Low-Cost, High-Performance Fiber Optic Fabry–Perot Sensor for Ultrasonic Wave Detection

 ,
,
Abstract
:1. Introduction
2. Design and Fabrication
2.1. Structural Design
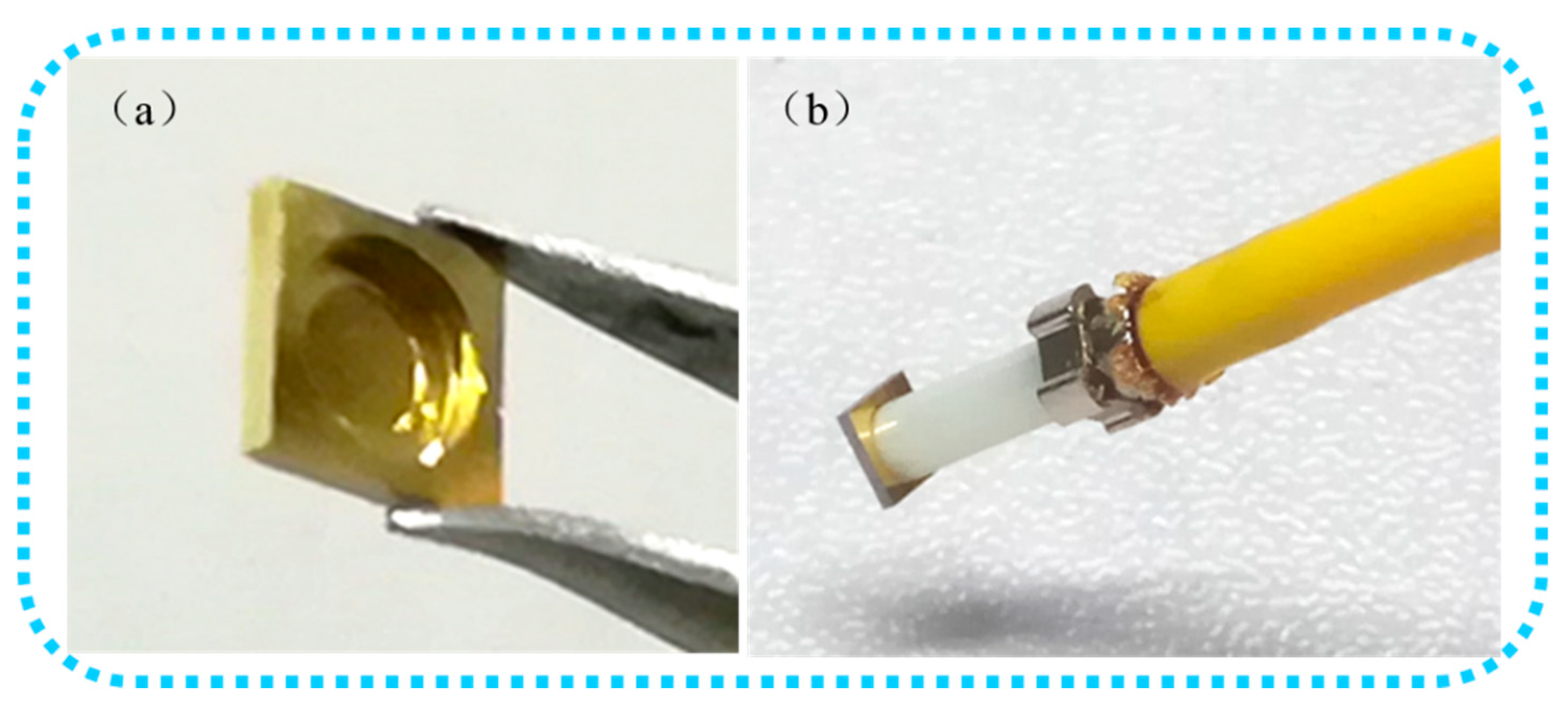
2.2. Fabrication
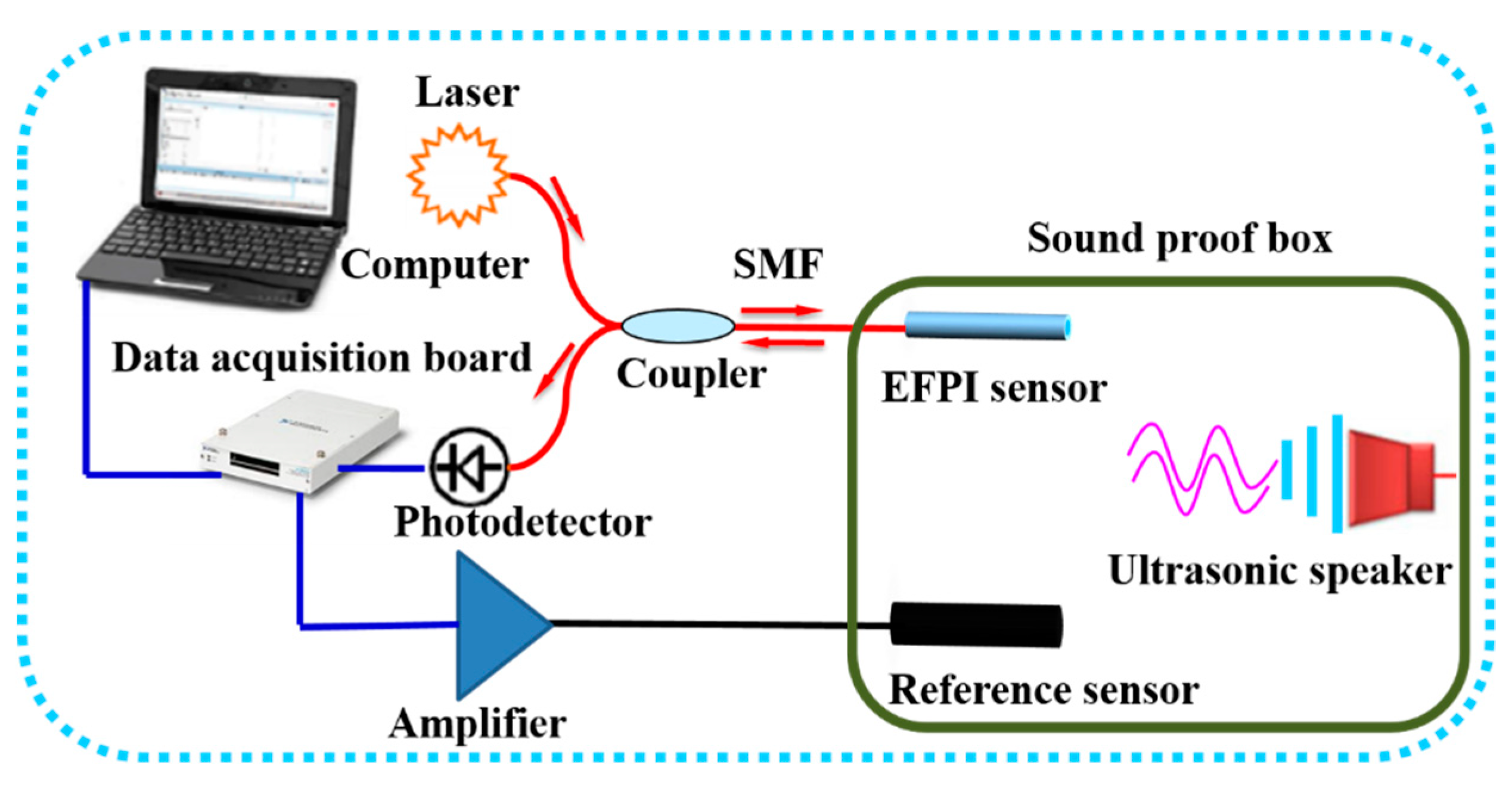
3. Experimental Validation
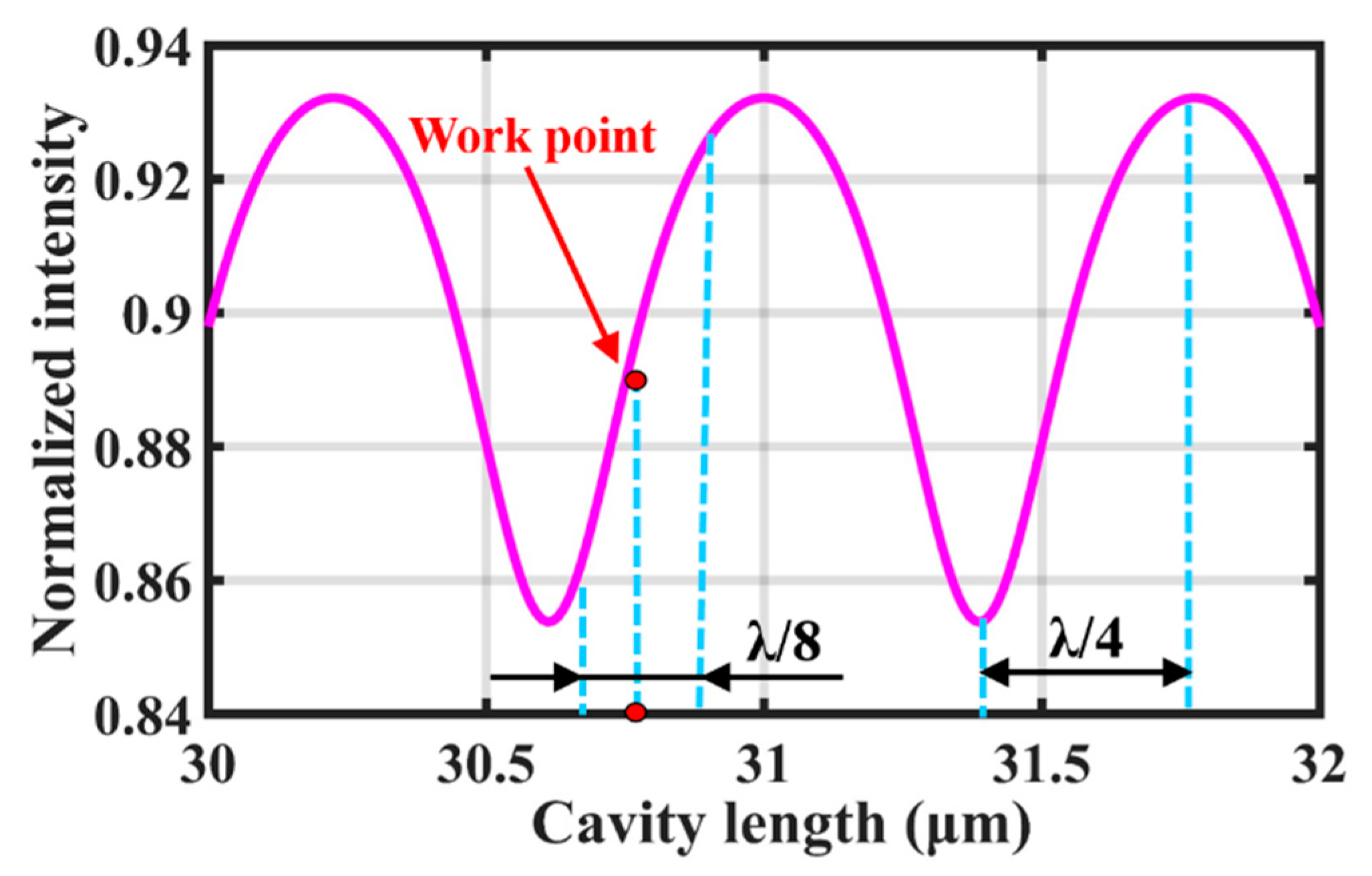
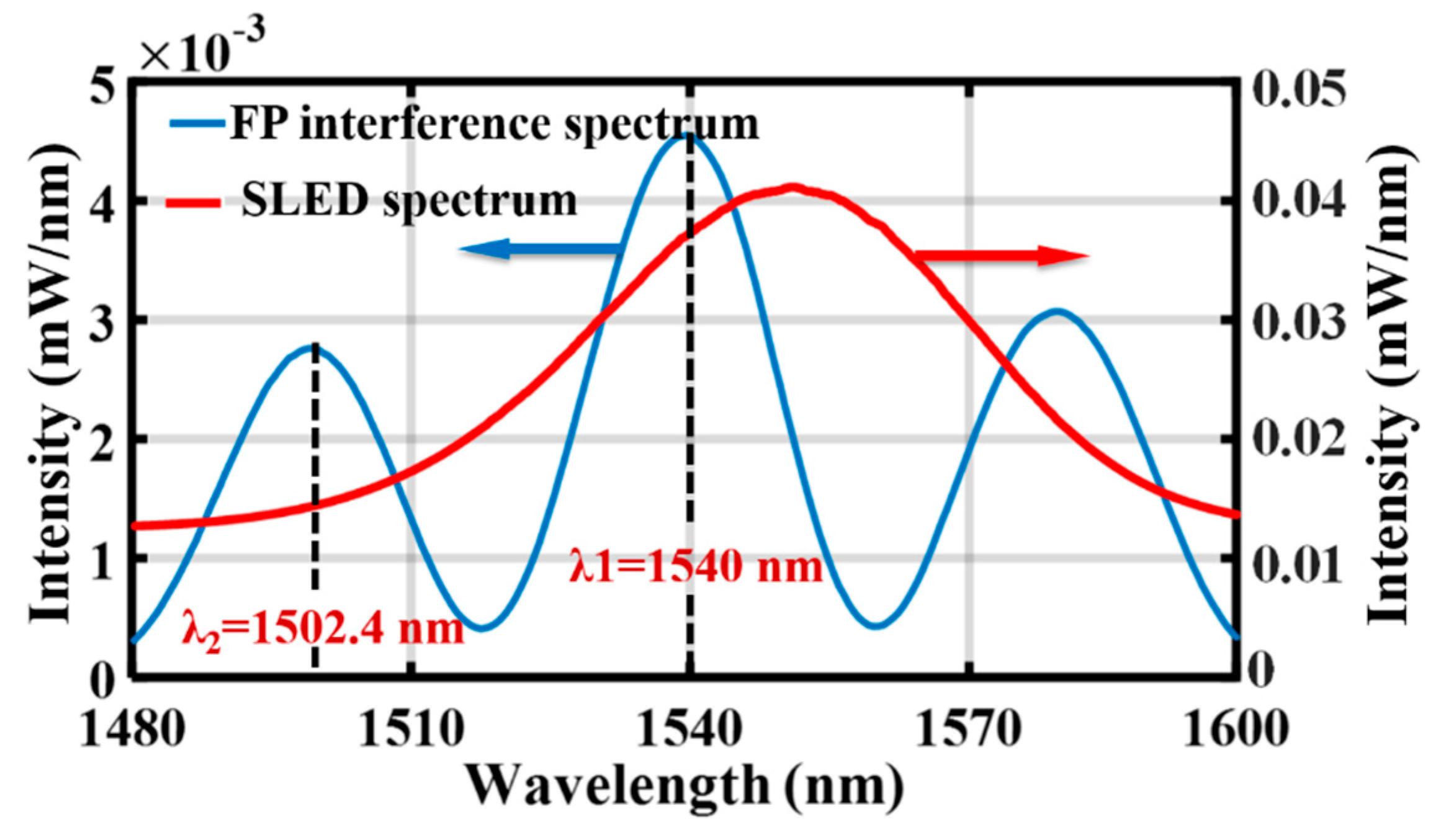
3.1. Initial FP Cavity Length
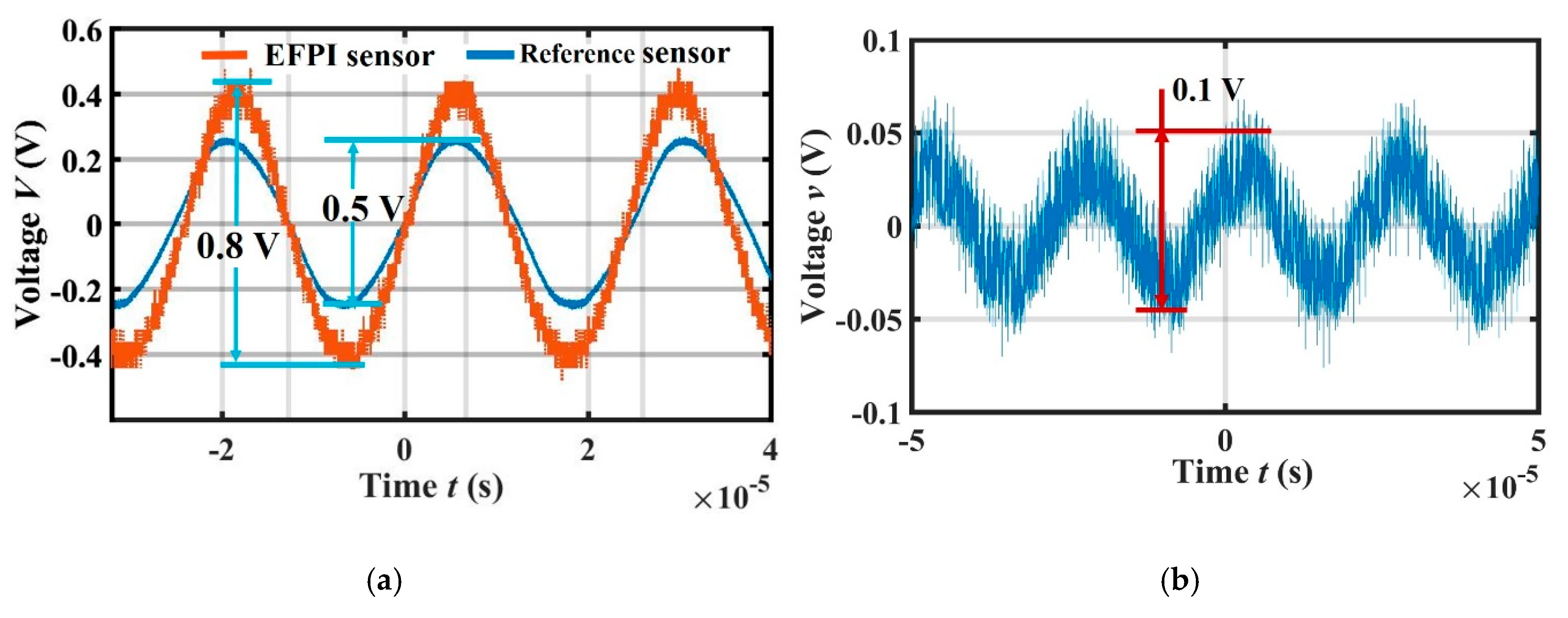
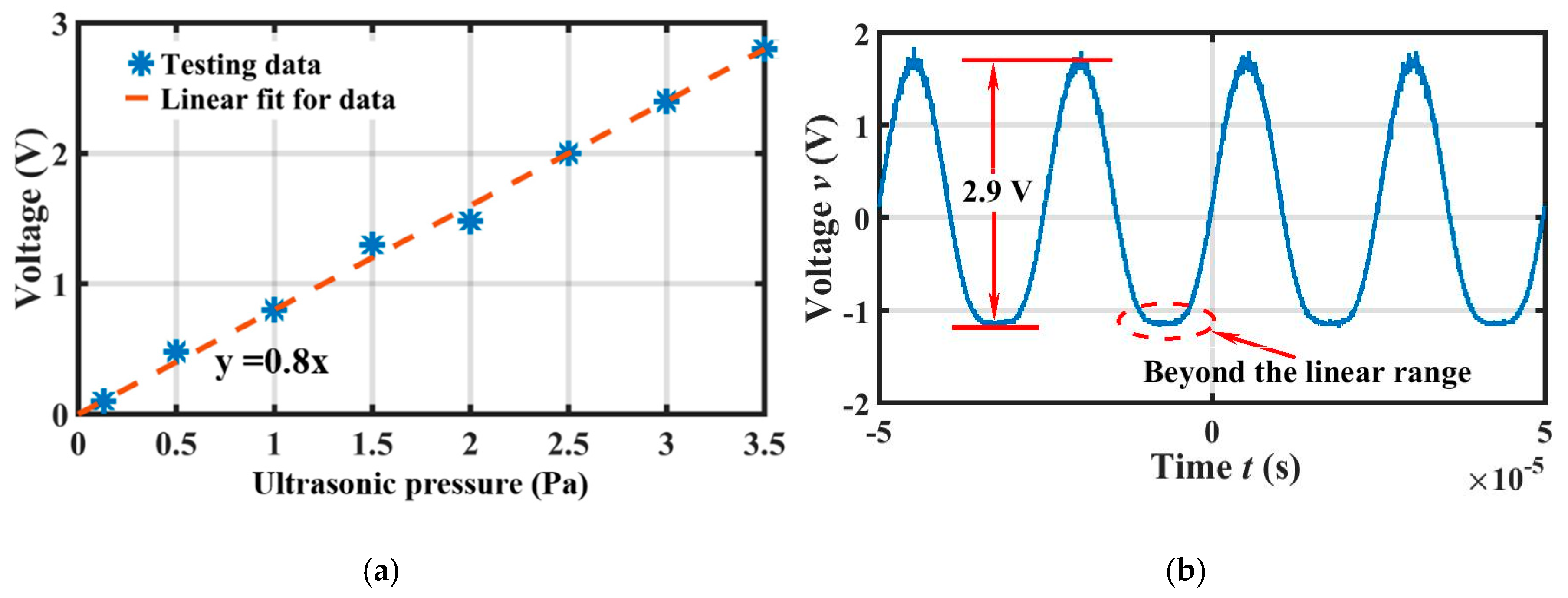
3.2. Sensitivity and Resolution
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gong, Z.; Chen, K.; Zhou, X.; Yang, Y.; Zhao, Z.; Zou, H. High-sensitivity fabry-perot interferometric acoustic sensor for low-frequency acoustic pressure detections. J. Lightwave Technol. 2017, 35, 5276–5279. [Google Scholar] [CrossRef]
