
Manufacturing of Clay Bricks Using Hybrid Waste Marble Powder and Sugarcane Bagasse Ash: A Sustainable Building Unit
 , and
, and
Abstract
:1. Introduction
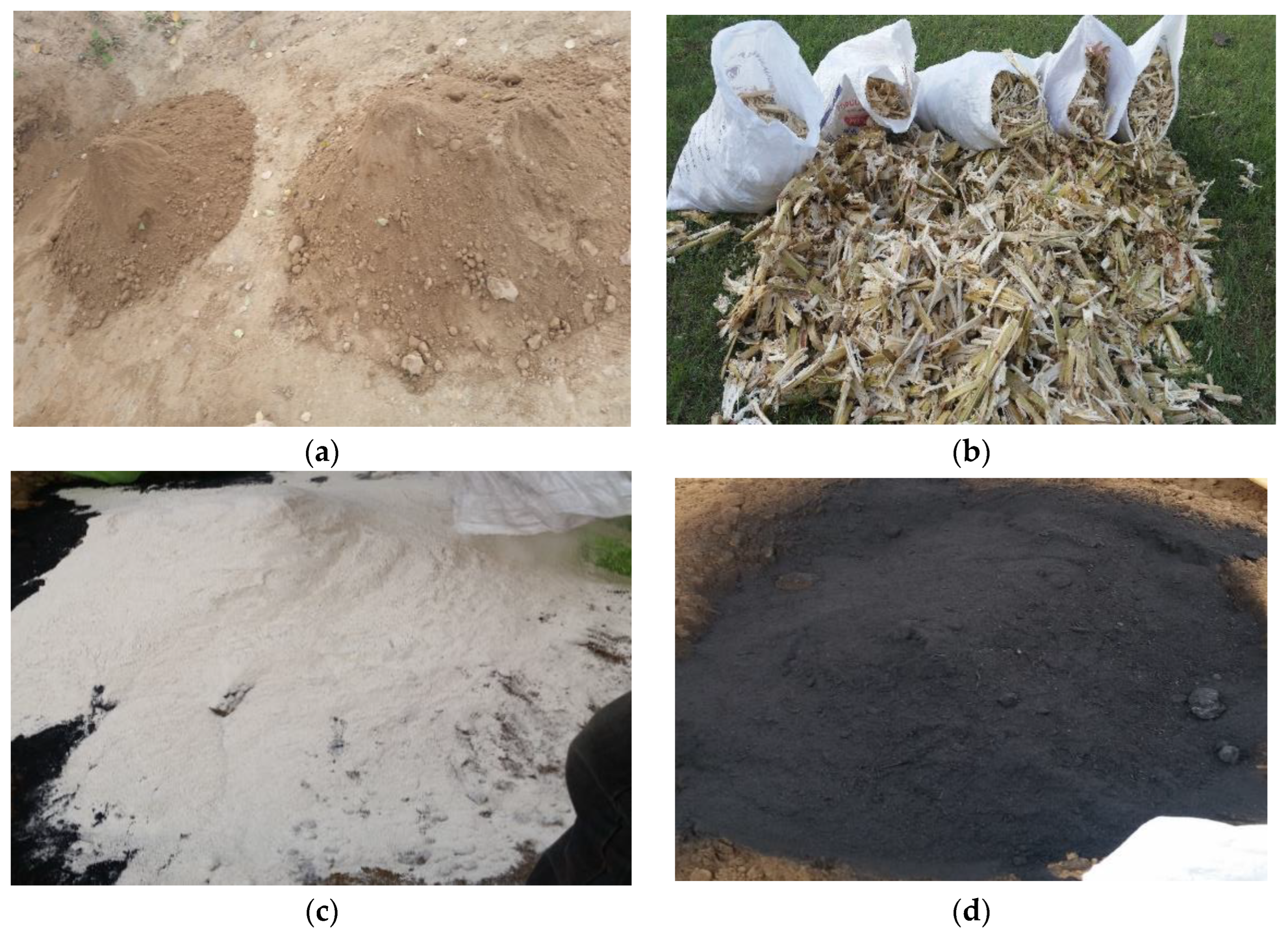
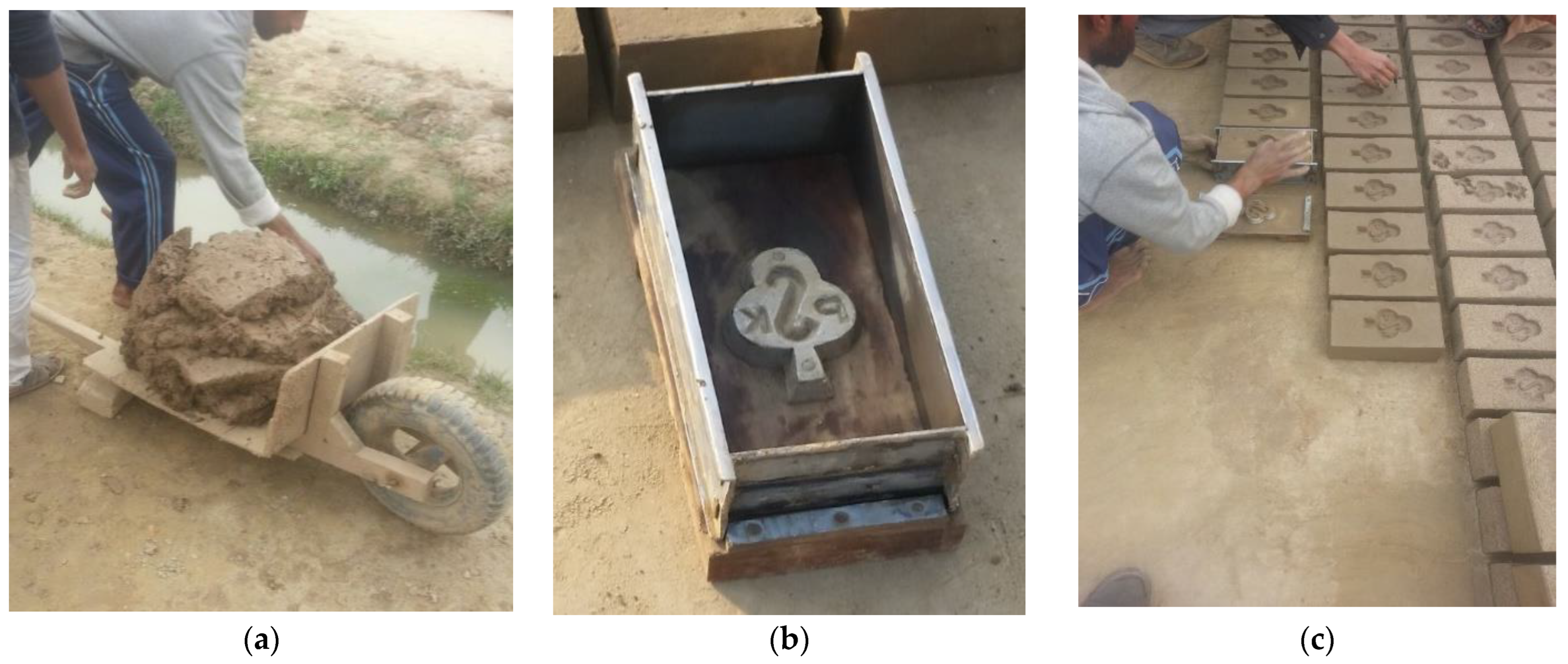
2. Materials and Brick Manufacturing
3. Experimental Methodologies
4. Results and Discussion
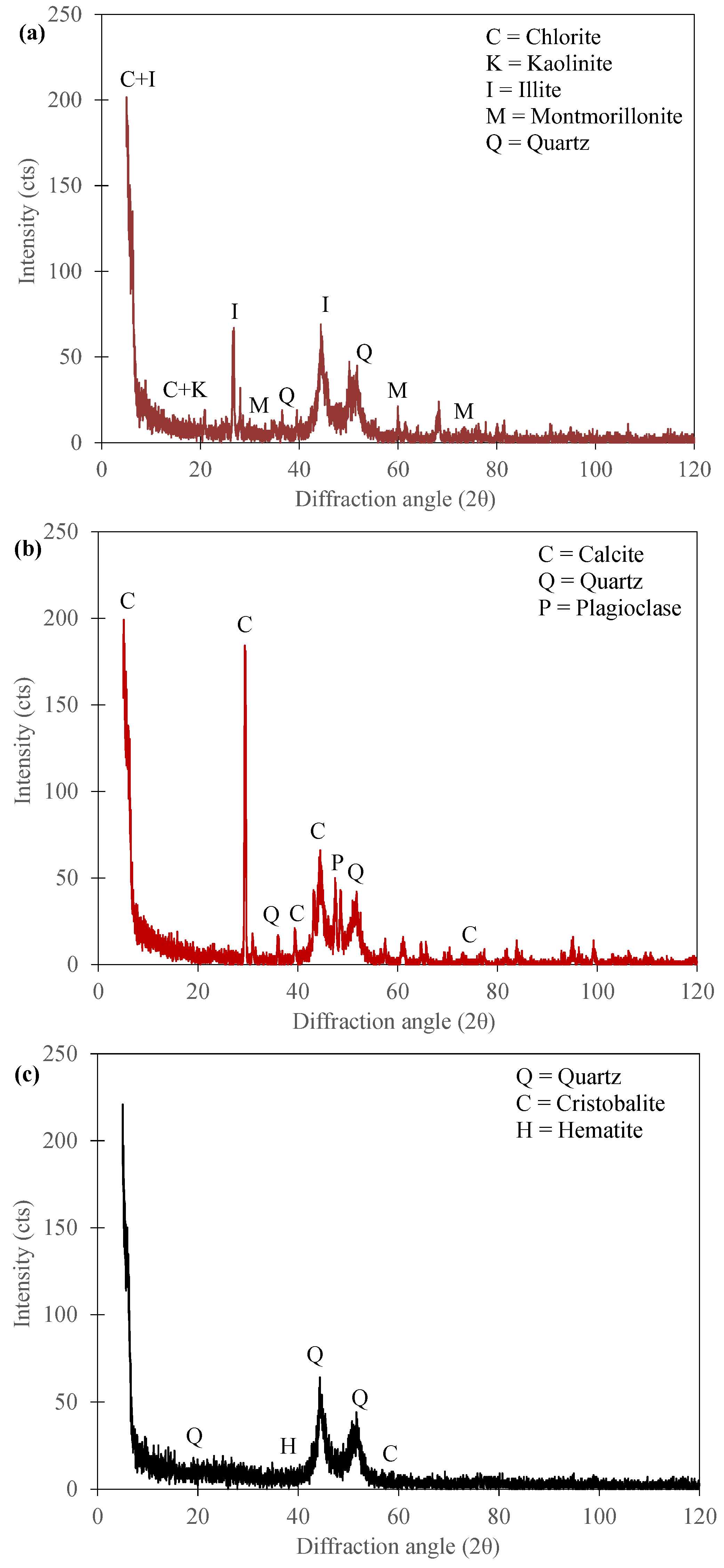
4.1. Properties of Raw Materials
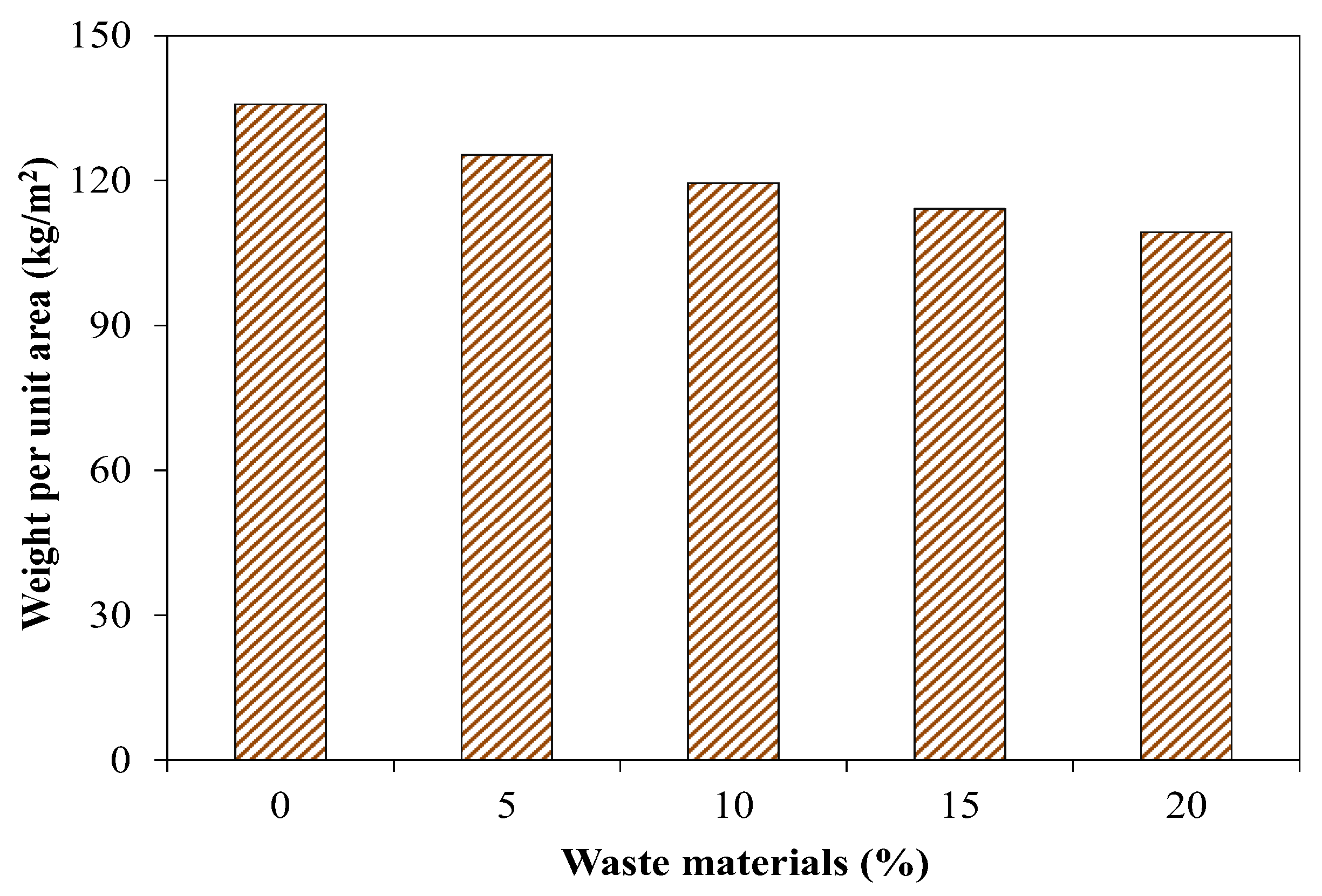
4.2. Weight per Unit Area of Brick Specimens
4.3. Apparent Porosity
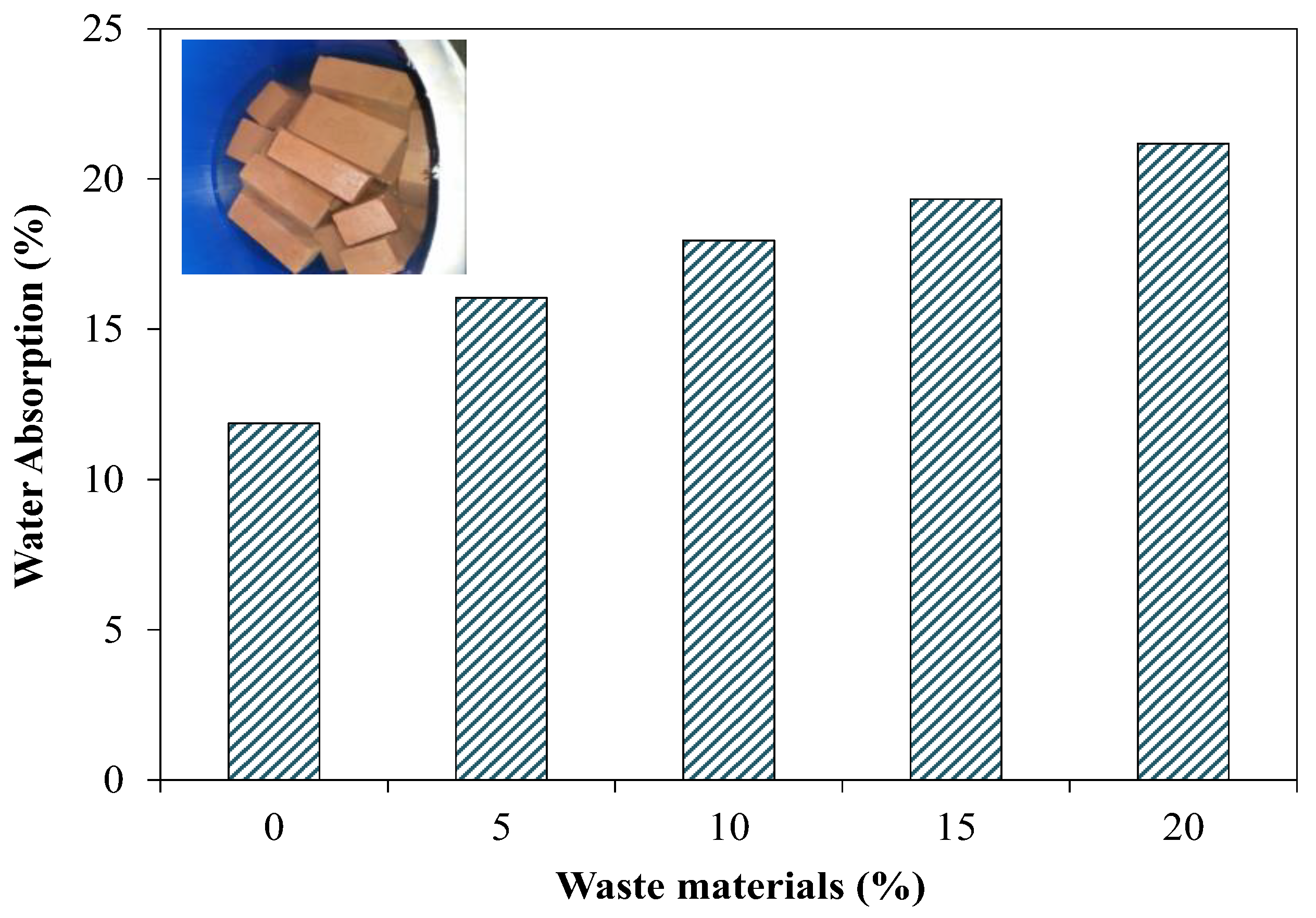
