Most stabilized rammed earth structures being built today in North America are based upon the traditional rammed earth methods yet possess significant and fundamental differences. These differences include: (1) A reduced clay component in the soil mix; (2) Stabilization of the rammed earth mix with portland cement, blast furnace slag and/or other pozzolans; (3) The incorporation of interstitial insulation to improve thermal performance; (4) The addition of steel reinforcing; (5) The application of the masonry and concrete code principles by structural engineers in designing the structures; and (6) The mechanization of mixing, delivery, and ramming of the soil mix.
There is a simplicity and elegance to a traditional rammed earth wall. The materials embodied within it are truly raw before being transformed into a monolithic earthen wall. The embodied energy of such a wall is extremely low if the earthen material is locally sourced. If no modern equipment is used, construction of such a wall could be limited only to animal energy. Given a site with ideal soils, this traditional wall could be expected to provide a comfortable structure for generations. Unfortunately much of humanity lives on sites that do not have local access to the types of soil appropriate for unstabilized earth construction. Also, most structures built in North America must comply with local building jurisdictions, which may prefer a wall of higher compressive strength that is less susceptible to the effects of weathering and erosion; in these locations Stabilized Rammed Earth (SRE) provides a viable and more sustainable alternative to conventional building technologies.
2.1. Building Codes
There is no specific provision or mention of rammed earth in the building codes used in almost all of North America. While a few exceptions exist, most notably the U.S. state of New Mexico (Chapter 7, Part 4—The NM Earthen Building Materials Code) [
1] and Tucson/Pima County, Arizona (Appendix Chapter 71, Earthen Materials Structures) [
2], most local building departments have neither an understanding of rammed earth nor a local example from which to form an opinion or to create a construction and inspection protocol. This can present challenges when rammed earth is introduced to a new locale.
The closest analogies that currently exist in determining the appropriate structural requirements for an SRE wall are the Concrete Building Code and the Masonry Building Code. Both standards are commonly referenced in the design and engineering of SRE walls. This approach has been supported by the most recent ASTM “Standard Guide for Design of Earthen Wall Building Systems” [
