
Inkjet Printing of Functional Materials for Optical and Photonic Applications


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. The Physics of Inkjet Printing: Drop Formation, Deposition and Fixation
2.1. Drop Formation
2.2. Drop Deposition on the Substrate and Ink Fixation
3. Inkjet Printing for Micro-Optics and Integrated Optics Fabrication
4. Inkjet Printing of Light Emitting Devices
5. Inkjet Printing of Other Flat Panel Displays Beyond OLEDs
6. Inkjet Printing of Organic Photovoltaics
7. Inkjet Printing of Self-Organizing Materials: Liquid Crystals and Colloidal Crystals
8. Summary and Conclusions
Acknowledgments
Conflicts of Interest
References
- Winckler, P.A. Reader in the History of Books and Printing; Greenwood Publishing Group; Information Handling Services: Englewood, CO, USA, 1983; Volume 26. [Google Scholar]
- Singh, M.; Haverinen, H.M.; Dhagat, P.; Jabbour, G.E. Inkjet Printing-Process and Its Applications. Adv. Mater. 2010, 22, 673–685. [Google Scholar] [CrossRef] [PubMed]
- Hutchings, I.M.; Martin, G.D. Inkjet Technology for Digital Fabrication; Wiley: Chichester, UK, 2013. [Google Scholar]
- Tekin, E.; Smith, P.J.; Schubert, U.S. Inkjet printing as a deposition and patterning tool for polymers and inorganic particles. Soft Matter 2008, 4, 703–713. [Google Scholar] [CrossRef]
- Clemens, W.; Lupo, D.; Hecker, K.; Breitung, S. Roadmap for Organic and Printed Electronics, 6th ed.; Hecker, K., Ed.; VDMA—The German Engineering Federation: Frankfurt am Main, Germany, 2015; Available online: www.oe-a.org/roadmap (accessed on 4 August 2016).
- Basaran, O.A.; Gao, H.; Bhat, P.P. Nonstandard Inkjets. Annu. Rev. Fluid Mech. 2013, 45, 85–113. [Google Scholar] [CrossRef]
- Derby, B. Inkjet Printing of Functional and Structural Materials: Fluid Property Requirements, Feature Stability, and Resolution. Annu. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Derby, B. Inkjet printing ceramics: From drops to solid. J. Eur. Ceram. Soc. 2011, 31, 2543–2550. [Google Scholar] [CrossRef]
- Wijshoff, H. The dynamics of the piezo inkjet printhead operation. Phys. Rep. 2010, 491, 77–177. [Google Scholar] [CrossRef]
- Hoath, S.D. (Ed.) Fundamentals of Inkjet Printing: The Science of Inkjet and Droplets; Wiley-VCH Verlag GmbH & Co.: Weinheim, Germany, 2016.
- Bogy, D.B.; Talke, F.E. Experimental and theoretical study of wave propagation phenomena in drop-on-demand ink jet devices. IBM J. Res. Dev. 1984, 28, 314–321. [Google Scholar] [CrossRef]
- Reis, N.; Ainsley, C.; Derby, B. Ink-jet delivery of particle suspensions by piezoelectric droplet ejectors. J. Appl. Phys. 2005, 97, 094903. [Google Scholar] [CrossRef]
- Wu, H.-C.; Shan, T.-R.; Hwang, W.-S.; Lin, H.-J. Study of micro-droplet behavior for a piezoelectric inkjet printing device using a single pulse voltage pattern. Mater. Trans. 2004, 45, 1794–1801. [Google Scholar] [CrossRef]
- Kwon, K.-S. Experimental analysis of waveform effects on satellite and ligament behavior via in situ measurement of the drop-on-demand drop formation curve and the instantaneous jetting speed curve. J. Micromech. Microeng. 2010, 20, 115005. [Google Scholar] [CrossRef]
- Reis, N.; Derby, B. Ink jet deposition of ceramic suspensions: Modeling and experiments of droplet formation. MRS Proc. 2000, 625, 117. [Google Scholar] [CrossRef]
- Seerden, K.A.; Reis, N.; Evans, J.R.; Grant, P.S.; Halloran, J.W.; Derby, B. Ink-jet printing of wax-based alumina suspensions. J. Eur. Ceram. Soc. 2001, 84, 2514–2520. [Google Scholar] [CrossRef]
- Ainsley, C.; Reis, N.; Derby, B. Freeform fabrication by controlled droplet deposition of powder filled melts. J. Mater. Sci. 2002, 37, 3155–3161. [Google Scholar] [CrossRef]
- Clasen, C.; Phillips, P.M.; Palangetic, L.; Vermant, A.J. Dispensing of rheologically complex fluids: The map of misery. AIChE J. 2011, 58, 3242–3255. [Google Scholar] [CrossRef]
- Day, R.F.; Hinch, E.J.; Lister, J.R. Self-similar capillary pinchoff of an inviscid fluid. Phys. Rev. Lett. 1998, 80, 704–707. [Google Scholar] [CrossRef]
- McKinley, G.H.; Renardy, M. Wolfgang von Ohnesorge. Phys. Fluids 2011, 23, 127101. [Google Scholar] [CrossRef]
- Derby, B.; Reis, N.; Seerden, K.; Grant, P.S.; Evans, J. Freeform fabrication of ceramics by hot-melt ink-jet printing. MRS Proc. 2000, 625, 195. [Google Scholar] [CrossRef]
- Jang, D.; Kim, D.; Moon, J. Influence of Fluid Physical Properties on Ink-Jet Printability. Langmuir 2009, 25, 2629–2635. [Google Scholar] [CrossRef] [PubMed]
- Duineveld, P.C.; de Kok, M.M.; Buechel, M.; Sempel, A.; Mutsaers, K.A.; van de Weijer, P.; Camps, I.G.; van de Biggelaar, T.; Rubingh, J.-E.J.; Haskal, E.I. Ink-jet printing of polymer light-emitting devices. Proc. SPIE 2002, 4464, 59–67. [Google Scholar]
- Stow, C.D.; Hadfield, M.G. An experimental investigation of fluid flow resulting from the impact of a water drop with an unyielding dry surface. Proc. R. Soc. Lond. A Math. Phys. Eng. Sci. 1981, 373, 419–441. [Google Scholar] [CrossRef]
- Bhola, R.; Chandra, S. Parameters controlling solidification of molten wax droplets falling on a solid surface. J. Mater. Sci. 1999, 34, 4883–4894. [Google Scholar] [CrossRef]
- Meyer, J.D.; Bazilevsky, A.V.; Rozhkov, A.N. Effects of polymeric additives on thermal ink jets. In Proceedings of the IS&T’s NIP 13: International Conference on Digital Printing Technologies, Society for Imaging Science and Technology, Seattle, WA, USA, 2–7 November 1997; pp. 675–680.
- Hoath, S.D.; Hutchings, I.M.; Martin, G.D.; Tuladhar, T.R.; Mackley, M.R.; Vadillo, D. Links Between Ink Rheology, Drop-on-Demand Jet Formation, and Printability. J. Imaging Sci. Technol. 2009, 53, 041208. [Google Scholar] [CrossRef]
- Hoath, S.D.; Vadillo, D.C.; Harlen, O.G.; McIlroy, C.; Morrison, N.F.; Hsiao, W.-K.; Tuladhar, T.R.; Jung, S.; Martin, G.D.; Hutchings, I.M. Inkjet printing of weakly elastic polymer solutions. J. Non-Newton. Fluid Mech. 2014, 205, 1–10. [Google Scholar] [CrossRef]
- Herran, C.L.; Coutris, N. Drop-on-demand for aqueous solutions of sodium alginate. Exp. Fluids 2013, 54, 1–25. [Google Scholar] [CrossRef]
- Fromm, J.E. Numerical calculation of the fluid dynamics of drop-on-demand jets. IBM J. Res. Dev. 1984, 28, 322–333. [Google Scholar] [CrossRef]
- Dong, H.; Carr, W.W.; Morris, J.F. An experimental study of drop-on-demand drop formation. Phys. Fluids 2006, 18, 072102. [Google Scholar] [CrossRef]
- Chen, A.U.; Basaran, O.A. A new method for significantly reducing drop radius without reducing nozzle radius in drop-on-demand drop production. Phys. Fluids 2002, 14, L1–L4. [Google Scholar] [CrossRef]
- Gan, H.Y.; Shan, X.; Eriksson, T.; Lok, B.K.; Lam, Y.C. Reduction of droplet volume by controlling actuating waveforms in inkjet printing for micro-pattern formation. J. Micromech. Microeng. 2009, 19, 055010. [Google Scholar] [CrossRef]
- Derby, B. Additive Manufacture of Ceramics Components by Inkjet Printing. Engineering 2016, 1, 113–123. [Google Scholar] [CrossRef]
- Schiaffino, S.; Sonin, A.A. Molten droplet deposition and solidification at low Weber numbers. Phys. Fluids 1997, 9, 3172–3187. [Google Scholar] [CrossRef]
- Yarin, A.L. Drop impact dynamics: Splashing, spreading, receding, bouncing…. Annu. Rev. Fluid Mech. 2006, 38, 159–192. [Google Scholar] [CrossRef]
- Van Dam, D.B.; Le Clerc, C. Experimental study of the impact of an ink-jet printed droplet on a solid substrate. Phys. Fluids 2004, 16, 3403–3414. [Google Scholar] [CrossRef]
- Park, J.-U.; Hardy, M.; Kang, S.J.; Barton, K.; Adair, K.; Mukhopadhyay, D.K.; Lee, C.Y.; Strano, M.S.; Alleyne, A.G.; Georgiadis, J.G.; et al. High-resolution electrohydrodynamic jet printing. Nat. Mater. 2007, 6, 782–789. [Google Scholar] [CrossRef] [PubMed]
- Davis, S.H. Moving contact lines and rivulet instabilities. Part 1. The static rivulet. J. Fluid Mech. 1980, 98, 225–242. [Google Scholar] [CrossRef]
- Schiaffino, S.; Sonin, A.A. Formation and stability of liquid and molten beads on a solid surface. J. Fluid Mech. 1997, 343, 95–110. [Google Scholar] [CrossRef]
- Soltman, D.; Subramanian, V. Inkjet-Printed Line Morphologies and Temperature Control of the Coffee Ring Effect. Langmuir 2008, 24, 2224–2231. [Google Scholar] [CrossRef] [PubMed]
- Stringer, J.; Derby, B. Limits to feature size and resolution in ink jet printing. J. Eur. Ceram. Soc. 2009, 29, 913–918. [Google Scholar] [CrossRef]
- Stringer, J.; Derby, B. Formation and Stability of Lines Produced by Inkjet Printing. Langmuir 2010, 26, 10365–10372. [Google Scholar] [CrossRef] [PubMed]
- Smith, P.J.; Shin, D.Y.; Stringer, J.E.; Derby, B.; Reis, N. Direct ink-jet printing and low temperature conversion of conductive silver patterns. J. Mater. Sci. 2006, 41, 4153–4158. [Google Scholar] [CrossRef]
- Duineveld, P.C. The stability of ink-jet printed lines of liquid with zero receding contact angle on a homogeneous substrate. J. Fluid Mech. 2003, 477, 1–26. [Google Scholar] [CrossRef]
- Tekin, E.; Holder, E.; Marin, V.; de Gans, B.-J.; Schubert, U.S. Ink-Jet Printing of Luminescent Ruthenium- and Iridium-Containing Polymers for Applications in Light-Emitting Devices. Macromol. Rapid Commun. 2005, 26, 293–297. [Google Scholar] [CrossRef]
- Tekin, E.; de Gans, B.-J.; Schubert, U.S. Ink-jet printing of polymers—From single dots to thin film libraries. J. Mater. Chem. 2004, 14, 2627–2632. [Google Scholar] [CrossRef]
- Kang, H.; Soltman, D.; Subramanian, V. Hydrostatic Optimization of Inkjet-Printed Films. Langmuir 2010, 26, 11568–11573. [Google Scholar] [CrossRef] [PubMed]
- Soltman, D.; Smith, B.; Kang, H.; Morris, S.J.S.; Subramanian, V. Methodology for Inkjet Printing of Partially Wetting Films. Langmuir 2010, 26, 15686–15693. [Google Scholar] [CrossRef] [PubMed]
- Deegan, R.D.; Bakajin, O.; Dupont, T.F.; Huber, G.; Nagel, S.R.; Witten, T.A. Capillary flow as the cause of ring stains from dried liquid drops. Nature 1997, 389, 827–829. [Google Scholar] [CrossRef]
- Deegan, R.D.; Bakajin, O.; Dupont, T.F.; Huber, G.; Nagel, S.R.; Witten, T.A. Contact line deposits in an evaporating drop. Phys. Rev. E 2000, 62, 756. [Google Scholar] [CrossRef]
- Sun, J.; Bao, B.; He, M.; Zhou, H.; Song, Y. Recent advances in controlling the depositing morphologies of inkjet droplets. ACS Appl. Mater. Interfaces 2015, 7, 28086–28099. [Google Scholar] [CrossRef] [PubMed]
- Magdassi, S.; Grouchko, M.; Toker, D.; Kamyshny, A.; Balberg, I.; Millo, O. Ring Stain Effect at Room Temperature in Silver Nanoparticles Yields High Electrical Conductivity. Langmuir 2005, 21, 10264–10267. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Zou, C.L.; Zhao, Y.; Dong, C.H.; Wei, C.; Wang, H.; Liu, Y.; Guo, G.C.; Yao, J.; Zhao, Y.S. Organic printed photonics: From microring lasers to integrated circuits. Sci. Adv. 2015, 1, e1500257. [Google Scholar] [CrossRef] [PubMed]
- Lim, J.A.; Lee, W.H.; Lee, H.S.; Lee, J.H.; Park, Y.D.; Cho, K. Self-Organization of Ink-jet-Printed Triisopropylsilylethynyl Pentacene via Evaporation-Induced Flows in a Drying Droplet. Adv. Funct. Mater. 2008, 18, 229–234. [Google Scholar] [CrossRef]
- Tekin, E.; Smith, P.J.; Hoeppener, S.; van den Berg, A.M.J.; Susha, A.S.; Rogach, A.L.; Feldmann, J.; Schubert, U.S. Inkjet Printing of Luminescent CdTe Nanocrystal–Polymer Composites. Adv. Funct. Mater. 2007, 17, 23–28. [Google Scholar] [CrossRef]
- De Gans, B.-J.; Schubert, U.S. Inkjet Printing of Well-Defined Polymer Dots and Arrays. Langmuir 2004, 20, 7789–7793. [Google Scholar] [CrossRef] [PubMed]
- Zappe, H. Fundamentals of Micro-Optics, 1st ed.; Cambridge University Press: Cambridge, UK, 2010. [Google Scholar]
- Popovic, Z.D.; Sprague, R.A.; Connell, G.N. Technique for monolithic fabrication of microlens arrays. Appl. Opt. 1988, 27, 1281–1284. [Google Scholar] [CrossRef] [PubMed]
- Wu, M.H.; Park, C.; Whitesides, G.M. Fabrication of arrays of microlenses with controlled profiles using gray-scale microlens projection photolithography. Langmuir 2002, 18, 9312–9318. [Google Scholar] [CrossRef]
- MacFarlane, D.L.; Narayan, V.; Tatum, J.A.; Cox, W.R.; Chen, T.; Hayes, D.J. Microjet fabrication of microlens arrays. IEEE Photonics Technol. Lett. 1994, 6, 1112–1114. [Google Scholar] [CrossRef]
- Voigt, A.; Ostrzinski, U.; Pfeiffer, K.; Kim, J.Y.; Fakhfouri, V.; Brugger, J.; Gruetzner, G. New inks for the direct drop-on-demand fabrication of polymer lenses. Microelectron. Eng. 2011, 88, 2174–2179. [Google Scholar] [CrossRef]
- Xie, D.; Zhang, H.; Shu, X.; Xiao, J. Fabrication of polymer micro-lens array with pneumatically diaphragm-driven drop-on-demand inkjet technology. Opt. Express 2012, 20, 15186–15195. [Google Scholar] [CrossRef] [PubMed]
- Fakhfouri, V.; Cantale, N.; Mermoud, G.; Kim, J.Y.; Boiko, D.; Charbon, E.; Brugger, J. Inkjet printing of SU-8 for polymer-based MEMS a case study for microlenses. In Proceeding of the 21st IEEE International Conference on Micro Electro Mechanical Systems, Tucson, AZ, USA, 13–17 January 2008; pp. 407–410.
