Sustainable Manufacturing and Design: Concepts, Practices and Needs



Abstract
:1. Introduction
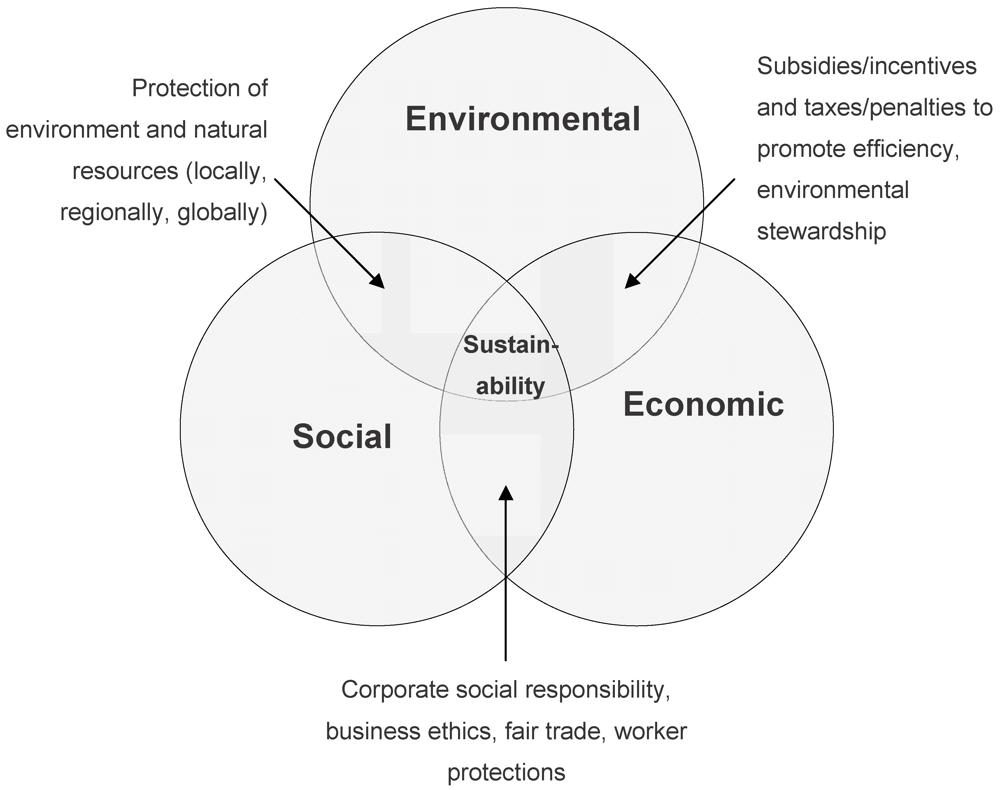
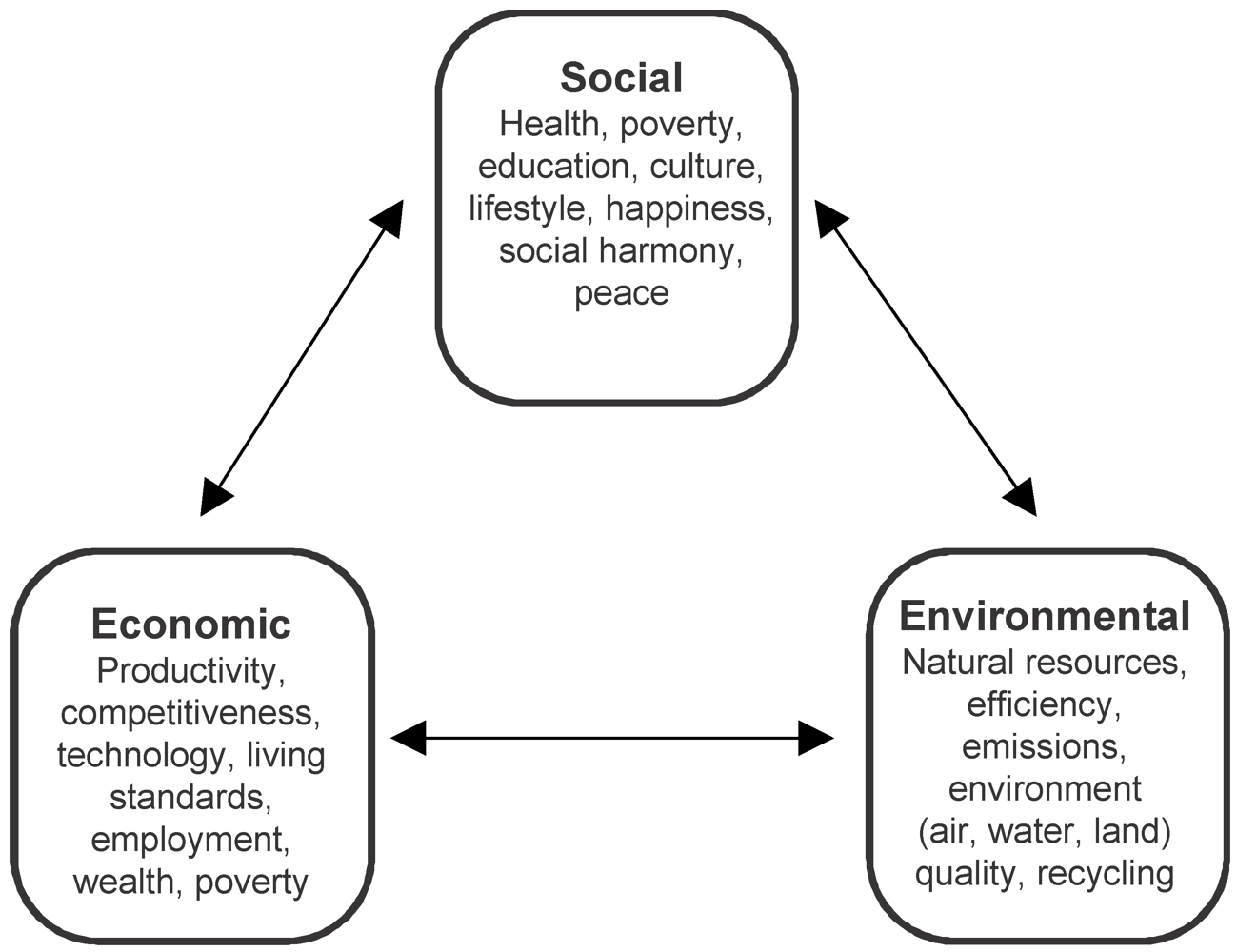
2. Background: Sustainability and Sustainability Indicators
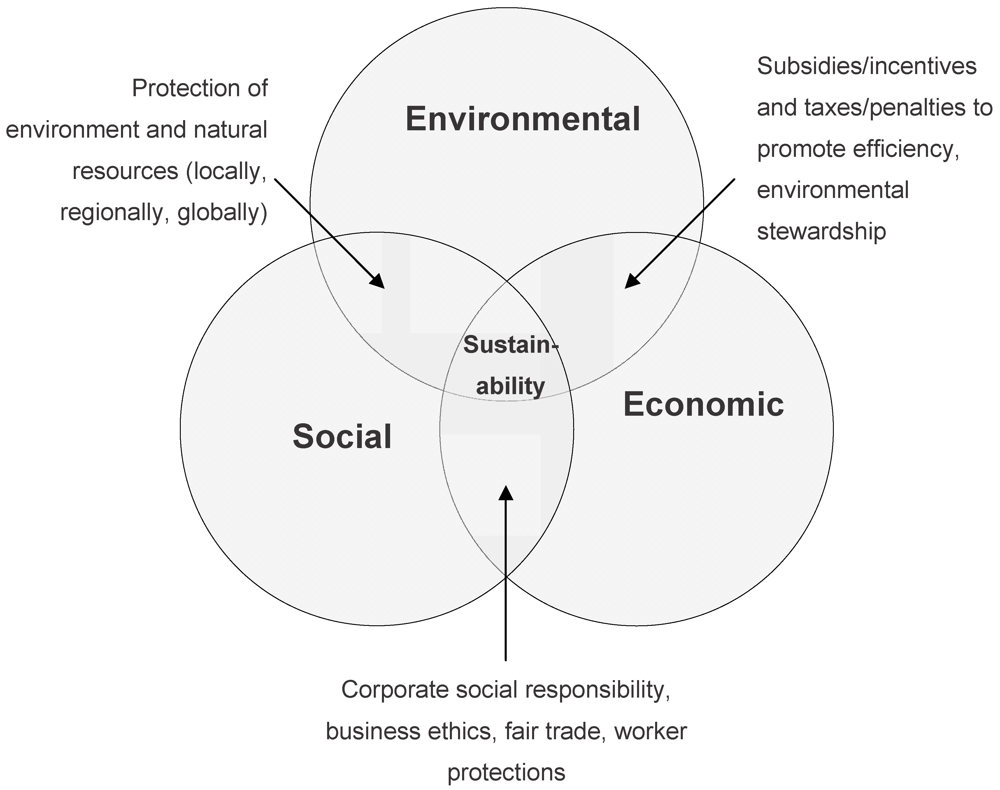
- the natural resource base provides the materials for production on which jobs and profits depend;
- employment affects wealth creation, living standards and poverty rates;
- poverty relates to crime and social unrest and instability;
- resource, air and water quality affect health; and
- resources used for production affect profits.

