
Reuse of Ti6Al4V Powder and Its Impact on Surface Tension, Melt Pool Behavior and Mechanical Properties of Additively Manufactured Components

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
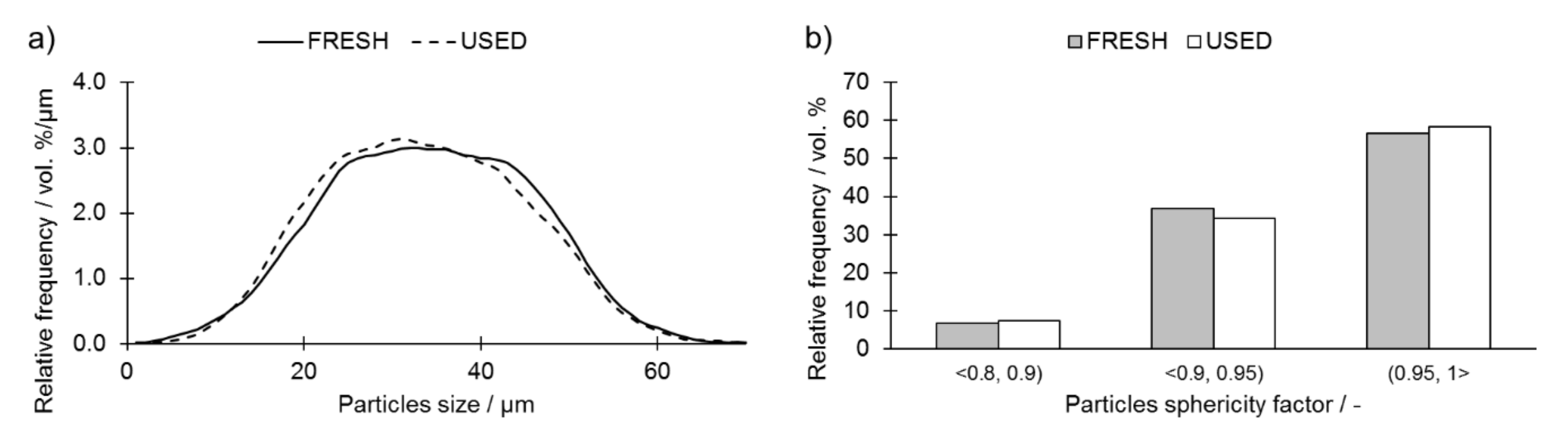
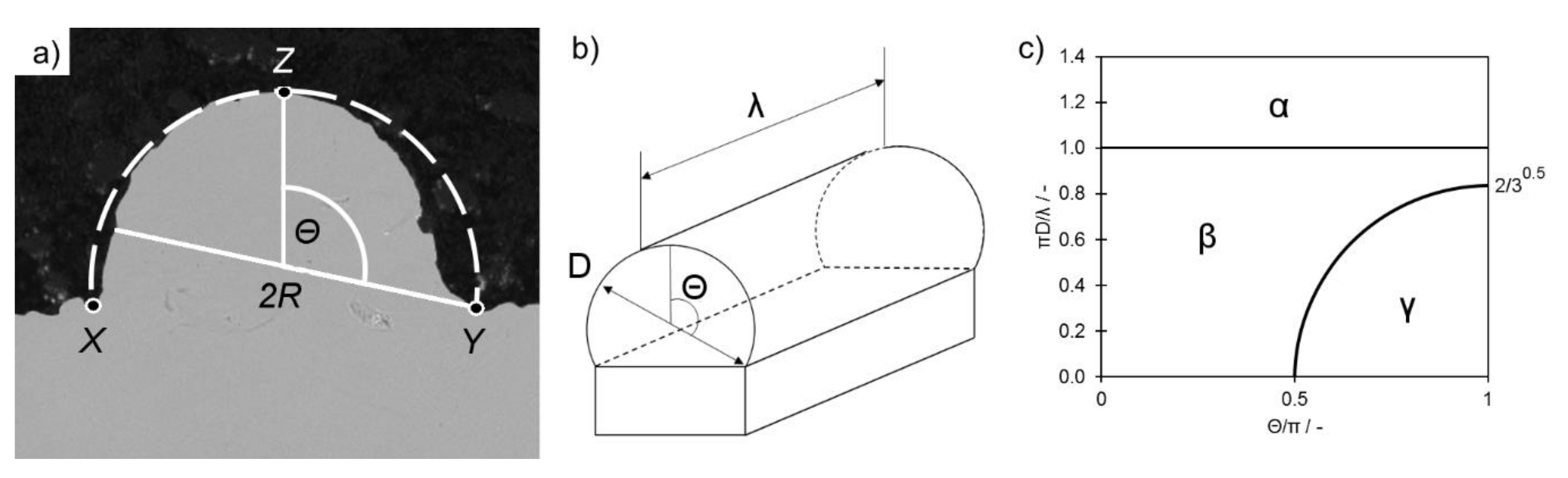
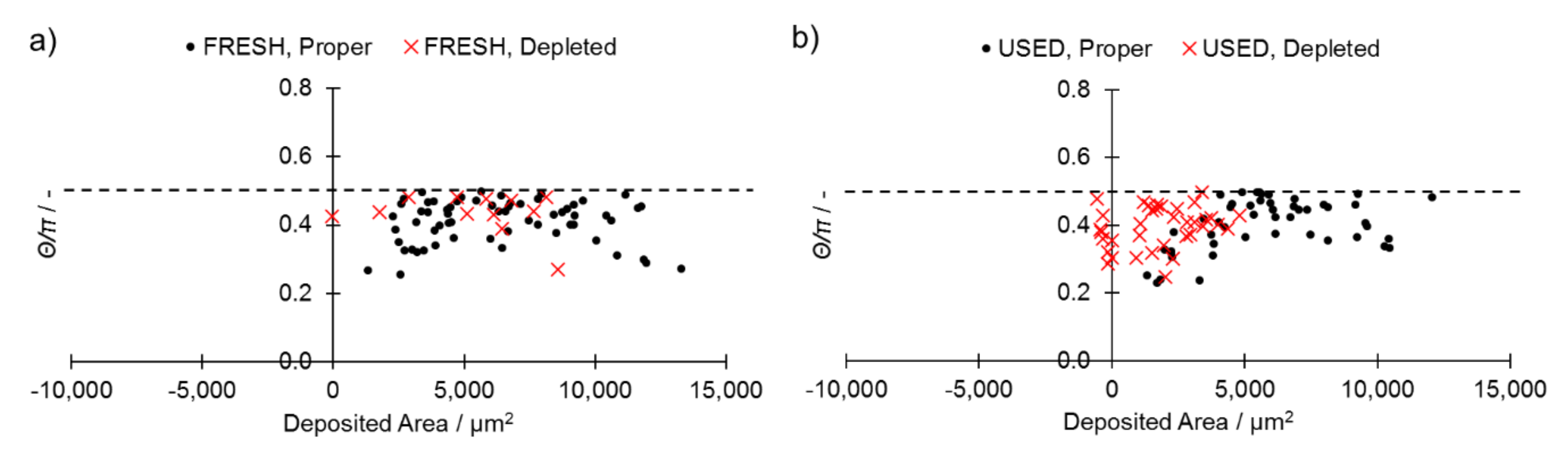
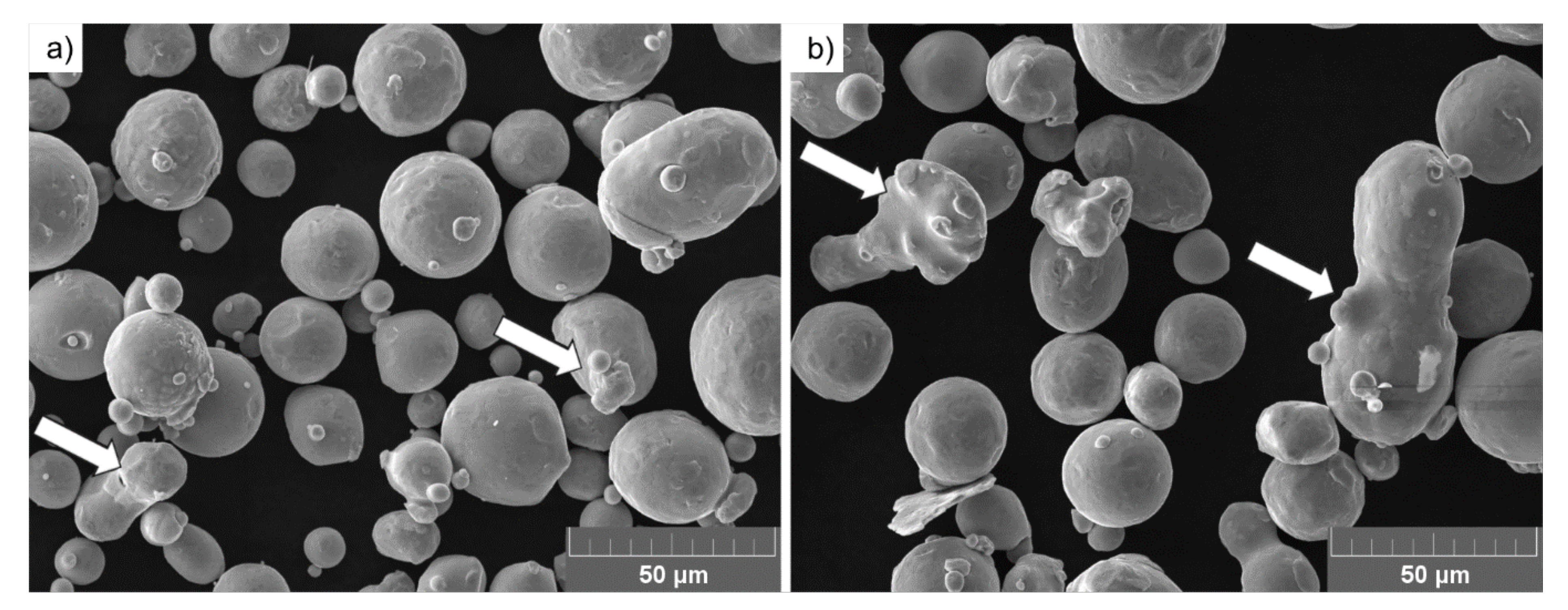
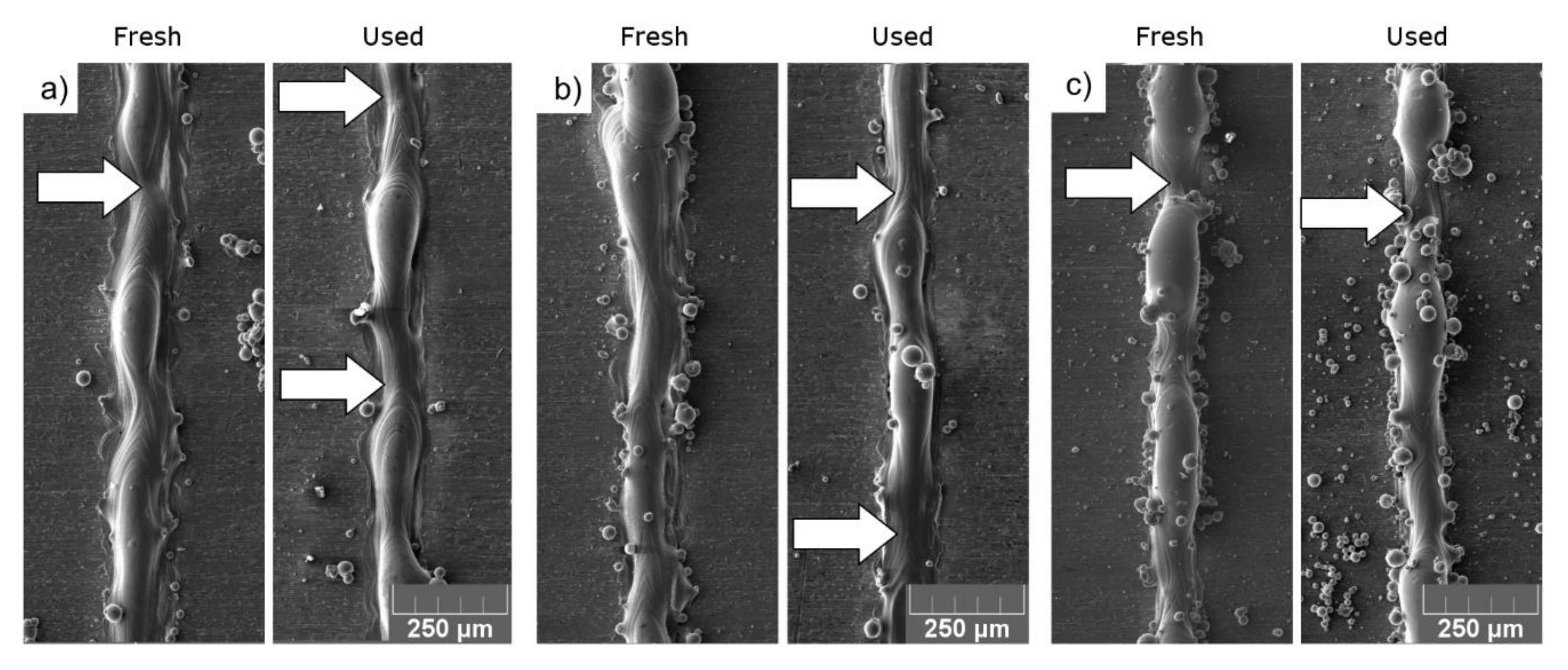
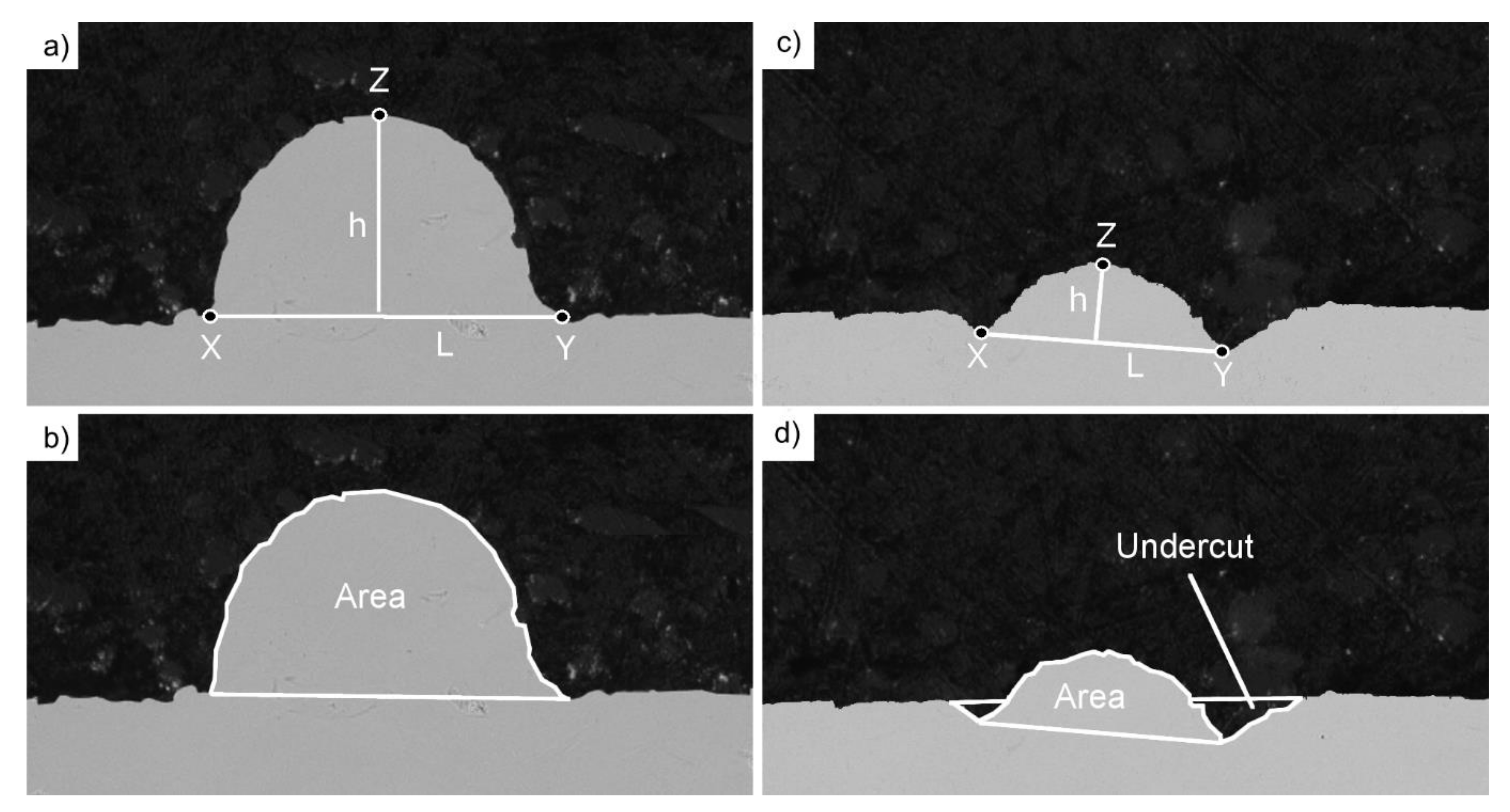
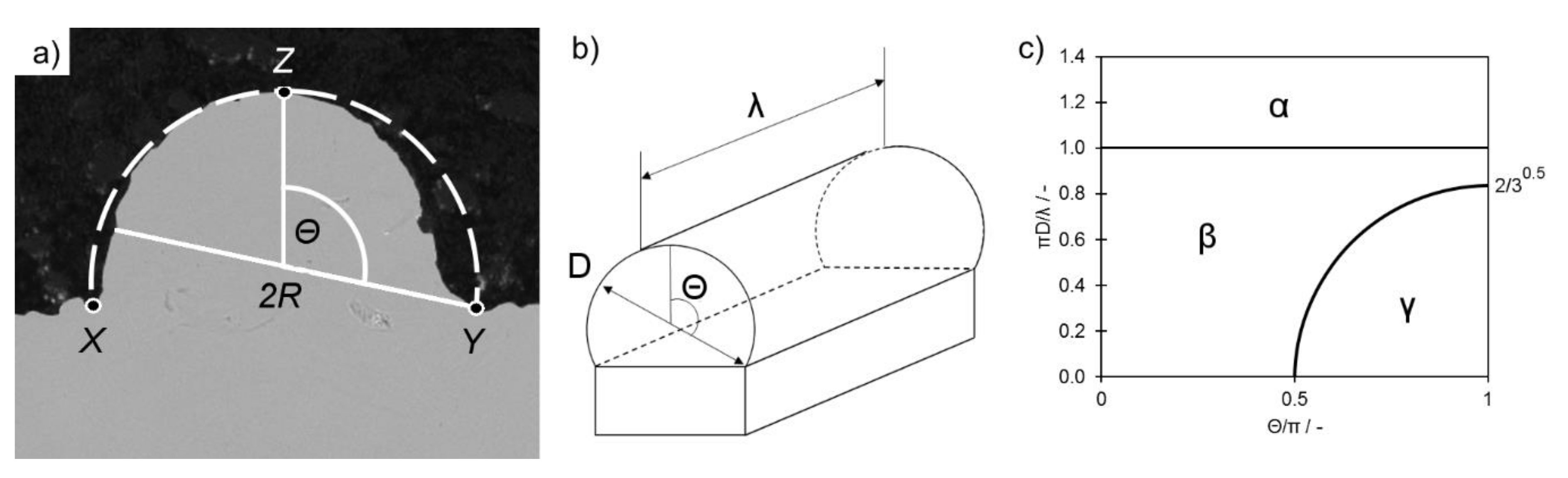
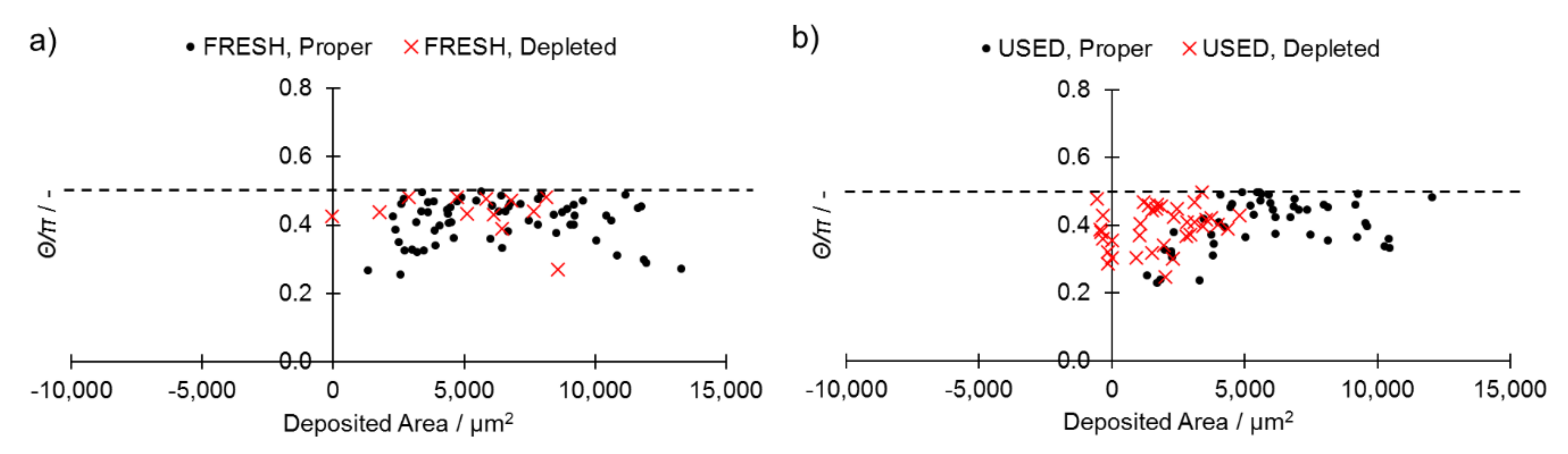
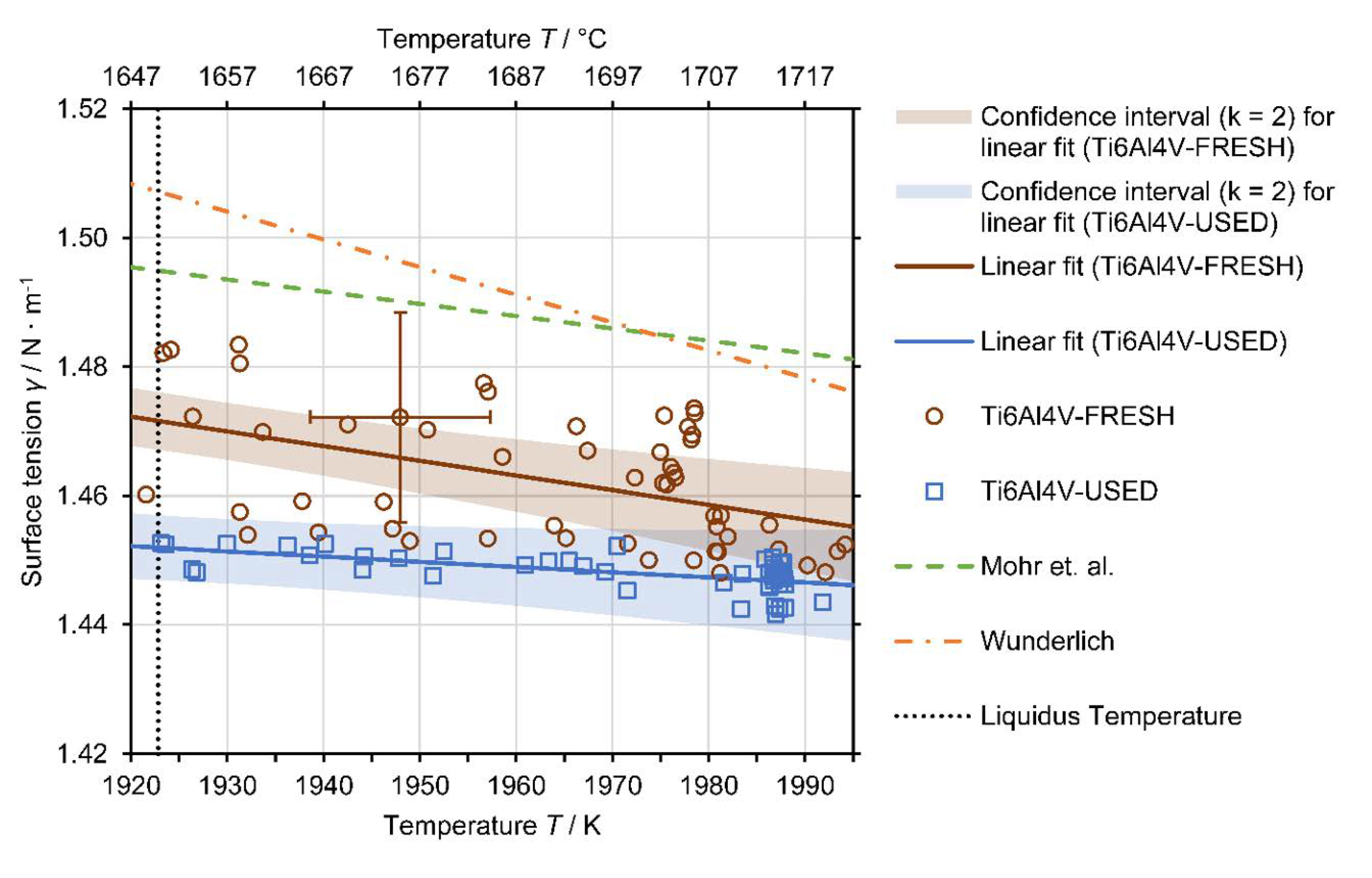
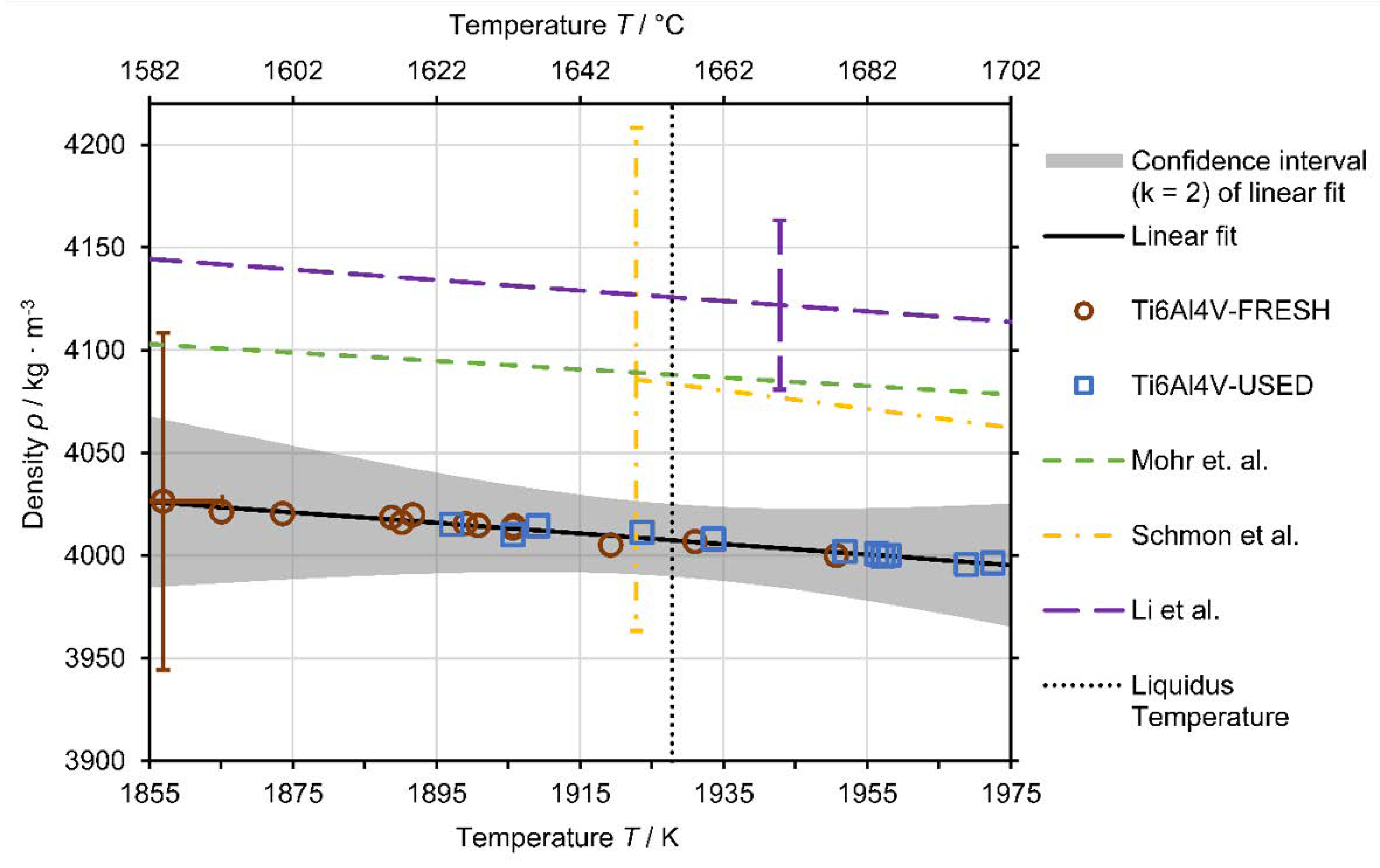
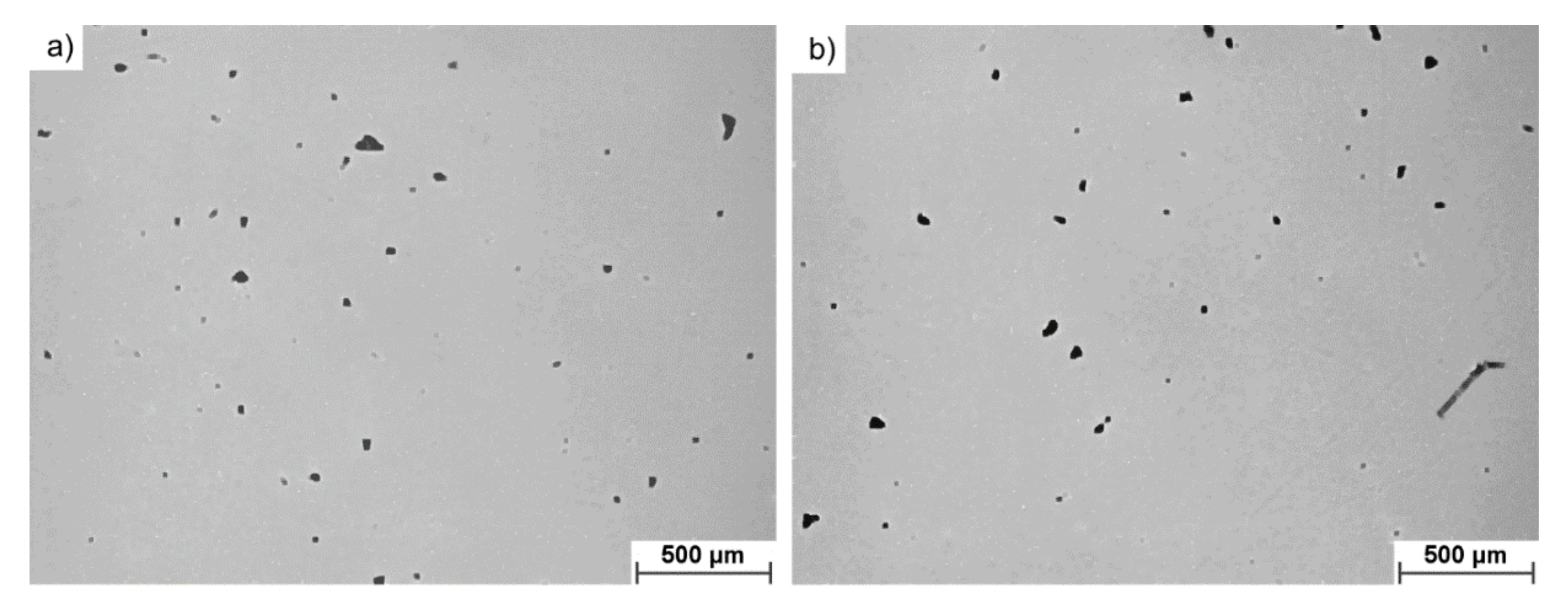
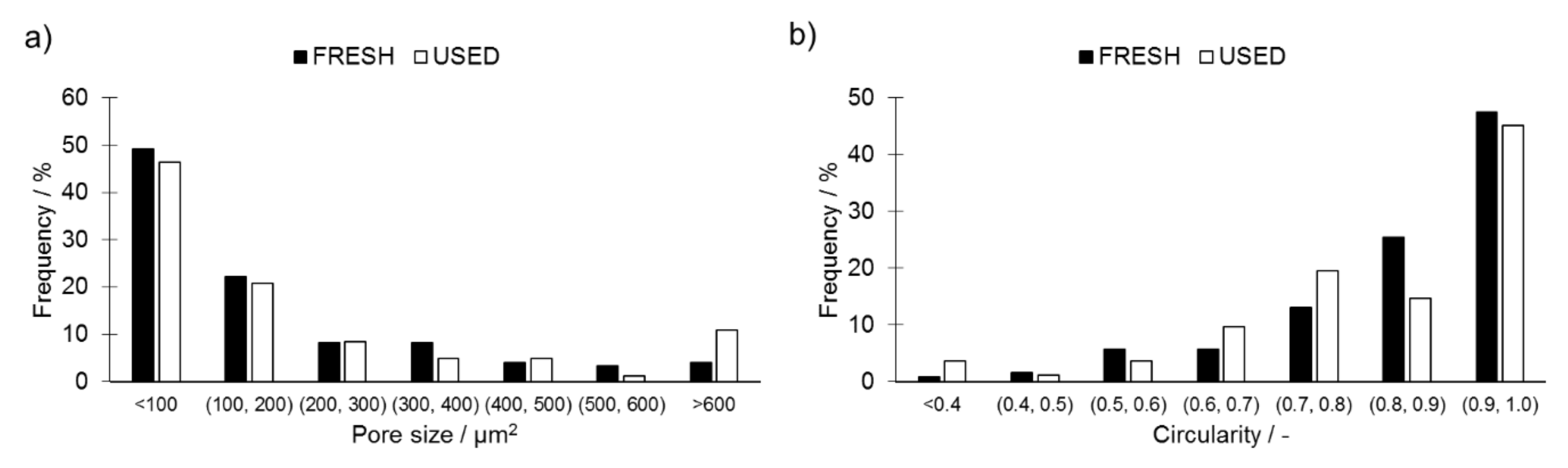
3.1. Powder Characteristics, Melt Pool Behavior and Physicial Properties of the Melt
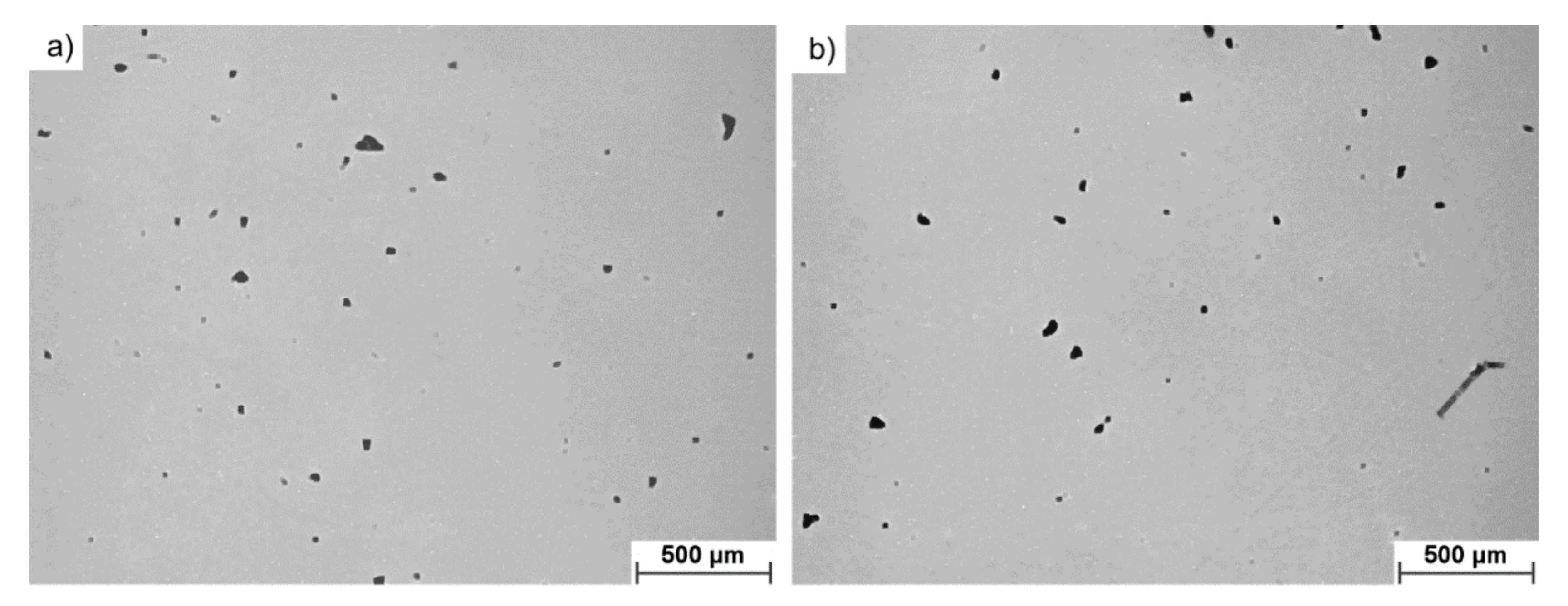
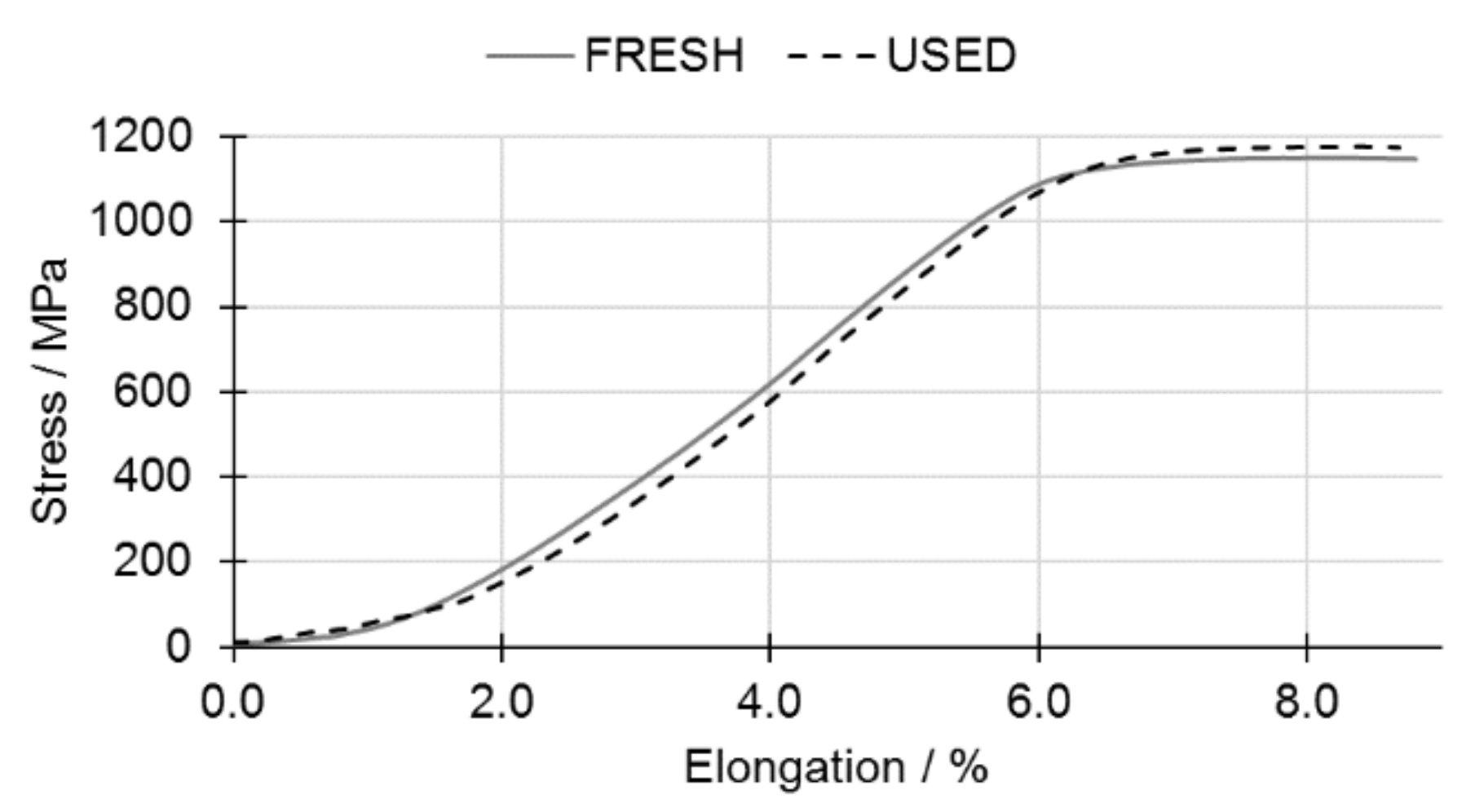
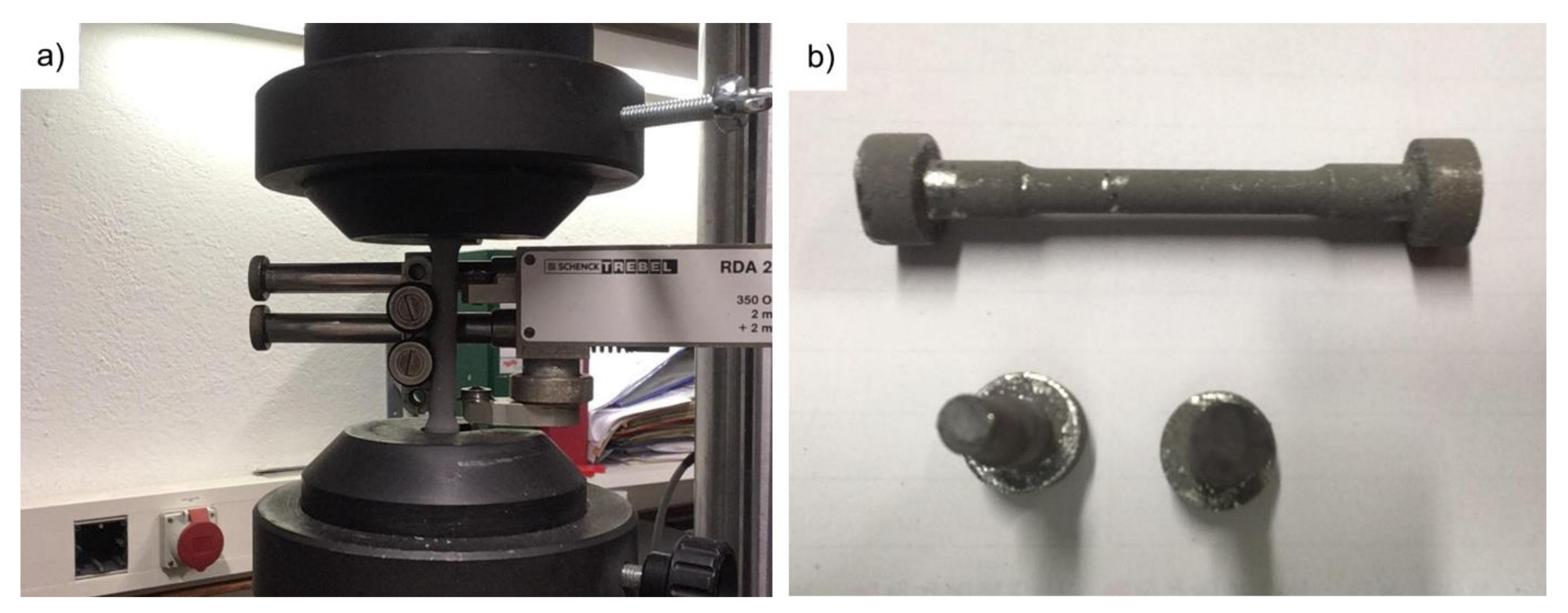
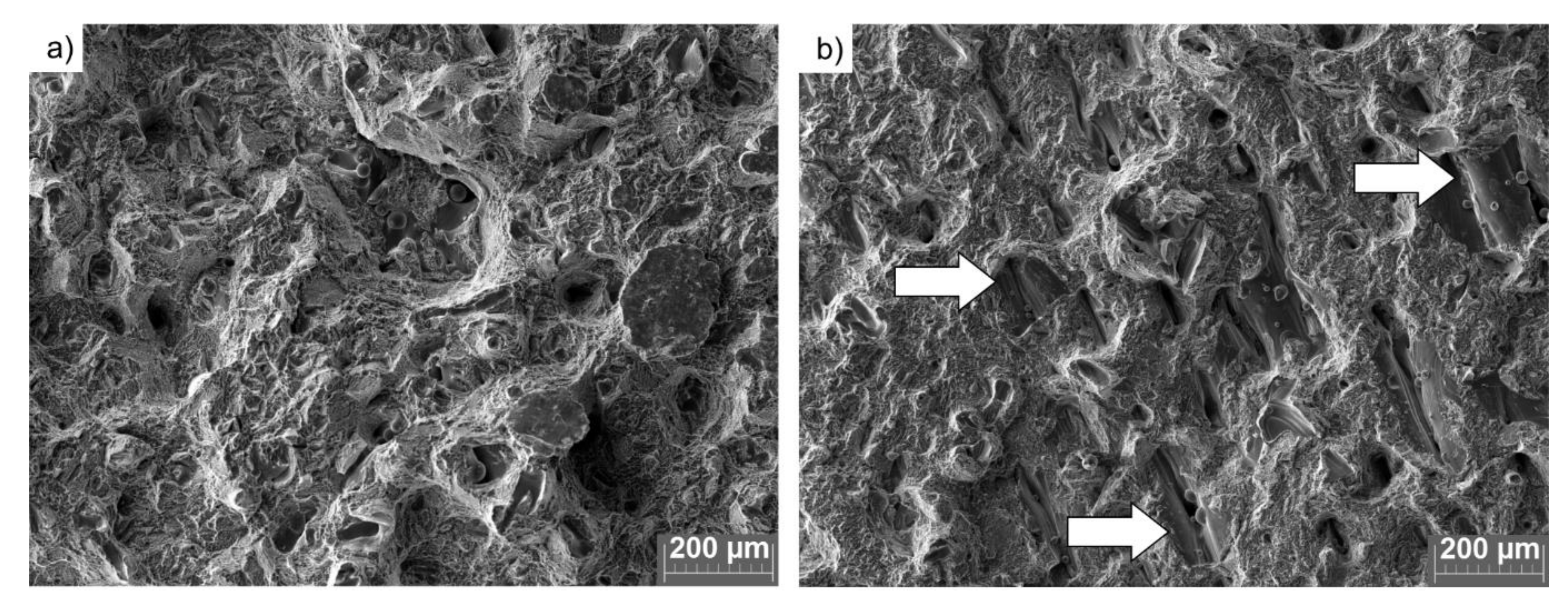
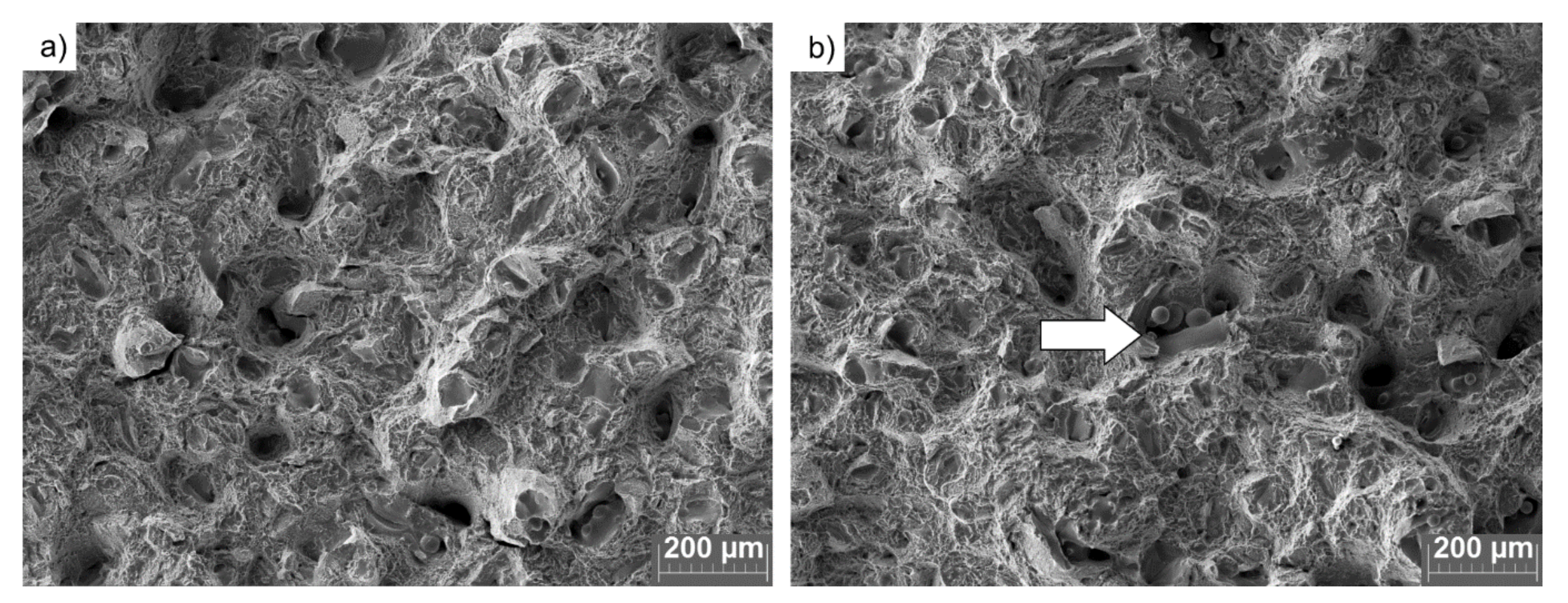
3.2. Material Strucutre and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
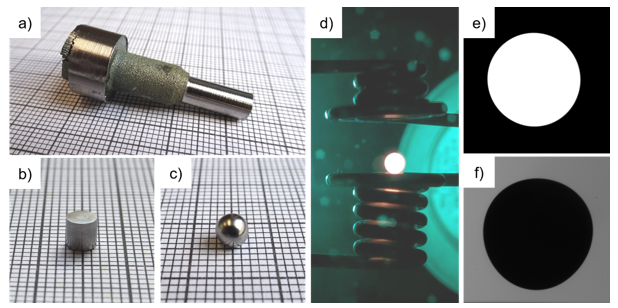
Appendix A.1. Electromagnetic Levitation (EML)
Appendix A.2. EML Experimental Details
Appendix A.2.1. Sample and Experiment Preparation
Appendix A.2.2. Experiment Procedure
Appendix A.2.3. Experiments

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| USED | FRESH | ||||||
|---|---|---|---|---|---|---|---|
| exp. | mstart/mg | mend/mg | Δm/mg | exp. | mstart/mg | mend/mg | Δm/mg |
| Ti6Al4V-used_1 | 128.5 | 128.5 | 0.0 | Ti6Al4V-fresh_1 | 135.8 | 135.8 | 0.0 |
| Ti6Al4V-used_2 | 119.9 | 119.8 | −0.1 | Ti6Al4V-fresh_5 | 126.4 | 126.0 | −0.4 |
| Ti6Al4V-used_3 | 130.8 | 130.6 | −0.2 | Ti6Al4V-fresh_6 | 152.2 | 151.9 | −0.3 |
| Ti6Al4V-used_4 | 110.5 | 110.5 | 0.0 | Ti6Al4V-fresh_7 | 163.3 | 163.0 | −0.3 |
| Ti6Al4V-used_5 | 148.5 | 147.9 | −0.6 | Ti6Al4V-fresh_8 | 151.8 | 151.6 | −0.2 |
| Ti6Al4V-used_6 | 154.2 | 153.9 | −0.3 | Ti6Al4V-fresh_9 | 146.4 | 146.3 | −0.1 |
| Ti6Al4V-used_7 | 160.9 | 160.7 | −0.2 | Ti6Al4V-fresh_10 | 160.4 | 159.5 | −0.9 |
