
Study of Single and Multipass f–rGO Inkjet-Printed Structures with Various Concentrations: Electrical and Thermal Evaluation
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Synthesis of Graphite Oxide
2.1.2. Synthesis of f–rGO
2.2. Design and Fabrication of Printed Devices
2.3. Electrical Characterisation—Surface Topography Study
2.4. Thermal Characterisation Setup
3. Results and Discussion
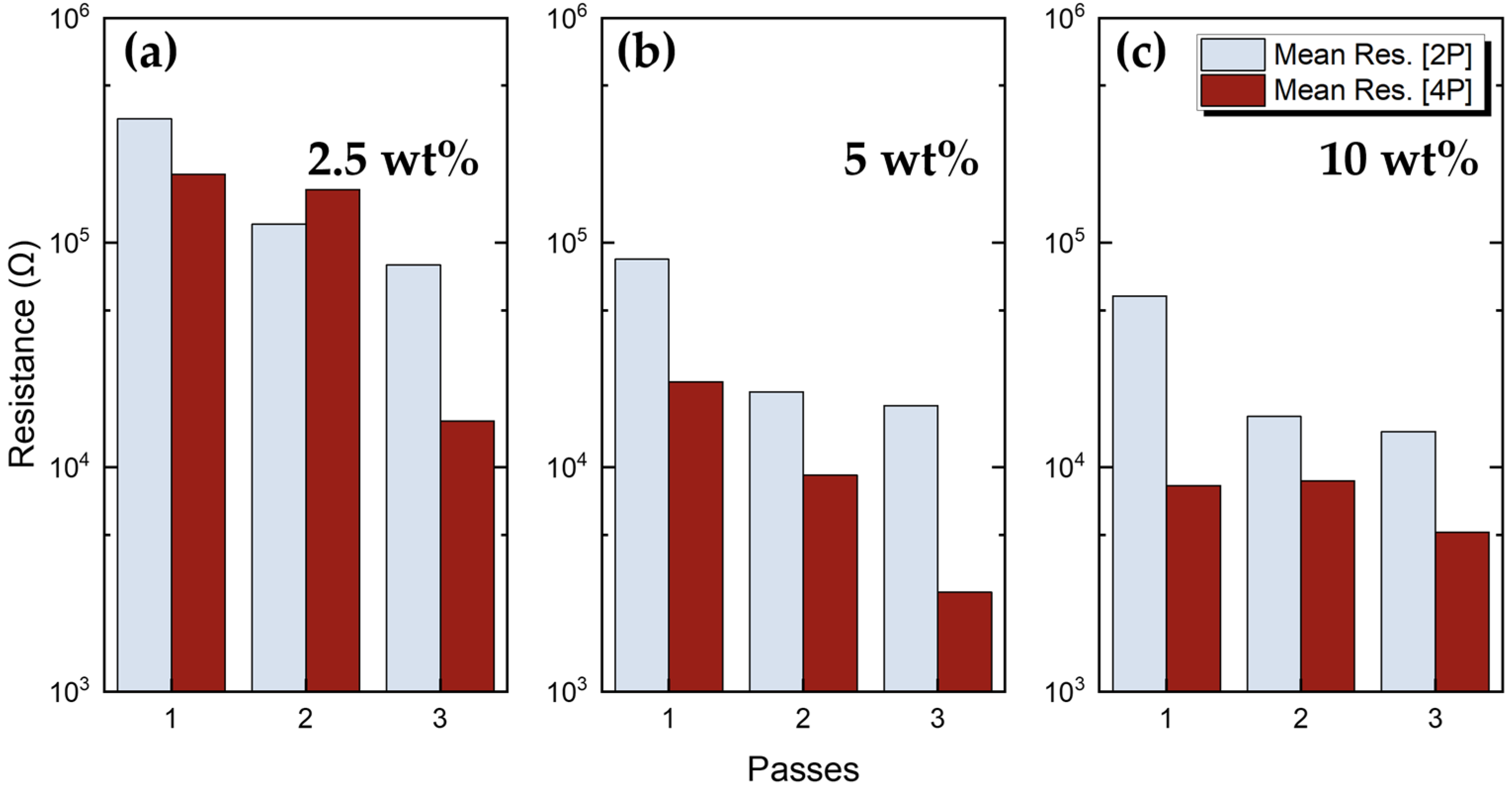
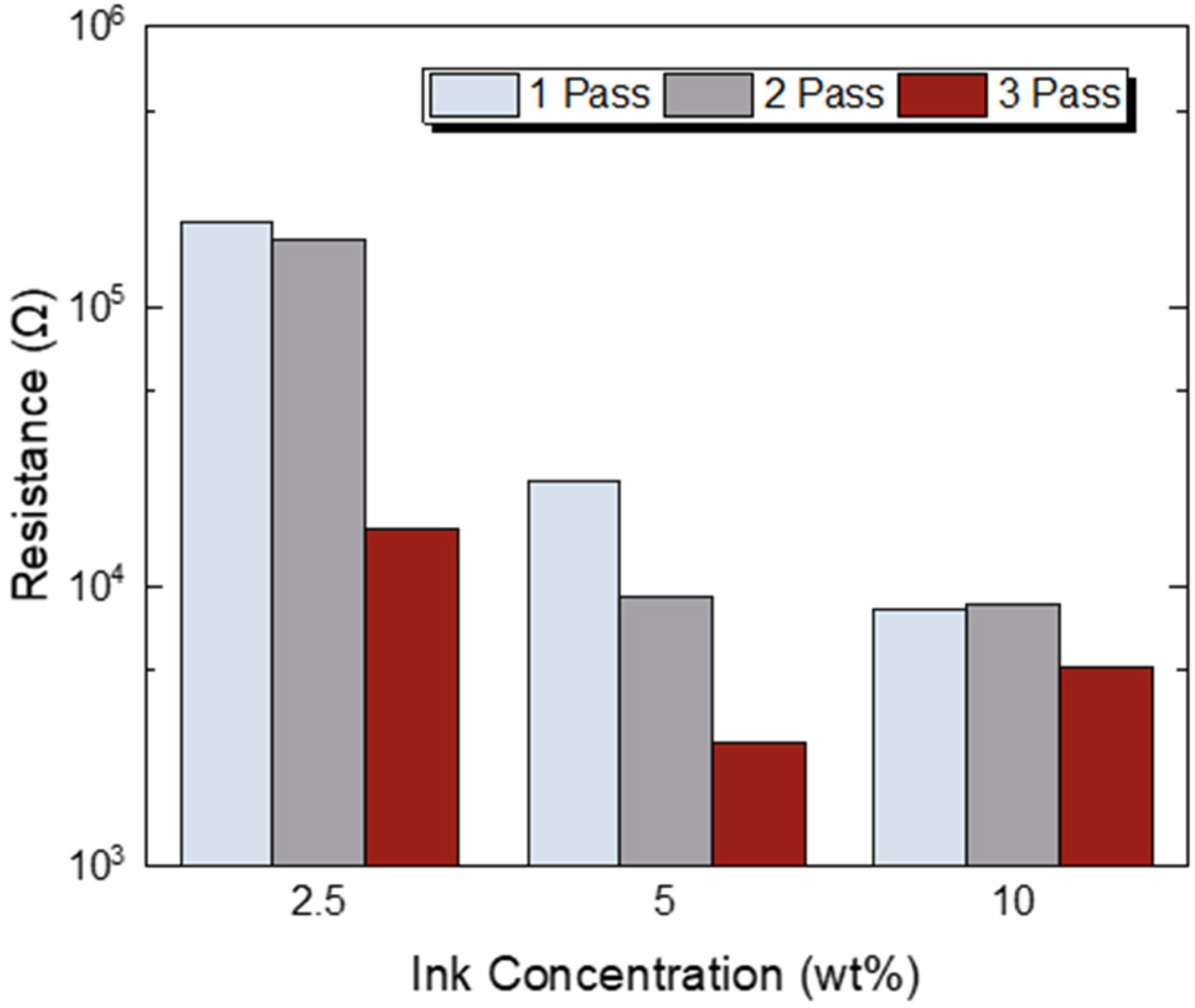
3.1. Resistance Study
3.2. Resistivity Extraction
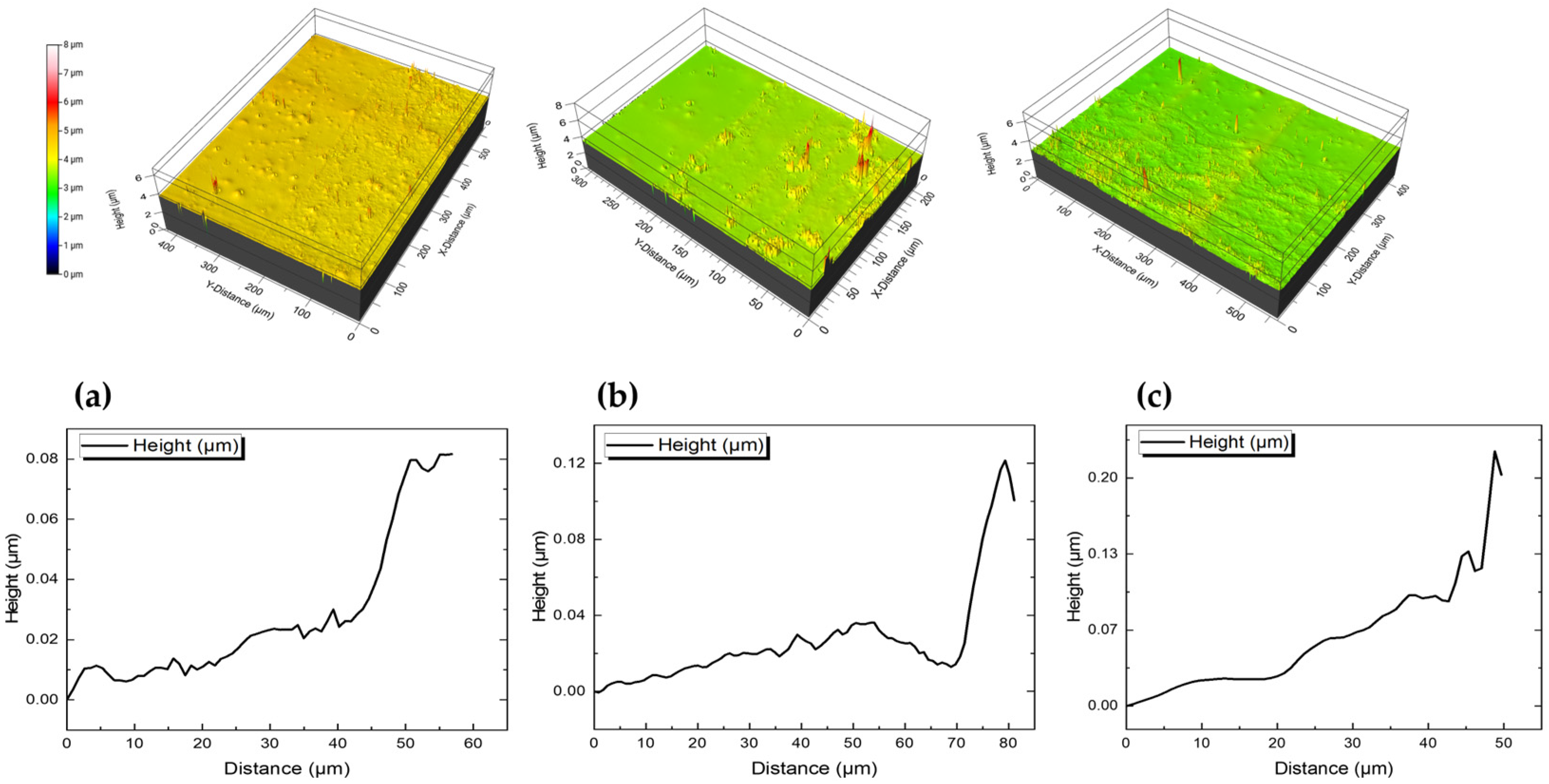
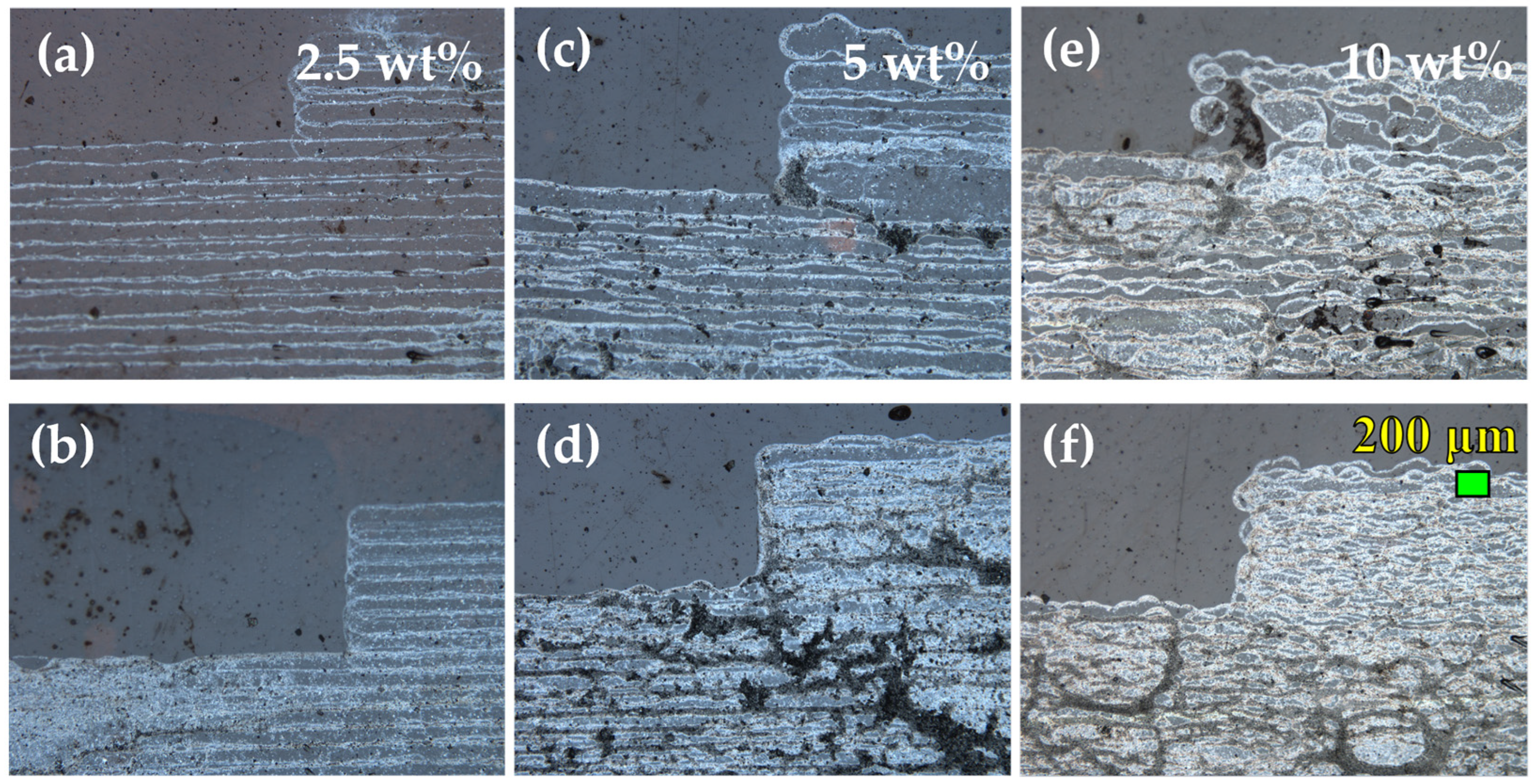
3.3. Surface Topography Measurements
3.4. Thermal Evaluation
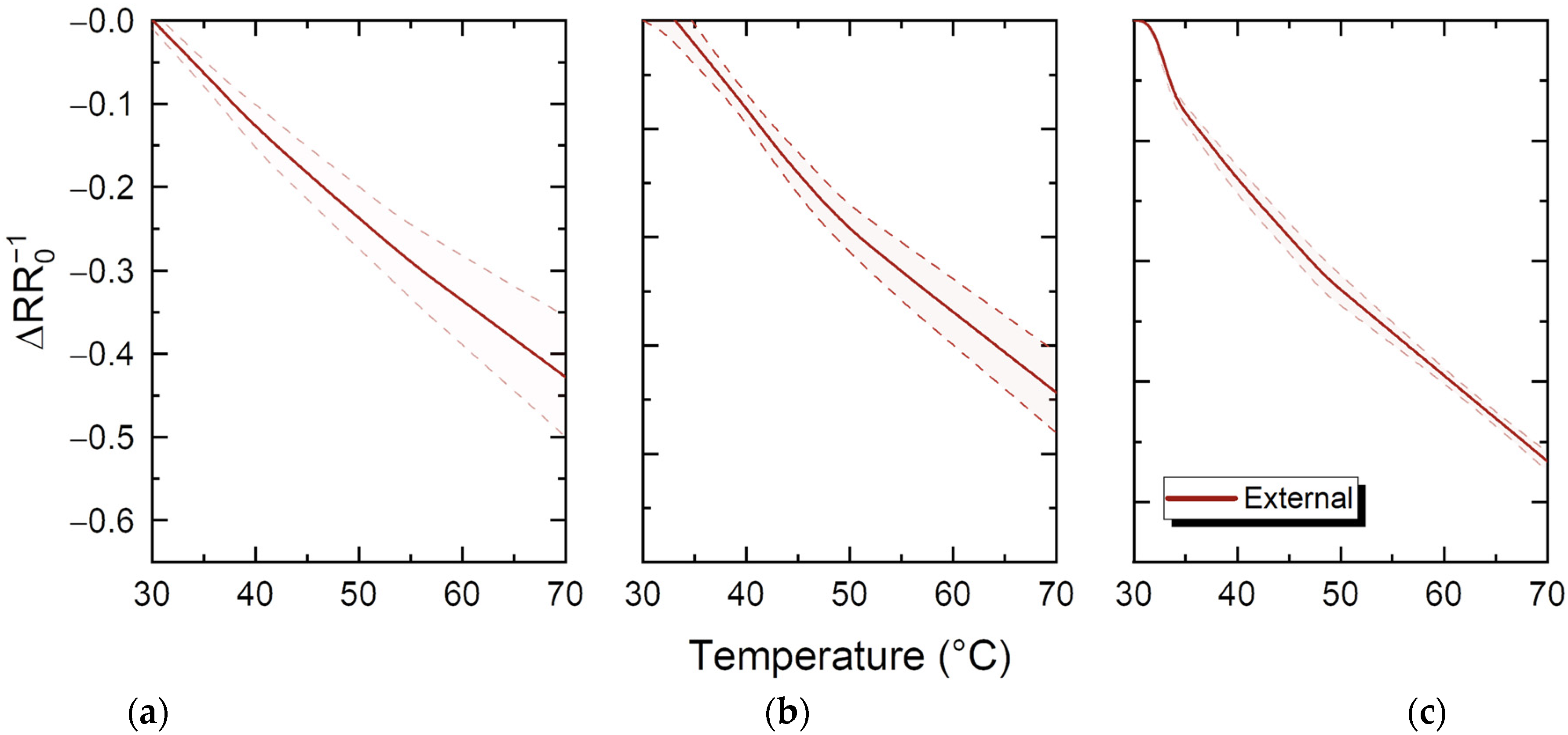
3.4.1. External Thermal Evaluation
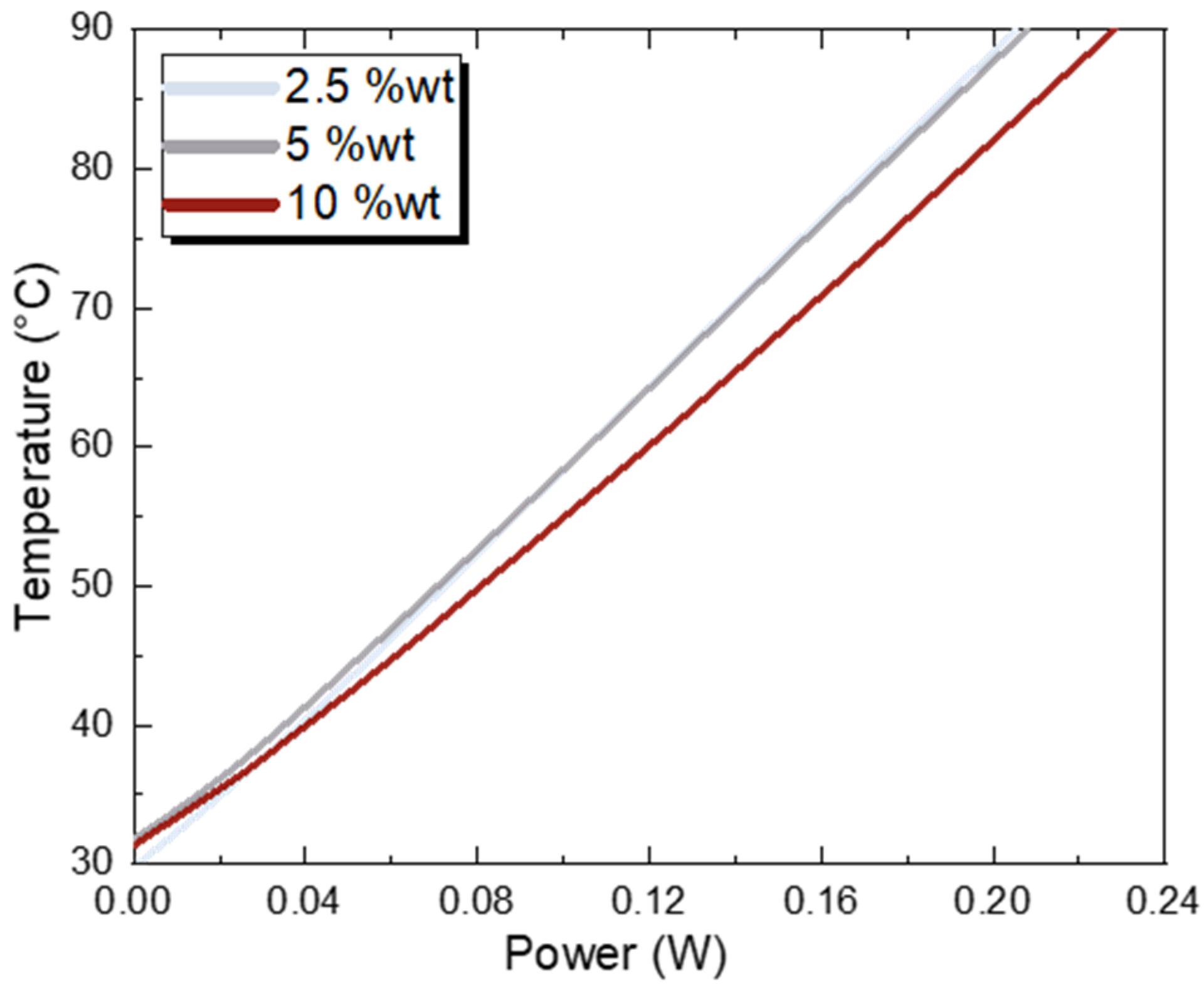
3.4.2. Internal Thermal Evaluation (Self-Heating)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yin, Z.; Huang, Y.; Bu, N.; Wang, X.; Xiong, Y. Inkjet Printing for Flexible Electronics: Materials, Processes and Equipments. Chin. Sci. Bull. 2010, 55, 3383–3407. [Google Scholar] [CrossRef]
- Wiklund, J.; Karakoç, A.; Palko, T.; Yiğitler, H.; Ruttik, K.; Jäntti, R.; Paltakari, J. A Review on Printed Electronics: Fabrication Methods, Inks, Substrates, Applications and Environmental Impacts. J. Manuf. Mater. Process. 2021, 5, 89. [Google Scholar] [CrossRef]
- Cruz, S.M.F.; Rocha, L.A.; Viana, J.C. Printing Technologies on Flexible Substrates for Printed Electronics. In Flexible Electronics; Rackauskas, S., Ed.; InTech: Vienna, Austria, 2018; ISBN 978-1-78923-456-5. [Google Scholar]
- Lemarchand, J.; Bridonneau, N.; Battaglini, N.; Carn, F.; Mattana, G.; Piro, B.; Zrig, S.; Vincent, N. Challenges and Prospects of Inkjet Printed Electronics Emerging Applications—A Chemist Point of View. Angew. Chem. Int. Ed. 2022, 61, e202200166. [Google Scholar] [CrossRef]
- Layani, M.; Grouchko, M.; Shemesh, S.; Magdassi, S. Conductive Patterns on Plastic Substrates by Sequential Inkjet Printing of Silver Nanoparticles and Electrolyte Sintering Solutions. J. Mater. Chem. 2012, 22, 14349–14352. [Google Scholar] [CrossRef]
