Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components




Abstract
:1. Infrared Thermography for Aerospace Applications
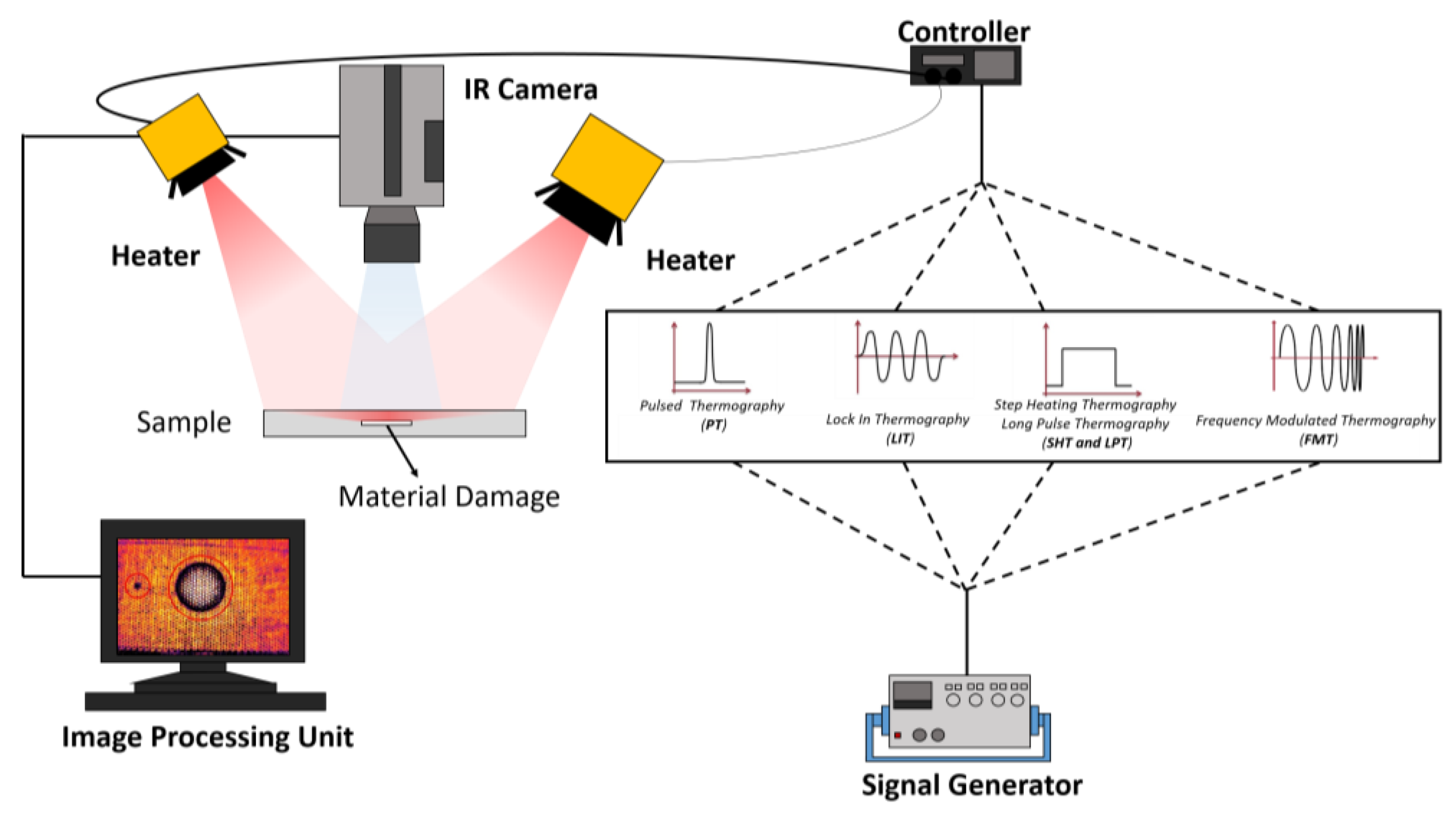
2. Optically Stimulated Thermography
2.1. Pulsed Thermography
2.2. Lock-In Thermography
2.3. Step Heating and Long Pulse Thermography
2.4. Frequency Modulated Thermography
2.5. Laser-Spot Thermography and Laser-Line Thermography
3. Ultrasonic Stimulated Thermography
3.1. Ultrasonic Stimulated Thermography Using the Local Damage Resonance Effect
3.2. Nonlinear Ultrasonic Stimulated Thermography
4. Eddy Current Stimulated Thermography
4.1. Microwave Thermography
5. Material-Based Thermography
5.1. Direct Material-Based Thermography
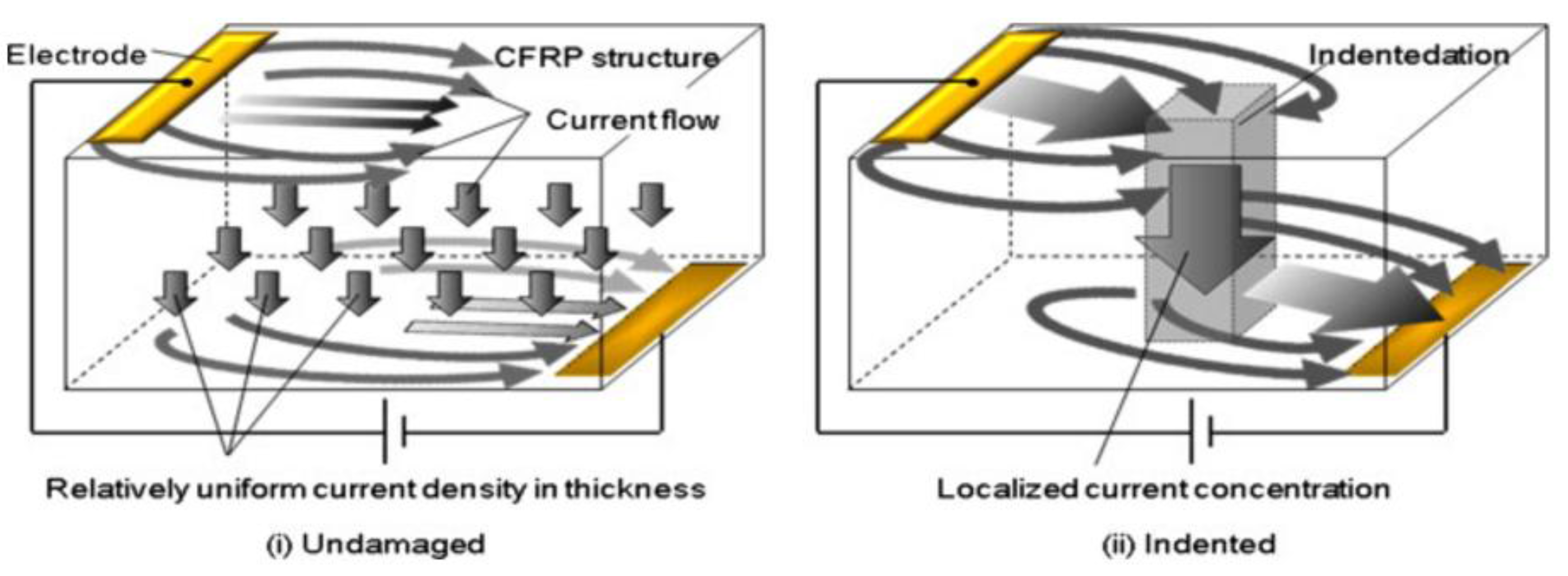
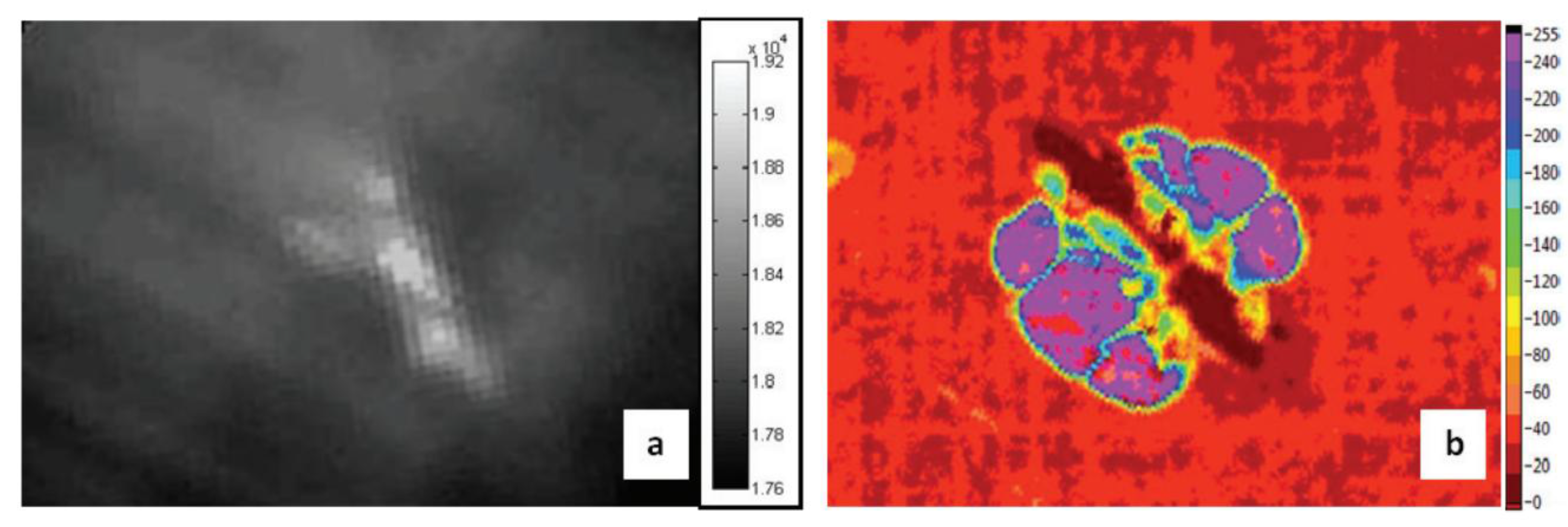
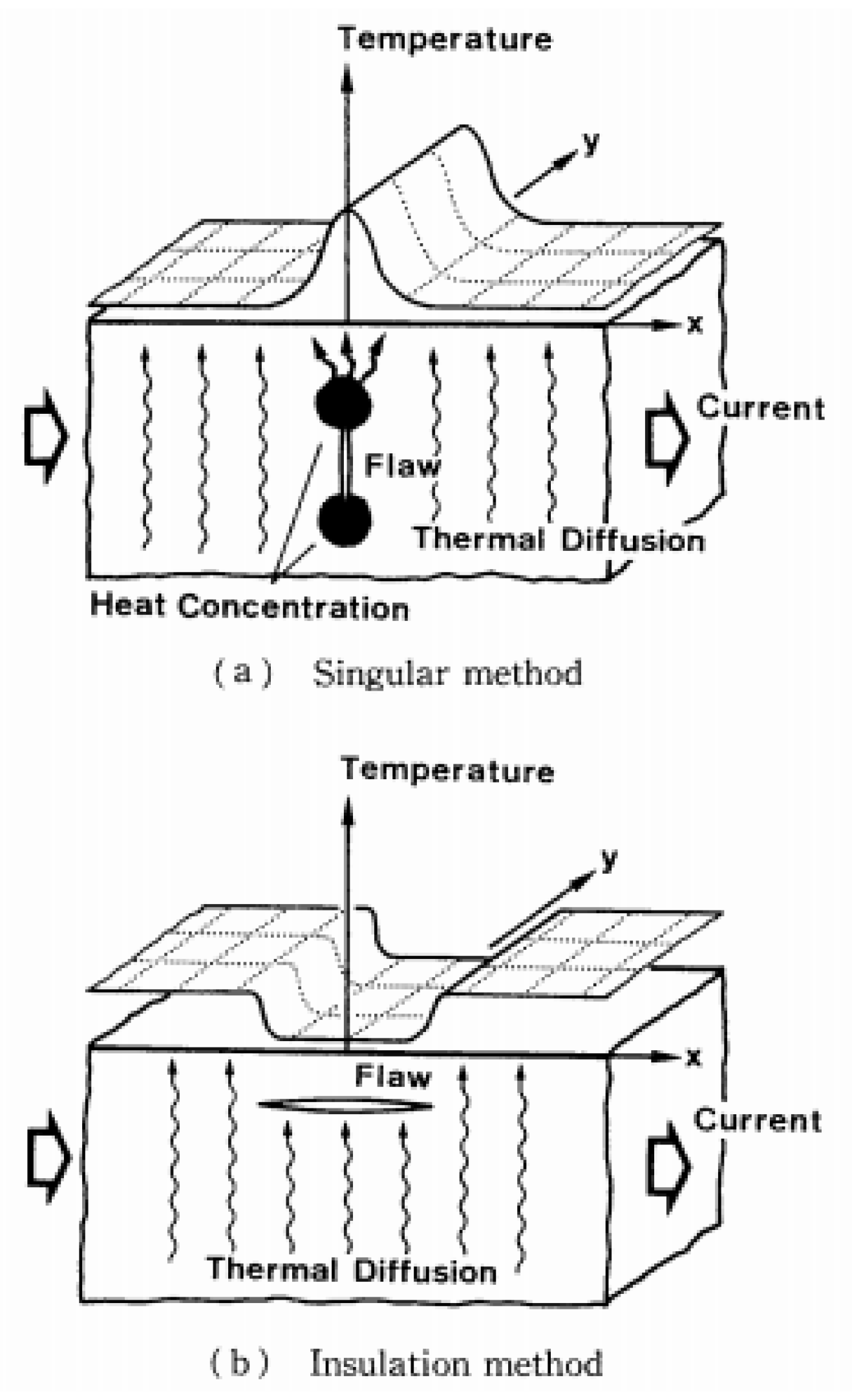
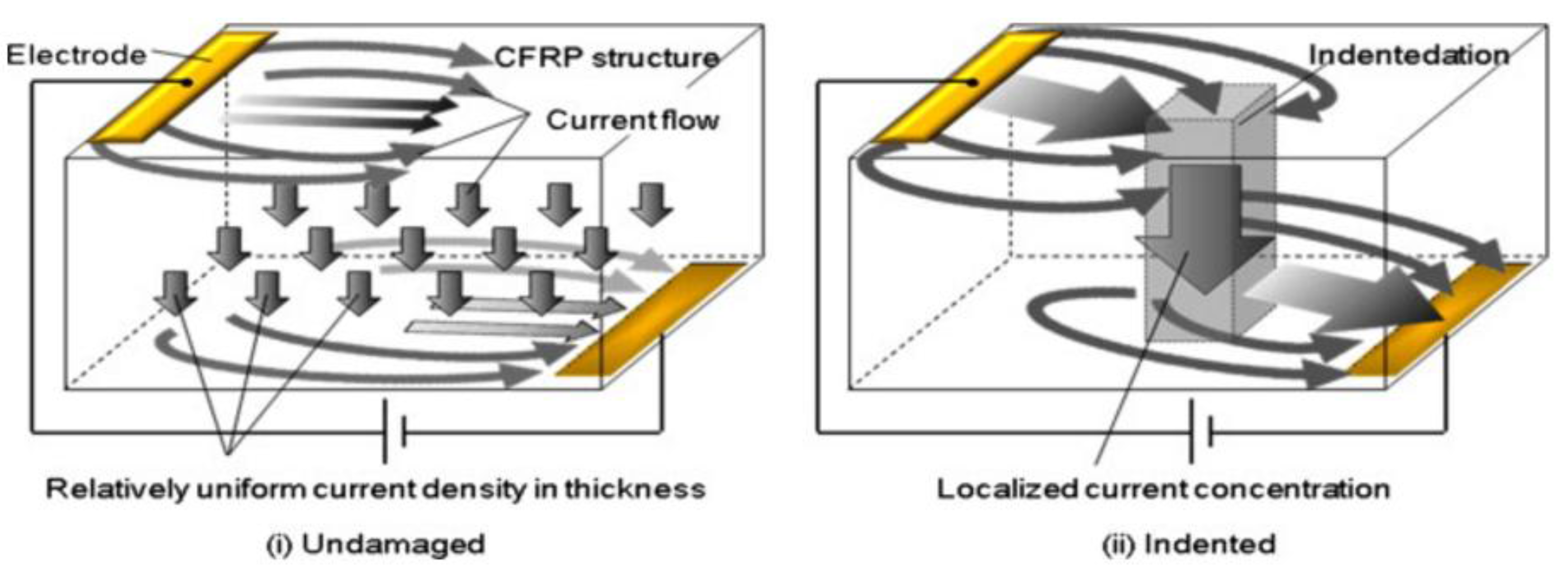
5.1.1. Electrical Resistance Change Method and Thermography
5.2. Indirect Material-Based Thermography
5.2.1. Metal-Based Thermography
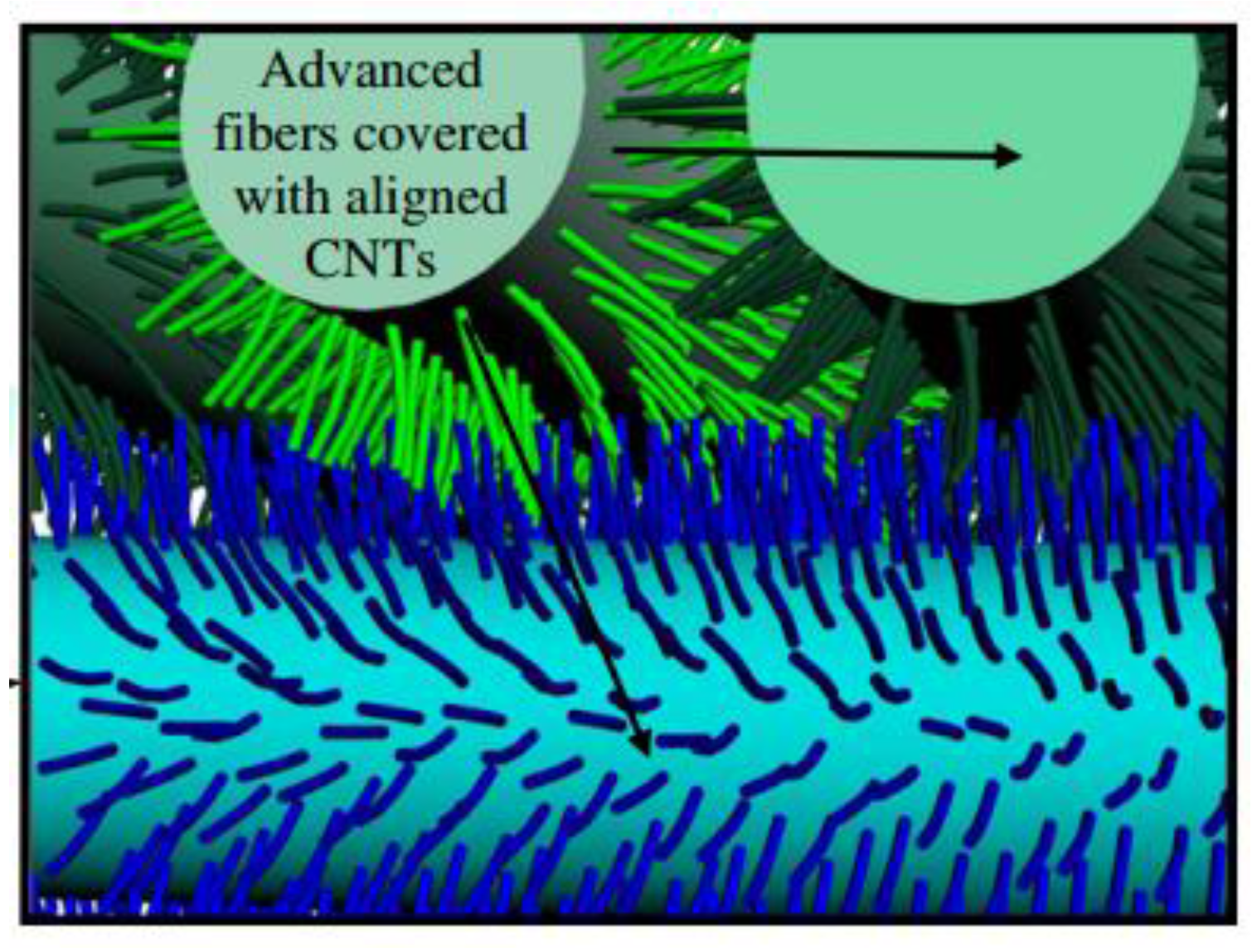
5.2.2. Carbon Nanotubes-Based Thermography
5.2.3. Shape Memory Alloys-Based Rapid Thermography
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Boccardi, S.; Boffa, N.D.; Carlomagno, G.M.; Maio, L.; Meola, C.; Ricci, F. Infrared thermography and ultrasonics to evaluate composite materials for aeronautical applications. J. Phys. 2015, 658, 012007. [Google Scholar] [CrossRef]
- Montesano, J.; Bougherara, H.; Fawaz, Z. Application of infrared thermography for the characterization of damage in braided carbon fiber reinforced polymer matrix composites. Compos. Part B Eng. 2014, 60, 137–143. [Google Scholar] [CrossRef]
- De Angelis, G.; Dati, E.; Bernabei, M.; Betti, L.; Menner, P. Non Destructive Investigation of disbonding damage in air cooling inlet composite panel using active thermography and shearography. MAYFEB J. Mater. Sci. 2016, 1, 10–20. [Google Scholar]
- Ranjit, S.; Choi, M.; Kim, W. Quantification of defects depth in glass fiber reinforced plastic plate by infrared lock-in thermography. J. Mech. Sci. Technol. 2016, 30, 1111–1118. [Google Scholar] [CrossRef]
- Rana, S.; Fangueiro, R. (Eds.) Advanced Composite Materials for Aerospace Engineering: Processing, Properties and Applications; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- Abrate, S. Impact on Composite Structures; Cambridge University Press: Cambridge, UK, 2005. [Google Scholar]
- Hull, D.; Clyne, T. An Introduction to Composite Materials; Cambridge University Press: Cambridge, UK, 1996. [Google Scholar]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Brown, W.F.; Ho, C.Y.; Mindlin, H. Aerospace Structural Metals Handbook; CINDAS-USAF CRDA Handbooks Operation; Purdue University: West Lafayette, IN, USA, 1979. [Google Scholar]
- Lopez, F.; Sfarra, S.; Ibarra-Castanedo, C.; Paoletti, D.; Maldague, X. Integration of infrared and optical imaging techniques for the nondestructive inspection of aeronautic parts. In SPIE Thermosense Conference: Thermal Infrared Applications XXXVII; International Society for Optics and Photonics: Baltimore, MD, USA, 2015; Volume 9485, p. 948506. [Google Scholar]
- Sfarra, S.; Ibarra-Castanedo, C.; Avdelidis, N.P.; Genest, M.; Bouchagier, L.; Kourousis, D.; Tsimogiannis, A.; Anastassopoulous, A.; Bendada, A.; Maldague, X.; et al. A comparative investigation for the nondestructive testing of honeycomb structures by holographic interferometry and infrared thermography. J. Phys. 2010, 214, 012071. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C.; Galmiche, F.; Darabi, A.; Pilla, M.; Klein, M.; Ziadi, A.; Maldague, X.P. Thermographic nondestructive evaluation: Overview of recent progress. Proc. SPIE 2003, 5073, 450–459. [Google Scholar]
- Balageas, D.; Maldague, X.; Burleigh, D.; Vavilov, V.P.; Oswald-Tranta, B.; Roche, J.M.; Carlomagno, G.M. Thermal (IR) and Other NDT Techniques for Improved Material Inspection. J. Nondestruct. Eval. 2016, 35, 1–17. [Google Scholar] [CrossRef]
- Montesano, J.; Fawaz, Z.; Bougherara, H. Use of infrared thermography to investigate the fatigue behavior of a carbon fiber reinforced polymer composite. Compos. Struct. 2013, 97, 76–83. [Google Scholar] [CrossRef]
- Bates, D.; Smith, G.; Lu, D.; Hewitt, J. Rapid thermal non-destructive testing of aircraft components. Compos. Part B Eng. 2000, 31, 175–185. [Google Scholar] [CrossRef]
- Vavilov, V.P.; Pawar, S.S. A novel approach for one-sided thermal nondestructive testing of composites by using infrared thermography. Polym. Test. 2015, 44, 224–233. [Google Scholar] [CrossRef]
