

Aluminium Matrix Composites Reinforced with AlCrFeMnNi HEA Particulates: Microstructure, Mechanical and Corrosion Properties

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication
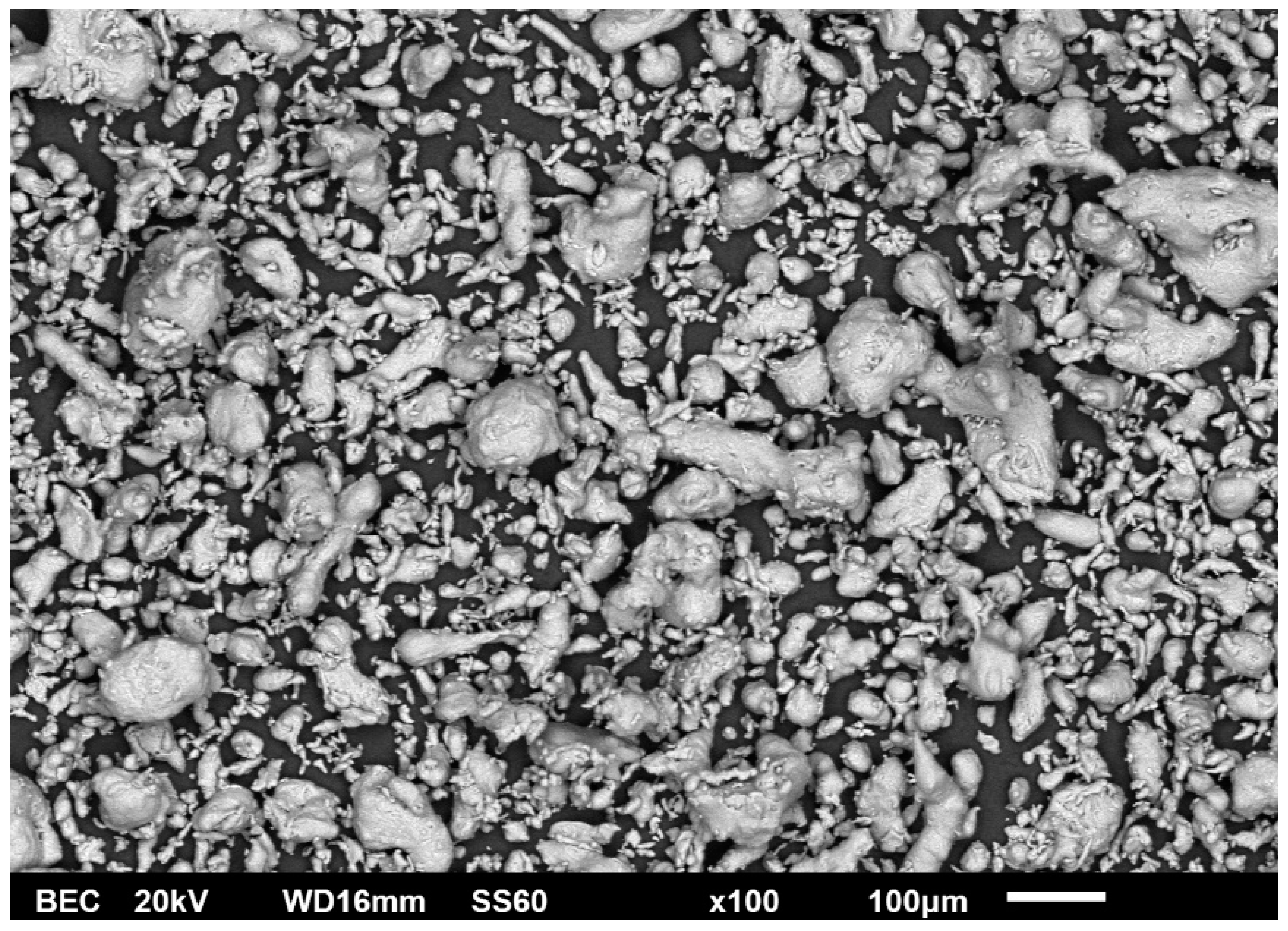
2.2. Scanning Electron Microscopy
2.3. X-ray Diffraction and Hardness Testing
2.4. Nanoindentation and Creep Testing
2.5. Wear Testing
2.6. Corrosion Testing
3. Results and Discussion
3.1. Microstructural Analysis
3.2. Nanoindentation and Creep
3.2.1. Basic Mechanical Property Assessment
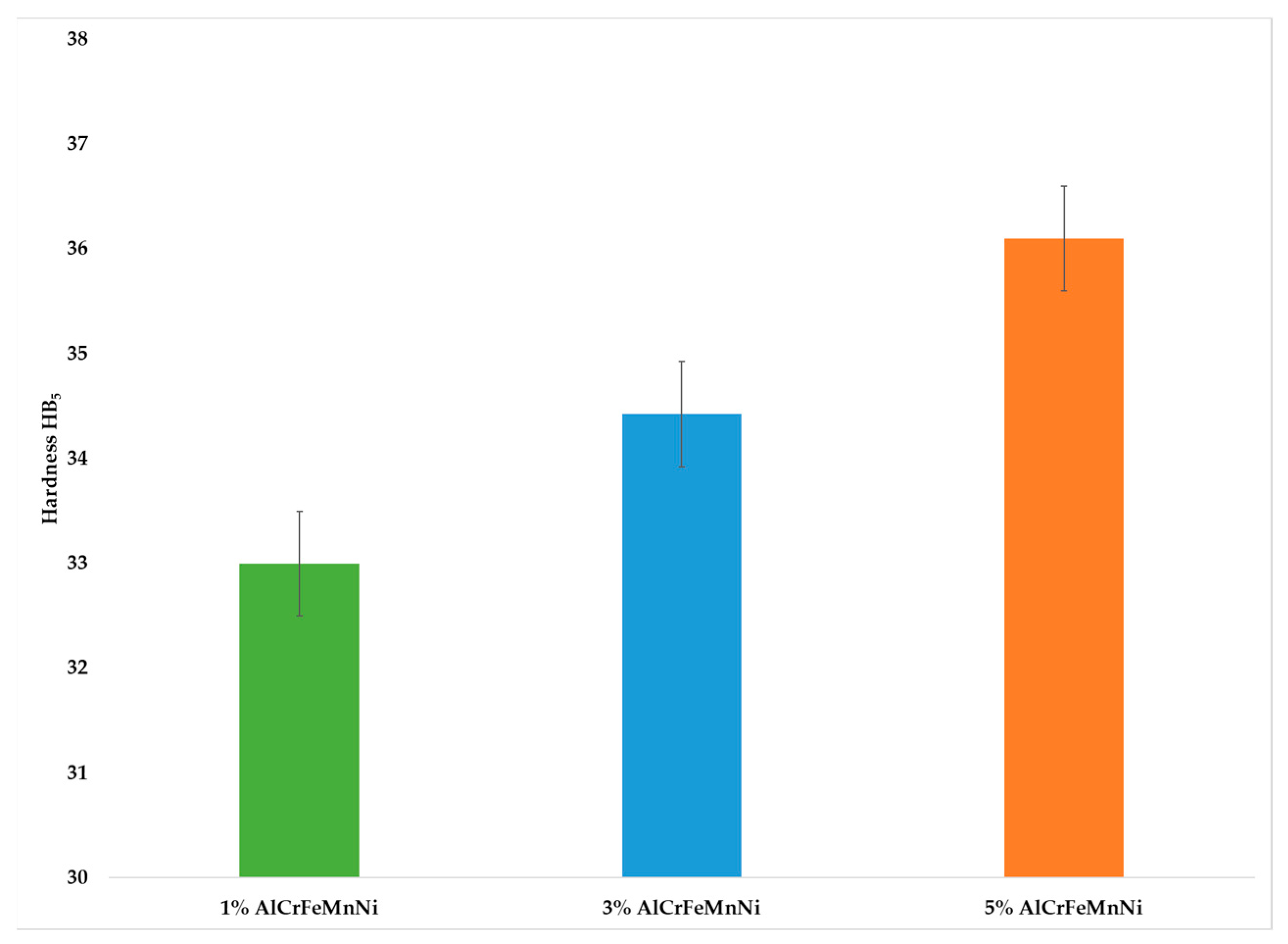
- Nanoindentation Hardness, HV: Taking into consideration previous work [19], the hardness values follow a common trend. In more detail, the matrix exhibits considerably lower hardness values compared to those of the HEA particulates, which is expected as the AlCrFeMnNi HEA is a hard material of BCC and FCC phases with hardness around 57 HRC. Especially in the case of the matrix, as Table 1 and Table 2 show, at the condition of the lower loading speed, the hardness seems to exhibit a slight decrease. If we recall that hardness is practically the resistance to plastic deformation, it can be postulated that at lower loading speeds the plastic deformation is enhanced, as at lower speeds, both the time and ease for dislocation mobility are enhanced and simultaneously the probability for dislocation entanglement and related strain hardening phenomena are discouraged.
