Inorganic Polymer Matrix Composite Strength Related to Interface Condition

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Background
2.1. Chemical Structure of the Inorganic Resin
2.2. Ceramic Fiber Reinforced Inorganic Polymer Matrix Composites
3. Experimental
3.1. Materials

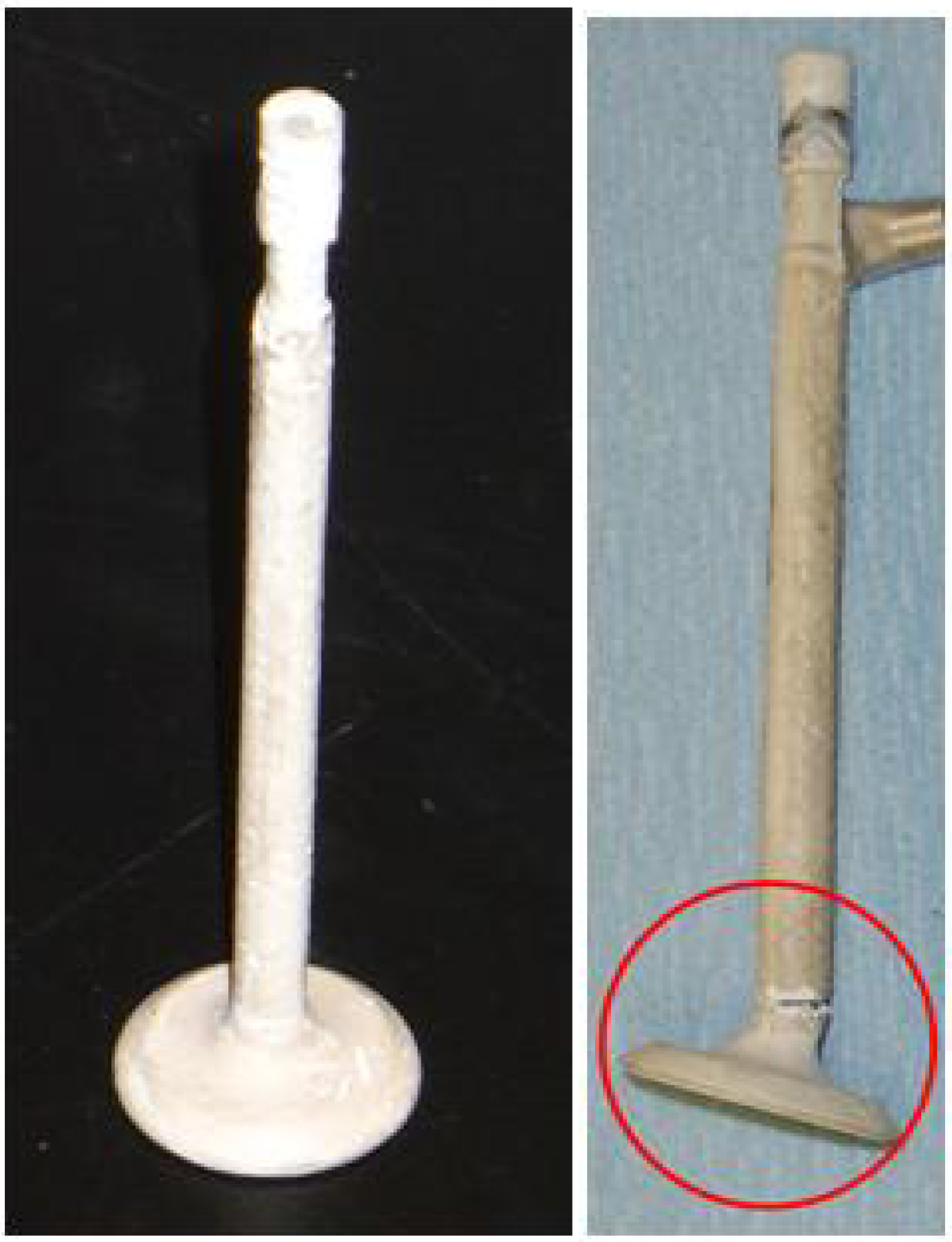
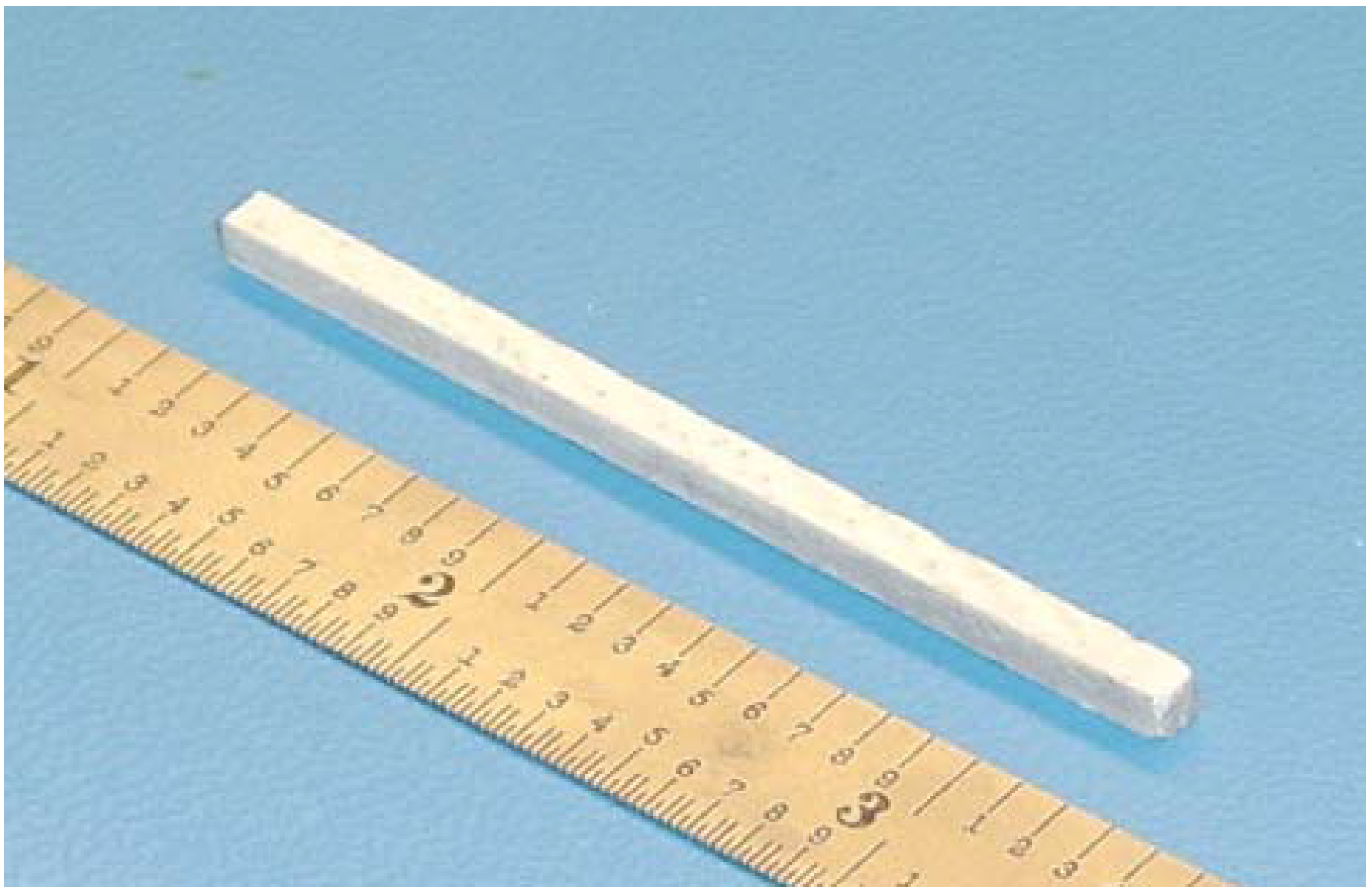
3.2. Specimen Preparation