- Jo, W.; Akkaya, O.C.; Solgaard, O.; Digonnet, M.J.F. Miniature fiber acoustic sensors using a photonic-crystal membrane. Opt. Fiber Technol. 2013, 19, 785–792. [Google Scholar] [CrossRef]
- Liu, J.; Yuan, L.; Lei, J.; Zhu, W.; Cheng, B.; Zhang, Q. Micro-cantilever-based fiber optic hydrophone fabricated by a femtosecond laser. Opt. Lett. 2017, 42, 2459–2462. [Google Scholar] [CrossRef] [PubMed]
- Favero, F.C.; Araujo, L.; Bouwmans, G.; Finazzi, V.; Villatoro, J.; Pruneri, V. Spheroidal fabry-perot microcavities in optical fibers for high-sensitivity sensing. Opt. Express 2012, 20, 7112. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Wang, D.N.; Wang, C.; Hu, T. Compressible fiber optic micro-fabry-pérot cavity with ultra-high pressure sensitivity. Opt. Express 2013, 21, 14084–14089. [Google Scholar] [CrossRef] [PubMed]
- Wenrong, S.; Chenzhao, F.; Delin, L.; Haoyong, L.; Peng, Y.; Yiting, Y. Directional sensitivity of a mems-based fiber-optic extrinsic fabry–perot ultrasonic sensor for partial discharge detection. Sensors 2018, 18, 1975. [Google Scholar] [CrossRef]
- Song, L.; Wang, Z.; Wang, A.; Liu, Y.; Cooper, K.L. Angular dependence of the frequency response of an extrinsic Fabry-Perot interferometric (EFPI) fiber acoustic sensor for partial discharge detection. J. Lightwave Technol. 2006, 24, 3433–3438. [Google Scholar] [CrossRef]
