SiCILIA—Silicon Carbide Detectors for Intense Luminosity Investigations and Applications

 ,
,  , , ,
, , ,  , , ,
, , ,  , , , , , ,
, , , , , ,  and
and
Abstract
:1. Silicon Carbide
Silicon Carbide as Particle Detector Material
2. The Silicon Carbide Detectors for Intense Luminosity Investigations and Applications (SiCILIA) Project Approach
3. Status and First Results
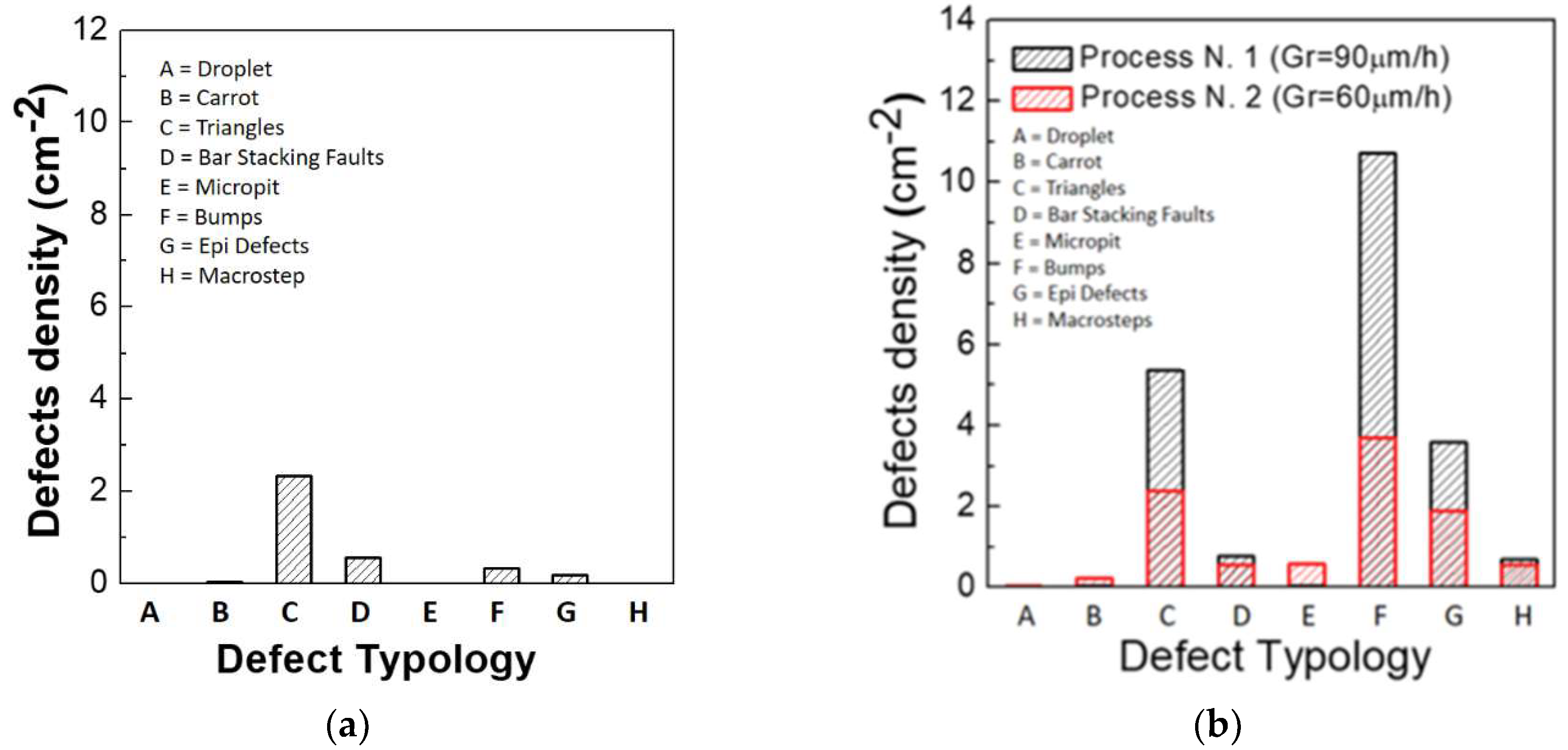
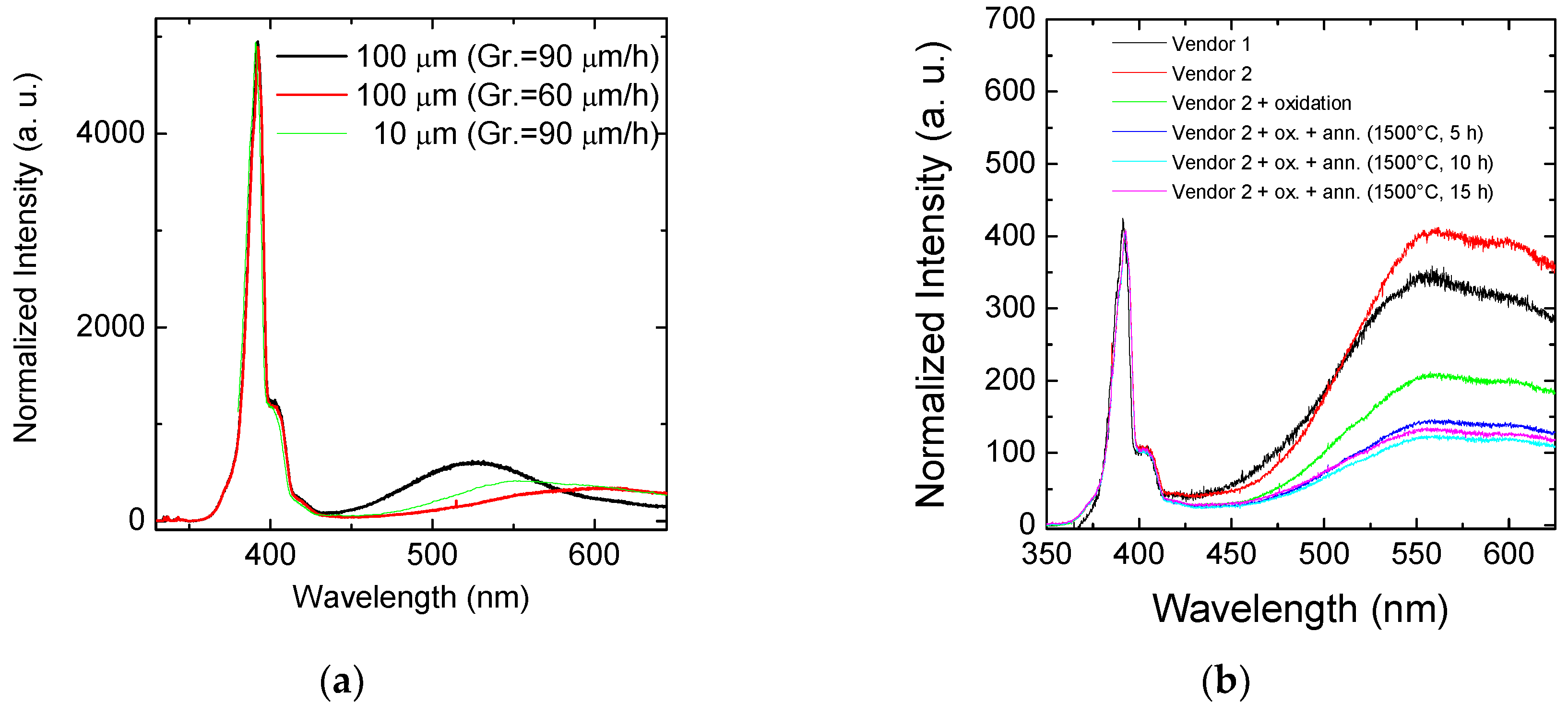
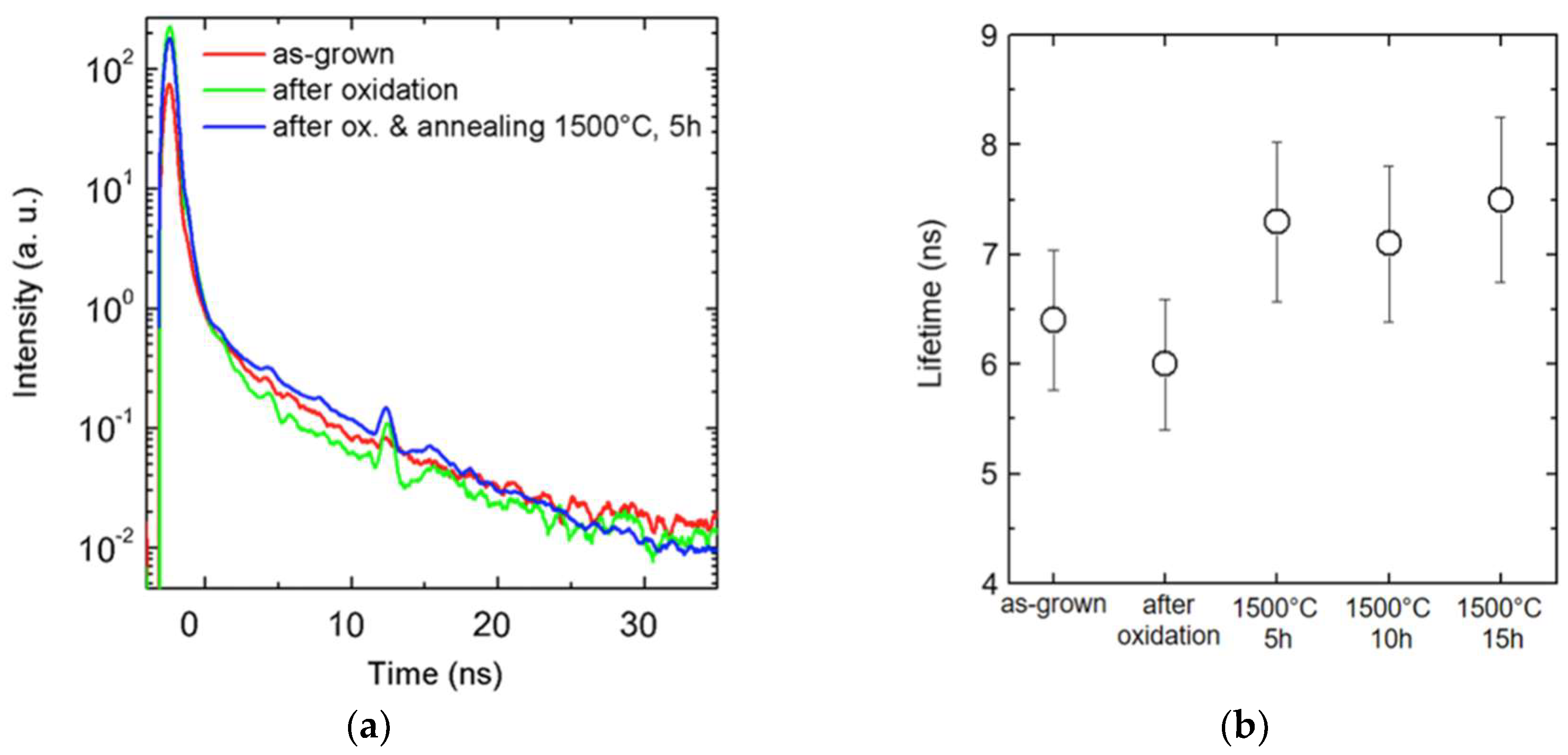
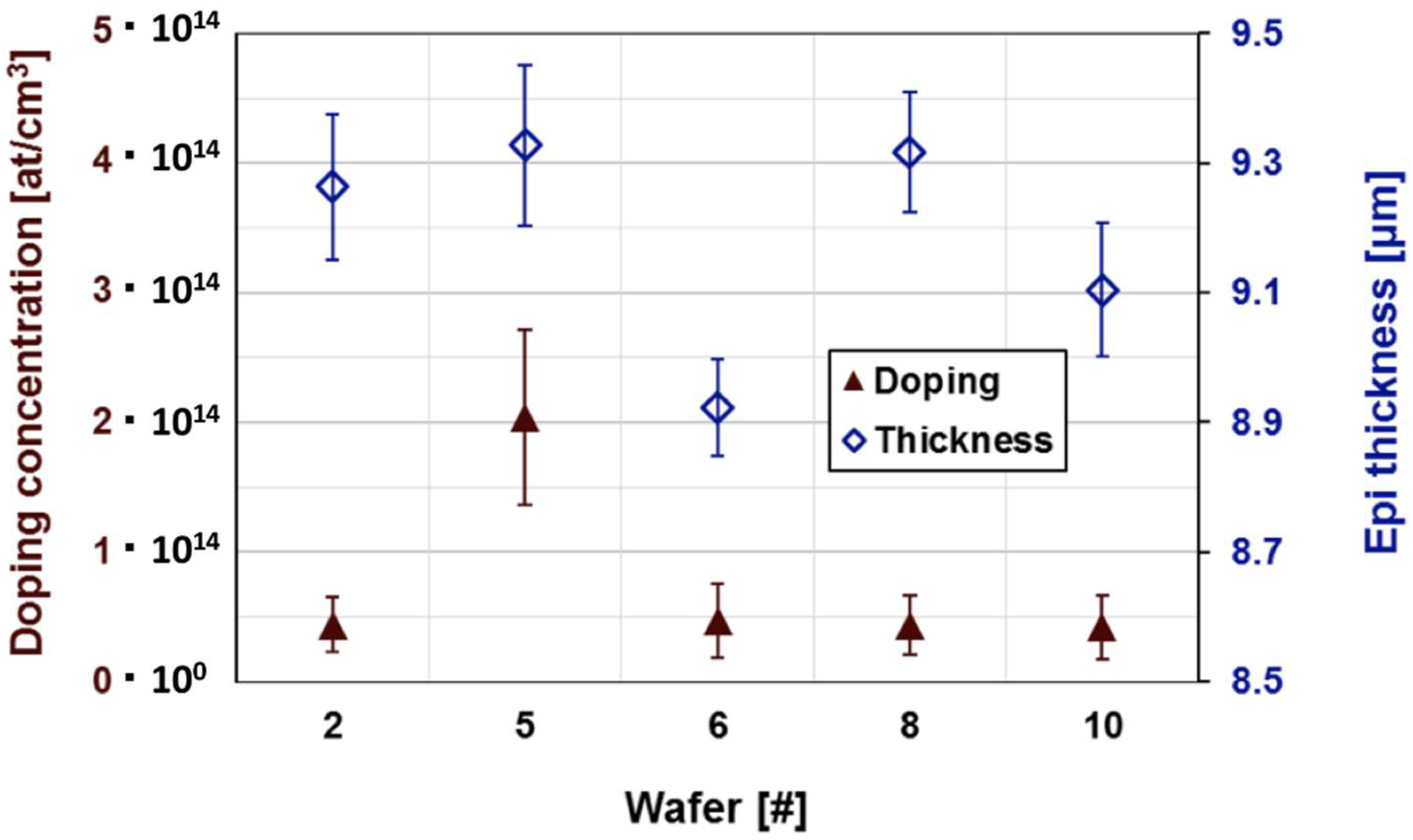