- Modulus of Elasticity in Nanoindentation, Eit: For the reinforcing phase, the values are very high. The specific HEA consists of BCC and FCC phases. Both phases establish strong interatomic bonds which in conjunction with the severe lattice distortion effect caused by the different atomic size in HEAs create strong elastic stress fields within the lattice, resulting in a considerably high modulus of elasticity [6,35]. The matrix phase on the other phase shows values that agree with the literature [36]. Even though Table 1 and Table 2 present a light increase at lower loading speed, the scatter of the obtained values most likely suggests that the loading speed does not clearly affect the values of the modulus of elasticity.
- Ratio of the energy absorbed in the elastic region over the total absorbed energy, nit: The nit ratio follows the same tendency as the hardness (the resistance to plastic deformation as mentioned previously. As such, an increase in the hardness leads to an increase in the energy absorbed in the elastic region, meaning that the nit ratio will also increase.
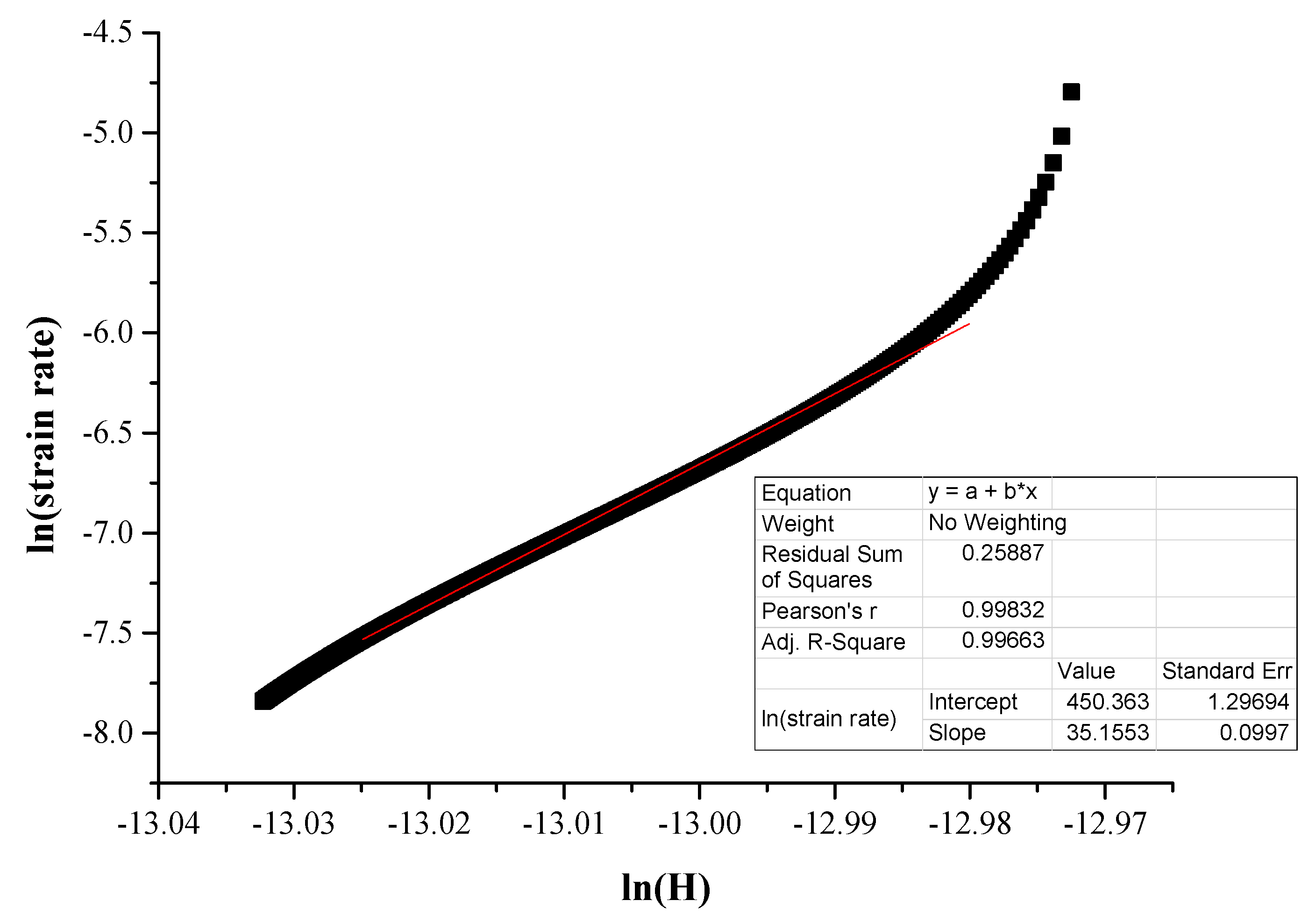
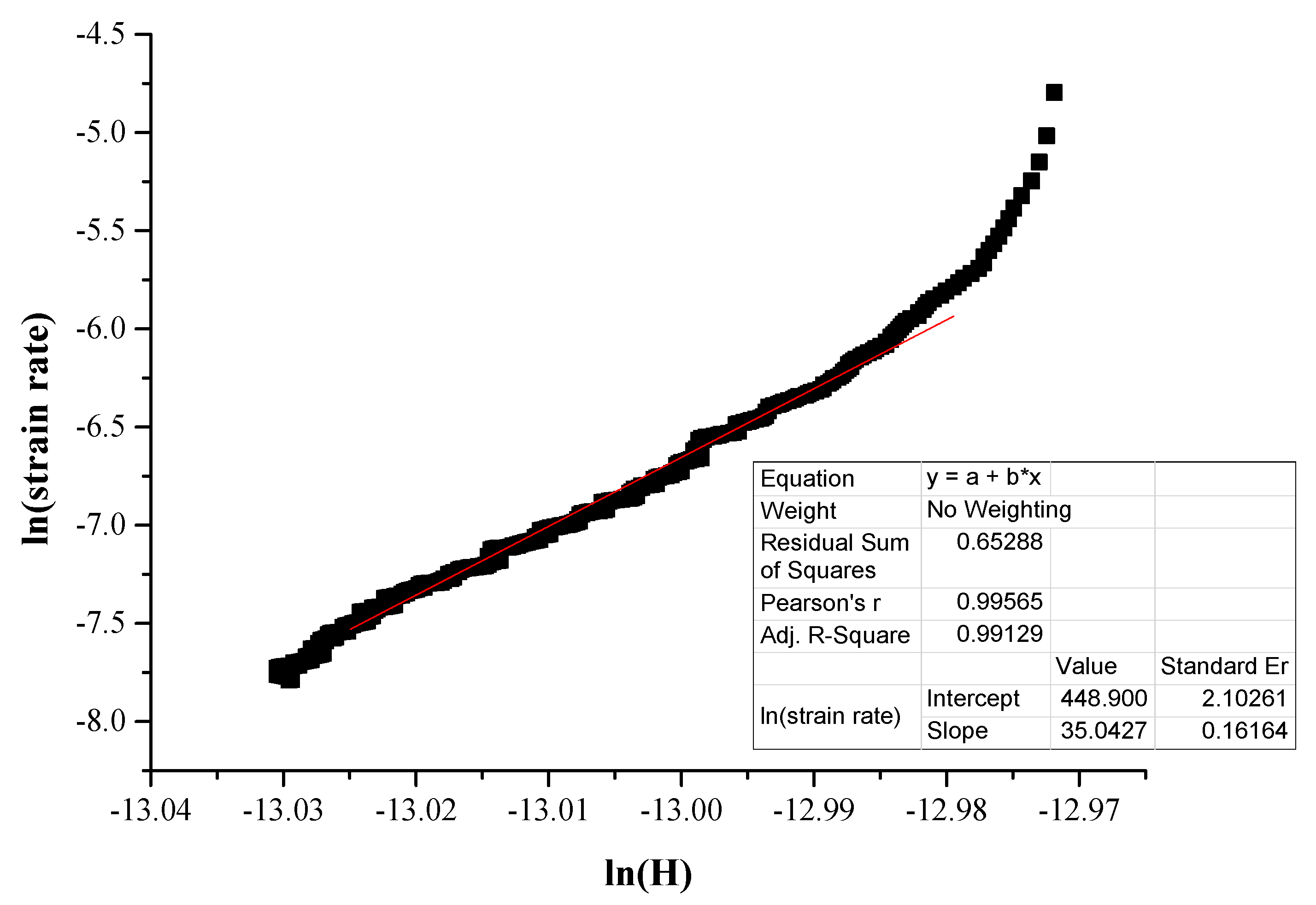
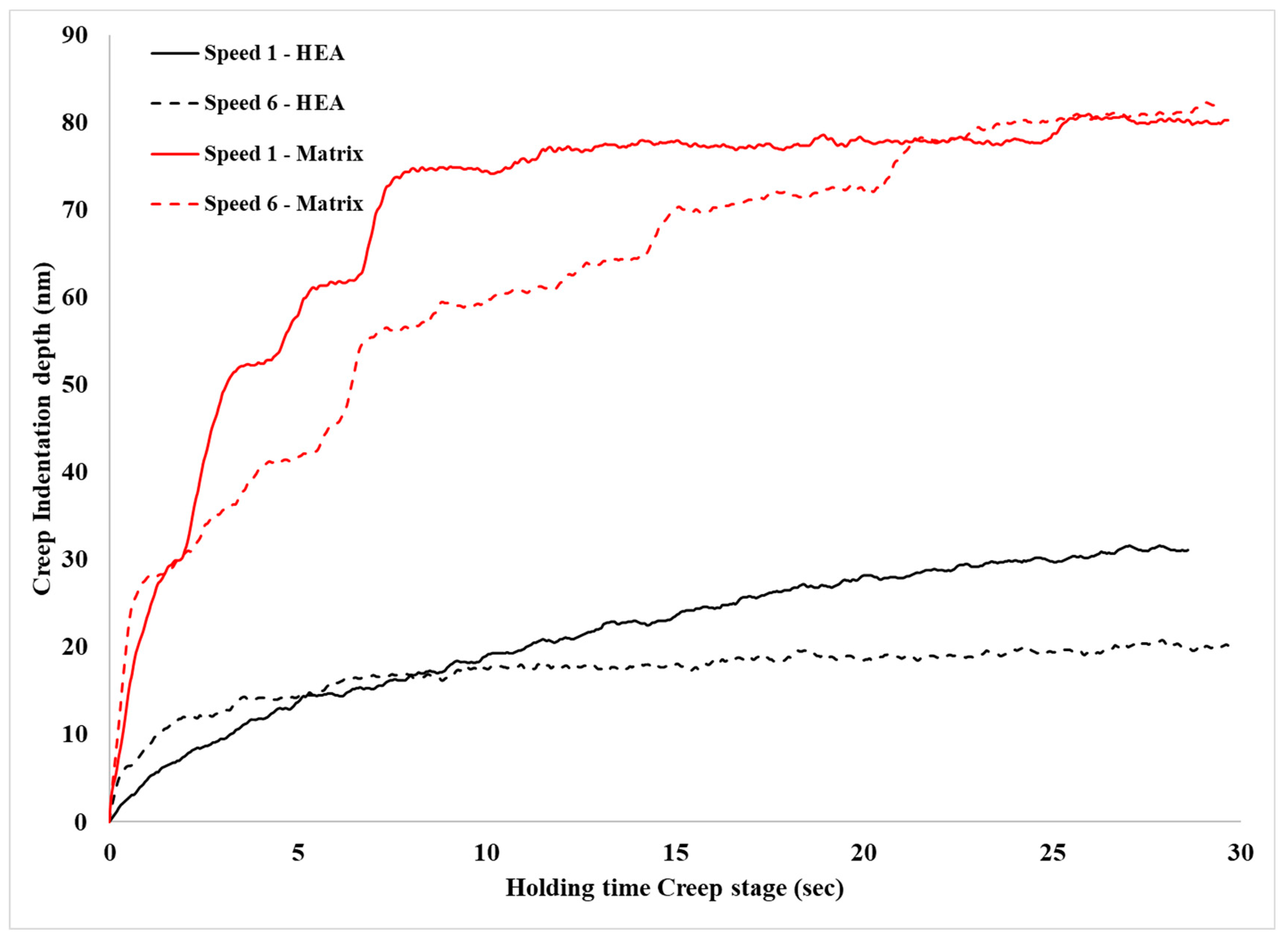
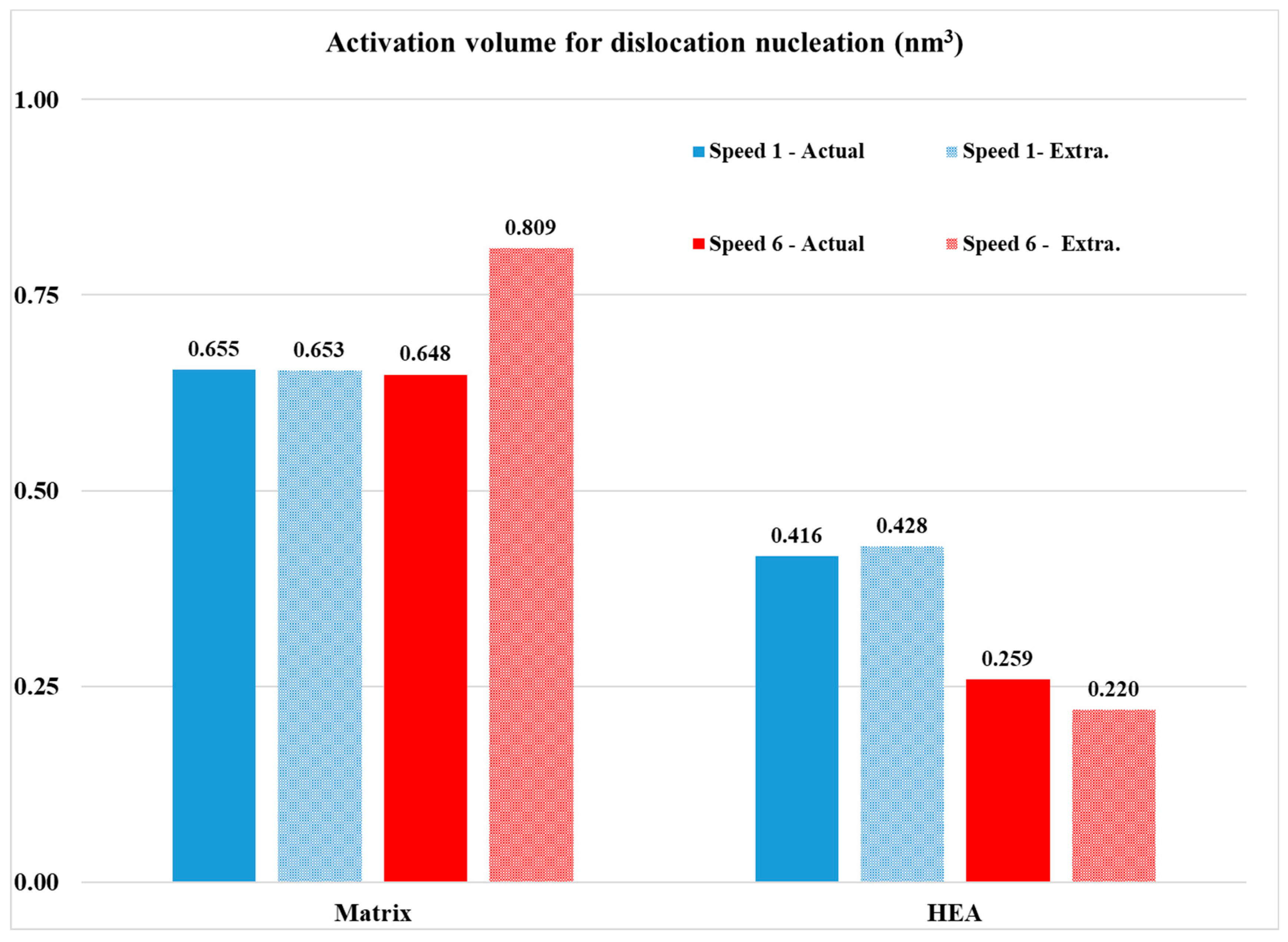
3.2.2. Creep Assessment
Calculations
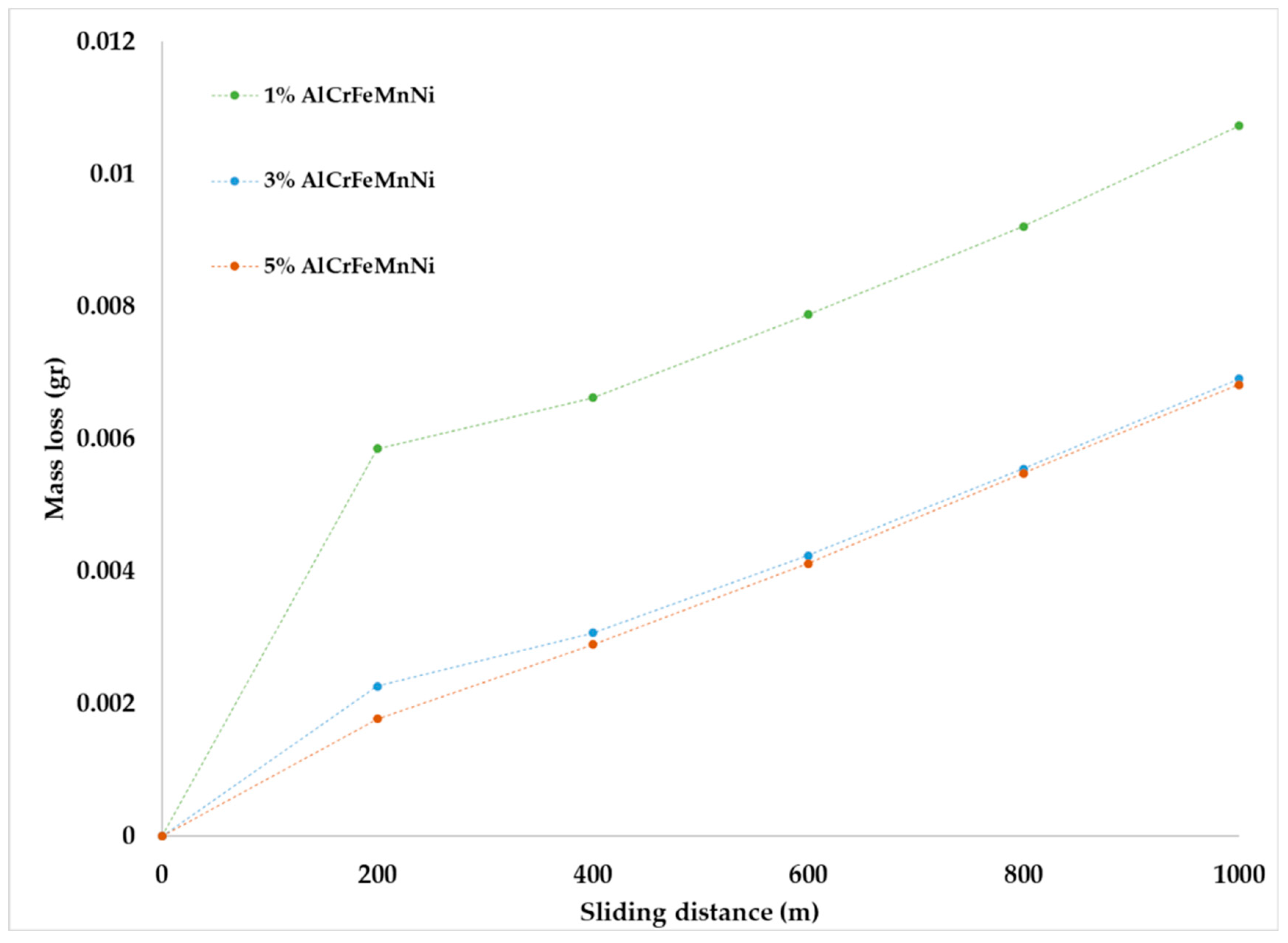
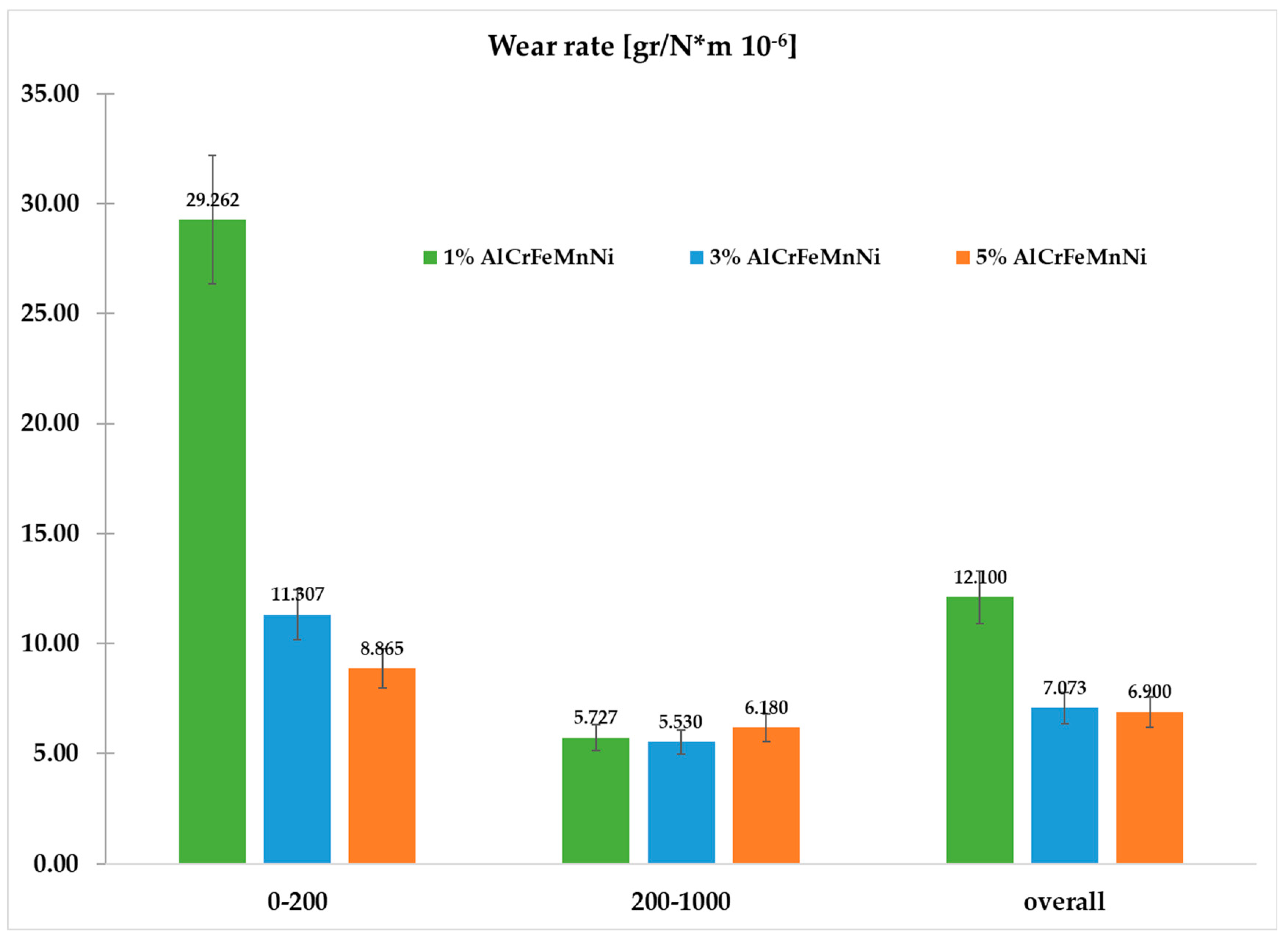
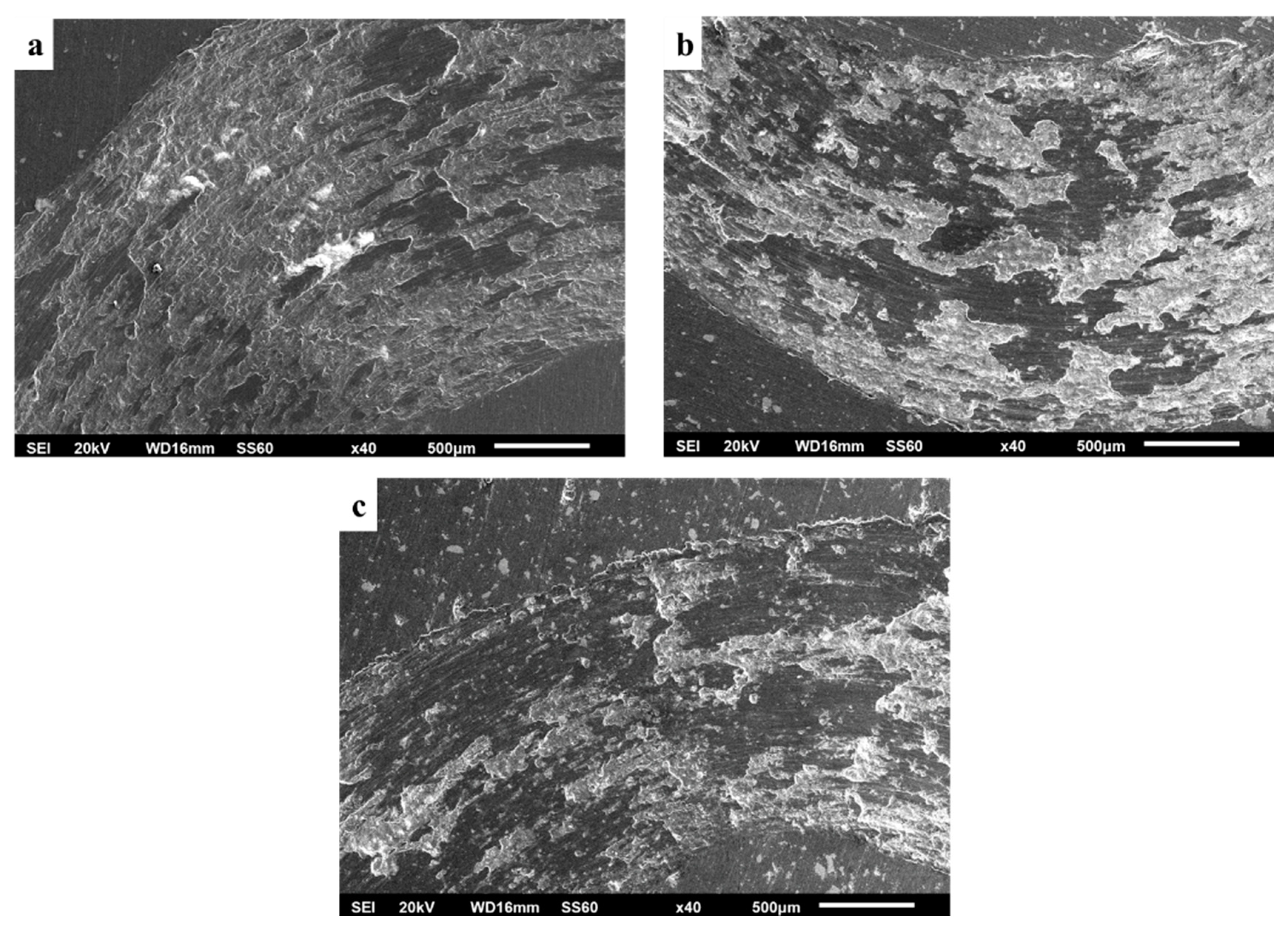
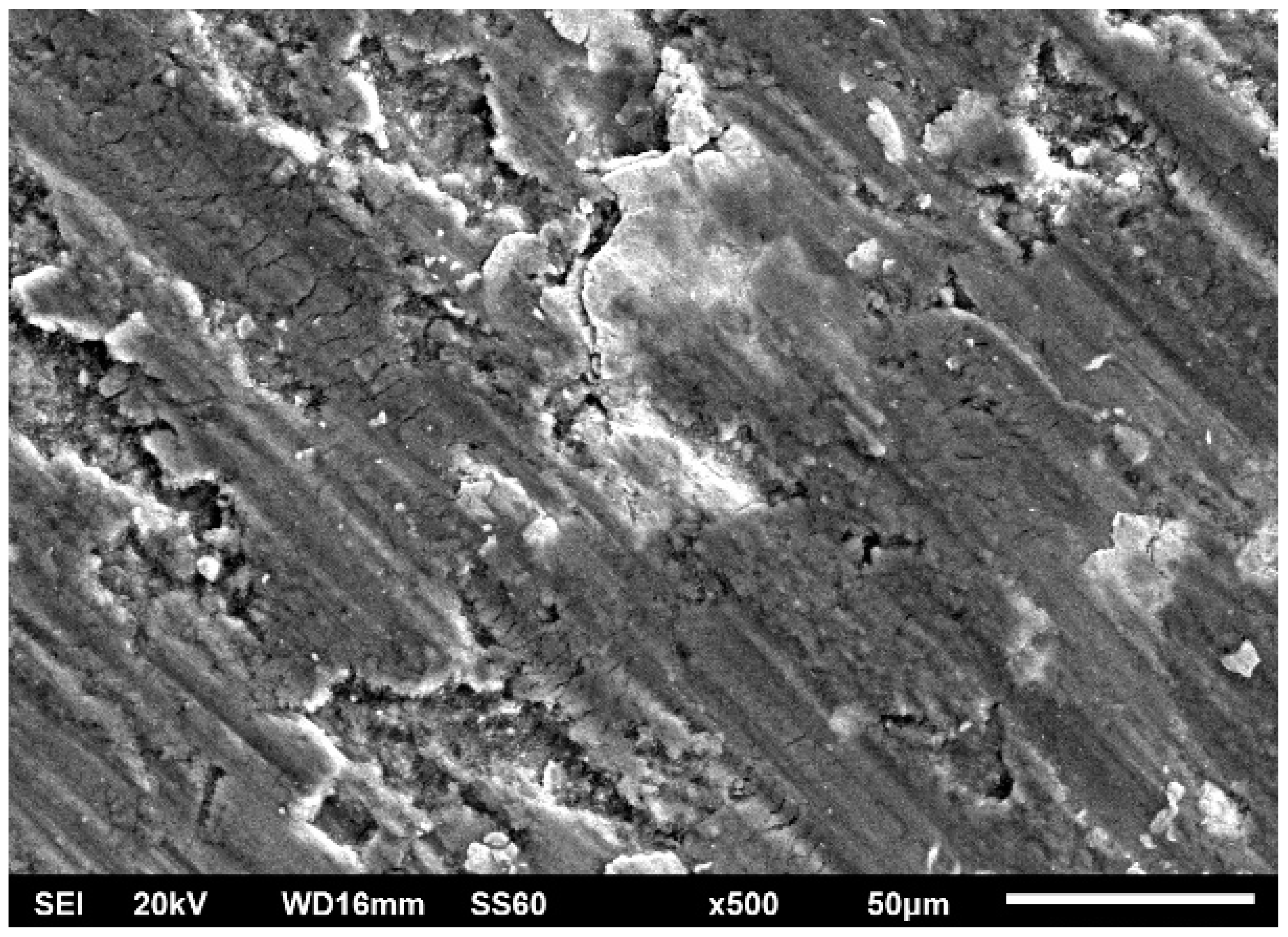
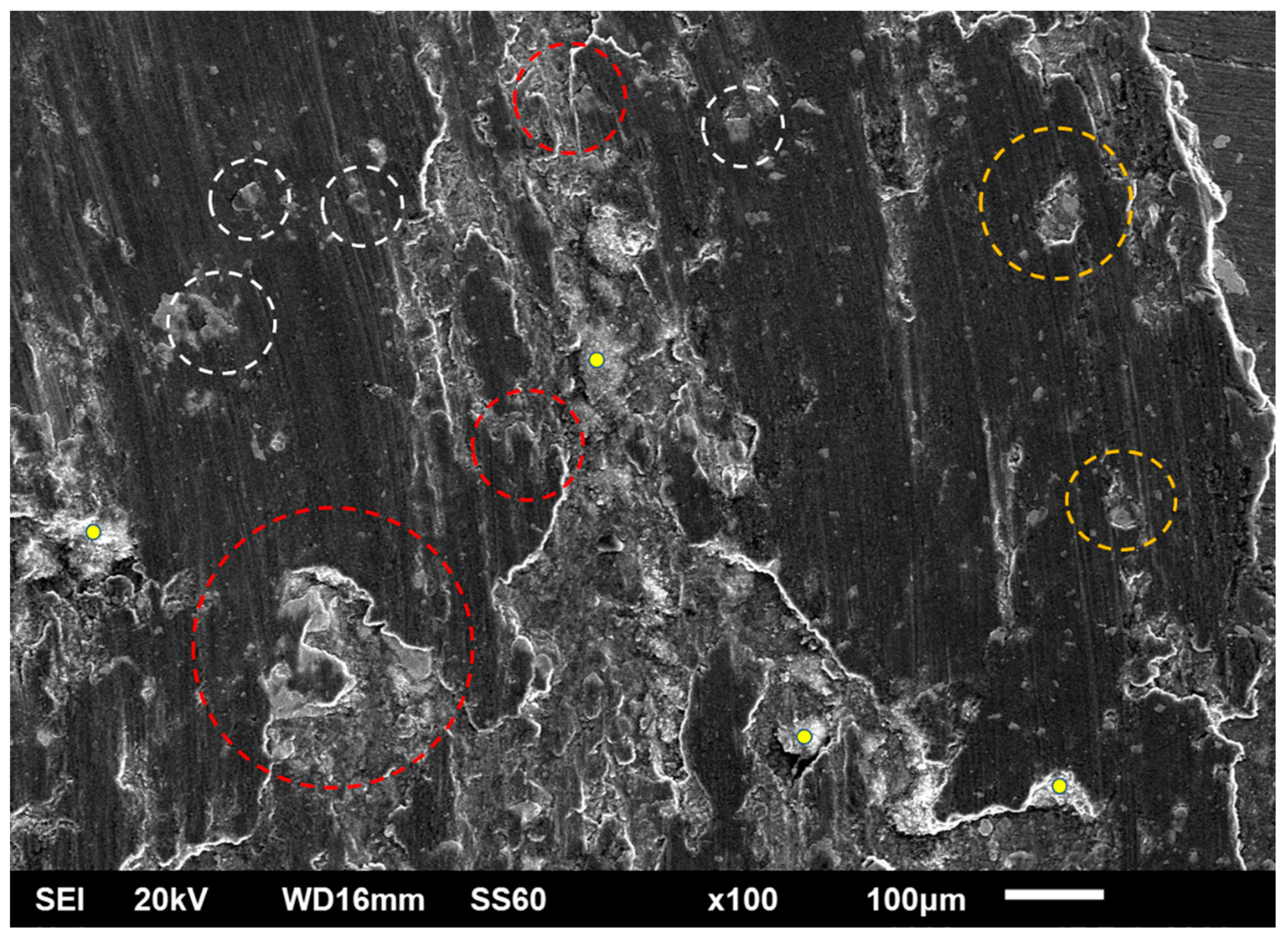
