
Optimization of PET Particle-Reinforced Epoxy Resin Composite for Eco-Brick Application Using the Response Surface Methodology

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Epoxy Resin Materials
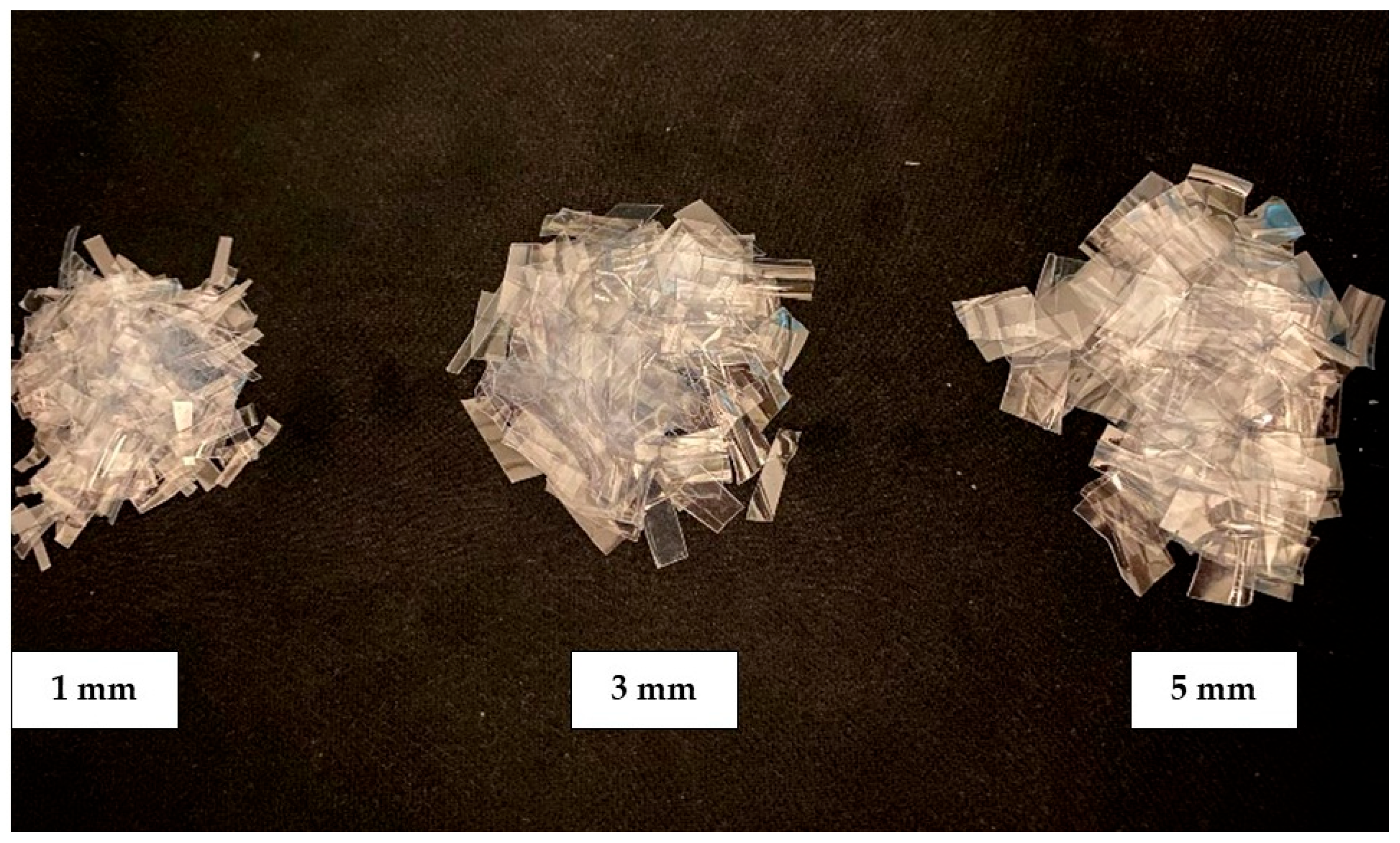
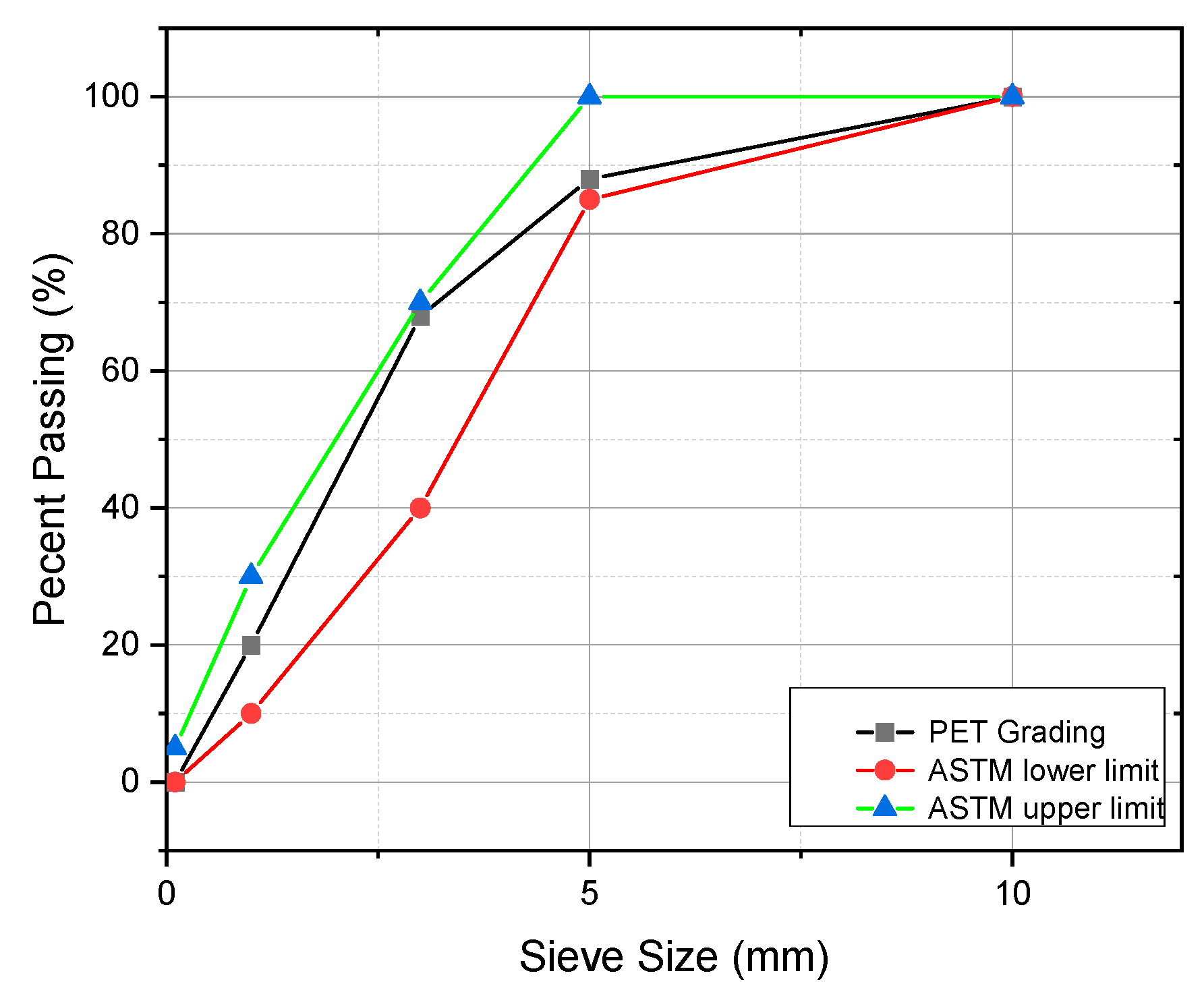
2.2. PET Recycled Aggregates
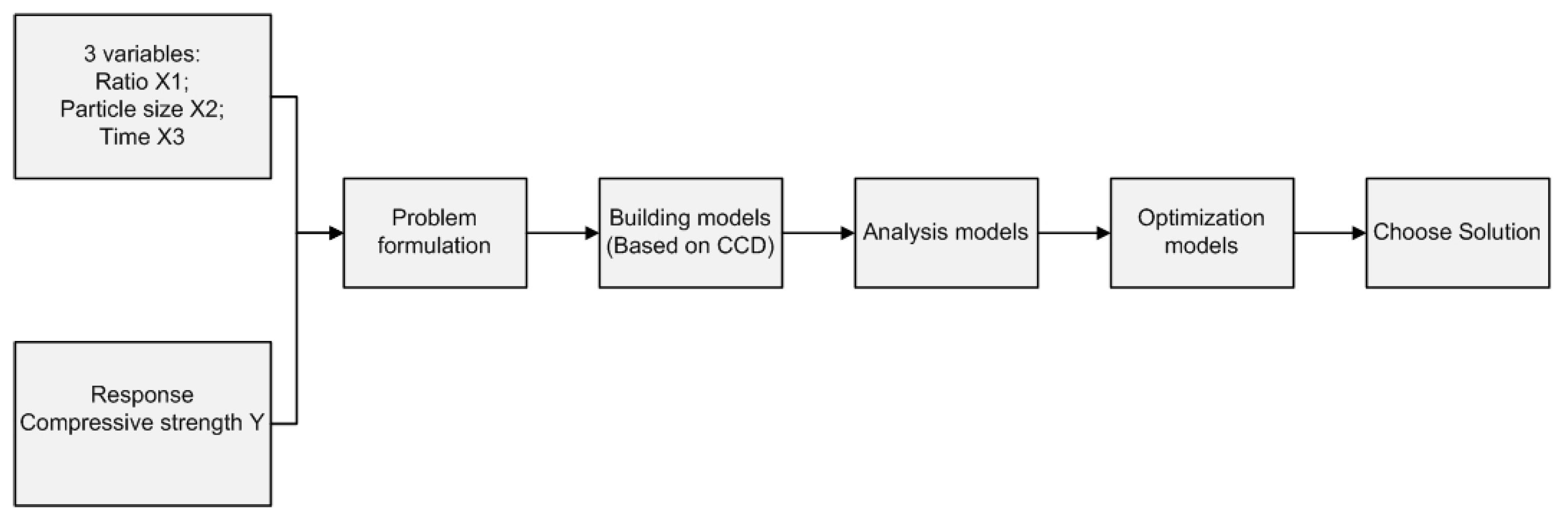
2.3. RSM Model Formulation
2.4. Compressive Strength Test
3. Results and Discussion
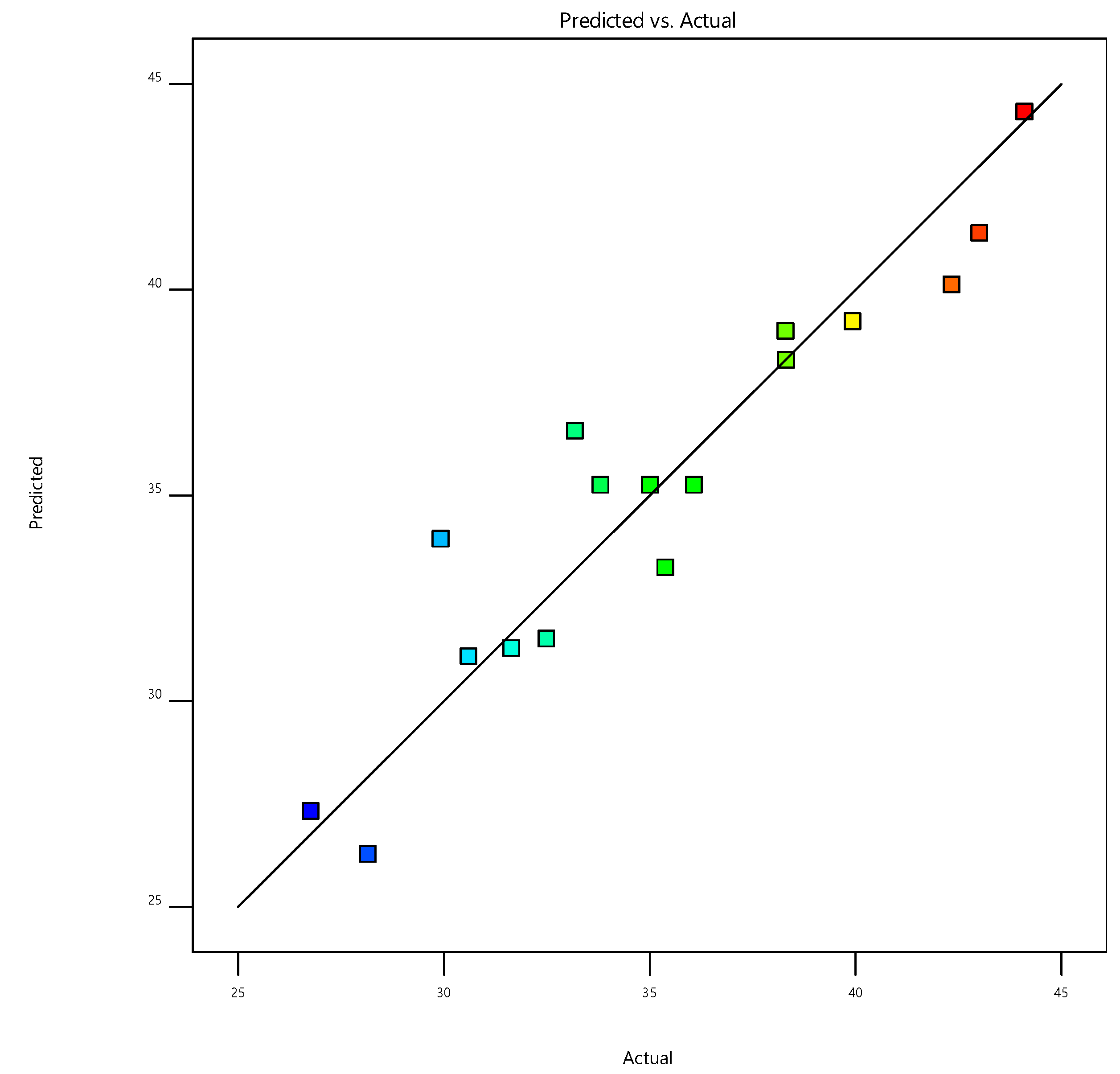
3.1. Model Fitting and ANOVA Assessment
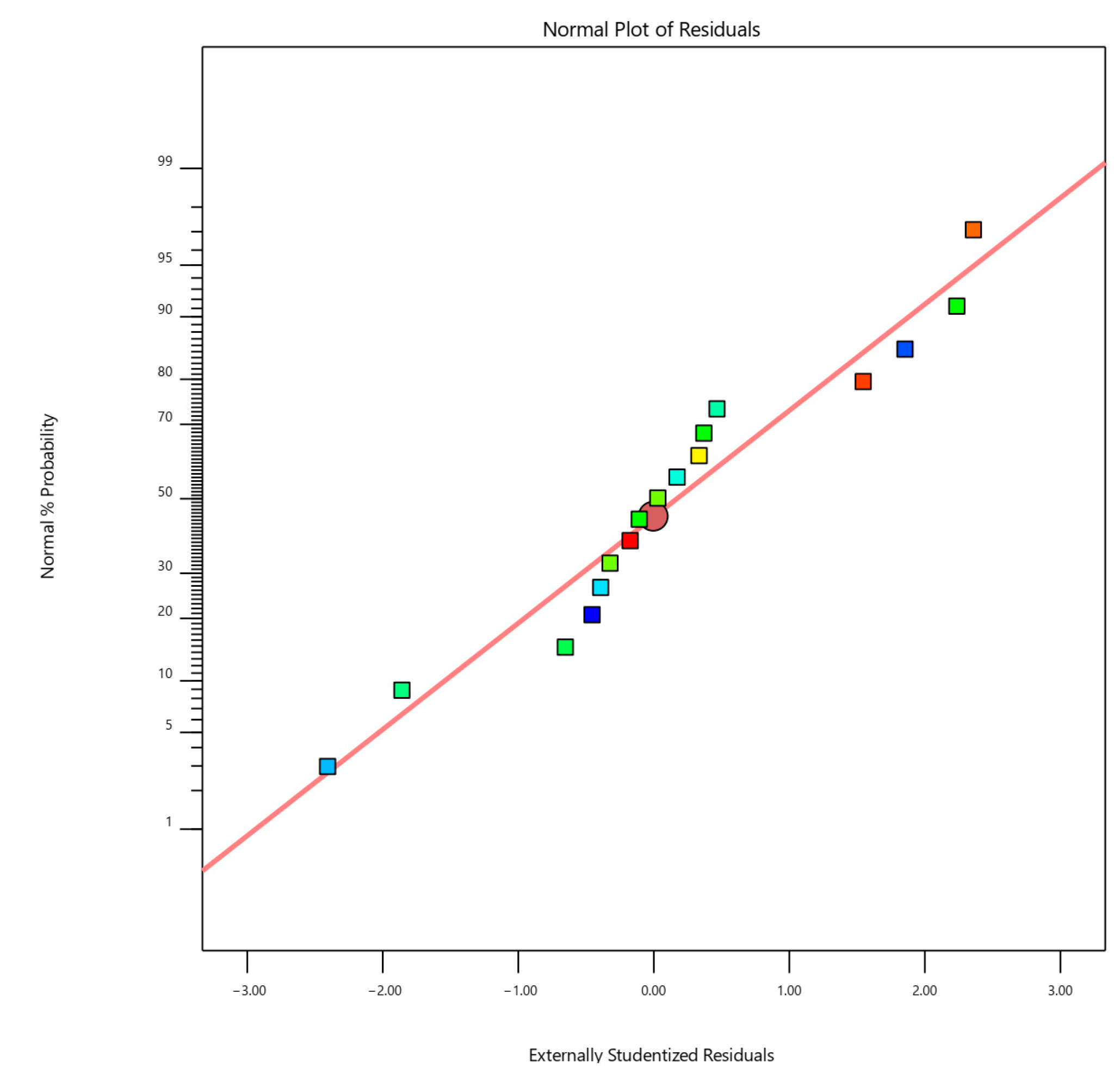
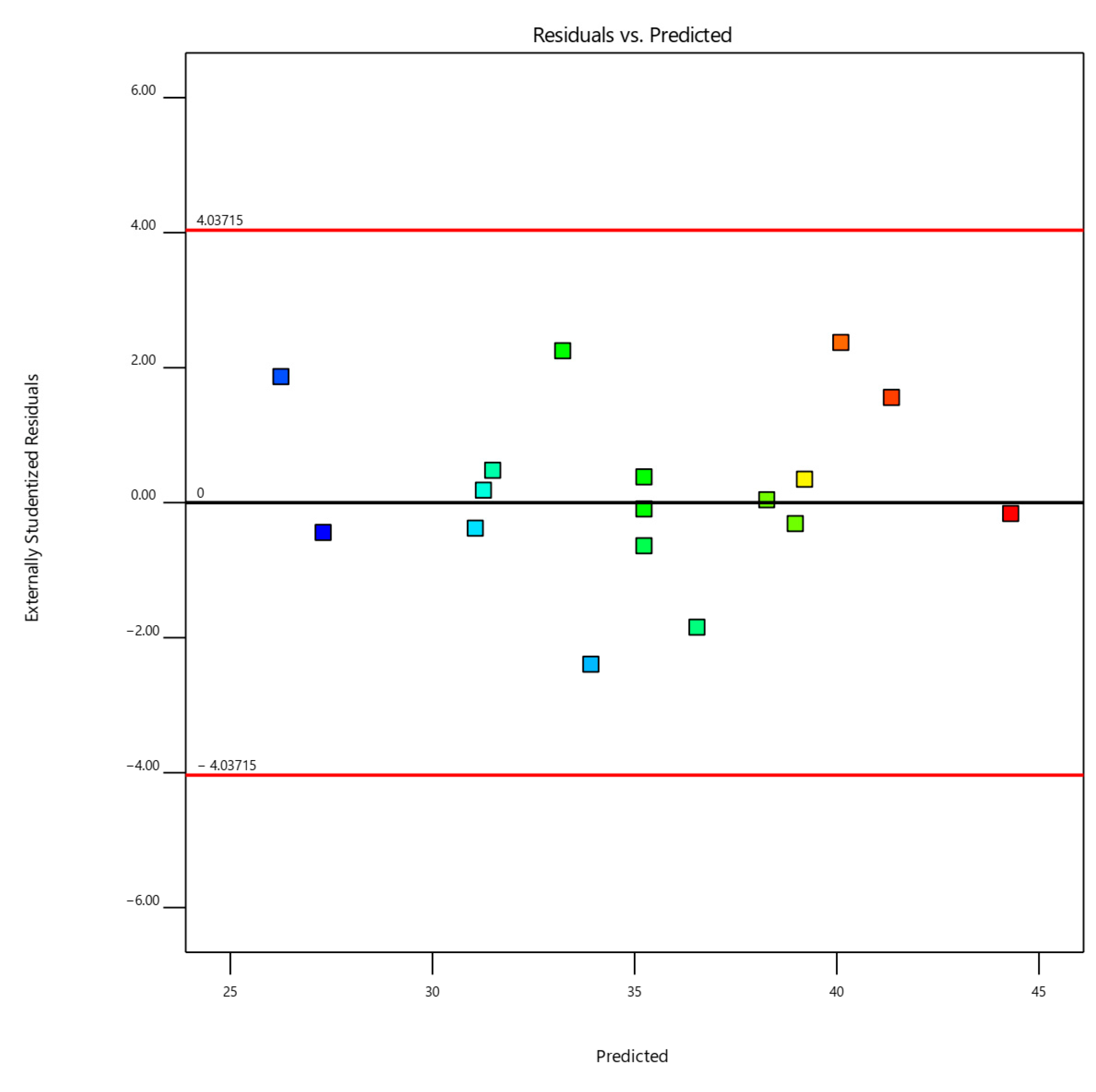
3.2. Residual Plot Adequacy Assessment for Composites
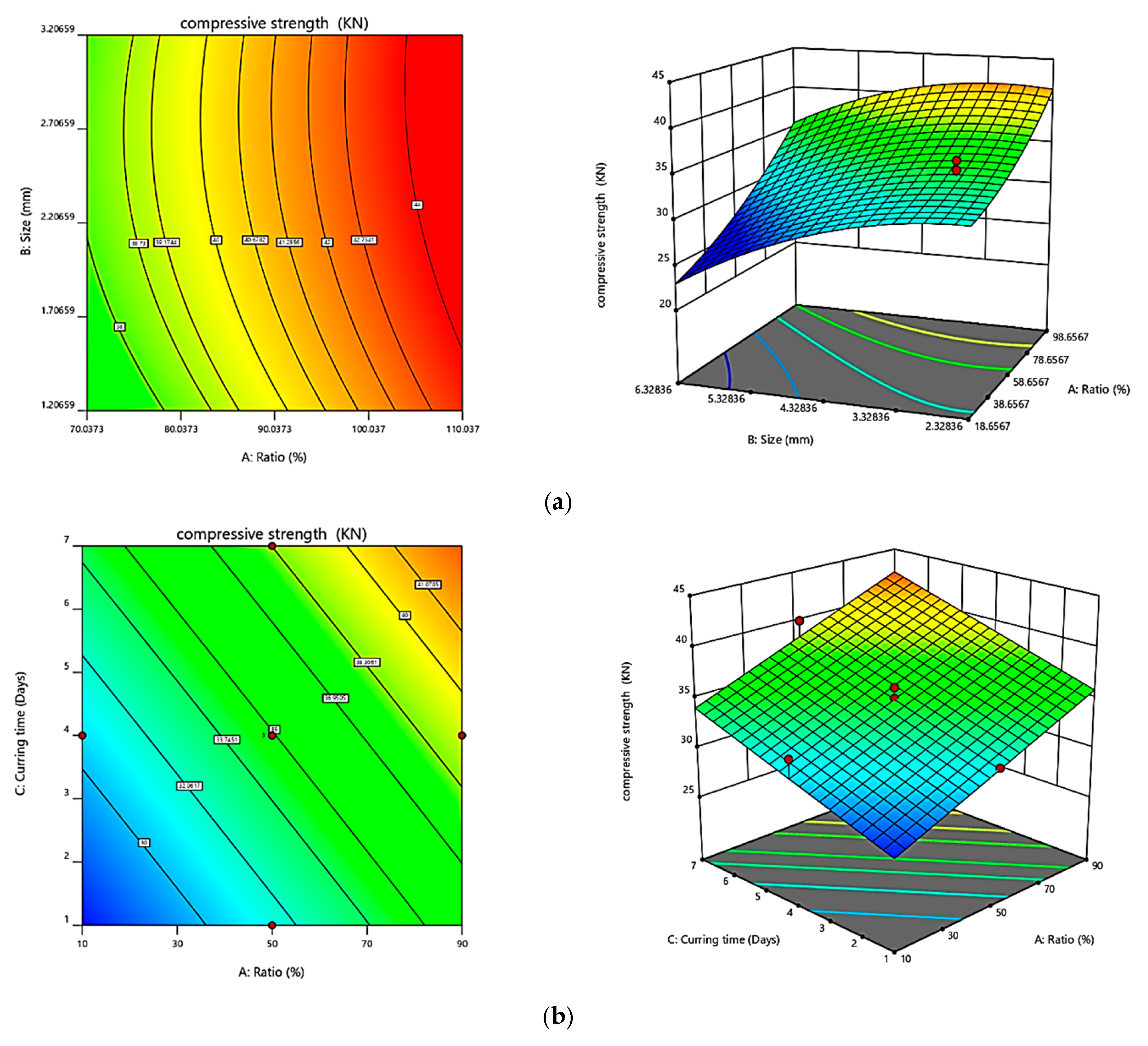
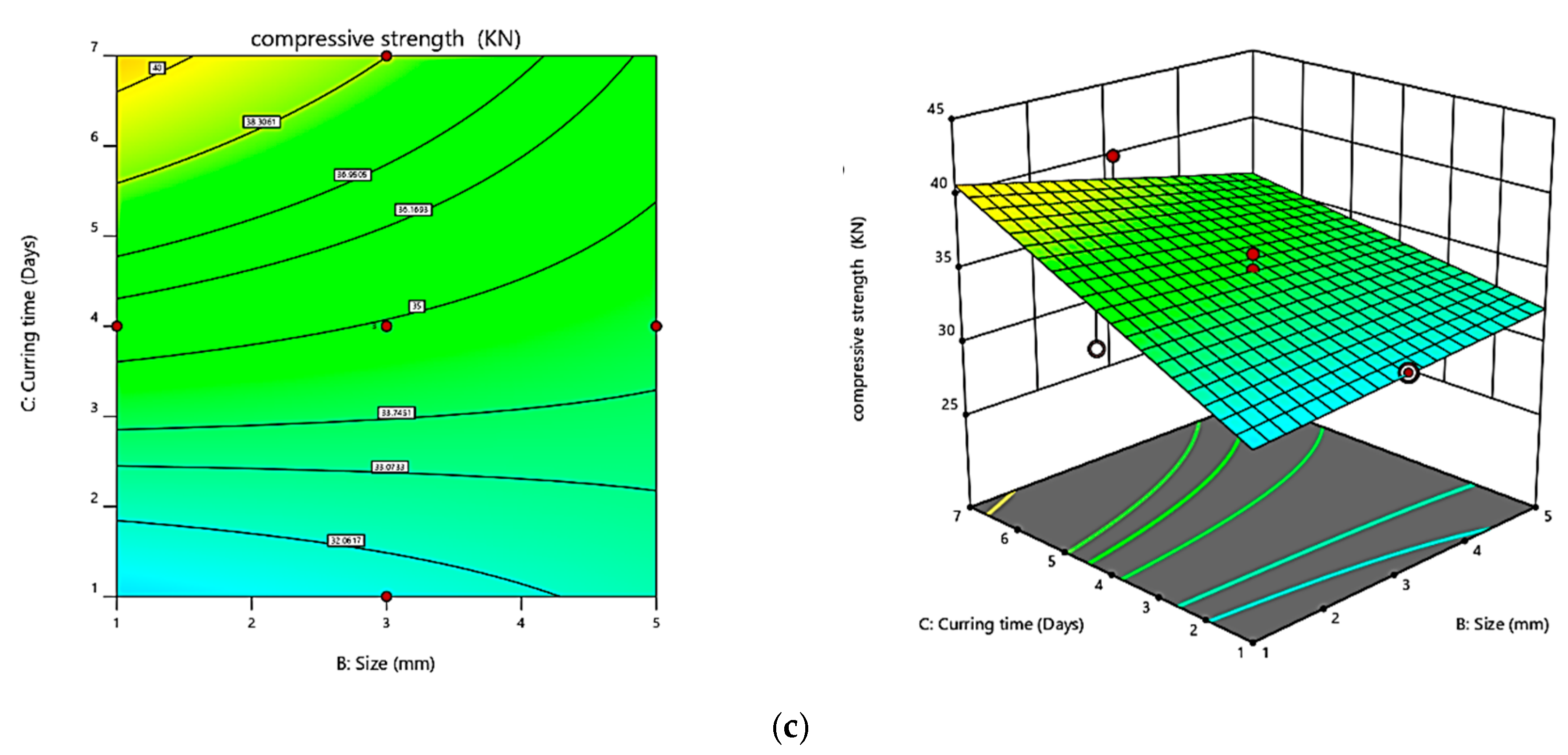
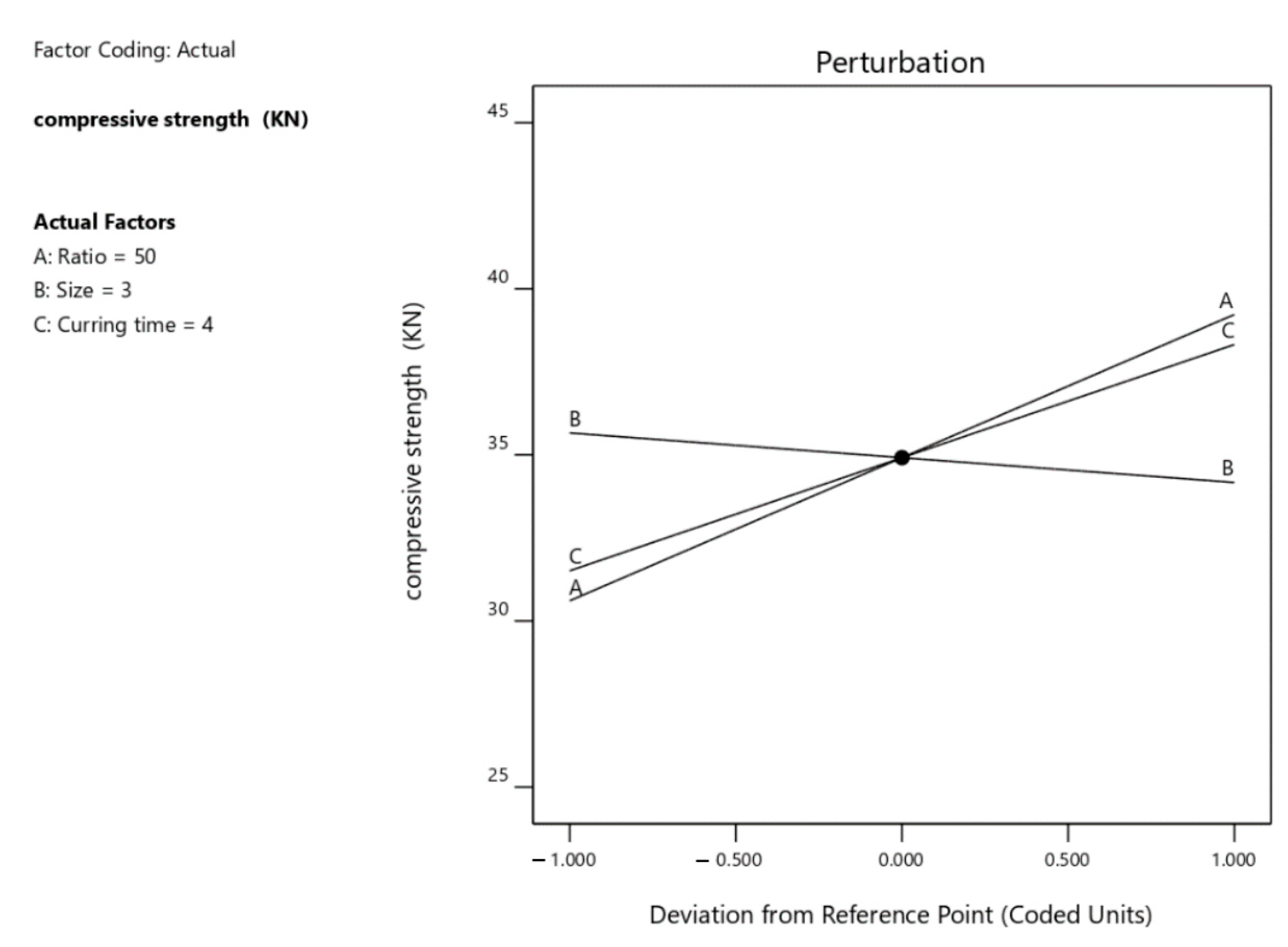
3.3. Surface and Response Surface Contour Plots
3.4. Residual Plot Adequacy Analysis for Composites
3.5. Composite Optimisation
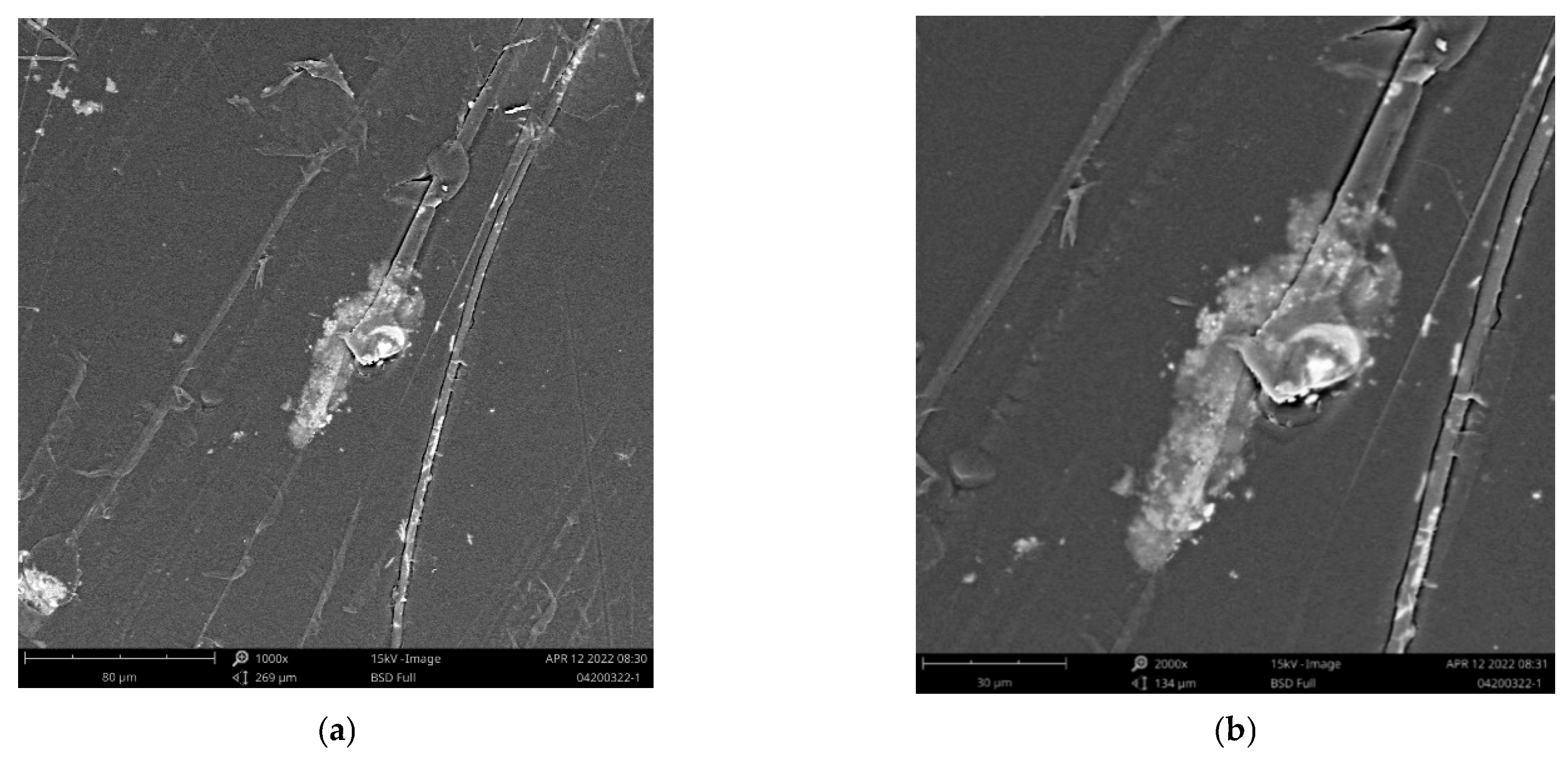
3.6. Microstructure Analysis
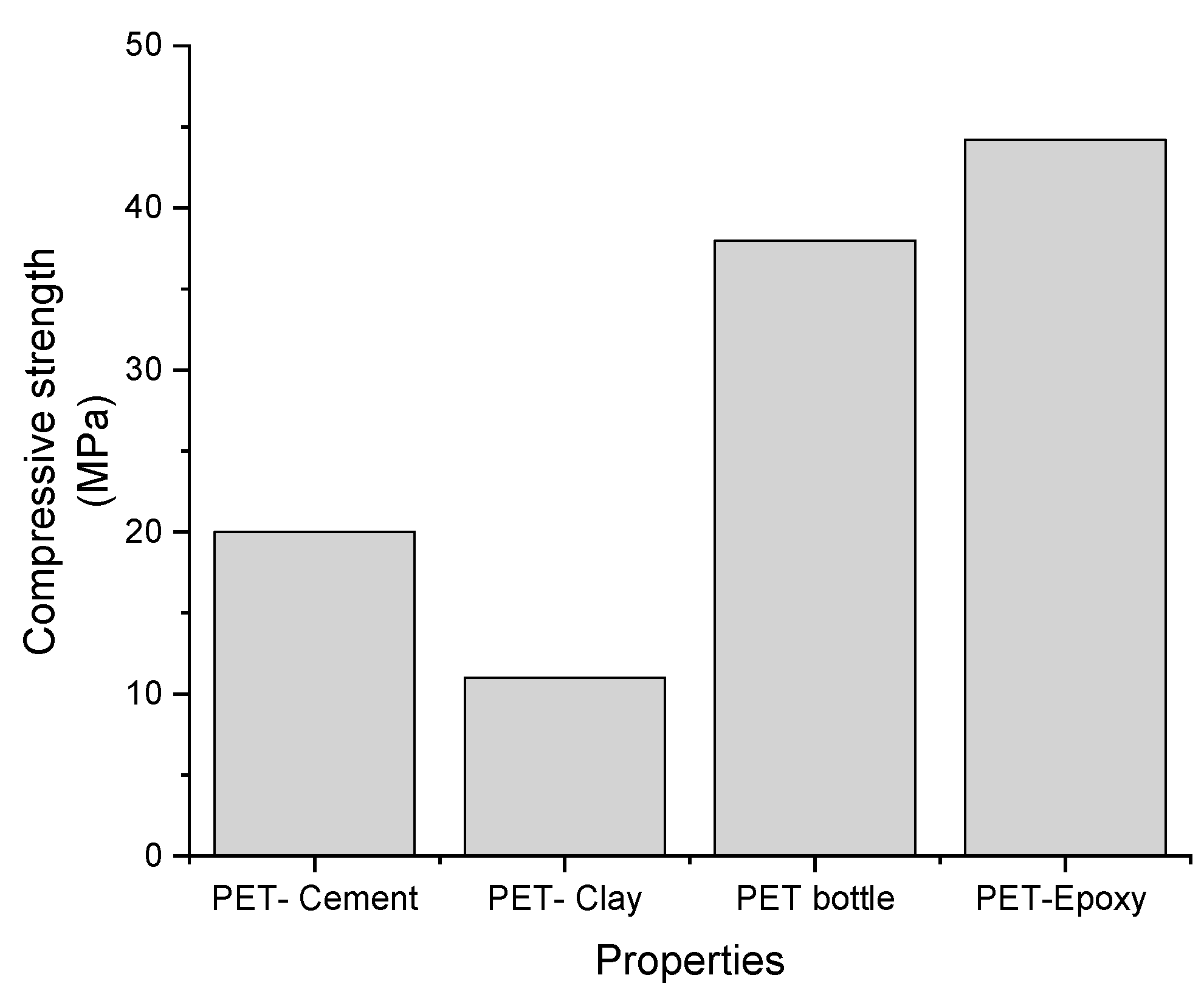
3.7. Comparison of the Other Bricks
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Murmu, A.L.; Patel, A. Towards sustainable bricks production: An overview. Constr. Build. Mater. 2018, 165, 112–125. [Google Scholar] [CrossRef]
- Zhou, C. Production of eco-friendly permeable brick from debris. Constr. Build. Mater. 2018, 188, 850–859. [Google Scholar] [CrossRef]
- Agyeman, S.; Obeng-Ahenkora, N.K.; Assiamah, S.; Twumasi, G. Exploiting recycled plastic waste as an alternative binder for paving blocks production. Case Stud. Constr. Mater. 2019, 11, e00246. [Google Scholar] [CrossRef]
- Khan, K.; Gudainiyan, J.; Iqbal, M.; Jamal, A.; Amin, M.N.; Mohammed, I.; Al-Faiad, M.A.; Abu-Arab, A.M. Modelling compression strength of waste PET and SCM blended cementitious grout using hybrid of LSSVM models. Materials 2022, 15, 5242. [Google Scholar]
- Liliani; Tjahjono, B.; Cao, D. Advancing bioplastic packaging products through co-innovation: A conceptual framework for supplier-customer collaboration. J. Clean. Prod. 2020, 252, 119861. [Google Scholar] [CrossRef]