| Ti6Al4V-used_8 | 157.9 | 157.8 | −0.1 | Ti6Al4V-fresh_11 | 132.2 | 132.1 | −0.1 |
Appendix A.2.4. Temperature Calibration
Appendix A.2.5. Uncertainty Analysis
Appendix A.3. Photographs of Tested Samples

References
- Khosravani, M.R.; Reinicke, T. On the environmental impacts of 3D printing technology. Appl. Mater. Today 2020, 20, 100689. [Google Scholar] [CrossRef]
- Fousová, M.; Vojtěch, D.; Kubásek, J.; Jablonská, E.; Fojt, J. Promising characteristics of gradient porosity Ti-6Al-4V alloy prepared by SLM process. J. Mech. Behav. Biomed. Mater. 2017, 69, 368–376. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.C.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In situ tailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. On the Use of X-ray Computed Tomography in Assessment of 3D-Printed Components. J. Nondestruct. Eval. 2020, 39. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Towrie, M.; Atwood, R.C.; Withers, P.J.; Lee, P.D. The effect of powder oxidation on defect formation in laser additive manufacturing. Acta Mater. 2019, 166, 294–305. [Google Scholar] [CrossRef] [Green Version]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Das, S. Physical Aspects of Process Control in Selective Laser Sintering of Metals. Adv. Eng. Mater. 2003, 5, 701–711. [Google Scholar] [CrossRef]
- Mumtaz, K.A.; Erasenthiran, P.; Hopkinson, N. High density selective laser melting of Waspaloy®. J. Mater. Process. Technol. 2008, 195, 77–87. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Fabbro, R. Analysis of laser–melt pool–powder bed interaction during the selective laser melting of a stainless steel. J. Laser Appl. 2017, 29, 22303. [Google Scholar] [CrossRef]
- Strondl, A.; Lyckfeldt, O.; Brodin, H.; Ackelid, U. Characterization and Control of Powder Properties for Additive Manufacturing. JOM J. Miner. Met. Mater. Soc. 2015, 67, 549–554. [Google Scholar] [CrossRef]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 4085. [Google Scholar] [CrossRef]