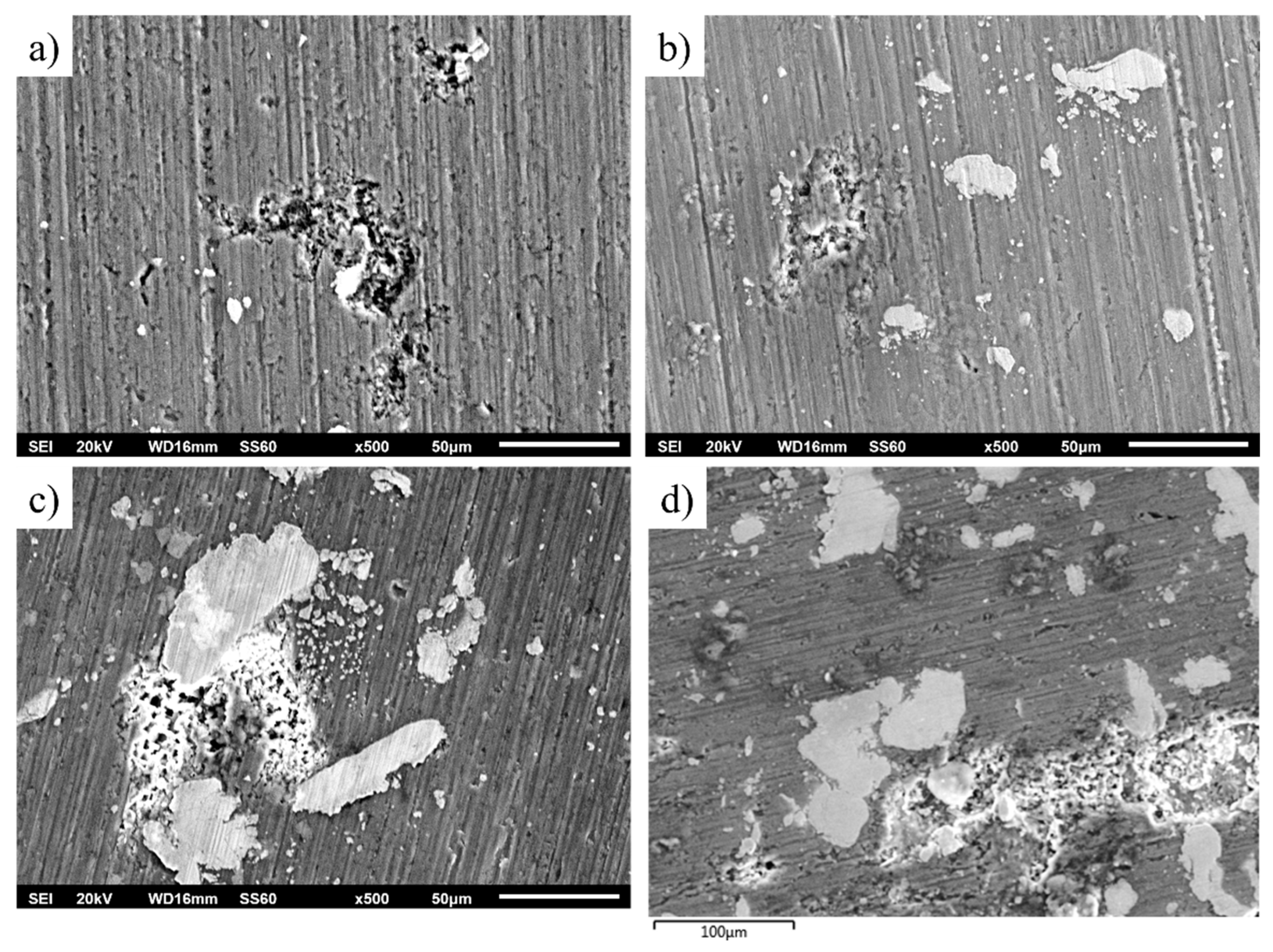
3.3. Sliding Wear Response
3.4. Corrosion Performance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Surappa, M.K. Aluminium matrix composites: Challenges and opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Włodarczyk-Fligier, A.; Dobrzański, L.; Adamiak, M. Influence of heat treatment on properties and corrosion resistance of Al-composite. J. Achiev. Mater. Manuf. Eng. 2007, 21, 55–58. [Google Scholar]
- Mattern, A.; Huchler, B.; Staudenecker, D.; Oberacker, R.; Nagel, A.; Hoffmann, M. Preparation of interpenetrating ceramic–metal composites. J. Eur. Ceram. Soc. 2004, 24, 3399–3408. [Google Scholar] [CrossRef]
- Prabakaran, R.; Sait, A.N.; Sentilkumar, V. Synthesis and characteristization of high entropy alloy (CrMnFeNiCu) reinforced AA6061 aluminium matrix composite. J. Mech. Mechan. Eng. 2017, 21, 415–424. [Google Scholar]
- Handbook, A., Vol. 21: Composites; ASM International: Materials Park, OH, USA, 2001.