3. Sustainable Manufacturing
3.1. Manufacturing and the Environment
- Product: The manufacturing strategy for environmentally benign products often involves a design process which accounts for environmental impacts over the life of the product. Consequently it is normally associated with the use of design for environment (DFE) and life cycle analysis (LCA) methods. Designing products to be environmentally benign can contribute to their successful introduction and maintenance. Product flexibility, for example, allows for environmental improvements, like materials substitution, while retaining competitiveness. The expected decrease in product life cycles with increased product customization is likely to make flexibility increasingly important.
- Process: Environmental improvements related to manufacturing processes are linked to reduction, reuse, recycling and remanufacturing. Zero-emission (i.e., closed-loop) manufacturing views the manufacturing system as an industrial ecosystem, and requires the reuse of wastes or by-products within the manufacturing system. Thus, zero-emission manufacturing requires capabilities for pollution prevention (e.g., substitution) and waste reuse. Flexible manufacturing also requires the capability for material flexibility, and manufacturing equipment that can accommodate variations in material flows can assist in enhancing sustainability while maintaining competitiveness. For instance, more efficient and recyclable packaging designs can make packaging more sustainable.
- Practices: An important environmentally-based influence on organizational manufacturing practices is ISO 14000 certification, which can support organizational practices but does not make environmental improvements a certainty on its own [5]. Practices can be used strategically to improve manufacturing, through such other activities as benchmarking and performance measurement, since such schemes assist managers in developing and maintaining new environmental programs and technology.
3.2. Manufacturing and Sustainability

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inputs | Corresponding outputs |
|---|---|
| Economic resources | Wealth, profits |
| Human resources | Education, training, skills |
| Natural and artificial resources | Products, goods |
| Information resources | Knowledge, know-how |
| Present | Future |
|---|---|
| Required environmental compliance | Enhanced environmental compliance often exceeding minimal requirements |
| Economic operational efficiency | Increased operational efficiency beyond that necessitated based solely on traditional economics |
| Communication that supports business objectives (reputation, brand recognition, etc.) | Communication to support expanded business objectives (reputation, brand recognition, corporate social responsibility, etc.) |
| Meet legal regulations for compliance, with little voluntary activity | Shift from simply meeting legal regulations for compliance to more voluntary activity, driven partly by market forces for sustainability objectives |
- Information: The quantitative and qualitative information required to make assessments is needed, e.g., the quantity and type of metal a process uses, the quantity and type of pollutants emitted. However, such information is not always readily available and can be sometimes be difficult if not impossible to acquire.
- Management and culture: Sustainability issues, e.g., environmental stewardship efforts, tend to be dealt with in specialized departments rather than holistically by management. This can lead to inconsistent application and tends to discourage the development of a sustainability-oriented culture in the organization.
- Procedures: Decision makers and staff are often not provided with the methodologies and procedures needed to ensure an organization’s sustainability objectives and strategies are applied effectively, efficiently, consistently and robustly. One reason for this problem is that the number of variables to be taken into account in decision-making is usually very large. Employees need to take sustainability issues into account effectively in decision making and actions if sustainability objectives are to be achieved.
3.3. Models for Manufacturing and Improved Sustainability
- Research: The first significant opportunity to influence the design process for sustainability is during the research phase at the pre-competitive level. At this phase, specific sustainability requirements and not-yet regulated concerns can be evaluated and examined, e.g., energy and resource use, pollution and climate change impacts. Early evaluation helps to ensure appropriate attention to sustainability at a time when it can be affected greatly, e.g., research can focus on solving manufacturing environmental issues.
- Development: During the development phase, effort to improve environmental performance is focused on system design and equipment selection using appropriate methods tools and methods, e.g., design for environment, environmental footprint assessment, and life cycle analysis. Collaboration with vendors helps promote environmental improvements. The potential for modifications that enhance sustainability characteristics is high during this phase.