4.4. Water Absorption
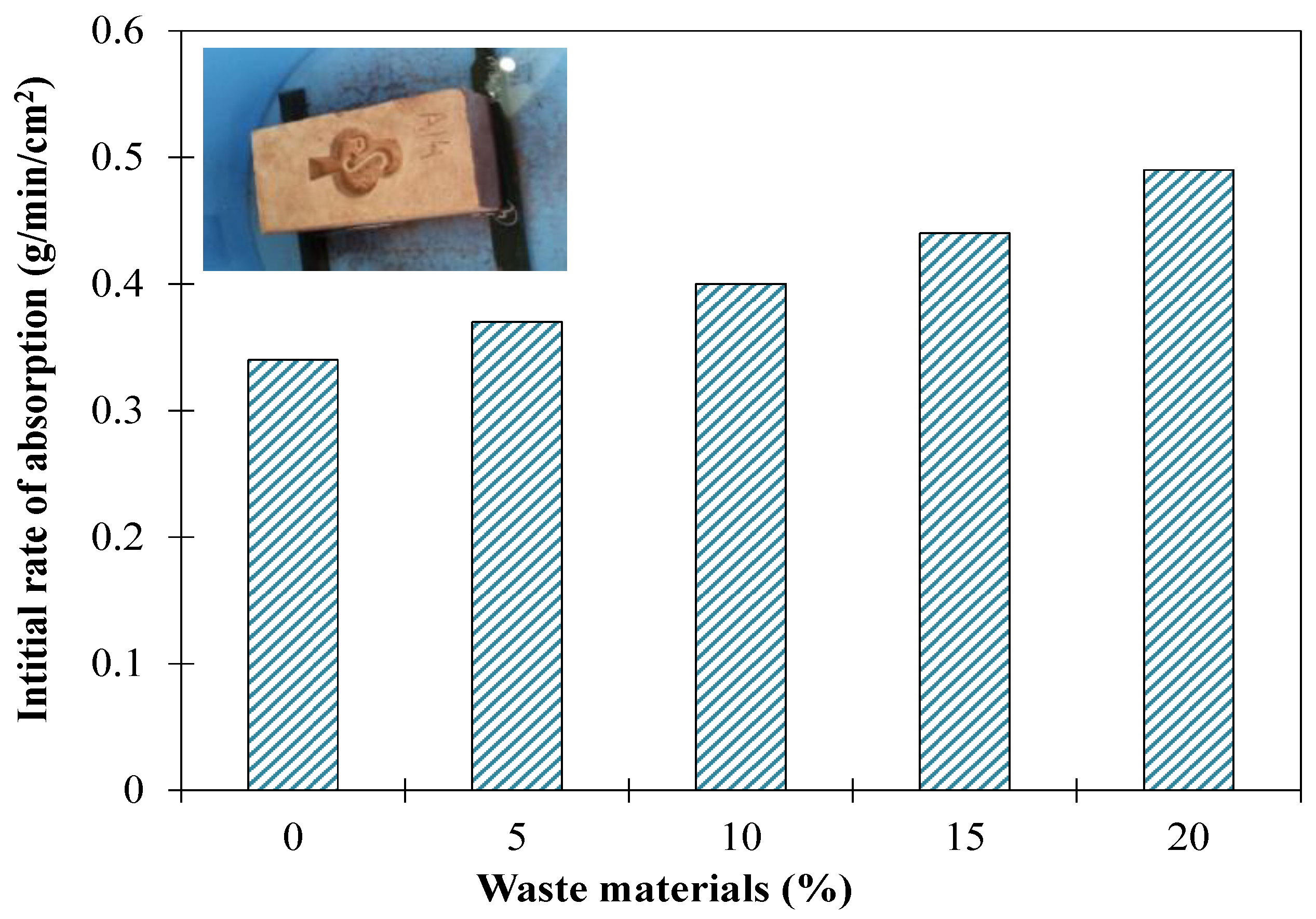
4.5. Initial Rate of Absorption
4.6. Compressive Strength
4.7. Modulus of Rupture
4.8. Efflorescence
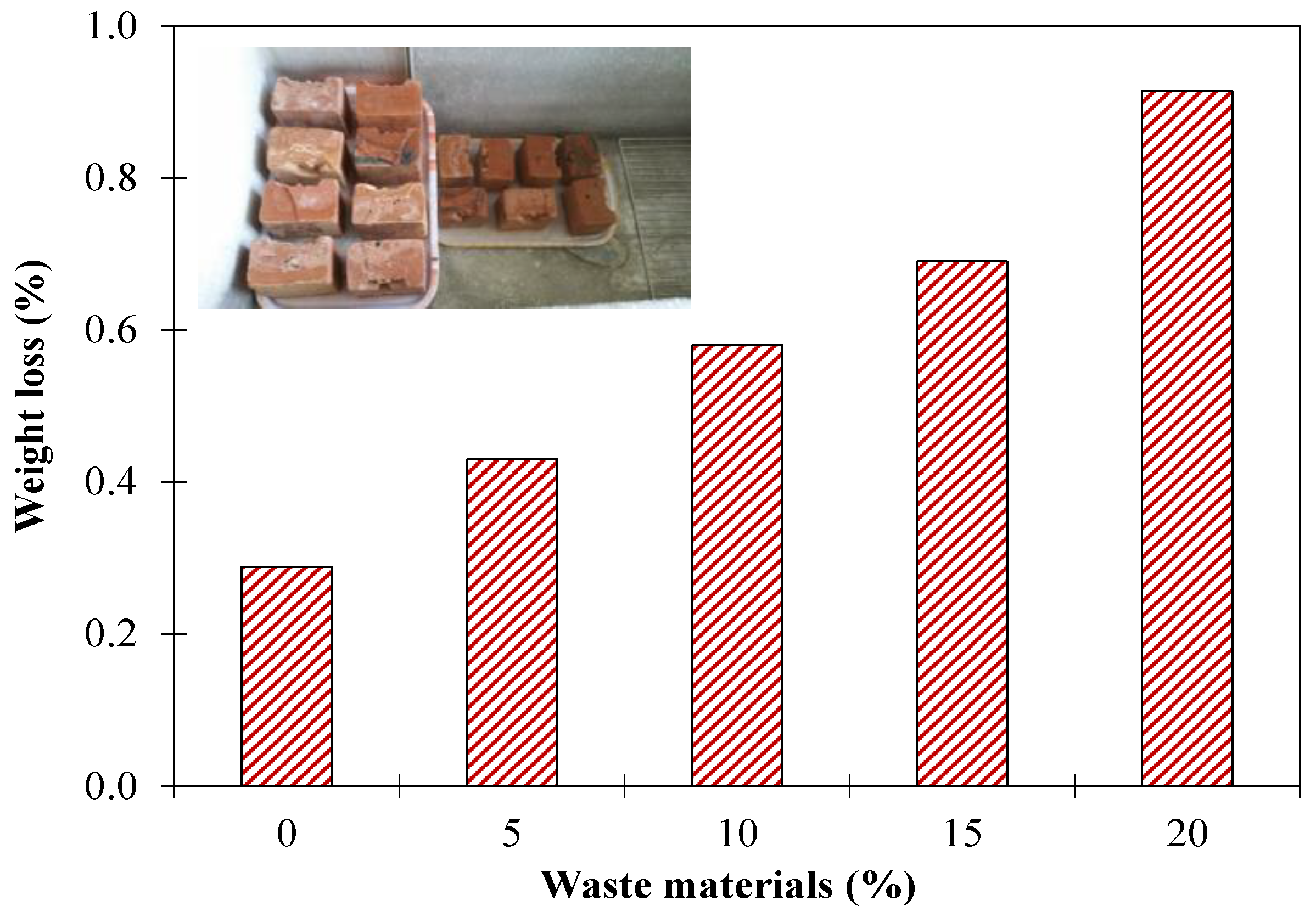
4.9. Freeze-Thaw Performance
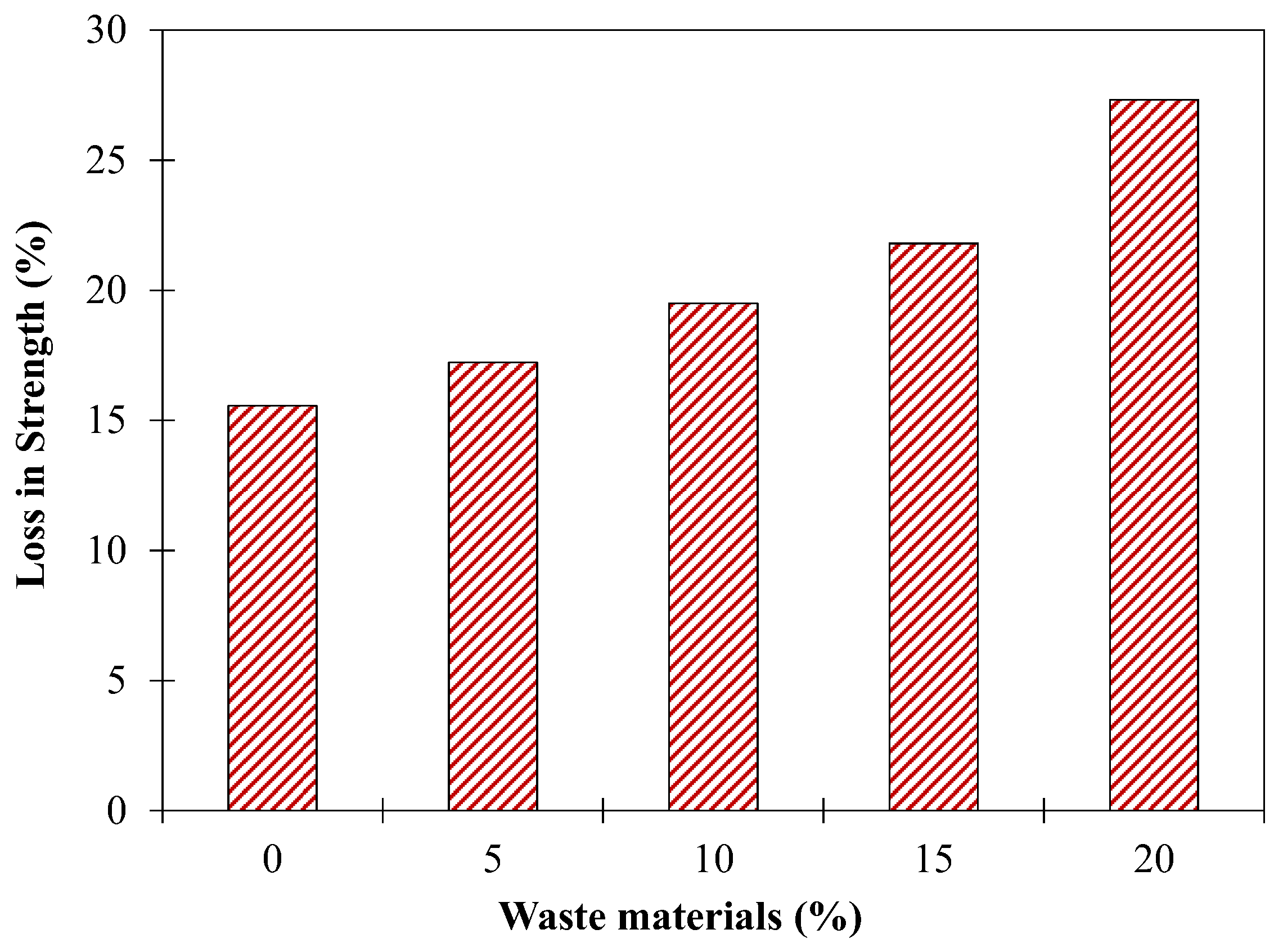
4.10. Sulphate Test
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Javed, U.; Khushnood, R.A.; Memon, S.A.; Jalal, F.E.; Zafar, M.S. Sustainable incorporation of lime-bentonite clay composite for production of ecofriendly bricks. J. Clean. Prod. 2020, 263, 121469. [Google Scholar] [CrossRef]
