
Fabrication of Al/Mg/Al Composites via Accumulative Roll Bonding and Their Mechanical Properties


Abstract
:1. Introduction
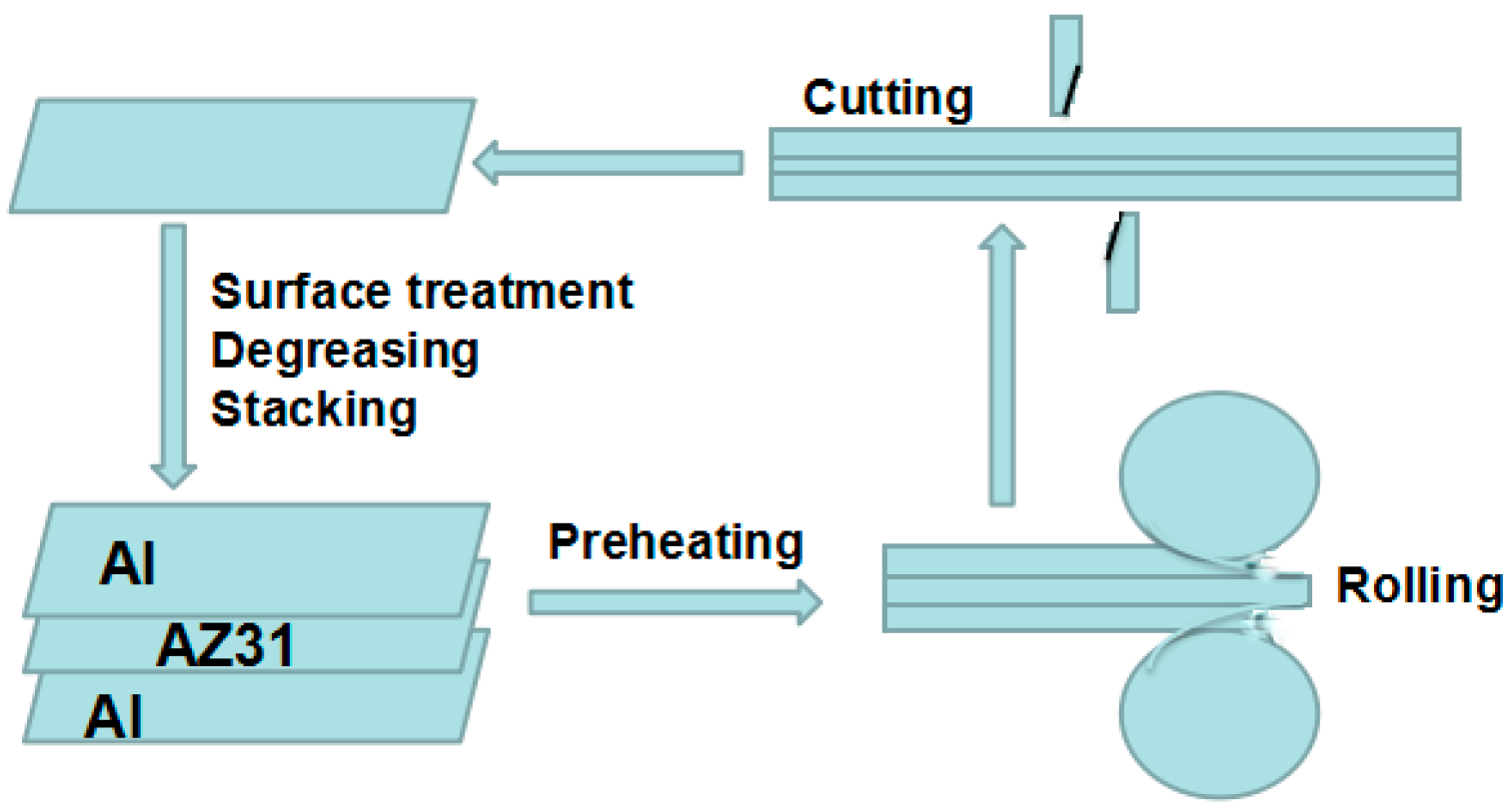
2. Experimental Materials and Procedures
3. Results and Discussion
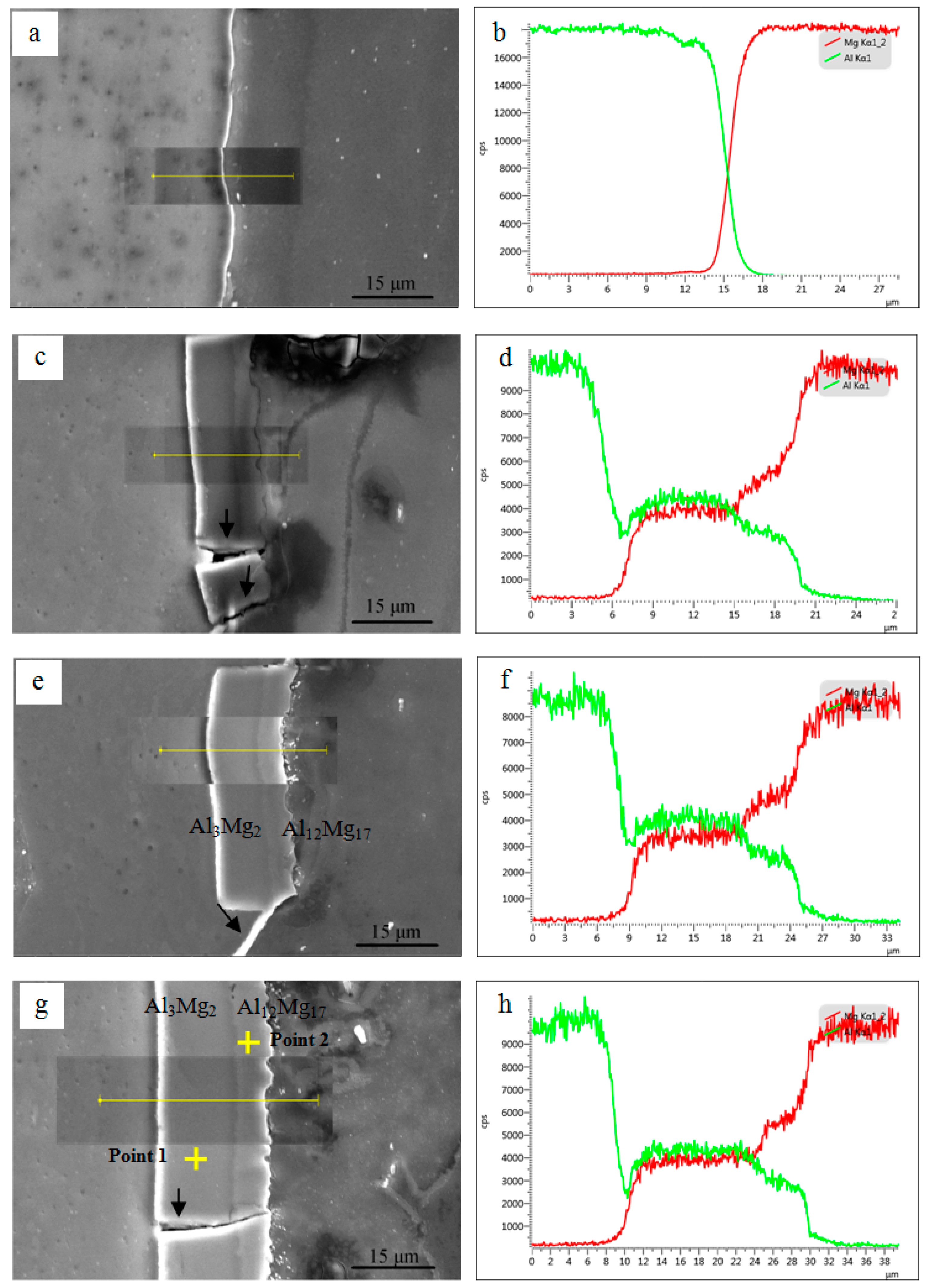
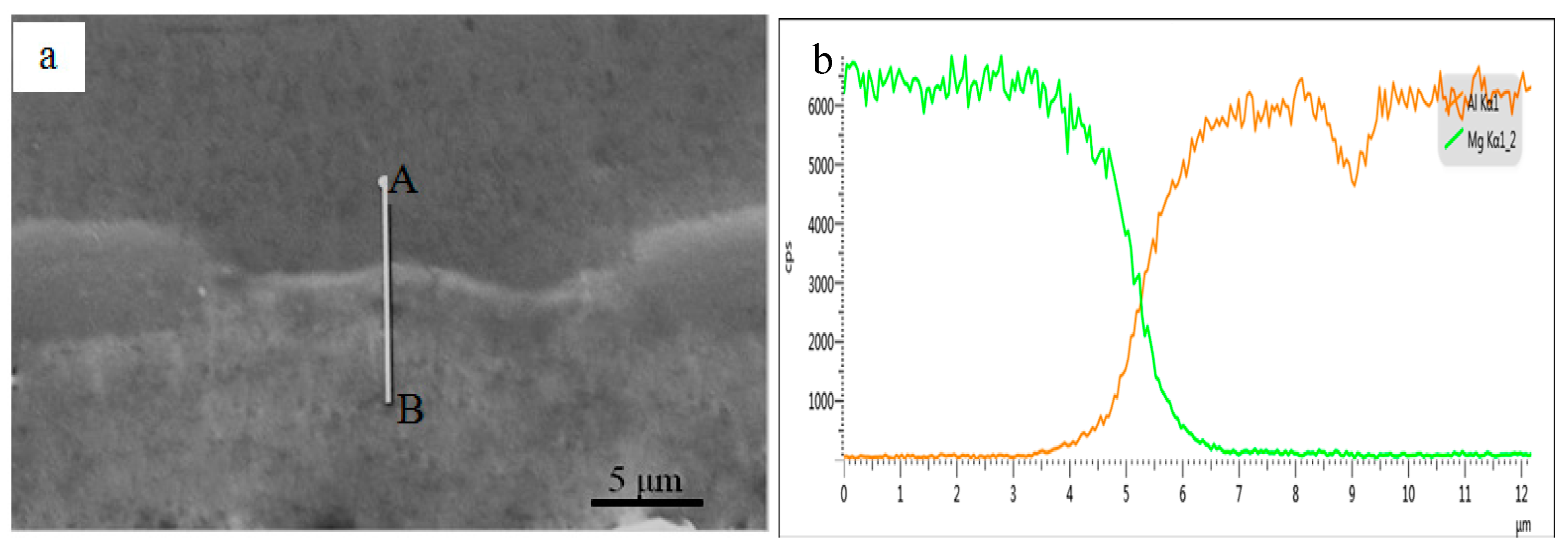