- Chen, C.T.; Chiu, C.L.; Tseng, Z.F.; Chuang, C.T. Dynamic evolvement and formation of refractive microlenses self-assembled from evaporative polyurethane droplets. Sens. Actuators A Phys. 2008, 147, 369–377. [Google Scholar] [CrossRef]
- Chen, C.T.; Tseng, Z.F.; Chiu, C.L.; Hsu, C.Y.; Chuang, C.T. Self-aligned hemispherical formation of microlenses from colloidal droplets on heterogeneous surfaces. J. Micromech. Microeng. 2009, 19, 025002. [Google Scholar] [CrossRef]
- Chen, F.C.; Lu, J.P.; Huang, W.K. Using ink-jet printing and coffee ring effect to fabricate refractive microlens arrays. IEEE Photonics Technol. Lett. 2009, 21, 648–650. [Google Scholar] [CrossRef]
- Jacot-Descombes, L.; Gullo, M.R.; Cadarso, V.J.; Brugger, J. Fabrication of epoxy spherical microstructures by controlled drop-on-demand inkjet printing. J. Micromech. Microeng. 2012, 22, 074012. [Google Scholar] [CrossRef]
- Cadarso, V.J.; Perera-Núñez, J.; Jacot-Descombes, L.; Pfeiffer, K.; Ostrzinski, U.; Voigt, A.; Llobera, A.; Grützer, G.; Brugger, J. Microlenses with defined contour shapes. Opt. Express 2011, 19, 18665–18670. [Google Scholar] [CrossRef] [PubMed]
- Blattmann, M.; Ocker, M.; Zappe, H.; Seifert, A. Jet printing of convex and concave polymer micro-lenses. Opt. Express 2015, 23, 24525–24536. [Google Scholar] [CrossRef] [PubMed]
- Biehl, S.; Danzebrink, R.; Oliveira, P.; Aegerter, M.A. Refractive microlens fabrication by ink-jet process. J. Sol-Gel Sci. Technol. 1998, 13, 177–182. [Google Scholar] [CrossRef]
- Danzebrink, R.; Aegerter, M.A. Deposition of micropatterned coating using an ink-jet technique. Thin Solid Films 1999, 351, 115–118. [Google Scholar] [CrossRef]
- Danzebrink, R.; Aegerter, M.A. Deposition of optical microlens arrays by ink-jet processes. Thin Solid Films 2001, 392, 223–225. [Google Scholar] [CrossRef]
- Kim, J.Y.; Brauer, N.B.; Fakhfouri, V.; Boiko, D.L.; Charbon, E.; Grutzner, G.; Brugger, J. Hybrid polymer microlens arrays with high numerical apertures fabricated using simple ink-jet printing technique. Opt. Mater. Express 2011, 1, 259–269. [Google Scholar] [CrossRef]
- Kim, J.Y.; Pfeiffer, K.; Voigt, A.; Gruetzner, G.; Brugger, J. Directly fabricated multi-scale microlens arrays on a hydrophobic flat surface by a simple ink-jet printing technique. J. Mater. Chem. 2012, 22, 3053–3058. [Google Scholar] [CrossRef]
- Kim, J.Y.; Martin-Olmos, C.; Baek, N.S.; Brugger, J. Simple and easily controllable parabolic-shaped microlenses printed on polymeric mesas. J. Mater. Chem. C 2013, 1, 2152–2157. [Google Scholar] [CrossRef]
- Descombes, L.J.; Cadarso, V.J.; Schleunitz, A.; Grützner, S.; Klein, J.J.; Brugger, J.; Schift, H.; Grützner, G. Organic-inorganic-hybrid-polymer microlens arrays with tailored optical characteristics and multi-focal properties. Opt. Express 2015, 23, 25365–25376. [Google Scholar] [CrossRef] [PubMed]
- Sanchez, E.A.; Waldmann, M.; Arnold, C.B. Chalcogenide glass microlenses by inkjet printing. Appl. Opt. 2011, 50, 1974–1978. [Google Scholar] [CrossRef] [PubMed]
- Bonaccurso, E.; Butt, H.J.; Hankeln, B.; Niesenhaus, B.; Graf, K. Fabrication of microvessels and microlenses from polymers by solvent droplets. Appl. Phys. Lett. 2005, 86, 124101. [Google Scholar] [CrossRef]
- Grimaldi, I.A.; De Girolamo Del Mauro, A.; Nenna, G.; Loffredo, F.; Minarini, C.; Villani, F. Microstructuring of polymer films by inkjet etching. J. Appl. Polym. Sci. 2011, 122, 3637–3643. [Google Scholar] [CrossRef]
- Pericet-Camara, R.; Best, A.; Nett, S.K.; Gutmann, J.S.; Bonaccurso, E. Arrays of microlenses with variable focal lengths fabricated by restructuring polymer surfaces with an ink-jet device. Opt. Express 2007, 15, 9877–9882. [Google Scholar] [CrossRef] [PubMed]
- Cox, W.R.; Guan, C.; Hayes, D.J.; Wallace, D.B. Microjet printing of micro-optical interconnects. Proc. SPIE Int. Soc. Opt. Eng. 2000, 3952, 220–225. [Google Scholar]
- Cox, W.R.; Guan, C.; Hayes, D.J. Microjet printing of micro-optical interconnects and sensors. Proc. SPIE Optoelectron. Interconnects VII 2000, 3952, 400–407. [Google Scholar]
- Hayes, D.J.; Chen, T. Next-generation optoelectronic components enabled by direct-write microprinting technology. Def. Secur. 2004, 5435, 83–90. [Google Scholar]
- Cox, W.R.; Chen, T.; Ussery, D.; Hayes, D.J.; Tatum, J.A.; MacFarlane, D.L. Microjetted lenslet triplet fibers. Opt. Commun. 1996, 123, 492–496. [Google Scholar] [CrossRef]
- Ishii, Y.; Koike, S.; Arai, Y.; Ando, Y. Ink-jet fabrication of polymer microlens for optical-I/O chip packaging. Jpn. J. Appl. Phys. 2000, 39, 1490. [Google Scholar] [CrossRef]
- Lee, H.S.; Park, I.; Jeon, K.S.; Lee, E.H. Fabrication of micro-lenses for optical interconnection using micro ink-jetting technique. Microelectron. Eng. 2010, 87, 1447–1450. [Google Scholar] [CrossRef]
- Lin, X.; Hosseini, A.; Dou, X.; Subbaraman, H.; Chen, R.T. Low-cost board-to-board optical interconnects using molded polymer waveguide with 45 degree mirrors and inkjet-printed micro-lenses as proximity vertical coupler. Opt. Express 2013, 21, 60–69. [Google Scholar] [CrossRef] [PubMed]
- Tien, C.H.; Hung, C.H.; Yu, T.H. Microlens arrays by direct-writing inkjet print for LCD backlighting applications. J. Disp. Technol. 2009, 5, 147–151. [Google Scholar] [CrossRef]
- Wang, M.W.; Pang, D.C.; Tseng, Y.E.; Tseng, C.C. The study of light guide plate fabricated by inkjet printing technique. J. Taiwan Inst. Chem. E. 2014, 45, 1049–1055. [Google Scholar] [CrossRef]
- Chen, C.-T.; Tsai, T.-W. Multilayer polymer light guides integrated with refractive microlenses and liquid by micromolding and inkjet printing. Sens. Actuactors A 2016, 244, 252–260. [Google Scholar] [CrossRef]
- Hayes, D.J.; Wallace, D.B.; Royall Cox, W. MicroJet printing of solder and polymers for multi-chip modules and chip-scale packages. Proc. SPIE Int. Soc. Opt. Eng. 1999, 3830, 242–247. [Google Scholar]
- Cox, W.R.; Chen, T.; Hayes, D.J. Micro-Optics Fabrication by Ink-jet Printing. Opt. Photonics News 2001, 12, 32–35. [Google Scholar] [CrossRef]
- Parker, S.T.; Domachuk, P.; Amsden, J.; Bressner, J.; Lewis, J.A.; Kaplan, D.L.; Omenetto, F.G. Biocompatible silk printed optical waveguides. Adv. Mater. 2009, 21, 2411–2415. [Google Scholar] [CrossRef]
- Wallace, D.; Hayes, D.; Chen, T.; Shah, V.; Radulescu, D.; Cooley, P.; Nallani, A. Think additive: Ink-jet deposition of materials for MEMS packaging. In Proceedings of the 6th Topical Workshop on Packaging of MEMS and Related Micro-Nano-Bio Integrated Systems, Long Beach, CA, USA, 18–20 November 2004.
- Chappell, J.; Hutt, D.A.; Conway, P.P. Variation in the line stability of an inkjet printed optical waveguide-applicable material. In Proceedings of the 2nd Electronics System-Integration Technology Conference, Greenwich, UK, 1–4 September 2008; pp. 1267–1272.
- Vacirca, N.A.; Kurzweg, T.P. Inkjet printing techniques for the fabrication of polymer optical waveguides. Proc. SPIE Int. Soc. Opt. Photonics 2010, 7591, 75910A. [Google Scholar]
- Wolfer, T.; Bollgruen, P.; Mager, D.; Overmeyer, L.; Korvink, J.G. Flexographic and inkjet printing of polymer optical waveguides for fully integrated sensor systems. Procedia Technol. 2014, 15, 521–529. [Google Scholar] [CrossRef]
- Wolfer, T.; Bollgruen, P.; Mager, D.; Overmeyer, L.; Korvink, J.G. Printing and preparation of integrated optical waveguides for optronic sensor networks. Mechatronics 2016, 34, 119–127. [Google Scholar] [CrossRef]
- Burroughes, J.H.; Bradley, D.; Brown, A.R.; Marks, R.N.; Mackay, K.; Friend, R.H.; Burns, P.L.; Holmes, A.B. Light-emitting diodes based on conjugated polymers. Nature 1990, 347, 539–541. [Google Scholar] [CrossRef]
- Li, Z.R. (Ed.) Organic Light-Emitting Materials and Devices, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2015.
- Akcelrud, L. Electroluminescent polymers. Prog. Polym. Sci. 2003, 28, 875–962. [Google Scholar] [CrossRef]
- Grimsdale, A.C.; Leok Chan, K.; Martin, R.E.; Jokisz, P.G.; Holmes, A.B. Synthesis of Light-Emitting Conjugated Polymers for Applications in Electroluminescent Devices. Chem. Rev. 2009, 109, 897–1091. [Google Scholar] [CrossRef] [PubMed]
- Cantatore, E. (Ed.) Applications of Organic and Printed Electronics; Springer: New York, NY, USA, 2013.
