Investigation on the Frictional Performance of Surface Textured Ring-Deformed Liner Conjunction in Internal Combustion Engines

Abstract
:1. Introduction
2. Mathematical Modeling
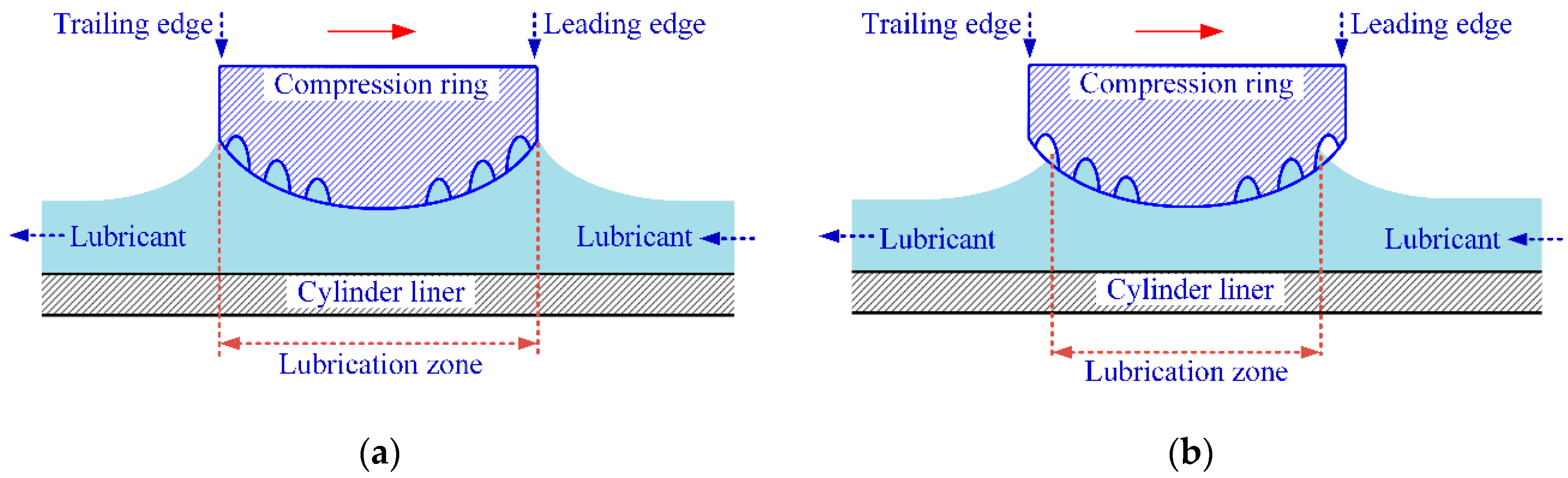