- Simonelli, M.; Tuck, C.; Aboulkhair, N.T.; Maskery, I.; Ashcroft, I.; Wildman, R.D.; Hague, R. A Study on the Laser Spatter and the Oxidation Reactions During Selective Laser Melting of 316L Stainless Steel, Al-Si10-Mg, and Ti-6Al-4V. Metall. Mat. Trans. A 2015, 46, 3842–3851. [Google Scholar] [CrossRef]
- Zhao, Y.; Aoyagi, K.; Daino, Y.; Yamanaka, K.; Chiba, A. Significance of powder feedstock characteristics in defect suppression of additively manufactured Inconel 718. Addit. Manuf. 2020, 34, 101277. [Google Scholar] [CrossRef]
- Keaveney, S.; Shmeliov, A.; Nicolosi, V.; Dowling, D.P. Investigation of process by-products during the Selective Laser Melting of Ti6AL4V powder. Addit. Manuf. 2020, 36, 101514. [Google Scholar] [CrossRef]
- Panwisawas, C.; Qiu, C.L.; Sovani, Y.; Brooks, J.W.; Attallah, M.M.; Basoalto, H.C. On the role of thermal fluid dynamics into the evolution of porosity during selective laser melting. Scr. Mater. 2015, 105, 14–17. [Google Scholar] [CrossRef]
- Axelsson, S. Surface Characterization of Titanium Powders with X-ray Photoelectron Spectroscopy. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, October 2012. [Google Scholar]
- Hu, Z.; Zhu, H.; Zhang, C.; Zhang, H.; Qi, T.; Zeng, X. Contact angle evolution during selective laser melting. Mater. Des. 2018, 139, 304–313. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Smurov, I. Modeling the interaction of laser radiation with powder bed at selective laser melting. Phys. Procedia 2010, 5, 381–394. [Google Scholar] [CrossRef] [Green Version]
- Tran, H.-C.; Lo, Y.-L. Heat transfer simulations of selective laser melting process based on volumetric heat source with powder size consideration. J. Mater. Process. Technol. 2018, 255, 411–425. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Aversa, A.; Moshiri, M.; Librera, E.; Hadi, M.; Marchese, G.; Manfredi, D.; Lorusso, M.; Calignano, F.; Biamino, S.; Lombardi, M.; et al. Single scan track analyses on aluminium based powders. J. Mater. Process. Technol. 2018, 255, 17–25. [Google Scholar] [CrossRef]