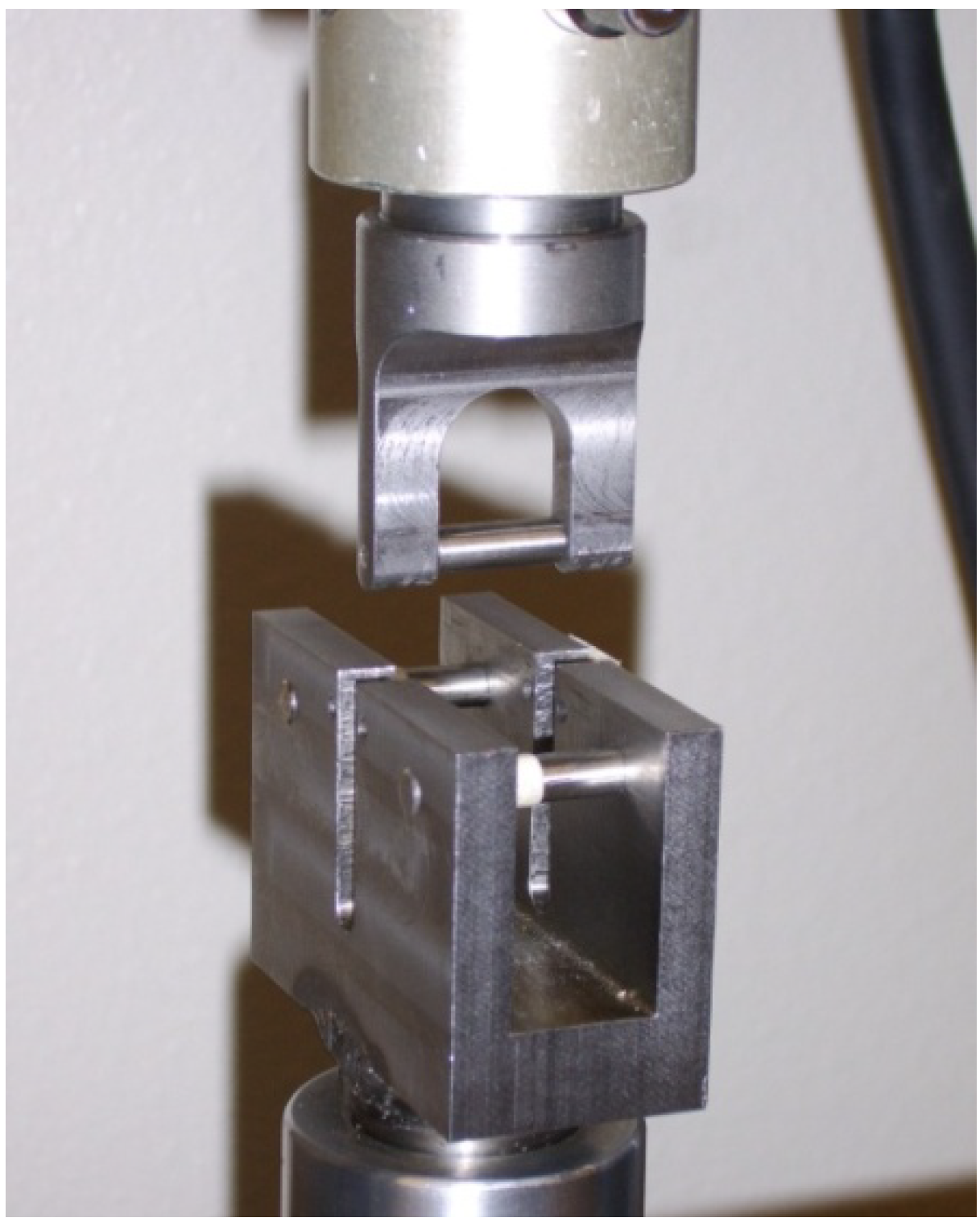
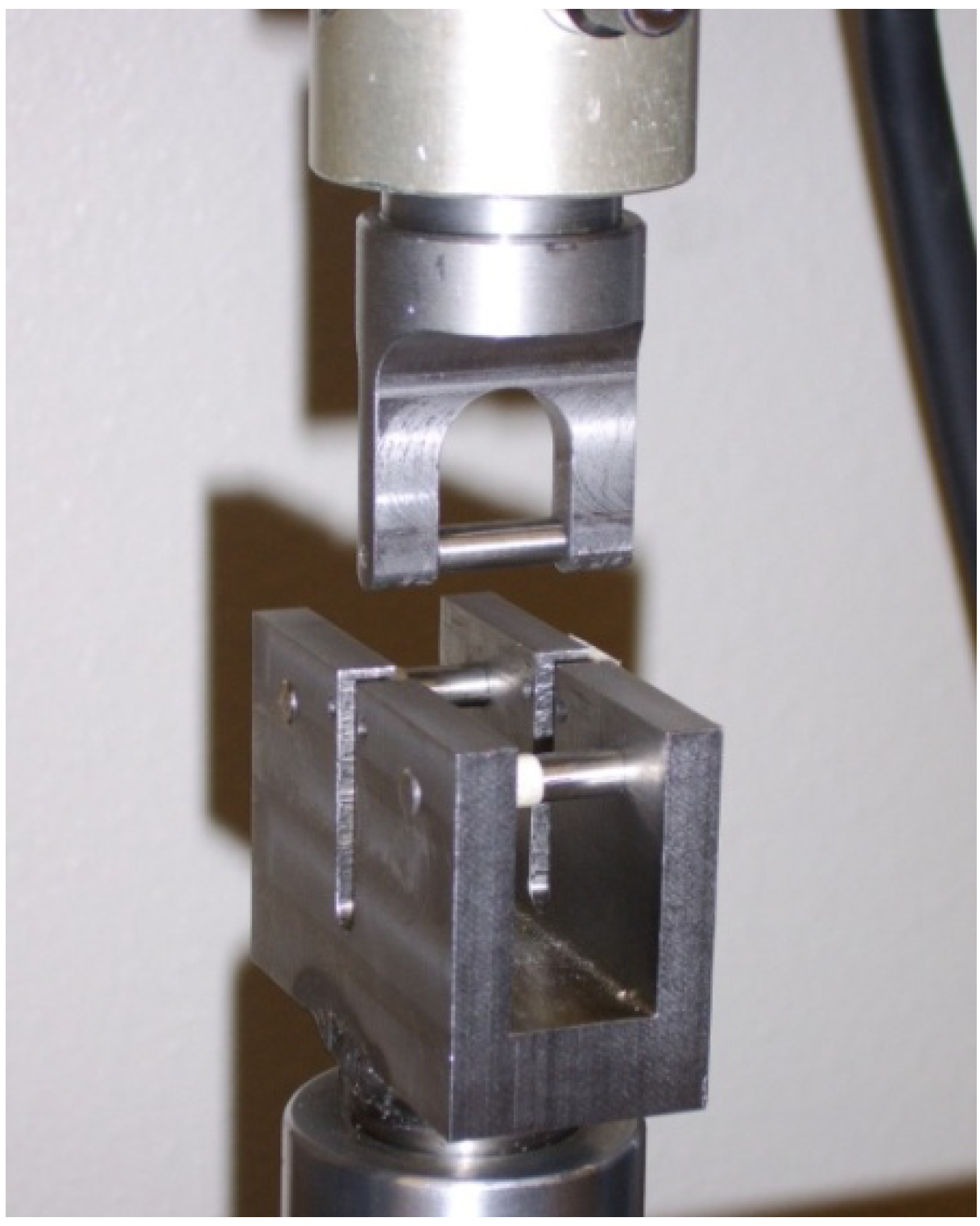
3.3. Bend Test Procedure
- σ = maximum stress, at beam surface
- P = measured load
- L = span of the test fixture (45.4 mm)