- Pickering, S.; Almond, D.-P. Matched excitation energy comparison of the pulse and lock-in thermography. NDT E Int. 2008, 41, 501–509. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C.; Maldague, X.P.V. Infrared Thermography. In Handbook of Technical Diagnostics; Czichos, H., Ed.; Springer: Berlin, Heidelberg, Germany, 2013; pp. 175–220. [Google Scholar]
- Yang, R.; He, Y. Optically and non-optically excited thermography for composites: A review. Infrared Phys. Technol. 2016, 75, 26–50. [Google Scholar] [CrossRef]
- Maldague, X.P. Theory and Practice of Infrared Technology for Nondestructive Testing; John Wiley Interscience: New York, NY, USA, 2001. [Google Scholar]
- Bai, W.; Wong, B.S. Nondestructive evaluation of aircraft structure using lockin thermography. In Proceedings of the SPIE’s 5th Annual International Symposium on Nondestructive Evaluation and Health Monitoring of Aging Infrastructure, Newport Beach, CA, USA, 6–8 March 2000; International Society for Optics and Photonics: Bellingham, WA, USA, 2000; pp. 37–46. [Google Scholar]
- Badghaish, A.A.; Fleming, D.C. Non-destructive inspection of composites using step heating thermography. J. Compos. Mater. 2008, 42, 1337–1357. [Google Scholar] [CrossRef]
- Almond, D.P.; Angioni, S.L.; Pickering, S.G. Long pulse excitation thermographic non-destructive evaluation. NDT E Int. 2017, 87, 7–14. [Google Scholar]
- Mulaveesala, R.; Tuli, S. Theory of frequency modulated thermal wave imaging for nondestructive subsurface defect detection. Appl. Phys. Lett. 2006, 89, 191913. [Google Scholar] [CrossRef]
- Li, T.; Almond, D.P.; Rees, D.A.S. Crack imaging by scanning pulsed laser spot thermography. NDT E Int. 2011, 44, 216–225. [Google Scholar] [CrossRef]
- Woolard, Deonna F.; Cramer, K.E. Line scan versus flash thermography: Comparative study on reinforced carbon-carbon. In Thermosense XXVII; International Society for Optics and Photonics: Bellingham, WA, USA, 2005; Volume 5782, pp. 315–324. [Google Scholar]
- Zweschper, T.; Riegert, G.; Dillenz, A.; Busse, G. Ultrasound excited thermography-advances due to frequency modulated elastic waves. Quant. InfraRed Thermogr. J. 2005, 2, 65–76. [Google Scholar] [CrossRef]
- Fierro, G.P.M.; Ginzburg, D.; Ciampa, F.; Meo, M. Imaging of barely visible impact damage on a complex composite stiffened panel using a nonlinear ultrasound stimulated thermography approach. J. Nondestruct. Eval. 2017, 36, 69. [Google Scholar] [CrossRef]
- Wilson, J.; Tian, G.Y.; Abidin, I.Z.; Yang, S.; Almond, D. Modelling and evaluation of eddy current stimulated thermography. Nondestruct. Test. Eval. 2010, 25, 205–218. [Google Scholar] [CrossRef]
- Levesque, P.; Deom, A.; Balageas, D. Non destructive evaluation of absorbing materials using microwave stimulated infrared thermography. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Berlin, Germany, 1993; pp. 649–654. [Google Scholar]
- Sakagami, T.; Ogura, K. A New flaw inspection technique based on infrared thermal images under Joule effect heating. JSME Int. J. Ser. A 1994, 37, 380–388. [Google Scholar] [CrossRef]
- Ahmed, T.; Nino, G.; Bersee, H.; Beukers, A. Heat emitting layers for enhancing NDE of composite structures. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1025–1036. [Google Scholar] [CrossRef]
- De Villoria, R.G.; Yamamoto, N.; Miravete, A.; Wardle, B.L. Multi-physics damage sensing in nano-engineered structural composites. Nanotechnology 2011, 22, 185502. [Google Scholar] [CrossRef] [PubMed]
- Pinto, F.; Ciampa, F.; Meo, M.; Polimeno, U. Multifunctional SMArt composite material for in situ NDT/SHM and de-icing. Smart Mater. Struct. 2012, 21, 105010. [Google Scholar] [CrossRef]
- Czichos, H. Handbook of Technical Diagnostics: Fundamentals and Application to Structures and Systems; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Fazeli, H.; Mirzaei, M. Shape identification problems on detecting of defects in a solid body using inverse heat conduction approach. J. Mech. Sci. Technol. 2012, 26, 3681–3690. [Google Scholar] [CrossRef]
- Junyan, L.; Liqiang, L.; Yang, W. Experimental study on active infrared thermography as a NDI tool for carbon–carbon composites. Compos. Part B Eng. 2013, 45, 138–147. [Google Scholar] [CrossRef]
- Li, Y.; Yang, Z.W.; Zhu, J.T.; Ming, A.B.; Zhang, W.; Zhang, J.Y. Investigation on the damage evolution in the impacted composite material based on active infrared thermography. NDT E Int. 2016, 83, 114–122. [Google Scholar] [CrossRef]