- Shrestha, S.; Chou, K. Single track scanning experiment in laser powder bed fusion process. Procedia Manuf. 2018, 26, 857–864. [Google Scholar] [CrossRef]
- Makoana, N.; Yadroitsava, I.; Möller, H.; Yadroitsev, I. Characterization of 17-4PH Single Tracks Produced at Different Parametric Conditions towards Increased Productivity of LPBF Systems—The Effect of Laser Power and Spot Size Upscaling. Metals 2018, 8, 475. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric analysis of the selective laser melting process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Meier, B.; Skalon, M.; Warchomicka, F.; Belei, C.; Görtler, M.; Kaindl, R.; Sommitsch, C. Effect of the reuse of powder on material properties of Ti6Al4V processed by SLM. In Proceedings of the 22nd International ESAFORM Conference on Material Forming (ESAFORM 2019), Vitoria-Gasteiz, Spain, 8–10 May 2019; AIP Publishing: Melville, NY, USA, 2019; p. 150006. [Google Scholar]
- ISO/TC 119/SC 3. Impermeable Sintered metal Materials and Hardmetals—Determination of Density; International Organization for Standardization (ISO): Geneva, Switzerland, 2006; 77.160 (ISO 3369:2006). [Google Scholar]
- ISO/TC 164/SC 4. Metallic Materials—Charpy Pendulum Impact Test: Part 1: Test Method; International Organization for Standardization (ISO): Geneva, Switzerland, 2016; 77.040.10 (ISO 148-1:2016). [Google Scholar]
- E28 Committee. Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Aziz, K. Surface Tension Measurements of Liquid Metals and Alloys by Oscillating Drop Technique in Combination with an Electromagnetic Levitation Device. Ph.D. Thesis, Graz University of Technology, Graz, Austria, 2016. [Google Scholar]
- Leitner, M.; Leitner, T.; Schmon, A.; Aziz, K.; Pottlacher, G. Thermophysical properties of liquid aluminum. Metall. Mat. Trans. A 2017, 48, 3036–3045. [Google Scholar] [CrossRef] [Green Version]
- Leitner, T.; Klemmer, O.; Pottlacher, G. Bestimmung der temperaturabhängigen Oberflächenspannung des Eisen-Nickel-Systems mittels elektromagnetischer Levitation. Tm Tech. Mess. 2017, 84, 787–796. [Google Scholar] [CrossRef]