- b = beam width (nominally 2.8 mm)
- d = beam depth (laminate thickness, nominally 2.8 mm)
3.4. Scanning Electron Microscopy
4. Results and Discussion
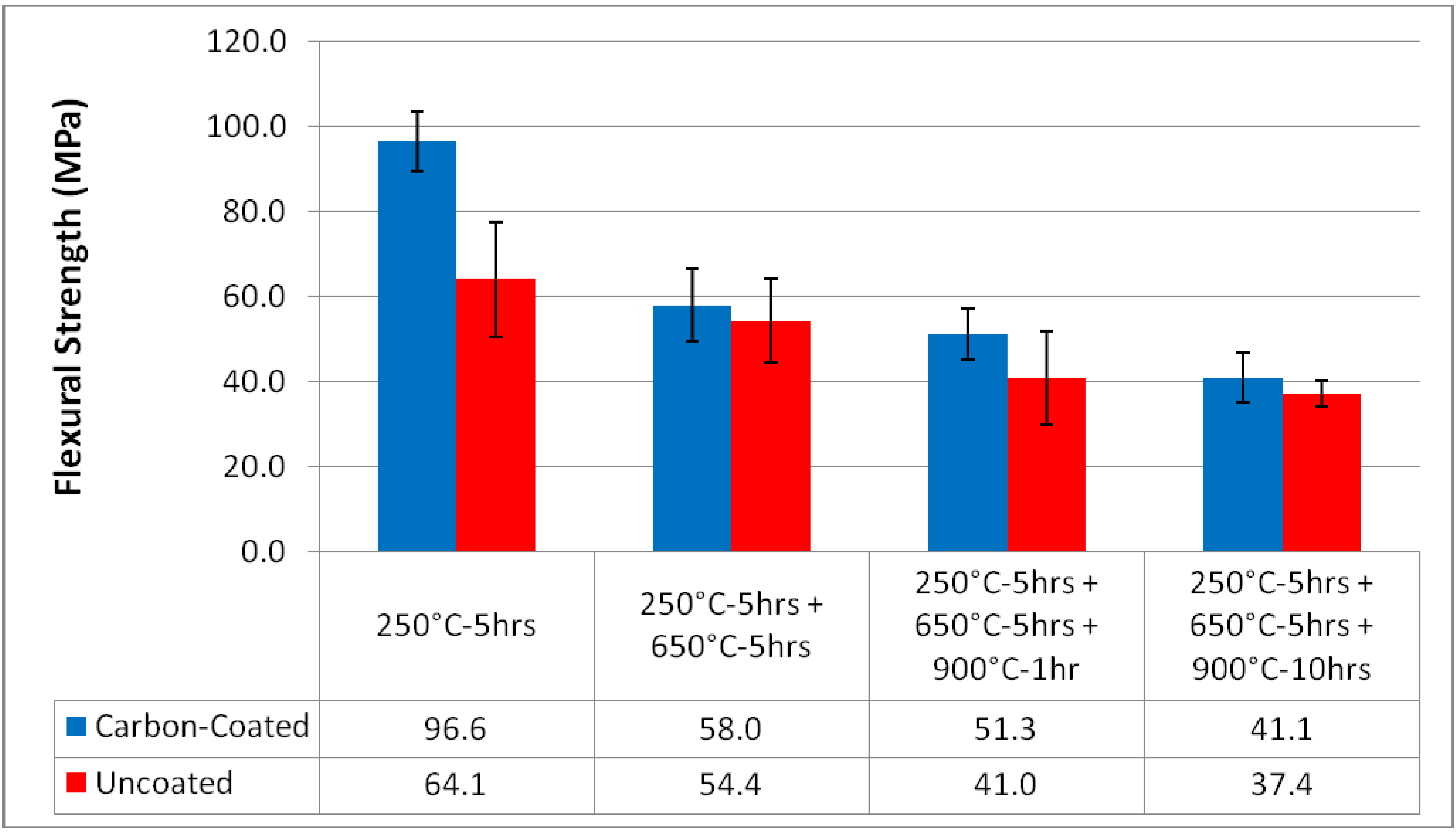
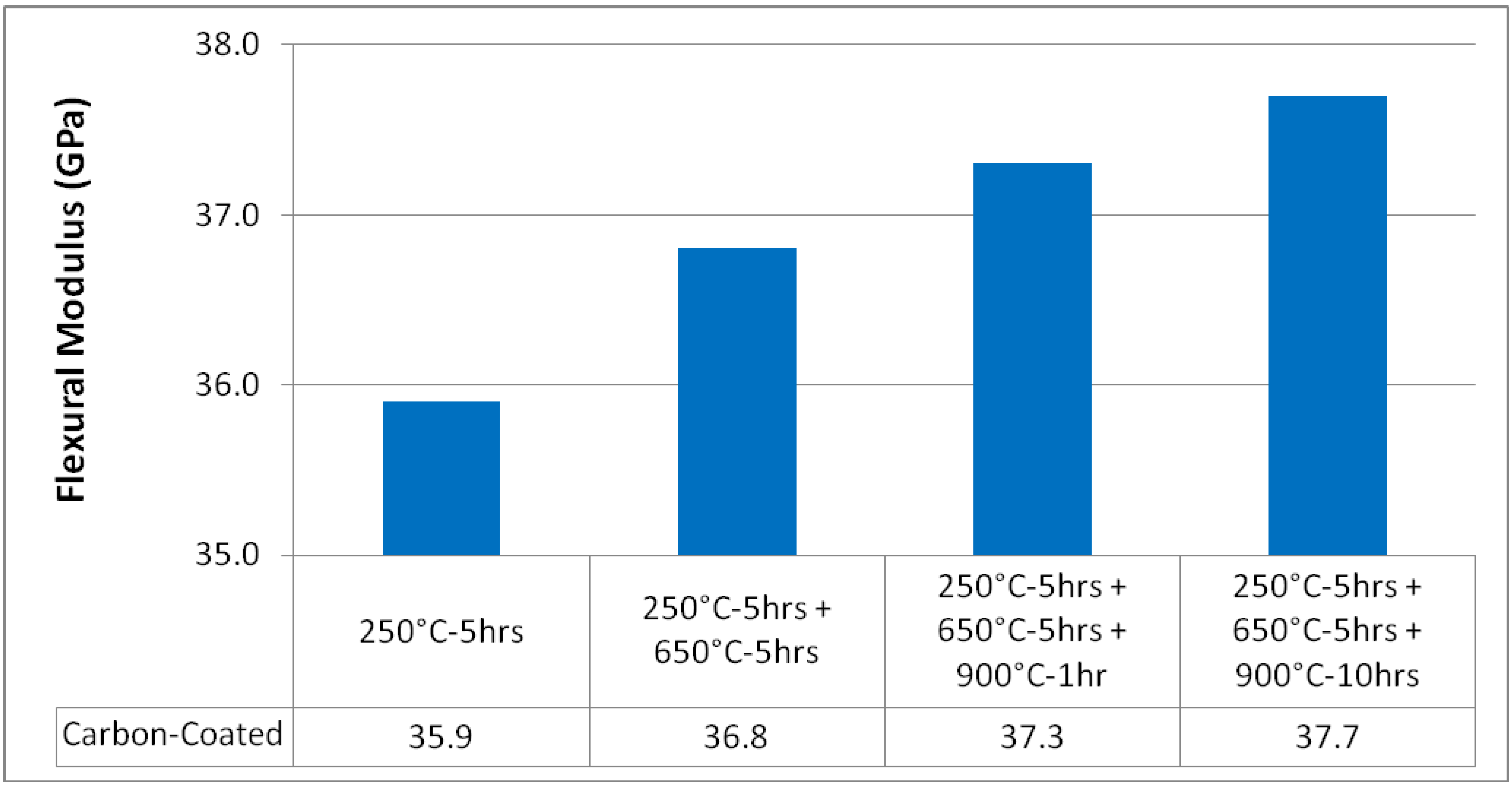