- Zalameda, J.N.; Rajic, N.; Winfree, W.P. A comparison of image processing algorithms for thermal nondestructive evaluation. In AeroSense 2003; International Society for Optics and Photonics: Bellingham, WA, USA, 2003; pp. 374–385. [Google Scholar]
- Madruga, F.J.; Ibarra-Castanedo, C.; Conde, O.M.; López-Higuera, J.M.; Maldague, X. Infrared thermography processing based on higher-order statistics. NDT E Int. 2010, 43, 661–666. [Google Scholar] [CrossRef]
- Vavilov, V.P.; Burleigh, D.D. Review of pulsed thermal NDT: Physical principles, theory and data processing. NDT E Int. 2015, 73, 28–52. [Google Scholar] [CrossRef]
- Pilla, M.; Klein, M.; Maldague, X.; Salerno, A. New absolute contrast for pulsed thermography. In Proceeding QIRT; 2002; Volume 5. [Google Scholar] [CrossRef]
- Meola, C.; Carlomagno, G.M. Impact damage in GFRP: New insights with infrared thermography. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1839–1847. [Google Scholar] [CrossRef]
- Shepard, S.M.; Lhota, J.R.; Rubadeux, B.A.; Wang, D.; Ahmed, T. Reconstruction and enhancement of active thermographic image sequences. Opt. Eng. 2003, 42, 1337–1342. [Google Scholar] [CrossRef]
- Shepard, S.M. Advances in pulsed thermography. In Thermosense XXIII; International Society for Optics and Photonics: Bellingham, WA, USA, 2001; Volume 4360, pp. 511–516. [Google Scholar]
- Rajic, N. Principal component thermography for flaw contrast enhancement and flaw depth characterisation in composite structures. Compos. Struct. 2002, 58, 521–528. [Google Scholar] [CrossRef]
- Tang, Q.; Dai, J.; Bu, C.; Qi, L.; Li, D. Experimental study on debonding defects detection in thermal barrier coating structure using infrared lock-in thermographic technique. Appl. Therm. Eng. 2016, 107, 463–468. [Google Scholar] [CrossRef]
- Pawar, S.S.; Vavilov, V.P. Applying the heat conduction-based 3D normalization and thermal tomography to pulsed infrared thermography for defect characterization in composite materials. Int. J. Heat Mass Transf. 2016, 94, 56–65. [Google Scholar] [CrossRef]
- Chang, Y.-S.; Yan, Z.; Wang, K.-H.; Yao, Y. Non-destructive testing of CFRP using pulsed thermography and multi-dimensional ensemble empirical mode decomposition. J. Taiwan Inst. Chem. Eng. 2016, 61, 54–63. [Google Scholar] [CrossRef]
- Li, B.; Ye, L.; Li, E.; Shou, D.; Li, Z.; Chang, L. Gapped smoothing algorithm applied to defect identification using pulsed thermography. Nondestruct. Test. Eval. 2015, 30, 171–195. [Google Scholar] [CrossRef]
- Lopez, F.; Ibarra-Castanedo, C.; de Paulo Nicolau, V.; Maldague, X. Optimization of pulsed thermography inspection by partial least-squares regression. NDT E Int. 2014, 66, 128–138. [Google Scholar] [CrossRef]
- Zhao, Y.; Tinsley, L.; Addepalli, S.; Mehnen, J.; Roy, R. A coefficient clustering analysis for damage assessment of composites based on pulsed thermographic inspection. NDT E Int. 2016, 83, 59–67. [Google Scholar] [CrossRef]
- Almond, D.P.; Pickering, S.G. An analytical study of the pulsed thermography defect detection limit. J. Appl. Phys. 2012, 111, 093510. [Google Scholar] [CrossRef] [Green Version]
- Carslaw, H.S.; Jaeger, J.C. Conduction of Heat in Solids, 2nd ed.; Clarendon Press: Oxford, UK, 1959; Volume 1959. [Google Scholar]
- Duffy, D.G. Green’s Functions with Applications; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Ishikawa, M.; Hatta, H.; Habuka, Y.; Fukui, R.; Utsunomiya, S. Detecting deeper defects using pulse phase thermography. Infrared Phys. Technol. 2013, 57, 42–49. [Google Scholar] [CrossRef]
- Shin, P.H.; Webb, S.C.; Peters, K.J. Pulsed phase thermography imaging of fatigue-loaded composite adhesively bonded joints. NDT E Int. 2016, 79, 7–16. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C.; Maldague, X.P. Review of pulse phase thermography. In SPIE Sensing Technology+ Applications; International Society for Optics and Photonics: Bellingham, WA, USA, 2015; p. 94850T. [Google Scholar]
- Maldague, X.; Marinetti, S. Pulse phase infrared thermography. J. Appl. Phys. 1996, 79, 2694–2698. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C. Quantitative Subsurface Defect Evaluation by Pulsed Phase Thermography Depth Retrieval with the Phase. Ph.D. Thesis, Faculte des Etudes Superieurs de Universite Laval, Québec City, QC, Canada, 2005. [Google Scholar]
- Meola, C.; Carlomagno, G.M.; Giorleo, L. The use of infrared thermography for materials characterization. J. Mater. Process. Technol. 2004, 155, 1132–1137. [Google Scholar] [CrossRef]
- Yang, B.; Huang, Y.; Cheng, L. Defect detection and evaluation of ultrasonic infrared thermography for aerospace CFRP composites. Infrared Phys. Technol. 2013, 60, 166–173. [Google Scholar] [CrossRef]
