
In-Situ Synthesis, Microstructure, and Mechanical Properties of TiB2-Reinforced Fe-Cr-Mn-Al Steel Matrix Composites Prepared by Spark Plasma Sintering



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Microstructure and Mechanical Properties Analysis
3. Results and Discussion
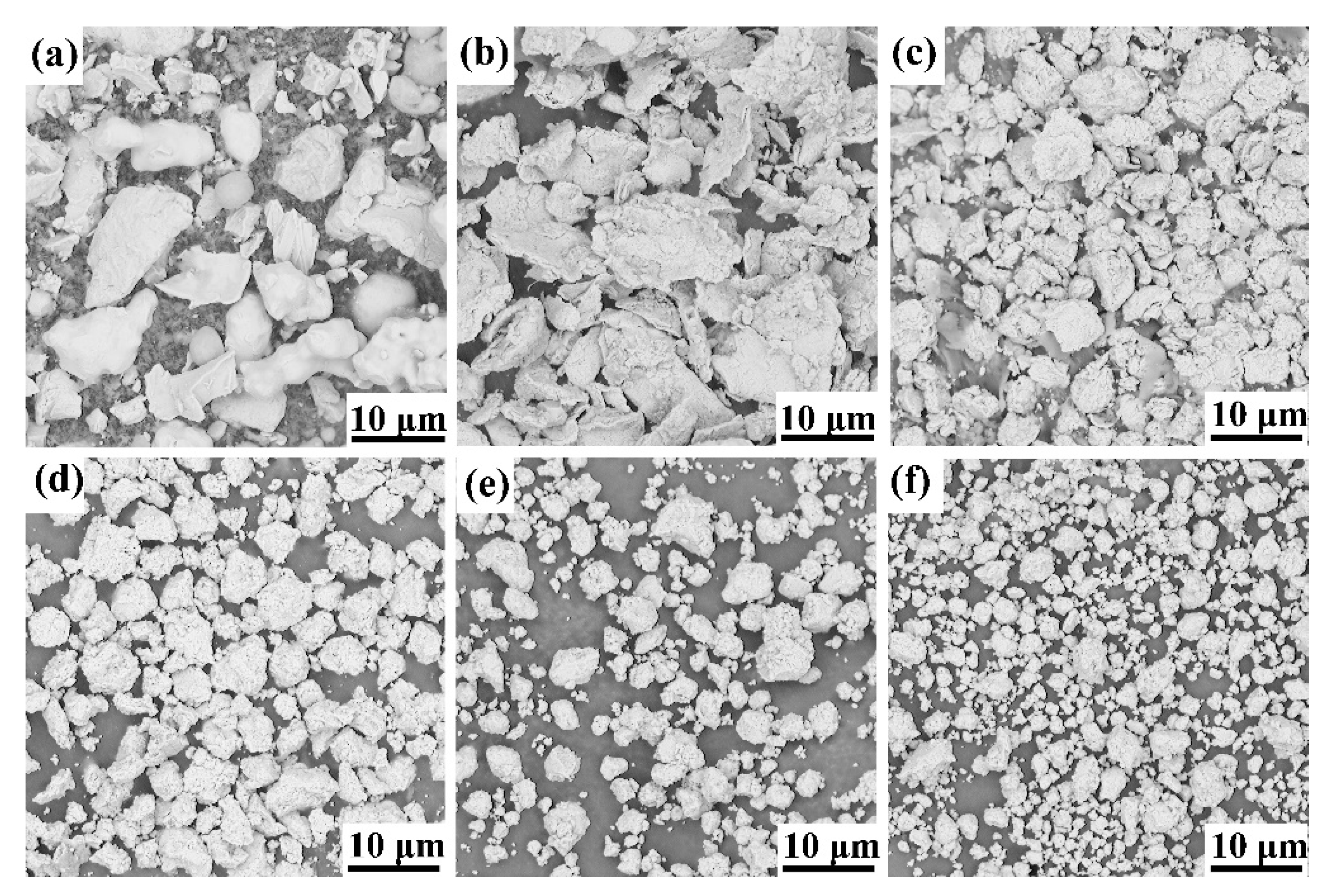
3.1. Powder Characterization
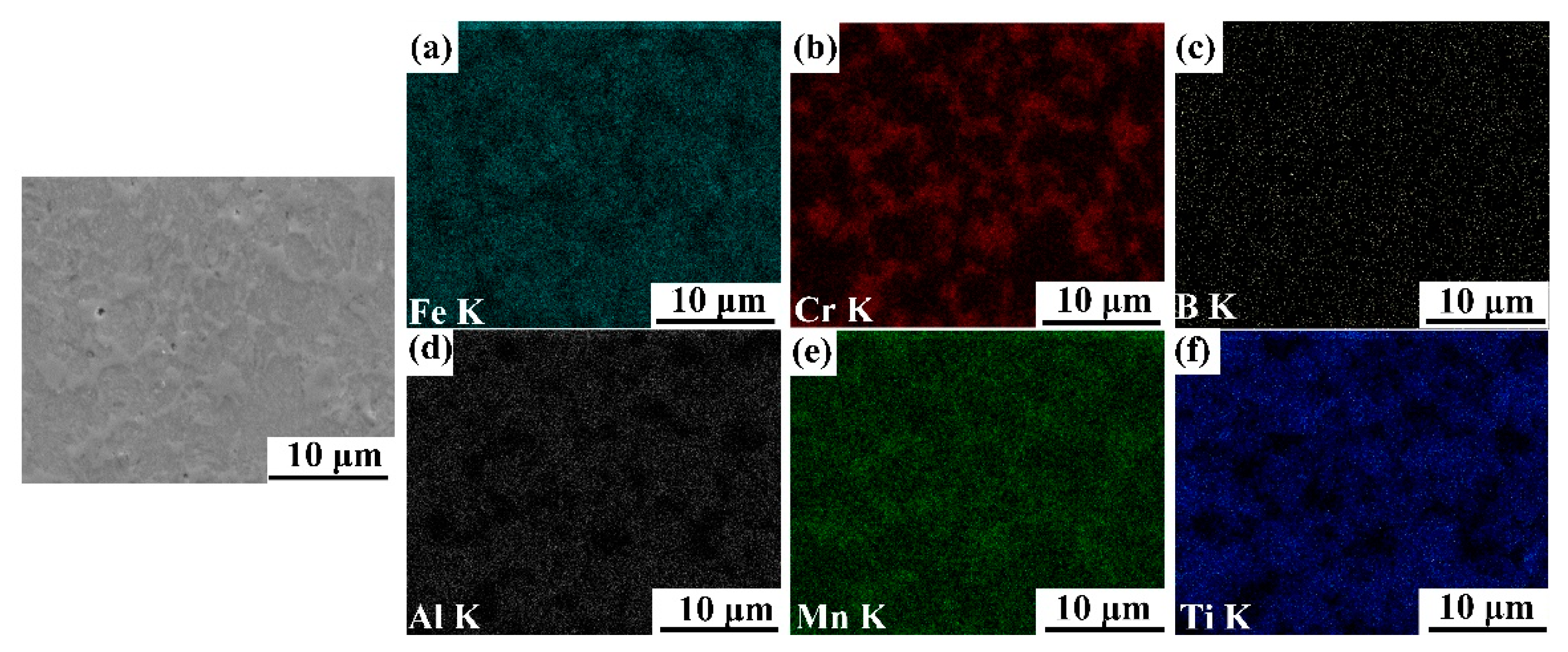
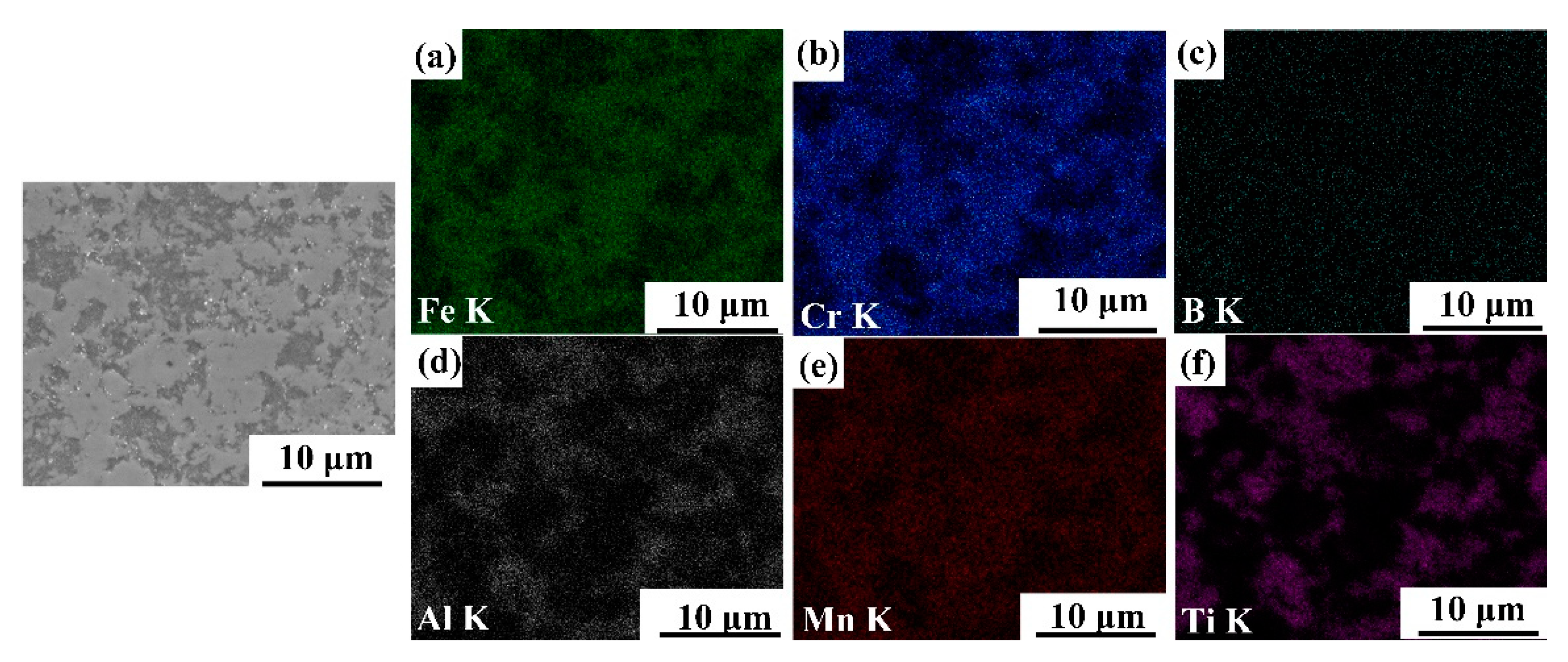
3.2. Phase and Microstructure Identification
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matlock, D.K.; Speer, J.G.; Moor, E.D.; Gibbs, P.J. Recent developments in advanced high strength sheet steels for automotive applications: An overview. Eng. Sci. Technol. 2012, 15, 1–12. Available online: https://www.researchgate.net/publication/284553735_Recent_developments_in_advanced_high_strength_sheet_steels_for_automotive_applications_An_overview (accessed on 15 April 2021).