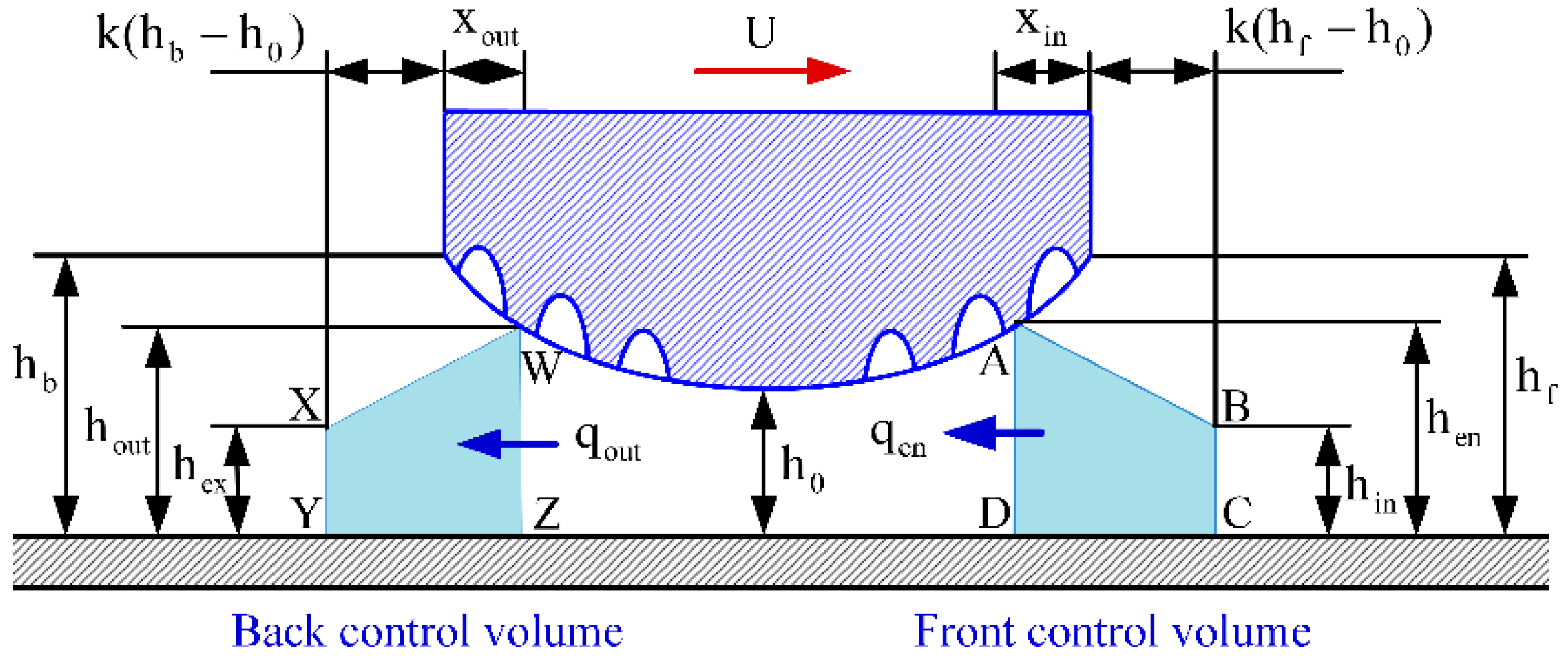
2.1. Geometrical Modeling
2.2. Governing Equation
2.3. Lubrication Condition
2.4. Thermal Effect of Lubricant
2.5. Frictional Characteristics
3. Numerical Procedure
4. Results and Discussion