- Cramer, K.E. Research Developments in Nondestructive Evaluation and Structural Health Monitoring for the Sustainment of Composite Aerospace Structures at NASA. In Proceedings of the Congress of the International Council of the Aeronautical Sciences, Daejeon, Korea, 25–30 September 2016. [Google Scholar]
- Manohar, A.; di Scalea, F.L. Modeling 3D heat flow interaction with defects in composite materials for infrared thermography. NDT E Int. 2014, 66, 1–7. [Google Scholar] [CrossRef]
- Guo, X.; Vavilov, V. Pulsed thermographic evaluation of disbonds in the insulation of solid rocket motors made of elastomers. Polym. Test. 2015, 45, 31–40. [Google Scholar] [CrossRef]
- Tang, Q.; Dai, J.; Liu, J.; Liu, C.; Liu, Y.; Ren, C. Quantitative detection of defects based on Markov–PCA–BP algorithm using pulsed infrared thermography technology. Infrared Phys. Technol. 2016, 77, 144–148. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, W.; Yang, Z.W.; Zhang, J.Y.; Tao, S.J. Low-velocity impact damage characterization of carbon fiber reinforced polymer (CFRP) using infrared thermography. Infrared Phys. Technol. 2016, 76, 91–102. [Google Scholar] [CrossRef]
- Oswald-Tranta, B. Time and frequency behaviour in TSR and PPT evaluation for flash thermography. Quant. InfraRed Thermogr. J. 2017, 14, 164–184. [Google Scholar] [CrossRef]
- Meola, C.; Carlomagno, G.M.; Squillace, A.; Vitiello, A. Non-destructive evaluation of aerospace materials with lock-in thermography. Eng. Fail. Anal. 2006, 13, 380–388. [Google Scholar] [CrossRef]
- Chatterjee, K.; Tuli, S.; Pickering, S.G.; Almond, D.P. A comparison of the pulsed, lock-in and frequency modulated thermography nondestructive evaluation techniques. NDT E Int. 2011, 44, 655–667. [Google Scholar] [CrossRef] [Green Version]
- Duan, Y.; Huebner, S.; Hassler, U.; Osman, A.; Ibarra-Castanedo, C.; Maldague, X.P. Quantitative evaluation of optical lock-in and pulsed thermography for aluminum foam material. Infrared Phys. Technol. 2013, 60, 275–280. [Google Scholar] [CrossRef]
- Kordatos, E.Z.; Dassios, K.G.; Aggelis, D.G.; Matikas, T.E. Rapid evaluation of the fatigue limit in composites using infrared lock-in thermography and acoustic emission. Mech. Res. Commun. 2013, 54, 14–20. [Google Scholar] [CrossRef]
- Grammatikos, S.A.; Kordatos, E.Z.; Matikas, T.E.; Paipetis, A.S. Service and maintenance damage assessment of composite structures using various modes of infrared thermography. In IOP Conference Series: Materials Science and Engineering; IoP Publishing: Bristol, UK, 2015; Volume 74, p. 012006. [Google Scholar]
- Zhao, H.; Zhou, Z.; Fan, J.; Li, G.; Sun, G. Application of lock-in thermography for the inspection of disbonds in titanium alloy honeycomb sandwich structure. Infrared Phys. Technol. 2016, 81, 69–78. [Google Scholar] [CrossRef]
- Montanini, R.; Freni, F. Non-destructive evaluation of thick glass fiber-reinforced composites by means of optically excited lock-in thermography. Compos. Part A Appl. Sci. Manuf. 2012, 43, 2075–2082. [Google Scholar] [CrossRef]
- Harizi, W.; Chaki, S.; Bourse, G.; Ourak, M. Mechanical damage assessment of Polymer–Matrix Composites using active infrared thermography. Compos. Part B Eng. 2014, 66, 204–209. [Google Scholar] [CrossRef]
- Junyan, L.; Yang, L.; Fei, W.; Yang, W. Study on probability of detection (POD) determination using lock-in thermography for nondestructive inspection (NDI) of CFRP composite materials. Infrared Phys. Technol. 2015, 71, 448–456. [Google Scholar] [CrossRef]
- Meola, C.; Carlomagno, G.M. Lock-in thermography to detect delamination in carbon fibres reinforced polymers. In Damage Growth in Aerospace Composites; Springer International Publishing: Geneva, Switzerland, 2015; pp. 263–279. [Google Scholar]
- Junyan, L.; Qingju, T.; Yang, W. The study of inspection on SiC coated carbon–carbon composite with subsurface defects by lock-in thermography. Compos. Sci. Technol. 2012, 72, 1240–1250. [Google Scholar] [CrossRef]
- Junyan, L.; Fei, W.; Yang, L.; Yang, W. Inverse methodology for identification the thermal diffusivity and subsurface defect of CFRP composite by lock-in thermographic phase (LITP) profile reconstruction. Compos. Struct. 2016, 138, 214–226. [Google Scholar] [CrossRef]
- Meola, C.; Boccardi, S.; Carlomagno, G.M.; Boffa, N.D.; Ricci, F.; Simeoli, G.; Russo, P. Impact damaging of composites through online monitoring and non-destructive evaluation with infrared thermography. NDT E Int. 2017, 85, 34–42. [Google Scholar] [CrossRef]