3]. Currently, the application of the Concrete Building Code often results in 2500 psi (17 MPa) being specified as the minimum compressive strength (f’sre) for the SRE material. In the absence of available data on the compressive strength of SRE walls and their performance when reinforced with steel, this minimum strength has provided a level of assurance, as it is the minimum strength for concrete, and thus conforms to a standard readily accepted and understood. It is unclear if this high strength is necessary or ideal, given the ecological costs associated with cement production, but given the lack of established engineering values for SRE, it might be unavoidable for the time being. Normally this requires the addition of Portland cement and pozzolans at a combined rate of 8–10% to the earthen mix (by weight).
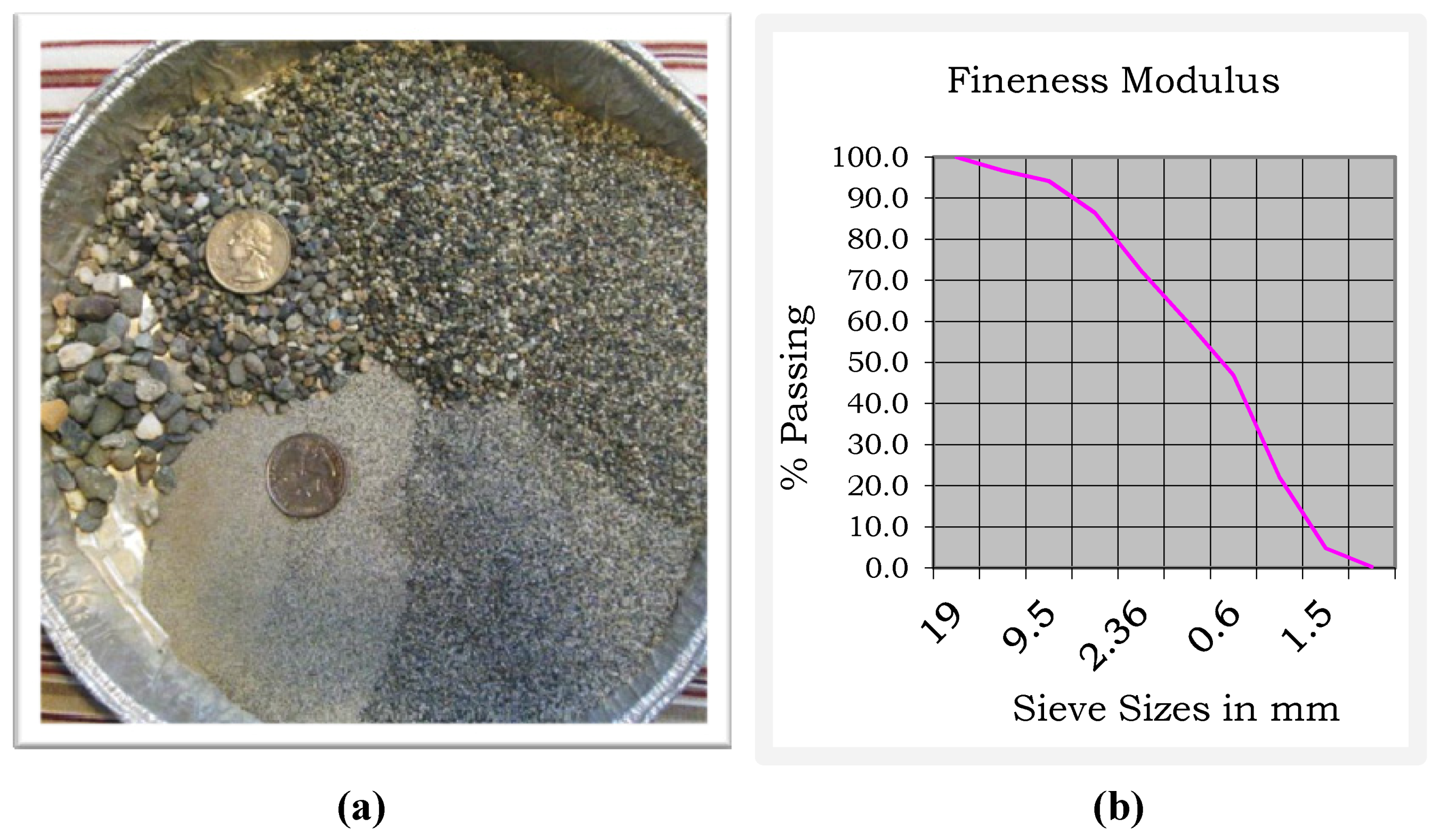
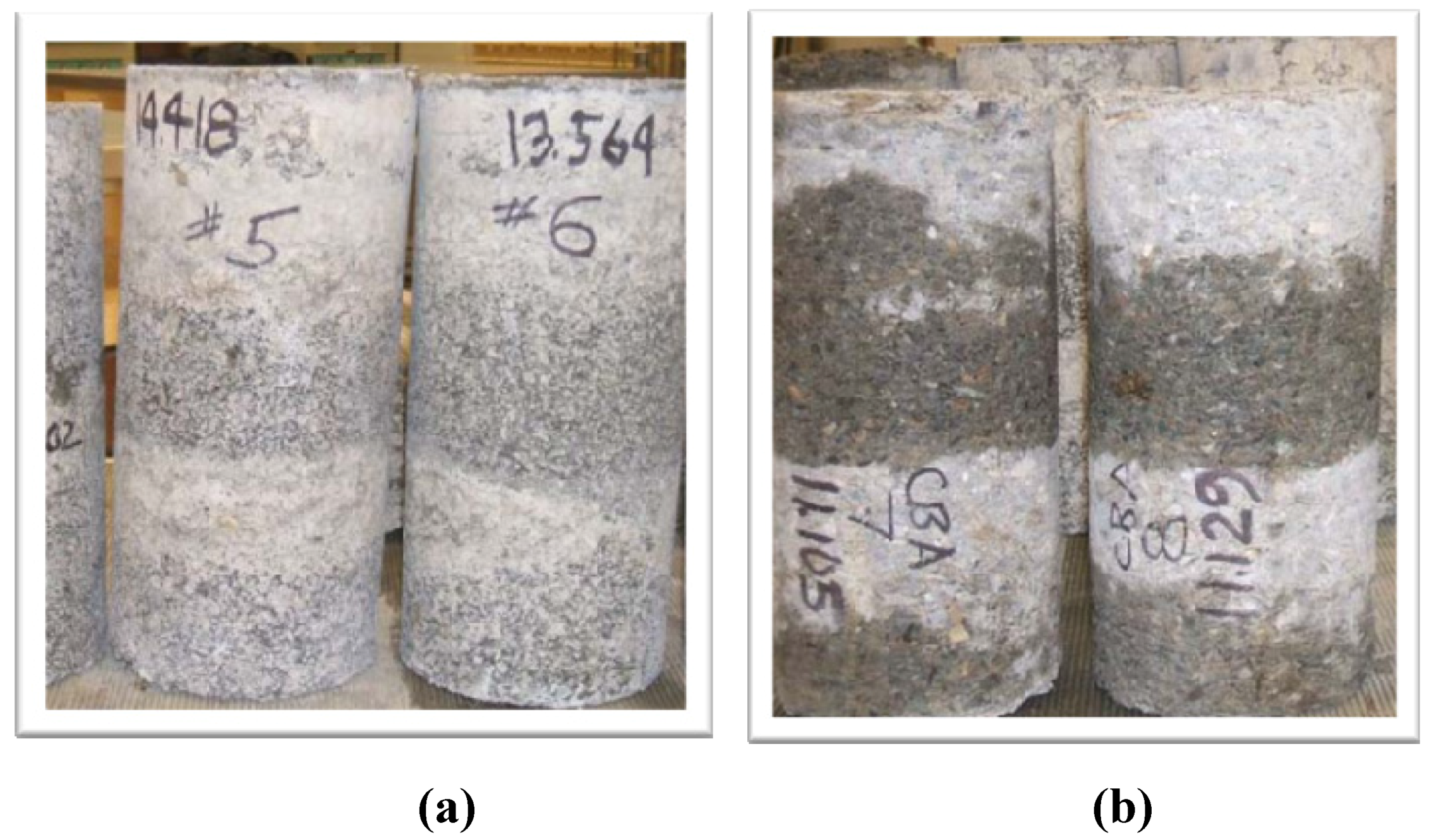
Careful selection of the earthen materials for an SRE wall is required to consistently maintain the required minimum compressive strength and to achieve that strength with the least amount of cement. Each new soil mix must be analyzed and tested for clay and silt content and the particle size distribution evaluated to determine the appropriate amount of cement required to meet the minimum specifications. Each project utilizes an earthen mix local to the building site. The earthen material is not drawn from the surface layer of topsoil, but from the material that is below the organically active layer. Therefore it does not contribute to the loss of agriculture capacity. One of the advantages of using cement and pozzolans to stabilize the mix is that it permits the use of a much wider range of sub soils than is possible with an unstabilized RE mix; this permits the use of a local earthen material to construct structural walls in locales that do not possess the appropriate soils for traditional RE. Generally speaking, these soils are lower in clay than unstabilized rammed earth, less than 15 percent by weight, and have an even particle size distribution. There are other benefits beyond the ready acceptance of the structural integrity by engineers and building departments associated with higher strength SRE mixes; one can safely assume that being of significantly higher compressive strength they will have a higher modulus of rupture and be less prone to the effects of erosion from weathering or freeze/thaw damage. When reinforced with steel, they possess ductility and can be engineered to resist the destructive forces of an earthquake. It is typically necessary to use a blend of two or more soil components to achieve the even particle size distribution appropriate for an SRE wall (see
Figure 1).
Figure 1.
(a) One graded soil component of a two-component stabilized rammed earth (SRE) mix design. (b) Particle size analysis for an SRE mix.
Figure 1.
(a) One graded soil component of a two-component stabilized rammed earth (SRE) mix design. (b) Particle size analysis for an SRE mix.