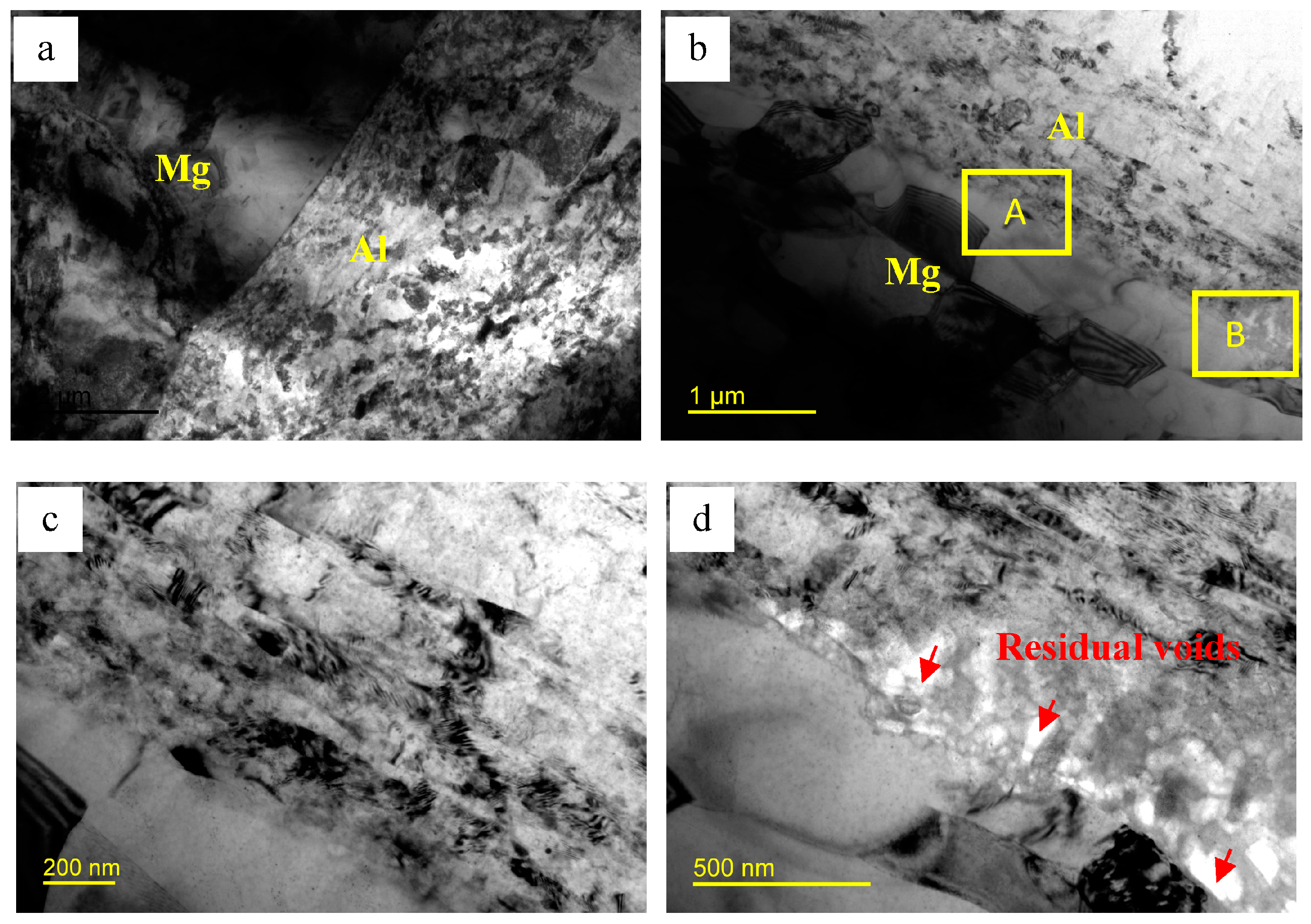
3.1. Interface Microstructure of the Al/Mg/Al Multilayer Composites
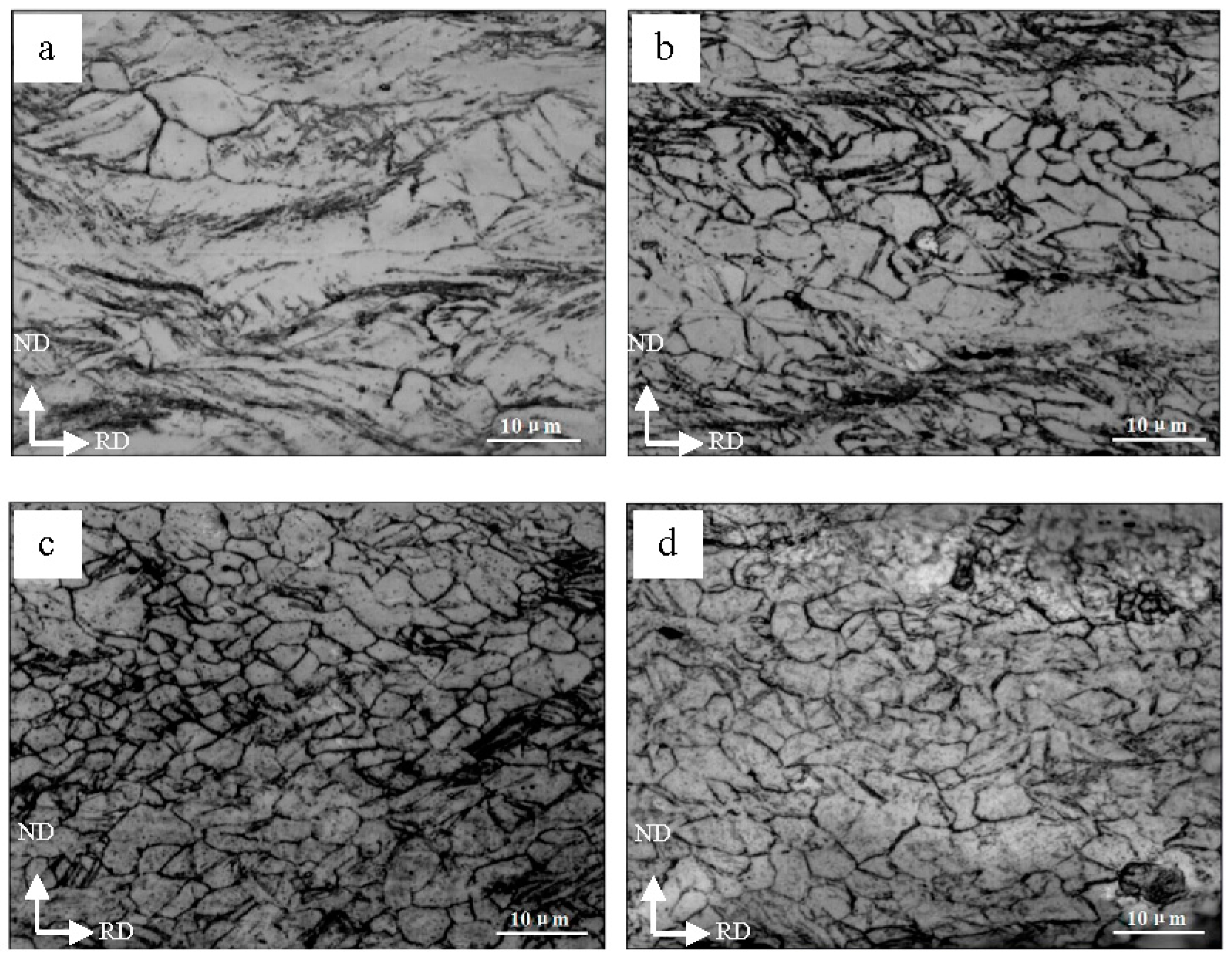
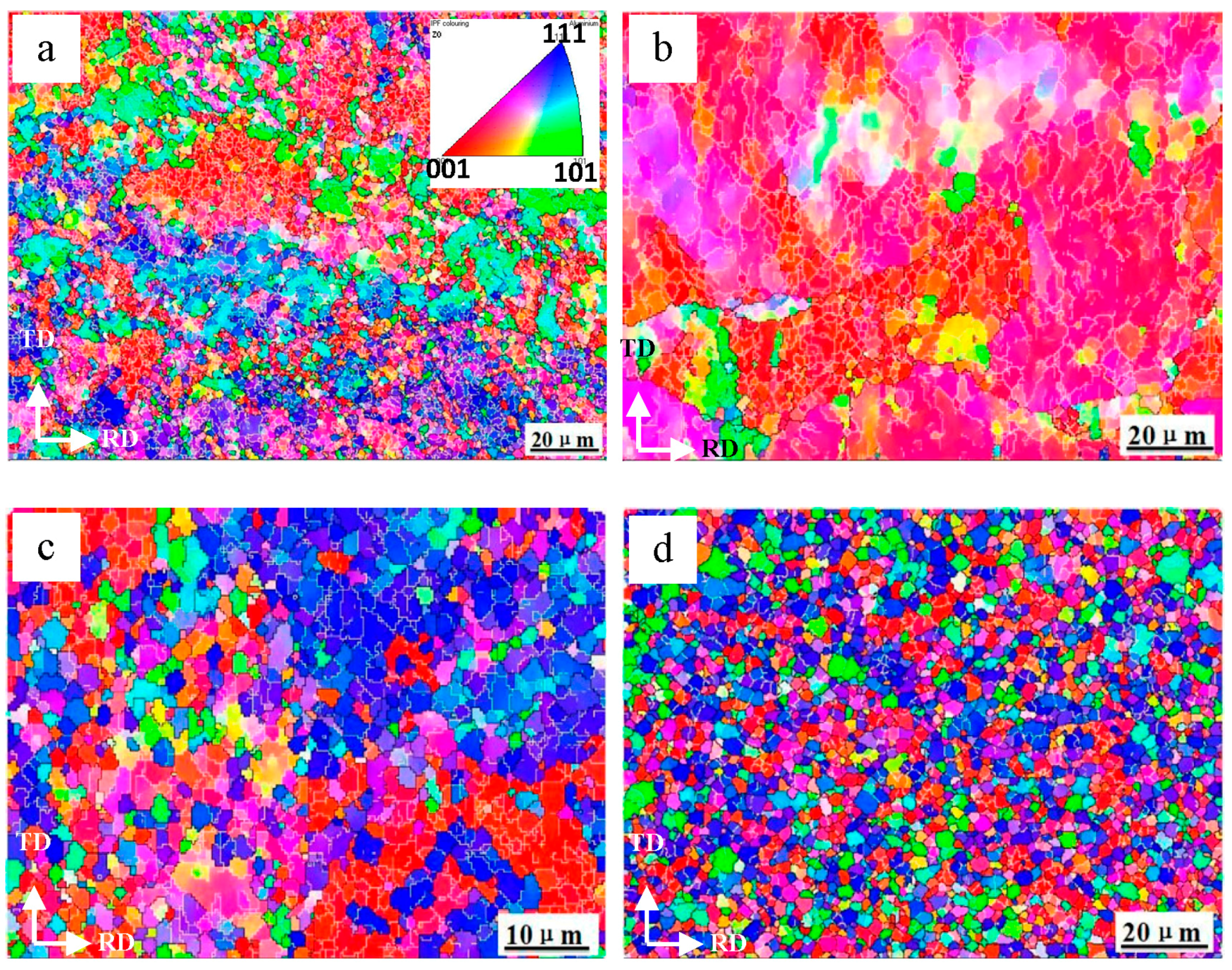
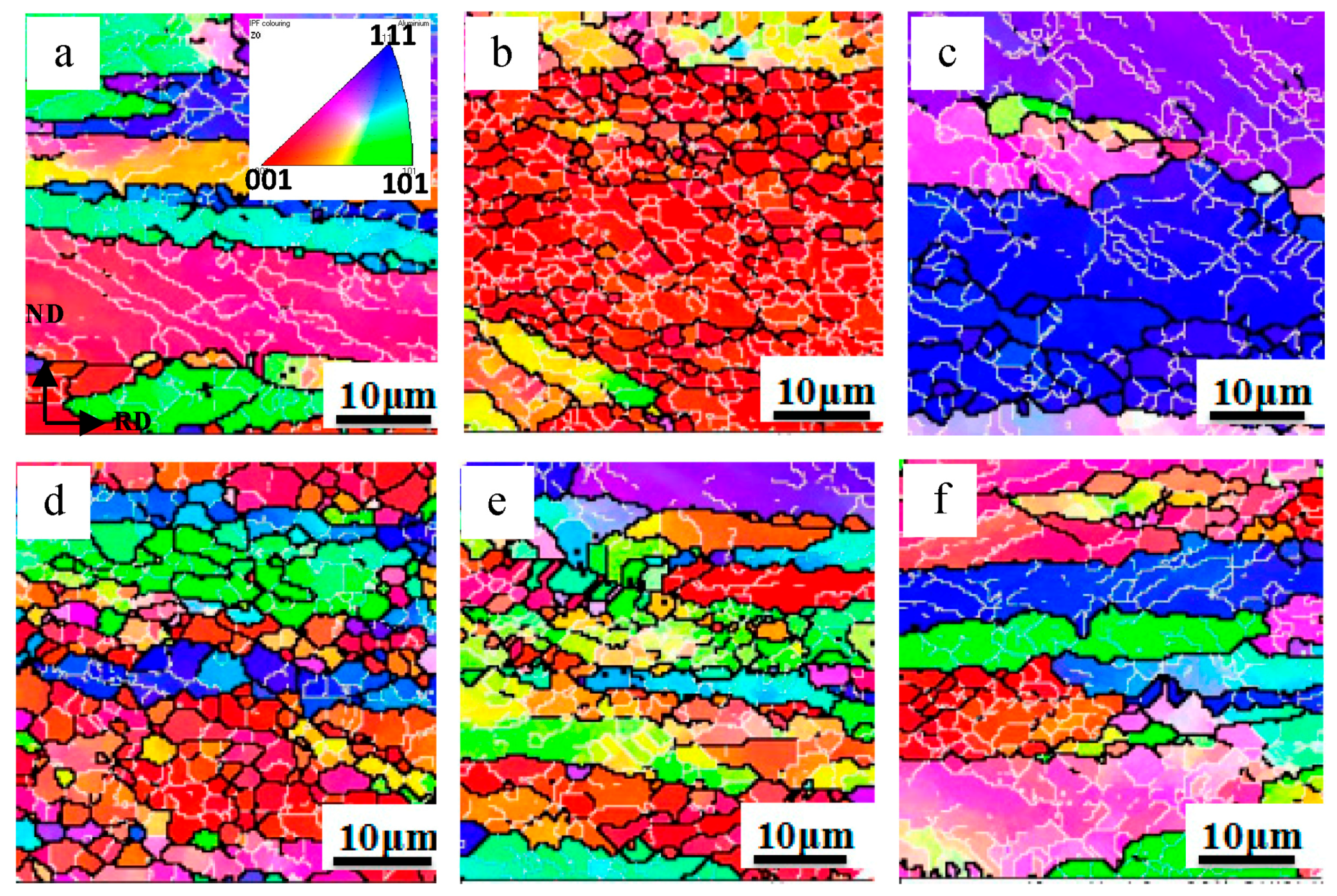
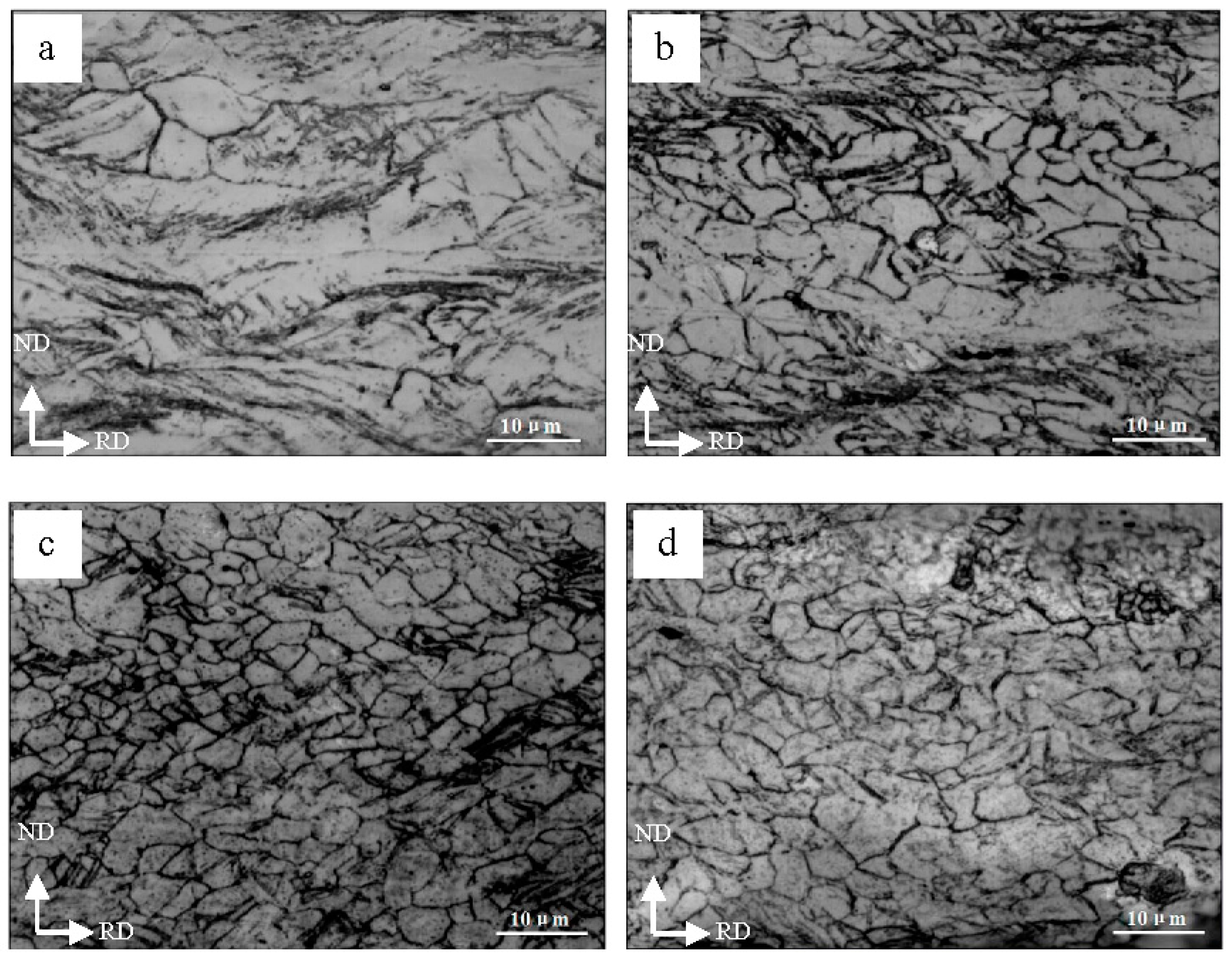