- Kamtekar, K.T.; Monkman, A.P.; Bryce, M.R. Recent Advances in White Organic Light-Emitting Materials and Devices (WOLEDs). Adv. Mater. 2010, 22, 572–582. [Google Scholar] [CrossRef] [PubMed]
- Sekine, C.; Tsubata, Y.; Yamada, T.; Kitano, M.; Doi, S. Recent progress of high performance polymer OLED and OPV materials for organic printed electronics. Sci. Technol. Adv. Mater. 2014, 15, 034203. [Google Scholar] [CrossRef]
- Halls, J. Ink-Jet printing of PLED displays. Inf. Disp. 2005, 2, 11. [Google Scholar]
- Chen, P.-Y.; Chen, C.-C.; Hsieh, C.-C.; Lin, J.-M.; Lin, Y.-S.; Lin, Y. High resolution organic light-emitting diode panel fabricated by ink jet printing process. SID Symp. Dig. Tech. Pap. 2015, 46, 1352–1354. [Google Scholar] [CrossRef]
- Hebner, T.R.; Wu, C.C.; Marcy, D.; Lu, M.H.; Sturm, J.C. Ink-jet printing of doped polymers for organic light emitting devices. Appl. Phys. Lett. 1998, 72, 519–521. [Google Scholar] [CrossRef]
- Yang, Y.; Chang, S.-C.; Bharathan, J.; Liu, J. Organic/polymeric electroluminescent devices processed by hybrid ink-jet printing. J. Mater. Sci. Mater. Electron. 2000, 11, 89–96. [Google Scholar] [CrossRef]
- Bharathan, J.; Yang, Y. Polymer electroluminescent devices processed by inkjet printing: I. Polymer light-emitting logo. Appl. Phys. Lett. 1998, 72, 2660–2662. [Google Scholar] [CrossRef]
- Chang, S.-C.; Bharathan, J.; Yang, Y.; Helgeson, R.; Wudl, F.; Ramey, M.B.; Reynolds, J.R. Dual-color polymer light-emitting pixels processed by hybrid inkjet printing. Appl. Phys. Lett. 1998, 73, 2561–2563. [Google Scholar] [CrossRef]
- Chang, S.-C.; Liu, J.; Bharathan, J.; Yang, Y.; Onohara, J.; Kido, J. Multicolor organic light-emitting diodes processed by hybrid inkjet printing. Adv. Mater. 1999, 11, 734–737. [Google Scholar] [CrossRef]
- Shimoda, T.; Kimura, M.; Seki, S.; Kobayashi, H.; Kanbe, S.; Miyashita, S.; Friend, R.H.; Burroughes, J.H.; Towns, C.R.; Millard, I.S. Technology for active matrix light emitting polymer displays. In Proceedings of the International Electron Devices Meeting Technical Digest, Washington, DC, USA, 5–8 December 1999; pp. 107–110.
- Kobayashi, H.; Kanbe, S.; Seki, S.; Kigchi, H.; Kimura, M.; Yudasaka, I.; Miyashita, S.; Shimoda, T.; Towns, C.R.; Burroughes, J.H. A novel RGB multicolor light-emitting polymer display. Synth. Met. 2000, 111, 125–128. [Google Scholar] [CrossRef]
- Dijksman, J.F.; Duineveld, P.C.; Hack, M.J.J.; Pierik, A.; Rensen, J.; Rubingh, J.E.; Schram, I.; Vernhout, M.M. Precision ink jet printing of polymer light emitting displays. J. Mater. Chem. 2007, 17, 511–522. [Google Scholar] [CrossRef]
- Lee, J.-H.; Ho, Y.-H.; Lin, T.-C.; Wu, C.-F. High-Efficiency Fluorescent Blue Organic Light-Emitting Device with Balanced Carrier Transport. J. Electrochem. Soc. 2007, 154, J226–J228. [Google Scholar] [CrossRef]
- Haskal, E.I.; Büchel, M.; Duineveld, P.C.; Sempel, A.; van de Weijer, P. Passive-matrix polymer light-emitting displays. MRS Bull. 2002, 27, 864–869. [Google Scholar] [CrossRef]
- Huang, J.; Liu, Q.; Zou, J.-H.; Zhu, X.-H.; Li, A.-Y.; Li, J.-W.; Wu, S.; Peng, J.; Cao, Y.; Xia, R.; et al. Electroluminescence and Laser Emission of Soluble Pure Red Fluorescent Molecular Glasses Based on Dithienylbenzothiadiazole. Adv. Funct. Mater. 2009, 19, 2978–2986. [Google Scholar] [CrossRef] [Green Version]
- Hayer, A.; Anémian, R.; Eberle, T.; Heun, S.; Ludemann, A.; Schulte, N.; Buchholz, H. Concepts for solution-processable OLED materials at Merck. J. Inf. Display 2011, 12, 57–59. [Google Scholar] [CrossRef]
- Gorter, H.; Coenen, M.J.J.; Slaats, M.W.L.; Ren, M.; Lu, W.; Kuijpers, C.J.; Groen, W.A. Toward inkjet printing of small molecule organic light emitting diodes. Thin Solid Films 2013, 532, 11–15. [Google Scholar] [CrossRef]
- Coenen, M.J.J.; Slaats, T.M.W.L.; Eggenhuisen, T.M.; Groen, P. Inkjet printing the three organic functional layers of two-colored organic light emitting diodes. Thin Solid Films 2015, 583, 194–200. [Google Scholar] [CrossRef]
- Burrows, P.E.; Bulovic, V.; Forrest, S.R.; Sapochak, L.S.; McCarty, D.M.; Thompson, M.E. Reliability and degradation of organic light emitting devices. Appl. Phys. Lett. 1994, 65, 2922–2924. [Google Scholar] [CrossRef]
- Caironi, M.; Noh, Y.Y. (Eds.) Large Area and Flexible Electronics; John Wiley & Sons: Weinheim, Germany, 2015.
- Groenendaal, L.; Jonas, F.; Freitag, D.; Pielartzik, H.; Reynolds, J.R. Poly (3, 4-ethylenedioxythiophene) and its derivatives: Past, present, and future. Adv. Mater. 2000, 12, 481–494. [Google Scholar] [CrossRef]
- Aleeva, Y.; Pignataro, B. Recent advances in upscalable wet methods and ink formulations for printed electronics. J. Mater. Chem. C Mater. Opt. Electron. Devices 2014, 2, 6436–6453. [Google Scholar] [CrossRef] [Green Version]
- Shimoda, T.; Morii, K.; Seki, S.; Kiguchi, H. Inkjet printing of light-emitting polymer displays. MRS Bull. 2003, 28, 821–827. [Google Scholar] [CrossRef]
- Ren, M.; Gorter, H.; Michels, J.; Andriessen, R. Ink jet technology for large area organic light-emitting diode and organic photovoltaic applications. J. Imaging Sci. Technol. 2011, 55, 40301. [Google Scholar] [CrossRef]
- Meixner, R.M.; Cibis, D.; Krueger, K.; Goebel, H. Characterization of polymer inks for drop-on-demand printing systems. Microsyst. Technol. 2008, 14, 1137–1142. [Google Scholar] [CrossRef]
- Yoshioka, Y.; Calvert, P.D.; Jabbour, G.E. Simple Modification of Sheet Resistivity of Conducting Polymeric Anodes via Combinatorial Ink-Jet Printing Techniques. Macromol. Rapid Commun. 2005, 26, 238–246. [Google Scholar] [CrossRef]
- Ummartyotin, S.; Juntaro, J.; Wu, C.; Sain, M.; Manuspiya, H. Deposition of PEDOT: PSS Nanoparticles as a Conductive Microlayer Anode in OLEDs Device by Desktop Inkjet Printer. J. Nanomater. 2011, 2011, 1–7. [Google Scholar] [CrossRef]
- Hermerschmidt, F.; Burgués-Ceballos, I.; Savva, A.; Sepos, E.D.; Lange, A.; Boeffel, C.; Nau, S.; List-Kratochvil, E.J.W.; Choulis, S.A. High performance indium tin oxide-free solution-processed organic light emitting diodes based on inkjet-printed fine silver grid lines. Flex. Print. Electron. 2016, 1, 035004. [Google Scholar] [CrossRef]
- De Gans, B.J.; Duineveld, P.C.; Schubert, U.S. Inkjet Printing of Polymers: State of the Art and Future Developments. Adv. Mater. 2004, 16, 203–213. [Google Scholar] [CrossRef]
- Zuniga, C.A.; Barlow, S.; Marder, S.R. Approaches to Solution-Processed Multilayer Organic Light-Emitting Diodes Based on Cross-Linking. Chem. Mater. 2011, 23, 658–681. [Google Scholar] [CrossRef]
- Yoshioka, Y.; Jabbour, G.E. Inkjet Printing of Oxidants for Patterning of Nanometer-Thick Conducting Polymer Electrodes. Adv. Mater. 2006, 18, 1307–1312. [Google Scholar] [CrossRef]
- Eales, A.D.; Routh, A.F.; Dartnell, N.; Goddard, S. Evaporation of pinned droplets containing polymer—An examination of the important groups controlling final shape. AIChE J. 2015, 61, 1759–1767. [Google Scholar] [CrossRef]
- Villani, F.; Vacca, P.; Nenna, G.; Valentino, O.; Burrasca, G.; Fasolino, T.; Minarini, C.; della Sala, D. Inkjet Printed Polymer Layer on Flexible Substrate for OLED Applications. J. Phys. Chem. C 2009, 113, 13398–13402. [Google Scholar] [CrossRef]
- Sun, T.X.; Jabbour, G.E. Combinatorial screening and optimization of luminescent materials and organic light-emitting devices. MRS Bull. 2002, 27, 309–315. [Google Scholar] [CrossRef]
- Tekin, E.; Wijlaars, H.; Holder, E.; Egbe, D.A.; Schubert, U.S. Film thickness dependency of the emission colors of PPE–PPVs in inkjet printed libraries. J. Mater. Chem. 2006, 16, 4294–4298. [Google Scholar] [CrossRef]
- Tekin, E.; Holder, E.; Kozodaev, D.; Schubert, U.S. Controlled Pattern Formation of Poly[2-methoxy-5-(2′-ethylhexyloxyl)-1,4-phenylenevinylene] (MEH–PPV) by Ink-Jet Printing. Adv. Funct. Mater. 2007, 17, 277–284. [Google Scholar] [CrossRef]
- Teichler, A.; Eckardt, R.; Friebe, C.; Perelaer, J.; Schubert, U.S. Film formation properties of inkjet printed poly(phenylene-ethynylene)-poly(phenylene-vinylene)s. Thin Solid Films 2011, 519, 3695–3702. [Google Scholar] [CrossRef]
- Teichler, A.; Shu, Z.; Wild, A.; Bader, C.; Nowotny, J.; Kirchner, G.; Harkema, S.; Perelaer, J.; Schubert, U.S. Inkjet printing of chemically tailored light-emitting polymers. Eur. Polym. J. 2013, 49, 2186–2195. [Google Scholar] [CrossRef]
- Bao, B.; Li, M.; Li, Y.; Jiang, J.; Gu, Z.; Zhang, X.; Jiang, L.; Song, Y. Patterning Fluorescent Quantum Dot Nanocomposites by Reactive Inkjet Printing. Small 2015, 11, 1649–1654. [Google Scholar] [CrossRef] [PubMed]
- Wood, V.; Panzer, M.; Sullivan, S.C.; Bulovic, V. Colloidal quantum dot light-emitting devices. In Colloidal Quantum Dot Optoelectronics and Photovoltaics; Konstantatos, G., Sargent, E.H., Eds.; Cambridge University Press: Cambridge, UK, 2013. [Google Scholar]
- Mattoussi, H.; Radzilowski, L.H.; Dabbousi, B.O.; Thomas, E.L.; Bawendi, M.G.; Rubner, M.F. Electroluminescence from heterostructures of poly (phenylene vinylene) and inorganic CdSe nanocrystals. J. Appl. Phys. 1998, 83, 7965–7974. [Google Scholar] [CrossRef]
- Shirasaki, Y.; Supran, G.J.; Bawendi, M.G.; Bulović, V. Emergence of colloidal quantum-dot light-emitting technologies. Nat. Photonics 2013, 7, 13–23. [Google Scholar] [CrossRef]
- Kim, T.-H.; Cho, K.-S.; Lee, E.K.; Lee, S.J.; Chae, J.; Kim, J.W.; Kim, D.H.; Kwon, J.-Y.; Amaratunga, G.; Lee, Y.; et al. Full-colour quantum dot displays fabricated by transfer printing. Nat. Photonics 2011, 5, 176–182. [Google Scholar] [CrossRef]
- Haverinen, H.M.; Myllylä, R.A.; Jabbour, G.E. Inkjet printing of light emitting quantum dots. Appl. Phys. Lett. 2009, 94, 073108. [Google Scholar] [CrossRef]
- Wood, V.; Panzer, M.J.; Chen, J.; Bradley, M.S.; Halpert, J.E.; Bawendi, M.G.; Bulović, V. Inkjet-Printed Quantum Dot-Polymer Composites for Full-Color AC-Driven Displays. Adv. Mater. 2009, 21, 2151–2155. [Google Scholar] [CrossRef]
- Haverinen, H.M.; Myllylä, R.A.; Jabbour, G.E. Inkjet printed RGB quantum dot-hybrid LED. J. Disp. Technol. 2010, 6, 87–89. [Google Scholar] [CrossRef]
- Halivni, S.; Shemesh, S.; Waiskopf, N.; Vinetsky, Y.; Magdassi, S.; Banin, U. Inkjet printed fluorescent nanorod layers exhibit superior optical performance over quantum dots. Nanoscale 2015, 7, 19193–19200. [Google Scholar] [CrossRef] [PubMed]
- Han, J.; Ko, D.; Park, M.; Roh, J.; Jung, H.; Lee, Y.; Lee, C. Toward High Resolution Inkjet-Printed Quantum Dot Light-Emitting Diodes for Next Generation Display. In Proceedings of the SID Symposium Digest of Technical Papers, San Francisco, CA, USA, 22–27 May 2016; Volume 47, pp. 1354–1357.