- Kim, S.; Cook, B.; Le, T.; Cooper, J.; Lee, H.; Lakafosis, V.; Vyas, R.; Moro, R.; Bozzi, M.; Georgiadis, A.; et al. Inkjet-Printed Antennas, Sensors and Circuits on Paper Substrate. IET Microw. Antennas Propag. 2013, 7, 858–868. [Google Scholar] [CrossRef]
- Stempien, Z.; Rybicki, E.; Rybicki, T.; Lesnikowski, J. Inkjet-Printing Deposition of Silver Electro-Conductive Layers on Textile Substrates at Low Sintering Temperature by Using an Aqueous Silver Ions-Containing Ink for Textronic Applications. Sens. Actuators B Chem. 2016, 224, 714–725. [Google Scholar] [CrossRef]
- Sundriyal, P.; Bhattacharya, S. Inkjet-Printed Sensors on Flexible Substrates. In Environmental, Chemical and Medical Sensors; Bhattacharya, S., Agarwal, A.K., Chanda, N., Pandey, A., Sen, A.K., Eds.; Energy, Environment, and Sustainability; Springer: Singapore, 2018; pp. 89–113. ISBN 978-981-10-7751-7. [Google Scholar]
- Kao, H.-L.; Chang, L.-C.; Tsai, Y.-C.; Chiu, H.-C. Microwave Gas Sensor Based on Carbon Nanotubes Loaded on Open Loop Ring Resonators. IEEE Electron Device Lett. 2022, 43, 1740–1743. [Google Scholar] [CrossRef]
- Ge, L.; Ye, X.; Yu, Z.; Chen, B.; Liu, C.; Guo, H.; Zhang, S.; Sassa, F.; Hayashi, K. A Fully Inkjet-Printed Disposable Gas Sensor Matrix with Molecularly Imprinted Gas-Selective Materials. Npj Flex. Electron. 2022, 6, 40. [Google Scholar] [CrossRef]
- Beaumont, C.; Lapointe, R.; Beaupré, P.; Trudeau, C.; Bouch, N.L.; Leclerc, M. Printed Temperature Sensor Based on Self-Doped Conducting Polymers. Flex. Print. Electron. 2022, 7, 044006. [Google Scholar] [CrossRef]
- Ahn, J.-H.; Kim, H.-N.; Cho, J.Y.; Kim, J.H.; Lee, C.-Y. Evaluation of Temperature Sensors for Detection of Heat Sources Using Additive Printing Method. Sensors 2022, 22, 8308. [Google Scholar] [CrossRef]
- Jäger, J.; Schwenck, A.; Walter, D.; Bülau, A.; Gläser, K.; Zimmermann, A. Inkjet-Printed Temperature Sensors Characterized According to Standards. Sensors 2022, 22, 8145. [Google Scholar] [CrossRef]
- Barmpakos, D.; Tsamis, C.; Kaltsas, G. Multi-Parameter Paper Sensor Fabricated by Inkjet-Printed Silver Nanoparticle Ink and PEDOT:PSS. Microelectron. Eng. 2020, 225, 111266. [Google Scholar] [CrossRef]