- Yu, B.; Kim, D.W.; Deng, J.; Xiao, H. Fiber Fabry-Perot sensors for detection of partial discharges in power transformers. Appl. Opt. 2003, 42, 3241–3250. [Google Scholar] [CrossRef] [PubMed]
- Pang, C.; Bae, H.; Gupta, A.; Bryden, K.; Yu, M. MEMS Fabry-Perot sensor interrogated by optical system-on-a-chip for simultaneous pressure and temperature sensing. Opt. Express 2013, 21, 21829–21839. [Google Scholar] [CrossRef] [PubMed]
- Cibula, E.; Pevec, S.; Lenardic, B.; Pinet, E.; Donlagic, D. Miniature all-glass robust pressure sensor. Opt. Express 2009, 17, 5098–5106. [Google Scholar] [CrossRef] [PubMed]
- Akkaya, O.C.; Akkaya, O.; Digonnet, M.J.F.; Kino, G.S.; Solgaard, O. Modeling and Demonstration of Thermally Stable High-Sensitivity Reproducible Acoustic Sensors. J. Microelectromech. Syst. 2012, 21, 1347–1356. [Google Scholar] [CrossRef]
- Xia, J.; Xiong, S.; Wang, F.; Luo, H. Wavelength-switched phase interrogator for extrinsic Fabry–Perot interferometric sensors. Opt. Lett. 2016, 41, 3082–3085. [Google Scholar] [CrossRef] [PubMed]
- Pevec, S.; Đonlagić, D. Miniature all-fiber Fabry-Perot sensor for simultaneous measurement of pressure and temperature. Appl. Opt. 2012, 51, 4536–4541. [Google Scholar] [CrossRef] [PubMed]
- Éric, P. Pressure measurement with fiber-optic sensors: Commercial technologies and applications. Proc. SPIE 2011, 7753, 775304–775308. [Google Scholar] [CrossRef]
- Yin, S.; Francis, T.S. Fiber Optic Sensors; CRC Press: Boca Raton, FL, USA, 2002; pp. 54–57. [Google Scholar]