- Leitner, T.; Werkovits, A.; Kleber, S.; Pottlacher, G. Surface Tension and Density of Liquid Hot Work Tool Steel W360 by voestalpine BÖHLER Edelstahl GmbH & Co KG Measured with an Electromagnetic Levitation Apparatus. Int. J. Thermophys. 2021, 42, 1–14. [Google Scholar]
- Schmon, A. Density Determination of Liquid Metals by Means of Containerless Techniques. Ph.D. Thesis, Graz University of Technology, Graz, Austria, 2016. [Google Scholar]
- Werkovits, A.; Leitner, T.; Pottlacher, G. Surface tension of liquid nickel: Re-evaluated and revised data. High Temp. High Press. 2020, 49, 107–124. [Google Scholar] [CrossRef]
- Ghods, S.; Schultz, E.; Wisdom, C.; Schur, R.; Pahuja, R.; Montelione, A.; Arola, D.; Ramulu, M. Electron beam additive manufacturing of Ti6Al4V: Evolution of powder morphology and part microstructure with powder reuse. Materialia 2020, 9, 100631. [Google Scholar] [CrossRef]
- Quintana, O.A.; Alvarez, J.; Mcmillan, R.; Tong, W.; Tomonto, C. Effects of reusing Ti-6Al-4V powder in a selective laser melting additive system operated in an industrial setting. JOM J. Miner. Met. Mater. Soc. 2018, 70, 1863–1869. [Google Scholar] [CrossRef]
- Santecchia, E.; Spigarelli, S.; Cabibbo, M. Material Reuse in Laser Powder Bed Fusion: Side Effects of the Laser—Metal Powder Interaction. Metals 2020, 10, 341. [Google Scholar] [CrossRef] [Green Version]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W.; Brown, B. Characterization of laser spatter and condensate generated during the selective laser melting of 304L stainless steel powder. Addit. Manuf. 2020, 31, 100904. [Google Scholar] [CrossRef]
- Skalon, M.; Meier, B.; Gruberbauer, A.; Amancio-Filho, S.d.T.; Sommitsch, C. Stability of a Melt Pool during 3D-Printing of an Unsupported Steel Component and Its Influence on Roughness. Materials 2020, 13, 808. [Google Scholar] [CrossRef] [Green Version]