- Zhang, L. Production of bricks from waste materials: A review. Constr. Build. Mater. 2014, 47, 643–655. [Google Scholar] [CrossRef]
- Mageed, A.A.; Rizk, S.A.; Abu-Ali, M.H. Utilization of water treatment plants sludge ash in brick making. J. Eng. Sci. 2011, 39, 195–206. [Google Scholar] [CrossRef]
- Technical Notes on Brick Construction. Manufacturing of Brick; Brick Industry Association: Reston, VA, USA, 2013; pp. 1–7. Available online: https://www.gobrick.com/media/file/9-manufacturing-of-brick.pdf (accessed on 15 August 2023).
- Duggal, S.K. Building Materials, 4th ed.; New Age International Limited Publisher: Dehli, India, 2012. [Google Scholar]
- Clays and Clay Minerals. Earth Sciences: London Geology. University College London. Available online: https://www.ucl.ac.uk/earth-sciences/impact/public-engagement/londons-geology/londons-geology-fieldwork/university-college-london (accessed on 14 August 2023).
- Churchman, G.J.; Velde, B. Soil Clays, 1st ed.; CRC Press: Boca Raton, FL, USA, 2019; p. 294. [Google Scholar]
- Clay, the Drying and Firing Process. Lakeside Pottery. Available online: https://www.lakesidepottery.com/HTML%20Text/Tips/Clay%20drying%20and%20firing%20process.htm (accessed on 12 August 2023).
- Velde, B.; Meunier, A. Fundamentals of Clay Mineral Crystal Structure and Physicochemical Properties. In The Origin of Clay Minerals in Soils and Weathered Rocks; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar] [CrossRef]
- Brick Kiln Stats. Society for the Protection of the Rights of the Child. Available online: https://www.sparcpk.org/images/Pubs-Thumb/CL-Brick-Kiln-Hyderabad.pdf (accessed on 5 August 2023).
- Drying, Burning of Bricks-Bull’s Trench Kiln, Hoffman’s Kiln. Civ. Eng. Mater. 2013. Available online: http://civilengineeringmaterials2012.blogspot.com/2013/08/manufacturing-of-bricks-part-iii-drying.html (accessed on 24 August 2023).
- Pakistan Third Largest Brick-Producing Country in South Asia. Business Recorder, 2017. Available online: https://fp.brecorder.com/2017/05/20170504175631/ (accessed on 14 August 2023).
- Rangwala, S.C. Bricks. Available online: https://civileblog.com/bricks/ (accessed on 15 August 2023).
