Engineering Properties and Correlation Analysis of Fiber Cementitious Materials


Abstract
:1. Introduction
2. Experimental Program
2.1. Materials and Mix Proportion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | L.O.I | K2O+Na2O (equivalent) | Others |
|---|---|---|---|---|---|---|---|---|---|
| Cement | 21.2 | 5.4 | 3.2 | 63.8 | 2.0 | 2.2 | 0.7 | 0.8 | 0.7 |
| Silica fume | 91.5 | 0.2 | 0.7 | 0.4 | 1.5 | 0.5 | 1.4 | 1.9 | 1.9 |
| Mix no. | w/c | Water | Cement | Fine Aggregate | Coarse Aggregate | Superplasticizer |
|---|---|---|---|---|---|---|
| A | 0.35 | 189.4 | 558.0 | 908.0 | 700.0 | 5.6 |
| B | 0.55 | 217.0 | 395.0 | 908.0 | 780.0 | 0 |
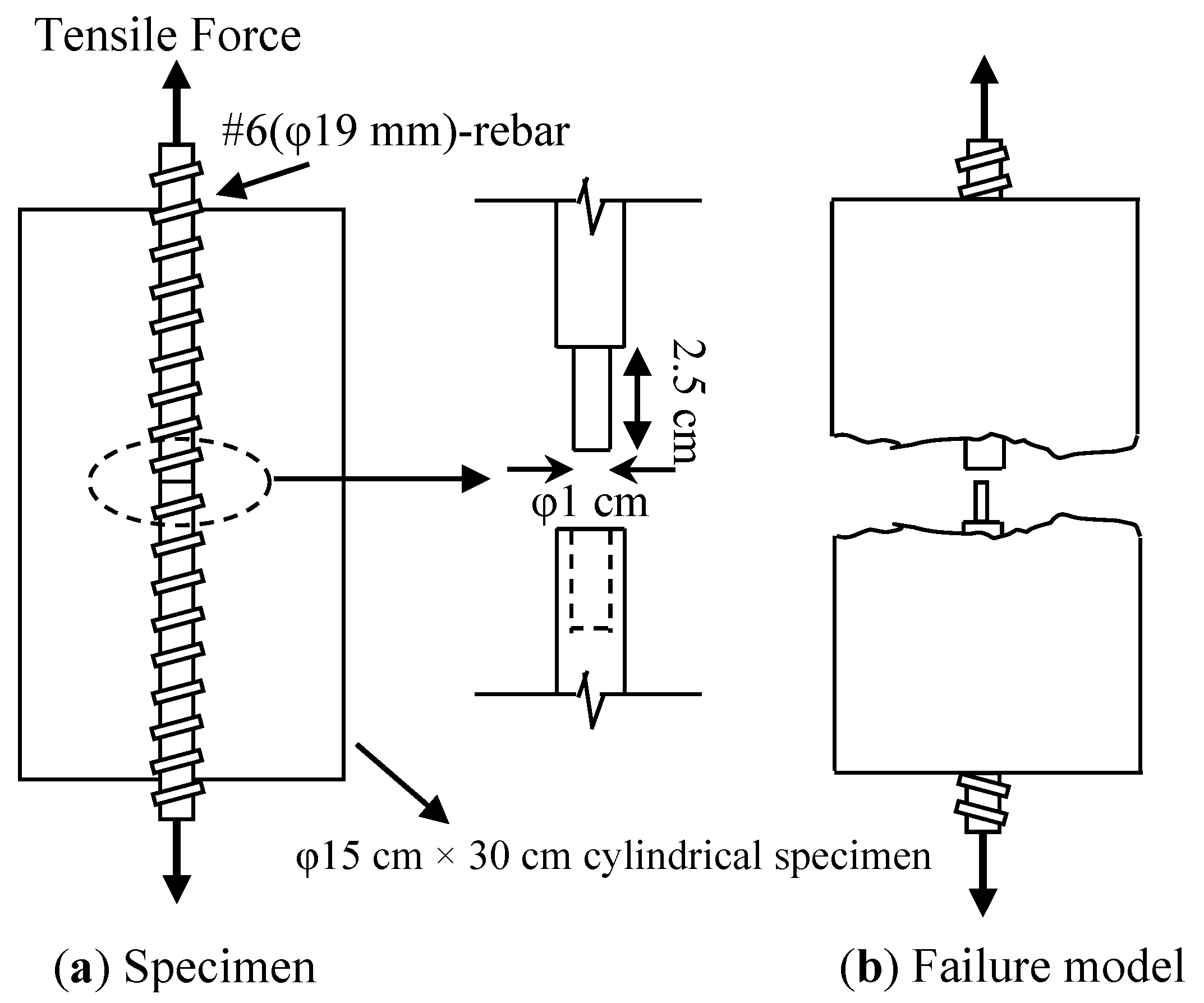
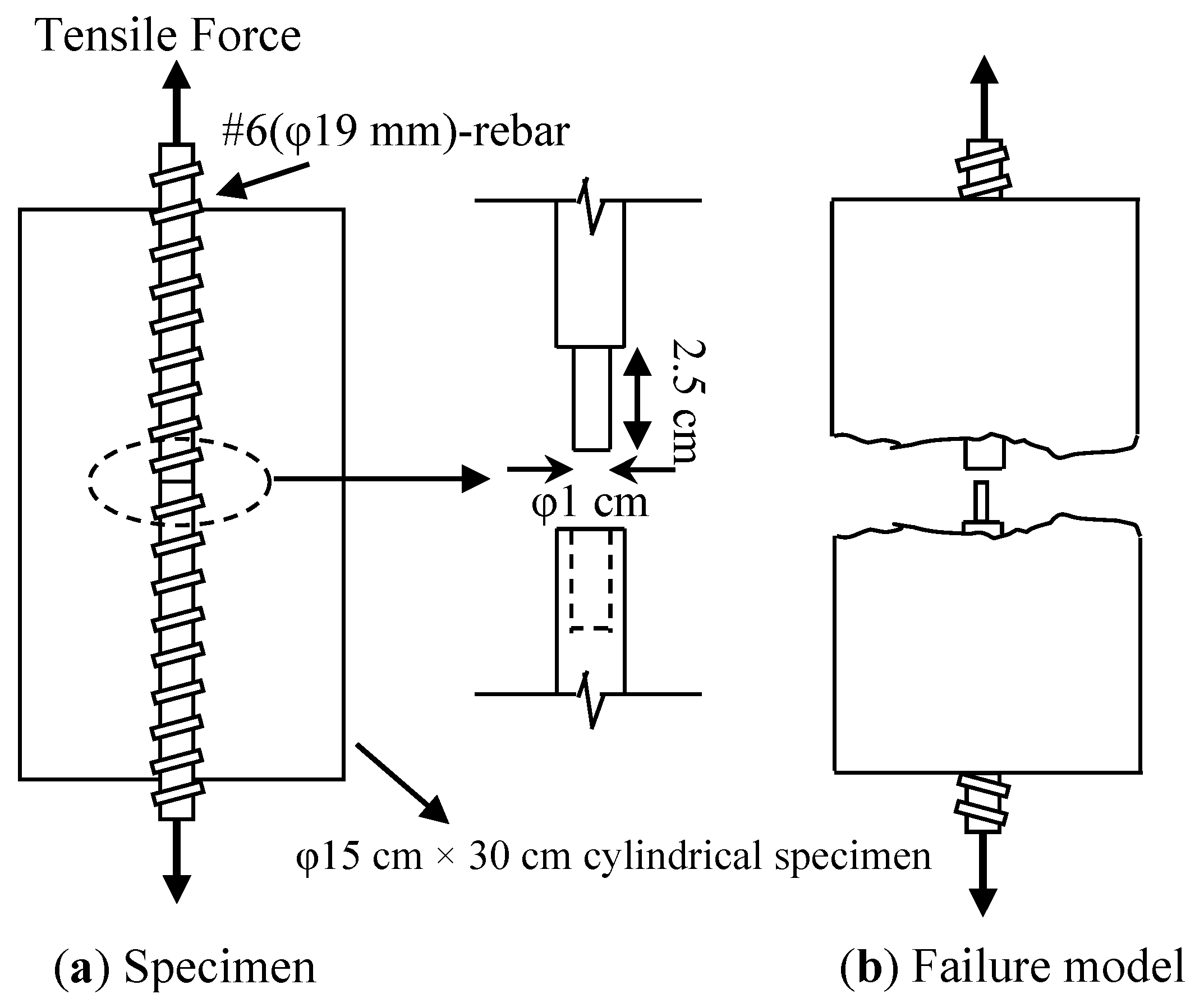
2.2. Specimens
2.3. Test Methods
3. Results and Discussion
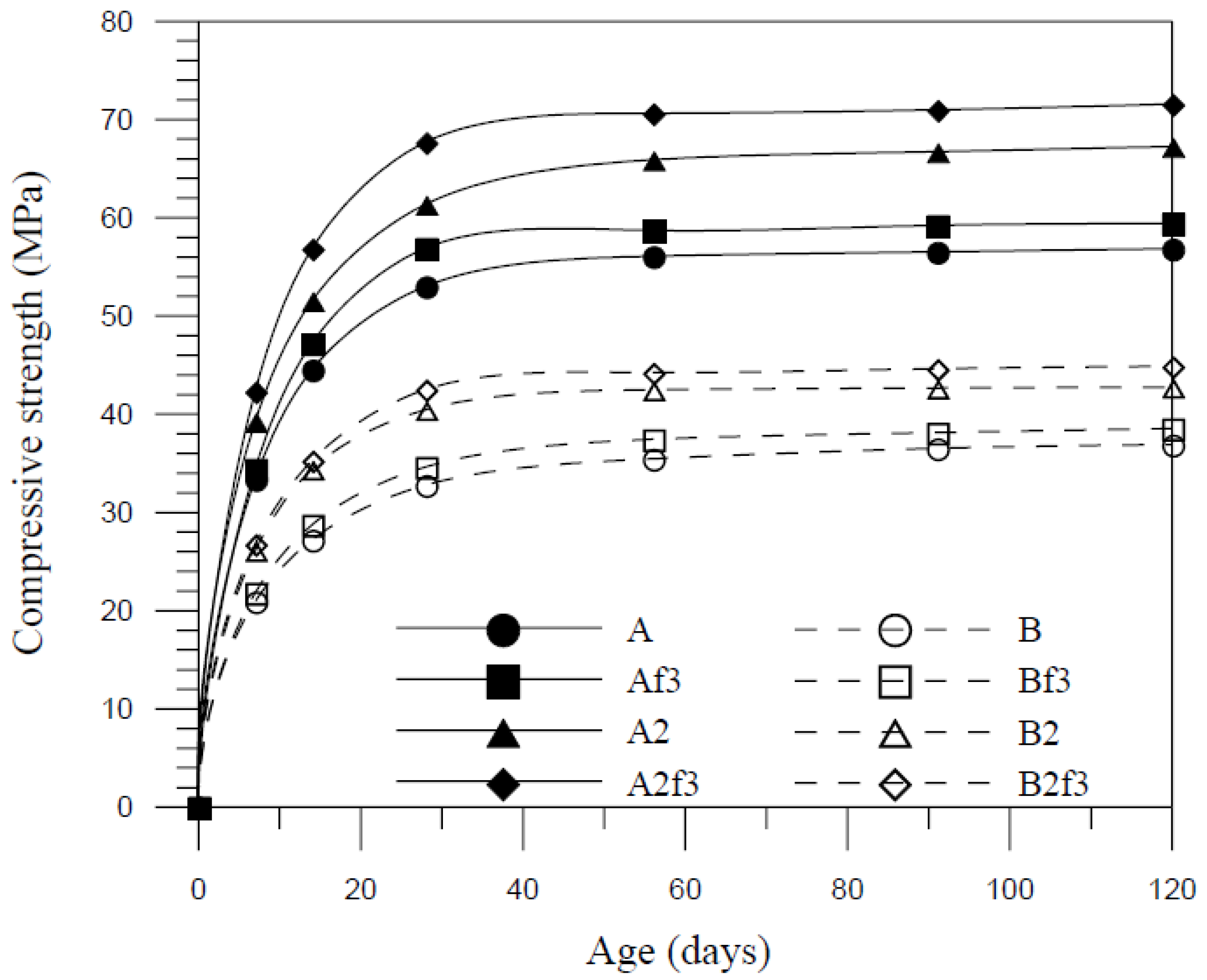
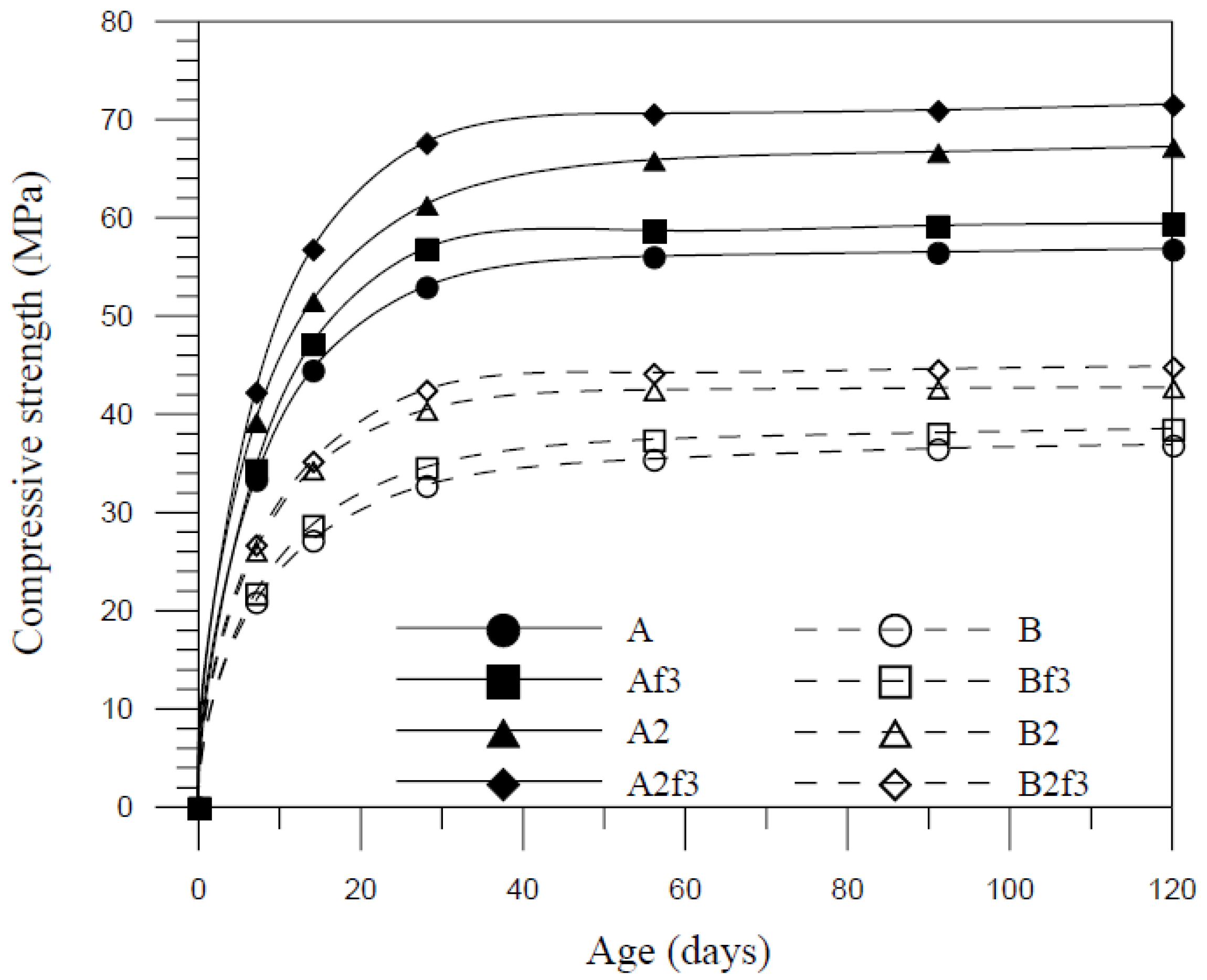
3.1. Strength Properties
| Mix no. | Compressive Strength | Splitting Strength | Direct Tensile Strength |