- Balageas, D.L.; Roche, J.M. Common tools for quantitative time-resolved pulse and step-heating thermography—Part I: Theoretical basis. Quant. InfraRed Thermogr. J. 2014, 11, 43–56. [Google Scholar] [CrossRef]
- Roche, J.M.; Balageas, D.L. Common tools for quantitative pulse and step-heating thermography–part II: Experimental investigation. Quant. InfraRed Thermogr. J. 2015, 12, 1–23. [Google Scholar] [CrossRef]
- Ghali, V.S.; Mulaveesala, R.; Takei, M. Frequency-modulated thermal wave imaging for non-destructive testing of carbon fiber-reinforced plastic materials. Meas. Sci. Technol. 2011, 22, 104018. [Google Scholar] [CrossRef]
- Arora, V.; Siddiqui, J.A.; Mulaveesala, R.; Muniyappa, A. Pulse compression approach to nonstationary infrared thermal wave imaging for nondestructive testing of carbon fiber reinforced polymers. IEEE Sens. J. 2015, 15, 663–664. [Google Scholar] [CrossRef]
- Burrows, S.E.; Dixon, S.; Pickering, S.G.; Li, T.; Almond, D.P. Thermographic detection of surface breaking defects using a scanning laser source. NDT E Int. 2011, 44, 589–596. [Google Scholar] [CrossRef]
- Oswald-Tranta, B.; Shepard, S.M. Comparison of pulse phase and thermographic signal reconstruction processing methods. In Thermosense: Thermal Infrared Applications XXXV; International Society for Optics and Photonics: Bellingham, WA, USA, 2013; Volume 8705, p. 87050S. [Google Scholar]
- Li, T.; Almond, D.P.; Rees, D.A.S. Crack imaging by scanning laser-line thermography and laser-spot thermography. Meas. Sci. Technol. 2011, 22, 035701. [Google Scholar] [CrossRef]
- Ley, O.; Butera, M.; Godinez, V. Inspection of composite structures using line scanning thermography. In SPIE Defense, Security, and Sensing; International Society for Optics and Photonics: Bellingham, WA, USA, 2012; p. 835406. [Google Scholar]
- Ley, O.; Godinez-Azcuaga, V. Line Scanning Thermography and its Application Inspecting Aerospace Composites. In Proceedings of the 5th International Symposium on NDT in Aerospace, Singapore, 13–15 November 2013. [Google Scholar]
- Fedala, Y.; Streza, M.; Sepulveda, F.; Roger, J.P.; Tessier, G.; Boué, C. Infrared lock-in thermography crack localization on metallic surfaces for industrial diagnosis. J. Nondestruct. Eval. 2014, 33, 335–341. [Google Scholar] [CrossRef]
- Roemer, J.; Uhl, T.; Pieczonka, L. Laser spot thermography for crack detection in aluminum structures. In Proceedings of the 7th International Symposium on NDT in Aerospace, Bremen, Germany, 16–18 November 2015; pp. 1–7. [Google Scholar]
- Khodayar, F.; Lopez, F.; Ibarra-Castanedo, C.; Maldague, X. Optimization of the inspection of large composite materials using robotized line scan thermography. J. Nondestruct. Eval. 2017, 36, 32. [Google Scholar] [CrossRef]
- Zhang, H.; Fernandes, H.; Dizeu, F.B.D.; Hassler, U.; Fleuret, J.; Genest, M.; Ibarra-Castanedo, C.; Robitaille, F.; Joncas, S.; Maldague, X. Pulsed micro-laser line thermography on submillimeter porosity in carbon fiber reinforced polymer composites: Experimental and numerical analyses for the capability of detection. Appl. Opt. 2016, 55, D1–D10. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, H.; Zhang, H.; Figueiredo, A.; Malheiros, F.; Ignacio, L.H.; Sfarra, S.; Ibarra-Castanedo, C.; Guimaraes, G.; Maldague, X. Machine Learning and Infrared Thermography for Fiber Orientation Assessment on Randomly-Oriented Strands Parts. Sensors 2018, 18, 288. [Google Scholar] [CrossRef] [PubMed]
- Barden, T.J.; Almond, D.P.; Pickering, S.G.; Morbidini, M.; Cawley, P. Detection of impact damage in CFRP composites by thermosonics. Nondestruct. Test. Eval. 2007, 22, 71–82. [Google Scholar] [CrossRef]
- Sakagami, T.; Kuroki, K.; Kubo, S.; Katsumata, R.; Matsumoto, Y.; Harada, Y. Detection of Stress Corrosion Cracking by Sonic-IR Technique. In Proceedings of the 7th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components, Yokohama, Japan, 12–14 May 2009; pp. 12–15. [Google Scholar]
- Polimeno, U.; Almond, D.P.; Weekes, B.; Chen, E.W.J. A compact thermosonic inspection system for the inspection of composites. Compos. Part B Eng. 2014, 59, 67–73. [Google Scholar] [CrossRef]
- Castelo, A.; Mendioroz, A.; Celorrio, R.; Salazar, A. Optimizing the Inversion Protocol to Determine the Geometry of Vertical Cracks from Lock-in Vibrothermography. J. Nondestruct. Eval. 2017, 36, 3. [Google Scholar] [CrossRef]
- Umar, M.Z.; Vavilov, V.; Abdullah, H.; Ariffin, A.K. Ultrasonic infrared thermography in non-destructive testing: A review. Rus. J. Nondestruct. Test. 2016, 52, 212–219. [Google Scholar] [CrossRef]