- Chenzhao, F.; Wenrong, S.; Haoyong, L.; Delin, L.; Peng, Y.; Yiting, Y. A novel high-performance beam-supported diaphragm structure with enhanced design flexibility for partial discharge detection. Sensors 2017, 17, 593. [Google Scholar] [CrossRef]
- Yu, Q.; Zhou, X. Pressure sensor based on the fiber-optic extrinsic Fabry-Perot interferometer. Photonic Sens. 2011, 1, 72–83. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Poisson’s Ratio μ | Elastic Modulus E (GPa) | Density ρ (kg/m3) |
|---|---|---|---|
| Silicon | 0.22 | 163 | 2330 |
| Silicon Nitride | 0.25 | 310 | 3260 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Li, D.; Xiong, C.; Si, W.; Fu, C.; Yuan, P.; Yu, Y. Low-Cost, High-Performance Fiber Optic Fabry–Perot Sensor for Ultrasonic Wave Detection. Sensors 2019, 19, 406. https://doi.org/10.3390/s19020406
Li H, Li D, Xiong C, Si W, Fu C, Yuan P, Yu Y. Low-Cost, High-Performance Fiber Optic Fabry–Perot Sensor for Ultrasonic Wave Detection. Sensors. 2019; 19(2):406. https://doi.org/10.3390/s19020406
Chicago/Turabian StyleLi, Haoyong, Delin Li, Chaoyu Xiong, Wenrong Si, Chenzhao Fu, Peng Yuan, and Yiting Yu. 2019. "Low-Cost, High-Performance Fiber Optic Fabry–Perot Sensor for Ultrasonic Wave Detection" Sensors 19, no. 2: 406. https://doi.org/10.3390/s19020406
APA StyleLi, H., Li, D., Xiong, C., Si, W., Fu, C., Yuan, P., & Yu, Y. (2019). Low-Cost, High-Performance Fiber Optic Fabry–Perot Sensor for Ultrasonic Wave Detection. Sensors, 19(2), 406. https://doi.org/10.3390/s19020406