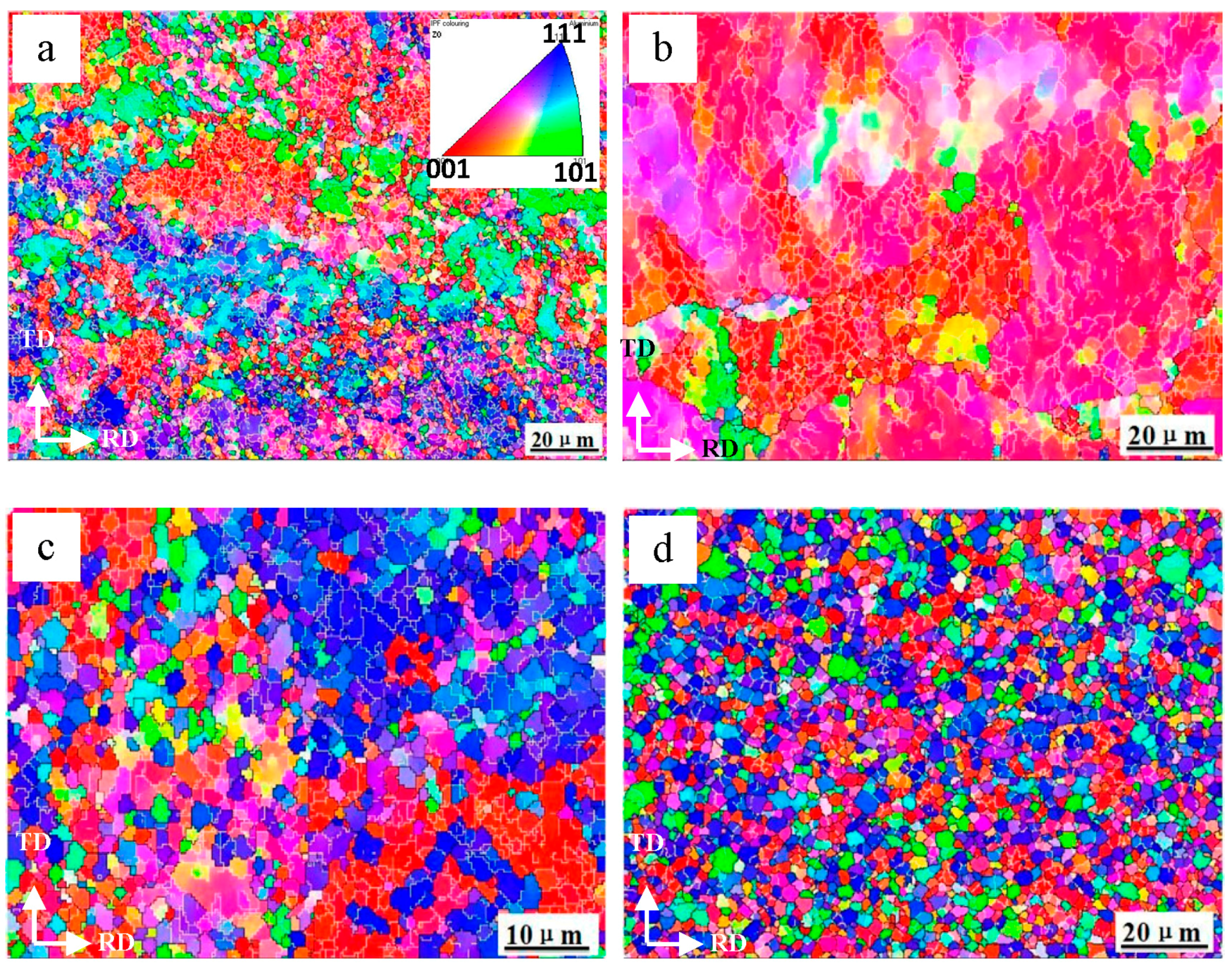
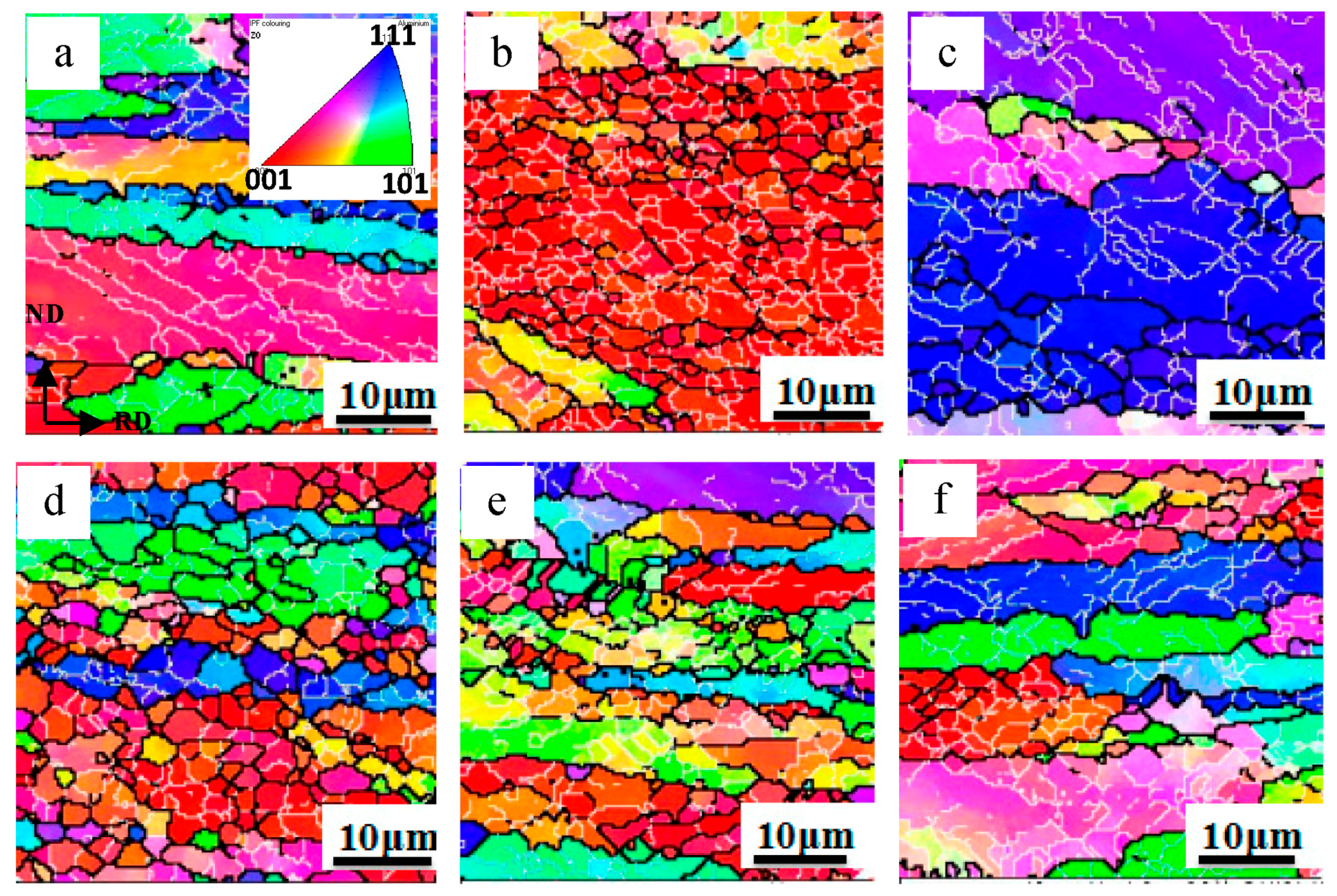
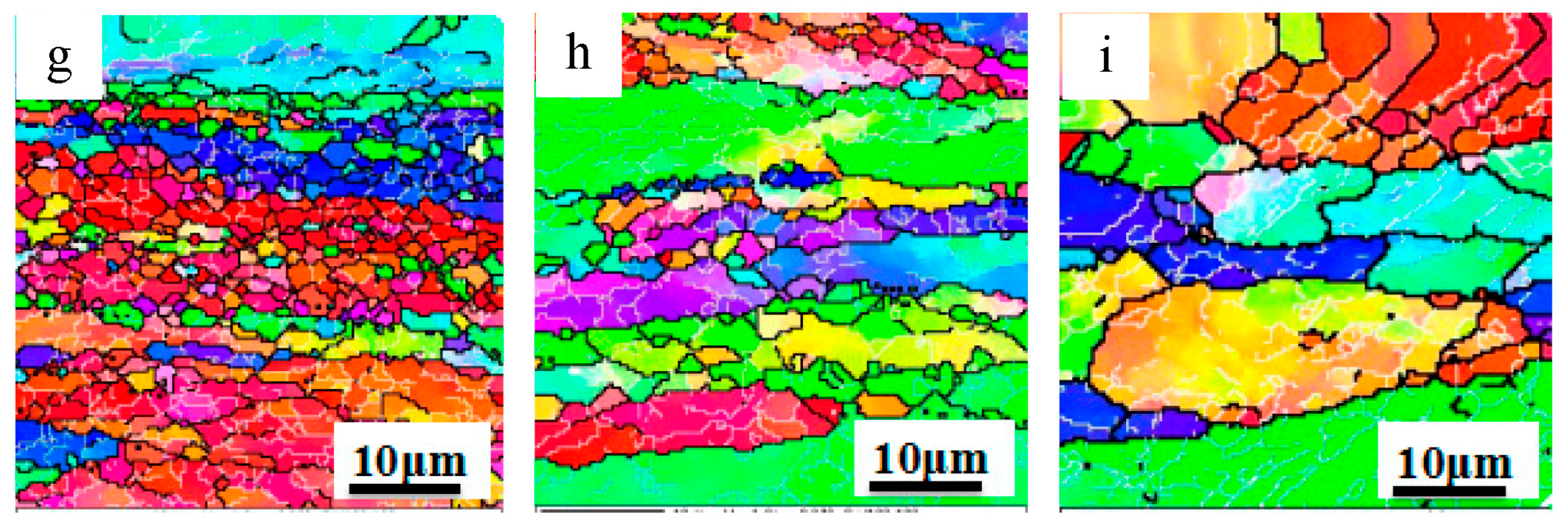
3.2. Grain Structural Evolution of the Al/Mg/Al Multilayer Composites
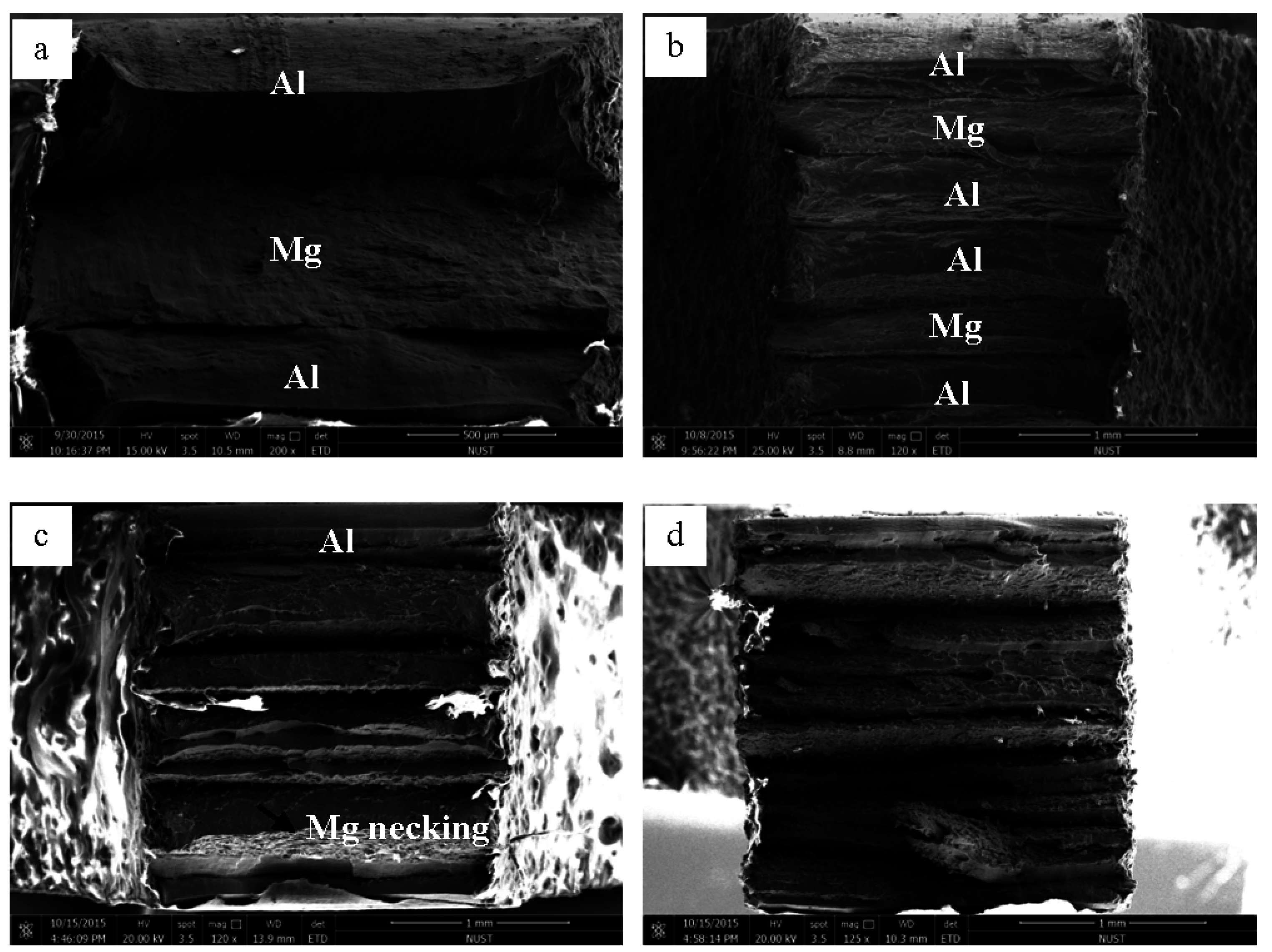
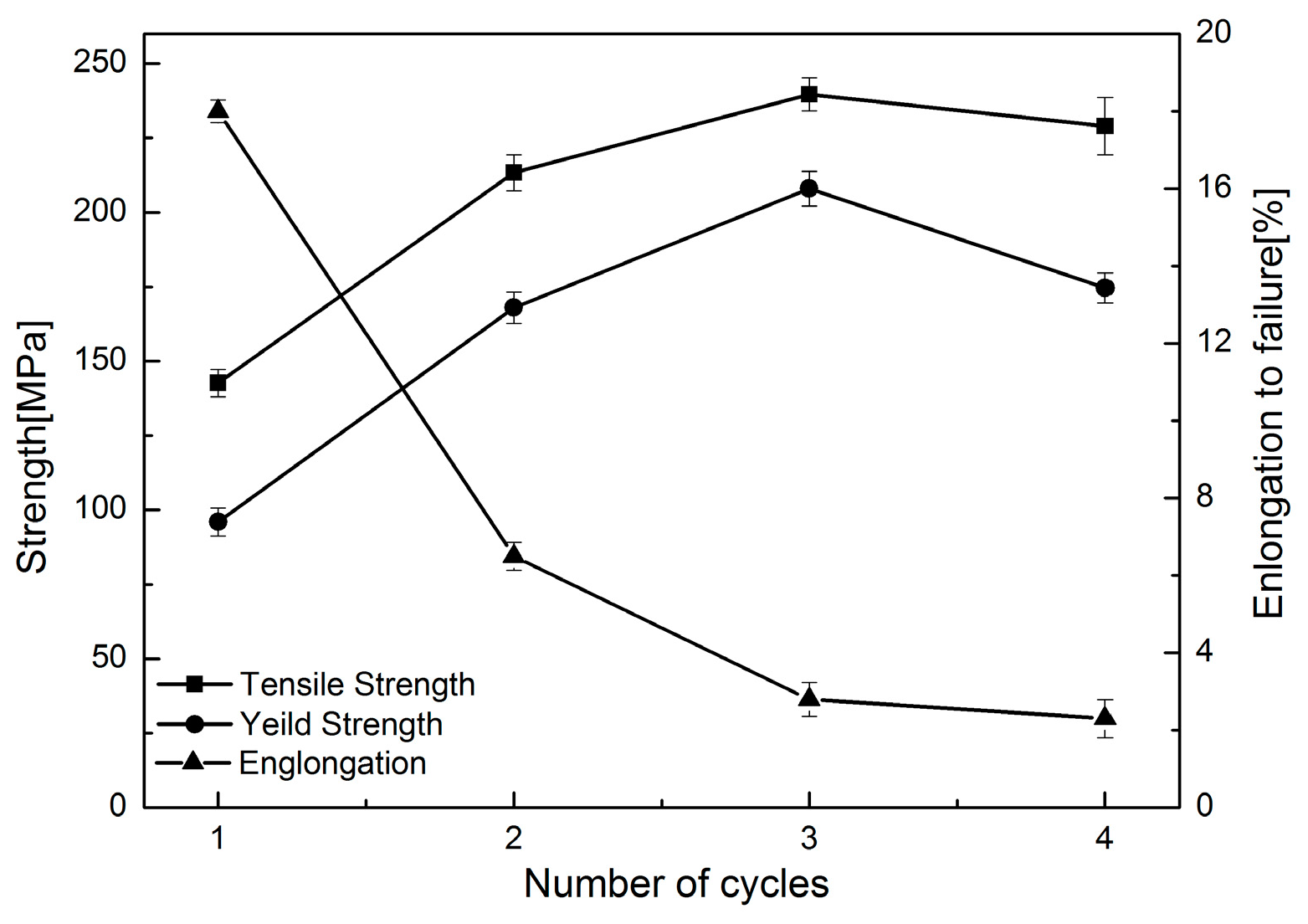
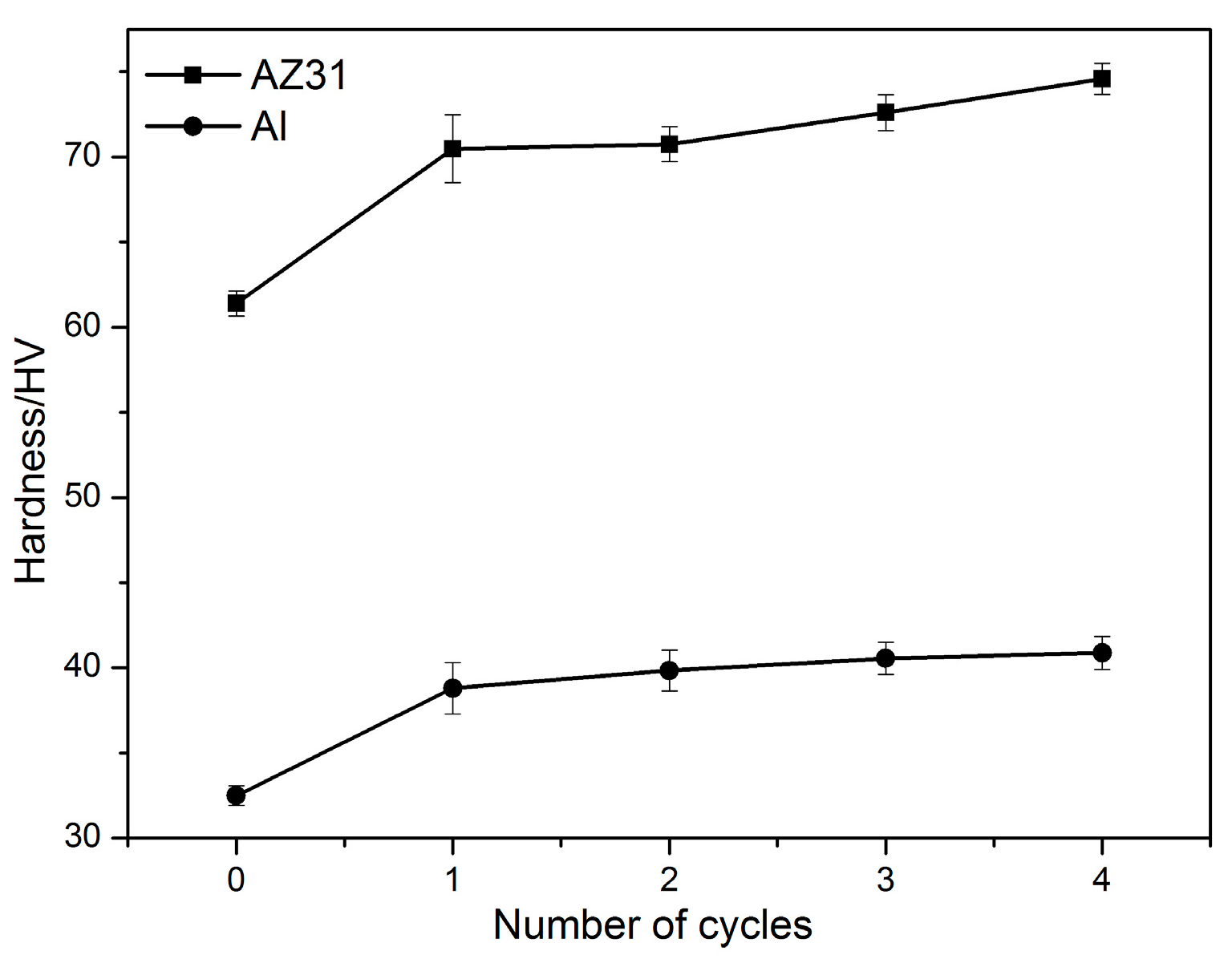