- Wulandari, D.; Utomo, S.H.; Narmaditya, B.S. Waste bank: Waste management model in improving local economy. Int. J. Energy Econ. Policy 2017, 7, 36–41. [Google Scholar]
- Guebsi, W.; Zouari, A. Investigation on multi-criteria decision making methods application in sustainable product desig. SPEKTA J. Pengabdi. Kpd. Masy. Teknol. Dan Apl. 2022, 3, 91–104. [Google Scholar] [CrossRef]
- Movilla-Quesada, D.; Raposeiras, A.; Silva-Klein, L.; Lastra-González, P.; Castro-Fresno, D. Use of plastic scrap in asphalt mixtures added by dry method as a partial substitute for bitumen. Waste Manag. 2019, 87, 751–760. [Google Scholar] [CrossRef]
- Ariyani, D.; Warastuti, N.; Arini, R.N. Ecobrick method to reduce plastic waste in Tanjung mekar village, Karawang regency. Civ. Environ. Sci. 2021, 004, 022–029. [Google Scholar] [CrossRef]
- Limami, H.; Manssouri, I.; Cherkaoui, K.; Khaldoun, A. Study of the suitability of unfired clay bricks with polymeric HDPE & PET wastes additives as a construction material. J. Build. Eng. 2020, 27, 100956. [Google Scholar] [CrossRef]
- Edike, U.E.; Aina, O.; Adeoye, A.B. Adoption of eco-bricks for housing: The case of Yelwa, Nigeria. Afr. J. Sci. Technol. Innov. Dev. 2021, 14, 801–812. [Google Scholar] [CrossRef]
- Bahij, S.; Omary, S.; Feugeas, F.; Faqiri, A. Fresh and hardened properties of concrete containing different forms of plastic waste—A review. Waste Manag. 2020, 113, 157–175. [Google Scholar] [CrossRef]
- Rabello, L.G.; Ribeiro, R.C.D.C. A novel vermiculite/vegetable polyurethane resin-composite for thermal insulation eco-brick production. Compos. Part B Eng. 2021, 221, 109035. [Google Scholar] [CrossRef]
- Crespo-López, L.; Cultrone, G. Improvement in the petrophysical properties of solid bricks by adding household glass waste. J. Build. Eng. 2022, 59, 105039. [Google Scholar] [CrossRef]