3.1. Epitaxial Growths and Characterization of Materials
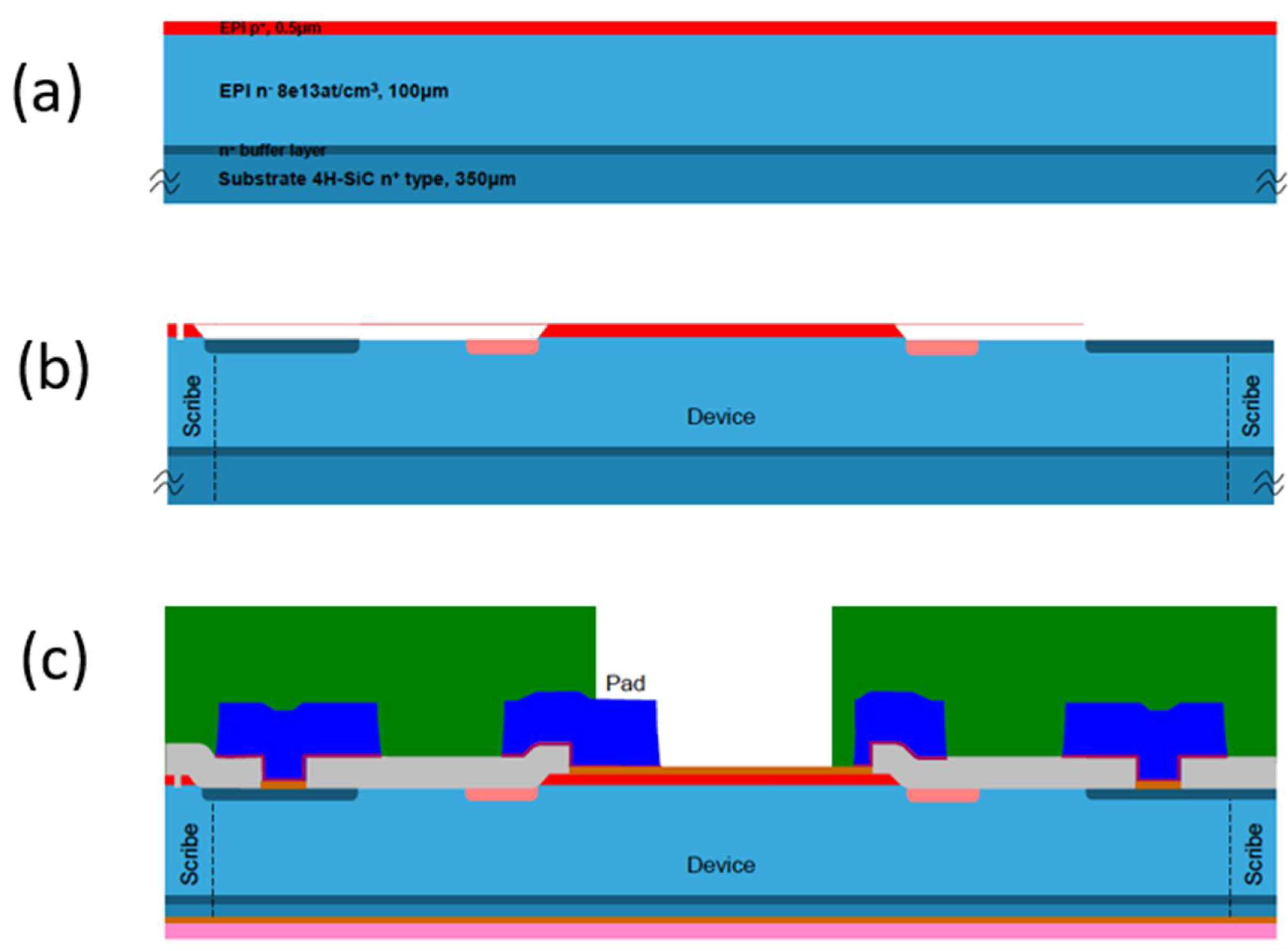
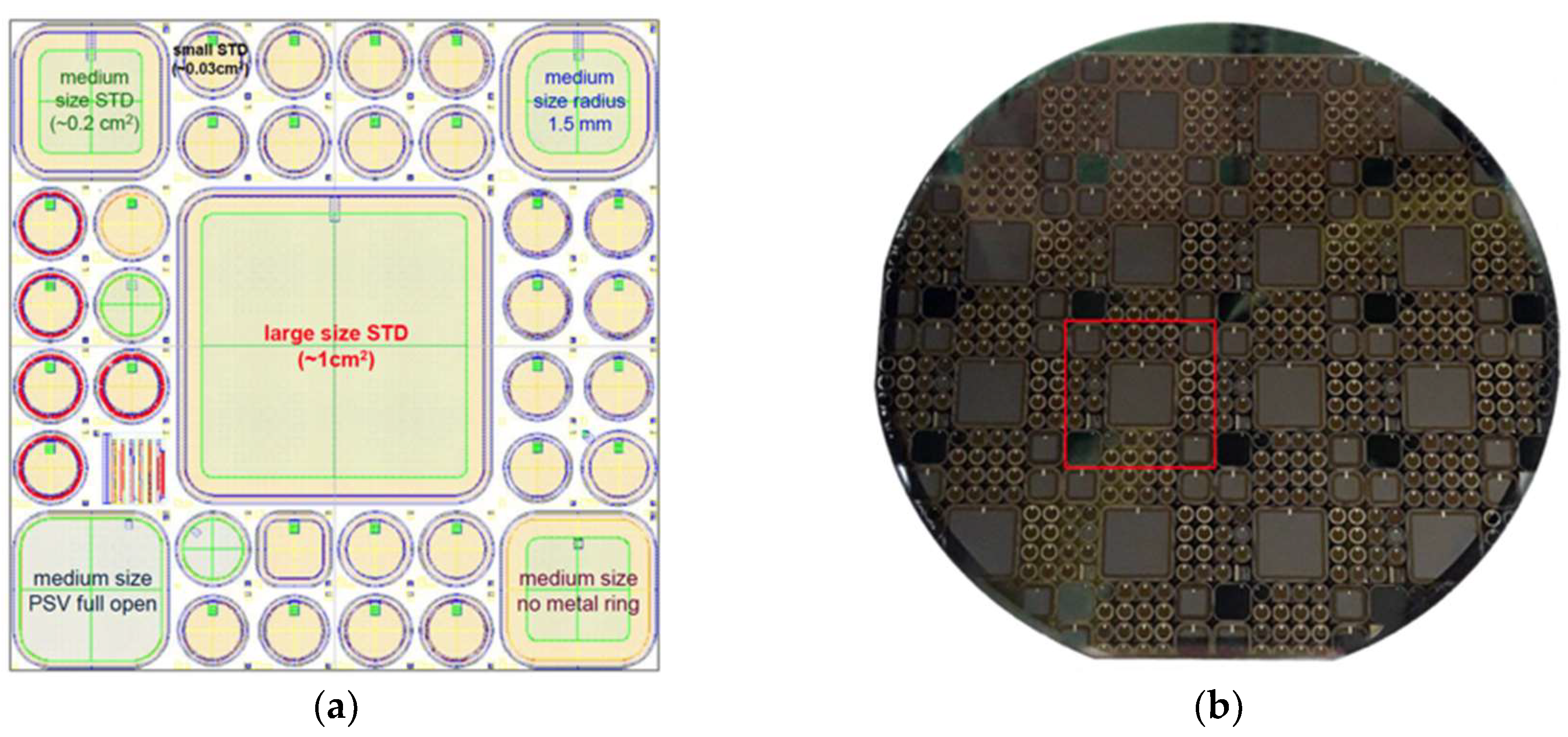
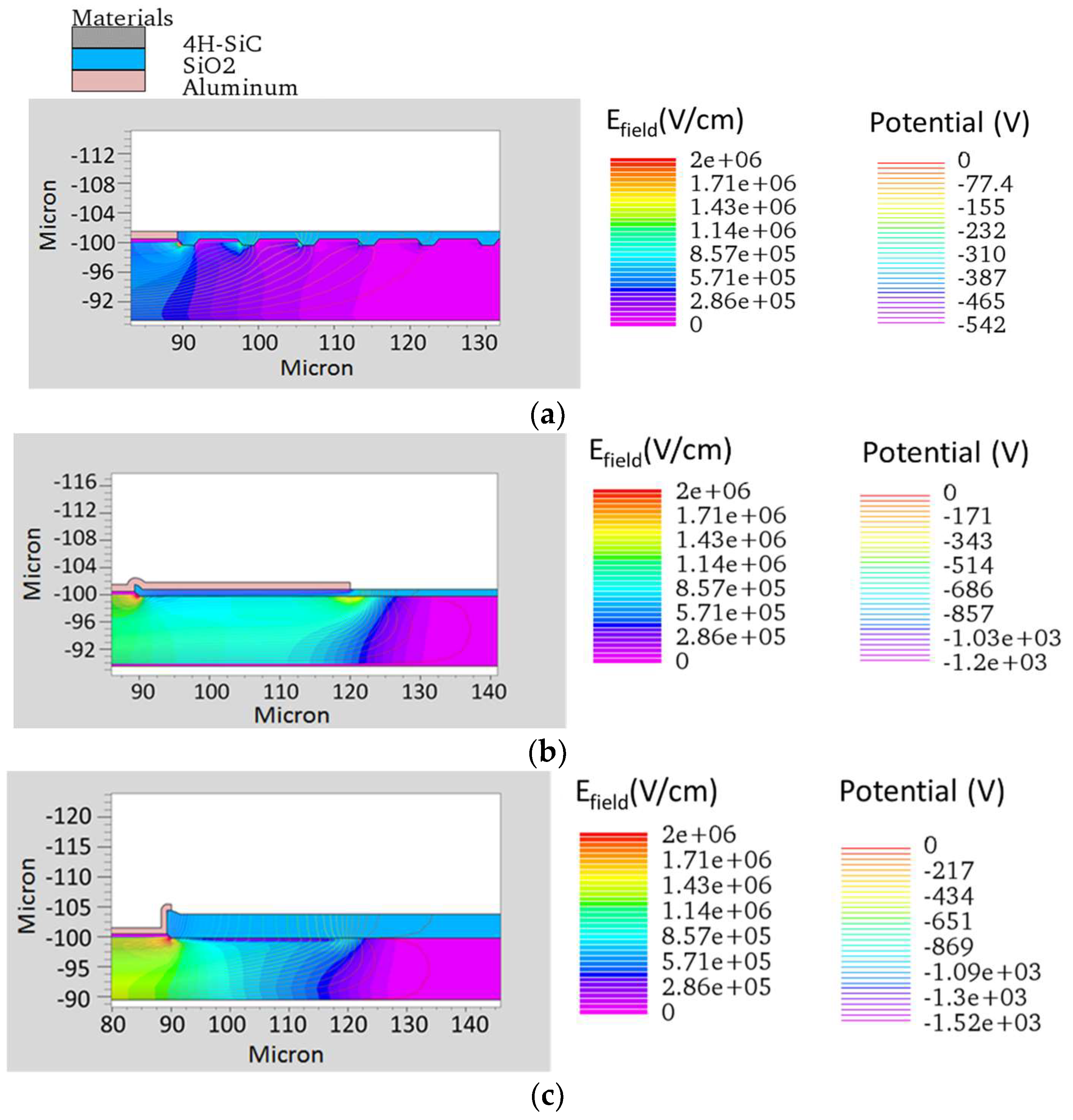
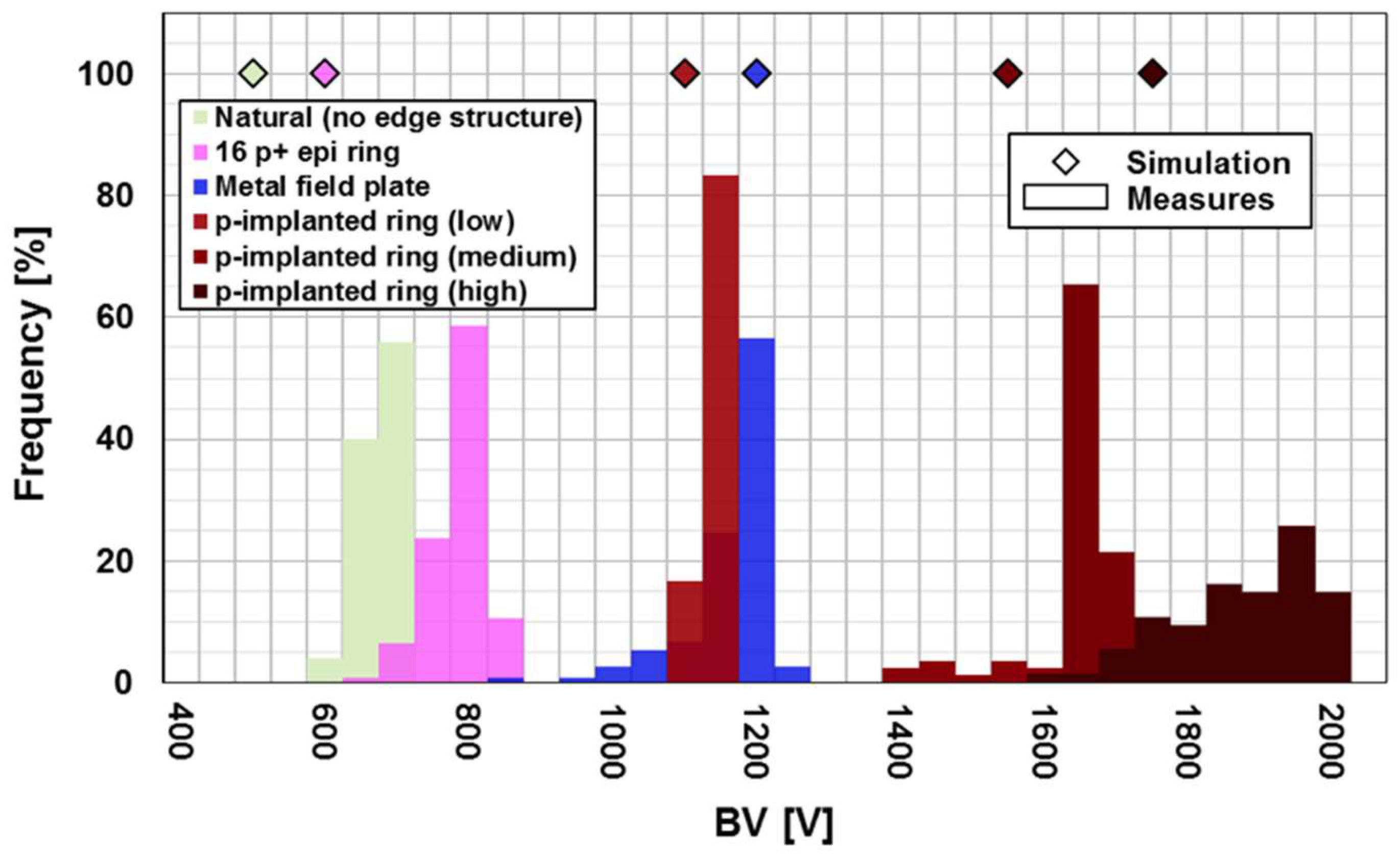
3.2. Prototypes Processing
4. 10 μm Thick Detectors