- Salem, H.; Carter, L.N.; Attallah, M.M.; Salem, H.G. Influence of processing parameters on internal porosity and types of defects formed in Ti6Al4V lattice structure fabricated by selective laser melting. Mater. Sci. Eng. A 2019, 767, 138387. [Google Scholar] [CrossRef]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.L.E.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef] [Green Version]
- Keene, B.J. Review of data for the surface tension of iron and its binary alloys. Int. Mater. Rev. 1988, 33, 1–37. [Google Scholar] [CrossRef]
- Boivineau, M.; Cagran, C.; Doytier, D.; Eyraud, V.; Nadal, M.-H.; Wilthan, B.; Pottlacher, G. Thermophysical properties of solid and liquid Ti-6Al-4V (TA6V) alloy. Int. J. Thermophys. 2006, 27, 507–529. [Google Scholar] [CrossRef]
- Zhao, Y.; Koizumi, Y.; Aoyagi, K.; Wei, D.; Yamanaka, K.; Chiba, A. Molten pool behavior and effect of fluid flow on solidification conditions in selective electron beam melting (SEBM) of a biomedical Co-Cr-Mo alloy. Addit. Manuf. 2019, 26, 202–214. [Google Scholar] [CrossRef]
- Mohr, M.; Wunderlich, R.; Novakovic, R.; Ricci, E.; Fecht, H.-J. Precise Measurements of Thermophysical Properties of Liquid Ti–6Al–4V (Ti64) Alloy on Board the International Space Station. Adv. Eng. Mater. 2020, 22, 2000169. [Google Scholar] [CrossRef] [Green Version]
- Wunderlich, R.Κ. Surface tension and viscosity of industrial Ti-alloys measured by the oscillating drop method on board parabolic flights. High Temp. Mater. Process. 2008, 27, 401–412. [Google Scholar] [CrossRef]
- Xiao, X.; Hyers, R.W.; Wunderlich, R.K.; Fecht, H.-J.; Matson, D.M. Deformation induced frequency shifts of oscillating droplets during molten metal surface tension measurement. Appl. Phys. Lett. 2018, 113, 11903. [Google Scholar] [CrossRef]
- Schmon, A.; Aziz, K.; Pottlacher, G. Density of liquid Ti-6Al-4V. EPJ Web Conf. 2017, 151, 04003. [Google Scholar] [CrossRef] [Green Version]
- Li, J.J.Z.; Johnson, W.L.; Rhim, W.-K. Thermal expansion of liquid Ti–6Al–4V measured by electrostatic levitation. Appl. Phys. Lett. 2006, 89, 111913. [Google Scholar] [CrossRef] [Green Version]