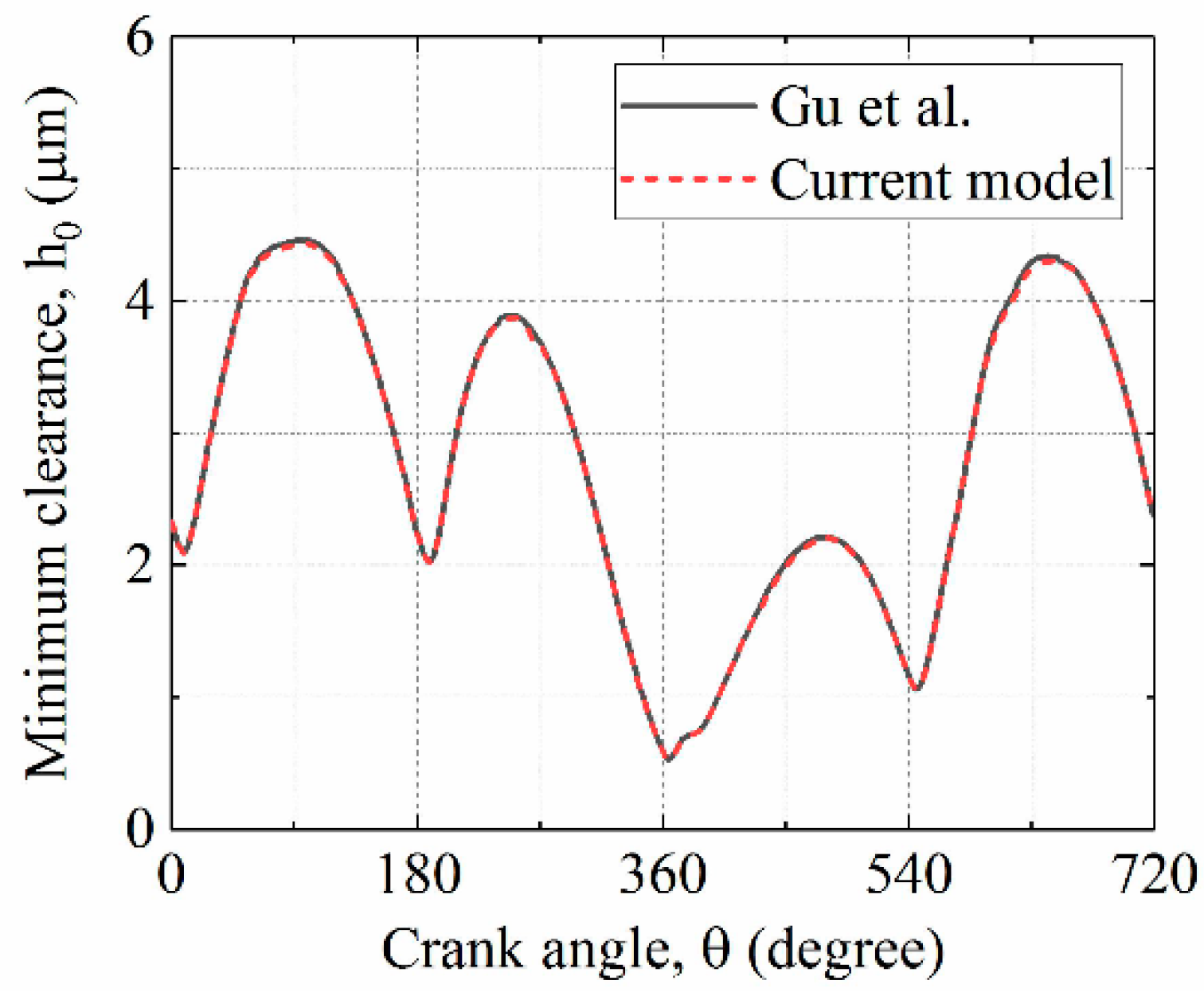
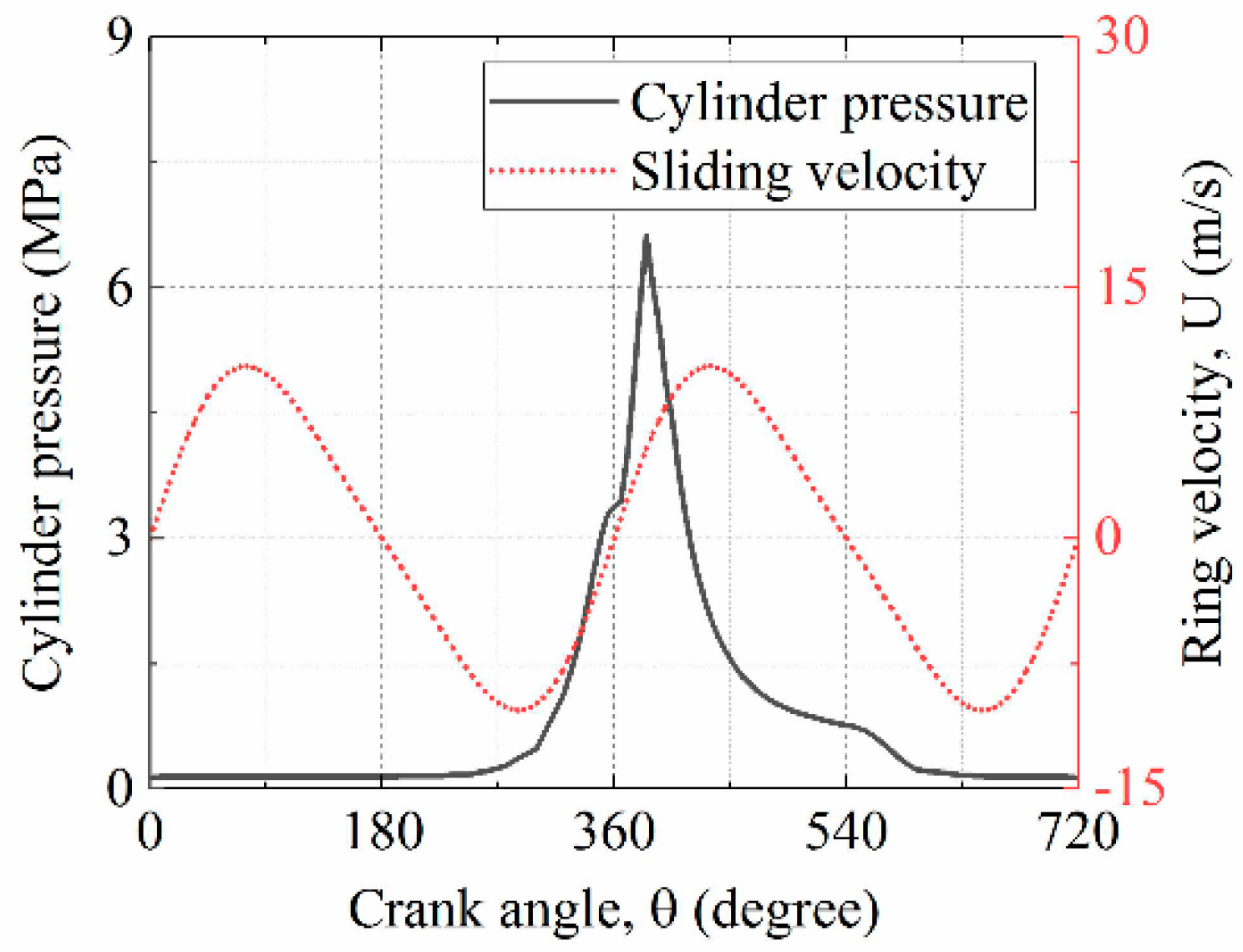
4.1. Validation of Model
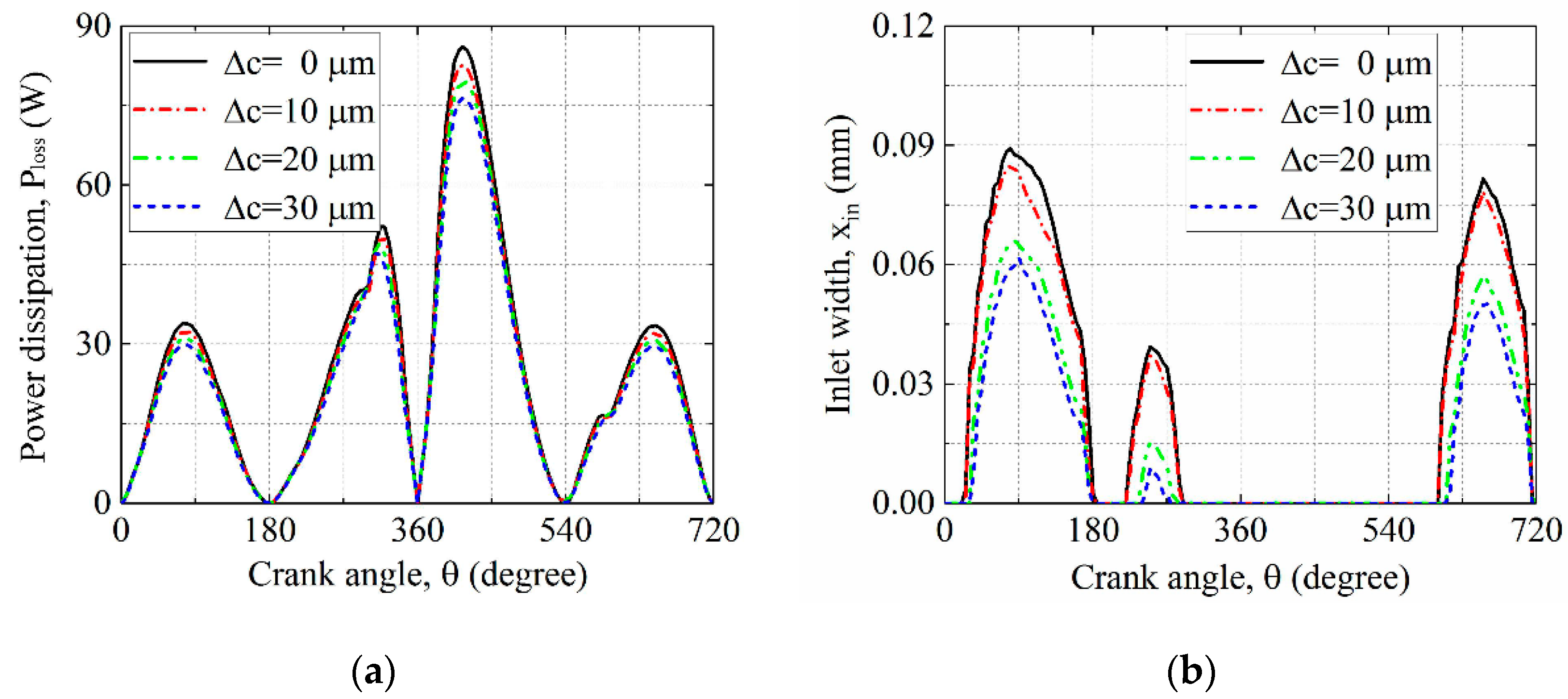
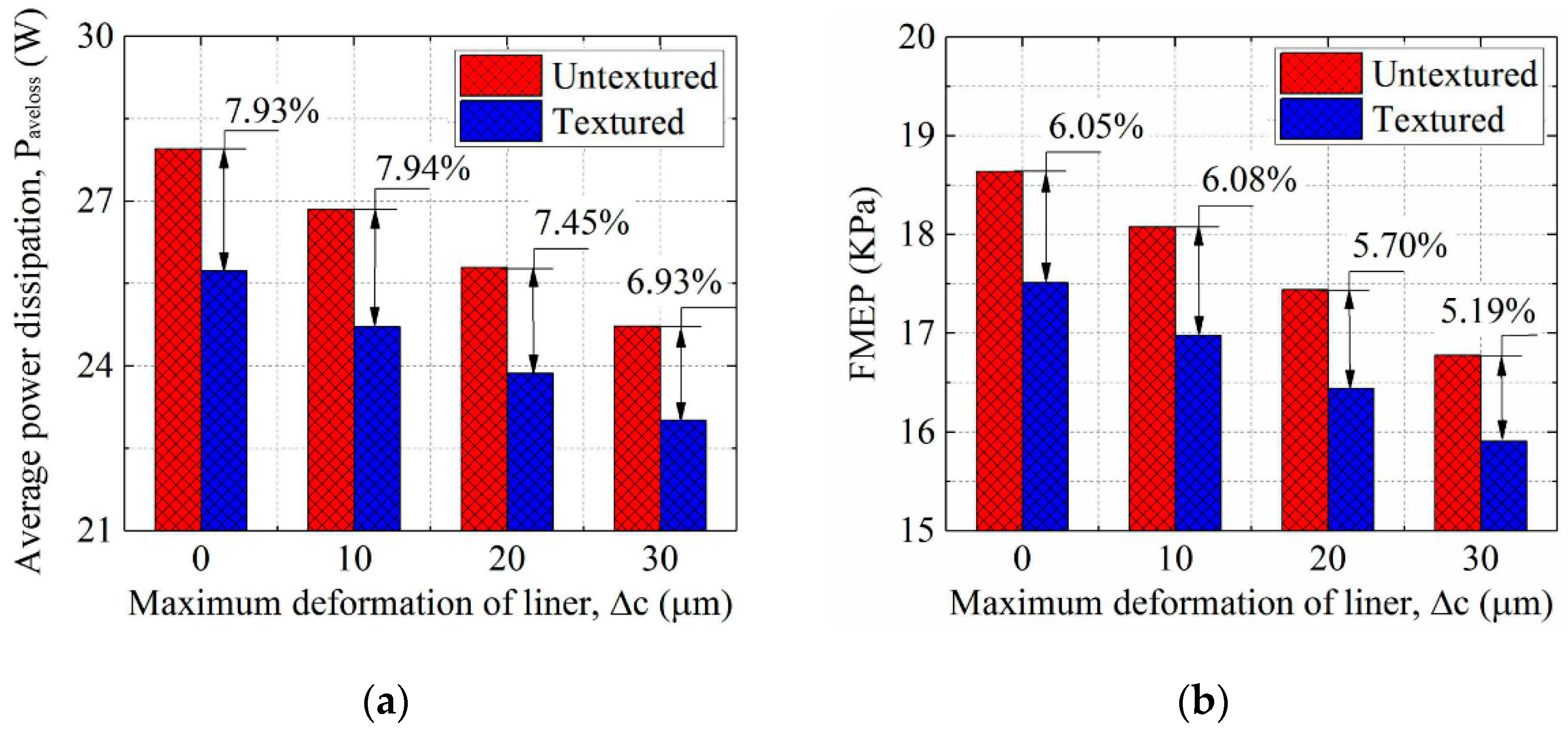
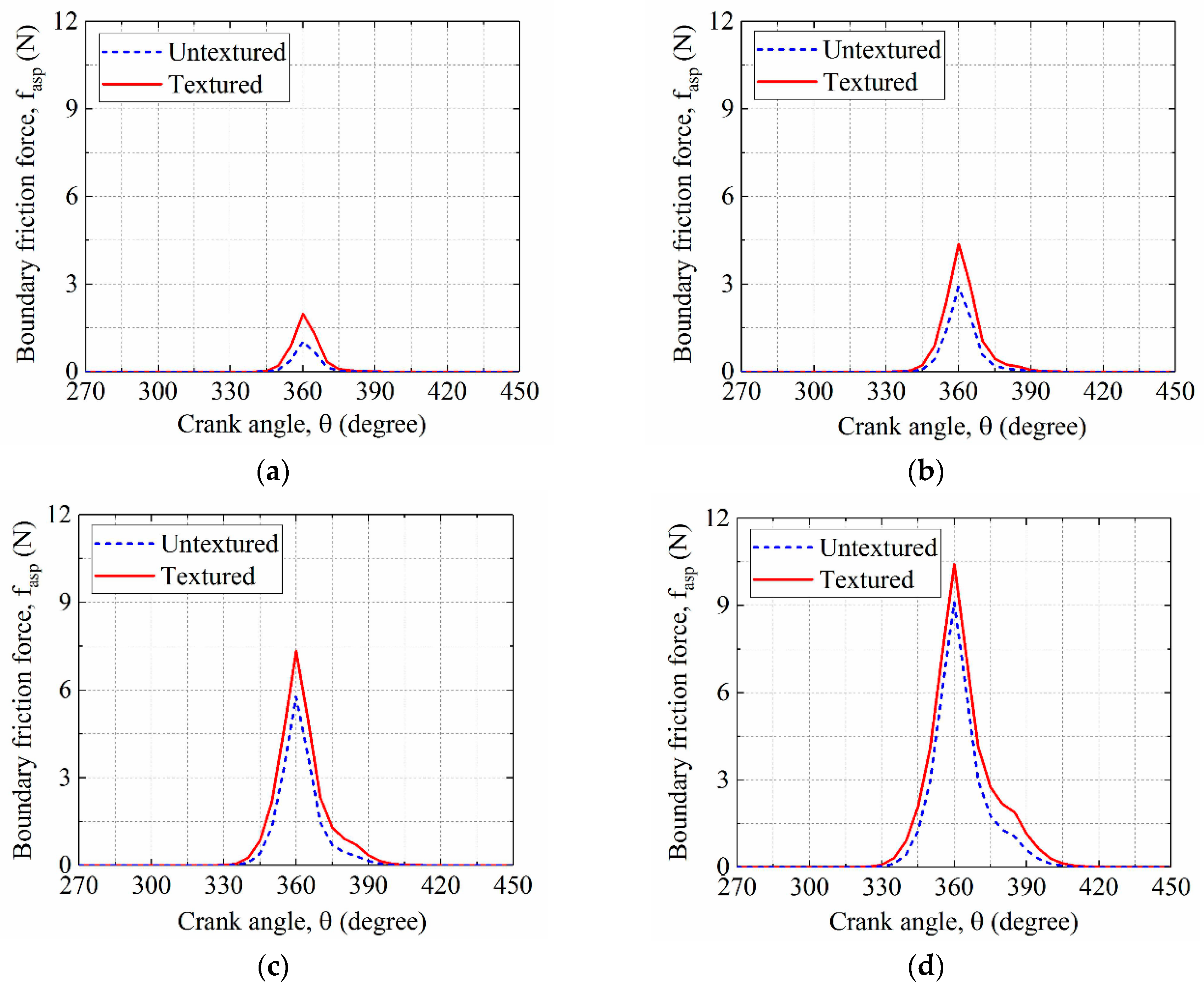
4.2. Effect of Liner Deformation
4.3. Effect of Liner Temperature
5. Conclusions
- Liner deformation and temperature affect the frictional characteristics of the groove textured RLC significantly. Compared with the groove textured RLC with ideal circular liner, the groove textured RLC with deformed liner had low friction dissipation and power dissipation. Furthermore, the friction dissipation and power dissipation of the groove textured RLC decreased with the increase of the liner temperature.