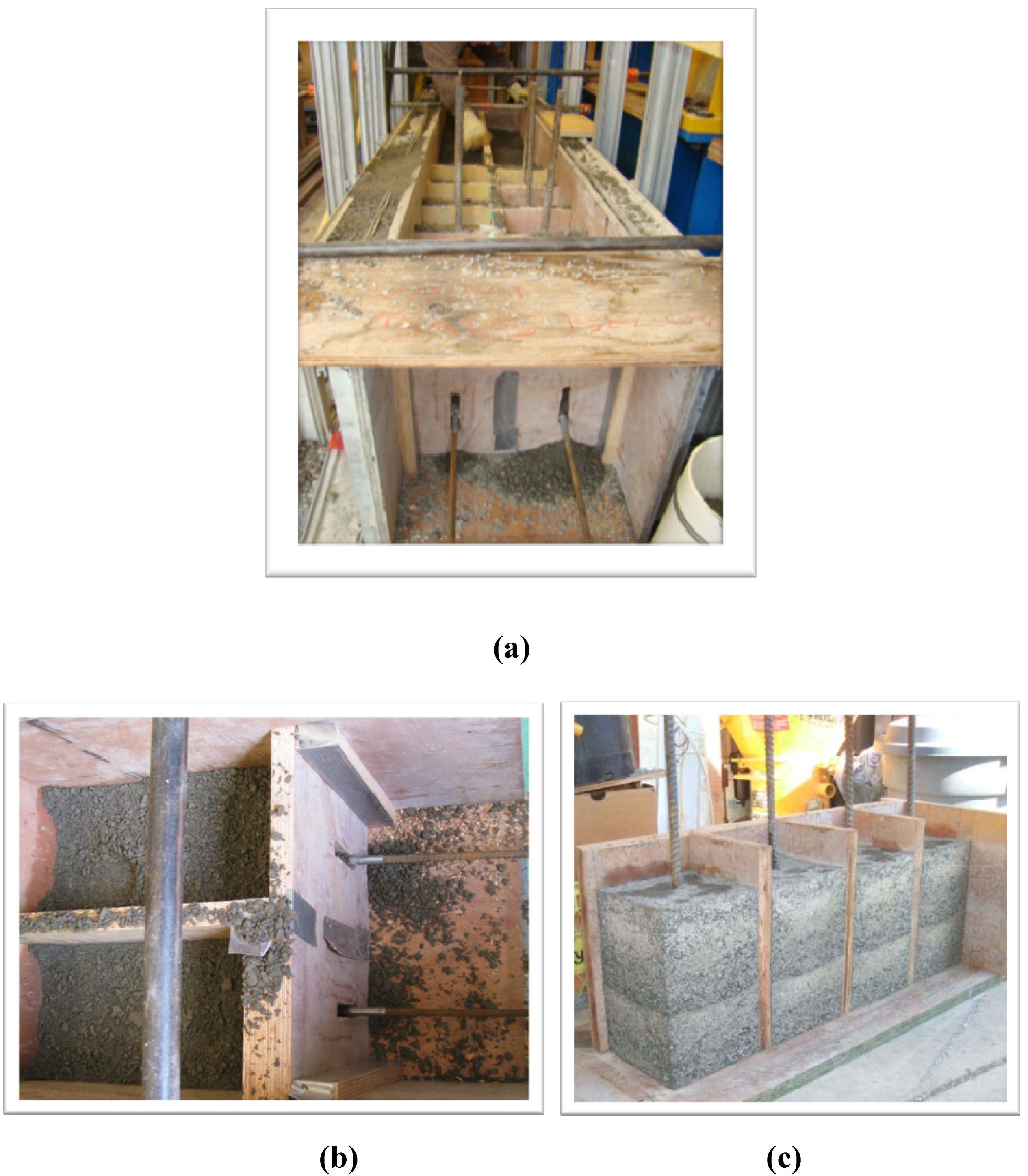
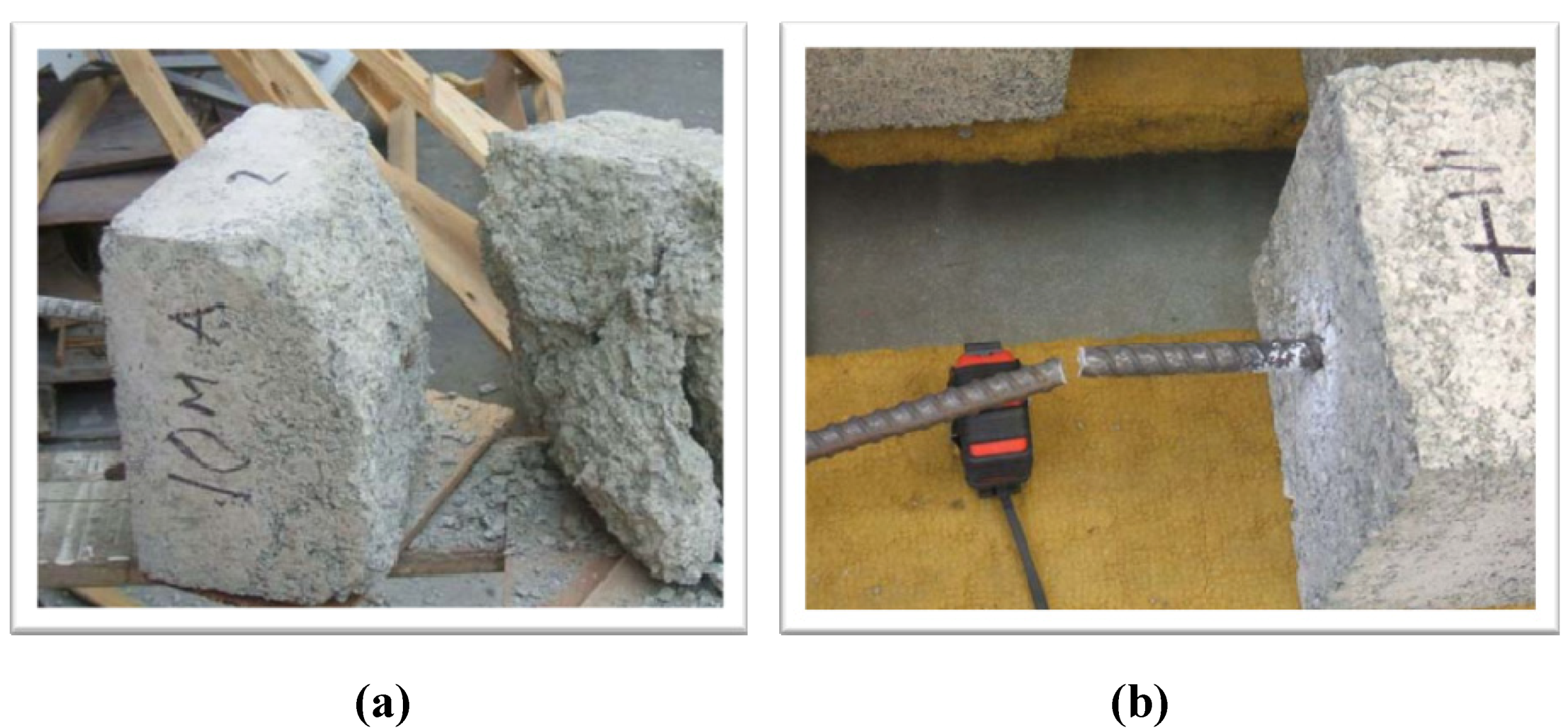
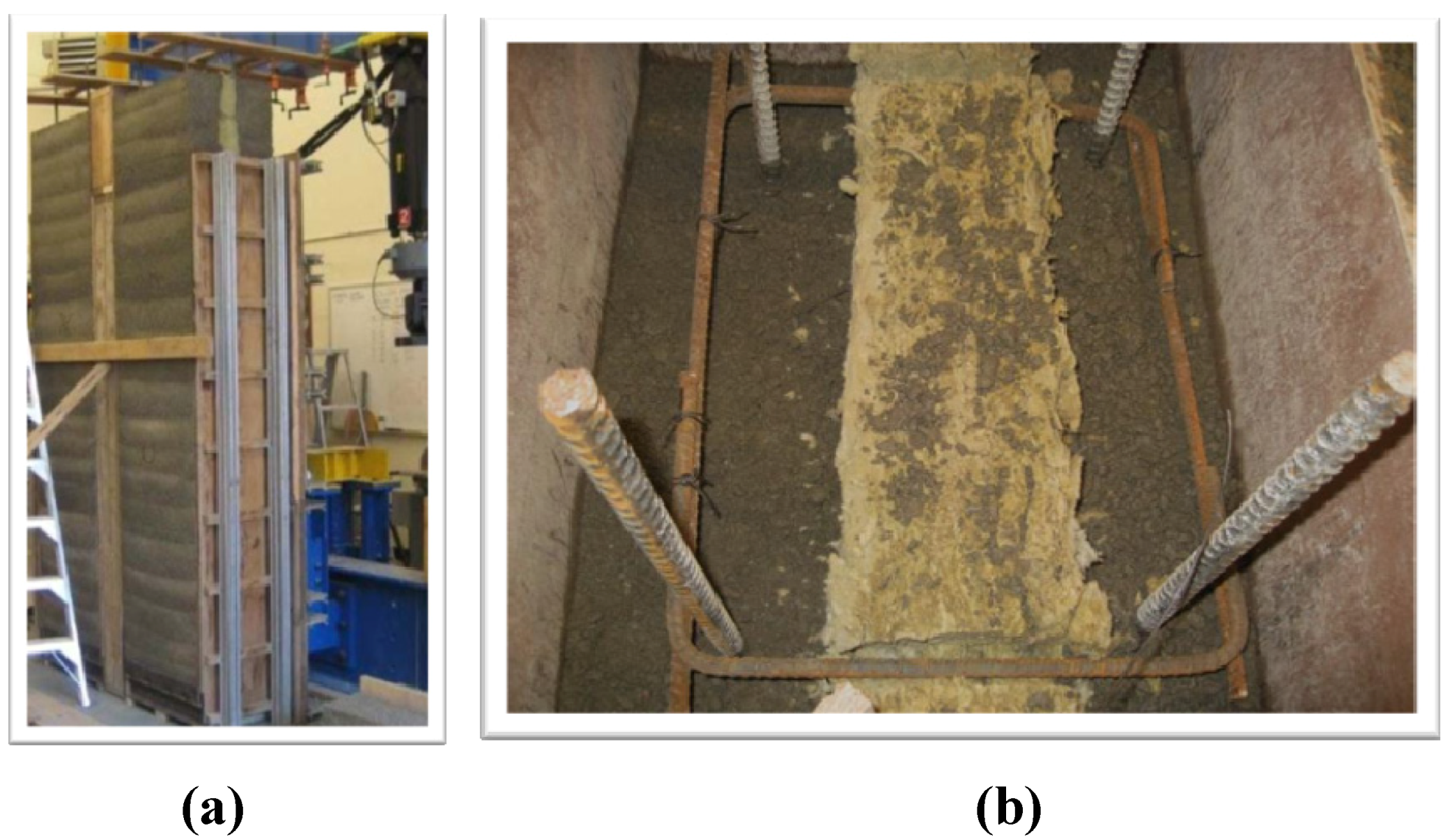
The application of the concrete code for rammed earth walls often results in steel reinforcing schedules that closely resemble those of concrete walls. Vertical steel reinforcing is continuous from the footing to the wall top and horizontal steel is placed at intervals up the wall. The CRSI “Manual of Standard Practice” is followed in the placement of reinforcing steel. There are, however, significant differences in the construction of an SRE wall and a concrete wall. The placement of the rammed earth material and steel is a more lengthy and involved process in an SRE wall. One notable difference is that the horizontal steel must be placed periodically during the earthen material placement, not prior to placement as is typical in a concrete wall, to provide access for the wall builders during construction. Unimpeded access in the wall is necessary and the typical reinforcing steel field inspection normally done prior to concrete placement must be modified, as it is not possible to place the horizontal steel prior to placing the SRE material upon which it rests. It is not practical to have a building inspector on hand for each steel placement as it occurs. Vertical steel reinforcing spacing must be maintained during the material placement and ramming, which requires ongoing attention as the soil lifts are placed and compacted. Good soil compaction around the steel is important to ensure a good bonding of the material and mobility in the wall is one necessity to ensure this.
