3D Printing of Metallic Microstructured Mould Using Selective Laser Melting for Injection Moulding of Plastic Microfluidic Devices

 and
and
Abstract
:1. Introduction
2. Experimental Methods
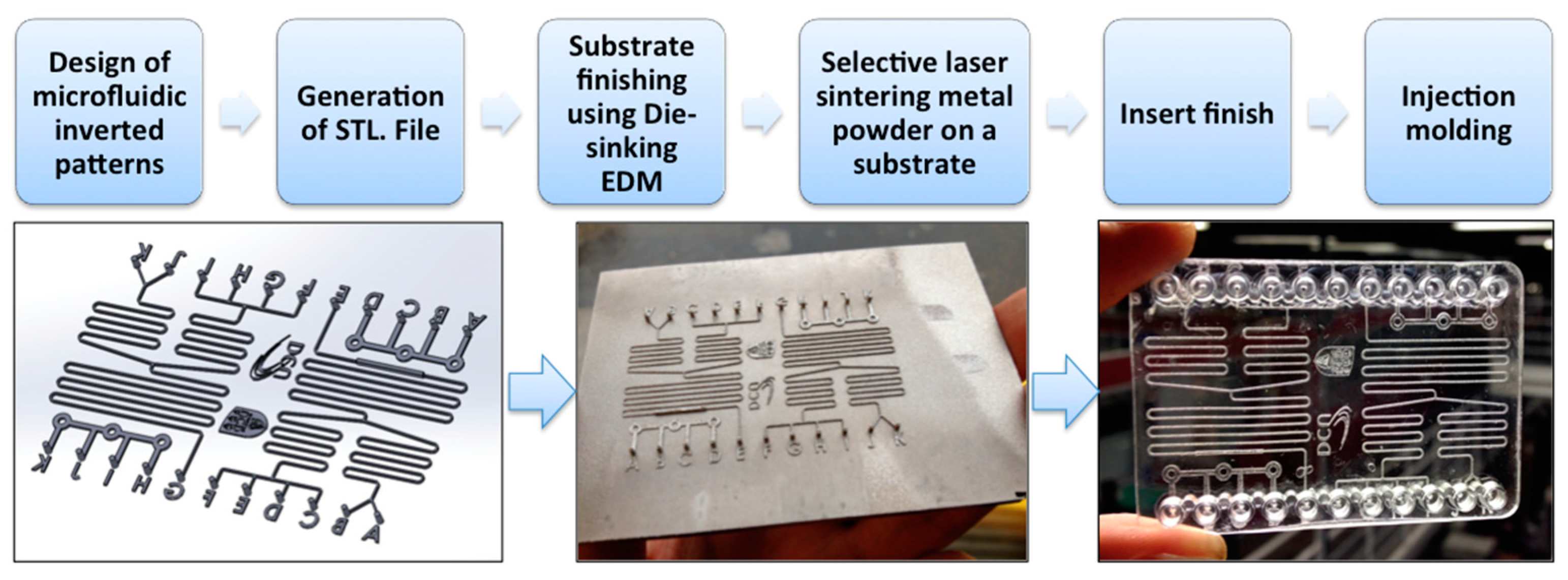
2.1. Printing of Microfluidic Features Using Selective Laser Melting
2.2. Bond Strength Testing and Characterization
2.3. Microstructure
2.4. Chip Prototyping Using Injection Molding
3. Results and Discussion
3.1. Process Development
- High flatness and finish: Since the substrate can be machined with various finishing processes required by the end applications, the flatness and roughness of the bottom mould insert can be well controlled compared to the insert made by electroforming process and whole selective laser sintering (SLS) printed insert, where the residual stresses can cause part distortion. Compared to micro machining, substrate finished by optical grade die sinking electrical discharge machining shows no cutting marks, requiring no labour cost for subsequent polishing;
- Cost-effective: The printing process consumes a minimal amount of material since the inverted microfluidic patterns are only in micrometer scale;
- Fast prototyping: The printing process takes less than 20 min, which is notably faster than precision machining and electroforming;
- Design flexibility: Any patterns larger than 100 µm are easily printed, even with a freeform geometry;
- Reusable substrate: For prototyping, the printed pattern can be removed and the substrate can be reused again;
- High aspect ratio: Based on our subsequent work, the aspect ratios of the printed feature can be as high as 5.