- Shaqour, E.N.; Alela, A.H.A.; Rsheed, A.A. Improved fired clay brick compressive strength by recycling wastes of blacksmiths’ workshops. J. Eng. Appl. Sci. 2021, 68, 5. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]
- Tulashie, S.K.; Boadu, E.K.; Kotoka, F.; Mensah, D. Plastic wastes to pavement blocks: A significant alternative way to reducing plastic wastes generation and accumulation in Ghana. Constr. Build. Mater. 2020, 241, 118044. [Google Scholar] [CrossRef]
- Liu, L.; Cheng, X.; Miao, X.; Shi, Y.; Zhang, M.; Guo, M.; Cheng, F.; Zhang, M. Preparation and characterization of majority solid waste based eco-unburned permeable bricks. Constr. Build. Mater. 2020, 259, 120400. [Google Scholar] [CrossRef]
- Muyen, Z.; Barna, T.N.; Hoque, M.N. Strength properties of plastic bottle bricks and their suitability as construction materials in Bangladesh. Progress. Agric. 2016, 27, 362–368. [Google Scholar]
- Ongpeng, J.M.C.; Barra, J.; Carampatana, K.; Sebastian, C.; Yu, J.J.; Aviso, K.B.; Tan, R.R. Strengthening rectangular columns using recycled PET bottle strips. Eng. Sci. Technol. Int. J. 2020, 24, 405–413. [Google Scholar] [CrossRef]
- Li, J.; Peng, J.; Guo, S.; Zhang, L. Application of response surface methodology (RSM) for optimization of sintering process for the preparation of magnesia partially stabilized zirconia (Mg-PSZ) using natural baddeleyite as starting material. Ceram. Int. 2013, 39, 197–202. [Google Scholar] [CrossRef]
- Hassan, M.Z.; Sapuan, S.; Roslan, S.A.; Sarip, S. Optimization of tensile behavior of banana pseudo-stem (Musa acuminate) fiber reinforced epoxy composites using response surface methodology. J. Mater. Res. Technol. 2019, 8, 3517–3528. [Google Scholar] [CrossRef]
- Sinkhonde, D.; Onchiri, R.O.; Oyawa, W.O.; Mwero, J.N. Response surface methodology-based optimisation of cost and compressive strength of rubberised concrete incorporating burnt clay brick powder. Heliyon 2021, 7, e08565. [Google Scholar] [CrossRef] [PubMed]