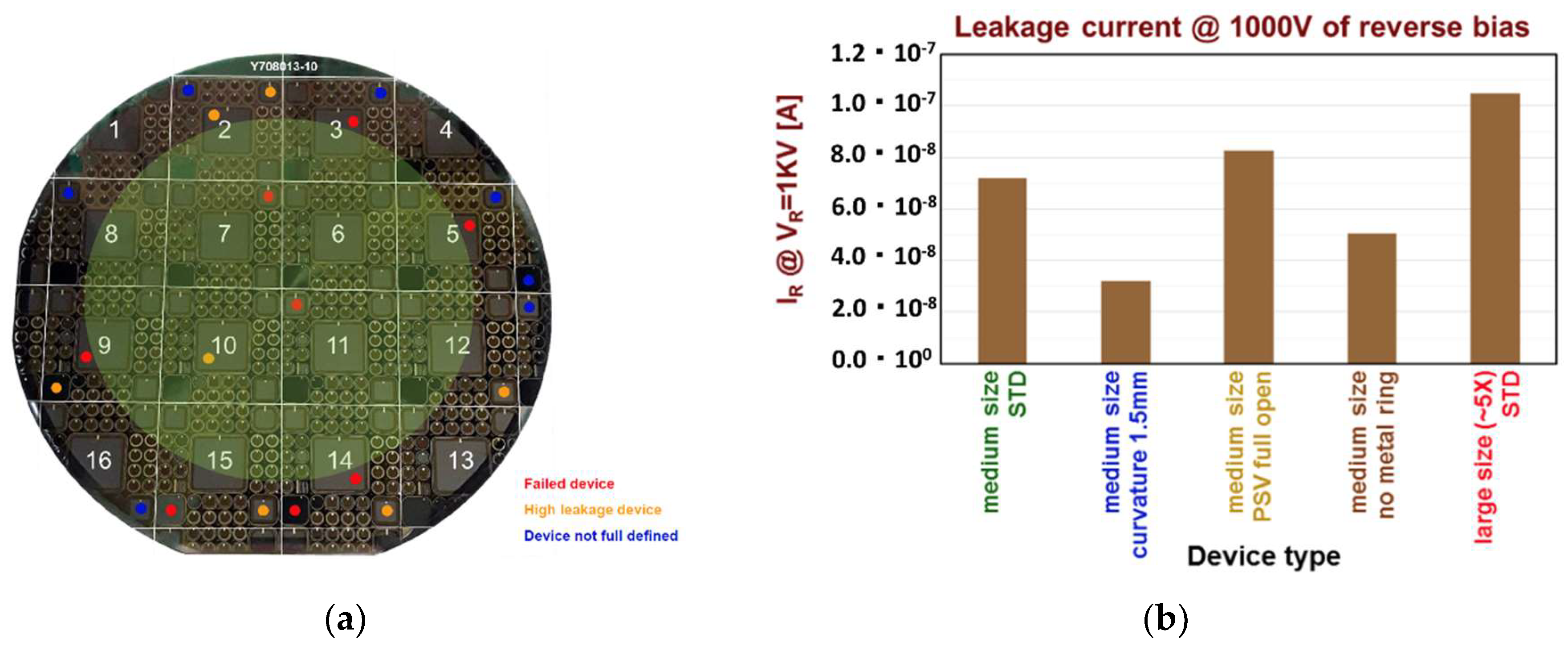
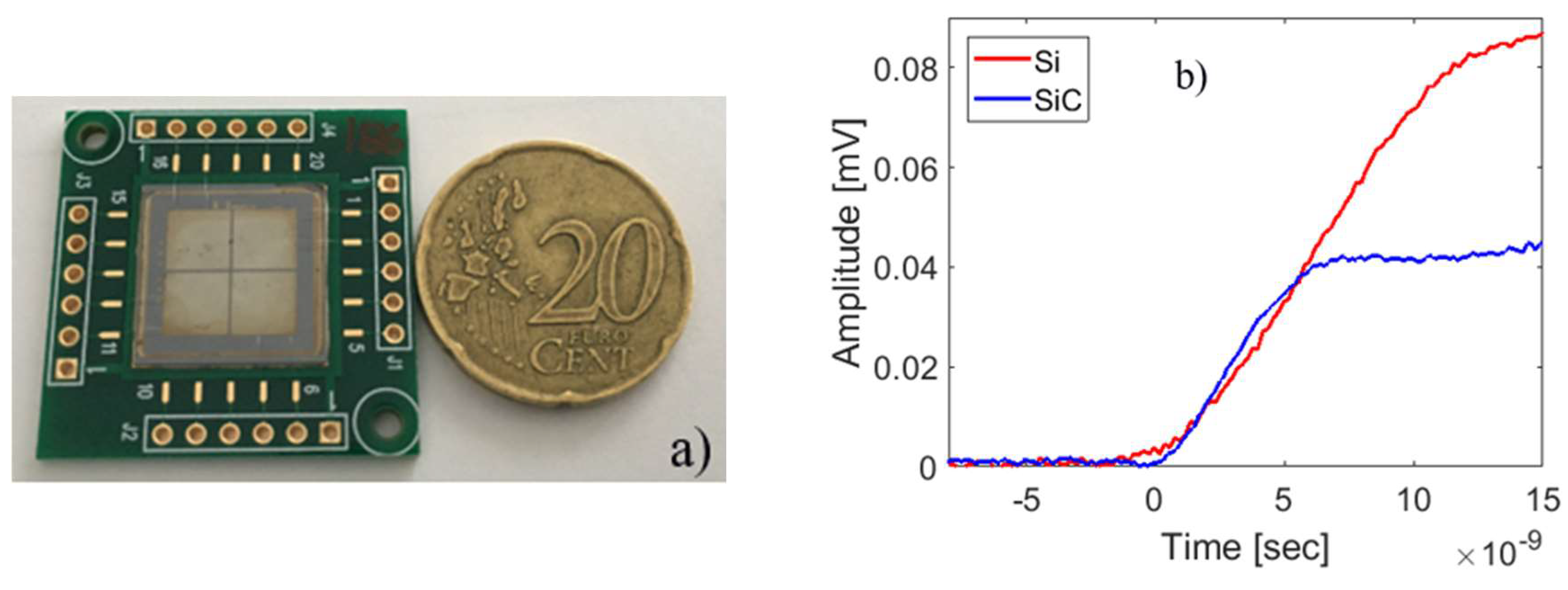
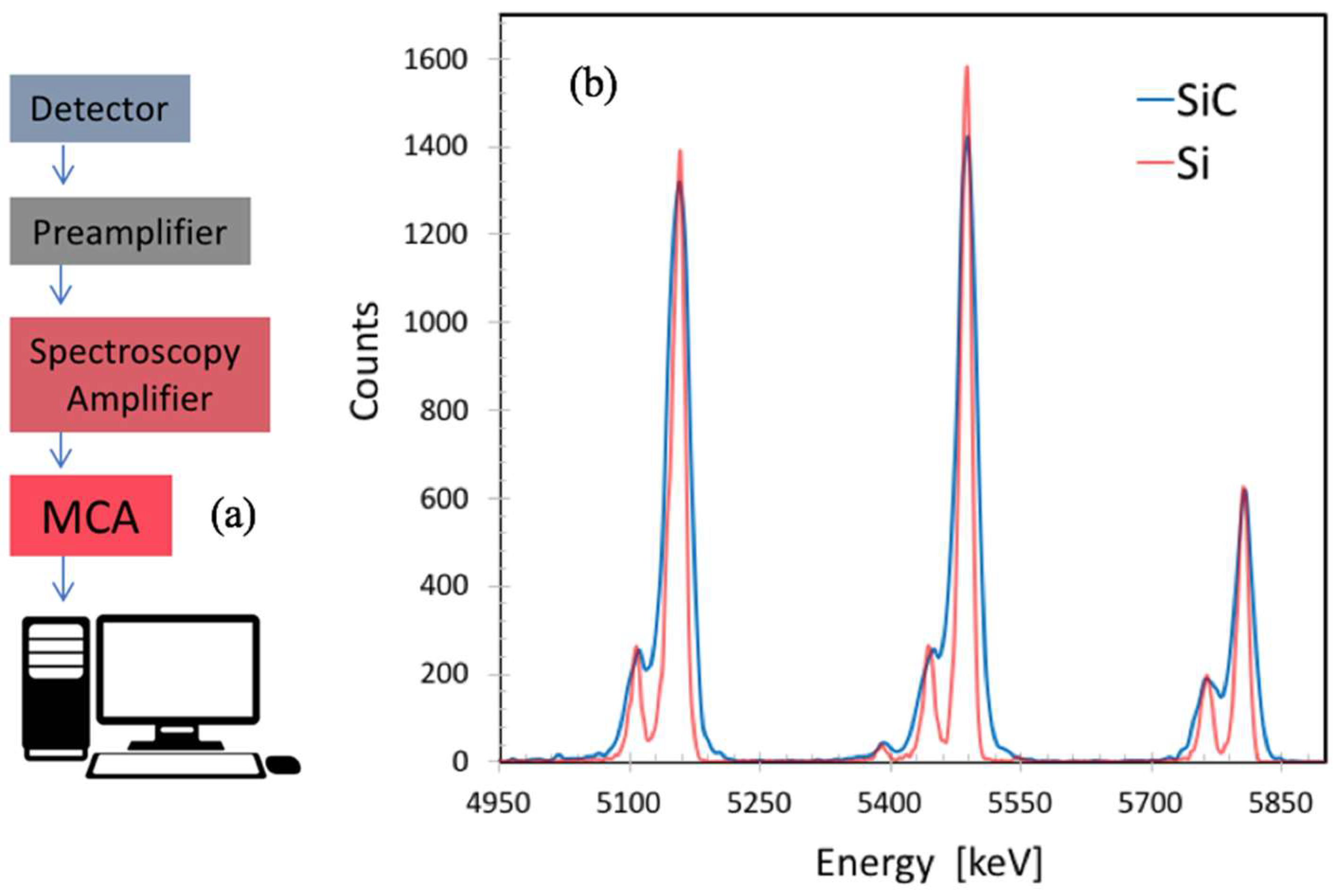
5. Detector Testing: First Results
6. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Harnisch, B.; Kunkel, B.; Deyerler, M.; Bauereisen, S.; Papenburg, U. Ultra-light weight C/SiC Mirrors and Structures. ESA Bull. 1998, 95, 108. [Google Scholar]
- Wang, X.; Kato, K.; Adachi, K.; Aizawa, K. Loads carrying capacity map for the surface texture design of SiC thrust bearing sliding in water. Tribol. Int. 2003, 36, 189–197. [Google Scholar] [CrossRef]
- Matsunami, H.; Kimoto, T. Step-controlled epitaxial growth of SiC: High quality homoepitaxy. Mater. Sci. Eng. 1997, 20, 125–166. [Google Scholar] [CrossRef]
- Available online: www.ioffe.ru/SVA/NSM/Semicond/SiC (accessed on 12 July 2018).