- Bilgin, N.; Aygul, Y.; Sonmez, A.; Marsoglu, M. Use of Waste Marble Powder in Brick Industry. Constr. Build. Mater. 2012, 29, 449–457. [Google Scholar] [CrossRef]
- Madurwar, M.; Mandavgane, S.; Ralegaonkar, R. Development of feasibility analysis of bagasse ash bricks. ASCE J. Energy Eng. 2014, 141, 04014022. [Google Scholar] [CrossRef]
- Chidiac, S.; Federico, L. Effects of waste glass additions on the properties and durability of fired clay brick. Can. J. Civ. Eng. 2007, 34, 1458–1466. [Google Scholar] [CrossRef]
- Sufian, M.; Ullah, S.; Ostrowski, K.A.; Ahmad, A.; Zia, A.; Sliwa-Wieczorek, K.; Siddiq, M.; Awan, A.A. An Experimental and Empirical Study on the Use of Waste Marble Powder in Construction Material. Materials 2021, 14, 3829. [Google Scholar] [CrossRef]
- Gorhan, G.; Simsek, O. Porous clay bricks manufactured with rice husks. Constr. Build. Mater. 2013, 40, 390–396. [Google Scholar] [CrossRef]
- Hossiney, N.; Das, P.; Mohan, M.K.; George, J. In-plant production of bricks containing waste foundry sand-A study with Belgaum foundry industry. Case Stud. Constr. Mater. 2018, 9, e00170. [Google Scholar] [CrossRef]
- Abbas, S.; Saleem, M.A.; Kazmi, S.M.S.; Munir, M.J. Production of sustainable clay bricks using waste fly ash: Mechanical and durability properties. J. Build. Eng. 2017, 14, 7–14. [Google Scholar] [CrossRef]
- Behera, K.; Bose, B.P.; Monda, M.K. Production of Construction Bricks Using Iron Ore Tailings and Clay. In Waste Management and Resource Efficiency; Springer: Singapore, 2019; pp. 583–596. [Google Scholar]
- Kazemi, S.M.S.; Abbas, S.; Munir, M.J.; Khitab, A. Exploratory study on the effect of waste rice husk and sugarcane bagasse ashes in burnt clay bricks. J. Build. Eng. 2016, 7, 372–378. [Google Scholar] [CrossRef]
- Kadir, A.A.; Maasom, N. Recycling sugarcane bagasse waste into fired clay brick. Int. J. Zero Waste Gener. 2013, 1, 21–26. [Google Scholar]
- Akram, T.; Memon, S.A.; Khan, A.Q. Environmental Friendly Usage of Bagasse Ash for Subgrade Soil Stabilization. In Proceedings of the 5th National Conference on Occupational Health, Safety and Environment, Karachi, Pakistan, 7–8 September 2007. [Google Scholar]
- Souza, A.; Teixeira, R.; Santos, A.; Cosata, F.; Longo, E. Reuse of sugarcane bagasse ash (SCBA) to produce ceramic materials. J. Environ. Manag. 2014, 92, 2774–2780. [Google Scholar] [CrossRef] [PubMed]
- Akram, T.; Memon, S.; Iqbal, K. Utilization of bagasse ash as partial replacement of cement. In Proceedings of the International Conference on Advances in Cement-Based Materials and Applications in Civil Infrastructure ACBM-ACI, Lahore, Pakistan, 2–14 December 2007; pp. 235–245. [Google Scholar]
- National Policy for Power Co-Generation by Sugar Industry and Guidelines for Investors. 2008. Available online: https://nepra.org.pk/Policies/National%20Power%20Policy%202008%20for%20Co-Generation.pdf (accessed on 10 August 2023).
- Ali, I.; Basit, M.; Hasan, S.; Memon, G.; Raza, M.; Shah, S. Some studies on the utilization of bagasse as fuel in Pakistan. Fuel 1989, 68, 125–127. [Google Scholar] [CrossRef]
- Akbar, N.; Khawaja, A. Study on Effluents from Selected Sugar Mills in Pakistan: Potential Environmental, Health, and Economic Consequences of an Excessive Pollution Load; Sustainable Development Policy Institute: Islamabad, Pakistan, 2006. [Google Scholar]
- Akram, T.; Memon, S.; Obaid, H. Production of low cost self-compacting concrete using bagasse ash. Constr. Build. Mater. 2009, 23, 703–712. [Google Scholar] [CrossRef]
- Korai, M.A. A Report on Marble and Granite; Trade Development Authority of Pakistan: Karachi, Pakistan, 2010.
- Khan, Z.; Umar, M.; Shahzada, K.; Ali, A. Utilization of marble dust in fired clay bricks. J. Environ. Monit. 2017, 17, 4–10. [Google Scholar]
- Soliman, N.M. Effect of using marble powder in concrete mixes on the behavior and strength of R.C. slabs. Int. J. Curr. Eng. Technol. 2013, 3, 1863–1870. [Google Scholar]
- Kumar, R.; Kumar, S.K. Partial replacement of cement with marble dust powder. Int. J. Eng. Res. Appl. 2016, 5, 106–114. [Google Scholar]
- Celik, M.Y.; Sabah, E. Marble deposits and the impact of marble waste on environmental pollution geological and technical characterization of Iscehisar (Afyon–Turkey). J. Environ. Manag. 2008, 87, 106–116. [Google Scholar] [CrossRef]
- Alyamac, K.E.; Ince, R. A preliminary concrete mix design for SCC with marble powders. Constr. Build. Mater. 2009, 23, 1201–1210. [Google Scholar] [CrossRef]
- ASTM C 67; Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C 20; Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. ASTM International: West Conshohocken, PA, USA, 2015.
- Delali, A. Durability of Locally-Produced Burnt Clay Bricks. Master’s Thesis, Department of Materials Engineering, Kwame Nkrumah University of Science and Technology, Kumasi, Ghana, 2014; p. 104. [Google Scholar]
- Aziz, A.; Qureshi, M.S. Fundamentals of Soil Mechanics, 2nd ed.; A-One Publisher: Lahore, Pakistan, 2013. [Google Scholar]
- Mangesh, M.; Mandavgane, S.; Ralegaonkar, R. Use of sugarcane bagasse ash as brick material. Res. Commun. Curr. Sci. 2014, 107, 1044–1051. [Google Scholar]
- Singh, P.; Sharma, V.; Gupta, S.; Savitha, H.S.; Upadhyay, A.; Srivastava, N. Green energy bricks: A step towards smart and sustainable structures. Ecol. Environ. Conserv. 2022, 28, S275–S278. [Google Scholar] [CrossRef]
- Chew, M.Y.; Ping, T.P. Staining of Facades; World Scientific Publishing Company Private Limited: Singapore, 2003. [Google Scholar]
- Elert, K.; Cultrone, G. Durability of bricks used in the conservation of historic buildings-influence of composition and microstructure. J. Cult. Herit. 2003, 4, 91–99. [Google Scholar] [CrossRef]
- Tonnayopas, D.; Tekasakul, P.; Jaritgnam, S. Effects of rice husk ash on characteristics of lightweight clay brick. In Proceedings of the Technology and Innovation for Sustainable Development Conference, Khon Kaen, Thailand, 28–29 January 2008; pp. 36–39. [Google Scholar]
- Mucahit, S.; Alptekin, H.; Erdogmus, E.; Er, Y.; Gencel, O. Characteristics of Fired Clay Bricks with Waste Marble Powder Addition as Building Materials. Constr. Build. Mater. 2015, 82, 1–8. [Google Scholar]
- ASTM C 62; Standard Specification for Building Brick (Solid Masonry Units Made from Clay or Shale). ASTM International: West Conshohocken, PA, USA, 2021.
