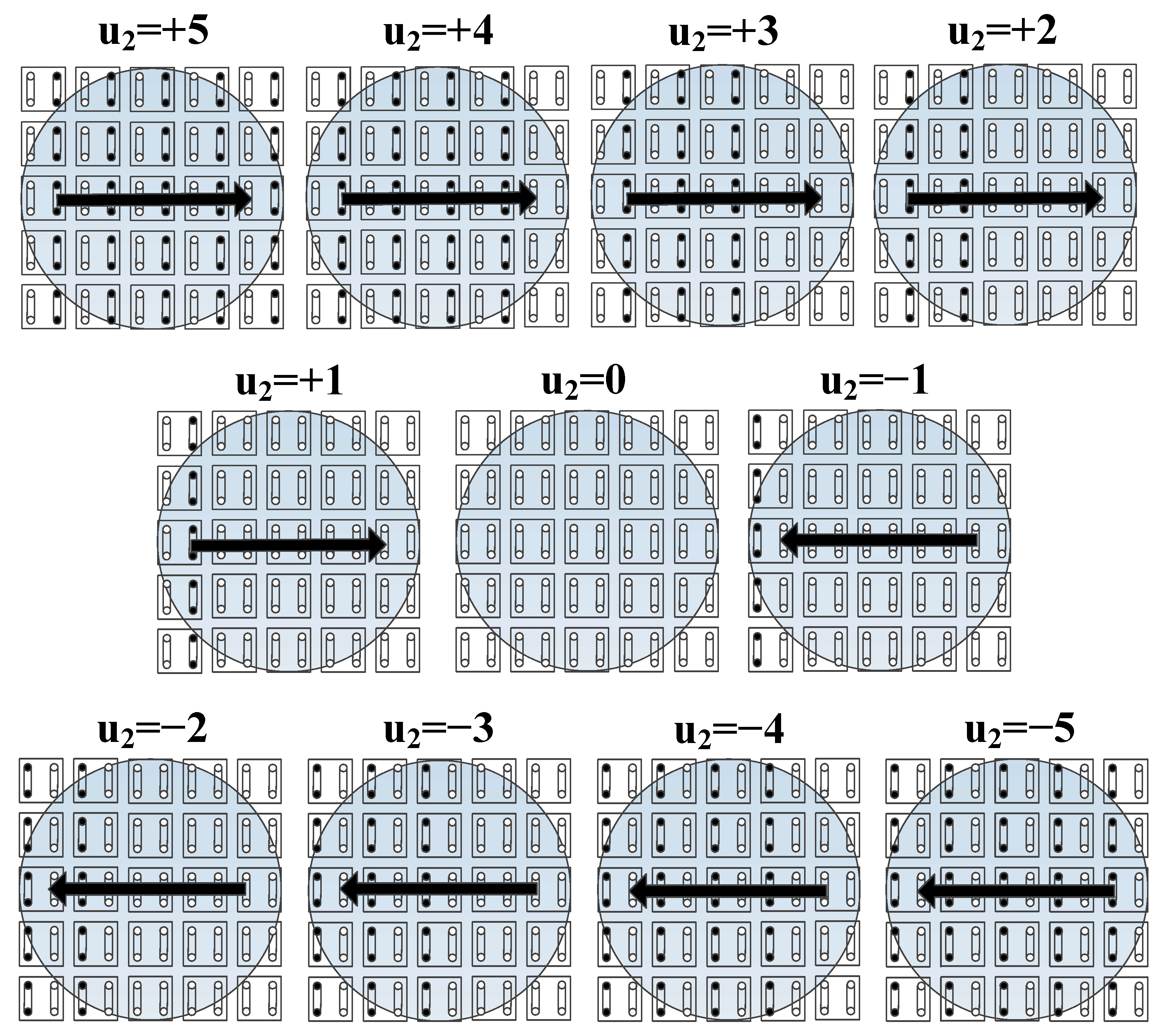
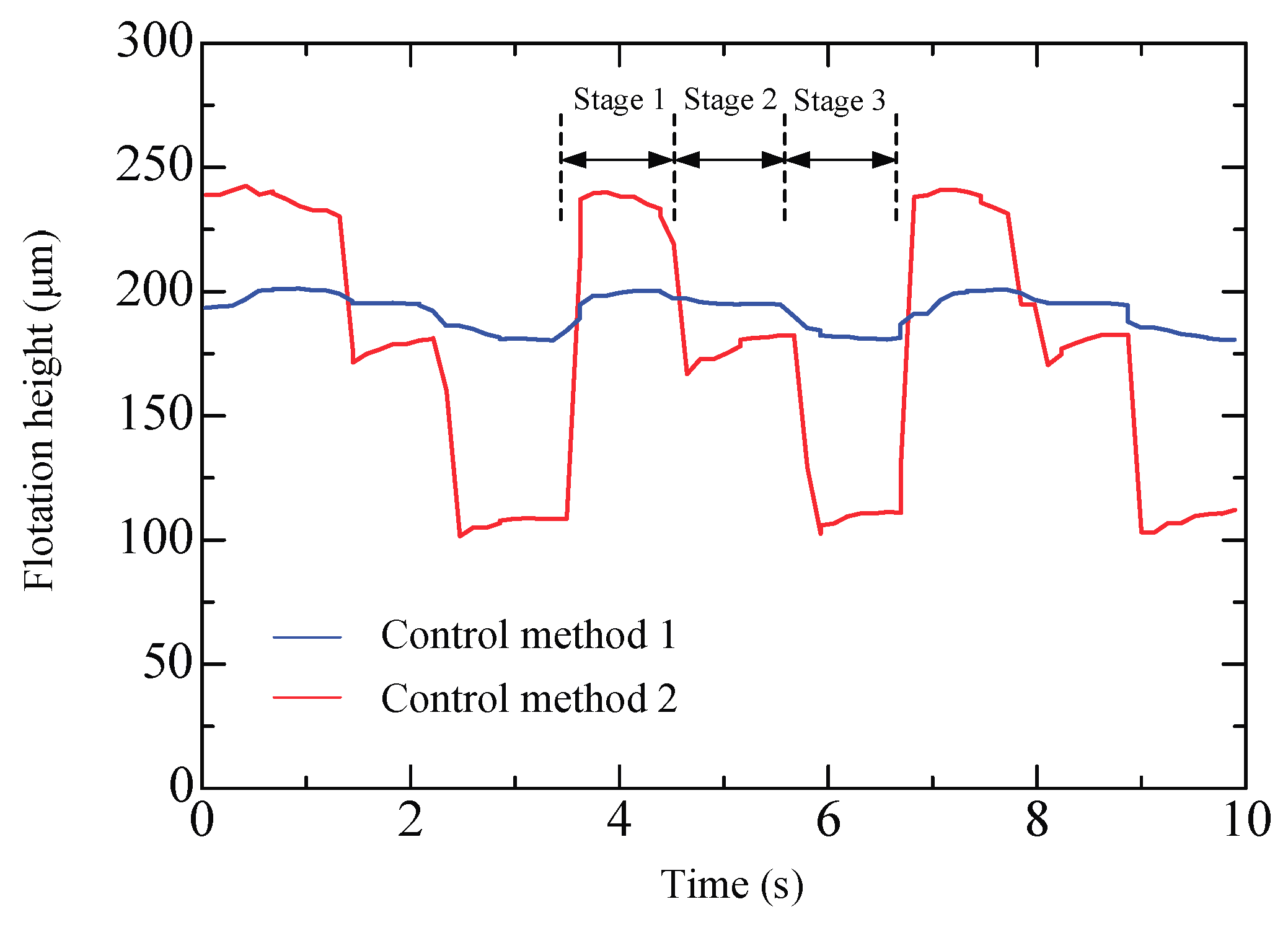
- The actuating direction and the amplitude of the viscous force are separately controlled, with switching valves used for selecting the actuating direction and a servo valve for varying the suction flow rate. This control method can effectively reduce the flow perturbation which easily occurs at the opening and closing of the fast-switching valves.