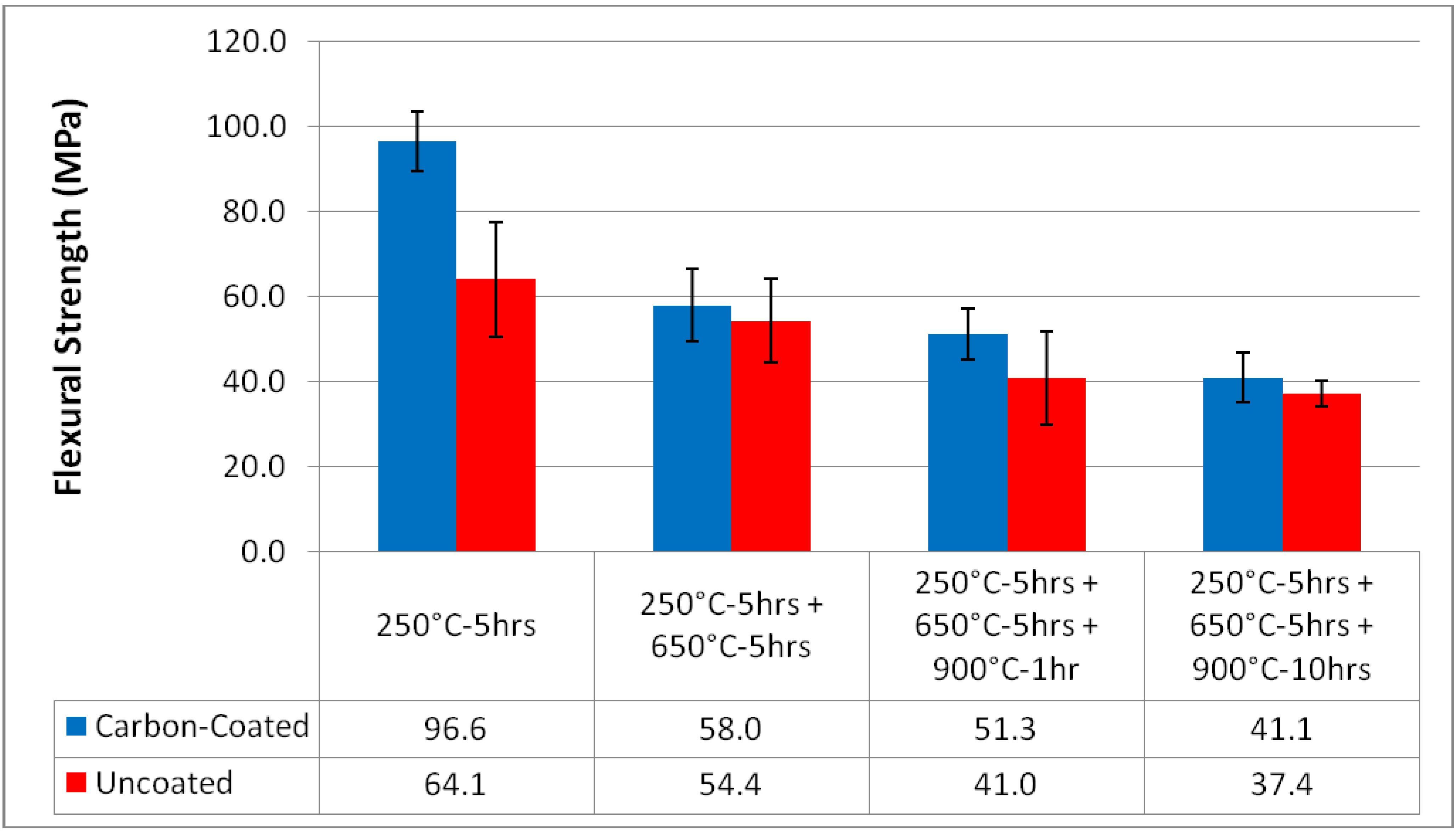
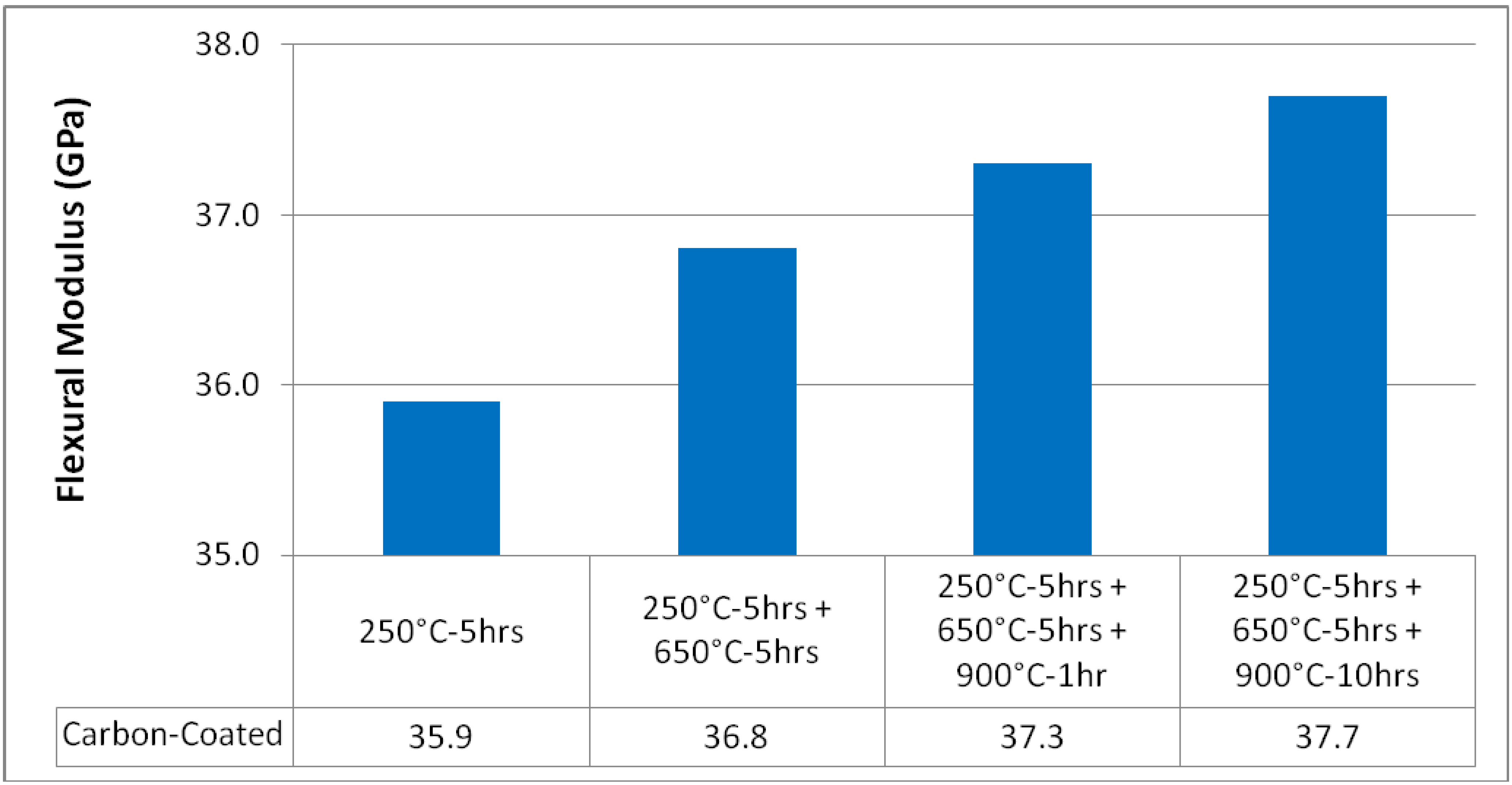
4.1. Mechanical Properties
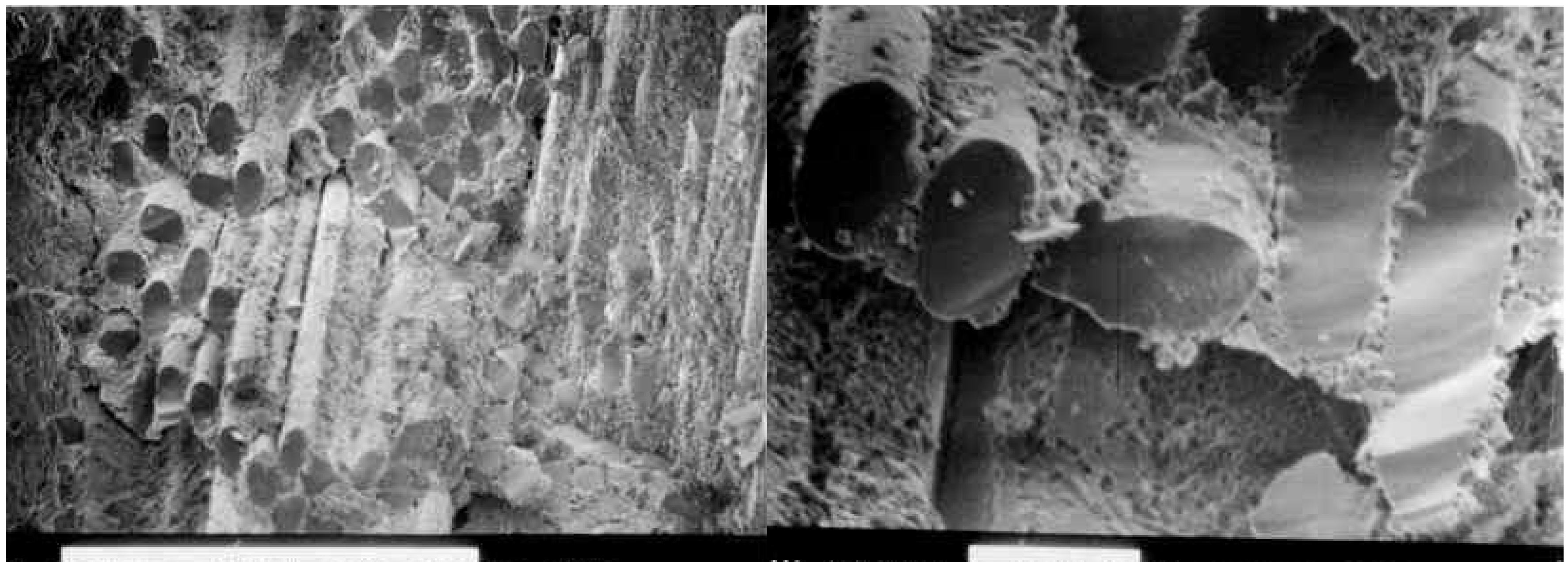
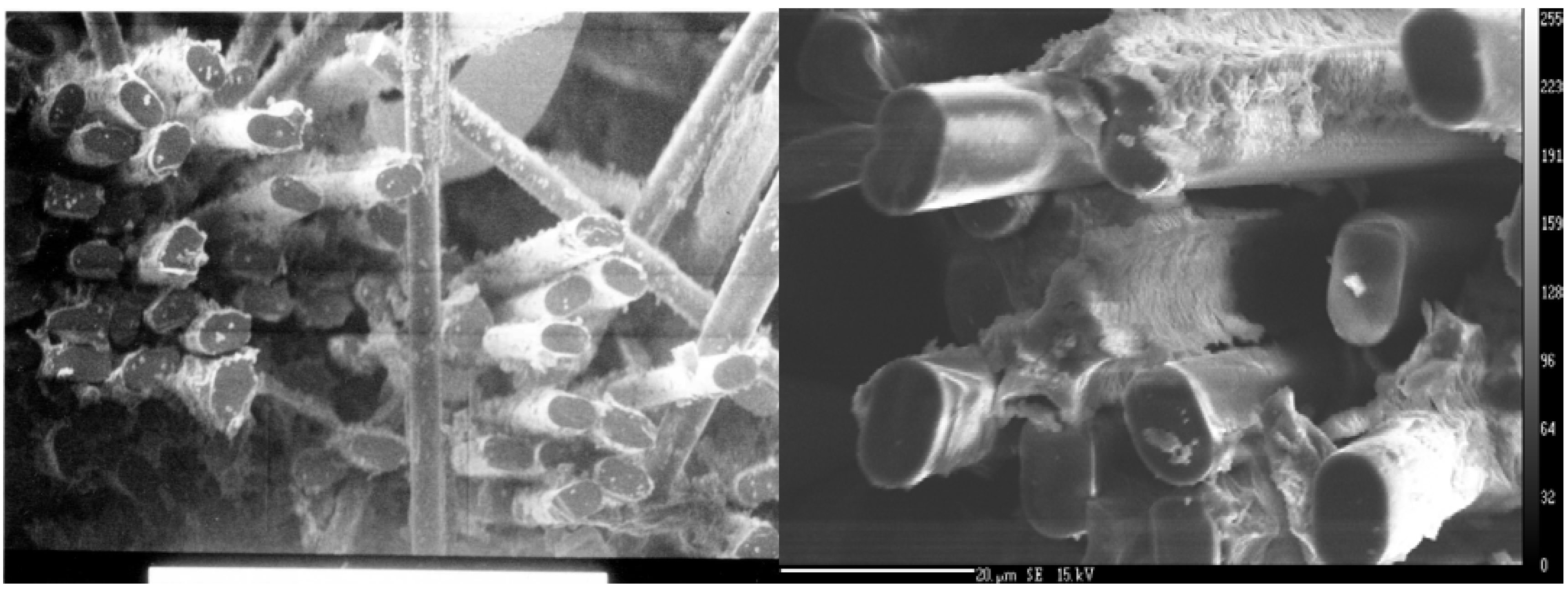