- Commercialization: The efforts introduced during the development phase are extended and refined during commercialization activities, and involve cooperation with suppliers, vendors and customers.
| Development phase | Potential for modification | Time before commercial manufacturing | Cost benefit of proper decision |
|---|---|---|---|
| * Based in part on model of Harland et al. [34]. | |||
| Research | Low-medium | Long | Low |
| Development | Medium-high | Medium | Medium |
| Commercialization | Low-medium | Short | High |
3.4. Needs to Enhance Manufacturing Sustainability
- Approach: A more comprehensive, broad and integrated approach is needed for sustainability, which encompasses economic, social, environmental and other relevant considerations. An approach that goes beyond individual companies can make the manufacturing industry more sustainable.
- Methods and tools: Enhanced methods and tools for manufacturing are needed to foster and support sustainability.
- Data: More detailed, comprehensive and robust data are needed to support environmental impact and sustainability assessments, and measures across the overall product life cycle. Such data needs to be standardized where feasible.
- Manufacturing company practices: Manufacturing companies should incorporate sustainability into their practices holistically. Practices that would be helpful include: improved measuring and monitoring of sustainability indicators by companies, company policies and governance that focus on sustainability, improved efforts to control a company’s environmental impact, establishing a sustainability-supportive company culture and working conditions, enhancing awareness of sustainability among suppliers and customers, responding to their requirements and measures, and engaging the community to promote sustainability.
- Government policies: Governments and relevant agencies need to incorporate into policies, programs and operations stronger consideration of sustainability, environmental factors, and clean processes. This requires cooperation between internal and external partners.
- Research: Significant collaborative research is needed in industry and academia in the fields of sustainability, manufacturing, design and environmental impact.
3.5. Importance of Manufacturing Sustainability
4. Design and Sustainability
4.1. Design for Environment and Life Cycle Assessment
4.2. Resource and Energy Sustainability
4.3. Design for Sustainability
- A triple bottom line approach to design for sustainability is described by McDonough and Braungart [51], in which firms balance traditional economic objectives with social and environmental concerns.
- Eco-efficient strategies, which focus on maintaining or increasing the value of economic output while decreasing the impact on ecological systems, are examined by Braungart et al. [53].
- The relationship between quality function deployment, life cycle analysis and contingent valuation is investigated by Borea and Wang [54], and these factors are compared with customer willingness to pay for environmentally benign products.
- A product development approach using design for X (DFX) tools, such as life cycle analysis and theory of inventive problem solving (TRIZ) is discussed by Grote et al. [55]. This approach seeks to assist the design engineer in employing eco-design principles without significant economic trade-offs.
- Integration of quality function deployment, life cycle analysis and TRIZ into a methodology for environmentally conscious design is described by Sakao [56].
4.4. Needs for Enhanced Design for Sustainability
- Morgan and Liker [57] suggest an engineering approach within lean product development systems for managing product development, noting that companies like Honda and Toyota use such an approach. This approach permits design alternatives to be examined throughout the product development process, and allows the costs and benefits of design for sustainability issues to be evaluated. These benefits in part stem from the fact that lean product development focuses on key customer needs and manufacturing capabilities, and tends to avoids errors and improve quality.
- Johnson and Srivastava [9] indicate that engineering tools for design for sustainability need better capabilities to evaluate the complex tradeoffs between process parameters, customer needs, as well as environmental and other constraints, and that these tools must be usable in a straightforward manner by design teams.
- Johnson and Srivastava [9] also suggest that a more sophisticated inclusion of environmental and sustainability issues in constraints and design parameters is needed to yield a broader range of design alternatives, and to permit evaluation of the effect of sustainability on product cost, project complexity and process design in a more holistic and data driven manner. Johnson and Srivastava [9] feel sustainability is not suitably considered using engineering design tools, or modified versions of them, such as design for manufacturing and assembly, design for Six Sigma, quality function deployment and design structure matrix.
5. Sustainability Performance Measures
6. Case Study
| Manufacturing area | VOC emissions (tonnes) |
|---|---|
| Trims | 25.5 |
| Upholstery | 15.5 |
| Total | 41.0 |
| Criteria | Weight out of 38 |
|---|---|
| Economics (e.g., raw material, waste disposal, capital and operating costs) | 16 |
| Resource requirements | 3 |
| Environment (i.e., internal and external VOC emissions) | 7 |
| Product quality | 5 |
| Employee health and safety | 5 |
| Implementation time | 2 |
| Measure | Annual reductions | Payback period (months) | |
|---|---|---|---|
| VOC emissions (tonnes) | Costs ($) | ||
| * VOC emissions reductions through these measures are specific to the processes of external suppliers and thus not quantified here. | |||
| Switch to hot melt backwrapping glue | 0.55 | 31,000 | 23 |
| Recycle solvent | External * | 19,000 | 20 |
| Modify mechanical clip attachment | 13.4 | 130,000 | 23 |
| Implement standard operating procedures, preventative maintenance, and employee training and involvement | |||
| Improve scrap reduction | 0.21 | ||
| Cease painting non-visible parts | External * | 175,000 | 0 |
7. Conclusions

Acknowledgments
Conflict of Interest
References and Notes
- World Commission on Environment and Development (WCED), Our Common Future; Oxford University Press: Oxford, UK, New York, NY, USA, 1987.