- Christy, C.; Tensing, D. Greener building material with fly ash. Asian J. Civ. Eng. Build. Hous. 2011, 12, 87–105. [Google Scholar]
- Demir, I. An investigation on the production of construction brick with processed waste tea. Build. Environ. 2006, 41, 1274–1278. [Google Scholar] [CrossRef]
- Demir, I. Effect of organic residues addition on the technological properties of clay bricks. Waste Manag. 2008, 28, 622–627. [Google Scholar] [CrossRef]
- Building Code of Pakistan (BCP); Ministry of Housing and Works, Government of Pakistan: Islamabad, Pakistan, 2007; p. 268.
- Hamed, N.; Zain, M.; Sanaz, A. The influence of nano-clays on compressive strength of earth bricks as sustainable materials. Soc. Behav. Sci. 2013, 89, 862–865. [Google Scholar]
- Netinger, I.; Vracevic, M.; Ranogajec, J.; Vucetic, S. Evaluation of brick resistance to freeze thaw cycles according to indirect procedures. Gradevinar 2014, 66, 197–209. [Google Scholar]
- Mallidi, S.R. Application of mercury intrusion porosimetry on clay bricks to assess freeze-thaw durability. Constr. Build. Mater. 1996, 10, 461–465. [Google Scholar] [CrossRef]
- Seaverson, E.J.; Brosnan, D.A.; Frederic, J.C.; Sanders, J.P. Predicting the Freeze-Thaw Durability of Bricks Based on Residual Expansion. In Masonry: Opportunities for the 21st Century; Throop, D., Klingner, R.E., Eds.; ASTM International: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Davison, J.I. Linear expansion due to freezing and other properties of bricks. In Proceedings of the Second Canadian Masonry Symposium, Ottawa, ON, Canada, 9–11 June 1980. [Google Scholar]
- Koroth, S.R. Evaluation and Improvement of Frost Durability of Clay Bricks. Ph.D. Thesis, The Centre for Building Studies, Ottawa, ON, Canada, 1997. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Waste Percentage | Number of Bricks | Clay (kg) | Marble Powder (kg) | Sugarcane Ash (kg) |
|---|---|---|---|---|
| 0 | 60 | 210.0 | 0 | 0 |
| 5 | 60 | 199.5 | 8.4 | 2.1 |
| 10 | 60 | 189.0 | 16.8 | 4.2 |
| 15 | 60 | 178.5 | 25.2 | 6.3 |
| 20 | 60 | 168.0 | 33.6 | 8.4 |
| Elements | Marble (%) | Bagasse Ash (%) | Clay (%) |
|---|---|---|---|
| CaO | 43.96 | 02.80 | 01.40 |
| MgO | 02.00 | 02.10 | 02.20 |
| SiO2 | 12.20 | 51.30 | 85.20 |
| Moisture | 03.15 | 01.20 | 02.41 |
| LOI | 38.46 | 39.35 | 05.78 |
| Al2O3 | 00.63 | 02.00 | 02.48 |
| Fe2O3 | 00.19 | 00.70 | 00.07 |
| Cl | 00.0017 | 00.0038 | 0.0116 |
| SO4 | 00.0006 | 00.0026 | 0.0021 |
| Tests | Waste Percentage (COV, %) | ||||
|---|---|---|---|---|---|
| 0% | 5% | 10% | 15% | 20% | |
| Weight per unit area | 1.05 | 0.87 | 1.25 | 1.12 | 1.94 |
| Apparent porosity | 2.12 | 1.21 | 0.42 | 0.26 | 1.85 |
| Water absorption | 1.21 | 1.05 | 0.38 | 0.85 | 1.94 |
| Initial rate of absorption | 0.42 | 0.25 | 0.19 | 0.26 | 0.31 |
| Compressive strength | 2.05 | 0.62 | 1.16 | 0.89 | 0.74 |
| Modulus of rupture | 1.94 | 1.12 | 0.58 | 0.77 | 1.08 |
| Freeze thaw weight loss | 0.58 | 0.29 | 0.41 | 0.38 | 0.69 |
| Sulphate attack compressive strength loss | 1.85 | 0.42 | 0.85 | 1.35 | 1.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbas, S.; Baig, A.; Hameed, R.; Kazmi, S.M.S.; Munir, M.J.; Shaukat, S. Manufacturing of Clay Bricks Using Hybrid Waste Marble Powder and Sugarcane Bagasse Ash: A Sustainable Building Unit. Sustainability 2023, 15, 14692. https://doi.org/10.3390/su152014692
Abbas S, Baig A, Hameed R, Kazmi SMS, Munir MJ, Shaukat S. Manufacturing of Clay Bricks Using Hybrid Waste Marble Powder and Sugarcane Bagasse Ash: A Sustainable Building Unit. Sustainability. 2023; 15(20):14692. https://doi.org/10.3390/su152014692
Chicago/Turabian StyleAbbas, Safeer, Arslan Baig, Rashid Hameed, Syed Minhaj Saleem Kazmi, Muhammad Junaid Munir, and Sbahat Shaukat. 2023. "Manufacturing of Clay Bricks Using Hybrid Waste Marble Powder and Sugarcane Bagasse Ash: A Sustainable Building Unit" Sustainability 15, no. 20: 14692. https://doi.org/10.3390/su152014692