- Jia, G. The Effect of Oxygen Content on the Tensile Properties of SLMed Ti6Al4V Alloy. Master’s Thesis, Monash University, Melbourne, VIC, Australia, 2016. [Google Scholar] [CrossRef]
- Seyda, V.; Kaufmann, N.; Emmelmann, C. Investigation of aging processes of Ti-6Al-4 V powder material in laser melting. Phys. Procedia 2012, 39, 425–431. [Google Scholar] [CrossRef] [Green Version]
- Oh, J.-M.; Lee, B.-G.; Cho, S.-W.; Lee, S.-W.; Choi, G.-S.; Lim, J.-W. Oxygen effects on the mechanical properties and lattice strain of Ti and Ti-6Al-4V. Met. Mater. Int. 2011, 17, 733–736. [Google Scholar] [CrossRef]
- Izumi, O.; Kimura, H. Titanium ’80, Science and Technology: Proceedings of the Fourth International Conference on Titanium, 19–22 May 1980; Metallurgical Society of AIME: Kyoto, Japan, 1980. [Google Scholar]
- Vilaro, T.; Colin, C.; Bartout, J.-D. As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall. Mat. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Rayleigh, L. On the capillary phenomena of jets. Proc. R. Soc. Lond. 1879, 29, 71–97. [Google Scholar] [CrossRef]
- Cummings, D.L.; Blackburn, D.A. Oscillations of magnetically levitated aspherical droplets. J. Fluid Mech. 1991, 224, 395–416. [Google Scholar] [CrossRef]
- Egry, I.; Giffard, H.; Schneider, S. The oscillating drop technique revisited. Meas. Sci. Technol. 2005, 16, 426. [Google Scholar] [CrossRef]
- BIPM; IEC; IFCC; ILAC; ISO; IUPAC; IUPAP; OIML. Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement. Joint Committee for Guides in Metrology; JCGM: Pavillon de Breteuil, France, 2008. [Google Scholar]
- Matus, M. Koeffizienten und Ausgleichsrechnung: Die Messunsicherheit nach GUM. Teil 1: Ausgleichsgeraden (Coefficients and Adjustment Calculations: Measurement Uncertainty under GUM. Part 1: Best Fit Straight Lines). TM—Tech. Mess. 2005, 72, 584–591. [Google Scholar] [CrossRef]
- Leitner, T. Thermophysical Properties of Liquid Aluminium Determined by Means of Electromagnetic Levitation. Master’s Thesis, Graz University of Technology, Graz, Austria, 2016. [Google Scholar]