- Guo, X.; Vavilov, V. Crack detection in aluminum parts by using ultrasound-excited infrared thermography. Infrared Phys. Technol. 2013, 61, 149–156. [Google Scholar] [CrossRef]
- Gao, C.; Meeker, W.Q.; Mayton, D. Detecting cracks in aircraft engine fan blades using vibrothermography nondestructive evaluation. Reliabil. Eng. Syst. Saf. 2014, 131, 229–235. [Google Scholar] [CrossRef]
- Zhang, D.; Han, X.; Newaz, G. Sonic IR crack detection of aircraft turbine engine blades with multi-frequency ultrasound excitations. In AIP Conference Proceedings; Chimenti, D.E., Bond, L.J., Thompson, D.O., Eds.; AIP: College Park, MD, USA, 2014; Volume 1581, pp. 1644–1651. [Google Scholar]
- Burke, M.W.; Miller, W.O. Status of VibroIR at Lawrence Livermore national laboratory. In Defense and Security; International Society for Optics and Photonics: Bellingham, WA, USA, 2004; pp. 313–321. [Google Scholar]
- Dillenz, A.; Zweschper, T.; Busse, G. Burst phase-angle thermography with elastic waves. In AeroSense 2002; International Society for Optics and Photonics: Bellingham, WA, USA, 2002; pp. 572–577. [Google Scholar]
- Han, X.; Favro, L.D.; Thomas, R.L. Sonic IR imaging of delaminations and disbonds in composites. J. Phys. D Appl. Phys. 2010, 44, 034013. [Google Scholar] [CrossRef]
- Renshaw, J.; Chen, J.C.; Holland, S.D.; Thompson, R.B. The sources of heat generation in vibrothermography. NDT E Int. 2011, 44, 736–739. [Google Scholar] [CrossRef]
- Morbidini, M.; Cawley, P. A calibration procedure for sonic infrared nondestructive evaluation. J. Appl. Phys. 2009, 106, 023504. [Google Scholar] [CrossRef]
- Gaudenzi, P.; Bernabei, M.; Dati, E.; De Angelis, G.; Marrone, M.; Lampani, L. On the evaluation of impact damage on composite materials by comparing different NDI techniques. Compos. Struct. 2014, 118, 257–266. [Google Scholar] [CrossRef]
- Vavilov, V.; Świderski, W.; Derusova, D. Ultrasonic and optical stimulation in IR thermographic NDT of impact damage in carbon composites. Quant. InfraRed Thermogr. J. 2015, 12, 162–172. [Google Scholar] [CrossRef]
- Pieczonka, L.; Aymerich, F.; Brozek, G.; Szwedo, M.; Staszewski, W.J.; Uhl, T. Modelling and numerical simulations of vibrothermography for impact damage detection in composites structures. Struct. Control Health Monit. 2013, 20, 626–638. [Google Scholar] [CrossRef]
- Rizi, A.S.; Hedayatrasa, S.; Maldague, X.; Vukhanh, T. FEM modeling of ultrasonic vibrothermography of a damaged plate and qualitative study of heating mechanisms. Infrared Phys. Technol. 2013, 61, 101–110. [Google Scholar] [CrossRef]
- Derusova, D.A.; Vavilov, V.P.; Pawar, S.S. Evaluation of equivalent defect heat generation in carbon epoxy composite under powerful ultrasonic stimulation by using infrared thermography. In IOP Conference Series: Materials Science and Engineering; IoP Publishing: Bristol, UK, 2015; Volume 81, p. 012084. [Google Scholar]
- Parvasi, S.M.; Xu, C.; Kong, Q.; Song, G. Detection of multiple thin surface cracks using vibrothermography with low-power piezoceramic-based ultrasonic actuator—A numerical study with experimental verification. Smart Mater. Struct. 2016, 25, 055042. [Google Scholar] [CrossRef]
- Tao, N.; Zeng, Z.; Feng, L.; Chen, D.; Li, Y.; Zhang, C. Noncontact ultrasonic excitation thermography inspection technique. In Photonics Asia 2010; International Society for Optics and Photonics: Bellingham, WA, USA, 2010; p. 78543S78543S. [Google Scholar]
- Zalameda, J.N.; Winfree, W.P.; Yost, W.T. Air coupled acoustic thermography (ACAT) inspection technique. In AIP Conference Proceedings; Thompson, D.O., Chimenti, D.E., Eds.; AIP: College Park, MD, USA, 2008; Volume 975, pp. 467–474. [Google Scholar]
- de Angelis, G.; Meo, M.; Almond, D.P.; Pickering, S.G.; Angioni, S.L. A new technique to detect defect size and depth in composite structures using digital shearography and unconstrained optimization. NDT E Int. 2012, 45, 91–96. [Google Scholar] [CrossRef]
- Solodov, I.; Bai, J.; Busse, G. Resonant ultrasound spectroscopy of defects: Case study of flat-bottomed holes. J. Appl. Phys. 2013, 113, 223512. [Google Scholar] [CrossRef]
- Ciampa, F.; Scarselli, G.; Meo, M. On the generation of nonlinear damage resonance intermodulation for elastic wave spectroscopy. J. Acoust. Soc. Am. 2017, 141, 2364–2374. [Google Scholar] [CrossRef] [PubMed]
- Rahammer, M.; Solodov, I.; Bisle, W.; Scherling, D.; Kreutzbruck, M. Thermosonic Testing with Phase Matched Guided Wave Excitation. J. Nondestruct. Eval. 2016, 35, 47. [Google Scholar] [CrossRef]