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced high strength steels for automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Kevorkijan, V.M. Aluminum composites for automotive applications: A global perspective. JOM 1999, 51, 54–58. [Google Scholar] [CrossRef]
- Przestacki, D.; Szymanski, P.; Wojciechowski, S. Formation of surface layer in metal matrix composite A359/20SiCP during laser assisted turning. Compos. Part A 2016, 91, 370–379. [Google Scholar] [CrossRef]
- Rosinski, M.; Michalski, A. WCCo/cBN composites produced by pulse plasma sintering method. J. Mater. Sci. 2012, 47, 7064–7071. [Google Scholar] [CrossRef] [Green Version]
- Wojciechowski, S.; Talar, R.; Zawadzki, P.; Legutko, S.; Maruda, R.; Prakash, C. Study on Technological Effects of a Precise Grooving of AlSi13MgCuNi Alloy with a Novel WCCo/PCD (DDCC) Inserts. Materials 2020, 13, 2467. [Google Scholar] [CrossRef]
- Mrazova, M. Advanced composite materials of the future in aerospace industry. INCAS Bull. 2013, 5, 139–150. [Google Scholar] [CrossRef]
- Guo, Y.B. Study on Mechanical Properties and Dry Friction Wear Behavior of TiB2 Particle Reinforced Iron Matrix Composite. Master’s Thesis, Southwest Jiaotong University, Chengdu, China, 2015. (In Chinese). [Google Scholar]
- Kulikowski, Z.; Wisbey, A.; Godfrey, T.M.T. Mechanical properties of high performance lightweight steels. Mater. Sci. Technol. 2000, 16, 925–928. [Google Scholar] [CrossRef]
- Feng, Y.J. Strengthening of Steels by Ceramic Phases. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2013. Available online: http://d-nb.info/1033023655/34 (accessed on 15 April 2021).