It is an interesting dilemma that SRE design and building professionals face; the walls are engineered using established concrete and masonry models, yet in order to achieve these higher strengths the walls drift further from the low carbon ideal of traditional rammed earth. It is a trade-off in that the structures have a larger initial carbon footprint due to the stabilization with 8–10 percent portland cement (though up to 50 percent may be readily replaced with recycled pozzolans, such as slag), yet the strength and resistance to weathering are improved to the point where the walls will be durable in more demanding climates and possess structural capabilities similar to a concrete wall. As one would expect, research by B.V. Venkatarama Reddy, and P. Prasanna Kumar shows that the primary source of embodied energy in an SRE wall (in this case study uninsulated and not reinforced with steel) is the energy used when making the cement. Comparatively, the energy used to actually construct an SRE wall is negligible [
4]. However, the amount of energy embodied in an SRE wall compares favorably to a burnt-clay masonry wall. Not only are the hand-rammed SRE walls tested (at 8% cement content) significantly stronger than the burnt clay masonry wall; 3.38 MPa
vs. 2.89 Mpa (507 psi.
vs. 433psi.), but they achieve that strength with 15–25% of the embodied energy [
4]. It is worth noting that strengths of 17 Mpa (2465 psi.) and greater are typical with 8–10 percent cement content and the pneumatically driven tampers used by contemporary SRE wall builders in North America.
2.2. Interstitial Insulation
Rammed earth has been used successfully in moderate to hot climates as the thermal mass effectively moderates the daily temperature swings, creating a comfortable living environment. Yet RE has a low thermal resistance and tests have determined its R-value to be only 0.4/inch (RSI = 0.07) [
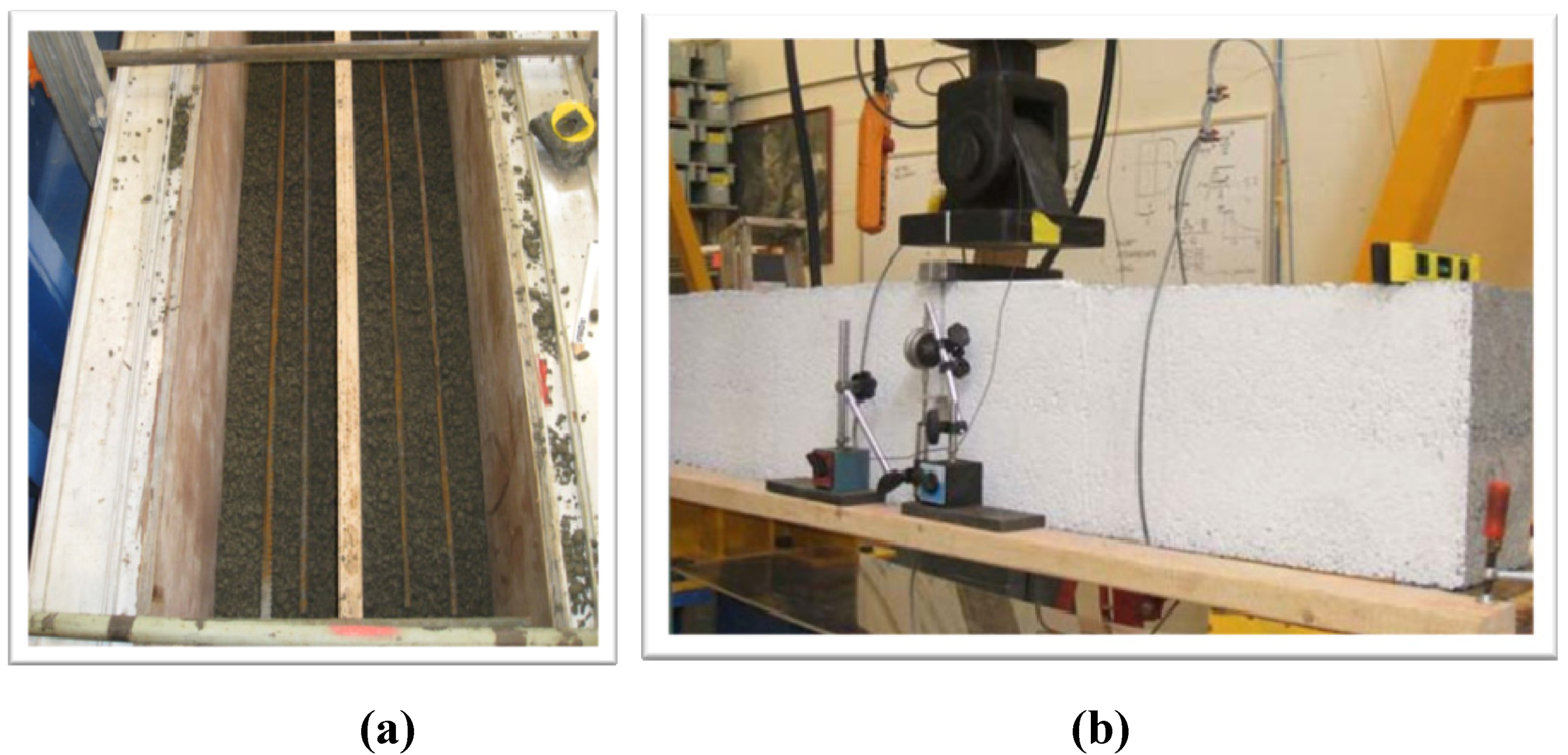
5]. It is the introduction of interstitial insulation that has allowed rammed earth to meet the increasingly stringent energy codes in a broad range of climates where both the maximum and minimum daily temperatures are significantly above or below the desired indoor temperatures for weeks and months a time. Thermal conductivity tests, conducted by M.A. Hall, on composite SRE walls with extruded polystyrene (XPS) insulation demonstrated that the combination of a high mass wall with the low conductivity of foam insulation resulted in a wall that had a lower thermal conductivity than a solid earth wall or an earthen wall with insulation located at only the internal or external face, while improving the mass performance of the wall as a whole [
6]. These composite SRE walls exhibited excellent thermal properties suitable for a broad range of heating and cooling climates, and could be expected to significantly outperform an uninsulated earthen wall [
6]. Detailed correctly, insulated rammed earth structures are extremely airtight, making a mechanical ventilation system necessary to maintain healthy indoor air quality.