- Bhairappanavar, S.; Liu, R.; Shakoor, A. Eco-friendly dredged material-cement bricks. Constr. Build. Mater. 2020, 271, 121524. [Google Scholar] [CrossRef]
- Kumar, G.S.; Sreerath, S. Development of Bricks Using Plastic Wastes; Springer International Publishing: Midtown Manhattan, NY, USA, 2021; Volume 97. [Google Scholar]
- Niyomukiza, J.B.; Nabitaka, K.C.; Kiwanuka, M.; Tiboti, P.; Akampulira, J. Enhancing Properties of Unfired Clay Bricks Using Palm Fronds and Palm Seeds. Results Eng. 2022, 16, 100632. [Google Scholar] [CrossRef]
- Kang, X.; Gan, Y.; Chen, R.; Zhang, C. Sustainable eco-friendly bricks from slate tailings through geopolymerization: Synthesis and characterization analysis. Constr. Build. Mater. 2021, 278, 122337. [Google Scholar] [CrossRef]
- Asdollah-Tabar, M.; Heidari-Rarani, M.; Aliha, M. The effect of recycled PET bottles on the fracture toughness of polymer concrete. Compos. Commun. 2021, 25, 100684. [Google Scholar] [CrossRef]
- Hou, D.; Chen, D.; Wang, X.; Wu, D.; Ma, H.; Hu, X.; Zhang, Y.; Wang, P.; Yu, R. RSM-based modelling and optimization of magnesium phosphate cement-based rapid-repair materials. Constr. Build. Mater. 2020, 263, 120190. [Google Scholar] [CrossRef]
- Dixit, S.; Yadav, V.L. Optimization of polyethylene/polypropylene/alkali modified wheat straw composites for packaging application using RSM. J. Clean. Prod. 2019, 240, 118228. [Google Scholar] [CrossRef]
- Taaffe, J.; O’Sullivan, S.; Rahman, M.E.; Pakrashi, V. Experimental characterisation of polyethylene terephthalate (PET) bottle eco-bricks. Mater. Des. 2014, 60, 50–56. [Google Scholar] [CrossRef]
- Wang, X.; Ma, B.; Chen, S.; Wei, K.; Kang, X. Properties of epoxy-resin binders and feasibility of their application in pavement mixtures. Constr. Build. Mater. 2021, 295, 123531. [Google Scholar] [CrossRef]
- Kaliyavaradhan, S.K.; Li, L.; Ling, T.-C. Response surface methodology for the optimization of CO2 uptake using waste concrete powder. Constr. Build. Mater. 2022, 340, 127758. [Google Scholar] [CrossRef]