- Yeh, J.-W.; Chen, S.K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Jien-Wei, Y. Recent progress in high entropy alloys. Ann. Chim. Sci. Mater. 2006, 31, 633–648. [Google Scholar]
- Karthik, G.; Panikar, S.; Ram, G.J.; Kottada, R.S. Additive manufacturing of an aluminum matrix composite reinforced with nanocrystalline high-entropy alloy particles. Mater. Sci. Eng. A 2017, 679, 193–203. [Google Scholar] [CrossRef]
- Yang, X.; Dong, P.; Yan, Z.; Cheng, B.; Zhai, X.; Chen, H.; Zhang, H.; Wang, W. AlCoCrFeNi high-entropy alloy particle reinforced 5083Al matrix composites with fine grain structure fabricated by submerged friction stir processing. J. Alloys Compd. 2020, 836, 155411. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, X.; Gu, H.; Li, R.; Chen, P.; Kong, C.; Yu, H. Insight of high-entropy alloy particles-reinforced 2219 Al matrix composites via the ultrasonic casting technology. Mater. Charact. 2021, 182, 111548. [Google Scholar] [CrossRef]
- Lu, T.; Chen, W.; Li, Z.; He, T.; Li, B.; Li, R.; Fu, Z.; Scudino, S. Processing and mechanical properties of fine grained Al matrix composites reinforced with a uniform dispersion of nanocrystalline high-entropy alloy particles. J. Alloys Compd. 2019, 801, 473–477. [Google Scholar] [CrossRef]
- Wang, P.; Qi, J.; Chen, Z.; Lao, C.; He, T.; Lu, T.; Gargarella, P.; Scudino, S. Microstructure and mechanical properties of novel high-entropy alloy particle reinforced aluminum matrix composites fabricated by selective laser melting. J. Alloys Compd. 2021, 868, 159197. [Google Scholar] [CrossRef]
- Luo, K.; Xiong, H.; Zhang, Y.; Gu, H.; Li, Z.; Kong, C.; Yu, H. AA1050 metal matrix composites reinforced by high-entropy alloy particles via stir casting and subsequent rolling. J. Alloys Compd. 2022, 893, 162370. [Google Scholar] [CrossRef]
- Chinababu, M.; Krishna, N.N.; Sivaprasad, K.; Prashanth, K.G.; Rao, E.B. Evolution of microstructure and mechanical properties of LM25–HEA composite processed through stir casting with a bottom pouring system. Materials 2022, 15, 230. [Google Scholar] [CrossRef] [PubMed]
- Verma, P.K.; Singh, A. Microstructure evolution and mechanical properties of aluminium matrix composites reinforced with CoMoMnNiV high-entropy alloy. Int. J. Metalcasting. 2023, 1–18. [Google Scholar] [CrossRef]
- Yuan, Z.; Tian, W.; Li, F.; Fu, Q.; Hu, Y.; Wang, X. Microstructure and properties of high-entropy alloy reinforced aluminum matrix composites by spark plasma sintering. J. Alloys Compd. 2019, 806, 901–908. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Liu, J.; Zhang, P.; Wang, Y. Core-shell structure mediated microstructure and mechanical properties of high entropy alloy CoCrFeNi/Al composites. Vacuum 2021, 192, 110454. [Google Scholar] [CrossRef]
- Ogunbiyi, O.; Tian, Y.; Akinwande, A.A.; Rominiyi, A.L. AA7075/HEA composites fabricated by microwave sintering: Assessment of the microstructural features and response surface optimization. Intermetallics 2023, 155, 107830. [Google Scholar] [CrossRef]
- Ananiadis, E.A.; Karantzalis, A.E.; Exarchos, D.A.; Matikas, T.E. Al-RHEA Particulates MMCs by PM Route: Mechanical Properties and Sliding Wear Response. Appl. Mech. 2022, 3, 1145–1162. [Google Scholar] [CrossRef]
- Mussert, K.M.; Vellinga, W.P.; Bakker, A.; Van Der Zwaag, S. A nano-indentation study on the mechanical behaviour of the matrix material in an AA6061-Al2O3 MMC. J. Mater. Sci. 2002, 37, 789–794. [Google Scholar] [CrossRef]
- Li, W.; Henshall, J.; Hooper, R.; Easterling, K. The mechanisms of indentation creep. Acta Metall. Mater. 1991, 39, 3099–3110. [Google Scholar] [CrossRef]
- Sannino, A.; Rack, H. Dry sliding wear of discontinuously reinforced aluminum composites: Review and discussion. Wear 1995, 189, 1–19. [Google Scholar] [CrossRef]
- Deuis, R.; Subramanian, C.; Yellup, J. Dry sliding wear of aluminium composites—A review. Compos. Sci. Technol. 1997, 57, 415–435. [Google Scholar] [CrossRef]
- Kumar, G.V.; Rao, C.; Selvaraj, N. Mechanical and tribological behavior of particulate reinforced aluminum metal matrix composites—A review. J. Miner. Mater. Charact. Eng. 2011, 10, 59. [Google Scholar] [CrossRef]
- Suh, N.P. The delamination theory of wear. Wear 1973, 25, 111–124. [Google Scholar] [CrossRef]
- Jiang, J.; Stott, F.; Stack, M. A mathematical model for sliding wear of metals at elevated temperatures. Wear 1995, 181, 20–31. [Google Scholar] [CrossRef]
- Heilmann, P.; Don, J.; Sun, T.; Rigney, D.; Glaeser, W. Sliding wear and transfer. Wear 1983, 91, 171–190. [Google Scholar] [CrossRef]
- Mosleh-Shirazi, S.; Akhlaghi, F.; Li, D.-Y. Effect of SiC content on dry sliding wear, corrosion and corrosive wear of Al/SiC nanocomposites. Trans. Nonferrous Met. Soc. China 2016, 26, 1801–1808. [Google Scholar] [CrossRef]
- Lekatou, A.; Karantzalis, A.; Evangelou, A.; Gousia, V.; Kaptay, G.; Gácsi, Z.; Baumli, P.; Simon, A. Aluminium reinforced by WC and TiC nanoparticles (ex-situ) and aluminide particles (in-situ): Microstructure, wear and corrosion behaviour. Mater. Des. 2015, 65, 1121–1135. [Google Scholar] [CrossRef]
- Bahaj, I.; Labjar, N.; Kaddami, M.; Essahli, M.; Lotfi, E.M.; Dahrouch, A.; El Hajjaji, S. The Influence of Co Content and Sintering Time in Al–Al9Co2–Al13Co4 Composites on Microstructure and Corrosion Performance in NaOH Environment. J. Bio-Tribo-Corros. 2023, 9, 4. [Google Scholar] [CrossRef]
- Arab, M.; Azadi, M. Effects of manufacturing parameters on the corrosion behavior of Al–B4C nanocomposites. Mater. Chem. Phys. 2020, 253, 123259. [Google Scholar] [CrossRef]
- Han, P.; Lin, J.; Wang, W.; Liu, Z.; Xiang, Y.; Zhang, T.; Liu, Q.; Guan, X.; Qiao, K.; Xie, Y. Friction Stir Processing of Cold-Sprayed High-Entropy Alloy Particles Reinforced Aluminum Matrix Composites: Corrosion and Wear Properties. Met. Mater. Int. 2023, 29, 845–860. [Google Scholar] [CrossRef]
- Wang, N.; Wu, B.; Wu, W.; Li, J.; Ge, C.; Dong, Y.; Zhang, L.; Wang, Y. Microstructure and properties of aluminium-high entropy alloy composites fabricated by mechanical alloying and spark plasma sintering. Mater. Today Commun. 2020, 25, 101366. [Google Scholar] [CrossRef]
- Ananiadis, E.; Argyris, K.T.; Matikas, T.E.; Sfikas, A.K.; Karantzalis, A.E. Microstructure and corrosion performance of aluminium matrix composites reinforced with refractory high-entropy alloy particulates. Appl. Sci. 2021, 11, 1300. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375, 213–218. [Google Scholar] [CrossRef]
- Mortensen, A.; Jin, I. Solidification processing of metal matrix composites. Int. Mater. Rev. 1992, 37, 101–128. [Google Scholar] [CrossRef]
- Karantzalis, A.E.; Poulia, A.; Kamnis, S.; Sfikas, A.; Fotsis, A.; Georgatis, E. Modification of Cantor High Entropy Alloy by the Addition of Mo and Nb: Microstructure Evaluation, Nanoindentation-Based Mechanical Properties, and Sliding Wear Response Assessment. Alloys 2022, 1, 70–92. [Google Scholar] [CrossRef]
- Mathiou, C.; Kyrtsidou, K.; Georgatis, E.; Karantzalis, A. Primary nano-indentation assessment of low entropy NiAl-Cr alloys. SOJ Mater. Sci. Eng. 2022, 10, 1–15. [Google Scholar]