- (2)
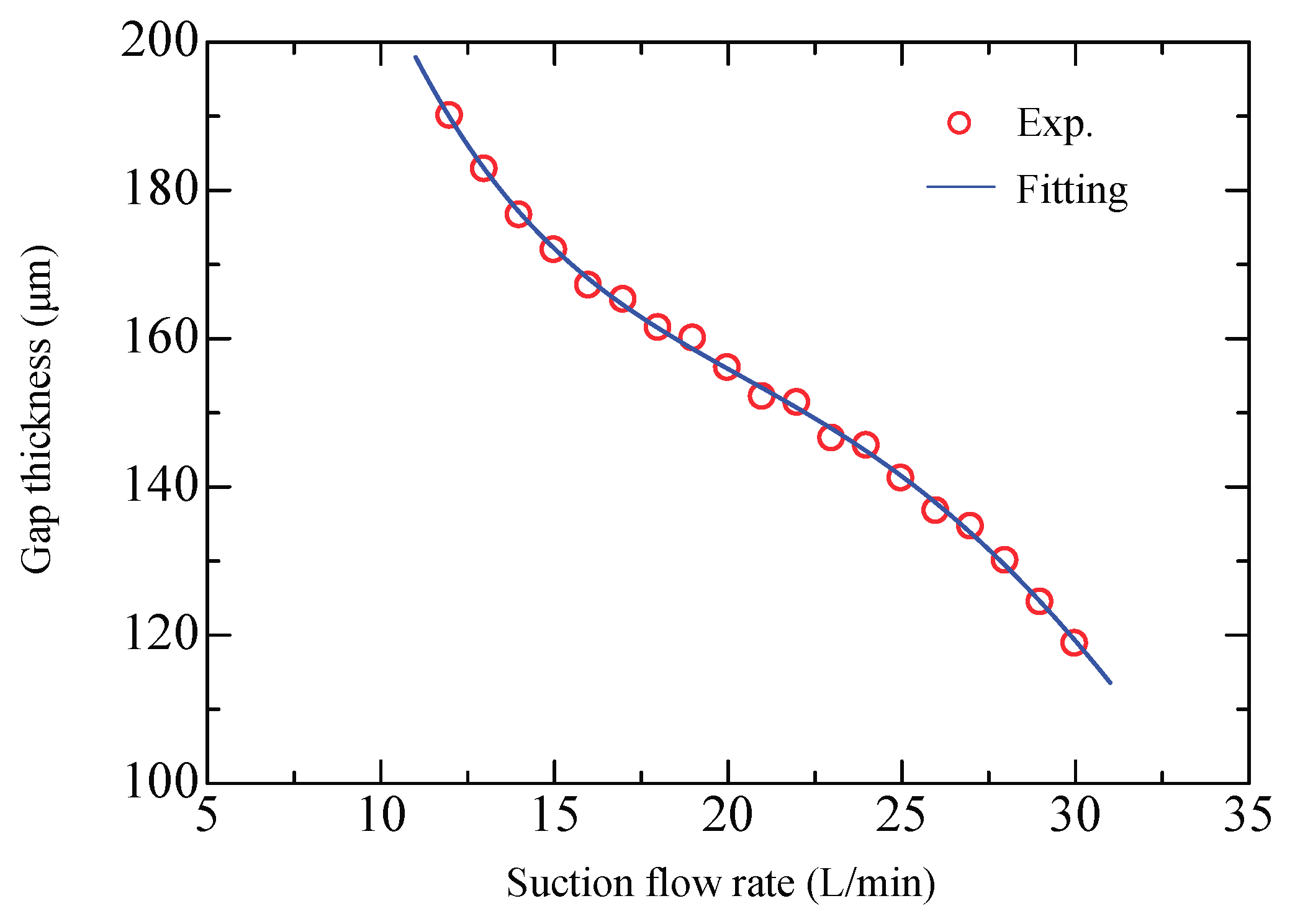
- An extension to the modeling is made using a fitting equation to approximate the effective flow rate through the gap for the case that the suction flow rate is changeable.