- Abdulwahed, H.S.; Aljanabi, K.R.; Abdulkareem, A.H. Optimization of equivalent modulus of RAP-geopolymer-soil mixtures using response surface methodology. J. King Saud Univ. Eng. Sci. 2022, in press. [Google Scholar] [CrossRef]
- Abdulredha, M.M.; Hussain, S.A.; Abdullah, L.C. Optimization of the demulsification of water in oil emulsion via non-ionic surfactant by the response surface methods. J. Pet. Sci. Eng. 2019, 184, 106463. [Google Scholar] [CrossRef]
- Maharaj, C.; Maharaj, R.; Maynard, J. The effect of polyethylene terephthalate particle size and concentration on the properties of asphalt and bitumen as an additive. Prog. Rubber Plast. Recycl. Technol. 2015, 31, 1–23. [Google Scholar] [CrossRef]
- Albano, C.; Camacho, N.; Hernández, M.; Matheus, A.; Gutiérrez, A. Influence of content and particle size of waste pet bottles on concrete behavior at different w/c ratios. Waste Manag. 2009, 29, 2707–2716. [Google Scholar] [CrossRef]
- Ikechukwu, A.F.; Awuzie, B.O.; Mostafa, M.M.; Okorafar, C. Durability assessment and microstructure of high strength performance bricks produced from PET waste and foundry san. Materials 2021, 14, 1–19. [Google Scholar] [CrossRef]
- Song, J.; Xu, M.; Tan, C.; You, F.; Wang, X.; Zhou, S. Study on an epoxy resin system used to improve the elasticity of oil-well cement-based composites. Materials 2022, 15, 5258. [Google Scholar] [CrossRef]
- Del Rey Castillo, E.; Almesfer, N.; Saggi, O.; Ingham, J.M. Light-weight concrete with artificial aggregate manufactured from plastic waste. Constr. Build. Mater. 2020, 265, 120199. [Google Scholar] [CrossRef]
- Akinyele, J.O.; Igba, U.; Adigun, B. Effect of waste PET on the structural properties of burnt bricks. Sci. Afr. 2020, 7, e00301. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Viscosity (MPa·s) | Density (g/cm3) | Epoxy Number (mol/100 g) | Molecular Weight (g/mol) |
|---|---|---|---|---|
| Bisphenol A epoxy resin | 30.000 | 1.17 | 0.49 | 450 |