3.2. Dimensional Accuracy and Surface Finish
3.3. Pattern and Substrate Bonding Strength
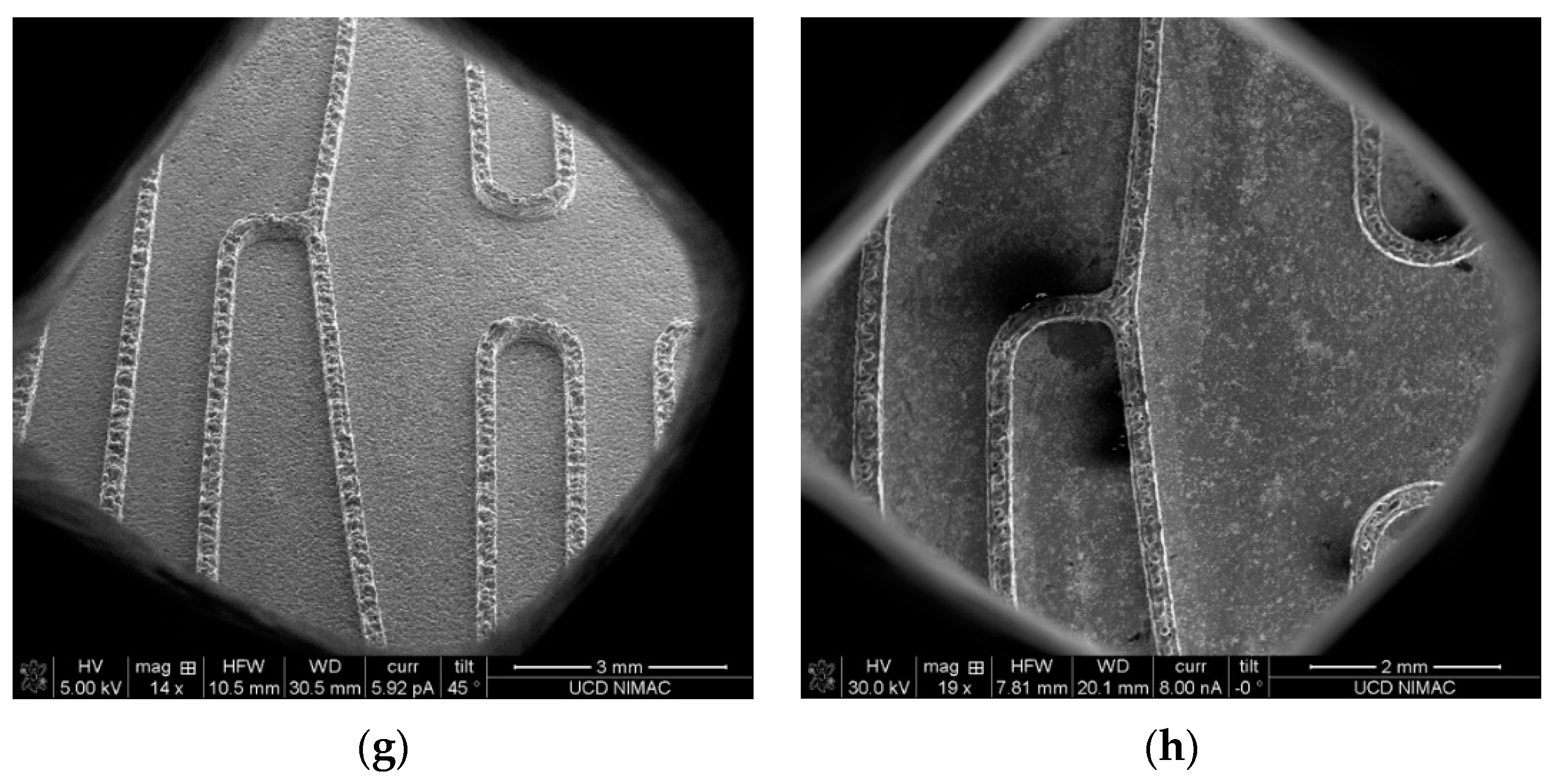
3.4. Microstructures of Micro Features
3.5. Prototyped Microfluidic Chip Testing
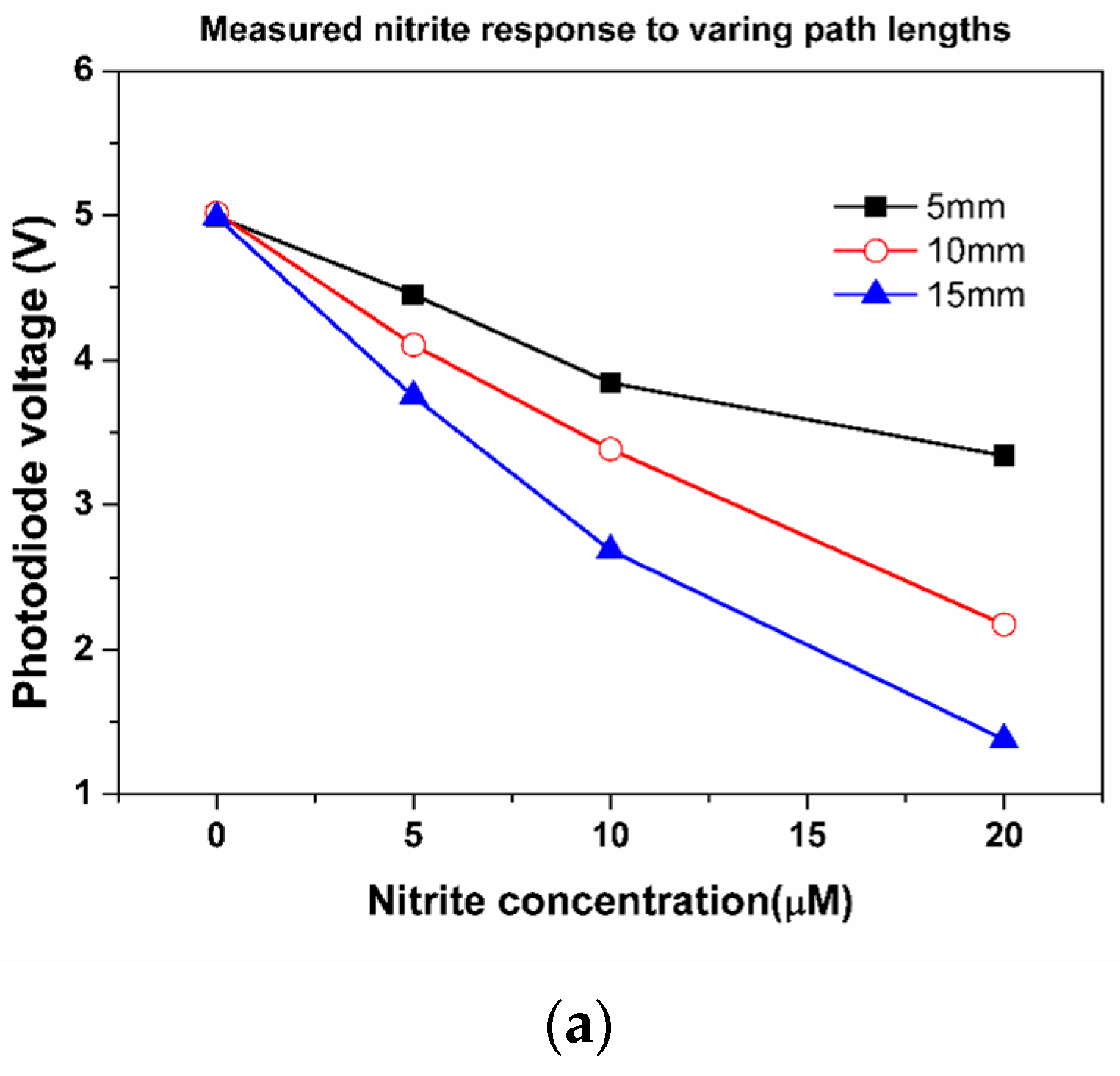
3.6. Microfluidic Chip Testing
3.7. Discussion and Limitation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kumar, P.; Kumar, M.; Bajpai, V.; Singh, N.K. Recent advances in characterization, modeling and control of burr formation in micro-milling. Manuf. Lett. 2017, 13, 1–5. [Google Scholar] [CrossRef]
- Du, L.; Yang, T.; Zhao, M.; Tao, Y.; Luo, L.; Wang, L.; Liu, C. Study on improving thickness uniformity of microfluidic chip mold in the electroforming process. Micromachines 2016, 7, 7. [Google Scholar] [CrossRef] [PubMed]
- Bonyár, A.; Sántha, H.; Ring, B.; Varga, M.; Gábor Kovács, J.; Harsányi, G. 3D rapid prototyping technology (rpt) as a powerful tool in microfluidic development. Procedia Eng. 2010, 5, 291–294. [Google Scholar] [CrossRef]
- Shallan, A.I.; Smejkal, P.; Corban, M.; Guijt, R.M.; Breadmore, M.C. Cost-effective three-dimensional printing of visibly transparent microchips within minutes. Anal. Chem. 2014, 86, 3124–3130. [Google Scholar] [CrossRef] [PubMed]
- O′Neill, P.F.; Ben Azouz, A.; Vázquez, M.; Liu, J.; Marczak, S.; Slouka, Z.; Chang, H.C.; Diamond, D.; Brabazon, D. Advances in three-dimensional rapid prototyping of microfluidic devices for biological applications. Biomicrofluidics 2014, 8, 052112. [Google Scholar] [CrossRef] [PubMed]
- Mendible, G.A.; Rulander, J.A.; Johnston, S.P. Comparative study of rapid and conventional tooling for plastics injection molding. Rapid Prototyp. J. 2017, 23, 344–352. [Google Scholar] [CrossRef]
- Available online: https://archive-media.formlabs.com/upload/injection-molding-from-3d-printed-molds.pdf (accessed on 2 July 2019).