- Mansoori, A.; Ahmad, S.; Sonia; Vashishath, M.; Kumar, D. Low-Cost Inkjet-Printed Humidity Sensor Using Nanoporous Surface on Coated Paper. Sens. Actuators B Chem. 2022, 370, 132389. [Google Scholar] [CrossRef]
- Barmpakos, D.; Belessi, V.; Xanthopoulos, N.; Krontiras, C.A.; Kaltsas, G. Flexible Inkjet-Printed Heaters Utilizing Graphene-Based Inks. Sensors 2022, 22, 1173. [Google Scholar] [CrossRef]
- Al-Mohsin, H.; Ali, S.; Bermak, A. Design and Fabrication Process Optimization of Silver-Based Inkjet-Printed Microheater. Processes 2022, 10, 1677. [Google Scholar] [CrossRef]
- Divya, M.; Dasgupta, S. Inkjet-Printable and Low-Temperature Curable Ag–Ag2O Mixed-Phase Conductive Nanoink for Flexible Electronic Applications. Appl. Nanosci. 2022, 12, 2945–2960. [Google Scholar] [CrossRef]
- Ando, B.; Baglio, S. Inkjet-Printed Sensors: A Useful Approach for Low Cost, Rapid Prototyping [Instrumentation Notes]. IEEE Instrum. Meas. Mag. 2011, 14, 36–40. [Google Scholar] [CrossRef]
- Andò, B.; Baglio, S.; Bulsara, A.R.; Marletta, V.; Ferrari, V.; Ferrari, M. A Low-Cost Snap-Through-Buckling Inkjet-Printed Device for Vibrational Energy Harvesting. IEEE Sens. J. 2015, 15, 3209–3220. [Google Scholar] [CrossRef]
- Worsley, R.; Pimpolari, L.; McManus, D.; Ge, N.; Ionescu, R.; Wittkopf, J.A.; Alieva, A.; Basso, G.; Macucci, M.; Iannaccone, G.; et al. All-2D Material Inkjet-Printed Capacitors: Toward Fully Printed Integrated Circuits. ACS Nano 2019, 13, 54–60. [Google Scholar] [CrossRef] [PubMed]
- Ko, S.H.; Chung, J.; Pan, H.; Grigoropoulos, C.P.; Poulikakos, D. Fabrication of Multilayer Passive and Active Electric Components on Polymer Using Inkjet Printing and Low Temperature Laser Processing. Sens. Actuators Phys. 2007, 134, 161–168. [Google Scholar] [CrossRef]
- de Gans, B.-J.; Duineveld, P.C.; Schubert, U.S. Inkjet Printing of Polymers: State of the Art and Future Developments. Adv. Mater. 2004, 16, 203–213. [Google Scholar] [CrossRef]
- Zhou, L.; Yang, L.; Yu, M.; Jiang, Y.; Liu, C.-F.; Lai, W.-Y.; Huang, W. Inkjet-Printed Small-Molecule Organic Light-Emitting Diodes: Halogen-Free Inks, Printing Optimization, and Large-Area Patterning. ACS Appl. Mater. Interfaces 2017, 9, 40533–40540. [Google Scholar] [CrossRef] [PubMed]