| Physical and Mechanical Properties of PET | Characteristics |
|---|---|
| Colour | Clear |
| Shape of particle | Flat |
| Specific gravity | 1.42 |
| Specific density | ̴1.35 g/cm3 |
| Bulk density | ̴550 kg/m3 |
| Size | 1 mm, 3 mm, 5 mm |
| Tensile strength | 59.8 MPa |
| Viscosity | 0.62 to 0.75 dL/g |
| Approx. melting point | 200–250 °C |
| References | Factor |
|---|---|
| [36] | Size and volume |
| [37] | Size |
| [17] | Size and volume |
| [18] | Size |
| [19] | Size |
| [27] | Curing time |
| [20] | Curing time and size |
| [10] | Curing time and size |
| Ratio (X1; Epoxy: PET Particle; %) | Size Particles (X2, mm) | Curing Time (X3, days) |
|---|---|---|
| 10 (minimal) | 1 (minimal) | 1 (minimal) |
| 90 (maximal) | 5 (maximal) | 7 (maximal) |
| Factors | Coded Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| X1 = ratio Epoxy resin: PET particles | 10 | 50 | 90 |
| X2 = Size particles | 1 | 3 | 5 |
| X3 = Curing time | 1 | 4 | 7 |
| Experiment Code | Factor | ||
|---|---|---|---|
| X1 Ratio Epoxy Resin: PET Particles | X2 Size Particles | X3 Curing Time | |
| % | mm | days | |
| 1 | 0 | −1 | 0 |
| 2 | 1 | 1 | −1 |
| 3 | 0 | 0 | 0 |
| 4 | 0 | 0 | 0 |
| 5 | 1 | 0 | 0 |
| 6 | −1 | 1 | −1 |
| 7 | 0 | 0 | 0 |
| 8 | 0 | 1 | 0 |
| 9 | 0 | 0 | −1 |
| 10 | −1 | 1 | 1 |
| 11 | 0 | 0 | 1 |
| 12 | 1 | 1 | 1 |
| 13 | 1 | −1 | −1 |
| 14 | −1 | 0 | 0 |
| 15 | −1 | −1 | 1 |
| 16 | −1 | −1 | −1 |
| 17 | 1 | −1 | 1 |
| Standard Order | Run Order | Factors | Response Compression Test (MPa) | Residual | |||
|---|---|---|---|---|---|---|---|
| 1 (Ratio) | 2 (Size) | 3 (Curing Time) | Experiment | Predicted | |||
| 9 | 1 | 10 | 3 | 4 | 32.50 | 31.51 | 0.9931 |
| 1 | 2 | 10 | 1 | 1 | 26.78 | 27.31 | −0.5352 |
| 17 | 3 | 50 | 3 | 4 | 35.02 | 35.25 | −0.2313 |
| 7 | 4 | 10 | 5 | 7 | 30.61 | 31.08 | −0.4615 |
| 14 | 5 | 50 | 3 | 7 | 39.94 | 39.22 | 0.7184 |
| 11 | 6 | 50 | 1 | 4 | 33.19 | 36.56 | −3.37 |
| 6 | 7 | 90 | 1 | 7 | 44.12 | 44.32 | −0.2032 |
| 15 | 8 | 50 | 3 | 4 | 36.09 | 35.25 | 0.8385 |