- Kulikowski, Z.; Godfrey, T.; Wisbey, A.; Goodwin, P.; Langlais, F.; Flower, H.; Zheng, J.; Davies, D. Mechanical and microstructural behaviour of a particulate reinforced steel for structural applications. Mater. Sci. Technol. 2000, 16, 1453–1464. [Google Scholar] [CrossRef]
- Aparicio-Fernández, R.; Springer, H.; Szczepaniak, A.; Zhang, H.; Raabe, D. In-situ metal matrix composite steels: Effect of alloying and annealing on morphology, structure and mechanical properties of TiB2 particle containing high modulus steels. Acta Mater. 2016, 107, 38–48. [Google Scholar] [CrossRef]
- Castan, C.; Montheillet, F.; Perlade, A. Dynamic recrystallization mechanisms of an Fe-8% Al low density steel under hot rolling conditions. Scr. Mater. 2013, 68, 360–364. [Google Scholar] [CrossRef]
- Kang, Y.S.; Kang, S.H.; Kim, D.J. Effect of addition of Cr on the sintering of TiB2 ceramics. J. Mater. Sci. 2005, 40, 4153–4155. [Google Scholar] [CrossRef]
- Liu, J.; Chen, W.; Chen, L.; Xia, Z.; Xiao, H.; Fu, Z. Microstructure and mechanical behavior of spark plasma sintered TiB2/Fe-15Cr-8Al-20Mn composites. J. Alloys Compd. 2018, 747, 886–894. [Google Scholar] [CrossRef]
- Baron, C.; Springer, H.; Raabe, D. Effects of Mn additions on microstructure and properties of Fe–TiB2 based high modulus steels. Mater. Des. 2016, 111, 185–191. [Google Scholar] [CrossRef]
- Kim, H.; Suh, D.W.; Kim, N.J. Fe–Al–Mn–C lightweight structural alloys: A review on the microstructures and mechanical properties. Sci. Technol. Adv. Mat. 2013, 14, 014205. [Google Scholar] [CrossRef]
- Essl, F.; Janssen, R.; Claussen, N. Wet Milling of Al-Containing Powder Mixtures as Precursor Materials for Reaction Bonding of Alumina (RBAO) and Reaction Sintering of Alumina-Aluminide Alloys (3A). Mater. Chem. Phys. 1999, 61, 69–77. [Google Scholar] [CrossRef]
- GB/T 7314-2005. Metallic Materials-Compression Testing at Ambient Temperature; National Standard of the People’s Republic of China: Beijing, China, 2005; Available online: https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=SCSF&dbname=SCSF&filename=SCSF00012366&v=JEWkR7VT8jaezj%25mmd2Fdkifh62%25mmd2F03lt2GceptDyJrbI3QJ1F%25mmd2FtFQj9ca9JGu%25mmd2FQcwjM5 (accessed on 15 April 2021).
- Lü, L.; Lai, M.O. Introduction to Mechanical Alloying; Springer: Boston, MA, USA, 1998. [Google Scholar] [CrossRef]
- Sachan, R.; Park, J.W. Formation of nanodispersoids in Fe-Cr-Al/30%TiB2 composite system during mechanical alloying. J. Alloys Compd. 2009, 485, 724–729. [Google Scholar] [CrossRef]
- Chen, Y.L.; Hu, Y.H.; Hsieh, C.A.; Yeh, J.W.; Chen, S.K. Competition between elements during mechanical alloying in an octonary multi-principal-element alloy system. J. Alloys Compd. 2009, 481, 768–775. [Google Scholar] [CrossRef]
- Rawers, J.; Krabbe, R.; Duttlinger, N. Nanostructure characterization of mechanical alloyed and consolidated iron alloys. Mater. Sci. Eng. A 1997, 230, 139–145. [Google Scholar] [CrossRef]
- Sulima, I.; Kowalik, R.; Hyjek, P. The corrosion and mechanical properties of spark plasma sintered composites reinforced with titanium diboride. J. Alloys Compd. 2016, 688, 1195–1205. [Google Scholar]
- Iwona, S.; Boczkal, S.; Jaworska, L. SEM and TEM characterization of microstructure of stainless steel composites reinforced with TiB2. Mater. Charact. 2016, 118, 560–569. [Google Scholar] [CrossRef]
- Sulima, I. Role of boron addition on the consolidation and properties of steel composites prepared by SPS. Bull. Mater. Sci. 2015, 38, 1–11. [Google Scholar] [CrossRef]
- Liu, J.; Chen, W.P. Microstructure and mechanical properties of a spark plasma sintered Fe-11Cr-2.3B-6Al-15Mn alloy. Vacuum 2018, 150, 49–57. [Google Scholar] [CrossRef]