- Conti, S.; Martínez-Domingo, C.; Lay, M.; Terés, L.; Vilaseca, F.; Ramon, E. Nanopaper-Based Organic Inkjet-Printed Diodes. Adv. Mater. Technol. 2020, 5, 1900773. [Google Scholar] [CrossRef]
- Hossain, S.M.Z.; Luckham, R.E.; Smith, A.M.; Lebert, J.M.; Davies, L.M.; Pelton, R.H.; Filipe, C.D.M.; Brennan, J.D. Development of a Bioactive Paper Sensor for Detection of Neurotoxins Using Piezoelectric Inkjet Printing of Sol-Gel-Derived Bioinks. Anal. Chem. 2009, 81, 5474–5483. [Google Scholar] [CrossRef] [PubMed]
- Sathyanarayanan, G.; Haapala, M.; Kiiski, I.; Sikanen, T. Digital Microfluidic Immobilized Cytochrome P450 Reactors with Integrated Inkjet-Printed Microheaters for Droplet-Based Drug Metabolism Research. Anal. Bioanal. Chem. 2018, 410, 6677–6687. [Google Scholar] [CrossRef]
- Apostolakis, A.; Barmpakos, D.; Pilatis, A.; Patsis, G.; Pagonis, D.-N.; Belessi, V.; Kaltsas, G. Resistivity Study of Inkjet-Printed Structures and Electrical Interfacing on Flexible Substrates. Micro Nano Eng. 2022, 15, 100129. [Google Scholar] [CrossRef]
- Zikulnig, J.; Roshanghias, A.; Rauter, L.; Hirschl, C. Evaluation of the Sheet Resistance of Inkjet-Printed Ag-Layers on Flexible, Uncoated Paper Substrates Using Van-Der-Pauw’s Method. Sensors 2020, 20, 2398. [Google Scholar] [CrossRef] [PubMed]
- Rauter, L.; Zikulnig, J.; Sinani, T.; Zangl, H.; Faller, L.-M. Evaluation of Standard Electrical Bonding Strategies for the Hybrid Integration of Inkjet-Printed Electronics. Electron. Mater. 2020, 1, 2–16. [Google Scholar] [CrossRef]
- Jager, J.; Buschkamp, S.; Werum, K.; Glaser, K.; Grozinger, T.; Eberhardt, W.; Zimmermann, A. Contacting Inkjet-Printed Silver Structures and SMD by ICA and Solder. IEEE Trans. Compon. Packag. Manuf. Technol. 2022, 12, 1232–1240. [Google Scholar] [CrossRef]
- Fernandes, I.J.; Aroche, A.F.; Schuck, A.; Lamberty, P.; Peter, C.R.; Hasenkamp, W.; Rocha, T.L.A.C. Silver Nanoparticle Conductive Inks: Synthesis, Characterization, and Fabrication of Inkjet-Printed Flexible Electrodes. Sci. Rep. 2020, 10, 8878. [Google Scholar] [CrossRef]