- Available online: https://www.moldmakingtechnology.com/cdn/cms/1%20stratasys.pdf (accessed on 2 July 2019).
- Zhang, N.; Srivastava, A.; Kirwan, B.; Byrne, R.; Fang, F.; Browne, D.J.; Gilchrist, M.D. Manufacturing microstructured tool inserts for the production of polymeric microfluidic devices. J. Micromech. Microeng. 2015, 25, 095005. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B. Additive manufacturing of cardiovascular CoCr stents by selective laser melting. Mater. Des. 2017, 119, 338–350. [Google Scholar] [CrossRef] [Green Version]
- Roberts, R.C.; Tien, N.C. 3D printed stainless steel microelectrode arrays. In Proceedings of the 2017 19th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS), Boston, MA, USA, 18–22 June 2017; pp. 1233–1236. [Google Scholar]
- Scotti, G.; Nilsson, S.M.E.; Matilainen, V.-P.; Haapala, M.; Boije af Gennäs, G.; Yli-Kauhaluoma, J.; Salminen, A.; Kotiaho, T. Simple 3D printed stainless steel microreactors for online mass spectrometric analysis. Heliyon 2019, 5, e02002. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maier, M.C.; Lebl, R.; Sulzer, P.; Lechner, J.; Mayr, T.; Zadravec, M.; Slama, E.; Pfanner, S.; Schmölzer, C.; Pöchlauer, P.; et al. Development of customized 3D printed stainless steel reactors with inline oxygen sensors for aerobic oxidation of Grignard reagents in continuous flow. React. Chem. Eng. 2019, 4, 393–401. [Google Scholar] [CrossRef]
- Gutmann, B.; Köckinger, M.; Glotz, G.; Ciaglia, T.; Slama, E.; Zadravec, M.; Pfanner, S.; Maier, M.C.; Gruber-Wölfler, H.; Oliver Kappe, C. Design and 3D printing of a stainless steel reactor for continuous difluoromethylations using fluoroform. React. Chem. Eng. 2017, 2, 919–927. [Google Scholar] [CrossRef] [Green Version]
- Scotti, G.; Kanninen, P.; Matilainen, V.-P.; Salminen, A.; Kallio, T. Stainless steel micro fuel cells with enclosed channels by laser additive manufacturing. Energy 2016, 106, 475–481. [Google Scholar] [CrossRef]
- Sandron, S.; Heery, B.; Gupta, V.; Collins, D.; Nesterenko, E.; Nesterenko, P.N.; Talebi, M.; Beirne, S.; Thompson, F.; Wallace, G.G. 3D printed metal columns for capillary liquid chromatography. Analyst 2014, 139, 6343–6347. [Google Scholar] [CrossRef] [PubMed]
- Abele, E.; Kniepkamp, M. Analysis and optimisation of vertical surface roughness in micro selective laser melting. Surf. Topogr. Metrol. Prop. 2015, 3, 034007. [Google Scholar] [CrossRef]
- Chemtrix. 3D Printed Metal Flow Reactors. Available online: https://www.chemtrix.com/products/3d-printed-flow-reactors (accessed on 2 August 2019).