|---|---|---|---|
| A | 56.85 | 3.86 | 3.51 |
| Af1 | 57.66 | 4.20 | 3.73 |
| Af2 | 60.18 | 5.44 | 4.10 |
| Af3 | 59.43 | 5.51 | 4.12 |
| A1 | 61.99 | 3.94 | 3.60 |
| A1f1 | 62.71 | 4.23 | 3.92 |
| A1f2 | 63.03 | 5.58 | 4.52 |
| A1f3 | 63.62 | 6.29 | 4.61 |
| A2 | 67.24 | 3.95 | 3.62 |
| A2f1 | 68.21 | 4.44 | 4.04 |
| A2f2 | 72.32 | 5.82 | 4.66 |
| A2f3 | 72.77 | 6.55 | 4.71 |
| B | 36.90 | 3.11 | 3.26 |
| Bf1 | 38.37 | 3.35 | 3.60 |
| Bf2 | 38.96 | 3.58 | 3.69 |
| Bf3 | 38.55 | 3.94 | 3.77 |
| B1 | 39.83 | 3.38 | 3.49 |
| B1f1 | 41.09 | 4.02 | 3.63 |
| B1f2 | 41.97 | 4.57 | 3.78 |
| B1f3 | 42.13 | 5.23 | 3.91 |
| B2 | 42.48 | 3.65 | 3.51 |
| B2f1 | 44.89 | 4.11 | 3.66 |
| B2f2 | 45.32 | 4.77 | 3.83 |
| B2f3 | 45.76 | 5.46 | 4.00 |
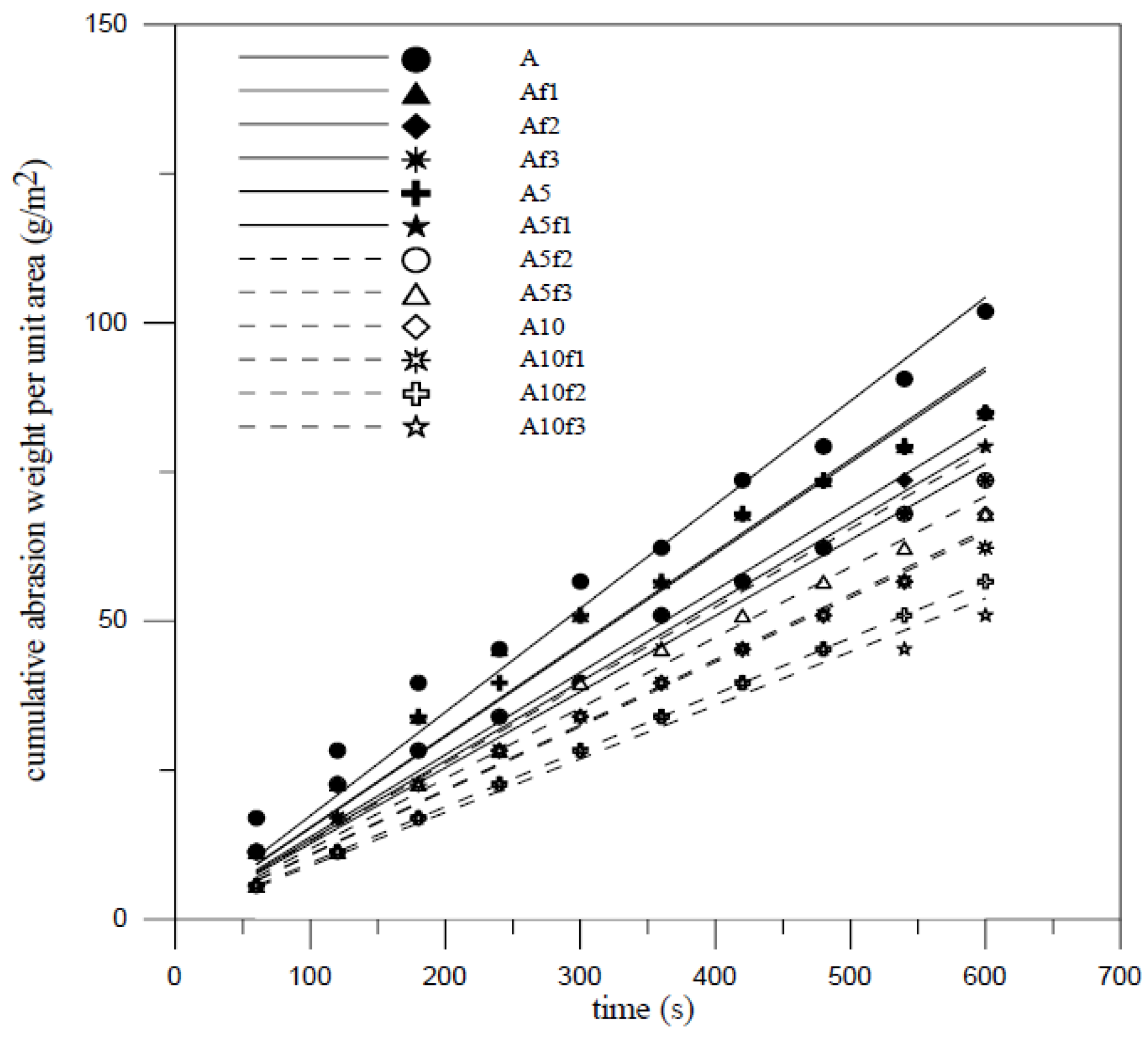
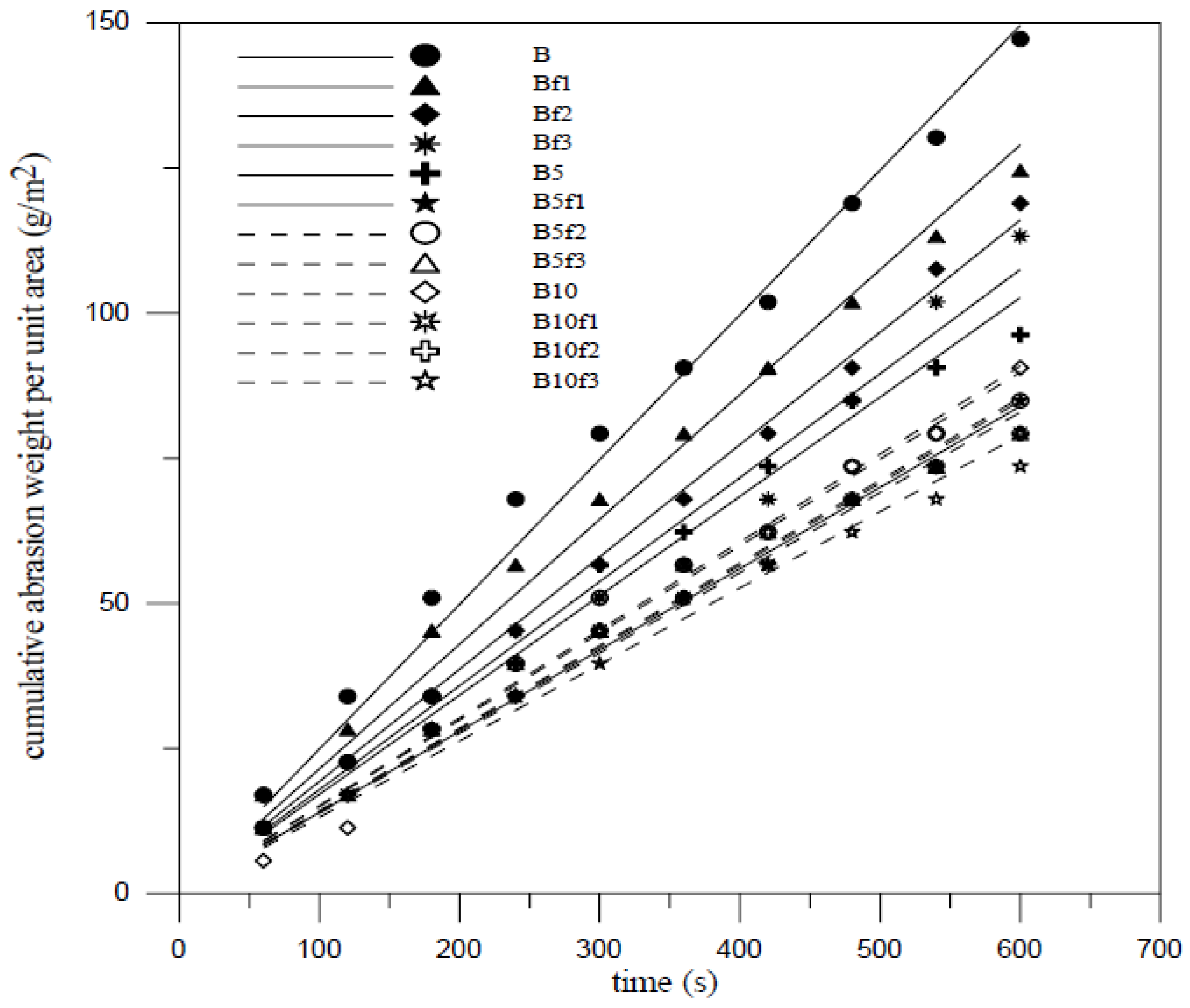
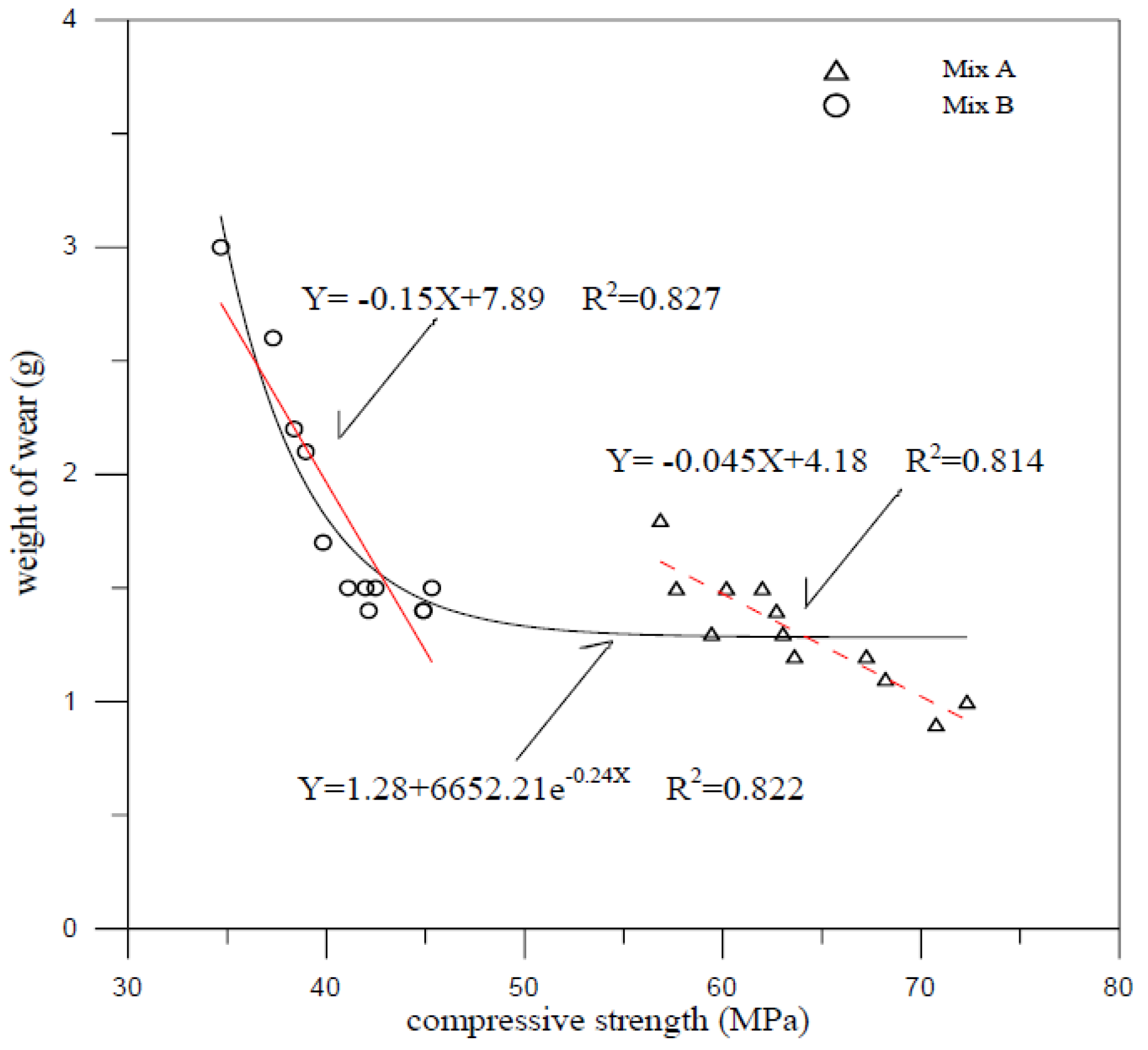
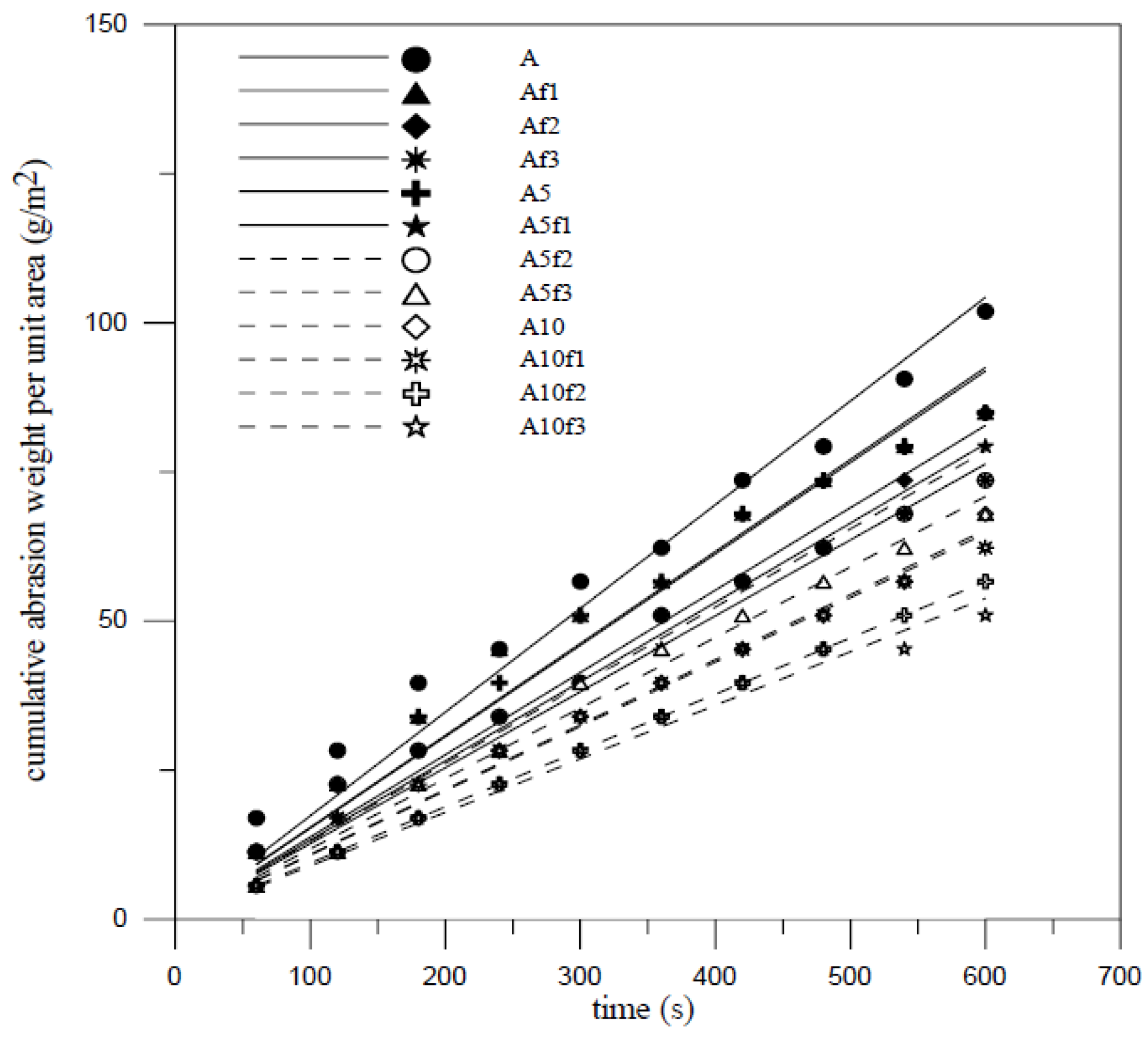
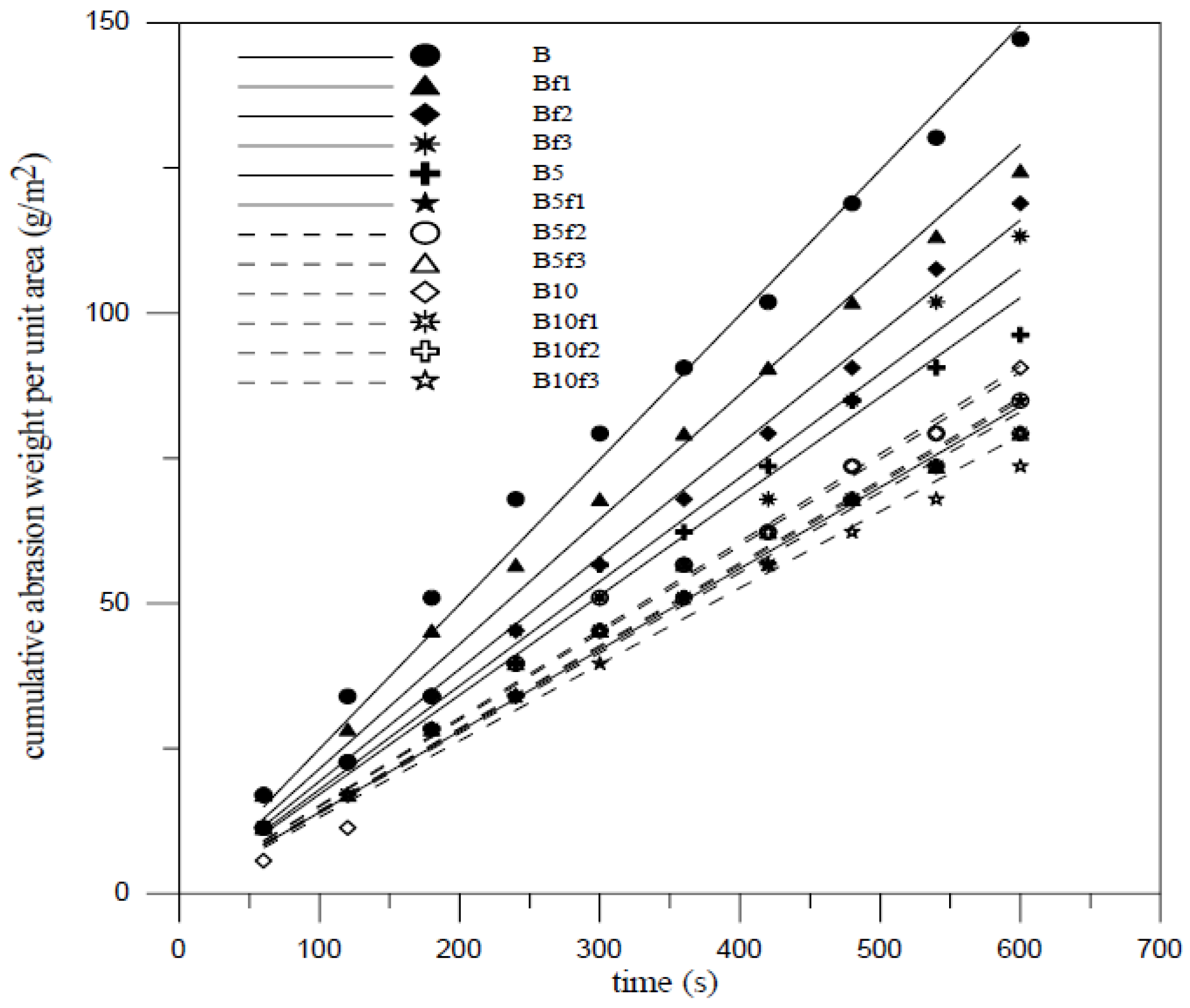
3.2. Abrasion Resistance