- Manders, J.R.; Qian, L.; Titov, A.; Hyvonen, J.; Tokarz-Scott, J.; Acharya, K.P.; Holloway, P.H. High efficiency and ultra-wide color gamut quantum dot LEDs for next generation displays. J. Soc. Inf. Disp. 2015, 23, 523–528. [Google Scholar] [CrossRef]
- Yang, Y.; Zheng, Y.; Cao, W.; Titov, A.; Hyvonen, J.; Manders, J.R.; Xue, J.; Holloway, P.H.; Qian, L. High-efficiency light-emitting devices based on quantum dots with tailored nanostructures. Nat. Photonics 2015, 9, 259–266. [Google Scholar] [CrossRef]
- Levermore, P.; Schlenk, T.; Tseng, H.-R.; Wang, H.-J.; Heil, H.; Jatsch, A.; Buchholz, H.; Böhm, E. Ink-jet printed OLEDs for display applications. SID Symp. Dig. Tech. Pap. 2016, 47, 484–486. [Google Scholar] [CrossRef]
- Chesterfield, R.; Johnson, A.; Lang, C.; Stainer, M.; Ziebarth, J. Solution-coating technology for AMOLED displays. Inf. Disp. 2011, 1, 11. [Google Scholar]
- Madigan, C.F.; Hauf, C.R.; Barkley, L.D.; Harjee, N.; Vronsky, E.; Van Slyke, S.A. Invited Paper: Advancements in Inkjet Printing for OLED Mass Production. In Proceedings of the SID Symposium Digest of Technical Papers, San Diego, CA, USA, 3–6 June 2014; Volume 45, pp. 399–402.
- Choi, M.C.; Kim, Y.; Ha, C.S. Polymers for flexible displays: From material selection to device applications. Prog. Polym. Sci. 2008, 33, 581–630. [Google Scholar] [CrossRef]
- Shin, D.Y.; Brakke, K.A. Issues in Color Filter Fabrication with Inkjet Printing. In Inkjet-Based Micromanufacturing; Korvink, J.G., Smith, P.J., Shin, D.-Y., Eds.; Wiley-VCH Verlag GmbH & Co.: Weinheim, Germany, 2012; pp. 191–215. [Google Scholar]
- Kashiwazaki, A. Color Filter, Process for Producing It, and Liquid Crystal Panel. U.S. Patent No. 6475683, 5 November 2002. [Google Scholar]
- Shin, D.Y.; Smith, P.J. Theoretical investigation of the influence of nozzle diameter variation on the fabrication of thin film transistor liquid crystal display color filters. J. Appl. Phys. 2008, 103, 114905. [Google Scholar] [CrossRef]
- Moon, K.S.; Choi, J.H.; Choi, D.-J.; Kim, S.H.; Ha, M.H.; Nam, H.-J.; Kim, M.S. A new method for analyzing the refill process and fabrication of a piezoelectric inkjet printing head for LCD color filter manufacturing. J. Micromech. Microeng. 2008, 18, 125011. [Google Scholar] [CrossRef]
- Lu, G.S.; You, P.C.; Lin, K.L.; Hong, C.C.; Liou, T.M. Fabricating high-resolution offset color-filter black matrix by integrating heterostructured substrate with inkjet printing. J. Micromech. Microeng. 2014, 24, 055008. [Google Scholar] [CrossRef]
- Chen, C.T.; Wu, K.H.; Lu, C.F.; Shieh, F. An inkjet printed stripe-type color filter of liquid crystal display. J. Micromech. Microeng. 2010, 20, 055004. [Google Scholar] [CrossRef]
- Chang, C.J.; Chang, S.J.; Wu, F.M.; Hsu, M.W.; Chiu, W.W.; Chen, K. Effect of compositions and surface treatment on the jetting stability and color uniformity of ink-jet printed color filter. Jpn. J. Appl. Phys. 2004, 43, 8227. [Google Scholar] [CrossRef]
- Chang, C.J.; Wu, F.M.; Chang, S.J.; Hsu, M.W. Influence of UV-curable compositions and rib properties on ink-jet-type color filter performance. Jpn. J. Appl. Phys. 2004, 43, 6280. [Google Scholar] [CrossRef]
- Chang, C.J.; Lin, Y.H.; Tsai, H.Y. Synthesis and properties of UV-curable hyperbranched polymers for ink-jet printing of color micropatterns on glass. Thin Solid Films 2011, 519, 5243–5248. [Google Scholar] [CrossRef]
- Chang, C.J.; Chang, S.J.; Shih, K.C.; Pan, F.L. Improving mechanical properties and chemical resistance of ink-jet printer color filter by using diblock polymeric dispersants. J. Polym. Sci. B Polym. Phys. 2005, 43, 3337–3353. [Google Scholar] [CrossRef]
- Koo, H.S.; Chen, M.; Pan, P.C. LCD-based color filter films fabricated by a pigment-based colorant photo resist inks and printing technology. Thin Solid Films 2006, 515, 896–901. [Google Scholar] [CrossRef]
- Koo, H.S.; Chen, M.; Pan, P.C.; Chou, L.T.; Wu, F.M.; Chang, S.J.; Kawai, T. Fabrication and chromatic characteristics of the greenish LCD colour-filter layer with nano-particle ink using inkjet printing technique. Displays 2006, 27, 124–129. [Google Scholar] [CrossRef]
- Do Kim, Y.; Kim, J.P.; Kwon, O.S.; Cho, I.H. The synthesis and application of thermally stable dyes for ink-jet printed LCD color filters. Dyes Pigments 2009, 81, 45–52. [Google Scholar] [CrossRef]
- Somani, P.R.; Radhakrishnan, S. Electrochromic materials and devices: Present and future. Mater. Chem. Phys. 2003, 77, 117–133. [Google Scholar] [CrossRef]
- Mortimer, R.J.; Dyer, A.L.; Reynolds, J.R. Electrochromic organic and polymeric materials for display applications. Displays 2006, 27, 2–18. [Google Scholar] [CrossRef]
- Cai, G.; Wang, J.; Lee, P.S. Next-generation multifunctional electrochromic devices. Acc. Chem. Res. 2016, 49, 1469–1476. [Google Scholar] [CrossRef] [PubMed]
- Small, W.R.; Masdarolomoor, F.; Wallace, G.G.; in het Panhuis, M. Inkjet deposition and characterization of transparent conducting electroactive polyaniline composite films with a high carbon nanotube loading fraction. J. Mater. Chem. 2007, 17, 4359–4361. [Google Scholar] [CrossRef]
- Costa, C.; Pinheiro, C.; Henriques, I.; Laia, C.A. Inkjet printing of sol–gel synthesized hydrated tungsten oxide nanoparticles for flexible electrochromic devices. ACS Appl. Mater. Interfaces 2012, 4, 1330–1340. [Google Scholar] [CrossRef] [PubMed]
- Wojcik, P.J.; Santos, L.; Pereira, L.; Martins, R.; Fortunato, E. Tailoring nanoscale properties of tungsten oxide for inkjet printed electrochromic devices. Nanoscale 2015, 7, 1696–1708. [Google Scholar] [CrossRef] [PubMed]
- Layani, M.; Darmawan, P.; Foo, W.L.; Liu, L.; Kamyshny, A.; Mandler, D.; Magdassi, S.; Lee, P.S. Nanostructured electrochromic films by inkjet printing on large area and flexible transparent silver electrodes. Nanoscale 2014, 6, 4572–4576. [Google Scholar] [CrossRef] [PubMed]
- Cai, G.; Darmawan, P.; Cui, M.; Chen, J.; Wang, X.; Eh, A.L.-S.; Magdassi, S.; Lee, P.S. Inkjet-printed all solid-state electrochromic devices based on NiO/WO3 nanoparticle complementary electrodes. Nanoscale 2016, 8, 348–357. [Google Scholar] [CrossRef] [PubMed]
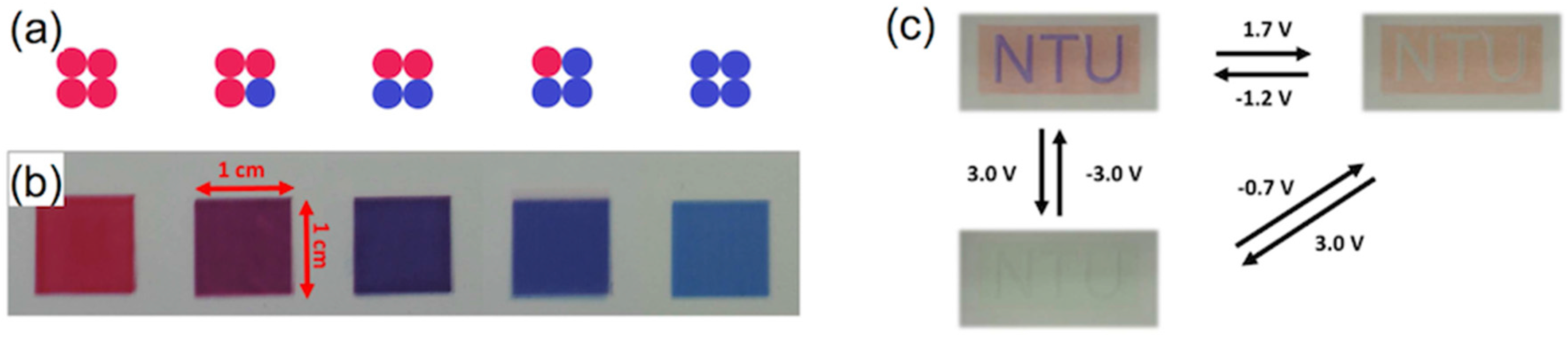
- Chen, B.-H.; Kao, S.-Y.; Hu, C.-W.; Higuchi, M.; Ho, K.-C.; Liao, Y.-C. Printed multicolor high-contrast electrochromic devices. ACS Appl. Mater. Interfaces 2015, 7, 25069–25076. [Google Scholar] [CrossRef] [PubMed]
- Österholm, A.M.; Shen, D.E.; Gottfried, D.S.; Reynolds, J.R. Full color control and high-resolution patterning from inkjet printable cyan/magenta/yellow colored-to-colorless electrochromic polymer inks. Adv. Mater. Technol. 2016. [Google Scholar] [CrossRef]
- Luo, F.L.; Hong, Y. Renewable Energy Systems: Advanced Conversion Technologies and Applications; Wilamowski, B.M., Irwin, J.D, Eds.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Brunisholz, G. (Ed.) Snapshot of Global Photovoltaic Markets; Report IEA PVPS T1-29:2016; International Energy Agency (IEA): Paris, France, 2015.