- Hawken, P. Blessed Unrest: How the Largest Movement in the World Came into Being and Why No One Saw It Coming; Viking: New York, NY, USA, 2007. [Google Scholar]
- Pezzoli, K. Sustainable development: A transdisciplinary overview of the literature. J. Environ. Plan. Manag. 1997, 40, 549–574. [Google Scholar] [CrossRef]
- Visser, W. Sustainability. In The A to Z of Corporate Social Responsibility; Visser, W., Matten, D., Pohl, M., Tolhurst, N., Eds.; Wiley: West Sussex, UK, 2007. [Google Scholar]
- Sarkis, J. Manufacturing’s role in corporate environmental sustainability: Concerns for the new millennium. Int. J. Oper. Prod. Manag. 2001, 21, 666–686. [Google Scholar] [CrossRef]
- Hayes, R.H.; Wheelwright, S.C. The dynamics of product-process life cycles. Harv.Bus. Rev. 1979, 57, 127–136. [Google Scholar]
- Graedel, T.E.; Allenby, B.R. Industrial Ecology and Sustainable Engineering; Prentice Hall: Upper Saddle River, NJ, USA, 2010. [Google Scholar]
- Hart, S.L. Beyond greening: Strategies for a sustainable world. Harv.Bus. Rev. 1997, 75, 66–76. [Google Scholar]
- Johnson, D.D.; Srivastava, R. Design for Sustainability: Product Development Tools and Life Cycle Economics. In Proceedings of the 39th Annual Meeting of the Decision Sciences Institute, Baltimore, MD, USA, 22–25 November 2008; pp. 1711–1716.
- MacAvoy, T.C. Technology Strategies Case Notes, Darden School of Management; University of Virginia: Charlottesville, VA, USA, 1990. [Google Scholar]
- Sarkis, J. Evaluating environmentally conscious business practices. Eur. J. Oper. Res. 1998, 107, 159–174. [Google Scholar] [CrossRef]
- Beaver, E. LCA and total cost assessment. Environ. Prog. 2000, 19, 130–139. [Google Scholar] [CrossRef]
- Ciambrone, D.F. Environmental Life Cycle Analysis; Lewis Publishers: New York, NY, USA, 1997. [Google Scholar]
- Curran, M.A. Life cycle assessment: An international experience. Environ. Prog. 2000, 19, 65–71. [Google Scholar] [CrossRef]
- Vignes, R.P. Use limited life-cycle analysis for environmental decision-making. Chem. Eng. Progr. 2001, 97, 40–54. [Google Scholar]
- Bernard, A.; Tichkiewitch, S. Methods and Tools for Effective Knowledge Life-Cycle-Management; Springer: Berlin, Germany, 2008. [Google Scholar]
- Lalor, P. Simulation lifecycle management: Maximizing the business advantages. Ind. Week 2008, Sept. 3. [Google Scholar]
- Denkena, B.; Shpitalni, M.; Kowalski, P.; Molcho, G.; Ziporilou, Y. Knowledge management in process planning. CIRP Ann. 2007, 56, 175–180. [Google Scholar] [CrossRef]
- Lu, S.C.-Y.; ElMaraghy, W.; Schuh, G.; Wilhem, R. A scientific foundation of collaborative engineering. CIRP Ann. 2007, 56, 605–634. [Google Scholar] [CrossRef]
- Tien, S.W.; Chung, Y.C.; Tsai, C.H. Environmental design implementation in Taiwan’s industries. Environ. Impact Rev. 2002, 22, 685–702. [Google Scholar] [CrossRef]
- Schenck, R. Using LCA for procurement decisions: A case study performed for the US Environmental Protection Agency. Environ. Prog. 2000, 19, 110–116. [Google Scholar] [CrossRef]
- Yano, M.; Kamiya, K. The national LCA project in Japan. Environ. Prog. 2000, 19, 140–145. [Google Scholar] [CrossRef]
- Sustainable Manufacturing and Eco-Innovation: Framework, Practices and Measurement. Synthesis Report; The Organisation for Economic Co-operation and Development (OECD): Paris, France, 2009.