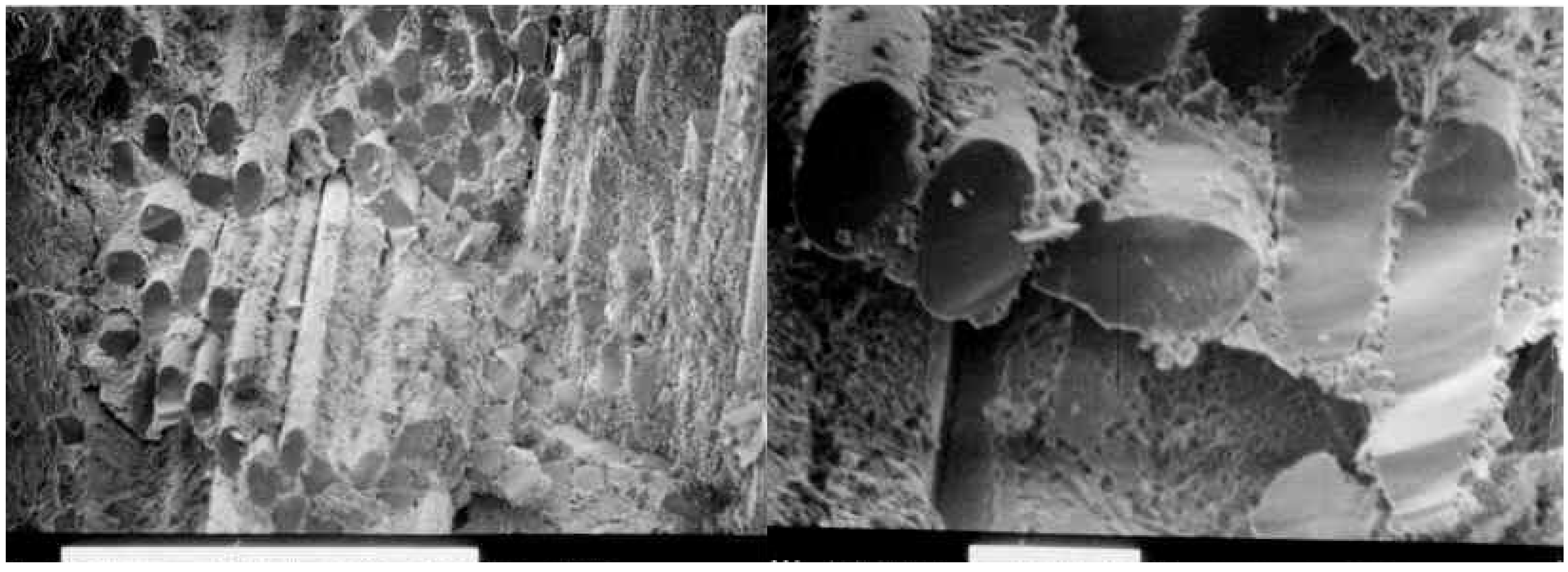
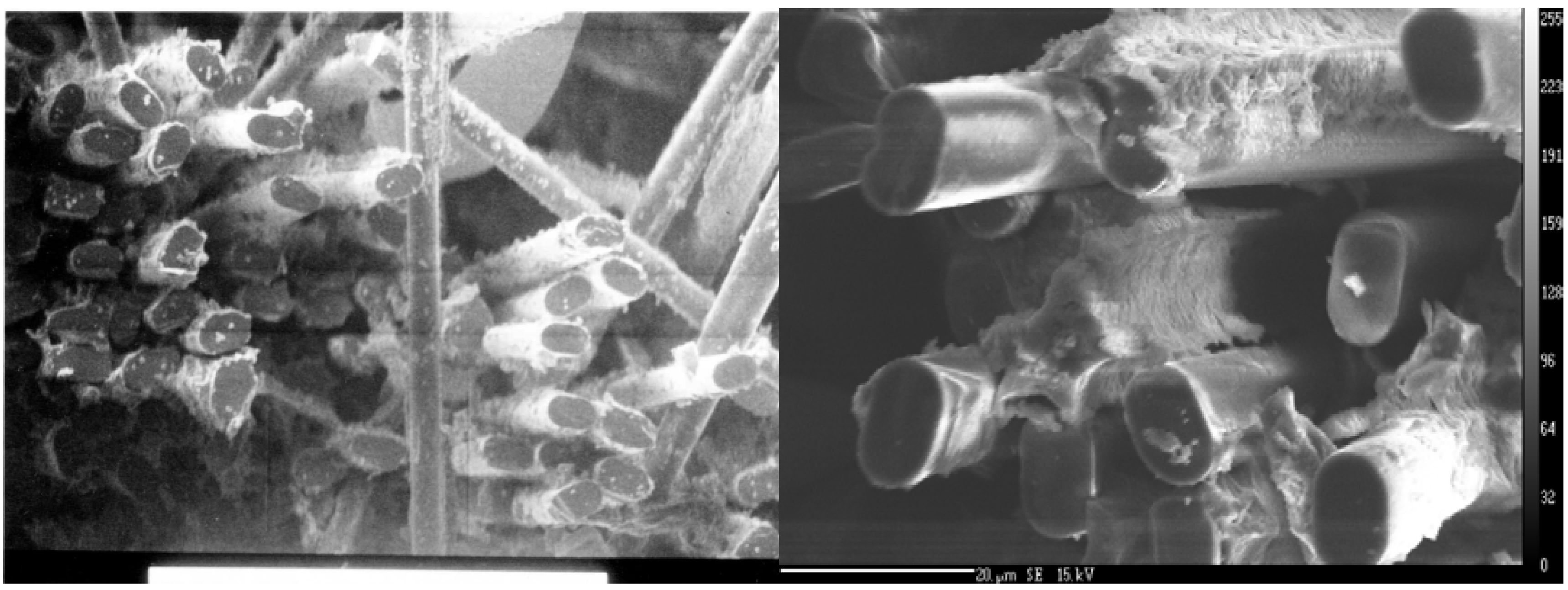
4.2. Fracture Morphology
4.3. Future Tests
5. Conclusions
References
- Buckley, R.; Miwa, J.; Radford, D.W.; Stanglmaier, R. Design Process for Resin Transfer Molded, Fiber Reinforced Poppet Valves for Internal Combustion Engines. In Proceedings of the ASME ICES2006, Aachen, Germany, May 2006. Paper No. ICES2006-1319.