- Rahammer, M.; Kreutzbruck, M. Fourier-transform vibrothermography with frequency sweep excitation utilizing local defect resonances. NDT E Int. 2017, 86, 83–88. [Google Scholar] [CrossRef]
- Solodov, I.; Rahammer, M.; Gulnizkij, N.; Kreutzbruck, M. Noncontact Sonic NDE and Defect Imaging via Local Defect Resonance. J. Nondestruct. Eval. 2016, 35, 48. [Google Scholar] [CrossRef]
- Fierro, G.P.M.; Ginzburg, D.; Ciampa, F.; Meo, M. Nonlinear ultrasonic stimulated thermography for damage assessment in isotropic fatigued structures. J. Sound Vib. 2017, 404, 102–115. [Google Scholar] [CrossRef]
- Dionysopoulos, D.; Fierro, G.P.M.; Meo, M.; Ciampa, F. Imaging of barely visible impact damage on a composite panel using nonlinear wave modulation thermography. NDT E Int. 2018, 95, 9–16. [Google Scholar] [CrossRef]
- Abidin, I.Z.; Tian, G.Y.; Wilson, J.; Yang, S.; Almond, D. Quantitative evaluation of angular defects by pulsed eddy current thermography. NDT E Int. 2010, 43, 537–546. [Google Scholar] [CrossRef]
- Yin, A.; Gao, B.; Yun Tian, G.; Woo, W.L.; Li, K. Physical interpretation and separation of eddy current pulsed thermography. J. Appl. Phys. 2013, 113, 064101. [Google Scholar] [CrossRef]
- Yang, R.; He, Y. Eddy current pulsed phase thermography considering volumetric induction heating for delamination evaluation in carbon fiber reinforced polymers. Appl. Phys. Lett. 2015, 106, 234103. [Google Scholar] [CrossRef]
- Cheng, L.; Tian, G.Y. Transient thermal behavior of eddy-current pulsed thermography for nondestructive evaluation of composites. IEEE Trans. Instrum. Meas. 2013, 62, 1215–1222. [Google Scholar] [CrossRef]
- Yang, R.; He, Y. Polymer-matrix composites carbon fibre characterisation and damage inspection using selectively heating thermography (SeHT) through electromagnetic induction. Compos. Struct. 2016, 140, 590–601. [Google Scholar] [CrossRef]
- Cheng, L.; Tian, G.Y. Surface crack detection for carbon fiber reinforced plastic (CFRP) materials using pulsed eddy current thermography. IEEE Sens. J. 2011, 11, 3261–3268. [Google Scholar] [CrossRef]
- Vrana, J.; Goldammer, M.; Bailey, K.; Rothenfusser, M.; Arnold, W. Induction and conduction thermography: Optimizing the electromagnetic excitation towards application. In AIP Conference Proceedings; Thompson, D.O., Chimenti, D.E., Eds.; AIP: College Park, MD, USA, 2009; Volume 1096, pp. 518–525. [Google Scholar]
- Libin, M.N.; Balasubramaniam, K.; Maxfield, B.W.; Krishnamurthy, C.V. Modeling and Simulation for crack detection in aluminium components using tone burst eddy current thermography. In Proceedings of the National Seminar & Exhibition on Non Destructive Evaluation, Pune, India, 4–6 December 2014. [Google Scholar]
- Frąckowiak, W.; Bruchwald, O.; Reimche, W.; Bach, F.W.; Maier, H.J. High Frequency Eddy-Current and Induction Thermography Inspection Techniques for Turbine Components. In Electromagnetic Nondestructive Evaluation XVII; Capova, K., Udpa, L., Janousek und BPC Rao, L., Eds.; IOS Press: Amsterdam, The Netherlands, 2014; pp. 226–233. [Google Scholar]
- Ren, W.; Liu, J.; Tian, G.Y.; Gao, B.; Cheng, L.; Yang, H. Quantitative non-destructive evaluation method for impact damage using eddy current pulsed thermography. Compos. Part B Eng. 2013, 54, 169–179. [Google Scholar] [CrossRef]
- He, Y.; Tian, G.; Pan, M.; Chen, D. Impact evaluation in carbon fiber reinforced plastic (CFRP) laminates using eddy current pulsed thermography. Compos. Struct. 2014, 109, 1–7. [Google Scholar] [CrossRef]
- Liang, T.; Ren, W.; Tian, G.Y.; Elradi, M.; Gao, Y. Low energy impact damage detection in CFRP using eddy current pulsed thermography. Compos. Struct. 2016, 143, 352–361. [Google Scholar] [CrossRef]
- Ishikawa, M.; Shiiya, Y.; Kogo, Y.; Hatta, H.; Habuka, Y.; Fukui, R.; UTSUNOMIYA, S. Inspection of CFRP laminates using phase-transformed induction heating thermography. In Proceedings of the 11th European Conference of Non-Destructive Testing, Prague, Czech Republic, 6–10 October 2014. [Google Scholar]
- He, Y.; Yang, R. Eddy current volume heating thermography and phase analysis for imaging characterization of interface delamination in CFRP. IEEE Trans. Ind. Inform. 2015, 11, 1287–1297. [Google Scholar] [CrossRef]
- Thomas, K.R.; Balasubramaniam, K. Scanning induction thermography (SIT) for imaging damages in carbon-fibre reinforced plastics (CFRP) components. In AIP Conference Proceedings; Chimenti, D.E., Bond, L.J., Eds.; AIP: College Park, MD, USA, 2015; Volume 1650, pp. 306–313. [Google Scholar]