- Elkington, J. Cannibals with Forks: The Triple Bottom Line of 21st Century Business; New Society Publishers: Stony Creek, CT, USA, 1998. [Google Scholar]
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W., Jr.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152. [Google Scholar] [CrossRef]
- Nasr, N.; Hilton, B.; German, R. A framework for sustainable production and a strategic approach to a key enabler: remanufacturing. Adv. Sustain. Manuf. 2011, 5, 191–196. [Google Scholar]
- Shuaib, M.; Metta, H.; Lu, T.; Badurdeen, F.; Jawahir, I.S.; Goldsby, T. Design and performance evaluation of sustainable supply chains: Approach and methodologies. Adv. Sustain. Manuf. 2011, 8, 347–352. [Google Scholar]
- Jaber, M.Y.; Rosen, M.A. The economic order quantity repair and waste disposal model with entropy cost. Eur. J. Oper. Res. 2008, 188, 109–120. [Google Scholar] [CrossRef]
- Jaber, M.Y.; El Saadany, A.M.A.; Rosen, M.A. A simple price-driven reverse logistics system with entropy and exergy costs. Int. J. Exergy 2011, 9, 486–502. [Google Scholar] [CrossRef]
- Manufacturing Execution System for Sustainability; Publication SUST-WP001A-EN-P; Rockwell Automation: New York, NY, USA, 2009; pp. 1–10.
- Parris, T.M.; Kates, R.W. Characterizing and measuring sustainable development. Ann. Rev. Environ. Resour. 2005, 28, 559–586. [Google Scholar] [CrossRef]
- Stokes, S. Get Ready for Green 2.0, AMR Research: Düsseldorf, Germany, 2009.
- Hutchins, M.J.; Gierke, J.S.; Sutherland, J.W. Development of a framework and indicators for societal sustainability in support of manufacturing enterprise decisions. Trans. NAMRI/SME 2010, 38, 759–766. [Google Scholar]
- Harland, J.; Reichelt, T.; Yao, M. Environmental Sustainability in the Semiconductor Industry. In Proceedings of the IEEE Symposium on Electronics and the Environment, San Francisco, CA, USA, 19–22 May 2008; pp. 1–6.
- Rosen, M.A. Energy efficiency and sustainable development. Int. J. Glob. Energy Issues 2002, 17, 23–34. [Google Scholar]
- Hendrickson, C.; Horvath, A.; Satish, J.; Lave, L. Green design: Economic input-output models for environmental life-cycle assessment. Environ. Sci. Technol. 1998, 32, 184A–191A. [Google Scholar] [CrossRef]
- Harms, R.; Fleschutz, T.; Seliger, G. Life Cycle Management of production facilities using semantic web technologies. CIRP Ann. Manuf. Technol. 2008, 59, 45–48. [Google Scholar]
- Harms, R.; Fleschutz, T.; Seliger, G. Knowledge Based Approach to Assembly System Reuse. In Proceedings of the 9th Biennial ASME Conference on Engineering Systems Design and Analysis, Haifa, Israel, 7–9 July 2008; pp. 295–302.
- ISO 14040: 2006 Environmental Management-Life Cycle Assessment—Principle and Framework; International Standards Organisation: Geneva, Switzerland, 2006.
- Smith, C.; Rees, G. Economic Development, 2nd ed; Macmillan: Basingstoke, UK, 1998. [Google Scholar]
- Rosen, M.A.; Abu Rukah, Y. Energy Sustainability: A Key to Addressing Environmental, Economic and Social Challenges. In Proceedings of the 5th International Green Energy Conference, Waterloo, ON, Canada, 1–3 June 2010.
- Haberl, H. The global socioeconomic energetic metabolism as a sustainability problem. Energy 2006, 31, 87–99. [Google Scholar] [CrossRef]
- Goldemberg, J.; Johansson, T.B.; Reddy, A.K.N.; Williams, R.H. Energy for a Sustainable World; Wiley: New York, NY, USA, 1988. [Google Scholar]
- Niele, F. Energy: Engine of Evolution; Elsevier: Oxford, UK, 2005. [Google Scholar]
- Wall, G.; Gong, M. On exergy and sustainable development. Exergy Inter. J. 2001, 1, 128-145 and 217-233. [Google Scholar] [CrossRef]
- Zvolinschi, A.; Kjelstrup, S.; Bolland, O.; van der Kooi, H.J. Exergy sustainability indicators as a tool in industrial ecology. J. Ind. Ecol. 2007, 11, 85–98. [Google Scholar]
- Hennicke, P.; Fischedick, M. Towards sustainable energy systems: The related role of hydrogen. Energy Policy 2006, 34, 1260–1270. [Google Scholar] [CrossRef]
- Dunn, S. Hydrogen futures: Toward a sustainable energy system. Int. J. Hydrog. Energy 2002, 27, 235–264. [Google Scholar] [CrossRef]
- Lior, N. Energy resources and use: The present situation and possible paths to the future. Energy 2008, 33, 842–857. [Google Scholar] [CrossRef]
- Hart, M. What is an Indicator of Sustainability? Sustainable Measures: West Hartford, CT, 2006. Available online: http://www.sustainablemeasures.com/node/89 (accessed on 23 January 2012).