3.3. Mechanical Properties of the Al/Mg/Al Composites
3.4. Discussion
4. Conclusions
- (1)
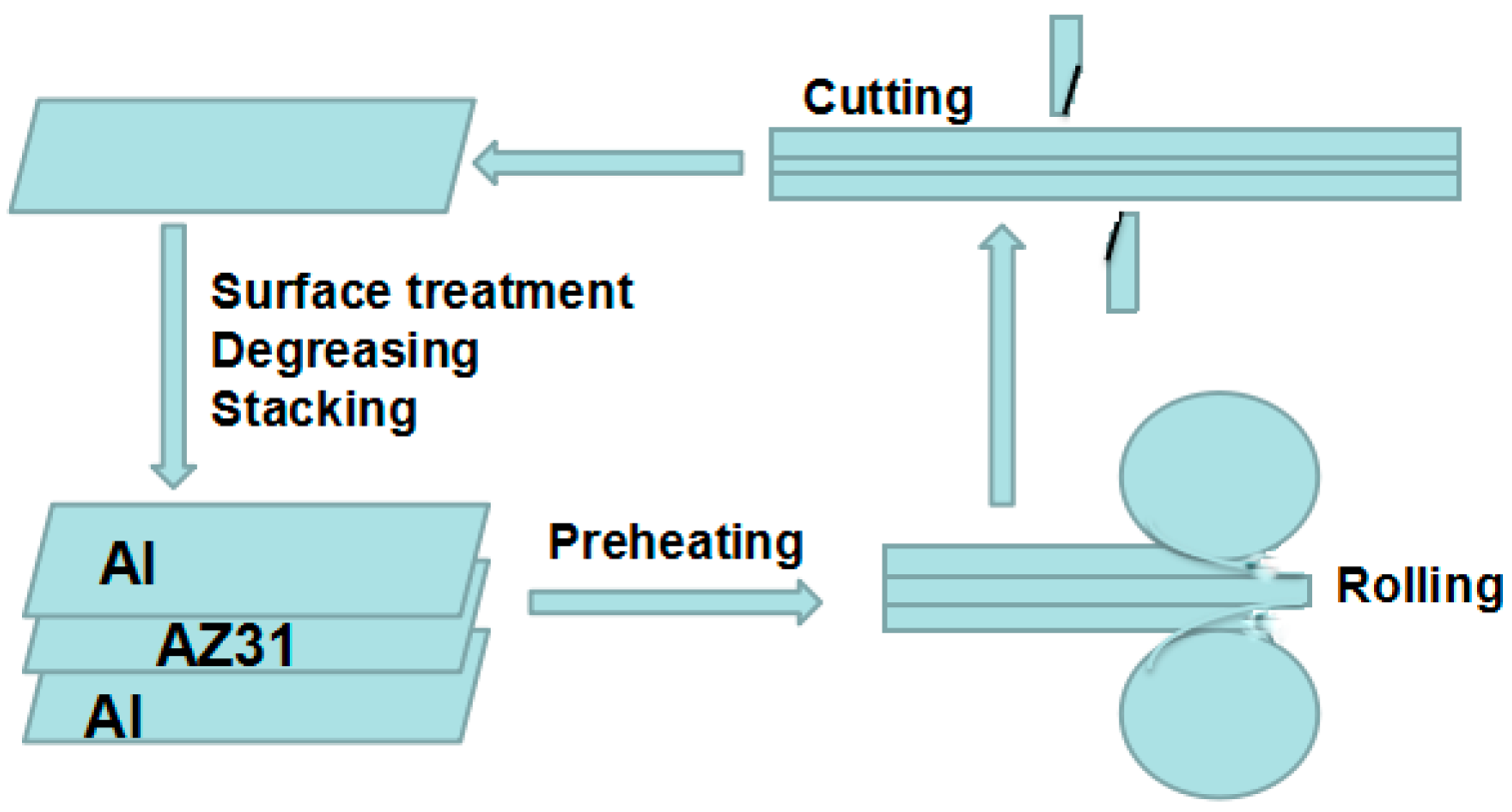
- A kind of Al/Mg/Al multilayered composite was successfully produced using 1060Al and AZ31 plates via an accumulative roll bonding (ARB) process, up to 4 cycles at an elevated temperature (400 °C) in this work.