- Griffiths, E.R.; Leigh, S.J. Hybrid Additive Manufacture: Surface Finishing Methods for Improving Conductivity of Inkjet Printed Tracks on Non-Planar Substrates Fabricated Using Fused Deposition Modeling. Sens. Actuators Phys. 2022, 333, 113235. [Google Scholar] [CrossRef]
- Lall, P.; Goyal, K.; Hill, C. Process Development for Printed Copper with Surface Mount Devices on Inkjet Metallization. J. Electron. Packag. 2022, 145, 021011. [Google Scholar] [CrossRef]
- Abbara, E.M.; Khinda, G.S.; Alhendi, M.; Alhaidari, R.; Alshatnawi, F.; Garakani, B.; Somarathna, U.S.; Poliks, M.D. Current Carrying Capacity of Inkjet-Printed Nano-Silver Interconnects on Mesoporous PET Substrate. In Proceedings of the 2022 IEEE 72nd Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 31 May–3 June 2022; pp. 794–800. [Google Scholar]
- Malik, M.H.; Rauter, L.; Zangl, H.; Binder, A.; Roshanghias, A. Ultra-Thin Chips (UTC) Integration on Inkjet-Printed Papers. In Proceedings of the 2022 IEEE International Conference on Flexible and Printable Sensors and Systems (FLEPS), Vienna, Austria, 10–13 July 2022; pp. 1–4. [Google Scholar]
- Barmpakos, D.; Moschos, A.; Syrovy, T.; Koutsis, T.; Syrova, L.; Kaltsas, G. A Fully Printed Flexible Multidirectional Thermal Flow Sensor. Flex. Print. Electron. 2020, 5, 035005. [Google Scholar] [CrossRef]
- Barmpakos, D.; Famelis, I.T.; Moschos, A.; Marinatos, D.; Kaltsas, G. Design and Evaluation of a Multidirectional Thermal Flow Sensor on Flexible Substrate. J. Sens. 2019, 2019, e8476489. [Google Scholar] [CrossRef]
- Rieu, M.; Camara, M.; Tournier, G.; Viricelle, J.-P.; Pijolat, C.; de Rooij, N.F.; Briand, D. Fully Inkjet Printed SnO2 Gas Sensor on Plastic Substrate. Sens. Actuators B Chem. 2016, 236, 1091–1097. [Google Scholar] [CrossRef]
- Kulkarni, M.B.; Velmurugan, K.; Prasanth, E.; Amreen, K.; Nirmal, J.; Goel, S. Smartphone Enabled Miniaturized Temperature Controller Platform to Synthesize NiO/CuO Nanoparticles for Electrochemical Sensing and Nanomicelles for Ocular Drug Delivery Applications. Biomed. Microdevices 2021, 23, 31. [Google Scholar] [CrossRef]