- McDonough, W.; Braungart, W. Design for the triple top line: New tools for sustainable commerce. Corp. Environ. Strategy 2002, 9, 1711–1716. [Google Scholar]
- Karlsson, R.; Luttropp, C. Eco-design: What’s happening—An overview of the subject area of eco-design and the papers in this special issue. J. Clean. Prod. 2006, 14, 1291–1298. [Google Scholar] [CrossRef]
- Braungart, M.; McDonough, W.; Bollinger, A. cradle-to-cradle design: creating healthy emissions—A strategy for eco-effective product and system design. J. Clean. Prod. 2007, 15, 1337–1348. [Google Scholar] [CrossRef]
- Borea, M.D.; Wang, B. Redesign methodology for developing environmentally conscious products. Int. J. Prod. Res. 2007, 45, 4057–4072. [Google Scholar] [CrossRef]
- Grote, C.A.; Jones, J.M.; Blount, G.N.; Goodyer, J.; Shayler, M. An approach to the EUP directive and the application of the economic eco-design for complex products. Int. J. Prod. Res. 2007, 45, 4099–4117. [Google Scholar] [CrossRef]
- Sakao, T. AQED-centered design methodology for environmentally conscious product design. Int. J. Prod. Res. 2007, 45, 4143–4162. [Google Scholar] [CrossRef]
- Morgan, J.M.; Liker, J.K. The Toyota Product Development System: Integrating People, Process, and Technology; Productivity Press: New York, NY, USA, 2006. [Google Scholar]
- Thomas, W.F.; Ong, P. Locational adjustments to pollution regulations: The South Coast Air Quality Management District and the furniture industry. Econ.Dev. Q. 2004, 18, 220–235. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Huang, H.; Zhang, H. Research on Quantitative Assessment Methods of Environmental Performance in Green Design. In Proceedings of the Proceeding of the 15th CIRP International Conference on Life Cycle Engineering, Sydney, Australia, 17–19 March 2008; pp. 136–141.
- Jawahir, I.; Badurdeen, F.; Gupta, A.; Jayal, A. Towards Developing Metrics for Sustainable Manufacturing. In Proceedings of the 7th Global Conference on Sustainable Manufacturing, Madras, Chennai, India, 2–4 December 2009; pp. 27–37.
- Singh, R.; Murty, H.; Gupta, S.; Dikshit, A. An overview of sustainability assessment methodologies. Ecol. Indic. 2009, 9, 189–212. [Google Scholar] [CrossRef]
- Feng, S.C.; Joung, C.B.; Li, G. Development Overview of Sustainable Manufacturing Metrics. In Proceedings of the 17th CIRP International Conference on Life Cycle Engineering 2010, Hefei, China, 19–21 May 2010; pp. 6–12.
- Dreher, J.; Lawler, M.; Stewart, J.; Strasorier, G.; Thorne, M. 2009, General Motors Metrics for Sustainable Manufacturing; MIT Sloan School: Cambridge, MA, USA, 2009; MIT Sloan School of Management Report. [Google Scholar]
- Ford Product Sustainability Index. 2009. Available online: http://www.ford.com/doc/sr07-ford-psi.pdf (accessed on 23 January 2012).
- Wal-mart. Sustainability Product Index. 2009. Available online: http://walmartstores.com/download/3863.pdf (accessed on 23 January 2012).
- Jones, D. Dow Jones Sustainability Index. 2009. Available online: http://www.sustainability-index.com/07_htmle/publications/guidebooks.html (accessed on 23 January 2012).
- United Nations Committee on Sustainable Development, Indicators of Sustainable Development: Guidelines and Methodologies, 3rd edUnited Nations: New York, NY, USA, 2007.
- OECD. Part B—Environmental Performance Indicators. In OECD Rome Conference Proceedings-Volume II; Framework s and indicators, 2000; pp. 99–127.