- (3)
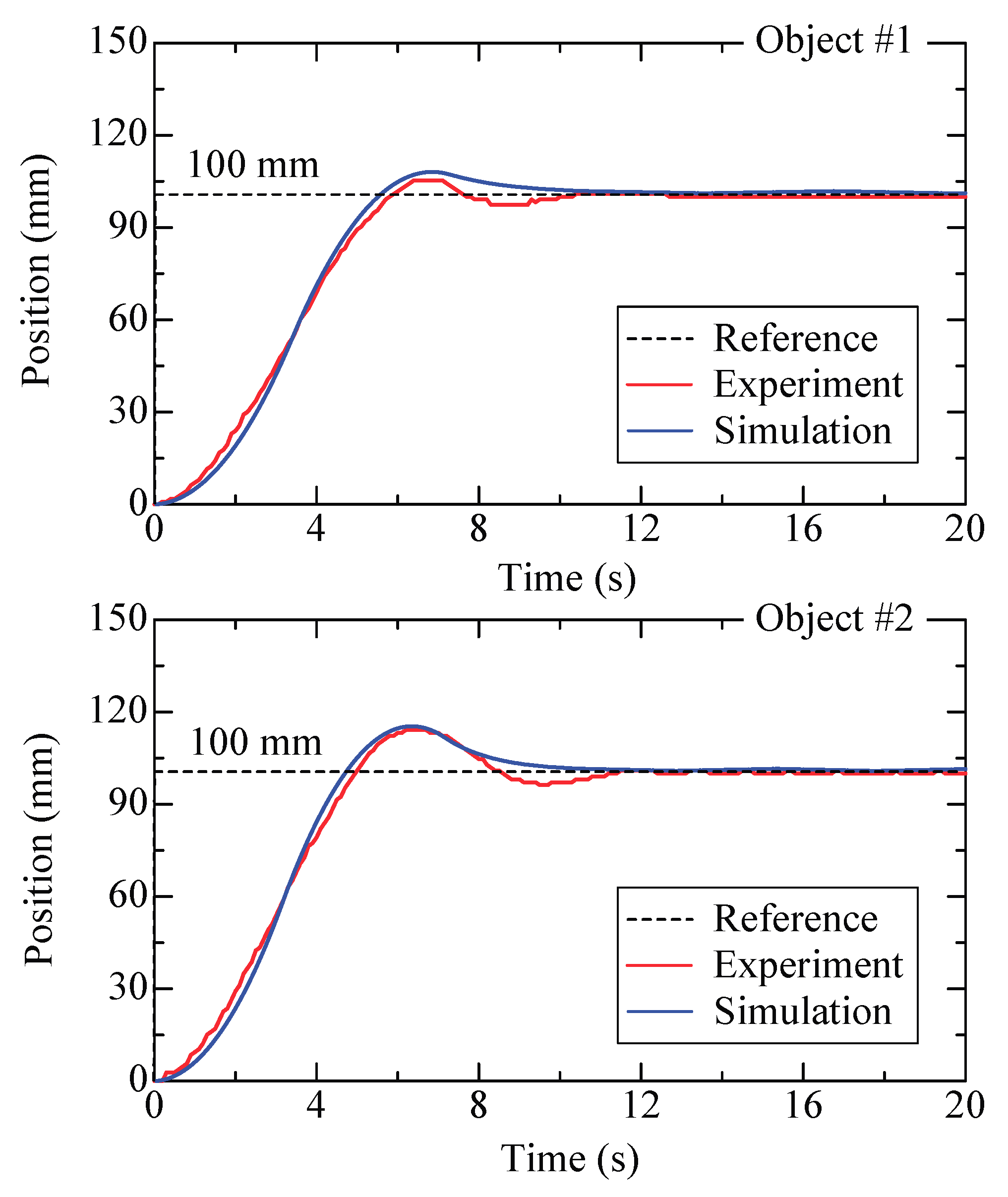
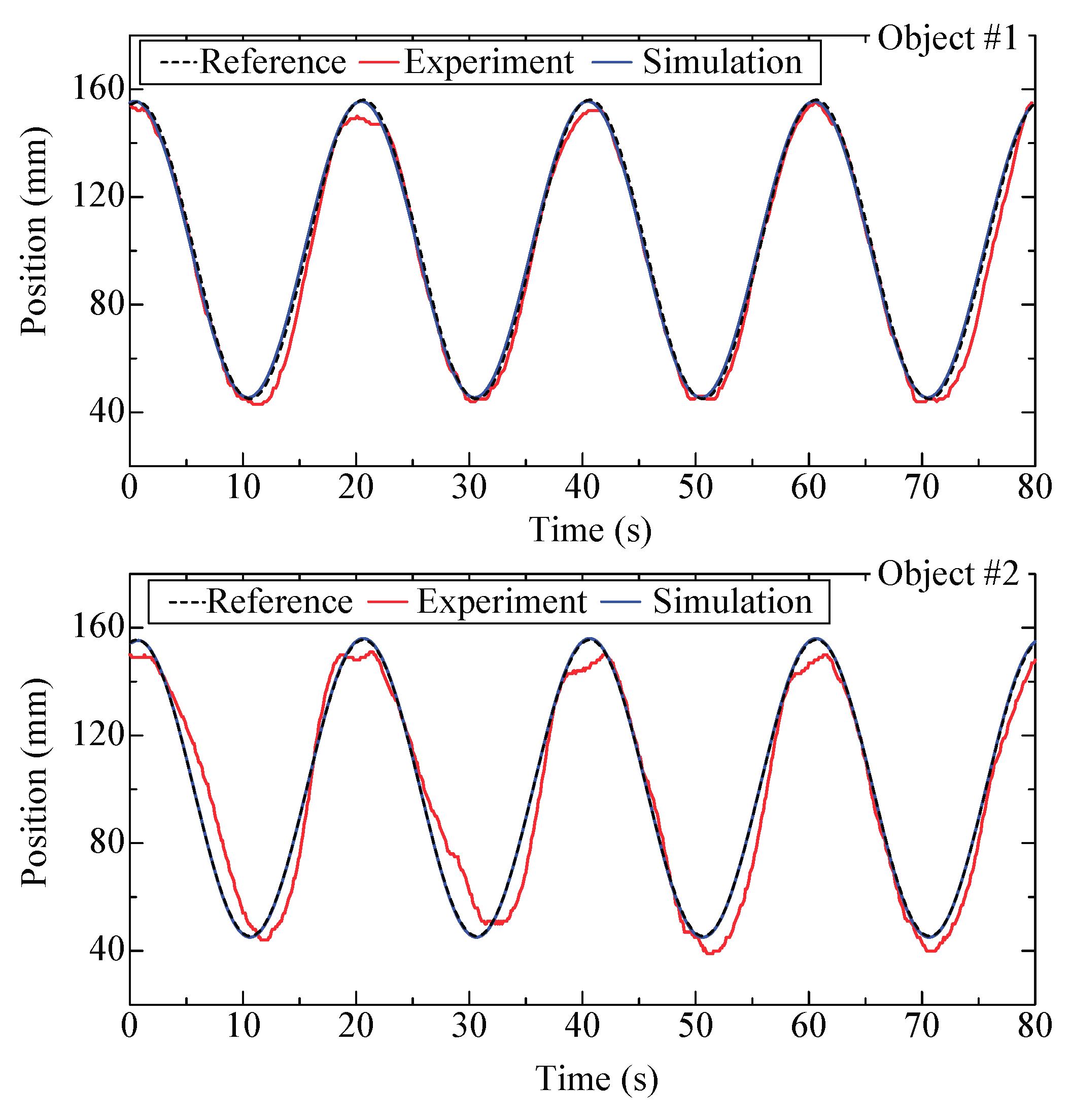
- Apparatuses for measuring the film pressure distribution and conducting position control of planar objects were developed. The model-based calculated results agree with the experimental results indicating that the measuring method is feasible.
Author Contributions
Funding
Conflicts of Interest
References
- Zhong, W.; Xu, K.; Li, X.; Kagawa, T. Study on the basic characteristics of a noncontact air conveyor for large glass sheets. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, B.; Cai, M.; Xu, W. Coupling effect of double lungs on a VCV ventilator with automatic secretion clearance function. IIEEE/ACM Trans. Comput. Biol. Bioinform. 2017, PP. [Google Scholar] [CrossRef] [PubMed]
- Ren, S.; Cai, M.; Shi, Y.; Xu, W.; Zhang, X.D. Influence of bronchial diameter change on the airflow dynamics based on a pressure-controlled ventilation system. Int. J. Numer. Method Biomed. Eng. 2017, 34. [Google Scholar] [CrossRef] [PubMed]
- Brun, X.F.; Melkote, S.N. Modeling and prediction of the flow, pressure, and holding force generated by a bernoulli handling device. J .Manuf. Sci. E-Trans. ASME 2008, 131, 351–358. [Google Scholar]
- Li, X.; Kawashima, K.; Kagawa, T. Analysis of vortex levitation. Exp. Therm. Fluid. Sci. 2008, 32, 1448–1454. [Google Scholar] [CrossRef]
- Davis, S.; Gray, J.O.; Caldwell, D.G. An end effector based on the Bernoulli principle for handling sliced fruit and vegetables. Robot. CIM-Int. Manuf. 2008, 24, 249–257. [Google Scholar] [CrossRef]
- Li, X.; Zhong, W.; Kagawa, T.; Liu, H.; Tao, G. Development of a pneumatic sucker for gripping workpieces with rough surface. IEEE Trans. Autom. Sci. Eng. 2016, 13, 639–646. [Google Scholar]
- Brun, X.F.; Melkote, S.N. Analysis of stresses and breakage of crystalline silicon wafers during handling and transport. Sol. Energy Mater. Sol. Cells 2009, 93, 1238–1247. [Google Scholar] [CrossRef]
- Fan, K.C.; Ho, C.C.; Mou, J.I. Development of a multiple-microhole aerostatic air bearing system. J. Micromech. Microeng. 2002, 12, 636–643. [Google Scholar] [CrossRef]