- The grooves on the ring can effectively reduce the hydrodynamic friction force, power dissipation, and friction dissipation, and the reductions of average power dissipation and friction dissipation had a close relation to the liner deformation and temperature. In detail, for the groove textured RLC, the reduction percentages of the average power dissipation and friction dissipation increased with the decreases of the maximum liner deformation and liner temperature. However, when the groove textured RLC was under the mixed regime of lubrication, the grooves on the ring increased the boundary friction force.
Author Contributions
Funding
Conflicts of Interest
References
- Checo, H.M.; Ausas, R.F.; Jai, M.; Cadalen, J.P.; Choukroun, F.; Buscaglia, G.C. Moving textures: Simulation of a ring sliding on a textured liner. Tribol. Int. 2014, 72, 131–142. [Google Scholar] [CrossRef]
- Mezghani, S.; Demirci, I.; Zahouani, H.; Mansori, M.E. The effect of groove texture patterns on piston-ring pack friction. Precis. Eng. 2012, 36, 210–217. [Google Scholar] [CrossRef] [Green Version]
- Gu, C.X.; Meng, X.H.; Xie, Y.B.; Yang, Y.M. Effect of surface texturing on ring/liner friction under starved lubrication. Tribol. Int. 2016, 94, 591–605. [Google Scholar] [CrossRef]
- Mishara, P.; Ramkumar, P. Effect of additives on a surface textured piston ring-cylinder liner system. Tribol. Mater. Surf. Interfaces 2019, 13, 67–75. [Google Scholar] [CrossRef]
- Usman, A.; Park, C.W. Modeling and simulation of frictional energy loss in mixed lubrication of a textured piston compression ring during warm-up of spark ignition engine. Int. J. Engine Res. 2017, 18, 293–307. [Google Scholar] [CrossRef]
- Francisco, J.P.; Vl descu, S.C.; Reddyhoff, T.; Dini, D. Transient experimental and modelling studies of laser-textured micro-grooved surfaces with a focus on piston-ring cylinder liner contacts. Tribol. Int. 2017, 113, 125–136. [Google Scholar]
- Meng, F.M.; Zhang, Y.Y.; Hu, Y.Z.; Wang, H. Numerical study of influences of hard particles in lubricant on tribological performances of the piston ring. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2007, 221, 361–372. [Google Scholar] [CrossRef]
- Ronen, A.; Etsion, I.; Kligerman, Y. Friction-reducing surface-texturing in reciprocating automotive components. Tribol Trans. 2001, 44, 359–366. [Google Scholar] [CrossRef]
- Kligerman, Y.; Etsion, I.; Shinkarenko, A. Improving tribological performance of piston rings by partial surface texturing. ASME J. Tribol. 2005, 127, 632–638. [Google Scholar] [CrossRef]
- Caciu, C.; Decencière, E.; Jeulin, D. Parametric optimization of periodic textured surfaces for friction reduction in combustion engines. Tribol. Trans. 2008, 51, 533–541. [Google Scholar] [CrossRef]
- Noutary, M.P.; Biboulet, N.; Lubrecht, A.A. A robust piston ring lubrication solver: Influence of liner groove shape, depth and density. Tribol. Int. 2016, 100, 35–40. [Google Scholar] [CrossRef]
- Ezhilmaran, V.; Vasa, N.J.; Vijayarahavan, L. Investigation on generation of laser assisted dimples on piston ring surface and influence of dimple parameters on friction. Surf. Coat. Tech. 2018, 335, 314–326. [Google Scholar] [CrossRef]
- Usman, A.; Park, C.W. Optimizing the tribological performance of textured piston ring-liner contact for reduced frictional losses in SI engine: Warm operating conditions. Tribol. Int. 2016, 99, 224–236. [Google Scholar] [CrossRef]
- Morris, N.; Rahmani, R.; Rahnejat, H.; King, P.D.; Howell-Smith, S. A numerical model to study the role of surface textures at top dead center reversal in the piston ring to cylinder liner contact. ASME J. Tribol. 2016, 138, 021703. [Google Scholar] [CrossRef]
- Yin, B.F.; Sun, S.; Wang, B.W.; Qian, Y.Q. Numerical research on tribological performance of textured liner surface under different combustion modes. ASME J. Eng. Gas Turb. Power. 2017, 139, 011504. [Google Scholar] [CrossRef]