- Stüwe, D.; Mager, D.; Biro, D.; Korvink, J.G. Inkjet Technology for Crystalline Silicon Photovoltaics. Adv. Mater. 2014, 27, 599–626. [Google Scholar] [CrossRef] [PubMed]
- Pi, X.; Zhang, L.; Yang, D. Enhancing the Efficiency of Multicrystalline Silicon Solar Cells by the Inkjet Printing of Silicon-Quantum-Dot Ink. J. Phys. Chem. C 2012, 116, 21240–21243. [Google Scholar] [CrossRef]
- Darling, S.B.; You, F. The case for organic photovoltaics. RSC Adv. 2013, 3, 17633–17648. [Google Scholar] [CrossRef]
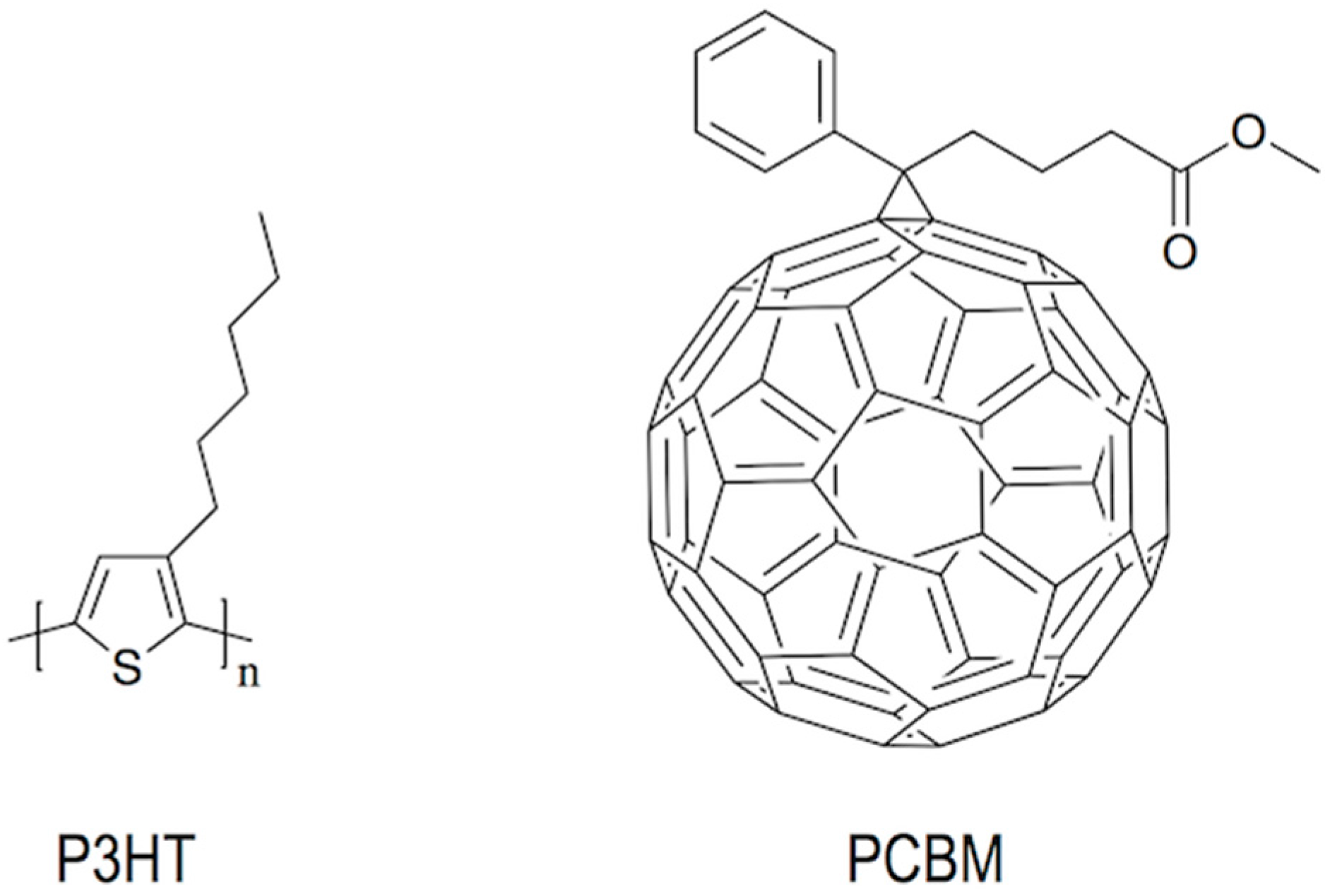
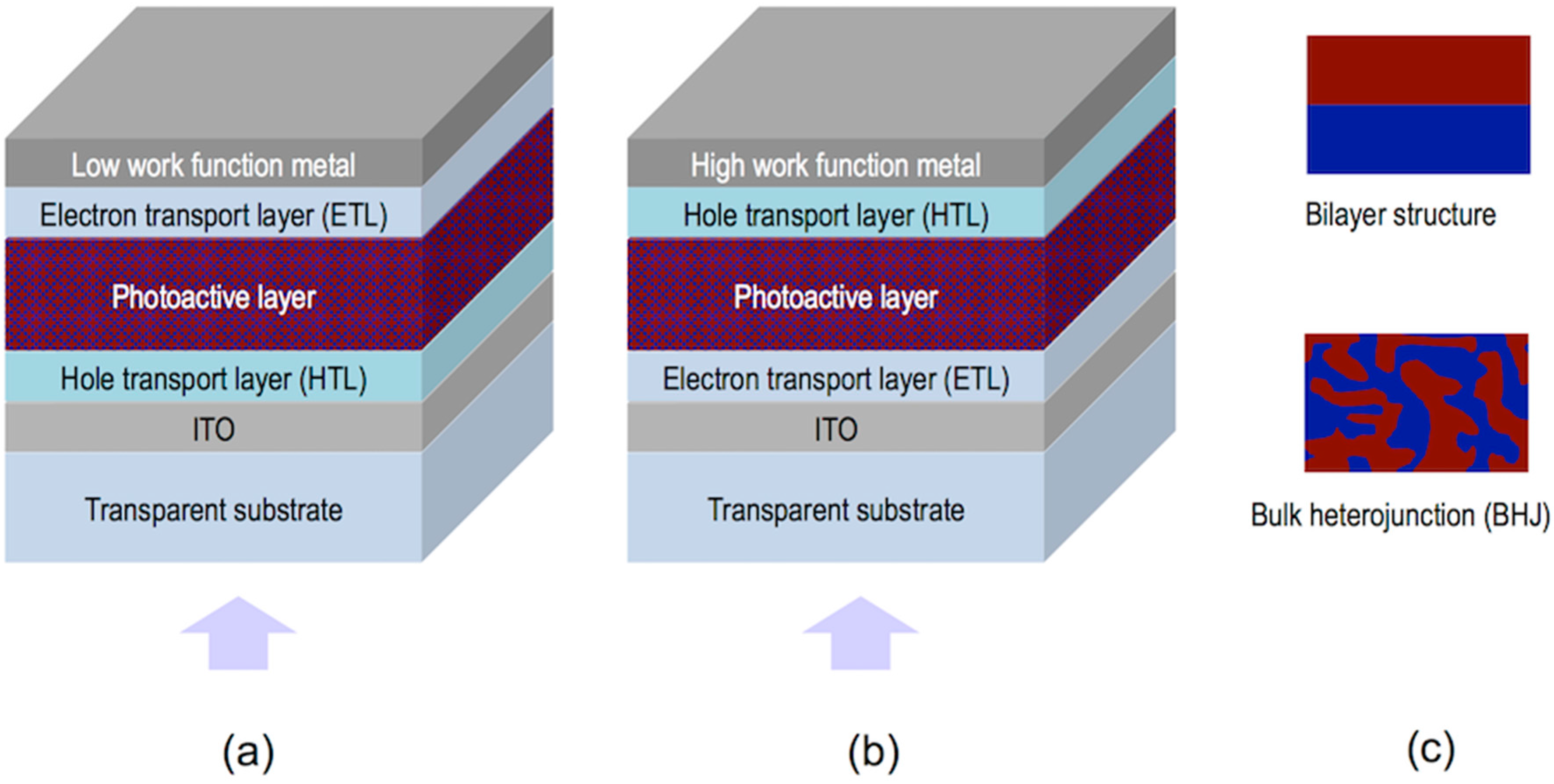
- Dennler, G.; Scharber, M.C.; Brabec, C.J. Polymer-Fullerene Bulk-Heterojunction Solar Cells. Adv. Mater. 2009, 21, 1323–1338. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, J.; Li, Z.; Mu, C.; Ma, W.; Hu, H.; Jiang, K.; Lin, H.; Ade, H.; Yan, H. Aggregation and morphology control enables multiple cases of high-efficiency polymer solar cells. Nat. Commun. 2014, 5, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.-C.; Chang, W.-H.; Yoshimura, K.; Ohya, K.; You, J.; Gao, J.; Hong, Z.; Yang, Y. An Efficient Triple-Junction Polymer Solar Cell Having a Power Conversion Efficiency Exceeding 11%. Adv. Mater. 2014, 26, 5670–5677. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Baran, D.; Spyropoulos, G.D.; Zhang, H.; Berny, S.; Turbiez, M.; Ameri, T.; Krebs, F.C.; Brabec, C.J. Environmentally Printing Efficient Organic Tandem Solar Cells with High Fill Factors: A Guideline Towards 20% Power Conversion Efficiency. Adv. Energy Mater. 2014, 4, 1400084. [Google Scholar] [CrossRef]
- Helgesen, M.; Søndergaard, R.; Krebs, F.C. Advanced materials and processes for polymer solar cell devices. J. Mater. Chem. 2010, 20, 36–60. [Google Scholar] [CrossRef]
- Carlé, J.E.; Krebs, F.C. Technological status of organic photovoltaics (OPV). Sol. Energy Mater. Sol. Cells 2013, 119, 309–310. [Google Scholar] [CrossRef] [Green Version]
- Jung, S.; Sou, A.; Banger, K.; Ko, D.-H.; Chow, P.C.Y.; McNeill, C.R.; Sirringhaus, H. All-Inkjet-Printed, All-Air-Processed Solar Cells. Adv. Energy Mater. 2014, 4, 1400432. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Y.; Liang, Q.; Zhang, Y.; Chi, H.; Shi, Y.; Fang, D. Solvent inkjet printing process for the fabrication of polymer solar cells. RSC Adv. 2013, 3, 11925–11934. [Google Scholar] [CrossRef]
- Krebs, F.C. Fabrication and processing of polymer solar cells: A review of printing and coating techniques. Sol. Energy Mater. Sol. Cells 2009, 93, 394–412. [Google Scholar] [CrossRef]
- Søndergaard, R.; Hösel, M.; Angmo, D.; Larsen-Olsen, T.T.; Krebs, F.C. Roll-to-roll fabrication of polymer solar cells. Mater. Today 2012, 15, 36–49. [Google Scholar] [CrossRef] [Green Version]
- Burgués-Ceballos, I.; Stella, M.; Lacharmoise, P.; Martínez-Ferrero, E. Towards industrialization of polymer solar cells: Material processing for upscaling. J. Mater. Chem. A Mater. Energy Sustain. 2014, 2, 17711–17722. [Google Scholar] [CrossRef]
- Marin, V.; Holder, E.; Wienk, M.M.; Tekin, E.; Kozodaev, D.; Schubert, U.S. Ink-Jet Printing of Electron Donor/Acceptor Blends: Towards Bulk Heterojunction Solar Cells. Macromol. Rapid Commun. 2005, 26, 319–324. [Google Scholar] [CrossRef]
- Teichler, A.; Eckardt, R.; Hoeppener, S.; Friebe, C.; Perelaer, J.; Senes, A.; Morana, M.; Brabec, C.J.; Schubert, U.S. Combinatorial Screening of Polymer:Fullerene Blends for Organic Solar Cells by Inkjet Printing. Adv. Energy Mater. 2011, 1, 105–114. [Google Scholar] [CrossRef]
- Teichler, A.; Perelaer, J.; Schubert, U.S. Inkjet printing of organic electronics—Comparison of deposition techniques and state-of-the-art developments. J. Mater. Chem. C 2013, 1, 1910–1925. [Google Scholar] [CrossRef]
- Aernouts, T.; Aleksandrov, T.; Girotto, C.; Genoe, J.; Poortmans, J. Polymer based organic solar cells using ink-jet printed active layers. Appl. Phys. Lett. 2008, 92, 033306. [Google Scholar] [CrossRef]
- Hoth, C.N.; Choulis, S.A.; Schilinsky, P.; Brabec, C.J. High Photovoltaic Performance of Inkjet Printed Polymer:Fullerene Blends. Adv. Mater. 2007, 19, 3973–3978. [Google Scholar] [CrossRef]
- Hoth, C.N.; Schilinsky, P.; Choulis, S.A.; Brabec, C.J. Printing Highly Efficient Organic Solar Cells. Nano Lett. 2008, 8, 2806–2813. [Google Scholar] [CrossRef] [PubMed]
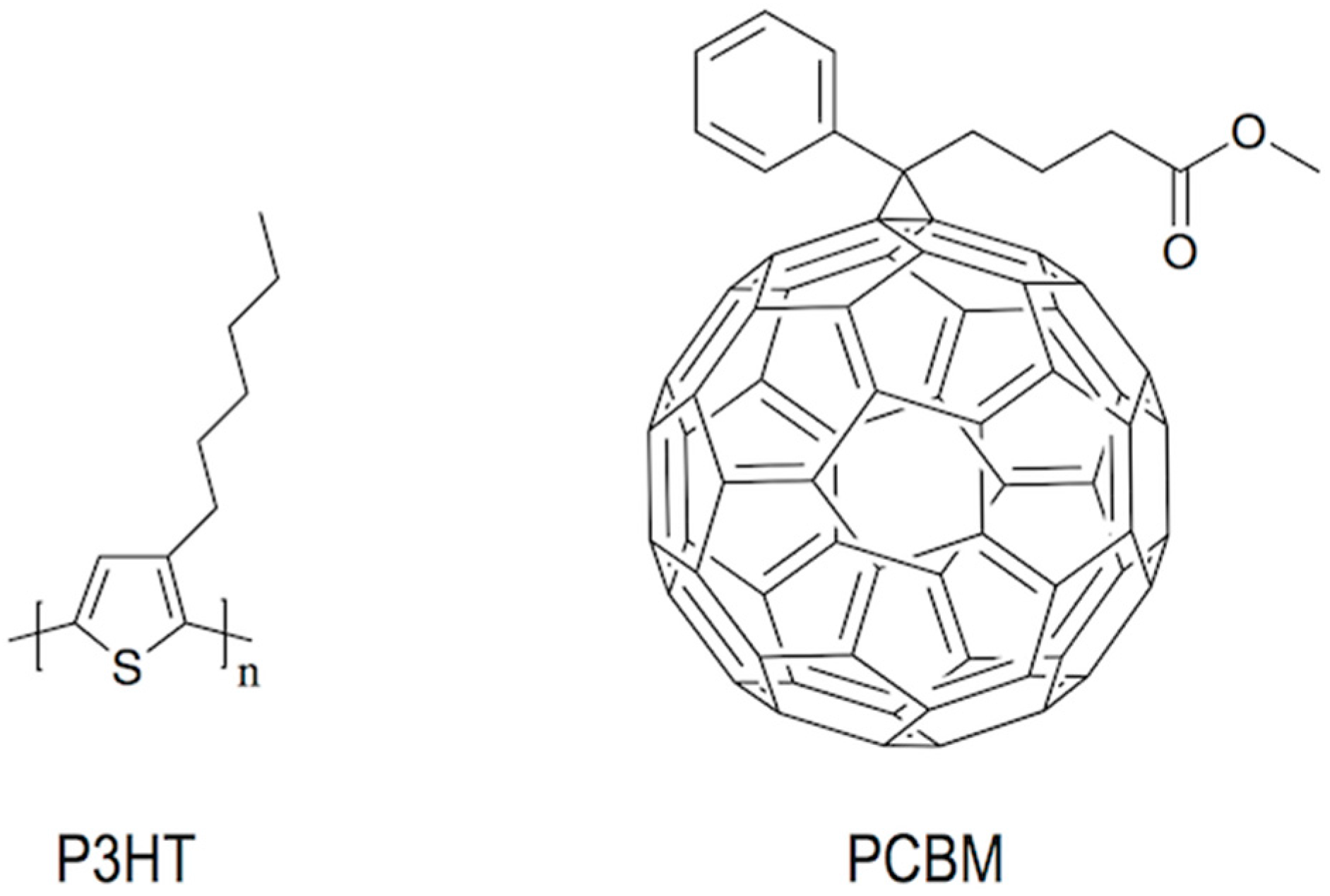
- Eom, S.H.; Park, H.; Mujawar, S.H.; Yoon, S.C.; Kim, S.-S.; Na, S.-I.; Kang, S.-J.; Khim, D.; Kim, D.-Y.; Lee, S.-H. High efficiency polymer solar cells via sequential inkjet-printing of PEDOT:PSS and P3HT:PCBM inks with additives. Org. Electron. 2010, 11, 1–7. [Google Scholar] [CrossRef]
- Neophytou, M.; Cambarau, W.; Hermerschmidt, F.; Waldauf, C.; Christodoulou, C.; Pacios, R.; Choulis, S.A. Inkjet-printed polymer-fullerene blends for organic electronic applications. Microelectron. Eng. 2012, 95, 102–106. [Google Scholar] [CrossRef]
- Lange, A.; Wegener, M.; Boeffel, C.; Fischer, B.; Wedel, A.; Neher, D. A new approach to the solvent system for inkjet-printed P3HT:PCBM solar cells and its use in devices with printed passive and active layer. Sol. Energy Mater. Sol. Cells 2010, 94, 1816–1821. [Google Scholar] [CrossRef]
- Eom, S.H.; Senthilarasu, S.; Uthirakumar, P.; Yoon, S.C.; Lim, J.; Lee, C.; Lim, H.S.; Lee, J.; Lee, S.-H. Polymer solar cells based on inkjet-printed PEDOT:PSS layer. Org. Electron. 2009, 10, 536–542. [Google Scholar] [CrossRef]
- Singh, A.; Katiyar, M.; Garg, A. Understanding the formation of PEDOT:PSS films by ink-jet printing for organic solar cells applications. RSC Adv. 2015, 5, 78677–78685. [Google Scholar] [CrossRef]
- Steirer, K.X.; Berry, J.J.; Reese, M.O.; van Hest, M.F.A.M.; Miedaner, A.; Liberatore, M.W.; Collins, R.T.; Ginley, D.S. Ultrasonically sprayed and inkjet printed thin film electrodes for organic solar cells. Thin Solid Films 2009, 517, 2781–2786. [Google Scholar] [CrossRef]
- Jeong, J.-A.; Lee, J.; Kim, H.; Kim, H.-K.; Na, S.-I. Ink-jet printed transparent electrode using nano-size indium tin oxide particles for organic photovoltaics. Sol. Energy Mater. Sol. Cells 2010, 94, 1840–1844. [Google Scholar] [CrossRef]
- Cui, Z.; Ma, C.; Chen, Z.; Su, W.; Zhao, J.; Lin, J.; Qui, S. (Eds.) Printed Electronics: Materials, Technologies and Applications; John Wiley & Sons: Singapore, 2016.