- Chandra, C.J.G.; Spinivas, Y.L.; Seetharamu, K.N.; Parameswaran, M.A. Investigation of air film conveyor pressurized through multiple holes. Finite Elem. Anal. Des. 1990, 6, 235–243. [Google Scholar] [CrossRef]
- Lee, H.G.; Lee, D.G. Design of a large LCD panel handling air conveyor with minimum air consumption. Mech. Mach. Theory 2006, 41, 790–806. [Google Scholar] [CrossRef]
- Amano, K.; Yoshimoto, S.; Miyatake, M.; Hirayama, T. Basic investigation of noncontact transportation system for large TFT-LCD glass sheet used in CCD inspection section. Precis. Eng. 2011, 35, 58–64. [Google Scholar] [CrossRef]
- Zhong, W.; Li, X.; Tao, G.L.; Lu, B.; Kagawa, T. Theoretical and experimental investigation on optimization of a non-contact air conveyor. J. Cent. South Univ. 2016, 23, 353–361. [Google Scholar] [CrossRef]
- Paivanas, J.A.; Hassan, J.K. Air film system for handling semiconductor wafers. IBM Corp. 1979, 23, 361–375. [Google Scholar] [CrossRef]
- Biegelsen, D.; Berlin, A.; Cheung, P.; Fromherz, M.; Goldberg, D. Airjet paper mover. In Proceedings of the SPIE International Symposium on Micromachining and Microfabrication, Santa Clara, CA, USA, 2–3 October 2000; Volume 4176, pp. 122–129. [Google Scholar]
- Konishi, S.; Fujita, H. A conveyance system using air flow based on the concept of distributed micro motion systems. J. Microelectromech. Syst. 1994, 3, 54–58. [Google Scholar] [CrossRef]
- Zeggari, R.; Yahiaoui, R.; Malapert, J.; Manceau, J.F. Design and fabrication of a new two-dimensional pneumatic micro-conveyor. Sens. Actuator A-Phys. 2010, 164, 125–130. [Google Scholar] [CrossRef]
- Fukuta, Y.; Chapuis, Y.A.; Mita, Y.; Fujita, H. Design, fabrication, and control of MEMS-based actuator arrays for air-flow distributed micromanipulation. J. Microelectromech. Syst. 2006, 15, 912–926. [Google Scholar] [CrossRef]
- Baz, D.E.; Boyer, V.; Bourgeois, J.; Dedu, E.; Boutoustous, K. Distributed part differentiation in a smart surface. Mechatronics 2012, 22, 522–530. [Google Scholar] [CrossRef]
- Chen, C.J.; Debra, D.B. A laminar flow motor for precision machining. CIRP Ann.-Manuf. Technol. 1987, 36, 385–390. [Google Scholar] [CrossRef]