- Liu, J.; Chen, W.P. Microstructure, mechanical properties and corrosion behavior of an Fe-10Cr-2.7B-5.5Al-13Mn alloy prepared by spark plasma sintering. J. Alloys Compd. 2018, 741, 348–359. [Google Scholar] [CrossRef]
- Goldbeck, V.; Kubaschewski, O. Iron-Binary Phase Diagrams; Springer: Berlin, Germany; Verlag Stahleisen: Berlin, Germany, 1982. [Google Scholar] [CrossRef]
- Ju, J.; Fu, H.G.; Cheng, M.J.; Fu, D.M.; Lei, Y.P. Effect of aluminum content on solidification structure and hardness of Fe-12Cr-1.5B-Al alloy. Trans. Mater. Heat Treat. 2016, 37, 133–138. (In Chinese) [Google Scholar]
- Basu, B.; Raju, G.B.; Suri, A.K. Processing and properties of monolithic TiB2 based materials. Int. Mater. Rev. 2013, 51, 352–374. [Google Scholar] [CrossRef]
- Sulima, I.; Kowalik, R. Corrosion behaviors, mechanical properties and microstructure of the steel matrix composites fabricated by HP-HT method. Mater. Sci. Eng. A 2015, 639, 671–680. [Google Scholar] [CrossRef]
- Chen, J.; Cheng, J.; Li, F.; Zhu, S.; Qiao, Z.; Yang, J. The effect of compositional tailoring and sintering temperature on the mechanical and tribological properties of Cu/AlMgB14 composite. Tribol. Int. 2016, 96, 155–162. [Google Scholar] [CrossRef]
- Matin, A.; Saniee, F.F.; Abedi, H.R. Microstructure and mechanical properties of Mg/SiC and AZ80/SiC nano-composites fabricated through stir casting method. Mater. Sci. Eng. A 2015, 625, 81–88. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps: The Plasticity and Creep of Metals and Ceramics; Pergamon Press: New York, NY, USA, 1982. [Google Scholar] [CrossRef]
- Castro, V.; Iwakiri, S. The influence of reinforcing particles on mechanical and tribological properties and microstructure of the steel-TiB2 composites. J. Ach. Mater. Manuf. Eng. 2011, 48, 52–57. [Google Scholar]
- Tjong, S.C.; Lau, K.C. Abrasion Resistance of Stainless-Steel Composites Reinforced with Hard TiB2 Particles. Compos. Sci. Technol. 2000, 60, 1141–1146. [Google Scholar] [CrossRef]
- Singh, A.; Dahotre, N.B. Laser in-situ synthesis of mixed carbide coating on steel. J. Mater. Sci. 2004, 39, 4553–4560. [Google Scholar] [CrossRef]
- Tjong, S.C.; Ma, Z.Y. Microstructural and mechanical characteristics of in situ metal matrix composites. Mater. Sci. Eng. R 2000, 29, 49–113. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Regions | Phases | Fe | Cr | Mn | Al | B | Ti |
|---|---|---|---|---|---|---|---|
| Nominal composition | - | 57.88 | 12.40 | 8.27 | 4.13 | 5.40 | 11.91 |
| 1, 2 3 | CrFeB Fe2AlCr | 37.56 79.17 | 24.64 6.19 | 9.19 10.48 | 0 3.91 | 28.59 0.22 | 0 0 |
| Alloys | Process | Hardness (HV) | Compressive Strength (MPa) | Refs |
|---|---|---|---|---|
| 20 vol.%TiB2//Fe-15Cr-10Mn-5Al | MA + SPS | 895 ± 35 | 3100 ± 20 (RT) | This work |
| 20 vol.%TiB2//Fe-15Cr-20Mn-8Al | MA + SPS | 670 ± 15 | 2420 ± 21 (RT) | [15] |
| 20 vol.%TiB2/AISI 316L | HT-HP | 460 | 1350(RT) | [36] |
| 20 vol.%TiB2/AISI 304 | HIP | 265 * | - | [37] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Wu, M.; Chen, J.; Ye, Z.; Lin, C.; Chen, W.; Du, C. In-Situ Synthesis, Microstructure, and Mechanical Properties of TiB2-Reinforced Fe-Cr-Mn-Al Steel Matrix Composites Prepared by Spark Plasma Sintering. Materials 2021, 14, 2346. https://doi.org/10.3390/ma14092346
Liu J, Wu M, Chen J, Ye Z, Lin C, Chen W, Du C. In-Situ Synthesis, Microstructure, and Mechanical Properties of TiB2-Reinforced Fe-Cr-Mn-Al Steel Matrix Composites Prepared by Spark Plasma Sintering. Materials. 2021; 14(9):2346. https://doi.org/10.3390/ma14092346
Chicago/Turabian StyleLiu, Jian, Min Wu, Jian Chen, Zibo Ye, Cheng Lin, Weiping Chen, and Canyi Du. 2021. "In-Situ Synthesis, Microstructure, and Mechanical Properties of TiB2-Reinforced Fe-Cr-Mn-Al Steel Matrix Composites Prepared by Spark Plasma Sintering" Materials 14, no. 9: 2346. https://doi.org/10.3390/ma14092346