- Lu, H.; Lin, J.; Wu, N.; Nie, S.; Luo, Q.; Ma, C.-Q.; Cui, Z. Inkjet printed silver nanowire network as top electrode for semi-transparent organic photovoltaic devices. Appl. Phys. Lett. 2015, 106, 093302. [Google Scholar] [CrossRef]
- Maisch, P.; Tam, K.C.; Lucera, L.; Egelhaaf, H.-J.; Scheiber, H.; Maier, E.; Brabec, C.J. Inkjet printed silver nanowire percolation networks as electrodes for highly efficient semitransparent organic solar cells. Org. Electron. 2016, 38, 139–143. [Google Scholar] [CrossRef]
- Kordás, K.; Mustonen, T.; Tóth, G.; Jantunen, H.; Lajunen, M.; Soldano, C.; Talapatra, S.; Kar, S.; Vajtai, R.; Ajayan, P.M. Inkjet Printing of Electrically Conductive Patterns of Carbon Nanotubes. Small 2006, 2, 1021–1025. [Google Scholar] [CrossRef] [PubMed]
- Dua, V.; Surwade, S.P.; Ammu, S.; Agnihotra, S.R.; Jain, S.; Roberts, K.E.; Park, S.; Ruoff, R.S.; Manohar, S.K. All-Organic Vapor Sensor Using Inkjet-Printed Reduced Graphene Oxide. Angew. Chem. Int. Ed. 2010, 49, 2154–2157. [Google Scholar] [CrossRef] [PubMed]
- Galagan, Y.; Rubingh, J.-E.J.M.; Andriessen, R.; Fan, C.-C.; Blom, P.W.M.; Veenstra, S.C.; Kroon, J.M. ITO-free flexible organic solar cells with printed current collecting grids. Sol. Energy Mater. Sol. Cells 2011, 95, 1339–1343. [Google Scholar] [CrossRef]
- Galagan, Y.; Coenen, E.W.C.; Sabik, S.; Gorter, H.H.; Barink, M.; Veenstra, S.C.; Kroon, J.M.; Andriessen, R.; Blom, P.W.M. Evaluation of ink-jet printed current collecting grids and busbars for ITO-free organic solar cells. Sol. Energy Mater. Sol. Cells 2012, 104, 32–38. [Google Scholar] [CrossRef]
- Huang, Y.-C.; Hsu, F.-H.; Cha, H.-C.; Chuang, C.-M.; Tsao, C.-S.; Chen, C.-Y. High-performance ITO-free spray-processed polymer solar cells with incorporating ink-jet printed grid. Org. Electron. 2013, 14, 2809–2817. [Google Scholar] [CrossRef]
- Galagan, Y.; Coenen, E.W.C.; Abbel, R.; van Lammeren, T.J.; Sabik, S.; Barink, M.; Meinders, E.R.; Andriessen, R.; Blom, P.W.M. Photonic sintering of inkjet printed current collecting grids for organic solar cell applications. Org. Electron. 2013, 14, 38–46. [Google Scholar] [CrossRef]
- Burgués-Ceballos, I.; Kehagias, N.; Sotomayor-Torres, C.M.; Campoy-Quiles, M.; Lacharmoise, P.D. Embedded inkjet printed silver grids for ITO-free organic solar cells with high fill factor. Sol. Energy Mater. Sol. Cells 2014, 127, 50–57. [Google Scholar] [CrossRef]
- Eom, S.H.; Senthilarasu, S.; Uthirakumar, P.; Hong, C.-H.; Lee, Y.-S.; Lim, J.; Yoon, S.C.; Lee, C.; Lee, S.-H. Preparation and characterization of nano-scale ZnO as a buffer layer for inkjet printing of silver cathode in polymer solar cells. Sol. Energy Mater. Sol. Cells 2008, 92, 564–570. [Google Scholar] [CrossRef]
- Angmo, D.; Sweelssen, J.; Andriessen, R.; Galagan, Y.; Krebs, F.C. Inkjet Printing of Back Electrodes for Inverted Polymer Solar Cells. Adv. Energy Mater. 2013, 3, 1230–1237. [Google Scholar] [CrossRef]
- Galagan, Y.; Shanmugam, S.; Teunissen, J.P.; Eggenhuisen, T.M.; Biezemans, A.F.K.V.; van Gijseghem, T.; Groen, W.A.; Andriessen, R. Solution processing of back electrodes for organic solar cells with inverted architecture. Sol. Energy Mater. Sol. Cells 2014, 130, 163–169. [Google Scholar] [CrossRef]
- Yu, J.-S.; Kim, I.; Kim, J.-S.; Jo, J.; Larsen-Olsen, T.T.; Søndergaard, R.R.; Hösel, M.; Angmo, D.; Jørgensen, M.; Krebs, F.C. Silver front electrode grids for ITO-free all printed polymer solar cells with embedded and raised topographies, prepared by thermal imprint, flexographic and inkjet roll-to-roll processes. Nanoscale 2012, 4, 6032–6040. [Google Scholar] [CrossRef] [PubMed]
- Patil, B.R.; Shanmugam, S.; Teunissen, J.-P.; Galagan, Y. All-solution processed organic solar cells with top illumination. Org. Electron. 2015, 21, 40–46. [Google Scholar] [CrossRef]
- Lange, A.; Schindler, W.; Wegener, M.; Fostiropoulos, K.; Janietz, S. Inkjet printed solar cell active layers prepared from chlorine-free solvent systems. Sol. Energy Mater. Sol. Cells 2013, 109, 104–110. [Google Scholar] [CrossRef]
- Lamont, C.A.; Eggenhuisen, T.M.; Coenen, M.J.J.; Slaats, T.W.L.; Andrieessen, R.; Groen, P. Tuning the viscosity of halogen free bulk heterojunction inks for inkjet printed organic solar cells. Org. Electron. 2015, 17, 107–114. [Google Scholar] [CrossRef]
- Eggenhuisen, T.M.; Galagan, Y.; Coenen, E.W.C.; Voorthuijzen, W.P.; Slaats, M.W.L.; Kommeren, S.A.; Shanmuganam, S.; Coenen, M.J.J.; Andriessen, R.; Groen, W.A. Digital fabrication of organic solar cells by Inkjet printing using non-halogenated solvents. Sol. Energy Mater. Sol. Cells 2015, 134, 364–372. [Google Scholar] [CrossRef]
- Eggenhuisen, T.M.; Galagan, Y.; Biezemans, A.F.K.V.; Slaats, T.M.W.L.; Voorthuijzen, W.P.; Kommeren, S.; Shanmugam, S.; Teunissen, J.P.; Hadipour, A.; Verhees, W.J.H.; et al. High efficiency, fully inkjet printed organic solar cells with freedom of design. J. Mater. Chem. A Mater. Energy Sustain. 2015, 3, 7255–7262. [Google Scholar] [CrossRef]
- Hashmi, S.G.; Özkan, M.X.; Halme, J.; Zakeeruddin, S.M.; Paltakari, J.; Grätzel, M.; Lund, P.D. Dye-sensitized solar cells with inkjet-printed dyes. Energy Environ. Sci. 2016, 9, 2453–2462. [Google Scholar] [CrossRef]
- Hashmi, S.G.; Ozkan, M.; Halme, J.; Misic, K.D.; Zakeeruddin, S.M.; Paltakari, J.; Grätzel, M.; Lund, P.D. High performance dye-sensitized solar cells with inkjet printed ionic liquid electrolyte. Nano Energy 2015, 17, 206–215. [Google Scholar] [CrossRef]
- Dodoo-Arhin, D.; Howe, R.C.T.; Hu, G.; Zhang, Y.; Hiralal, P.; Bello, A.; Amaratunga, G.; Hasan, T. Inkjet-printed graphene electrodes for dye-sensitized solar cells. Carbon 2016, 105, 33–41. [Google Scholar] [CrossRef]
- Ultra-Thin Glass Membranes for Advanced, Adjustable and Affordable Quadruple Glazing Windows for Zero-Energy Buildings. Publishable Summary European Project MEM4WIN, Project Nr. European Union’s Seventh Framework Programme Project. Grant Agreement No. 314578. Available online: http://cordis.europa.eu/docs/results/314/314578/periodic2-mem4win_publishable-summary_m36_v20151223.pdf (accessed on 18 August 2016).
- Brabec, C.J.; Ameri, T. Special Section Guest Editorial: Solution-Processable Organic Solar Cells. J. Photonics Energy 2015, 5, 057201. [Google Scholar] [CrossRef]
- Whitesides, G.M.; Grzybowski, B. Self-assembly at all scales. Science 2002, 295, 2418–2421. [Google Scholar] [CrossRef] [PubMed]
- Cabrini, S.; Kawata, S. (Eds.) Nanofabrication Handbook; CRC Press: Boca Raton, FL, USA, 2012.