- Nagarajan, B.; Hu, Z.; Song, X.; Zhai, W.; Wei, J. Development of micro selective laser melting: The state of the art and future perspectives. Engineering 2019, 5, 702–720. [Google Scholar] [CrossRef]
- Núñez, P.J.; García-Plaza, E.; Hernando, M.; Trujillo, R. Characterization of surface finish of electropolished stainless steel AISI 316L with varying electrolyte concentrations. Procedia Eng. 2013, 63, 771–778. [Google Scholar] [CrossRef]
- Mott, R.L. Applied Strength of Materials; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Zhen, Y.; Yan, H.T.; Hui, Y.; Liu, T.F.; Shen, P. Metallographic Etchant and Erosion Method of Austenitic Stainless Steel. Patent CN102517585B, 27 June 2013. [Google Scholar]
- Gu, D.; Shen, Y. Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater. Des. 2009, 30, 2903–2910. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling behavior of stainless steel and nickel powder during selective laser melting process. Int. J. Adv. Manuf. Technol. 2012, 59, 1025–1035. [Google Scholar] [CrossRef]
- Du, W.; Bai, Q.; Zhang, B. A novel method for additive/subtractive hybrid manufacturing of metallic parts. Procedia Manuf. 2016, 5, 1018–1030. [Google Scholar] [CrossRef]
- Raghavan, S.; Zhang, B.; Wang, P.; Sun, C.-N.; Nai, M.L.S.; Li, T.; Wei, J. Effect of different heat treatments on the microstructure and mechanical properties in selective laser melted INCONEL 718 alloy. Mater. Manuf. Process. 2017, 32, 1588–1595. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef]
- Sachdeva, A.; Singh, S.; Sharma, V.S. Investigating surface roughness of parts produced by SLS process. Int. J. Adv. Manuf. Technol. 2013, 64, 1505–1516. [Google Scholar] [CrossRef]
- O’Toole, M.; Shepherd, R.; Lau, K.-T.; Diamond, D. Detection of Nitrite by flow injection analysis using a novel Paired Emitter-Detector Diode (PEDD) as a photometric Detector. In Proceedings of the Advanced Environmental, Chemical, and Biological Sensing Technologies V, Orlando, FL, USA, 5–6 April 2010; p. 67550P. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature | 600 | 400 | 200 | 100 |
|---|---|---|---|---|
| Width | 527.1 ± 3.8 | 349.6 ± 10.8 | 173.7 ± 6.4 | 101.9 ± 10.1 |
| Height | 549.8 ± 11.7 | 546.3 ± 15.9 | 574.8 ± 15.6 | 566.4 ± 15.3 |
| Minimum Feature Size | Aspect Ratio | Dimensional Accuracy | Young’s Modulus | Roughness (Ra) | Time | |
|---|---|---|---|---|---|---|
| Micromilling | 50 µm for sunk features | 1.5 (features in the range between 50 and 100 µm) | 20 µm | 180 GPa | 0.5–1 µm | 6 days |
| LIGA and LIGA like processes | 100 nm | 2 (features in the range between 10 and 100 µm) | 5 µm | 170 GPa | <15 nm | 30 days |
| Selective laser melting | 100 µm | 6–10 (features width is larger than 100 µm) | 50 µm | 180 GPa | 20~30 µm | ~20 min |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, N.; Liu, J.; Zhang, H.; Kent, N.J.; Diamond, D.; D. Gilchrist, M. 3D Printing of Metallic Microstructured Mould Using Selective Laser Melting for Injection Moulding of Plastic Microfluidic Devices. Micromachines 2019, 10, 595. https://doi.org/10.3390/mi10090595
Zhang N, Liu J, Zhang H, Kent NJ, Diamond D, D. Gilchrist M. 3D Printing of Metallic Microstructured Mould Using Selective Laser Melting for Injection Moulding of Plastic Microfluidic Devices. Micromachines. 2019; 10(9):595. https://doi.org/10.3390/mi10090595
Chicago/Turabian StyleZhang, Nan, Jinghang Liu, Honggang Zhang, Nigel J. Kent, Dermot Diamond, and Michael D. Gilchrist. 2019. "3D Printing of Metallic Microstructured Mould Using Selective Laser Melting for Injection Moulding of Plastic Microfluidic Devices" Micromachines 10, no. 9: 595. https://doi.org/10.3390/mi10090595