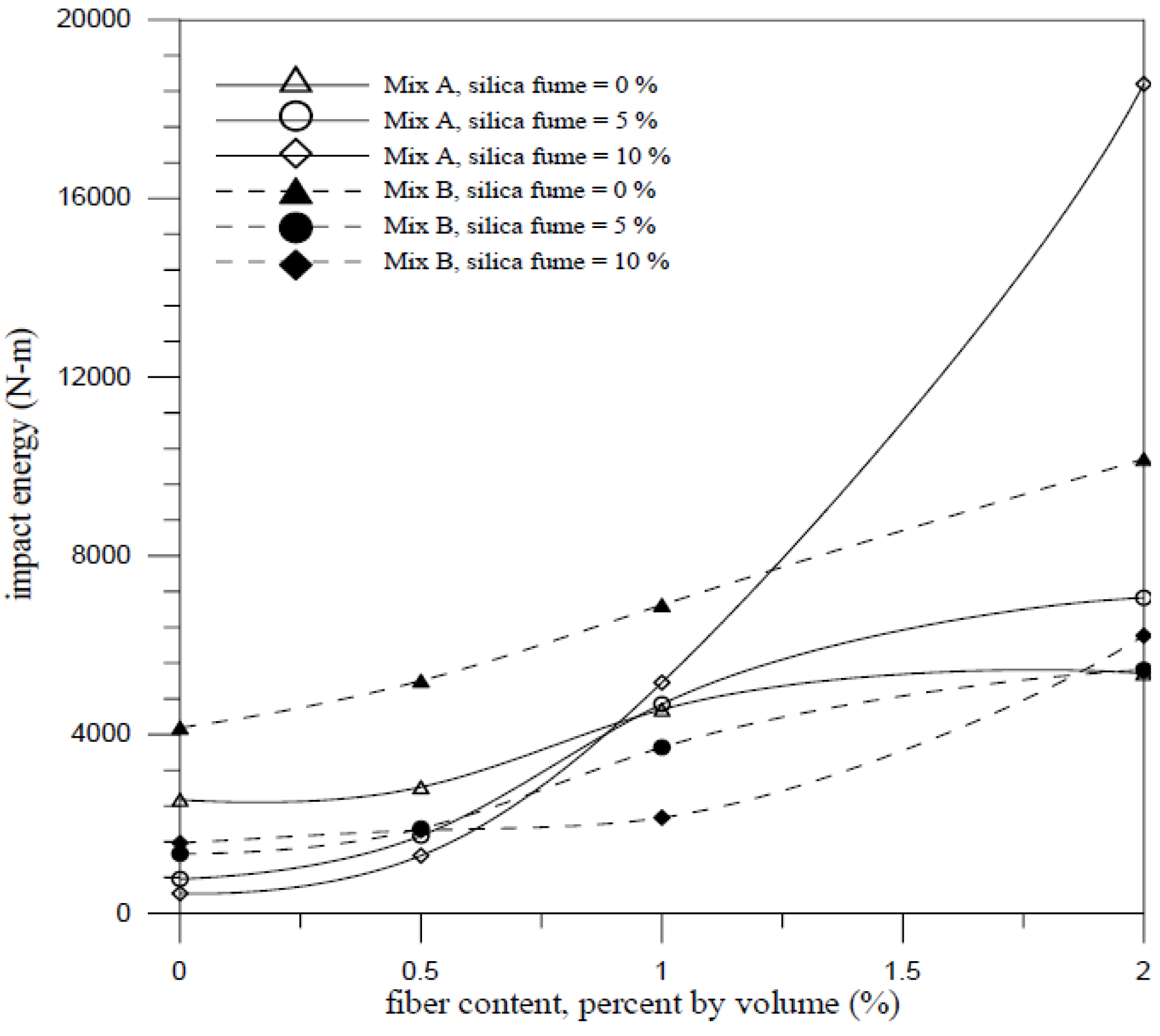
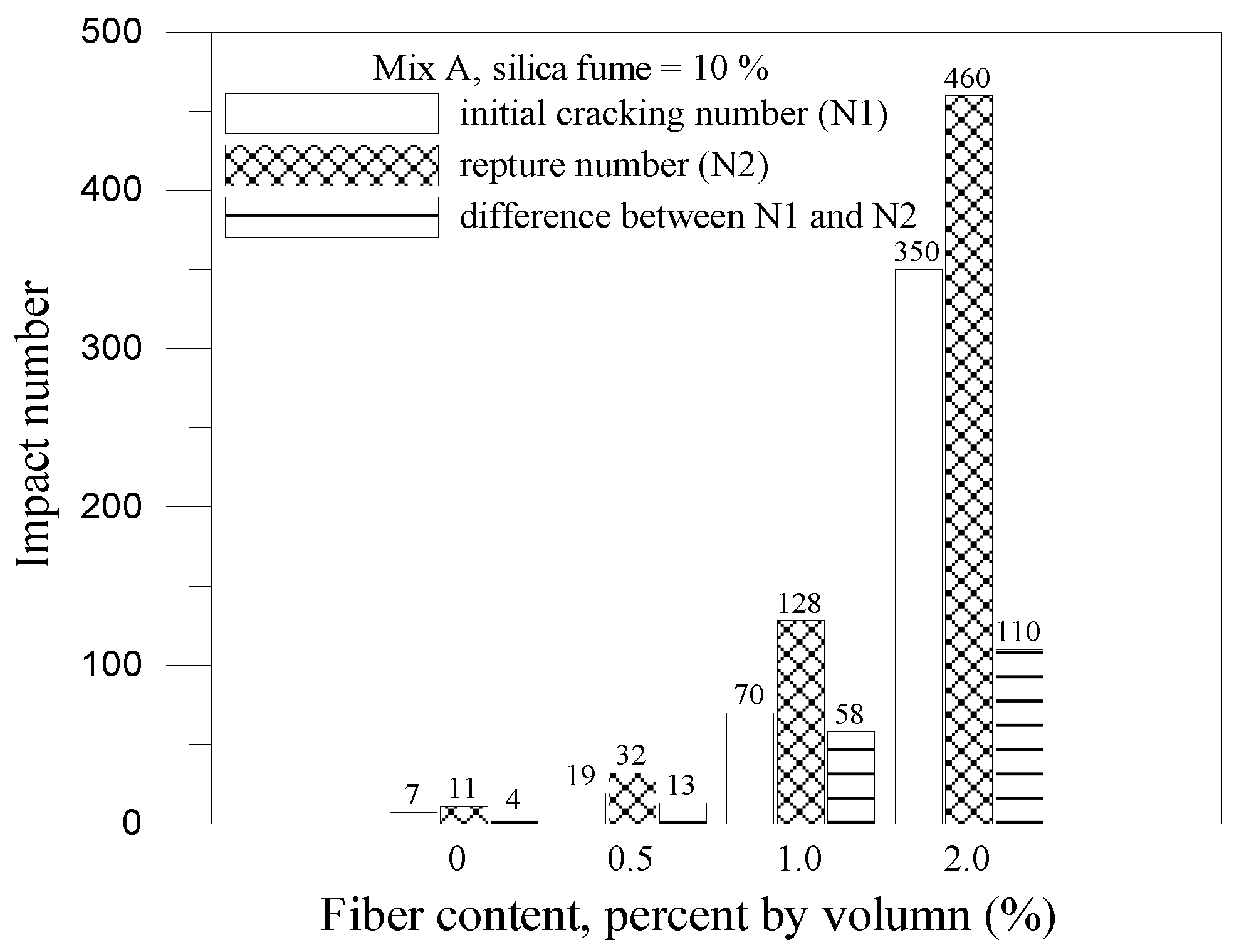
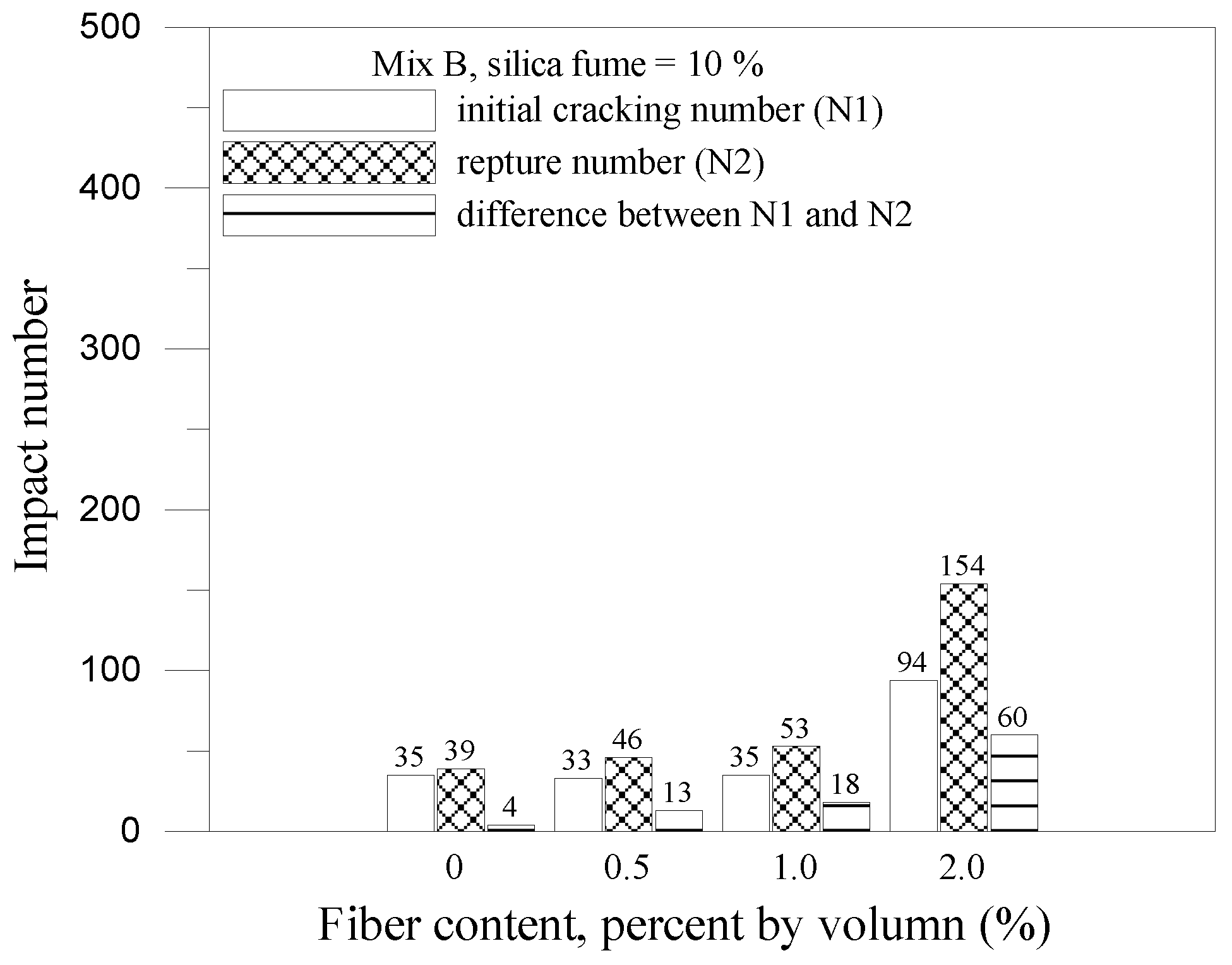
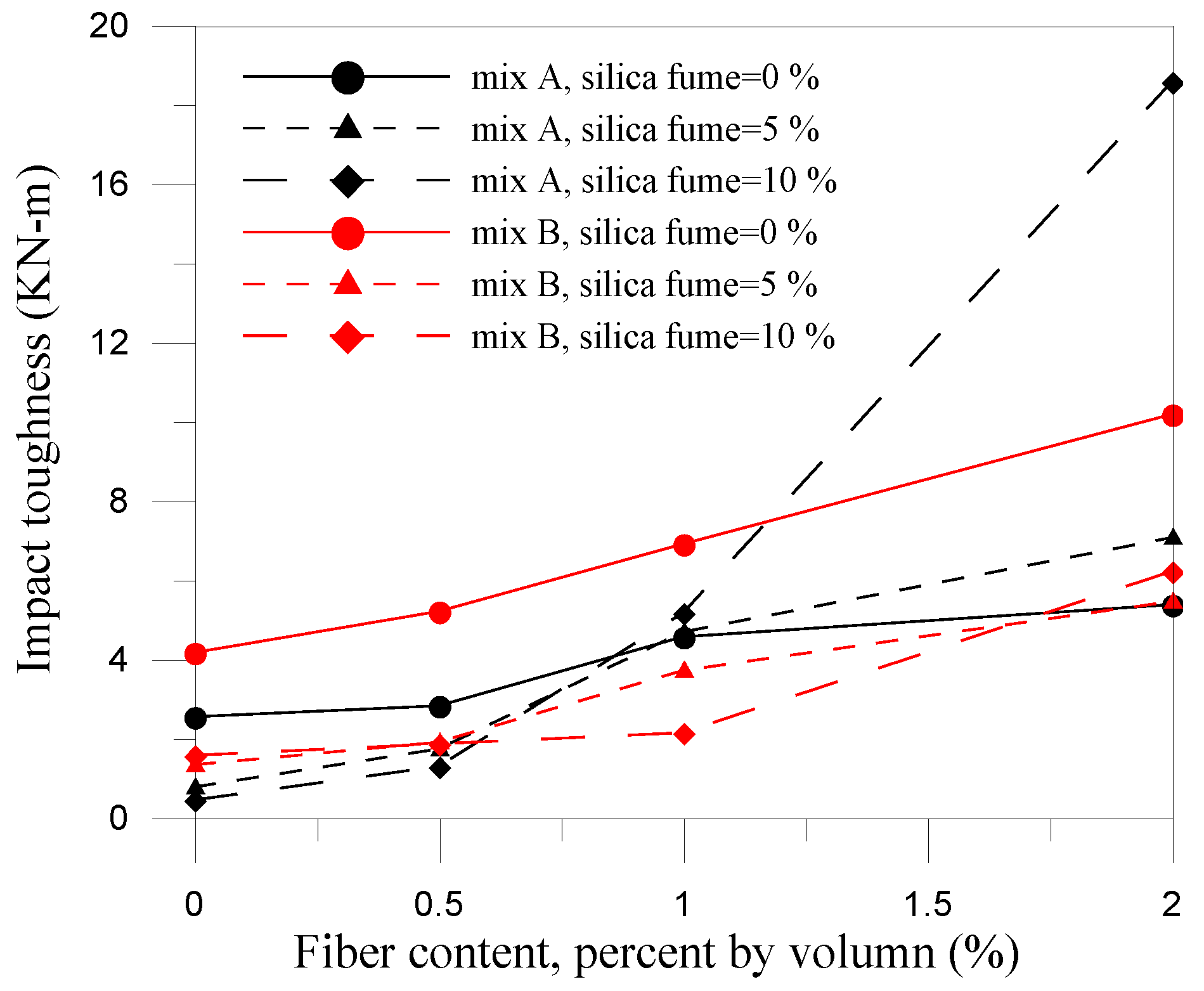
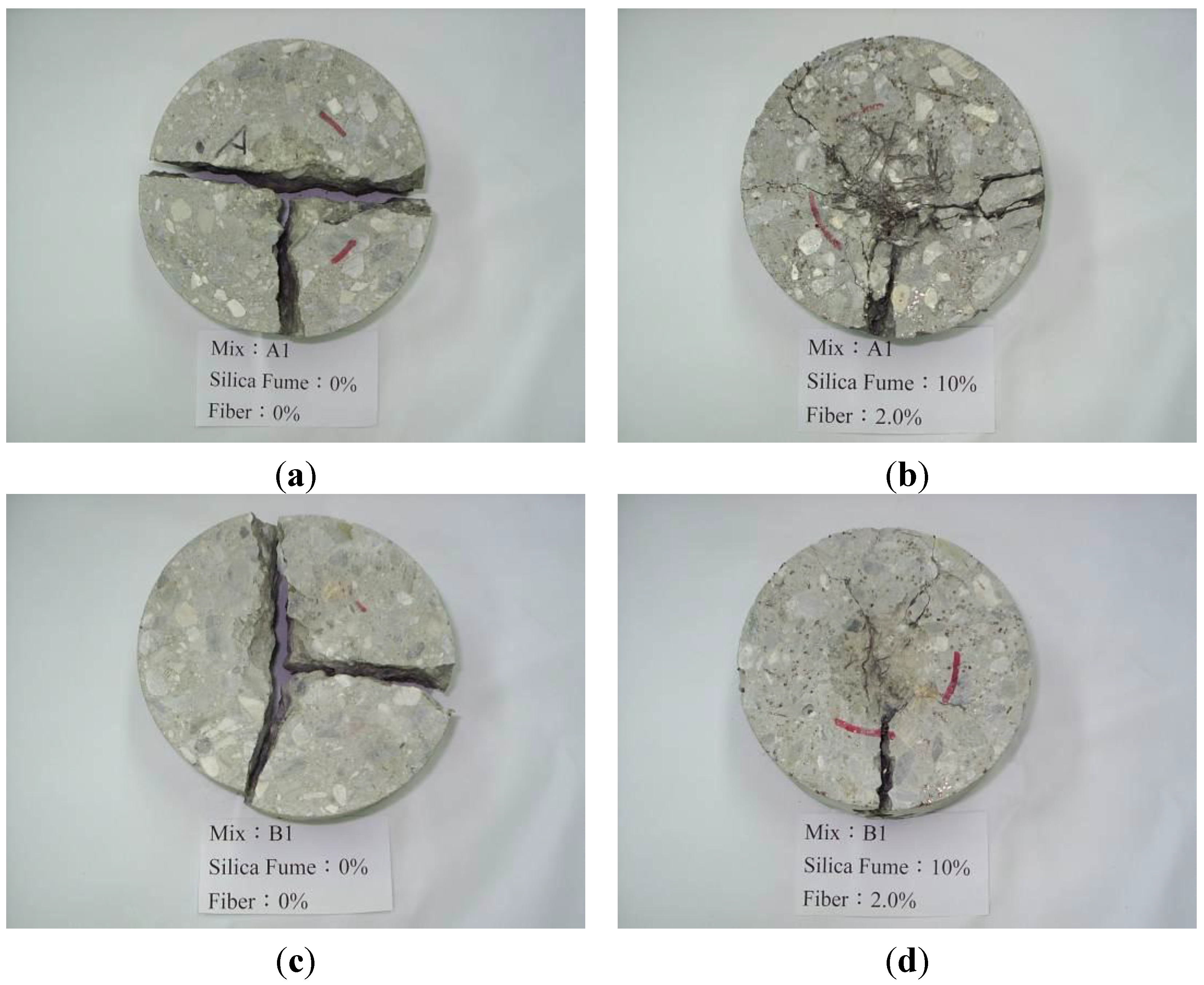
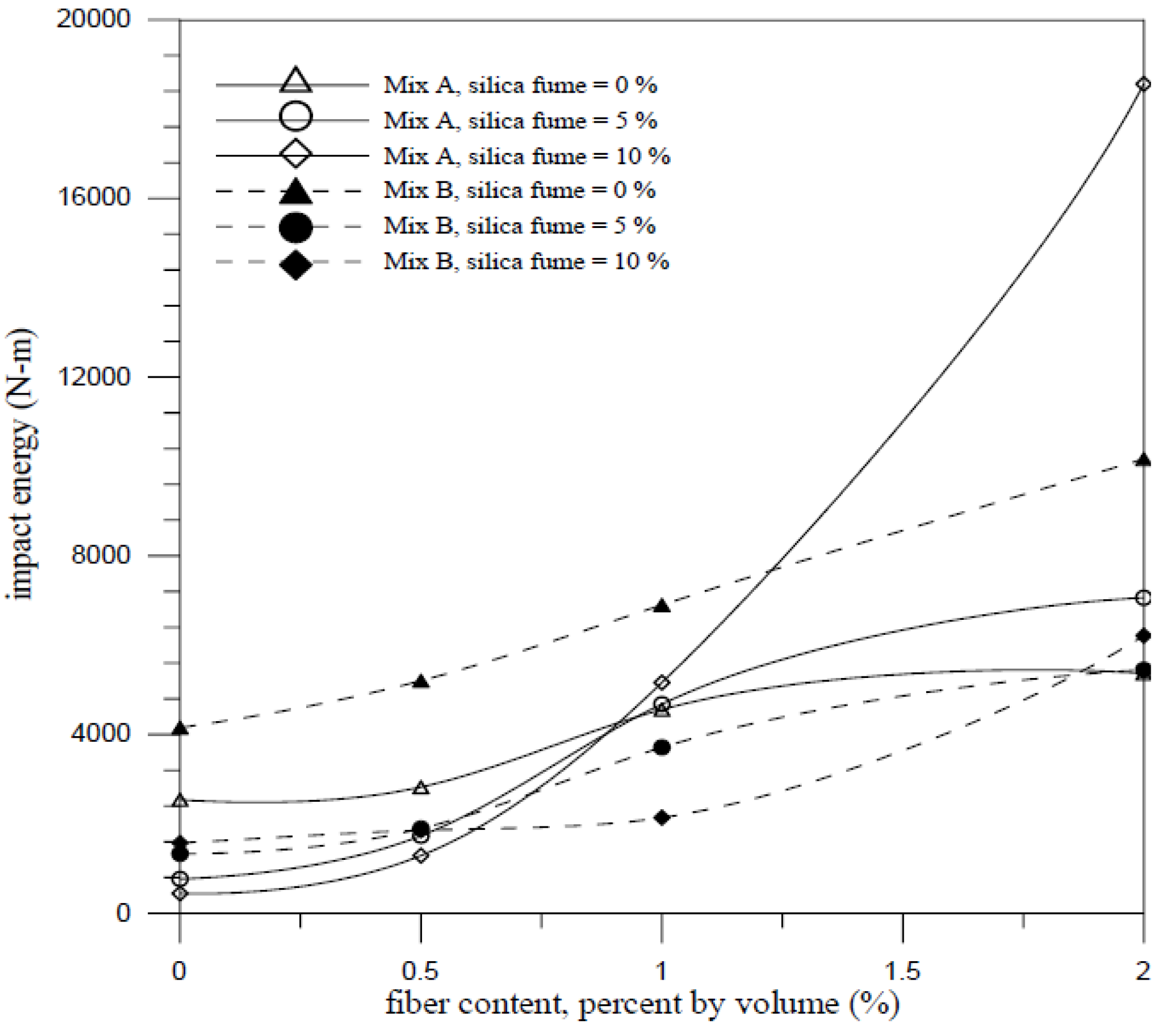
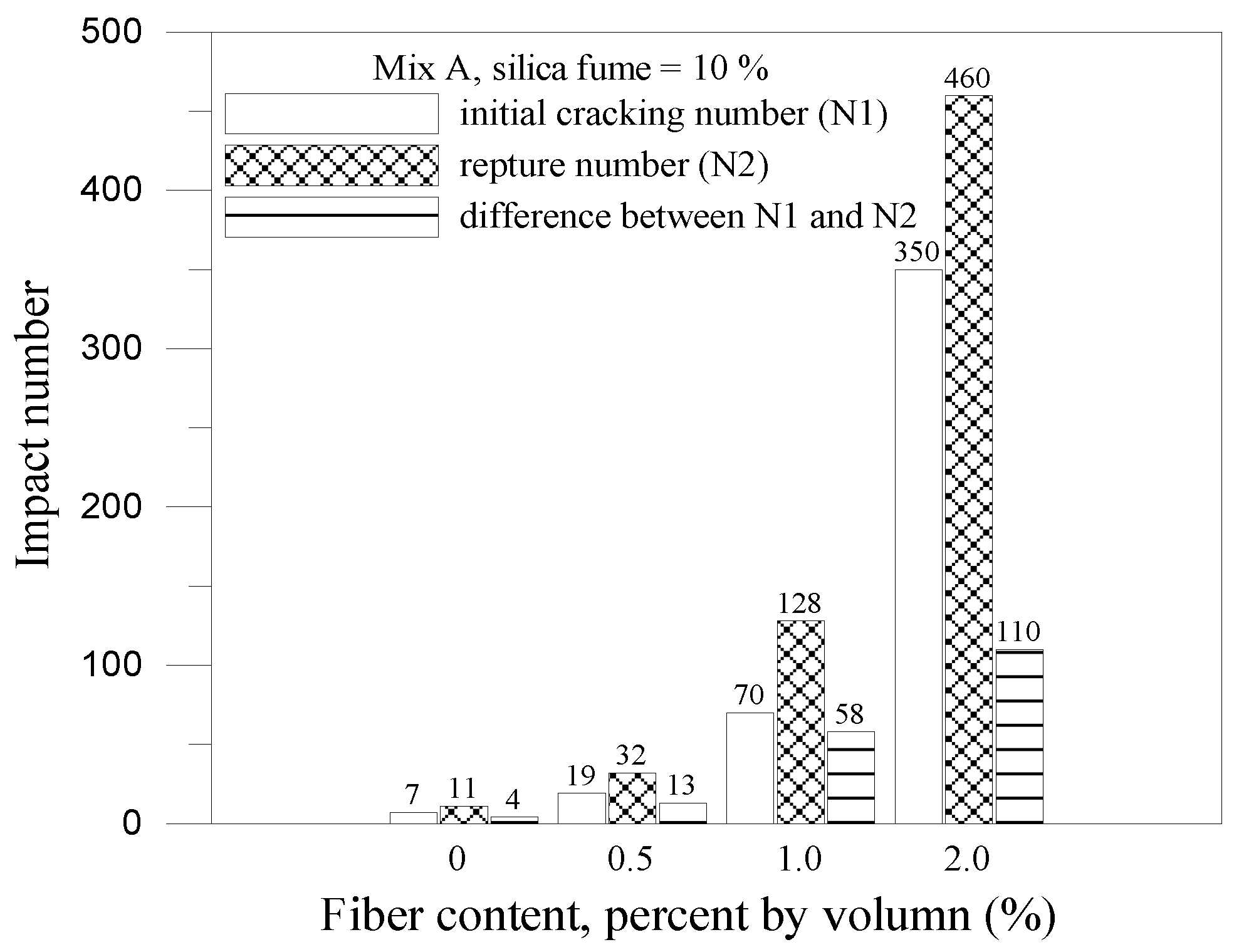
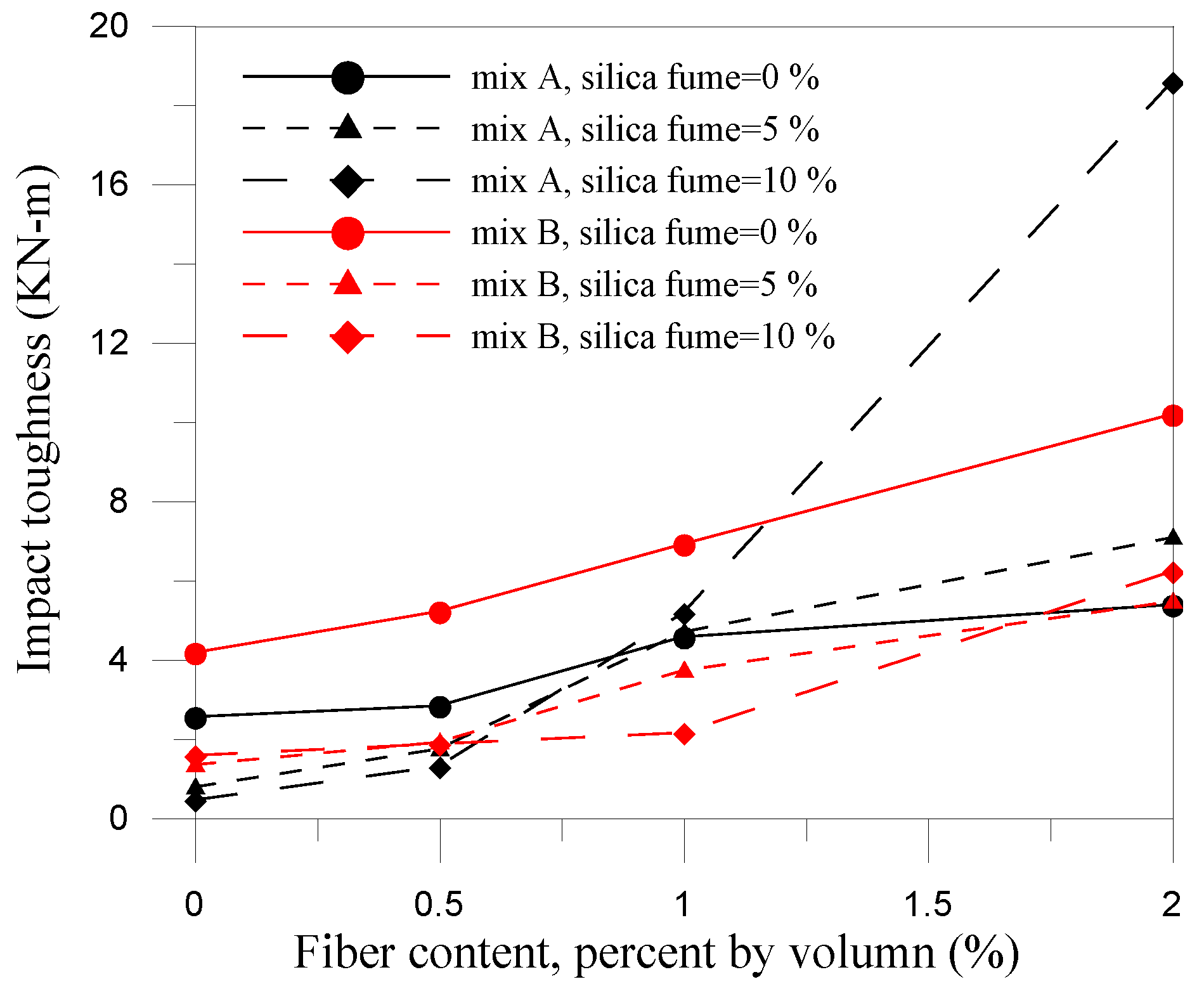
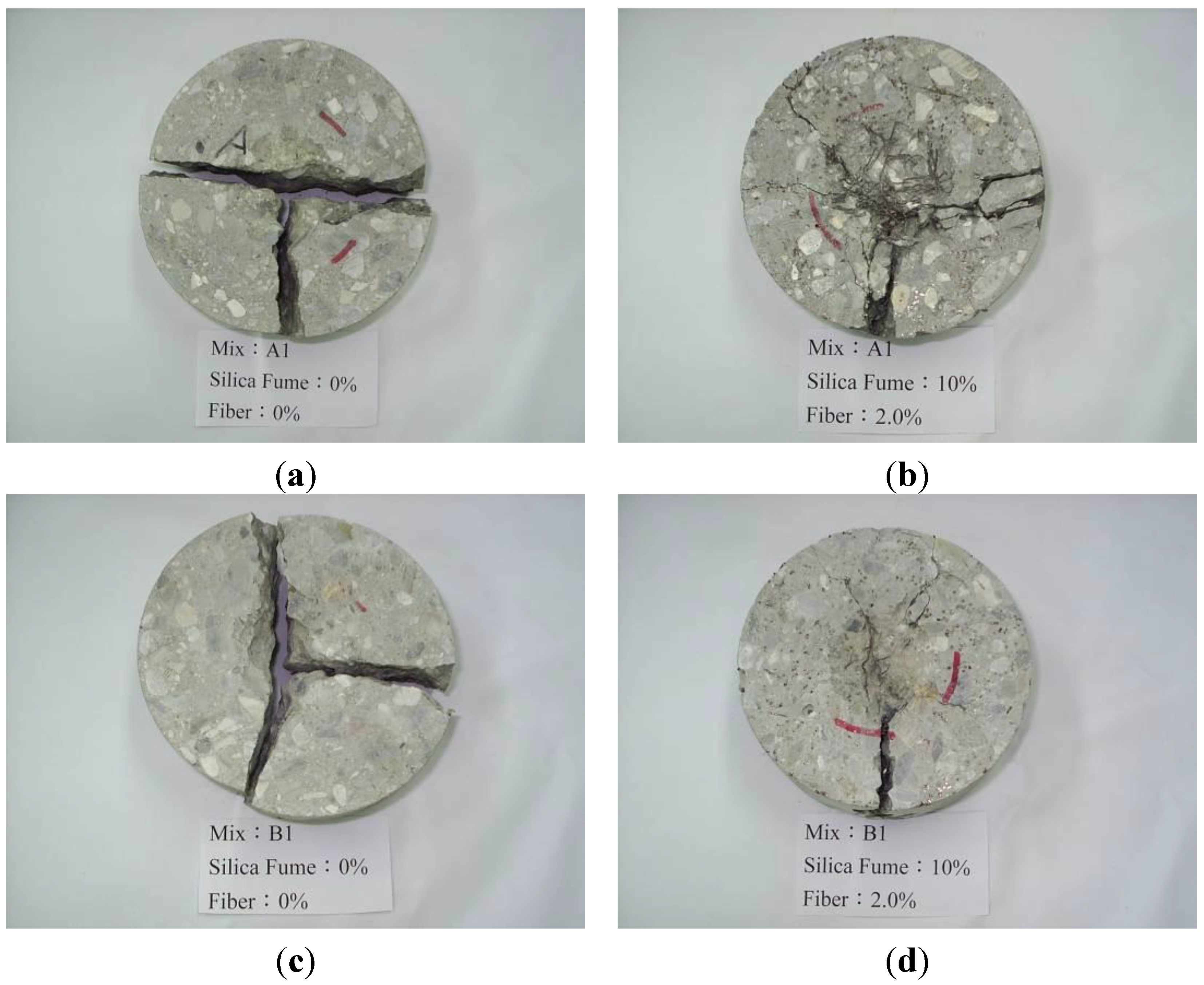
3.3. Drop Weight Test

3.4. Parametric Correlation Analysis
| Paired sample | w/c | Pearson correlation (r) | Significant (2-tailed) |
|---|---|---|---|
| fc’ vs.Ws | 0.35 | 0.94 | 0.00 ** |
| 0.55 | 0.94 | 0.00 ** | |
| fc’ vs.Vf | 0.35 | 0.23 | 0.48 |
| 0.55 | 0.26 | 0.42 | |
| fsp vs.Ws | 0.35 | 0.19 | 0.55 |
| 0.55 | 0.56 | 0.06 | |
| fsp vs.Vf | 0.35 | 0.92 | 0.00 ** |
| 0.55 | 0.76 | 0.00 ** | |
| fdir vs.Ws | 0.35 | 0.38 | 0.22 |
| 0.55 | 0.36 | 0.25 | |
| fdir vs.Vf | 0.35 | 0.81 | 0.00 ** |
| 0.55 | 0.87 | 0.00 ** | |
| Ac vs.Ws | 0.35 | −0.80 | 0.00 ** |
| 0.55 | −0.86 | 0.00 ** | |
| Ac vs.Vf | 0.35 | −0.53 | 0.08 |