- Bordt, M. OECD Sustainable Manufacturing Toolkit, Sustainability and U.S. Competitiveness Summit. U.S. Department of Commerce, 8 October 2009. [Google Scholar]
- EuroStat, Towards Environmental Pressure Indicators for the European Union (EU), an EU report. Brussels, Belgium, 1999.
- Parikka-Alhola, K. Promoting environmentally sound furniture by green public procurement. Ecol. Econ. 2008, 68, 472–485. [Google Scholar] [CrossRef]
- Uhde, E.; Salthammer, T. Impact of reaction products from building materials and furnishings on indoor air quality—a review of recent advances in indoor chemistry. Atmos. Environ. 2007, 41, 3111–3128. [Google Scholar] [CrossRef]
- Guidelines for the Reduction of VOC Emissions in the Wood Manufacturing Sector; Canadian Council of Ministers of the Environment (CCME): Winnipeg, MB, Canada, 2004.
- Heroux, M.-E.; Gauvin, D.; Gilbert, N.L.; Guay, M.; Dupuis, G.; Legris, M.; Levesque, B. Housing characteristics and indoor concentrations of selected volatile organic compounds (VOCs) in Quebec City, Canada. Indoor Built Environ. 2008, 17, 128–137. [Google Scholar] [CrossRef]
- Fechter, J.-O.; Englund, F.; Lundin, A. Association between temperature, relative humidity and concentration of volatile organic compounds from wooden furniture in a model room. Wood Mat. Sci. Eng. 2006, 1, 69–75. [Google Scholar] [CrossRef]
- Martínez-Soria, V.; Gabaldón, C.; Penya-Roja, J.M.; Palau, J.; Alvarez-Hornos, F.J.; Sempere, F.; Soriano, C. Performance of a pilot-scale biotrickling filter in controlling the volatile organic compound emissions in a furniture manufacturing facility. J. Air Waste Manag. Assoc. 2009, 59, 998–1006. [Google Scholar] [CrossRef]
- Kim, S. Control of formaldehyde and TVOC emission from wood-based flooring composites at various manufacturing processes by surface finishing. J. Hazard. Mater. 2010, 176, 14–19. [Google Scholar] [CrossRef]
- Control of Volatile Organic Compound Emissions from Wood Furniture Manufacturing Operations; Guideline Series, Emission Standards Division, Office of Air and Radiation, Office of Air Quality Planning and Standards, U.S. Environmental Protection Agency (EPA): Research Triangle Park, NC, USA, 1996.
- Utilizing Low Volatile Organic Content Exterior Coatings for Wood Furniture; Report EPA/600/SR-971083; U.S. Environmental Protection Agency (EPA): Cincinnati, OH, USA, 1997.
- Case Studies: Low-VOC/HAP Wood Furniture Coatings; Air Pollution Prevention and Control Division, National Risk Management Research Laboratory, U.S. Environmental Protection Agency (EPA): Research Triangle Park, NC, USA, 2000.
- Luisser, F.S.; Rosen, M.A. Improving the sustainability of office partition manufacturing: Balancing options for reducing emissions of volatile organic compounds. Sustainability 2009, 1, 234–253. [Google Scholar] [CrossRef]
- Luisser, F.S.; Rosen, M.A. Feasibility analysis of sustainability-based measures to reduce VOC emissions in office partition manufacturing. Sustainability 2010, 2, 624–644. [Google Scholar] [CrossRef]
- Hesselbach, J.; Herrmann, C. Globalized solutions for sustainability in manufacturing. In Proceedings of the 18th CIRP International Conference on Life Cycle Engineering, Braunschweig, Germany, 2–4 May 2011.
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Rosen, M.A.; Kishawy, H.A. Sustainable Manufacturing and Design: Concepts, Practices and Needs. Sustainability 2012, 4, 154-174. https://doi.org/10.3390/su4020154
Rosen MA, Kishawy HA. Sustainable Manufacturing and Design: Concepts, Practices and Needs. Sustainability. 2012; 4(2):154-174. https://doi.org/10.3390/su4020154
Chicago/Turabian StyleRosen, Marc A., and Hossam A. Kishawy. 2012. "Sustainable Manufacturing and Design: Concepts, Practices and Needs" Sustainability 4, no. 2: 154-174. https://doi.org/10.3390/su4020154
APA StyleRosen, M. A., & Kishawy, H. A. (2012). Sustainable Manufacturing and Design: Concepts, Practices and Needs. Sustainability, 4(2), 154-174. https://doi.org/10.3390/su4020154