- (2)
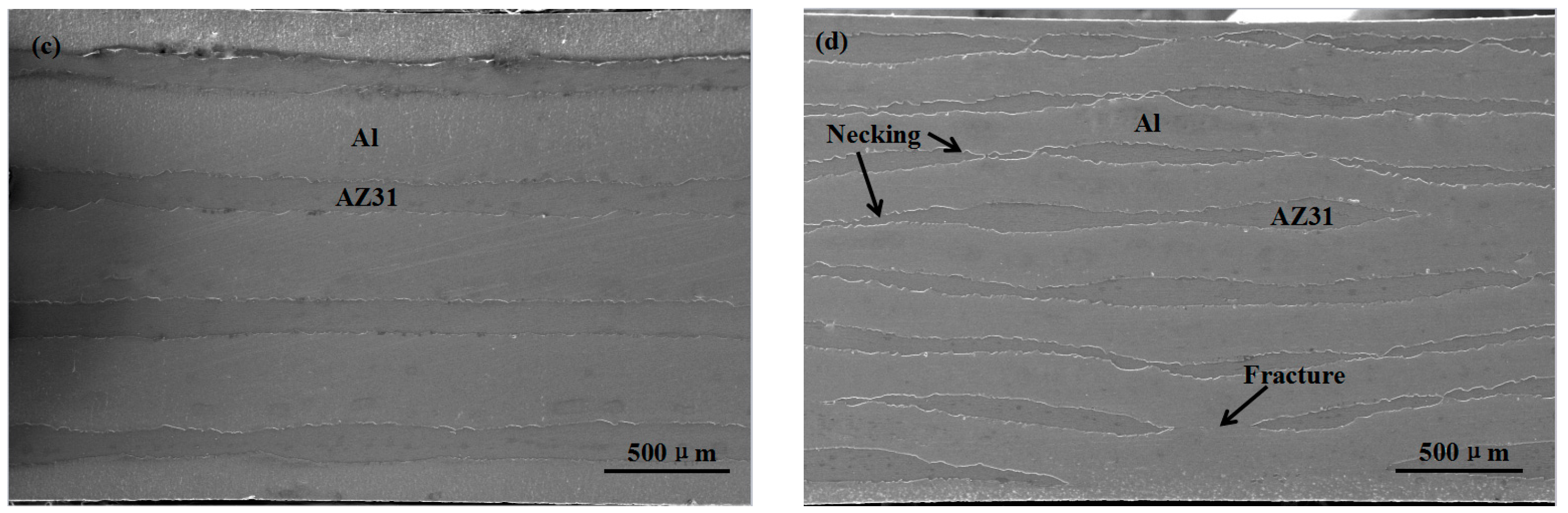
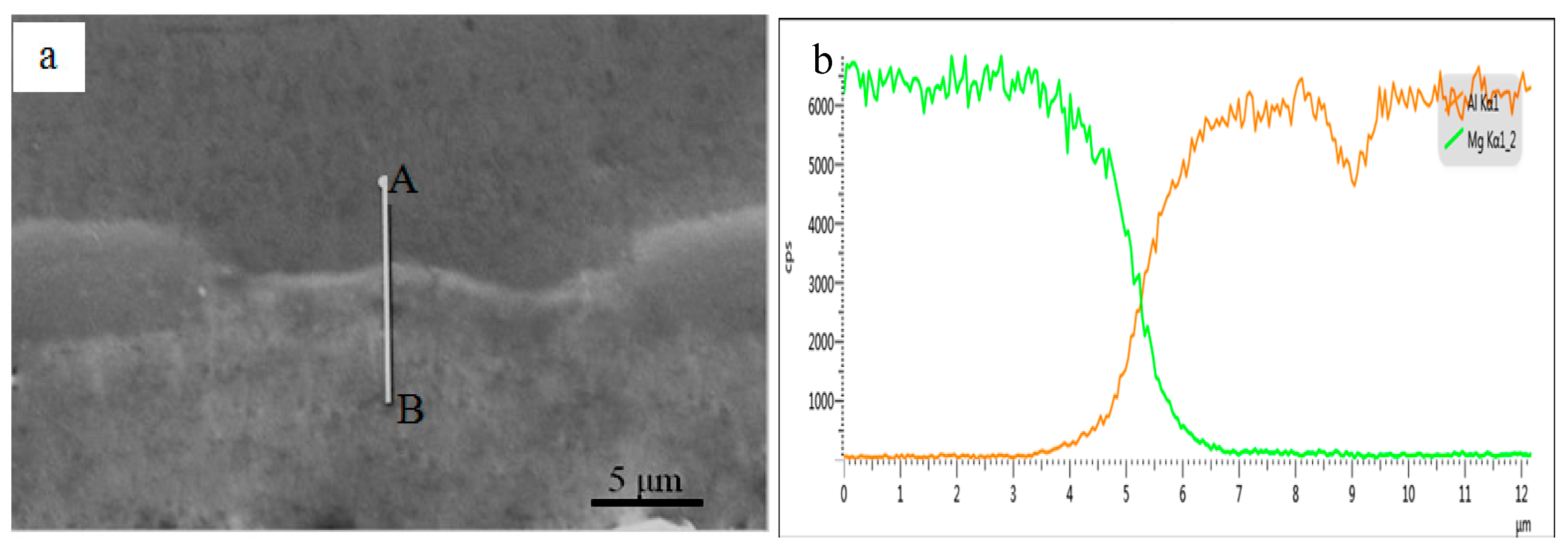
- The Al and Mg layers remained straight till the third ARBed cycle, indicated that the AZ31 alloy exhibited a good ductility under the preheat temperature and co-deformed with the pure Al alloy in the rolling process. However, two layers of intermetallic compounds, Al3Mg2 and Al12 Mg17, formed at the bonding interfaces due to the elevated rolling temperature after two cycles. However, they were broken in the subsequent cycle and the fresh Al and Mg layer bonded together again.