- Timilsina, S.S.; Durr, N.; Yafia, M.; Sallum, H.; Jolly, P.; Ingber, D.E. Ultrarapid Method for Coating Electrochemical Sensors with Antifouling Conductive Nanomaterials Enables Highly Sensitive Multiplexed Detection in Whole Blood. Adv. Healthc. Mater. 2022, 11, 2102244. [Google Scholar] [CrossRef]
- Jung, G.; Hong, Y.; Hong, S.; Jang, D.; Jeong, Y.; Shin, W.; Park, J.; Kim, D.; Jeong, C.B.; Kim, D.U.; et al. A Low-Power Embedded Poly-Si Micro-Heater for Gas Sensor Platform Based on a FET Transducer and Its Application for NO2 Sensing. Sens. Actuators B Chem. 2021, 334, 129642. [Google Scholar] [CrossRef]
- Park, J.; Jung, G.; Hong, S.; Jeong, Y.; Shin, W.; Kim, D.; Lee, C.; Lee, J.-H. Analysis of Cr/Au Contact Reliability in Embedded Poly-Si Micro-Heater for FET-Type Gas Sensor. Sens. Actuators B Chem. 2022, 360, 131673. [Google Scholar] [CrossRef]
- Vijayakumari, A.M.; Oraon, A.R.; Ahirwar, S.; Kannath, A.; Suja, K.J.; Basu, P.K. Defect State Reinforced Microwave-Grown CuxO/NiO Nanostructured Matrix Engineered for the Development of Selective CO2 Sensor with Integrated Micro-Heater. Sens. Actuators B Chem. 2021, 345, 130391. [Google Scholar] [CrossRef]
- Kim, J.; Cho, H.; Han, S.-I.; Han, A.; Han, K.-H. A Disposable Microfluidic Flow Sensor with a Reusable Sensing Substrate. Sens. Actuators B Chem. 2019, 288, 147–154. [Google Scholar] [CrossRef]
- Kim, J.; Cho, H.; Kim, J.; Park, J.S.; Han, K.-H. A Disposable Smart Microfluidic Platform Integrated with On-Chip Flow Sensors. Biosens. Bioelectron. 2021, 176, 112897. [Google Scholar] [CrossRef]
- Zhang, X.; Chia, E.; Fan, X.; Ping, J. Flow-Sensory Contact Electrification of Graphene. Nat. Commun. 2021, 12, 1755. [Google Scholar] [CrossRef] [PubMed]
- Barmpakos, D.; Belessi, V.; Schelwald, R.; Kaltsas, G. Evaluation of Inkjet-Printed Reduced and Functionalized Water-Dispersible Graphene Oxide and Graphene on Polymer Substrate—Application to Printed Temperature Sensors. Nanomaterials 2021, 11, 2025. [Google Scholar] [CrossRef]
- Falco, A.; Romero, F.J.; Loghin, F.C.; Lyuleeva, A.; Becherer, M.; Lugli, P.; Morales, D.P.; Rodriguez, N.; Salmerón, J.F.; Rivadeneyra, A. Printed and Flexible Microheaters Based on Carbon Nanotubes. Nanomaterials 2020, 10, 1879. [Google Scholar] [CrossRef] [PubMed]