- Delhaes, G.M.J.; Beek, A.V.; Ostayen, R.A.J.V.; Schmidt, R.H.M. The viscous driven aerostatic supported high-speed spindle. Tribol. Int. 2009, 42, 1550–1557. [Google Scholar] [CrossRef]
- Moon, H.; Luntz, J. Distributed manipulation of flat objects with two airflow sinks. IEEE. Trans. Robot. 2006, 22, 1189–1201. [Google Scholar] [CrossRef]
- Delettre, A.; Laurent, G.J.; Fort-Piat, N.L. A new contactless conveyor system for handling clean and delicate products using induced air flows. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Taipei, Taiwan, 18–22 October 2010; pp. 2351–2356. [Google Scholar]
- Laurent, G.J.; Delettre, A.; Fort-Piat, N.L. A new aerodynamic traction principle for handling products on an air cushion. IEEE. Trans. Robot. 2011, 27, 379–384. [Google Scholar] [CrossRef]
- Ku, P.J.; Winther, K.H.; Stephanou, H.F.; Safaric, R. Distributed control system for an active surface device. In Proceedings of the IEEE International Conference on Robotics and Automation, Seoul, Korea, 21–26 May 2001; Volume 4, pp. 3417–3422. [Google Scholar]
- Van Ostaijen, R.A.J. Apparatus for Carrying and Transporting a Product. Patent WO 2008/026924,A1, 6 March 2008. [Google Scholar]
- Rij, J.V.; Wesselingh, J.; Ostayen, R.A.J.V.; Spronck, J.W.; Schmidt, R.H.M. Planar flat product transport using viscous traction. In Proceedings of the STLE/ASME International Joint Tribology Conference, Miami, FL, USA, 20–22 October 2008; pp. 355–357. [Google Scholar]
- Rij, J.V.; Wesselingh, J.; Ostayen, R.A.J.V.; Spronck, J.W.; Schmidt, R.H.M. Planar wafer transport and positioning on an air film using a viscous traction principle. Tribol. Int. 2009, 42, 1542–1549. [Google Scholar]
- Van Ostayen, R.A.J.; van Eijk, J.; Schmidt, R.H.M. Contact-less Thin Substrate Transport using Viscous Traction. In Proceedings of the 2012 Second Workshop on Design, Control and Software Implementation for Distributed MEMS, Besancon, France, 2–3 April 2012. [Google Scholar]
- Wesselingh, J. Contactless Positioning Using an Active Air Film. Ph.D. Thesis, University of Delft, Delft, The Netherlands, 2011. [Google Scholar]