| Hatching Distance/μm | Laser Power/W | Laser Speed/mm·s−1 | E Linear/J·mm−1 | E Area/J·mm−2 | E Volume/J·mm−3 |
|---|---|---|---|---|---|
| 120 | 240 | 1650 | 0.145 | 1.212 | 40.4 |
| Content | Al/wt % | O/wt % | N/wt % | Ar/ppm | H/ppm |
|---|---|---|---|---|---|
| FRESH | 6.13 | 0.16 | 0.0281 | 1.1 | 21 |
| USED | 6.40 | 0.18 | 0.0358 | 1.0 | 23 |
| Source | Reuse Times (Max) | Charpy-V | Rp0.2 | Rm | ε | Heat Treatment |
|---|---|---|---|---|---|---|
| J/cm2 | MPa | MPa | % | |||
| This study, max value | 0 | 9.4 ± 0.5 | 1111 ± 14 | 1158 ± 8 | 7.1 ± 1.2 | 923 K, 2 h |
| This study, max value | 12 | 4.0 ± 0.1 | 1137 ± 9 | 1168 ± 9 | 8.2 ± 1.6 | 923 K, 2 h |
| [52] | 0 | N/A | 1132 ± 13 | 1156 ± 13 | 8 ± 0.4 | 923 K, 4 h |
| [5] | 0 | N/A | 1112 ± 3 | 1165 ± 2 | 11.6 ± 1.2 | As built, modified inter-layer time. |
| [39] | 0 | N/A | 878.7 ± 7.6 | 984.3 ± 0.6 | 13.7 ± 0.6 | Subjected to isostatic pressing |
| [39] | 31 | N/A | 881.0 ± 3.6 | 1002.7 ± 1.2 | 14.7 ± 0.6 | Subjected to isostatic pressing |
| [55] | 0 | N/A | N/A | 1030 | N/A | - |
| [55] | 12 | N/A | N/A | 1101 | N/A | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skalon, M.; Meier, B.; Leitner, T.; Arneitz, S.; Amancio-Filho, S.T.; Sommitsch, C. Reuse of Ti6Al4V Powder and Its Impact on Surface Tension, Melt Pool Behavior and Mechanical Properties of Additively Manufactured Components. Materials 2021, 14, 1251. https://doi.org/10.3390/ma14051251
Skalon M, Meier B, Leitner T, Arneitz S, Amancio-Filho ST, Sommitsch C. Reuse of Ti6Al4V Powder and Its Impact on Surface Tension, Melt Pool Behavior and Mechanical Properties of Additively Manufactured Components. Materials. 2021; 14(5):1251. https://doi.org/10.3390/ma14051251
Chicago/Turabian StyleSkalon, Mateusz, Benjamin Meier, Thomas Leitner, Siegfried Arneitz, Sergio T. Amancio-Filho, and Christof Sommitsch. 2021. "Reuse of Ti6Al4V Powder and Its Impact on Surface Tension, Melt Pool Behavior and Mechanical Properties of Additively Manufactured Components" Materials 14, no. 5: 1251. https://doi.org/10.3390/ma14051251