| 13 | 9 | 50 | 3 | 1 | 31.65 | 31.28 | 0.3773 |
| 5 | 10 | 10 | 1 | 7 | 43.02 | 41.37 | 1.65 |
| 3 | 11 | 10 | 5 | 1 | 28.17 | 26.27 | 1.90 |
| 12 | 12 | 50 | 5 | 4 | 29.93 | 33.94 | −4.00 |
| 16 | 13 | 50 | 3 | 4 | 33.82 | 35.25 | −1.43 |
| 10 | 14 | 90 | 3 | 4 | 38.31 | 38.99 | −0.6756 |
| 2 | 15 | 90 | 1 | 1 | 35.39 | 33.24 | 2.16 |
| 8 | 16 | 90 | 5 | 7 | 42.35 | 40.12 | 2.23 |
| 4 | 17 | 90 | 5 | 1 | 38.32 | 38.28 | 0.0410 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| Model | 357.01 | 9 | 39.67 | 19.16 | 0.0004 | Significant |
| A-Ratio | 185.64 | 1 | 185.64 | 89.66 | <0.0001 | |
| B-Size | 5.55 | 1 | 5.55 | 2.68 | 0.1456 | |
| C-Curing Time | 115.91 | 1 | 115.91 | 55.98 | 0.0001 | |
| AB | 5.30 | 1 | 5.30 | 2.56 | 0.1538 | |
| AC | 0.0095 | 1 | 0.0095 | 0.0046 | 0.9479 | |
| BC | 20.55 | 1 | 20.55 | 9.93 | 0.0161 | |
| A2 | 5.59 | 1 | 5.59 | 2.70 | 0.1442 | |
| B2 | 15.40 | 1 | 15.40 | 7.44 | 0.0295 | |
| C2 | 9.01 | 1 | 9.01 | 4.35 | 0.0754 | |
| Residual | 14.49 | 7 | 2.07 | |||
| Lack of Fit | 11.92 | 5 | 2.38 | 1.85 | 0.3865 | Not significant |
| Pure Error | 2.57 | 2 | 1.29 | |||
| Cor Total | 371.50 | 16 |
| Std.Dev. | 1.44 | R2 | 0.9610 |
|---|---|---|---|
| Mean | 34.91 | Adjusted | 0.9108 |
| C.V. % | 4.12 | Predicted | 0.6925 |
| Factor | Coefficient Estimate | df | Standard Error | 95% CI Low | 95% CI High | VIF |
|---|---|---|---|---|---|---|
| Intercept | 34.40 | 1 | 0.6157 | 32.94 | 35.85 | |
| A-Ratio (X1) | 4.31 | 1 | 0.4550 | 3.23 | 5.38 | 1.0000 |
| B-Size (X2) | −0.7449 | 1 | 0.4550 | −1.82 | 0.3311 | 1.0000 |
| C-Curing time (X3) | 3.40 | 1 | 0.4550 | 2.33 | 4.48 | 1.0000 |
| AB (X1X2) | 0.8136 | 1 | 0.5087 | −0.3894 | 2.02 | 1.0000 |
| AC (X1X3) | −0.0345 | 1 | 0.5087 | −1.24 | 1.17 | 1.0000 |
| BC (X2X3) | −1.60 | 1 | 0.5087 | −2.81 | −0.3999 | 1.0000 |
| A2 | 1.45 | 1 | 0.8791 | −0.6337 | 3.52 | 1.54 |
| B2 | −2.40 | 1 | 0.8791 | −4.48 | −0.3185 | 1.54 |
| C2 | 1.83 | 1 | 0.8791 | −0.2445 | 3.91 | 1.54 |