- Krijnen, M.E.; Ostayen, R.A.J.V.; Hosseinnia, H. The application of fractional order control for an air-based contactless actuation system. ISA Trans. 2017. [Google Scholar] [CrossRef] [PubMed]
- Zhong, W.; Xu, K.; Li, X.; Tao, G.; Kagawa, T. Study on the basic characteristics of a contactless air film conveyor using viscous traction. P. I. Mech. Eng. J-J. Eng. 2016, 230, 1139–1148. [Google Scholar] [CrossRef]
- Zhong, W.; Gu, X.Y.; Wang, J.; Liu, F.H. Modeling, simulation and experimental research on contactless transport using a viscous traction principle. Chin. Hydraul. Pneum. 2017, 7, 1–5. (In Chinese) [Google Scholar]
- Zhong, W.; Gu, X.; Xu, K.; Liu, F.; Li, X.; Kagawa, T. Modeling and verification of a contactless air film conveyor using a viscous traction principle. Int. J. Precis. Eng. Man. 2017, 18, 1763–1772. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Object | #1 | #2 |
|---|---|---|
| Mass (g) | 10.4 | 16.9 |
| Step amplitude (mm) | 100 | 100 |
| Kp | 0.08 | 0.07 |
| Ki | 0.005 | 0.005 |
| Kd | 1.5 | 1.2 |
| Rise time (s) | 3.7 | 3.6 |
| Overshoot | 7.3% | 13.3% |
| Static error (mm) | 0.45 | 0.35 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Zhong, W.; Li, C.; Fang, J.; Liu, F. Development of a Contactless Air Conveyor System for Transporting and Positioning Planar Objects. Micromachines 2018, 9, 487. https://doi.org/10.3390/mi9100487
Chen X, Zhong W, Li C, Fang J, Liu F. Development of a Contactless Air Conveyor System for Transporting and Positioning Planar Objects. Micromachines. 2018; 9(10):487. https://doi.org/10.3390/mi9100487
Chicago/Turabian StyleChen, Xirui, Wei Zhong, Chong Li, Jiwen Fang, and Fanghua Liu. 2018. "Development of a Contactless Air Conveyor System for Transporting and Positioning Planar Objects" Micromachines 9, no. 10: 487. https://doi.org/10.3390/mi9100487
APA StyleChen, X., Zhong, W., Li, C., Fang, J., & Liu, F. (2018). Development of a Contactless Air Conveyor System for Transporting and Positioning Planar Objects. Micromachines, 9(10), 487. https://doi.org/10.3390/mi9100487