- Romero, F.J.; Ortiz-Gomez, I.; Salinas, A.; Morales, D.P.; Rodriguez, N.; Rivadeneyra, A. Temperature Sensing by Laser Reduced Graphene Oxide at Different Laser Power Levels. In Proceedings of the 2020 IEEE SENSORS, Rotterdam, The Netherlands, 25–28 October 2020; pp. 1–5. [Google Scholar]
- Zhang, Q.; Ren, Y.; Wang, Z.; Chen, X.; Portilla, L.; Sun, L.; Zhang, D.; Zhao, J. Preparation of Large-Area, High-Performance Single-Walled Carbon Nanotube (SWCNT)-Based Heater Films by Roll-to-Roll Gravure Printing. Flex. Print. Electron. 2022, 7, 015007. [Google Scholar] [CrossRef]
- Lin, S.-Y.; Zhang, T.-Y.; Lu, Q.; Wang, D.-Y.; Yang, Y.; Wu, X.-M.; Ren, T.-L. High-Performance Graphene-Based Flexible Heater for Wearable Applications. RSC Adv. 2017, 7, 27001–27006. [Google Scholar] [CrossRef]
- Staudenmaier, L. Method for the Preparation of Graphitic Acid. Ber. Dtsch. Chem. Ges. 1898, 31, 1481–1487. [Google Scholar] [CrossRef]
- Belessi, V.; Petridis, D.; Steriotis, T.; Spyrou, K.; Manolis, G.K.; Psycharis, V.; Georgakilas, V. Simultaneous Reduction and Surface Functionalization of Graphene Oxide for Highly Conductive and Water Dispersible Graphene Derivatives. SN Appl. Sci. 2018, 1, 77. [Google Scholar] [CrossRef]
- Belessi, V.; Manolis, G.K.; Vlahopoulos, G.; Philippakopoulou, T.; Steriotis, T.; Koutsioukis, A.; Georgakilas, V. Gravure and Flexography Printing of Highly Conductive Reduced Graphene Oxide Inks. In Proceedings of the 3rd International Printing Technologies Symposium, Istanbul, Turkey, 10–12 October 2019; pp. 10–12. [Google Scholar]
- Huang, X.D.; Bhangale, S.M.; Moran, P.M.; Yakovlev, N.L.; Pan, J. Surface Modification Studies of Kapton® HN Polyimide Films. Polym. Int. 2003, 52, 1064–1069. [Google Scholar] [CrossRef]
- Wu, P.-Y.; Lin, C.-H.; Chen, C.-M. Study of Surface Metallization of Polyimide Film and Interfacial Characterization. Metals 2017, 7, 189. [Google Scholar] [CrossRef]
- Profilometer and 3D Optical Profiler—Filmetrics. Available online: https://www.filmetrics.com/profilometers/profilm3d (accessed on 30 November 2022).