| 0.55 | −0.29 | 0.36 | |
| N vs.Ws | 0.35 | 0.22 | 0.49 |
| 0.55 | −0.58 | 0.05 * | |
| N vs.Vf | 0.35 | 0.75 | 0.01 ** |
| 0.55 | 0.73 | 0.01 ** |
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Schiessl, P. Durability of reinforced concrete structures. Constr. Build. Mater. 1996, 10, 289–292. [Google Scholar] [CrossRef]
- Shilstone, J.M., Sr.; Shilstone, J.M., Jr. Needed paradigm shifts in the technology for normal strength concrete. In Concrete Technology: Past, Present, and Future; American Concrete Institute: Farmington Hills, MI, USA, 1994; Special Publication Volume 114, pp. 61–84. [Google Scholar]
- Basheer, P.; Long, E.; Montgomery, F. An interaction model for causes of deterioration and permeability of concrete. In Concrete Technology: Past, Present, and Future; American Concrete Institute: Farmington Hills, MI, USA, 1994; Special Publication Volume 114, pp. 213–231. [Google Scholar]
- De Gutierrez, R.M.; Diaz, L.N.; Delvasto, S. Effect of pozzolans on the performance of fiber-reinforced mortars. Cem. Concr. Compos. 2005, 27, 593–598. [Google Scholar] [CrossRef]
- Li, H.; Zhang, M.H.; Ou, J.P. Abrasion resistance of concrete containing nano-particles for pavement. Wear 2006, 260, 1262–1266. [Google Scholar] [CrossRef]
- Song, P.S.; Wu, J.C.; Hwang, S.; Shen, B.C. Assessment of statistical variations in impact resistance of high-strength concrete and high-strength steel fiber-reinforced concrete. Cem. Concr. Res. 2005, 35, 393–399. [Google Scholar] [CrossRef]
- Swaddiwudhipong, S.; Seow, P.E.C. Modeling of steel fiber-reinforced concrete under multi-axial loads. Cem. Concr. Res. 2006, 36, 1354–1361. [Google Scholar] [CrossRef]
- Maalej, M.; Hashida, T.; Li, V. Effect of fiber volume fraction on the off-crack-plane fracture energy in strain hardening engineered cementitious composites. J. Am. Ceram. Soc. 1995, 78, 3369–3375. [Google Scholar] [CrossRef]