| Validation Run | Input Parameters | Output | ||
|---|---|---|---|---|
| X1 (Ratio) | X2 (Size) | X3 (Curing Time) | Compressive Strength (MPa) | |
| 1 | 89.46 | 1.08 | 6.99 | 44 |
| 2 | 89.46 | 1.08 | 6.99 | 43 |
| 3 | 89.46 | 1.08 | 6.99 | 45 |
| Response | Predicted Mean | Predicted Median | Std Dev | Std Dev | n | SE Pred | 95% PI Low | Data Mean |
|---|---|---|---|---|---|---|---|---|
| Compressive strength | 45.0117 | 45.0117 | 1.63269 | 1.63269 | 3 | 1.69742 | 40.998 | 44 |
| Optimized Item | Unit | Lower Limit | Upper Limit | Desired Goal |
|---|---|---|---|---|
| Volume | % | 10 | 90 | In range |
| Particle size | mm | 1 | 5 | In range |
| Curing time | day | 1 | 7 | In range |
| Compressive strength | MPa | 26.7794 | 44.162 | Maximum |
| Element Number | Element Symbol | Element Name | Atomic Conc. (%) |
|---|---|---|---|
| 6 | C | Carbon | 72.31 |
| 8 | O | Oxygen | 17.55 |
| 7 | N | Nitrogen | 9.57 |
| 14 | Si | Silicon | 0.20 |
| 13 | Al | Aluminium | 0.12 |
| 11 | Na | Sodium | 0.13 |
| 20 | Ca | Calcium | 0.05 |
| 12 | Mg | Magnesium | 0.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adiyanto, O.; Mohamad, E.; Irianto; Jaafar, R.; Faishal, M.; Rasyid, M.I. Optimization of PET Particle-Reinforced Epoxy Resin Composite for Eco-Brick Application Using the Response Surface Methodology. Sustainability 2023, 15, 4271. https://doi.org/10.3390/su15054271
Adiyanto O, Mohamad E, Irianto, Jaafar R, Faishal M, Rasyid MI. Optimization of PET Particle-Reinforced Epoxy Resin Composite for Eco-Brick Application Using the Response Surface Methodology. Sustainability. 2023; 15(5):4271. https://doi.org/10.3390/su15054271
Chicago/Turabian StyleAdiyanto, Okka, Effendi Mohamad, Irianto, Rosidah Jaafar, Muhammad Faishal, and Muhammad Izzudin Rasyid. 2023. "Optimization of PET Particle-Reinforced Epoxy Resin Composite for Eco-Brick Application Using the Response Surface Methodology" Sustainability 15, no. 5: 4271. https://doi.org/10.3390/su15054271