- Buckley, R.T.; Radford, D.W. RTM of High Temperature Polymers for Engine Valves. In 39th International SAMPE Technical Conference, Cincinnati, OH, USA, 1 November 2007.
- Buckley, R.; Radford, D.W.; Stanglmaier, R.H. Characterization and Processing of Carbon Fiber Reinforced PETI-RFI. J. Adv. Mater. 2008, 40, 17–32. [Google Scholar]
- Davidovits, J. Geopolymers: Inorganic Polymeric New Materials. J. Therm. Anal. 1991, 37. [Google Scholar] [CrossRef]
- Mackenzie, K. What Are These Things Called Geopolymers? A Physico-Chemical Perspective. In Proceedings of 105th Annual American Ceramics Society, Nashville, TN, USA, 27-30 April 2003; pp. 175–186.
- Davidovits, J. Solidphase Synthesis of Mineral Blockpolymer by Low Temperature Polycondensation of Aminosilicate Polymers. In IUPAC Macromolecules Symposium, Stockholm, Sweden, 1976.
- Mazdiyasni, K. Fiber Reinforced Ceramic Composites; Noyes Publications: Park Ridge, NJ, 1990. [Google Scholar]
- Kriven, W.; Bell, J.; Gordon, M. Microstructure and Microchemistry of Fully Reacted Geopolymers and Geopolymer Matrix Composites. In Proceedings of 105th Annual American Ceramics Society, Nashville, TN, USA, 27-30 April 2003; pp. 227–250.
- Davidovits, J. 30 Years of Successes and Failures in Geopolymer Applications. Market trends and Potential Breakthroughs. In Geopolymer Conference, Melbourne, Australia, 28-29 October 2002.
- Geopolymeric Institute. From Ancient Concrete to Geopolymers. Art Metiers Mag. 1993, No. 180, 8–16. [Google Scholar]
- Davidovits, J. Geopolymers II: Processing and Applications of Ultra-High Temperature, Inorganic Matrix Resin for Cast Composites Structures, Molds and Tools for RP/C and Metal Industries Stable to 2,100°F (1,150 °C). In SPE PACTEC ’83, Society of Plastics Engineers; Newtown, CT, USA, 1983; p. 222. [Google Scholar]
- Kriven, W.; Gordon, M.; Bell, J. Geopolymers: Nanoparticulate, Nanoporous Ceramics Made Under Ambient Conditions. In Microscopy and Microanalysis 2004, Savannah, GA, August 1-5, 2004; pp. 404–405.
- Defazio, C.; Arafa, M.; Balaguru, P. Functional Geopolymer Composites for Structural Ceramic Applications; Final Report, Ceram-RU9163; Center for Advanced Infrastructure and Transportation, Rutgers University: Piscataway, NJ, USA, 2006. [Google Scholar]
- Bridge, J.W.; Grabher, A.E.; Radford, D.W. Preliminary Investigation of Geopolymer Matrix-Ceramic Fiber Composites for High Temperature Structural Applications. In 22nd Asian-Pacific Technical Exchange and Advisory Meeting on Marine Structures, Istanbul, Turkey, 6–9 October 2008.
- ASTM C1341-06. Standard Test Method for Flexural Properties of Continuous Fiber-Reinforced Advanced Ceramic Composites; ASTM International: Philadelphia, PA, 2006. [Google Scholar]
- Evans, A.G.; Zok, F.W. Review: The Physics and Mechanics of Fibre-Reinforced Brittle Matrix Composites. J. Mater. Sci. 1994, 29, 3857–3896. [Google Scholar] [CrossRef]
© 2009 by the authors. Licensee Molecular Diversity Preservation International, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Radford, D.W.; Grabher, A.; Bridge, J. Inorganic Polymer Matrix Composite Strength Related to Interface Condition. Materials 2009, 2, 2216-2227. https://doi.org/10.3390/ma2042216
Radford DW, Grabher A, Bridge J. Inorganic Polymer Matrix Composite Strength Related to Interface Condition. Materials. 2009; 2(4):2216-2227. https://doi.org/10.3390/ma2042216
Chicago/Turabian StyleRadford, Donald W., Andrew Grabher, and John Bridge. 2009. "Inorganic Polymer Matrix Composite Strength Related to Interface Condition" Materials 2, no. 4: 2216-2227. https://doi.org/10.3390/ma2042216