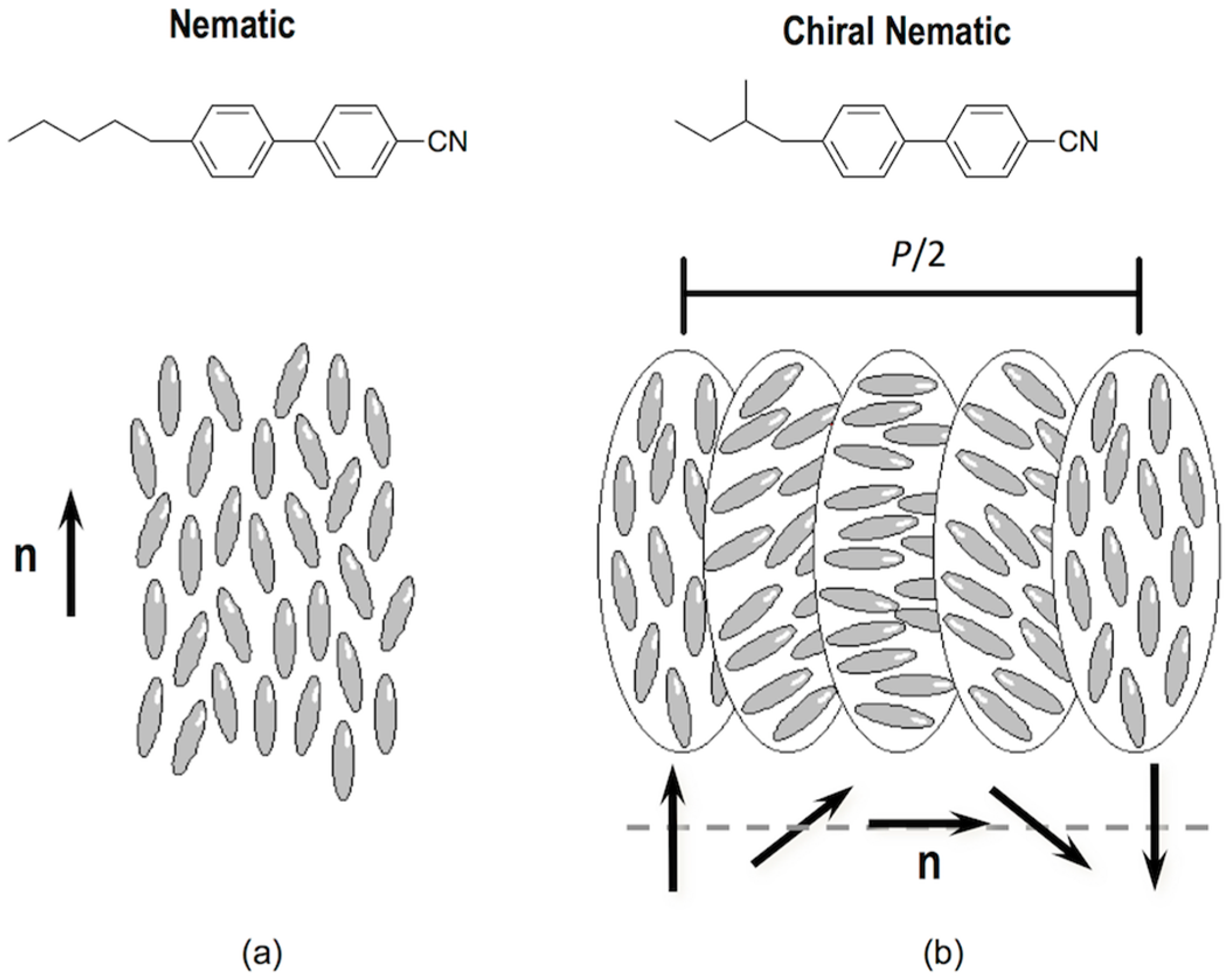
- De Gennes, P.G.; Prost, J. The Physics of Liquid Crystals, 2nd ed.; Oxford University Press: Oxford, UK, 1995. [Google Scholar]
- Broer, D.J.; Boven, J.; Mol, G.N.; Challa, G. In-situ photopolymerization of oriented liquid-crystalline acrylates, 3. Oriented polymer networks from a mesogenic diacrylate. Die Makromol. Chem. 1989, 190, 2255–2268. [Google Scholar] [CrossRef]
- Van Oosten, C.L.; Bastiaansen, C.W.M.; Broer, D.J. Printed artificial cilia from liquid-crystal network actuators modularly driven by light. Nat. Mater. 2009, 8, 677–682. [Google Scholar] [CrossRef] [PubMed]
- Moia, F.; Johnson, G.A. Optical Device and Method for Manufacturing Same. U.S. Patent No. 7201948, 10 April 2007. [Google Scholar]
- You, M.; Zhong, J.; Hong, Y.; Duan, Z.; Lin, M.; Xu, F. Inkjet printing of upconversion nanoparticles for anti-counterfeit applications. Nanoscale 2015, 7, 4423–4431. [Google Scholar] [CrossRef] [PubMed]
- Andres, J.; Hersch, R.D.; Moser, J.-E.; Chauvin, A.-S. A new anti-counterfeiting feature relying on invisible luminescent full color images printed with lanthanide-based inks. Adv. Funct. Mater. 2014, 24, 5029–2036. [Google Scholar] [CrossRef]
- DaLuz, L.L.; Milani, R.; Felix, J.F.; Ribeiro, I.R.B.; Talhavini, M.; Neto, B.A.D.; Chojnacki, J.; Rodrigues, M.O.; Júnior, S.A. Inkjet printing of lanthanide-organic frameworks for anti-counterfeiting applications. ACS Appl. Mater. Interfaces 2015, 7, 27115–27123. [Google Scholar] [CrossRef] [PubMed]
- You, M.; Lin, M.; Wang, S.; Wang, X.; Zhang, G.; Hong, Y.; Dong, Y.; Jin, G.; Xu, F. Three-dimensional quick response code based on inkjet printing of upconversion fluorescent nanoparticles for drug anti-counterfeiting. Nanoscale 2016, 8, 10096–10104. [Google Scholar] [CrossRef] [PubMed]
- Baride, A.; Meruga, J.M.; Douma, C.; Langerman, D.; Crawford, G.; Kellar, J.J.; Cross, W.M.; May, P.S. A NIR-to-NIR upconversion luminescence system for security printing applications. RSC Adv. 2015, 6, 101338–101346. [Google Scholar] [CrossRef]
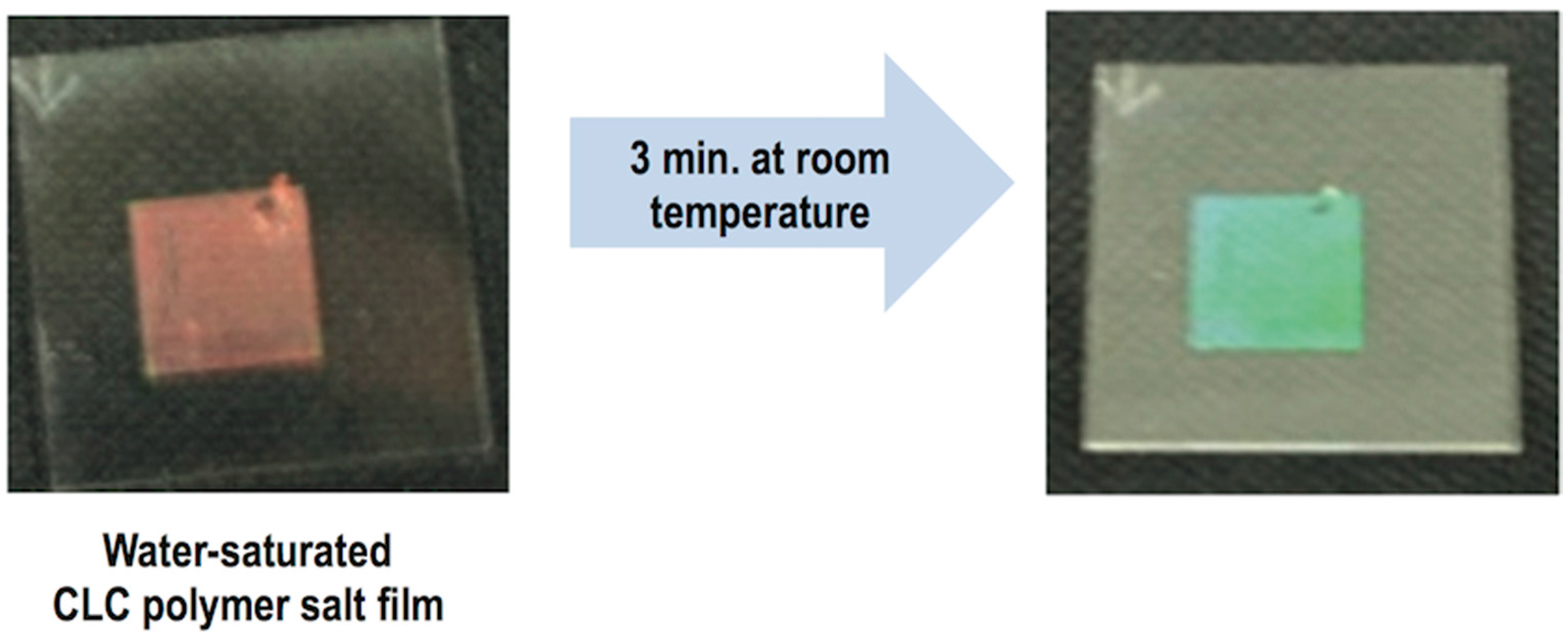
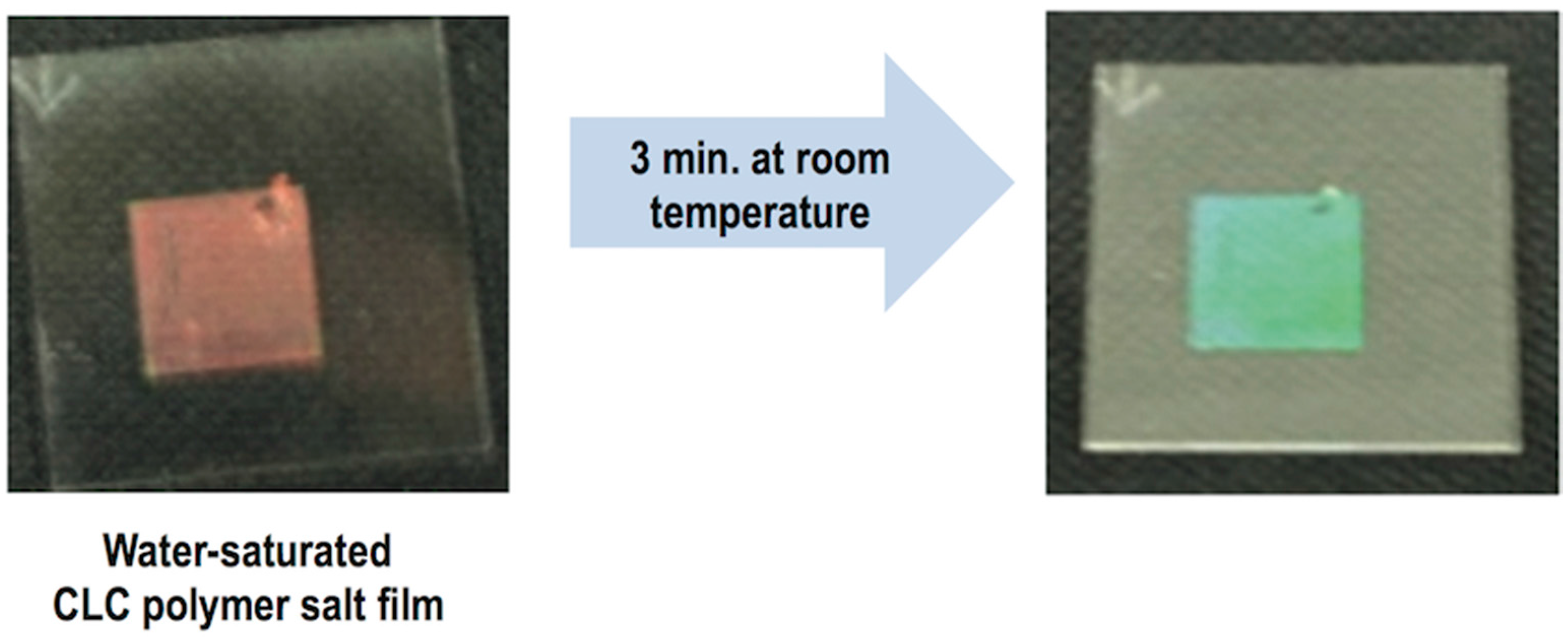
- White, T.J.; McConney, M.E.; Bunning, T.J. Dynamic color in stimuli-responsive cholesteric liquid crystals. J. Mater. Chem. 2010, 20, 9832–9847. [Google Scholar] [CrossRef]
- Ding, J.M.; Lin, Y.R.; Chen, C.H.; Chen, R.D.; Lin, C.Y.; Wang, H.L.; Lu, C.C.; Liao, C.C.; Hou, W.H. Inkjet printed multicolor cholesteric liquid crystal display. In Proceedings of the 13th International Display Workshops (IDW ‘06), Otsu, Japan, 6–8 December 2006.