- La Via, F.; Camarda, M.; La Magna, A. Mechanisms of growth and defect properties of epitaxial SiC. Appl. Phys. Rev. 2014, 1, 31301. [Google Scholar] [CrossRef]
- La Via, F.; Galvagno, G.; Roccaforte, F.; Giannazzo, F.; DiFranco, S.; Ruggiero, A.; Reitano, R.; Calcagno, L.; Foti, G.; Mauceri, M.; et al. High growth rate process in a SiC horizontal CVD reactor using HCl. Microelectron. Eng. 2006, 83, 48–50. [Google Scholar] [CrossRef]
- Calcagno, L.; Izzo, G.; Litrico, G.; Foti, G. Optical and electrical properties of 4H-SiC epitaxial layer grown with HCl addition. J. Appl. Phys. 2007, 102, 043523. [Google Scholar] [CrossRef]
- La Via, F.; Galvagno, G.; Firrincieli, A.; Roccaforte, F.; di Franco, S.; Ruggiero, A.; Barbera, M.; Reitano, R.; Musumeci, P.; Calcagno, L.; et al. Epitaxial Layers Grown with HCl Addition: A Comparison with the Standard Process. Mater. Sci. Forum 2006, 527–529, 163–166. [Google Scholar] [CrossRef]
- La Via, F.; Izzo, G.; Mauceri, M.; Pistone, G.; Condorelli, G.; Perdicaro, L.; Abbondanza, G.; Calcagno, L.; Foti, G.; Crippa, D. 4H-SiC epitaxial layer growth by trichlorosilane (TCS). J. Cryst. Growth 2008, 311, 107–113. [Google Scholar] [CrossRef]
- Leone, S.; Mauceri, M.; Pistone, G.; Abbondanza, G.; Portuese, F.; Abagnale, G.; Luca Valente, G.; Crippa, D.; Barbera, M.; Reitano, R.; et al. SiC-4H epitaxial layer growth using trichlorosilane (TCS) as silicon precursor. Mater. Sci. Forum 2006, 527, 179–182. [Google Scholar] [CrossRef]
- Camarda, M.; La Magna, A.; Canino, A.; La Via, F. Stacking faults evolution during epitaxial growths: Role of surface the kinetics. Surf. Sci. 2010, 604, 939–942. [Google Scholar] [CrossRef]
- Kimoto, T. Material science and device physics in SiC technology for high-voltage power devices. Jpn. J. Appl. Phys. 2015, 54, 04010. [Google Scholar] [CrossRef]
- Privitera, S.M.S.; Litrico, G.; Camarda, M.; Piluso, N.; La Via, F. Electrical properties of extended defects in 4H-SiC investigated by photoinduced current measurements. Appl. Phys. Express 2017, 10, 036601. [Google Scholar] [CrossRef]
- Benamara, M.; Zhang, X.; Skowronski, M. Structure of the carrot defect in 4H-SiC epitaxial layers. Appl. Phys. Lett. 2005, 86, 021905. [Google Scholar] [CrossRef]
- Tsuchida, H.; Kamata, I.; Nagono, M. Investigation of defect formation in 4H-SiC epitaxial growth by X-ray topography and defect selective etching. J. Cryst. Growth 2007, 306, 254–261. [Google Scholar] [CrossRef]
- Okada, T.; Kimoto, T.; Tamai, K.; Matsunami, H.; Inoko, F. Crystallographic defects under device-killing surface faults in a homoepitaxially grown film of SiC. Mater. Sci. Eng. A 2003, 361, 67–74. [Google Scholar] [CrossRef]
- Powell, J.A.; Larkin, D.J. Process-Induced Morphological Defects in Epitaxial CVD Silicon Carbide. Phys. Status Solidi B 1997, 202, 529–548. [Google Scholar] [CrossRef] [Green Version]
- Kimoto, T.; Chen, Z.Y.; Tamura, S.; Nakamura, S.-I.; Onojima, N.; Matsunami, H. Surface Morphological Structures of 4H-, 6H- and 15R-SiC (0001) Epitaxial Layers Grown by Chemical Vapor Deposition. Jpn. J. Appl. Phys. 2001, 40, 3315. [Google Scholar] [CrossRef]
- Konstationov, A.O.; Hallin, C.; Pécz, B.; Kordina, O.; Janzénb, E. The mechanism for cubic SiC formation on off-oriented substrates. J. Cryst. Growth 1997, 178, 495–504. [Google Scholar] [CrossRef]
- Camarda, M.; La Magna, A.; Fiorenza, P.; Giannazzo, F.; La Via, F. Defect formation and evolution in the step-flow growth of silicon carbide: A Monte Carlo study. J. Cryst. Growth 2008, 310, 971–975. [Google Scholar] [CrossRef]
- Bertuccio, G.; Puglisi, D.; Pullia, A.; Lanzieri, C. X-γ Ray Spectroscopy with Semi-Insulating 4H-Silicon Carbide. IEEE Trans. Nucl. Sci. 2013, 60, 1436–1441. [Google Scholar] [CrossRef]
- Ivanov, A.M.; Strokan, N.B.; Lebedev, A.A. Radiation hardness of a wide-bandgap material by the example of SiC nuclear radiation detectors. Nucl. Instrum. Methods Phys. Res. A 2012, 675, 20–23. [Google Scholar] [CrossRef]
- Raciti, G.; De Napoli, M.; Giacoppo, F.; Rapisarda, E.; Sfienti, C. Detection Properties and Radiation Damage Effects in SiC Diodes Irradiated with Light Ions. Nucl. Phys. A 2010, 834, 784–787. [Google Scholar] [CrossRef]
- Nava, F.; Vattone, E.; Vanni, P.; Verzellesi, G.; Fuochi, P.G.; Lanzieri, C.; Glaser, M. Radiation tolerance of epitaxial silicon carbide detectors for electrons, protons and gamma-rays. Nucl. Instrum. Methods Phys. Res. A 2003, 505, 645–655. [Google Scholar] [CrossRef]
- Izzo, G.; Litrico, G.; Calcagno, L.; Foti, G.; La Via, F. Electrical properties of high energy ion irradiated 4H-SiC4H-SiC Schottky diodes. J. Appl. Phys. 2008, 104, 093711. [Google Scholar] [CrossRef]
- Mazzillo, M.; Condorelli, G.; Campisi, A.; Sciacca, E.; Belluso, M.; Billotta, S.; Sanfilippo, D.; Fallica, G.; Cosentino, L.; Finocchiaro, P.; et al. Single photon avalanche photodiodes arrays. Sens. Actuators A Phys. 2007, 138, 306–312. [Google Scholar] [CrossRef]