- (3)
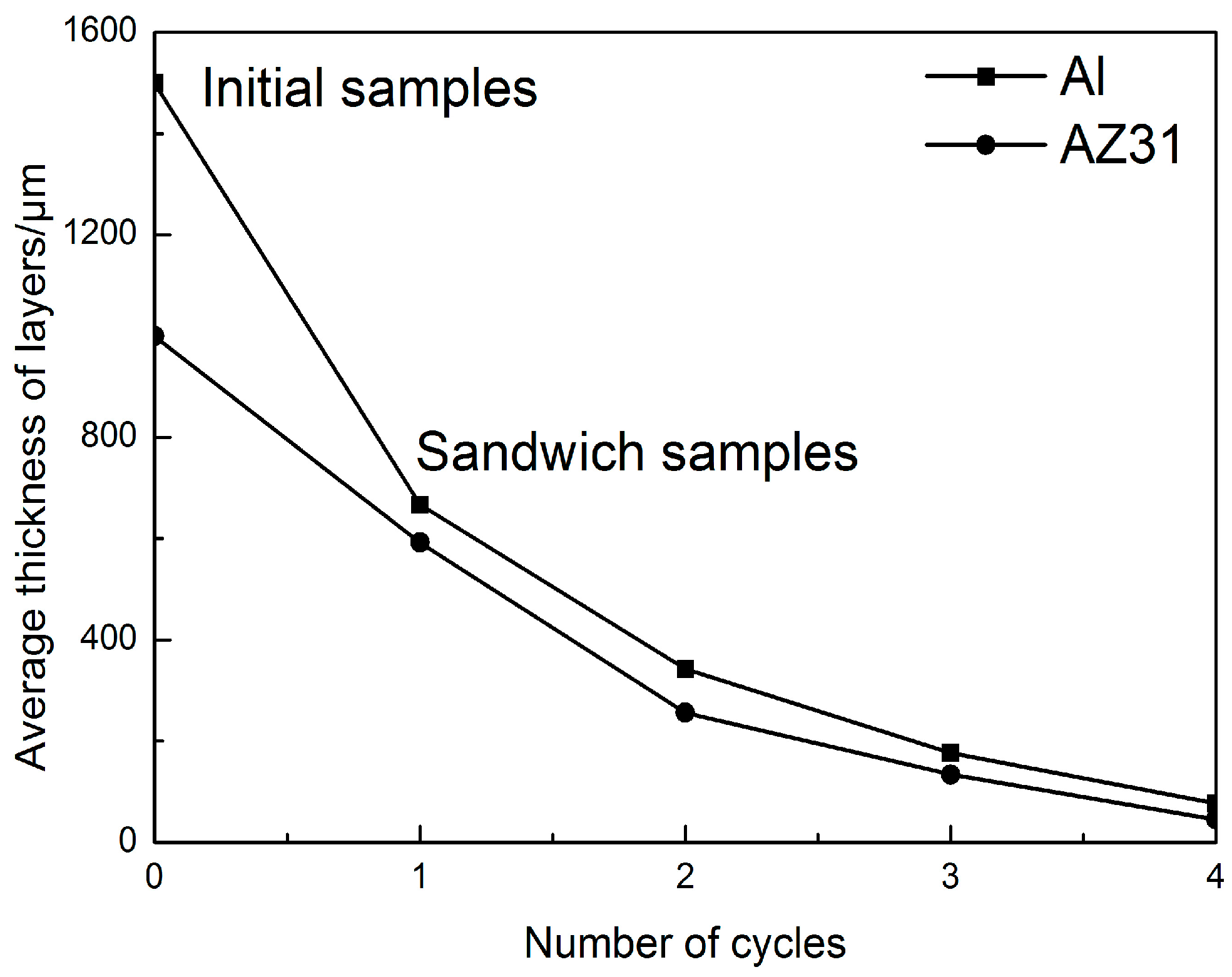
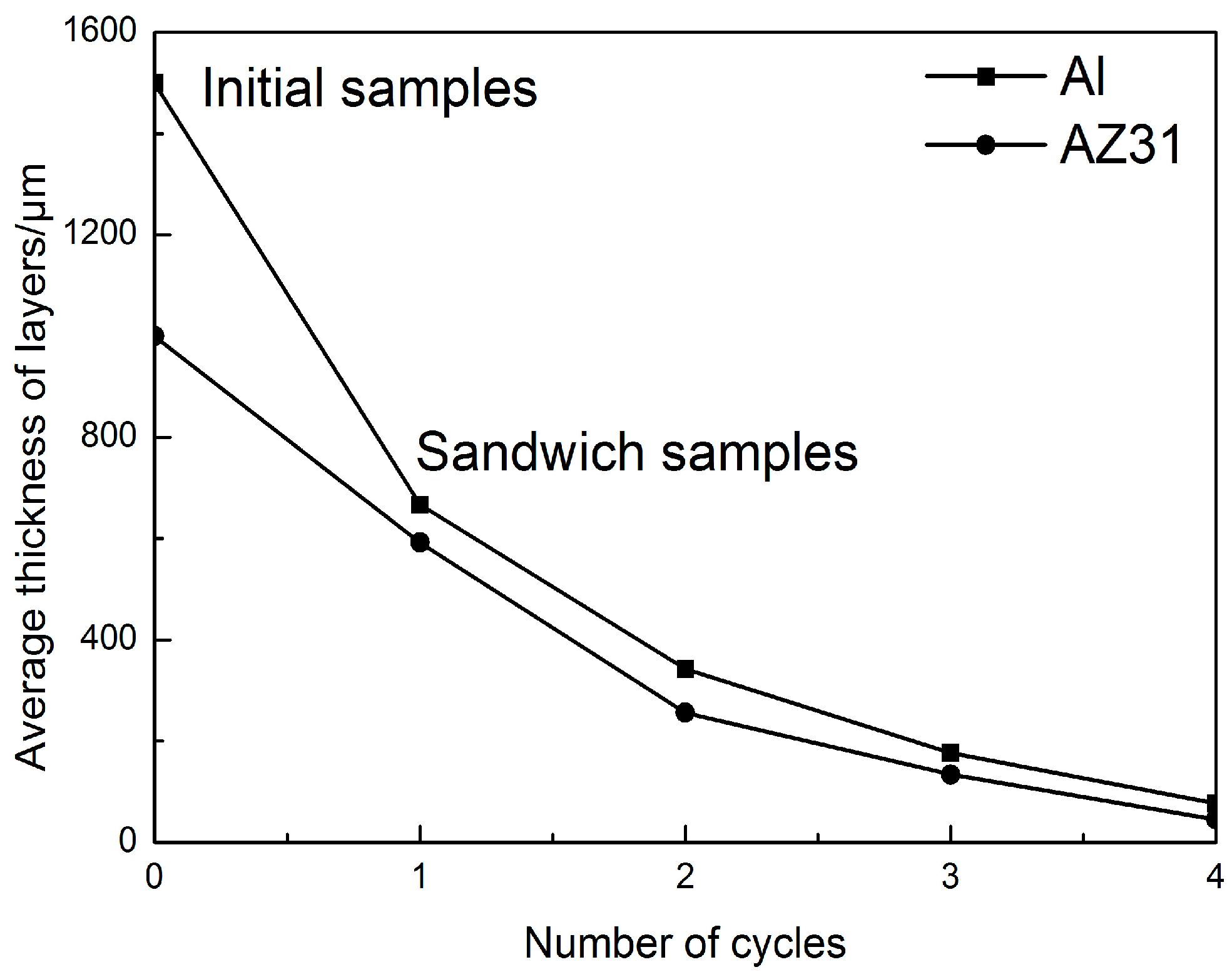
- The grains of Al and Mg layers in the composites were also refined significantly and a homogeneous microstructure was obtained after three ARBed cycles. The average grain sizes of the refined Al and Mg alloys were 2 μm and 2.5 μm, separately.