- Coles, H.; Morris, S. Liquid-crystal lasers. Nat. Photonics 2010, 4, 676–685. [Google Scholar] [CrossRef]
- Gardiner, D.J.; Hsiao, W.K.; Morris, S.M.; Hands, P.J.W.; Wilkinson, T.D.; Hutchings, I.M.; Coles, H.J. Printed photonic arrays from self-organized chiral nematic liquid crystals. Soft Matter 2012, 8, 9977–9980. [Google Scholar] [CrossRef]
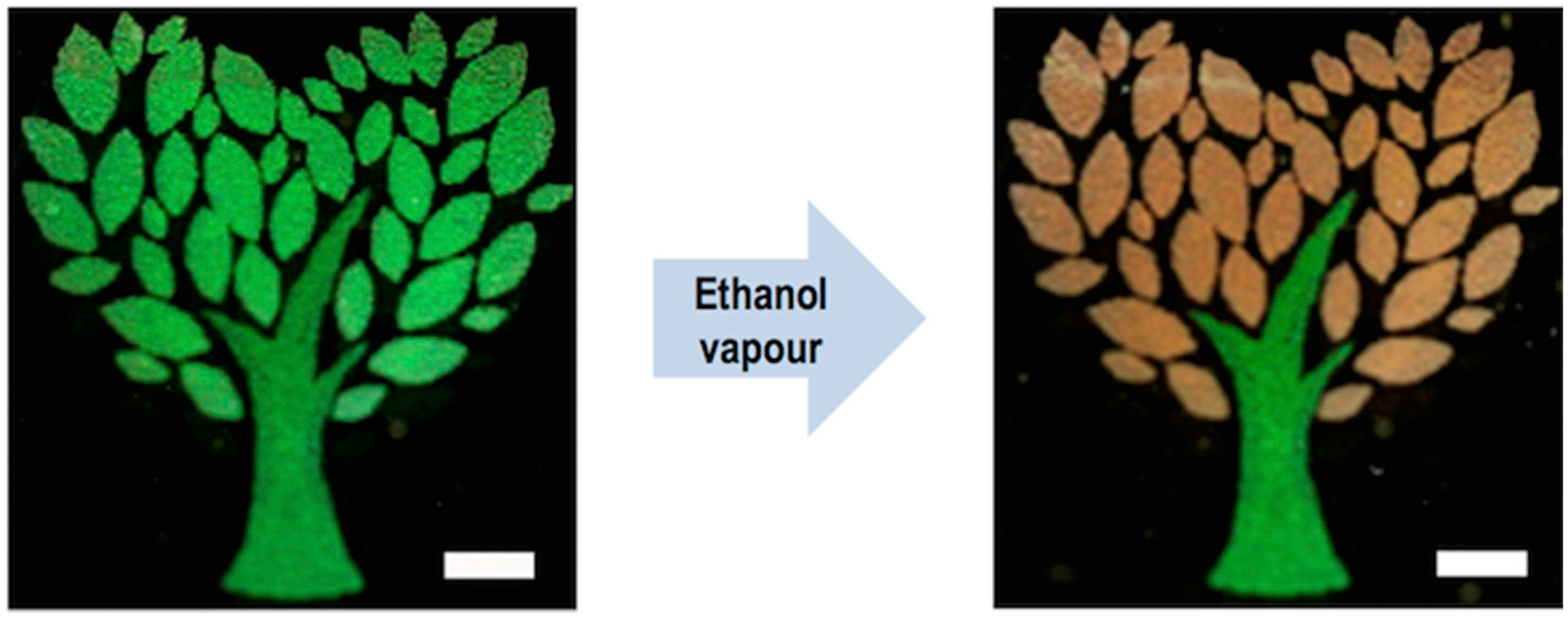
- Stumpel, J.E.; Broer, D.J.; Schenning, A.P.H.J. Stimuli-responsive photonic polymer coatings. Chem. Commun. 2014, 50, 15839–15848. [Google Scholar] [CrossRef] [PubMed]
- Moirangthem, M.; Arts, R.; Merkx, M.; Schenning, A.P.H.J. An Optical Sensor Based on a Photonic Polymer Film to Detect Calcium in Serum. Adv. Funct. Mater. 2016, 26, 1154–1160. [Google Scholar] [CrossRef]
- Khan, M.K.; Bsoul, A.; Walus, K.; Hamad, W.Y.; MacLachlan, M.J. Photonic patterns printed in chiral nematic mesoporous resins. Angew. Chem. 2015, 127, 4378–4382. [Google Scholar] [CrossRef]
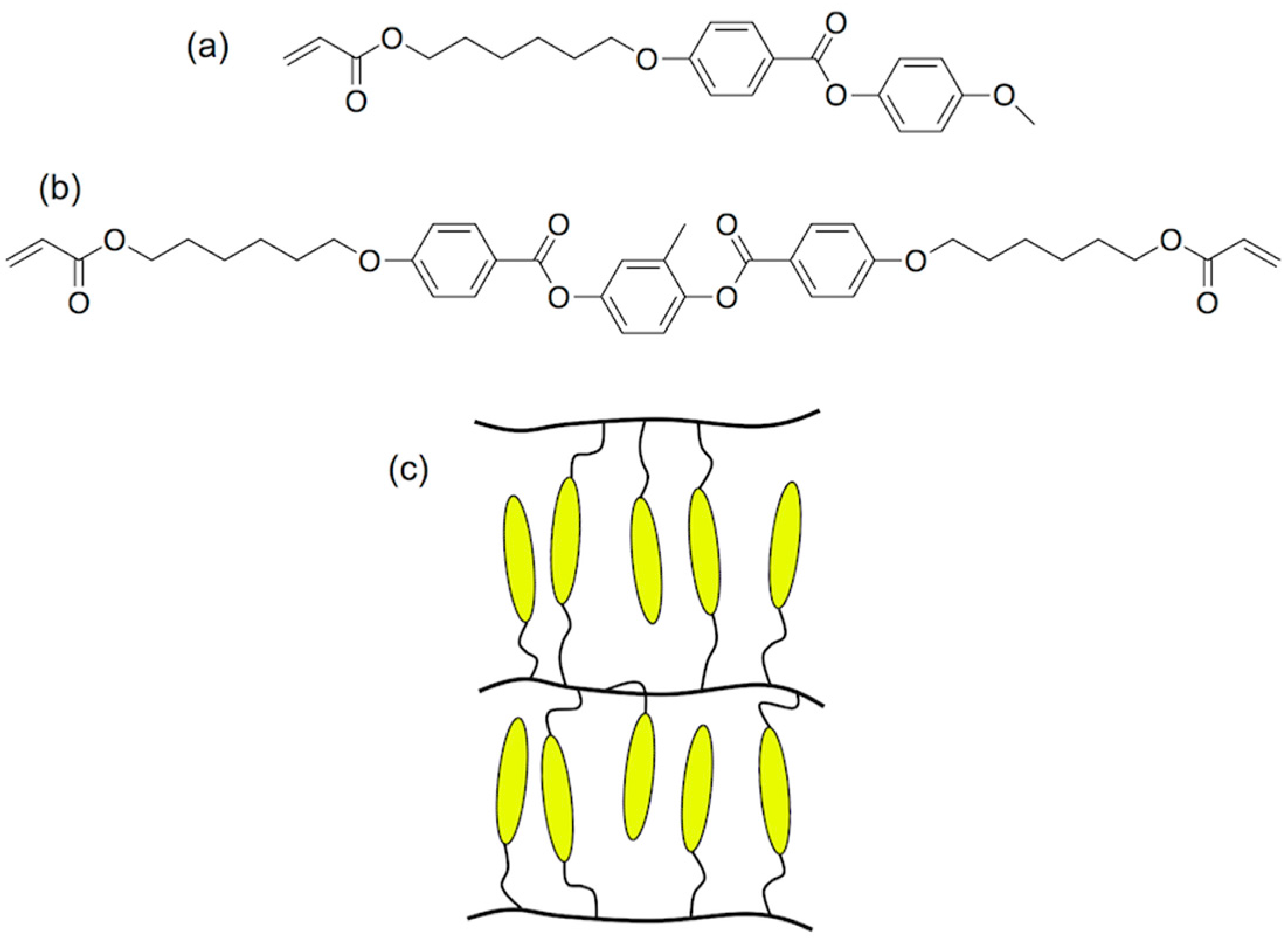
- Herzer, N.; Guneysu, H.; Davies, D.J.D.; Yildirim, D.; Vaccaro, A.R.; Broer, D.J.; Bastiaansen, C.W.M.; Schenning, A.P.H.J. Printable Optical Sensors Based on H-Bonded Supramolecular Cholesteric Liquid Crystal Networks. J. Am. Chem. Soc. 2012, 134, 7608–7611. [Google Scholar] [CrossRef] [PubMed]
- Davies, D.J.D.; Vaccaro, A.R.; Morris, S.M.; Herzer, N.; Schenning, A.P.H.J.; Bastiaansen, C.W.M. A Printable Optical Time-Temperature Integrator Based on Shape Memory in a Chiral Nematic Polymer Network. Adv. Funct. Mater. 2013, 23, 2723–2727. [Google Scholar] [CrossRef]
- Stumpel, J.E.; Wouters, C.; Herzer, N.; Ziegler, J.; Broer, D.J.; Basiaansen, C.W.M.; Schenning, A.P.H.J. An Optical Sensor for Volatile Amines Based on an Inkjet-Printed, Hydrogen-Bonded, Cholesteric Liquid Crystalline Film. Adv. Opt. Mater. 2014, 2, 459–464. [Google Scholar] [CrossRef]
- Joannopoulos, J.D.; Johnson, S.G.; Winn, J.N.; Meade, R.D. (Eds.) Photonic Crystals: Molding the Flow of Light, 2nd ed.; Princeton University Press: Princeton, NJ, USA, 2011.
- Arpin, K.A.; Mihi, A.; Johnson, H.T.; Alfred, J.B.; Rogers, J.A.; Lewis, J.A.; Braun, P.V. Multidimensional Architectures for Functional Optical Devices. Adv. Mater. 2010, 22, 1084–1101. [Google Scholar] [CrossRef] [PubMed]
- Fan, H.; Lu, Y.; Stump, A.; Reed, S.T.; Baer, T.; Schunk, R.; Brinker, C.J. Rapid prototyping of patterned functional nanostructures. Nature 2000, 405, 56–60. [Google Scholar] [CrossRef] [PubMed]
- Ko, H.-Y.; Park, J.; Shin, H.; Moon, J. Rapid Self-Assembly of Monodisperse Colloidal Spheres in an Ink-Jet Printed Droplet. Chem. Mater. 2004, 16, 4212–4215. [Google Scholar] [CrossRef]
- Wang, D.; Park, M.; Park, J.; Moon, J. Optical properties of single droplet of photonic crystal assembled by ink-jet printing. Appl. Phys. Lett. 2005, 86, 241114. [Google Scholar] [CrossRef]
- Park, J.; Moon, J. Control of colloidal particle deposit patterns within picoliter droplets ejected by ink-jet printing. Langmuir 2006, 22, 3506–3513. [Google Scholar] [CrossRef] [PubMed]
- Park, J.; Moon, J.; Shin, H.; Wang, D.; Park, M. Direct-write fabrication of colloidal photonic crystal microarrays by ink-jet printing. J. Colloid Interface Sci. 2006, 298, 713–719. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Wang, L.; Song, Y.; Jiang, L. Patterned photonic crystals fabricated by inkjet printing. J. Mater. Chem. C 2013, 1, 6048–6058. [Google Scholar] [CrossRef]
- Sowade, E.; Blaudeck, T.; Baumann, R.R. Inkjet printing of colloidal nanospheres: Engineering the evaporation-driven self-assembly process to form defined layer morphologies. Nanoscale Res. Lett. 2015, 10. [Google Scholar] [CrossRef] [PubMed]
- Yoo, H.; Kim, C. Experimental studies on formation, spreading and drying of inkjet drop of colloidal suspensions. Colloids Surfaces A Physicochem. Eng. Asp. 2015, 468, 234–245. [Google Scholar] [CrossRef]
- Cui, L.; Li, Y.; Wang, J.; Tian, E.; Zhang, X.; Zhang, Y.; Song, Y.; Jiang, L. Fabrication of large-area patterned photonic crystals by ink-jet printing. J. Mater. Chem. 2009, 19, 5499–5502. [Google Scholar] [CrossRef]
- Nam, H.; Song, K.; Ha, D.; Kim, T. Inkjet printing based mono-layered photonic crystal patterning for anti-counterfeiting structural colors. Sci. Rep. 2016, 6, 30885. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Wang, J.; Huang, Y.; Liu, M.; Kuang, M.; Li, Y.; Jiang, L.; Song, Y. Inkjet printed colloidal photonic crystal microdot with fast response induced by hydrophobic transition of poly(N-isopropyl acrylamide). J. Mater. Chem. 2012, 22, 21405–21411. [Google Scholar] [CrossRef]
- Bai, L.; Xie, Z.; Wang, W.; Yuan, C.; Zhao, Y.; Mu, Z.; Zhong, Q.; Gu, Z. Bio-Inspired Vapor-Responsive Colloidal Photonic Crystal Patterns by Inkjet Printing. ACS Nano 2014, 8, 11094–11100. [Google Scholar] [CrossRef] [PubMed]
- Shen, W.; Li, M.; Ye, C.; Jiang, L.; Song, Y. Direct-writing colloidal photonic crystal microfluidic chips by inkjet printing for label-free protein detection. Lab Chip 2012, 12, 3089–3095. [Google Scholar] [CrossRef] [PubMed]
- Chen, T.; Deng, Z.-Y.; Yin, S.-N.; Chen, S.; Xu, C. The fabrication of 2D and 3D photonic crystal arrays towards high performance recognition of metal ions and biomolecules. J. Mater. Chem. C 2016, 4, 1398–1404. [Google Scholar] [CrossRef]
- Kang, P.; Ogunbo, S.O.; Erickson, D. High resolution reversible color images on photonic crystal substrates. Langmuir 2011, 27, 9676–9680. [Google Scholar] [CrossRef] [PubMed]






© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alamán, J.; Alicante, R.; Peña, J.I.; Sánchez-Somolinos, C. Inkjet Printing of Functional Materials for Optical and Photonic Applications. Materials 2016, 9, 910. https://doi.org/10.3390/ma9110910
Alamán J, Alicante R, Peña JI, Sánchez-Somolinos C. Inkjet Printing of Functional Materials for Optical and Photonic Applications. Materials. 2016; 9(11):910. https://doi.org/10.3390/ma9110910
Chicago/Turabian StyleAlamán, Jorge, Raquel Alicante, Jose Ignacio Peña, and Carlos Sánchez-Somolinos. 2016. "Inkjet Printing of Functional Materials for Optical and Photonic Applications" Materials 9, no. 11: 910. https://doi.org/10.3390/ma9110910