- Karantzalis, A.; Sioulas, D.; Poulia, A.; Mathiou, C.; Georgatis, E. A first approach on the assessment of the creep behavior of MoTaNbV x Ti high entropy alloys by indentation testing. SN Appl. Sci. 2020, 2, 1–10. [Google Scholar] [CrossRef]
- Zhang, L.; Yu, P.; Cheng, H.; Zhang, H.; Diao, H.; Shi, Y.; Chen, B.; Chen, P.; Feng, R.; Bai, J.; et al. Nanoindentation creep behavior of an Al 0.3 CoCrFeNi high-entropy alloy. Metall. Mater. Trans. A 2016, 47, 5871–5875. [Google Scholar] [CrossRef]
- Wang, Z.; Guo, S.; Wang, Q.; Liu, Z.; Wang, J.; Yang, Y.; Liu, C. Nanoindentation characterized initial creep behavior of a high-entropy-based alloy CoFeNi. Intermetallics 2014, 53, 183–186. [Google Scholar] [CrossRef]
- Yu, P.; Feng, S.; Xu, G.; Guo, X.; Wang, Y.; Zhao, W.; Qi, L.; Li, G.; Liaw, P.; Liu, R. Room-temperature creep resistance of Co-based metallic glasses. Scr. Mater. 2014, 90, 45–48. [Google Scholar] [CrossRef] [Green Version]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Wang, D.; Tan, J.; Li, C.; Qin, X.; Guo, S. Enhanced creep resistance of Ti30Al25Zr25Nb20 high-entropy alloy at room temperature. J. Alloys Compd. 2021, 885, 161038. [Google Scholar] [CrossRef]
- Ma, Y.; Feng, Y.; Debela, T.T.; Peng, G.; Zhang, T. Nanoindentation study on the creep characteristics of high-entropy alloy films: Fcc versus bcc structures. Int. J. Refract. Met. Hard Mater. 2016, 54, 395–400. [Google Scholar] [CrossRef] [Green Version]
- Ma, Z.; Long, S.; Zhou, Y.; Pan, Y. Indentation scale dependence of tip-in creep behavior in Ni thin films. Scr. Mater. 2008, 59, 195–198. [Google Scholar] [CrossRef]
- Choi, I.-C.; Yoo, B.-G.; Kim, Y.-J.; Jang, J.-I. Indentation creep revisited. J. Mater. Res. 2012, 27, 3–11. [Google Scholar] [CrossRef]
- Ananiadis, E.; Lentzaris, K.; Georgatis, E.; Mathiou, C.; Poulia, A.; Karantzalis, A.E. AlNiCrFeMn equiatomic high entropy alloy: A further insight in its microstructural evolution, mechanical and surface degradation response. Met. Mater. Int. 2020, 26, 793–811. [Google Scholar] [CrossRef]
- Gousia, V.; Tsioukis, A.; Lekatou, A.; Karantzalis, A. Al-MoSi2 composite materials: Analysis of microstructure, sliding wear, solid particle erosion, and aqueous corrosion. J. Mater. Eng. Perform. 2016, 25, 3107–3120. [Google Scholar] [CrossRef]
- Mavros, H.; Karantzalis, A.; Lekatou, A. Solidification observations and sliding wear behavior of cast TiC particulate-reinforced AlMgSi matrix composites. J. Compos. Mater. 2013, 47, 2149–2162. [Google Scholar] [CrossRef]
- Chung, S.; Hwang, B.H. A microstructural study of the wear behaviour of SiCp/Al composites. Tribol. Int. 1994, 27, 307–314. [Google Scholar] [CrossRef]
- Shipway, P.; Kennedy, A.; Wilkes, A. Sliding wear behaviour of aluminium-based metal matrix composites produced by a novel liquid route. Wear 1998, 216, 160–171. [Google Scholar] [CrossRef]
- Basavarajappa, S.; Chandramohan, G.; Mahadevan, A.; Thangavelu, M.; Subramanian, R.; Gopalakrishnan, P. Influence of sliding speed on the dry sliding wear behaviour and the subsurface deformation on hybrid metal matrix composite. Wear 2007, 262, 1007–1012. [Google Scholar] [CrossRef]
- Yang, L. The effect of nominal specimen contact area on the wear coefficient of A6061 aluminium matrix composite reinforced with alumina particles. Wear 2007, 263, 939–948. [Google Scholar] [CrossRef]
- Hamid, A.A.; Ghosh, P.; Jain, S.; Ray, S. The influence of porosity and particles content on dry sliding wear of cast in situ Al (Ti)–Al2O3 (TiO2) composite. Wear 2008, 265, 14–26. [Google Scholar] [CrossRef]
- Mandal, A.; Murty, B.; Chakraborty, M. Sliding wear behaviour of T6 treated A356–TiB2 in-situ composites. Wear 2009, 266, 865–872. [Google Scholar] [CrossRef]
- Lim, C.; Lim, S.; Gupta, M. Wear behaviour of SiCp-reinforced magnesium matrix composites. Wear 2003, 255, 629–637. [Google Scholar] [CrossRef]
- Bhushan, B.; Ko, P.L. Introduction to tribology. Appl. Mech. Rev. 2003, 56, B6–B7. [Google Scholar] [CrossRef]
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology; Butterworth-Heinemann: Oxford, UK, 2013. [Google Scholar]
- Lim, C.; Leo, D.; Ang, J.; Gupta, M. Wear of magnesium composites reinforced with nano-sized alumina particulates. Wear 2005, 259, 620–625. [Google Scholar] [CrossRef]
- Taltavull, C.; Torres, B.; López, A.; Rams, J. Dry sliding wear behavior of AM60B magnesium alloy. Wear 2013, 301, 615–625. [Google Scholar] [CrossRef]
- Nguyen, Q.; Sim, Y.; Gupta, M.; Lim, C. Tribology characteristics of magnesium alloy AZ31B and its composites. Tribol. Int. 2015, 82, 464–471. [Google Scholar] [CrossRef]
- Lekatou, A.; Sfikas, A.K.; Petsa, C.; Karantzalis, A.E. Al-Co alloys prepared by vacuum arc melting: Correlating microstructure evolution and aqueous corrosion behavior with Co content. Metals 2016, 6, 46. [Google Scholar] [CrossRef] [Green Version]
- Lekatou, A.; Sfikas, A.; Karantzalis, A. The influence of the fabrication route on the microstructure and surface degradation properties of Al reinforced by Al9Co2. Mater. Chem. Phys. 2017, 200, 33–49. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Speed 1 (13.324 mN/s) | |||
|---|---|---|---|
| Hardness (HV) | Eit (GPa) | nit (%) | |
| Matrix | 53.33 ± 3.74 | 93.13 ± 10.6 | 6.3 ± 4.74 |
| HEA | 735.8 ± 124 | 124.4 ± 39.5 | 26.03 ± 7.57 |
| Speed 6 (2.2207 mN/s) | |||
|---|---|---|---|
| Hardness (HV) | Eit (GPa) | nit (%) | |
| Matrix | 44.54 ± 14.25 | 87.3 ± 13.3 | 4.72 ± 2.44 |
| HEA | 811.5 ± 190.8 | 157.56 ± 15.7 | 33.03 ± 6.96 |
| Phase | Loading Speed (mN/s) | hcreep (nm) | n Actual | n Extrapolated | m Actual | m Extrapolated | Hmax (GPa) | τmax (GPa) | Vcr Actual (nm3) | Vcr Extrapolated (nm3) |
|---|---|---|---|---|---|---|---|---|---|---|
| HEA | 13.32 | 31.6 | 58.164 | 65.151 | 0.024 | 0.017 | 3.709 | 0.714 | 0.275 | 0.350 |
| 2.22 | 18.9 | 85.7 | 72.112 | 0.012 | 0.015 | 5.43 | 1.045 | 0.259 | 0.22 | |
| Matrix | 13.32 | 80.9 | 29.194 | 29.194 | 0.036 | 0.036 | 0.679 | 0.131 | 0.653 | 0.655 |
| 2.22 | 81.5 | 28.165 | 35.057 | 0.039 | 0.033 | 0.642 | 0.124 | 0.648 | 0.809 | |
| n actual, m actual, Vcr actual: Parameter values calculated based on the actual h creep depth as a function of time received during testing | ||||||||||
| n extra, m extra, Vcr extra: Parameter values calculated based on the extrapolated values of the h creep as a function of time after fitting by Equation (4) | ||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ananiadis, E.A.; Karantzalis, A.E.; Sfikas, A.K.; Georgatis, E.; Matikas, T.E. Aluminium Matrix Composites Reinforced with AlCrFeMnNi HEA Particulates: Microstructure, Mechanical and Corrosion Properties. Materials 2023, 16, 5491. https://doi.org/10.3390/ma16155491
Ananiadis EA, Karantzalis AE, Sfikas AK, Georgatis E, Matikas TE. Aluminium Matrix Composites Reinforced with AlCrFeMnNi HEA Particulates: Microstructure, Mechanical and Corrosion Properties. Materials. 2023; 16(15):5491. https://doi.org/10.3390/ma16155491
Chicago/Turabian StyleAnaniadis, Elias A., Alexandros E. Karantzalis, Athanasios K. Sfikas, Emmanuel Georgatis, and Theodore E. Matikas. 2023. "Aluminium Matrix Composites Reinforced with AlCrFeMnNi HEA Particulates: Microstructure, Mechanical and Corrosion Properties" Materials 16, no. 15: 5491. https://doi.org/10.3390/ma16155491