- (4)
- The UTS and YS of the composites increased to a maximum value at the third cycle and then decreased with a further cycle. The maximum YS and UTS reached 178 MPa and 240 MPa, respectively. The EL shows a similar rule for strength. Based on the fracture morphologies analysis, it is supposed that the intermetallic compound cracking was the main reason for the strength and elongation decrements with increased rolling cycles.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Movchan, B.A.; Lemkey, F.D. Mechanical properties of fine-crystalline two-phase materials. Mater. Sci. Eng. A 1997, 224, 136–145. [Google Scholar]
- Wadsworth, J.; Lesuer, D.R. Ancient and modern laminated composites—From the Great Pyramid of Gizeh to Y2K. Mater. Charact. 2000, 45, 289–313. [Google Scholar] [CrossRef]
- Liu, H.S.; Zhang, B.; Zhang, G.P. Enhanced toughness and fatigue strength of cold roll bonded Cu/Cu laminated composites with mechanical contrast. Scr. Mater. 2011, 65, 891–894. [Google Scholar] [CrossRef]
- McKeown, J.; Misra, A.; Kung, H.; Hoagland, R.G.; Nastasi, M. Microstructures and strength of nanoscale Cu–Ag multilayers. Scr. Mater. 2002, 46, 593–598. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Yu-Zhang, K.; Kilian, L.; Frigério, J.M.; Rivory, J. Interfacial diffusion effect on phase transitions in Al/Mn multilayered thin films. J. Mater. Sci. 2007, 42, 185–190. [Google Scholar] [CrossRef]
- Saito, Y.; Tsuji, N.; Utsunomiya, H.; Sakai, T.; Hong, R.G. Ultra-fine grained bulk aluminum produced by accumulative roll-bonding (ARB) process. Scr. Mater. 1998, 39, 1221–1227. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials—Development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Tsuji, N.; Saito, Y.; Lee, S.H.; Minamino, Y. ARB (Accumulative Roll-Bonding) and other new Techniques to Produce Bulk Ultrafine Grained Materials. Adv. Eng. Mater. 2003, 7, 338–344. [Google Scholar] [CrossRef]
- Li, B.L.; Tsuji, N.; Kamikawa, N. Microstructure homogeneity in various metallic materials heavily deformed by accumulative roll-bonding. Mater. Sci. Eng. A 2006, 423, 331–342. [Google Scholar] [CrossRef]
- Chen, M.C.; Hsieh, C.C.; Wu, W. Microstructural characterization of Al/Mg alloy interdiffusion mechanism during Accumulative Roll Bonding. Met. Mater. Int. 2007, 13, 201–205. [Google Scholar] [CrossRef]
- Ruppert, M.; Böhm, W.; Nguyen, H.; Höppel, H.W.; Merklein, M.; Göken, M. Influence of upscaling accumulative roll bonding on the homogeneity and mechanical properties of AA1050A. J. Mater. Sci. 2013, 48, 8377–8385. [Google Scholar]
- Göken, M.; Höppel, H.W. Tailoring Nanostructured, Graded, and Particle-Reinforced Al Laminates by Accumulative Roll Bonding. Adv. Mater. 2011, 23, 2663–2668. [Google Scholar] [CrossRef] [PubMed]
- Quadir, M.Z.; Al-Buhamad, O.; Bassman, L.; Ferry, M. Development of a recovered/recrystallized multilayered microstructure in Al alloys by accumulative roll bonding. Acta Mater. 2007, 55, 5438–5448. [Google Scholar] [CrossRef]
- Roy, S.; Nataraj, B.R.; Suwas, S.; Kumar, S.; Chattopadhyay, K. Microstructure and texture evolution during accumulative roll bonding of aluminium alloys AA2219/AA5086 composite laminates. J. Mater. Sci. 2012, 47, 6402–6419. [Google Scholar] [CrossRef]
- Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scr. Mater. 2002, 47, 893–899. [Google Scholar] [CrossRef]
- Eizadjou, M.; Talachi, A.K.; Manesh, H.D.; Shahabi, H.S.; Janghorban, K. Investigation of structure and mechanical properties of multi-layered Al/Cu composite produced by accumulative roll bonding (ARB) process. Compos. Sci. Technol. 2008, 68, 2003–2009. [Google Scholar] [CrossRef]
- Ghalandari, L.; Mahdavian, M.M.; Reihanian, M. Microstructure evolution and mechanical properties of Cu/Zn multilayer processed by accumulative roll bonding (ARB). Mater. Sci. Eng. A 2014, 593, 145–152. [Google Scholar] [CrossRef]
- Alizadeh, M.; Paydar, M.H. Fabrication of nanostructure Al/SiCp composite by accumulative roll-bonding (ARB) process. J. Alloys Compd. 2010, 492, 231–235. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. Manufacturing of high-strength aluminum/alumina composite by accumulative roll bonding. Mater. Sci. Eng. A 2010, 527, 4146–4151. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, O. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Plast. 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Prakash, A.; Weygand, S.M.; Riedel, H. Modeling the evolution of texture and grain shape in Mg alloy AZ31 using the crystal plasticity finite element method. Comput. Mater. Sci. 2009, 45, 744–750. [Google Scholar] [CrossRef]
- Gottstein, G.; Al Samann, T. Texture Development in Pure Mg and Mg Alloy AZ31. Mater. Sci. Forum 2005, 495–497, 623–632. [Google Scholar]
- Zhang, X.P.; Castagne, S.; Yang, T.H.; Gu, C.F.; Wang, J.T. Entrance analysis of 7075 Al/Mg–Gd–Y–Zr/7075 Al laminated composite prepared by hot rolling and its mechanical properties. Mater. Des. 2011, 32, 1152–1158. [Google Scholar] [CrossRef]
- Luo, C.Z.; Liang, W.; Chen, Z.Q.; Zhang, J.J.; Chi, C.Z.; Yang, F.Q. Effect of high temperature annealing and subsequent hot rolling on microstructural evolution at the bond-interface of Al/Mg/Al alloy laminated composites. Mater. Charact. 2013, 84, 34–40. [Google Scholar] [CrossRef]
- Lee, K.S.; Kim, J.S.; Jo, Y.M.; Lee, S.E.; Heo, J.; Chang, Y.W.; Lee, Y.S. Interface-correlated deformation behavior of a stainless steel-Al–Mg 3-ply composite. Mater. Charact. 2013, 75, 138–149. [Google Scholar] [CrossRef]
- Liu, C.Y.; Wang, Q.; Jia, Y.Z.; Jing, R.; Zhang, B.; Ma, M.Z.; Liu, R.P. Microstructures and mechanical properties of Mg/Mg and Mg/Al/Mg laminated composites prepared via warm roll bonding. Mater. Sci. Eng. A 2012, 556, 1–8. [Google Scholar] [CrossRef]
- Li, C.; Chi, C.Z.; Lin, P.; Zhang, H.; Liang, W. Deformation behavior and interface microstructure evolution of Al/Mg/Al multilayer composite sheets during deep drawing. Mater. Des. 2015, 77, 15–24. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Mater. 1982, 30, 1909–191. [Google Scholar] [CrossRef]
- Wang, M.Y.; Xin, R.L.; Wang, B.H.; Liu, Q. Effect of initial texture on dynamic recrystallization of AZ31 Mg alloy during hot rolling. Mater. Sci. Eng. A 2011, 528, 2941–2951. [Google Scholar]
- Del Valle, J.A.; Pérez-Prado, M.T.; Ruano, O.A. Accumulative roll bonding of a Mg-based AZ61 alloy. Mater. Sci. Eng. A 2005, 410, 353–357. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.C.; Juul Jensen, D.; Morris, J.G. Effect of grain orientation on microstructures during hot deformation of AA 3104 aluminium alloy by plane strain compression. Acta Mater. 2001, 49, 3347–3367. [Google Scholar] [CrossRef]
- Semiatin, S.; Piehler, H. Formability of sandwich sheet materials in plane strain compression and rolling. Metall. Trans. A 1979, 10, 97–107. [Google Scholar] [CrossRef]
- Bordeaux, F.; Yavari, R. Multiple necking and deformation behaviour of multilayer composites prepared by cold rolling. Z. Met. Kd. 1990, 81, 130–135. [Google Scholar]
- Inal, K.; Wu, P.D.; Neale, K.N. Instability and localized deformation in polycrystalline solids under plane-strain tension. Int. J. Solids Struct. 2002, 39, 983–1002. [Google Scholar]
- Min, G.H.; Lee, J.M.; Kang, S.B.; Kim, H.W. Evolution of microstructure for multilayered Al/Ni composites by accumulative roll bonding process. Mater. Lett. 2006, 60, 3255–3259. [Google Scholar] [CrossRef]
- Lee, S.H.; Saito, Y.; Tsuji, N.; Utsunomiya, H.; Sakai, T. Role of shear strain in ultragrain refinement by accumulative roll-bonding (ARB) process. Scr. Mater. 2002, 46, 281–285. [Google Scholar] [CrossRef]
- Inoue, T.; Tsuji, N. Quantification of strain in accumulative roll-bonding under unlubricated condition by finite element analysis. Comput. Mater. Sci. 2009, 46, 261–266. [Google Scholar] [CrossRef]
- Prakash, A.; Nöhring, W.G.; Lebensohn, R.A.; Höppel, H.W.; Bitzek, E. A multiscal simulation framework of the accumulative roll bonding process accounting for texture evolution. Mater. Sci. Eng. A 2015, 631, 104–119. [Google Scholar] [CrossRef]
- Eizadjou, M.; Manesh, H.D.; Janghorban, K. Microstructure and mechanical properties of ultra-fine grains (UFGs) aluminum strips produced by ARB process. J. Alloys Compd. 2009, 474, 406–415. [Google Scholar] [CrossRef]
- Chen, M.C.; Hsieh, H.C.; Wu, W. The evolution of microstructures and mechanical properties during accumulative roll bonding of Al/Mg composite. J. Alloys Compd. 2006, 416, 169–172. [Google Scholar] [CrossRef]
- Mozaffari, A.; Danesh Manesh, H.; Janghorban, K. Evaluation of mechanical properties and structure of multilayered Al/Ni composites produced by accumulative roll bonding (ARB) process. J. Alloys Compd. 2010, 489, 103–109. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mn | Si | Cu | Fe | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| Content (wt %) | 2.94 | 0.9 | 0.23 | 0.01 | 0.01 | 0.003 | 0.00053 | Bal. |
| Element | Al K | Mg K | ||
|---|---|---|---|---|
| Weight % | Atomic % | Weight % | Atomic % | |
| Point 1 | 47.6 | 61.1 | 52.4 | 38.9 |
| Point 2 | 40.8 | 38.3 | 59.2 | 61.7 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nie, J.; Liu, M.; Wang, F.; Zhao, Y.; Li, Y.; Cao, Y.; Zhu, Y. Fabrication of Al/Mg/Al Composites via Accumulative Roll Bonding and Their Mechanical Properties. Materials 2016, 9, 951. https://doi.org/10.3390/ma9110951
Nie J, Liu M, Wang F, Zhao Y, Li Y, Cao Y, Zhu Y. Fabrication of Al/Mg/Al Composites via Accumulative Roll Bonding and Their Mechanical Properties. Materials. 2016; 9(11):951. https://doi.org/10.3390/ma9110951
Chicago/Turabian StyleNie, Jinfeng, Mingxing Liu, Fang Wang, Yonghao Zhao, Yusheng Li, Yang Cao, and Yuntian Zhu. 2016. "Fabrication of Al/Mg/Al Composites via Accumulative Roll Bonding and Their Mechanical Properties" Materials 9, no. 11: 951. https://doi.org/10.3390/ma9110951
APA StyleNie, J., Liu, M., Wang, F., Zhao, Y., Li, Y., Cao, Y., & Zhu, Y. (2016). Fabrication of Al/Mg/Al Composites via Accumulative Roll Bonding and Their Mechanical Properties. Materials, 9(11), 951. https://doi.org/10.3390/ma9110951