- Pavliček, P.; Mikeska, E. White-Light Interferometer without Mechanical Scanning. Opt. Lasers Eng. 2020, 124, 105800. [Google Scholar] [CrossRef]
- Ji, A.; Chen, Y.; Wang, X.; Xu, C. Inkjet Printed Flexible Electronics on Paper Substrate with Reduced Graphene Oxide/Carbon Black Ink. J. Mater. Sci. Mater. Electron. 2018, 29, 13032–13042. [Google Scholar] [CrossRef]
- Karim, N.; Afroj, S.; Tan, S.; Novoselov, K.S.; Yeates, S.G. All Inkjet-Printed Graphene-Silver Composite Ink on Textiles for Highly Conductive Wearable Electronics Applications. Sci. Rep. 2019, 9, 8035. [Google Scholar] [CrossRef] [PubMed]
- Singh, Y. Electrical Resistivity Measurements: A Review. Int. J. Mod. Phys. Conf. Ser. 2013, 22, 745–756. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Settings | 2.5 wt%/10 wt% | 5 wt% |
|---|---|---|
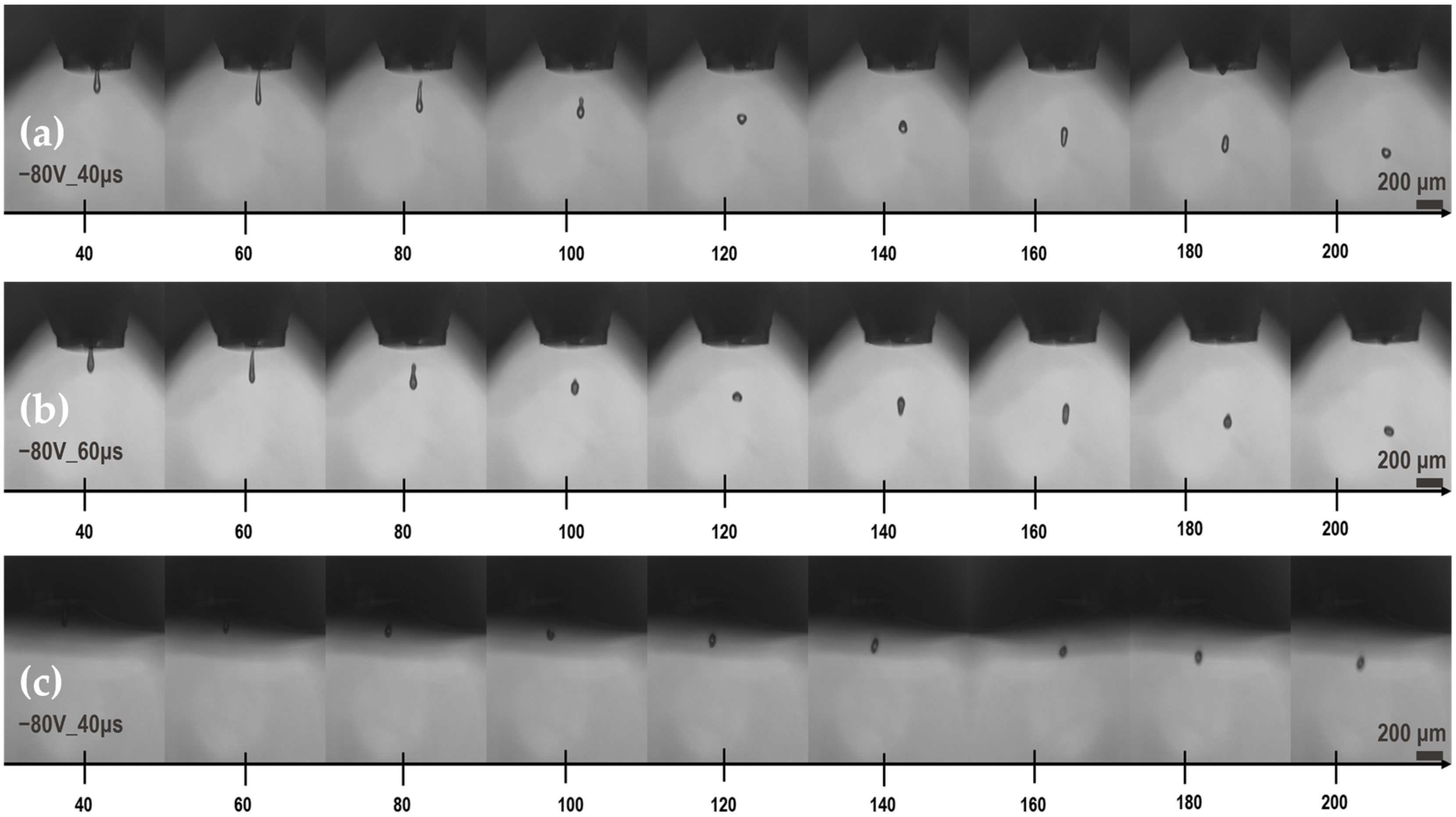
| Droplet spacing (x,y) (μm) | 65, 65 | 65, 65 |
| Voltage (V) | −80 | −80 |
| Pulse Duration (μs) | 40 | 60 |
| Concentration | Passes | Resistance (kΩ) | Thickness (t) (nm) | Resistivity (ρ) (Ω cm) |
|---|---|---|---|---|
| 2.5 wt% | 1 | 201.00 | 37.30 | 0.13948 |
| 2 | 172.00 | 75.00 | 0.24000 | |
| 3 | 16.10 | 91.26 | 0.02734 | |
| 5 wt% | 1 | 24.00 | 57.76 | 0.02581 |
| 2 | 9.20 | 92.98 | 0.01591 | |
| 3 | 2.78 | 97.06 | 0.00502 | |
| 10 wt% | 1 | 8.30 | 91.65 | 0.01415 |
| 2 | 8.70 | 141.30 | 0.04836 | |
| 3 | 5.14 | 298.90 | 0.02858 |
| Concentration | Passes | Arithmetic Mean Height, Sa (nm) | Root Mean Square Height, Sq (nm) |
|---|---|---|---|
| 2.5 wt% | 1 | 1184 | 1359 |
| 2 | 496 | 577 | |
| 3 | 144 | 182 | |
| 5 wt% | 1 | 534 | 620 |
| 2 | 558 | 668 | |
| 3 | 497 | 604 | |
| 10 wt% | 1 | 1121 | 1295 |
| 2 | 897 | 1047 | |
| 3 | 144 | 184 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Apostolakis, A.; Barmpakos, D.; Pilatis, A.; Belessi, V.; Pagonis, D.-N.; Jaber, F.; Aidinis, K.; Kaltsas, G. Study of Single and Multipass f–rGO Inkjet-Printed Structures with Various Concentrations: Electrical and Thermal Evaluation. Sensors 2023, 23, 2058. https://doi.org/10.3390/s23042058
Apostolakis A, Barmpakos D, Pilatis A, Belessi V, Pagonis D-N, Jaber F, Aidinis K, Kaltsas G. Study of Single and Multipass f–rGO Inkjet-Printed Structures with Various Concentrations: Electrical and Thermal Evaluation. Sensors. 2023; 23(4):2058. https://doi.org/10.3390/s23042058
Chicago/Turabian StyleApostolakis, Apostolos, Dimitris Barmpakos, Aggelos Pilatis, Vassiliki Belessi, Dimitrios-Nikolaos Pagonis, Fadi Jaber, Konstantinos Aidinis, and Grigoris Kaltsas. 2023. "Study of Single and Multipass f–rGO Inkjet-Printed Structures with Various Concentrations: Electrical and Thermal Evaluation" Sensors 23, no. 4: 2058. https://doi.org/10.3390/s23042058