- Han, T.Y.; Lin, W.T.; Cheng, A.; Huang, R.; Huang, C.C. Influence of polyolefin fibers on the engineering properties of cement-based composites containing silica fume. Mater. Des. 2012, 37, 569–576. [Google Scholar] [CrossRef]
- Kesner, K.; Billington, S.L. Investigation of infill panels made from engineered cementitious composites for seismic strengthening and retrofit. J. Struct. Eng. 2005, 131, 1712–1720. [Google Scholar] [CrossRef]
- Chen, P.W.; Chung, D.D.L. Low-drying-shrinkage concrete containing carbon fibers. Compos. Part B Eng. 1996, 27, 269–274. [Google Scholar] [CrossRef]
- Naaman, A.E. Engineered steel fibers with optimal properties for reinforcement of cement composites. J. Adv. Concr. Technol. 2003, 1, 241–252. [Google Scholar] [CrossRef]
- Eren, O.; Marar, K.; Celik, T. Effects of silica fume and steel fibers on some mechanical properties of high-strength fiber-reinforced concrete. J. Test. Eval. 1999, 27, 380–387. [Google Scholar] [CrossRef]
- Chen, P.W.; Fu, X.; Chung, D.D.L. Microstructural and mechanical effects of latex, methyleellulose and silica fume on carbon fiber reinforced cement. ACI Mater. J. 1997, 94, 147–155. [Google Scholar]
- Chung, D.D.L. Improving cement-based materials by using Silica Fume. J. Mater. Sci. 2002, 37, 673–682. [Google Scholar] [CrossRef]
- Fu, X.; Chung, D.D.L. Effects of water-cement ratio, curing age, silica fume, polymer admixtures, steel surface treatments, and corrosion on bond between concrete and steel reinforcing bars. ACI Mater. J. 1998, 95, 725–734. [Google Scholar]
- Yan, H.; Sun, W.; Chen, H. Effect of silica fume and steel fiber on the dynamic mechanical performance of high-strength concrete. Cem. Concr. Res. 1999, 29, 423–426. [Google Scholar] [CrossRef]
- Swaddiwudhipong, S.; Lu, H.R.; Wee, T.H. Direct tension test and tensile strain capacity of concrete at early age. Cem. Concr. Res. 2003, 33, 2077–2084. [Google Scholar] [CrossRef]