There are three types of insulation typically used in RE structures in North America. Extruded polystyrene (XPS) is commonly used in the US and Canada. It has a perm rating of 1.1/inch (0.00071 m
2) and an R-value of 5/in. (RSI 0.88) It has a compressive strength of 25 psi (0.17 Mpa) [
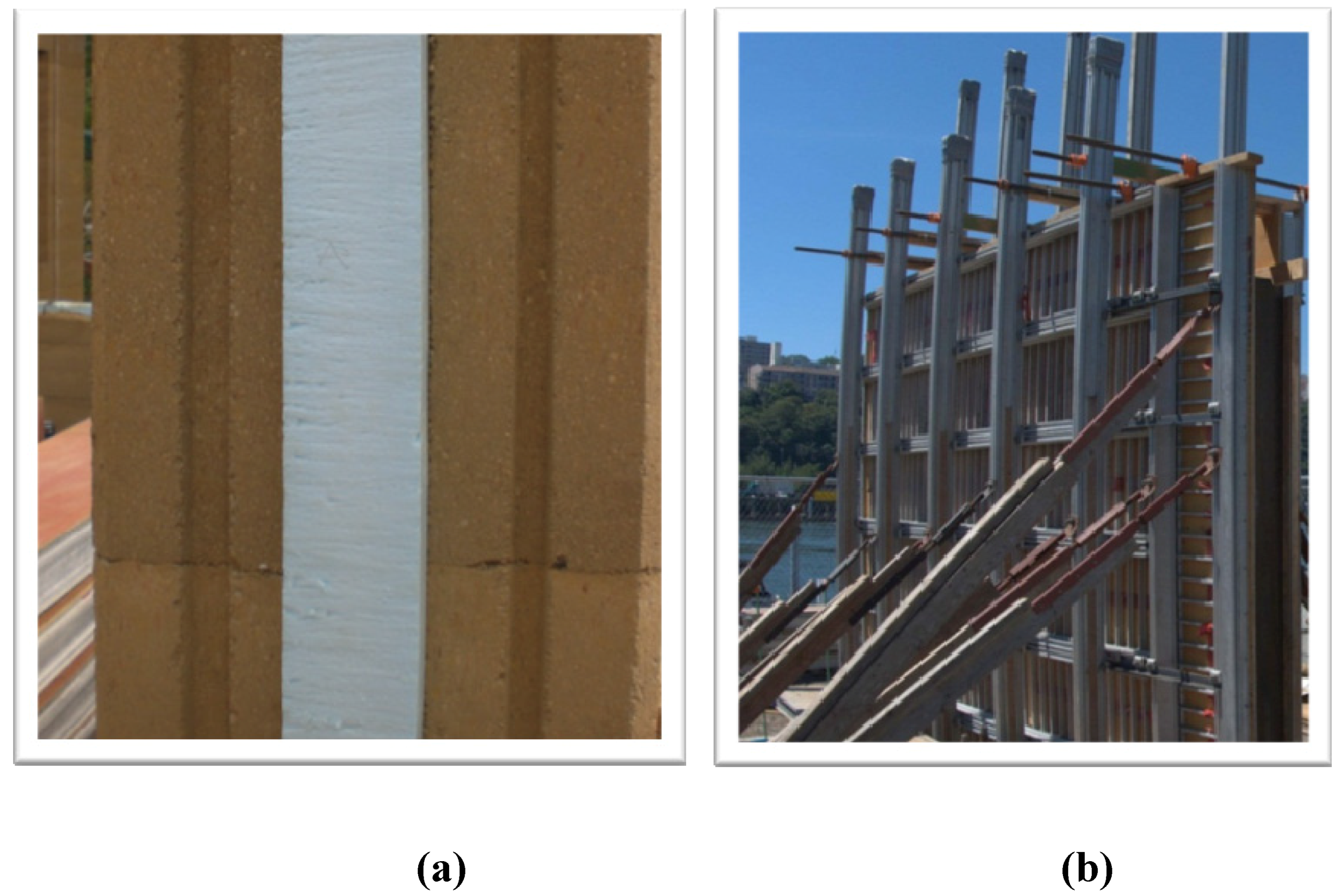
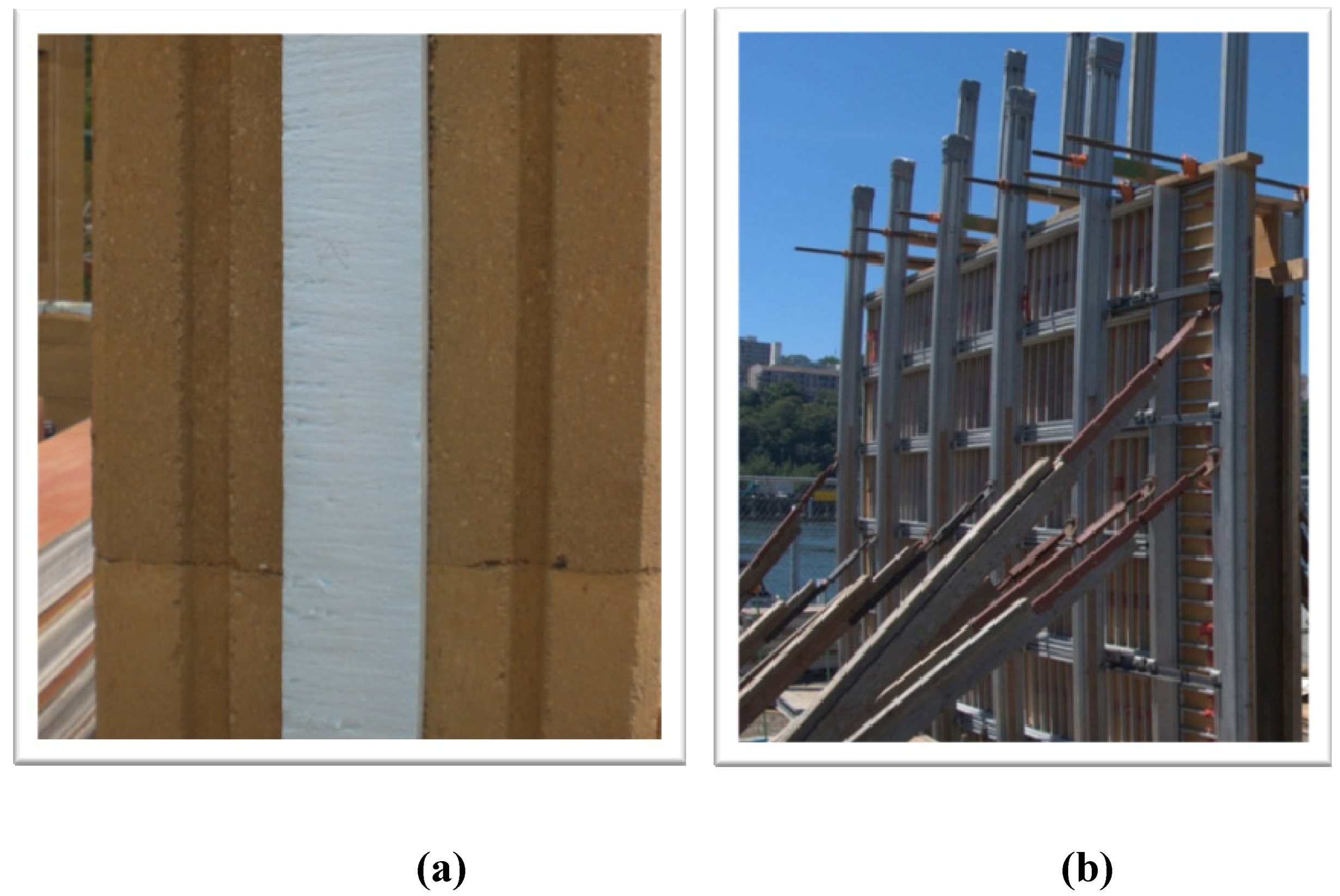
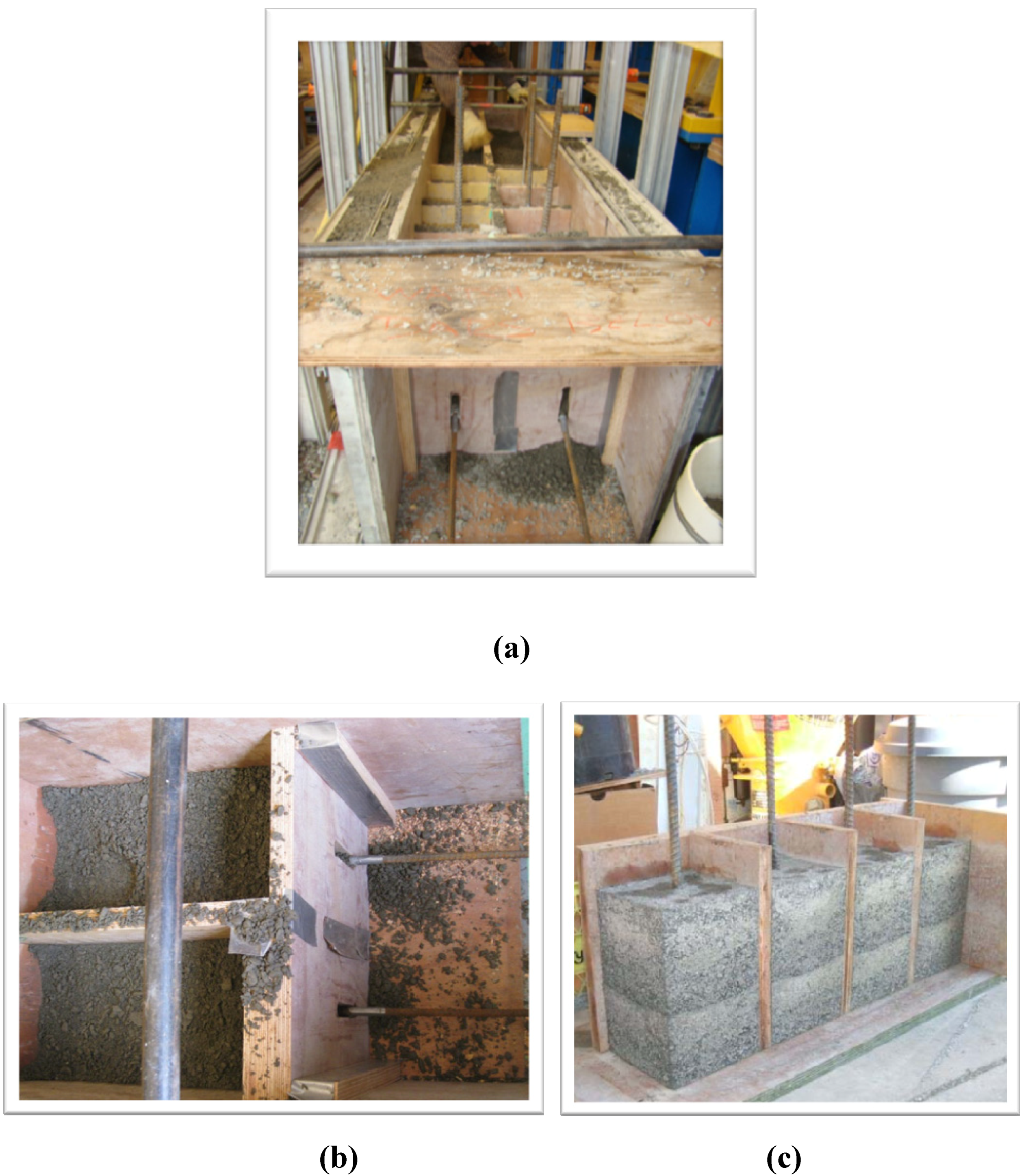
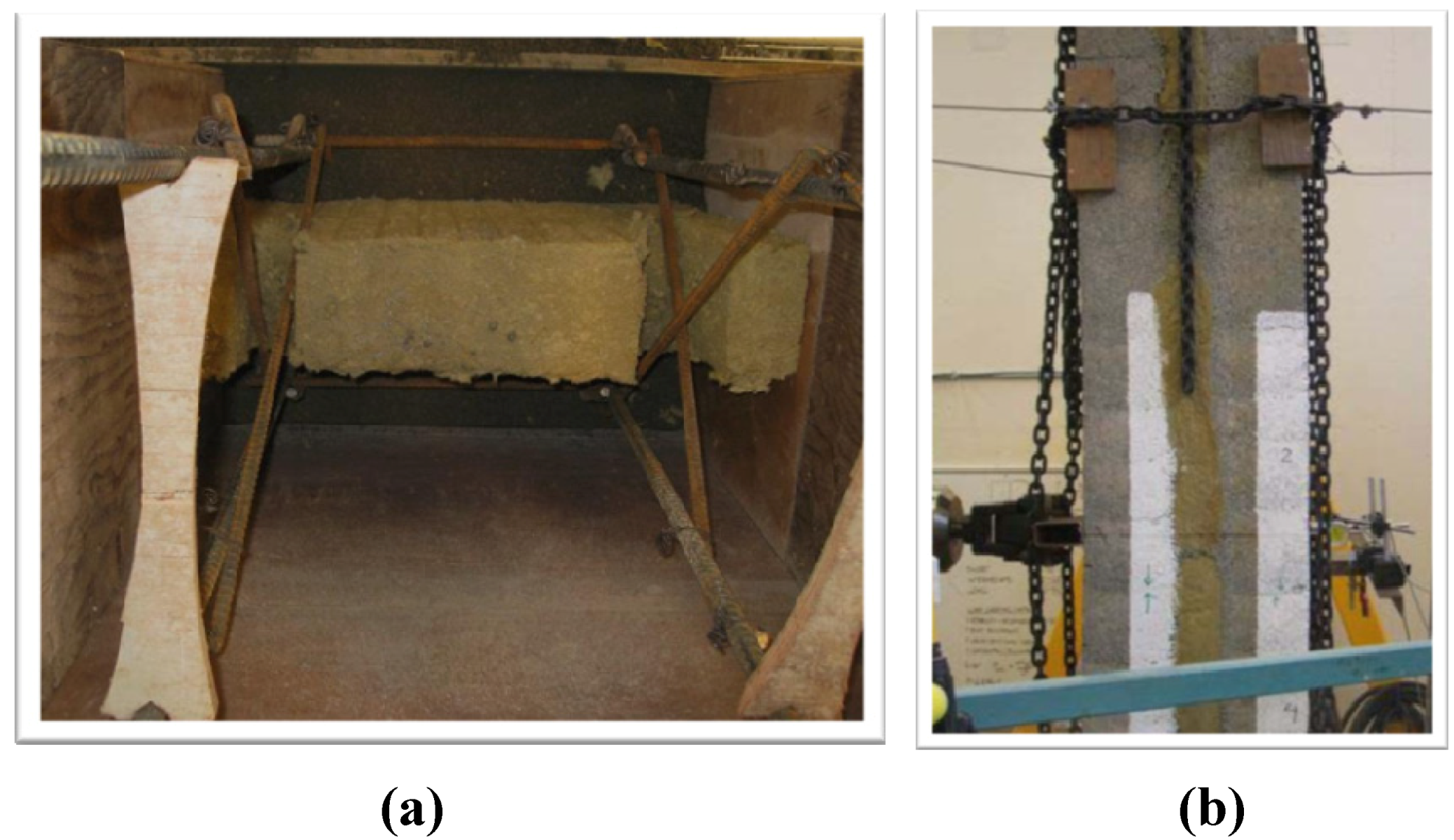
7]. XPS is commonly available and is dense enough to withstand the compaction forces it is subjected to during wall construction without deformation or loss of thermal performance (see
Figure 2). It is a closed cell foam that has a natural “skin”, which makes the board resistant to moisture. It is designed specifically for use in masonry wall environments.
Mineral wool fiber insulation, made from basalt rock and recycled slag, are used both in Canada and the U.S. It has an R-value of 4.3/in. (RSI 0.76) and a density of 3.4 lbs/ft
3 (0.05 g/cm
3). This insulation is also designed for use in a masonry wall cavity and has a perm rating of 27.2/in. (0.018/m
2) [
8]. When used interstitially in a rammed earth wall it is prone to compression during the ramming process and may suffer some reduction in thermal performance as a result. Rockwool insulations have the added benefit of scoring LEED points; a