- Liu, C.; Lu, Y.J.; Zhang, Y.F.; Li, S.; Müller, N. Numerical study on the lubrication performance of compression ring-cylinder liner system with spherical dimples. PLoS ONE 2017, 12, e0181574. [Google Scholar] [CrossRef] [PubMed]
- Söderfjäll, M.; Larsson, R.; Marklund, P.; Almqvist, A. Texture-induced effects causing reduction of friction in mixed lubrication for twin land oil control rings. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 166–178. [Google Scholar] [CrossRef]
- Meng, X.H.; Gu, C.X.; Xie, Y.B.; Li, W.X. A two-dimensional starved lubrication analysis method for textured surfaces. Int. J. Engine Res. 2016, 17, 1062–1076. [Google Scholar] [CrossRef]
- Gu, C.X.; Meng, X.H.; Xie, Y.B.; Kong, X.L. Performance of surface texturing during start-up under starved and mixed lubrication. ASME J. Tribol. 2017, 139, 011702. [Google Scholar] [CrossRef]
- Gu, C.X.; Meng, X.H.; Zhang, D. Analysis of the coated and textured ring/liner conjunction based on a thermal mixed lubrication model. Friction 2018, 6, 420–431. [Google Scholar] [CrossRef]
- Usman, A.; Cheema, T.A.; Park, C.W. Tribological performance evaluation and sensitivity analysis of piston ring lubricating film with deformed cylinder liner. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2015, 229, 1455–1468. [Google Scholar] [CrossRef]
- Rahmani, R.; Theodossiades, S.; Rahnejat, H.; Fitzsimons, B. Transient elastohydrodynamic lubrication of rough new or worn piston compression ring conjunction with an out-of-round cylinder bore. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2012, 226, 284–305. [Google Scholar] [CrossRef] [Green Version]
- Overgaard, H.; Klit, P.; Vølund, A. Investigation of different piston ring curvatures on lubricant transport along cylinder liner in large two-stroke marine diesel engines. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 85–93. [Google Scholar] [CrossRef]
- Li, G.X.; Gu, F.S.; Wang, T.; Lu, X.C.; Zhang, L.; Zhang, C.F.; Ball, A. An improved lubrication model between piston rings and cylinder liners with consideration of liner dynamic deformations. Energies 2017, 10, 2122. [Google Scholar] [CrossRef]
- Liu, C.; Lu, Y.J.; Zhang, Y.F.; Li, S.; Kang, J.X.; Müller, N. Numerical study on the tribological performance of ring/liner system with consideration of oil transport. ASME J. Tribol. 2019, 141, 011701. [Google Scholar] [CrossRef]
- Rahmani, R.; Rahnejat, H.; Fitzsimons, B.; Dowson, D. The effect of cylinder liner operating temperature on frictional loss and engine emissions in piston ring conjunction. Appl. Energy 2017, 191, 568–581. [Google Scholar] [CrossRef] [Green Version]
- Dunaevsky, V.V. Analysis of distortions of cylinders and conformability of piston rings. Tribol. Trans. 1990, 33, 33–40. [Google Scholar] [CrossRef]
- Ma, M.T.; Smith, E.H.; Sherrington, I. Analysis of lubrication and friction for a complete piston-ring pack with an improved oil availability model part 2: Circumferentially variable film. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 1997, 211, 17–27. [Google Scholar] [CrossRef]
- Usman, A.; Park, C.W. Numerical investigation of tribological performance in mixed lubrication of textured piston ring-liner conjunction with a non-circular cylinder bore. Tribol. Int. 2017, 105, 148–157. [Google Scholar] [CrossRef]
- Usman, A.; Park, C.W. Mixed lubrication of piston compression ring with deformed cylinder liner during warm-up of spark ignition engine. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 1288–1309. [Google Scholar] [CrossRef]
- Zhu, X.P.; Bai, S.; Chen, Y.; Song, H.N. Deformation analysis of the cylinder liner based on mechanical-thermal coupling. Des. Manuf. Diesel Engine 2013, 3, 9–14. [Google Scholar]
- Gu, C.X.; Meng, X.H.; Xie, Y.B.; Zhang, D. Mixed lubrication problems in the presence of textures: An efficient solution to the cavitation problem with consideration of roughness effects. Tribol. Int. 2016, 103, 516–528. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H.S. An average flow model for determining effects of three-dimensional roughness on partial hydrodynamic lubrication. ASME J. Lubr. Technol. 1978, 100, 12–17. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H.S. Application of average flow model to lubrication between rough sliding surfaces. ASME J. Lubr. Technol. 1979, 101, 220–229. [Google Scholar] [CrossRef]