- Lee, C.L.; Huang, R.; Lin, W.T.; Weng, T.L. Establishment of the durability indices for cement-based composite containing supplementary cementitious materials. Mater. Des. 2012, 37, 28–39. [Google Scholar] [CrossRef]
- Lamond, J.F.; Pielert, J.H. Significance of Tests and Properties of Concrete and Concrete-Making Materials (STP 169D); ASTM International: Bridgeport, NJ, USA, 2006. [Google Scholar]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, W.-T.; Wu, Y.-C.; Cheng, A.; Chao, S.-J.; Hsu, H.-M. Engineering Properties and Correlation Analysis of Fiber Cementitious Materials. Materials 2014, 7, 7423-7435. https://doi.org/10.3390/ma7117423
Lin W-T, Wu Y-C, Cheng A, Chao S-J, Hsu H-M. Engineering Properties and Correlation Analysis of Fiber Cementitious Materials. Materials. 2014; 7(11):7423-7435. https://doi.org/10.3390/ma7117423
Chicago/Turabian StyleLin, Wei-Ting, Yuan-Chieh Wu, An Cheng, Sao-Jeng Chao, and Hui-Mi Hsu. 2014. "Engineering Properties and Correlation Analysis of Fiber Cementitious Materials" Materials 7, no. 11: 7423-7435. https://doi.org/10.3390/ma7117423