- Cristoforetti, G.; Anzalone, A.; Baffigi, F.; Bussolino, G.; D’Arrigo, G.; Fulgentini, L.; Giulietti, A.; Koester, P.; Labate, L.; Tudisco, S.; et al. Investigation on laser–plasma coupling in intense, ultrashort irradiation of a nanostructured silicon target. Plasma Phys. Controll. Fusion 2014, 56, 095001. [Google Scholar] [CrossRef]
- Cappuzzello, F.; Agodi, C.; Cavallaro, M.; Carbone, D.; Tudisco, S.; Lo Presti, D.; Oliveira, J.R.B.; Finocchiaro, P.; Colonna, M.; Rifuggiato, D.; et al. The NUMEN project: NUclear Matrix Elements for Neutrinoless double beta decay. Eur. Phys. J. A 2018, 54, 72. [Google Scholar] [CrossRef]
- Cappuzzello, F.; Agodi, C.; Bondì, M.; Carbone, D.; Cavallaro, M.; Foti, A. The role of nuclear reactions in the problem of 0νββ decay and the NUMEN project at INFN-LNS. J. Phys. Conf. Ser. 2015, 630, 012018. [Google Scholar] [CrossRef]
- Negoita, F.; Roth, M.; Thirolf, P.G.; Tudisco, S.; Hannachi, F.; Moustaizis, S.; Pomerantz, I.; Mckenna, P.; Fuchs, J.; Sphor, K.; et al. Laser driven nuclear physics at ELI-NP. Roman. Rep. Phys. 2016, 68, S37–S144. [Google Scholar]
- Cirrone, G.A.P.; Carpinelli, M.; Cuttone, G.; Gammino, S.; Bijan Jia, S.; Korn, G.; Maggiore, M.; Manti, L.; Margarone, D.; Prokupek, J.; et al. ELIMED, future hadrontherapy applications of laser-accelerated beams. Nucl. Instrum. Methods Phys. Res. A 2013, 730, 174–177. [Google Scholar] [CrossRef]
- The FAZIA Collaboration; Bougault, R.; Poggi, G.; Barlini, S.; Borderie, B.; Casini, G.; Chbihi, A.; Le Neindre, N.; Pârlog, M.; Pasquali, G.; et al. The FAZIA project in Europe: R&D phase. Eur. Phys. J. A 2014, 50, 47. [Google Scholar] [Green Version]
- Knoll, G.F. Radiation Detection and Measurement; John Wiley & Sons: New York, NY, USA, 2010. [Google Scholar]
- Bertuccio, G.; Caccia, S.; Casiraghi, R.; Lanzieri, C. Possibility of Subelectron Noise with Room-Temperature Silicon Carbide Pixel Detectors. IEEE Trans. Nucl. Sci. 2006, 53, 2421–2427. [Google Scholar] [CrossRef]
- Available online: http://www.lpe-epi.com/pe106.aspx?sm=sm21 (accessed on 12 July 2018).
- Available online: https://www.kla-tencor.com/Compound-Semiconductor-Manufacturing/candela-cs920.html (accessed on 12 July 2018).
- La Via, F.; Izzo, G.; Camarda, M.; Abbondanza, G.; Crippa, D. Thick epitaxial layers growth by chlorine addition. Mater. Sci. Forum 2009, 615–617, 55–60. [Google Scholar] [CrossRef]
- Danno, K.; Nakamura, D.; Kimoto, T. Investigation of carrier lifetime in 4H-SiC epilayers and lifetime control by electron irradiation. Appl. Phys. Lett. 2007, 90, 202109. [Google Scholar] [CrossRef] [Green Version]
- Hiyoshi, T.; Kimoto, T. Reduction of Deep Levels and Improvement of Carrier Lifetime in n-Type 4H-SiC by Thermal Oxidation. Appl. Phys. Express 2009, 2, 041101. [Google Scholar] [CrossRef]
- Makhtari, A.; La Via, F.; Raineri, V.; Calcagno, L.; Frisna, F. Structural characterization of titanium silicon carbide reaction. Microelectron. Eng. 2001, 55, 375–381. [Google Scholar] [CrossRef]
- Bojano, C.; Pullia, A.; Pagano, A. Wide-dynamic-range fast preamplifier for pulse shape analysis of signals from high-capacitance detectors. IEEE Trans. Nucl. Sci. 2004, 51, 1931–1935. [Google Scholar]
- Akimoto, Y.; Inoue, Y.; Minowa, M. Measurement of the thickness of an insensitive surface layer of a PIN photodiode. Nucl. Instrum. Methods Phys. Res. A 2006, 557, 684–687. [Google Scholar] [CrossRef] [Green Version]
- Available online: http://www.srim.org/ (accessed on 12 July 2018).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | 4H–SiC | Si |
|---|---|---|
| Egap [eV] | 3.23 | 1.12 |
| Ebreakdown [V/cm] | 3–4 × 106 | 3 × 105 |
| µe [cm2/Vs] | 800 | 1450 |
| µh [cm2/Vs] | 115 | 450 |
| Vsaturation [cm/s] | 2 × 107 | 0.8 × 106 |
| Z | 14/6 | 14 |
| εr | 9.7 | 11.9 |
| E–h energy [eV] | 7.6–8.4 | 3.6 |
| Density [g/cm3] | 3.22 | 2.33 |
| Displacement E [eV] | 30–40 | 13–15 |
| Thermal Conductivity [W/cm·K] | 4.9 | 1.5 |
| Detectors | ||
|---|---|---|
| SiC | 10.3 | 5.0 |
| Si | 7.3 | 3.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tudisco, S.; La Via, F.; Agodi, C.; Altana, C.; Borghi, G.; Boscardin, M.; Bussolino, G.; Calcagno, L.; Camarda, M.; Cappuzzello, F.; et al. SiCILIA—Silicon Carbide Detectors for Intense Luminosity Investigations and Applications. Sensors 2018, 18, 2289. https://doi.org/10.3390/s18072289
Tudisco S, La Via F, Agodi C, Altana C, Borghi G, Boscardin M, Bussolino G, Calcagno L, Camarda M, Cappuzzello F, et al. SiCILIA—Silicon Carbide Detectors for Intense Luminosity Investigations and Applications. Sensors. 2018; 18(7):2289. https://doi.org/10.3390/s18072289
Chicago/Turabian StyleTudisco, Salvatore, Francesco La Via, Clementina Agodi, Carmen Altana, Giacomo Borghi, Maurizio Boscardin, Giancarlo Bussolino, Lucia Calcagno, Massimo Camarda, Francesco Cappuzzello, and et al. 2018. "SiCILIA—Silicon Carbide Detectors for Intense Luminosity Investigations and Applications" Sensors 18, no. 7: 2289. https://doi.org/10.3390/s18072289