consideration on LEED certified projects. It can be more difficult to obtain in some regions. Comparatively, mineral wool insulations can be more difficult to work with because the mineral wool fibers can be an irritant to wall builders during construction.
Figure 2.
(a) Extruded polystyrene (XPS) foam in an SRE wall. (b) A North American Rammed Earth Builders Association (NAREBA) Formwork (fisheye lens).
Figure 2.
(a) Extruded polystyrene (XPS) foam in an SRE wall. (b) A North American Rammed Earth Builders Association (NAREBA) Formwork (fisheye lens).
Polyisocyanurate insulation (PIR), a member of the urethane family of chemicals, is a closed cell foam also used interstitially. According to the manufacturer, at 7.4/in. (RSI 1.3), it has the highest initial R-value of rigid insulations [
9]. This elevated R-value is partially the result of the blowing agent trapped in the foam during production. Over time this gasses off causing a deterioration of the R-value. This process, known as “thermal drift”, may be slowed by the inclusion of a foil facing on the product, but its long term R-value is rated at 6.5/in. (RSI 1.14) It has a compressive strength of 25 psi (0.17 Mpa) and a perm rating of 0.03/in (5.574 e–07 m
2) [
9]. Careful selection of PIR insulation is required as not all types are appropriate for a masonry wall application.
A fourth insulation, not yet used on a rammed earth project to date, but which shows great promise as an ecological alternative to the petro-chemical based rigid foams, is Biofoam. It is non-toxic polyurethane rigid foam developed from plants. It does not contain the halogenated flame retardants used in other rigid foams. It also lacks the added urea formaldehyde used in rock wool insulations. It contains none of the International Living Future Institute’s “Red Listed” chemicals [
10]. Biofoam is made with plant-based polyols and MDI (methylene-based isocyanate). Bio based polyols replace from 80–100% of the petroleum based polyols, resulting in insulation with a significantly lower carbon footprint. The plant based polyols require 60% less energy to produce than the petroleum based polyols [
10]. According to the manufacturer, there are no toxic chemicals involved in the production of Biofoam. The harmful chemical MDA, a building block in pMDI, is found in traditional polyurethane, but is not present in Biofoam. The R-value of Biofoam is 4.6/in (RSI .81) and it has a water absorption rate of less than 0.04% [
10]. With a performance and durability comparable to XPS and Polyisocyanurate, Biofoam currently offers a promising ecological alternative to traditional rigid foam insulation.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}