- Wu, C.; Zheng, L. An average Reynolds equation for partial film lubrication with a contact factor. ASME J Tribol. 1989, 111, 220–229. [Google Scholar] [CrossRef]
- Morris, N.; Rahmani, R.; Rahnejat, H.; King, P.D.; Fitzsimons, B. Tribology of piston compression ring conjunction under transient thermal mixed regime of lubrication. Tribol. Int. 2013, 59, 248–258. [Google Scholar] [CrossRef] [Green Version]
- Gulwadi, S.D. A mixed lubrication and oil transport model for piston rings using a mass-conserving algorithm. ASME J. Eng. Gas Turb. Power. 1998, 120, 199–208. [Google Scholar] [CrossRef]
- Morris, N.; Mohammadpour, M.; Rahmani, R.; Johns-Rahnejat, P.M.; Rahnejat, H.; Dowson, D. Effect of cylinder deactivation on tribological performance of piston compression ring and connecting rod bearing. Tribol. Int. 2018, 120, 243–254. [Google Scholar] [CrossRef]
- Pu, W.; Zhu, D.; Wang, J.X. A starved mixed elastohydrodynamic lubrication model for the prediction of lubrication performance, friction and flash temperature with arbitrary entrainment angle. ASME J. Tribol. 2018, 140, 031501. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, S.X. The research on the properties of the journal bearing based on the P-θ model. Mach. Des. Manuf. 2016, 11, 76–79. [Google Scholar]
- Gu, C.X.; Meng, X.H.; Xie, Y.B.; Li, P. A study on the tribological behavior of surface texturing on the nonflat piston ring under mixed lubrication. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 452–471. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Stroke length, ls | 90 | mm |
| Axial width of ring, b | 1 | mm |
| Thickness of ring, ar | 3.5 | mm |
| Nominal radius of liner, r | 42 | mm |
| Young’s modulus of ring, E1 | 250 | GPa |
| Young’s modulus of liner, E2 | 120 | GPa |
| Poisson’s ratio of ring, τ1 | 0.3 | - |
| Poisson’s ratio of liner, τ2 | 0.3 | - |
| Surface roughness of ring, σ1 | 0.42 | μm |
| Surface roughness of liner, σ2 | 0.48 | μm |
| Parameters | Value | Unit |
|---|---|---|
| correlation factor, α0 | 0.06782 | mPa·s |
| correlation factor, α1 | 880.29 | °C |
| correlation factor, α2 | 103.08 | °C |
| Reference density of lubricant at 40 °C, | 771.02 | kg·m−3 |
| Reference viscosity of lubricant at 40 °C, μ0 | 31.87 | mPa·s |
| Maximum Deformation of Liner, Δc | Reduction Percentage | |||
|---|---|---|---|---|
| Intake Stroke | Compression Stroke | Power Stroke | Exhaust Stroke | |
| 0 μm | 9.41% | 8.72% | 10.99% | 8.54% |
| 10 μm | 9.45% | 8.82% | 11.06% | 8.80% |
| 20 μm | 9.18% | 8.47% | 10.20% | 8.67% |
| 30 μm | 9.11% | 8.27% | 9.15% | 8.64% |
| Liner Temperature, Tliner | FMEP Value | Reduce Percentage | |
|---|---|---|---|
| Textured Ring | Untextured Ring | ||
| 60 °C | 21.25 | 23.45 | 9.38% |
| 80 °C | 16.77 | 18.36 | 8.66% |
| 100 °C | 13.42 | 14.52 | 7.58% |
| 120 °C | 11.09 | 11.71 | 5.29% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Lu, Y.; Zhang, Y.; Tang, L.; Guo, C.; Müller, N. Investigation on the Frictional Performance of Surface Textured Ring-Deformed Liner Conjunction in Internal Combustion Engines. Energies 2019, 12, 2761. https://doi.org/10.3390/en12142761
Liu C, Lu Y, Zhang Y, Tang L, Guo C, Müller N. Investigation on the Frictional Performance of Surface Textured Ring-Deformed Liner Conjunction in Internal Combustion Engines. Energies. 2019; 12(14):2761. https://doi.org/10.3390/en12142761
Chicago/Turabian StyleLiu, Cheng, Yanjun Lu, Yongfang Zhang, Lujia Tang, Cheng Guo, and Norbert Müller. 2019. "Investigation on the Frictional Performance of Surface Textured Ring-Deformed Liner Conjunction in Internal Combustion Engines" Energies 12, no. 14: 2761. https://doi.org/10.3390/en12142761