- Morozov, M.; Jackson, W.; Pierce, S.G. Capacitive imaging of impact damage in composite material. Compos. Part B Eng. 2017, 113, 65–71. [Google Scholar] [CrossRef]
- Foudazi, A.; Donnell, K.M.; Ghasr, M.T. Application of active microwave thermography to delamination detection. In Proceedings of the 2014 IEEE International Instrumentation and Measurement Technology Conference (I2MTC) Proceedings, Montevideo, Uruguay, 12–15 May 2014; pp. 1567–1571. [Google Scholar]
- Yang, R.; Zhang, H.; Li, T.; He, Y. An investigation and review into microwave thermography for NDT and SHM. In Proceedings of the 2015 IEEE Far East NDT New Technology & Application Forum (FENDT), Zhuhai, China, 28–31 May 2015; pp. 133–137. [Google Scholar]
- Sam-Ang, K.; Didier, D.; Florin, B.; Franck, B. Comparison between microwave infrared thermography and CO2 laser infrared thermography in defect detection in applications with CFRP. Mater. Sci. Appl. 2013, 4, 600. [Google Scholar]
- Palumbo, D.; Ancona, F.; Galietti, U. Quantitative damage evaluation of composite materials with microwave thermographic technique: Feasibility and new data analysis. Meccanica 2015, 50, 443–459. [Google Scholar] [CrossRef]
- Schulte, K.; Baron, C. Load and failure analyses of CFRP laminates by means of electrical resistivity measurements. Compos. Sci. Technol. 1989, 36, 63–76. [Google Scholar] [CrossRef]
- Abry, J.; Bochard, S.; Chateauminois, A.; Salvia, M.; Giraud, G. In situ detection of damage in CFRP laminates by electrical resistance measurements. Compos. Sci. Technol. 1999, 59, 925–935. [Google Scholar] [CrossRef]
- Suzuki, Y.; Todoroki, A.; Mizutani, Y.; Matsuzaki, R. Impact damage detection in CFRP using statistical analysis of resistance-temperature characteristics. J. Solid Mech. Mater. Eng. 2011, 5, 33–43. [Google Scholar] [CrossRef]
- Suzuki, Y.; Todoroki, A.; Matsuzaki, R.; Mizutani, Y. Impact-damage visualization in CFRP by resistive heating: Development of a new detection method for indentations caused by impact loads. Compos. Part A Appl. Sci. Manuf. 2012, 43, 53–64. [Google Scholar] [CrossRef]
- Suzuki, Y.; Todoroki, A.; Matsuzaki, R.; Mizutani, Y. Indentation-damage visualization in CFRP by resistive heating: Analytical verification of the inspection of aircraft using its lightning protection systems. J. Solid Mech. Mater. Eng. 2012, 6, 213–226. [Google Scholar] [CrossRef]
- Grammatikos, S.; Kordatos, E.; Barkoula, N.; Matikas, T. Paipetis, A. Innovative non-destructive evaluation and damage characterisation of composite aerostructures using thermography. Plast. Rubber Compos. 2011, 40, 6–7. [Google Scholar] [CrossRef]
- Grammatikos, S.; Kordatos, E.; Matikas, T.; David, C.; Paipetis, A. Current injection phase thermography for low-velocity impact damage identification in composite laminates. Mater. Des. 2014, 55, 429–441. [Google Scholar] [CrossRef] [Green Version]
- Avdelidis, N.P.; Hawtin, B.C.; Almond, D.P. Transient thermography in the assessment of defects of aircraft composites. NDT E Int. 2003, 36, 433–439. [Google Scholar] [CrossRef]
- Orłowska, A.; Kołakowski, P.; Holnicki-Szulc, J. Detecting delamination zones in composites by embedded electrical grid and thermographic methods. Smart Mater. Struct. 2011, 20, 105009. [Google Scholar] [CrossRef]
- Garcia, E.J.; Wardle, B.L.; Hart, A.J.; Yamamoto, N. Fabrication and multifunctional properties of a hybrid laminate with aligned carbon nanotubes grown in situ. Compos. Sci. Technol. 2008, 68, 2034–2041. [Google Scholar] [CrossRef]
- Wicks, S.S.; de Villoria, R.G.; Wardle, B.L. Interlaminar and intralaminar reinforcement of composite laminates with aligned carbon nanotubes. Compos. Sci. Technol. 2010, 70, 20–28. [Google Scholar] [CrossRef]
- Paine, J.S.N.; Rogers, C.A. The Response of SMA Hybrid Composite Materials to Low Velocity Impact. J. Intell. Mater. Syst. Struct. 1994, 5, 530–535. [Google Scholar] [CrossRef]
- Angioni, S.L.; Meo, M.; Foreman, A. Impact damage resistance and damage suppression properties of shape memory alloys in hybrid composites—A review. Smart Mater. Struct. 2011, 20, 013001. [Google Scholar] [CrossRef]
- Angioni, S.L.; Ciampa, F.; Pinto, F.; Scarselli, G.; Almond, D.P.; Meo, M. An Analytical Model for Defect Depth Estimation Using Pulsed Thermography. Exp. Mech. 2016, 56, 1111–1122. [Google Scholar] [CrossRef] [Green Version]
- Pinto, F.; Maroun, F.; Meo, M. Material enabled thermography. NDT E Int. 2014, 67, 1–9. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Applications | Types of Damage Monitored with IRT |
|---|---|---|
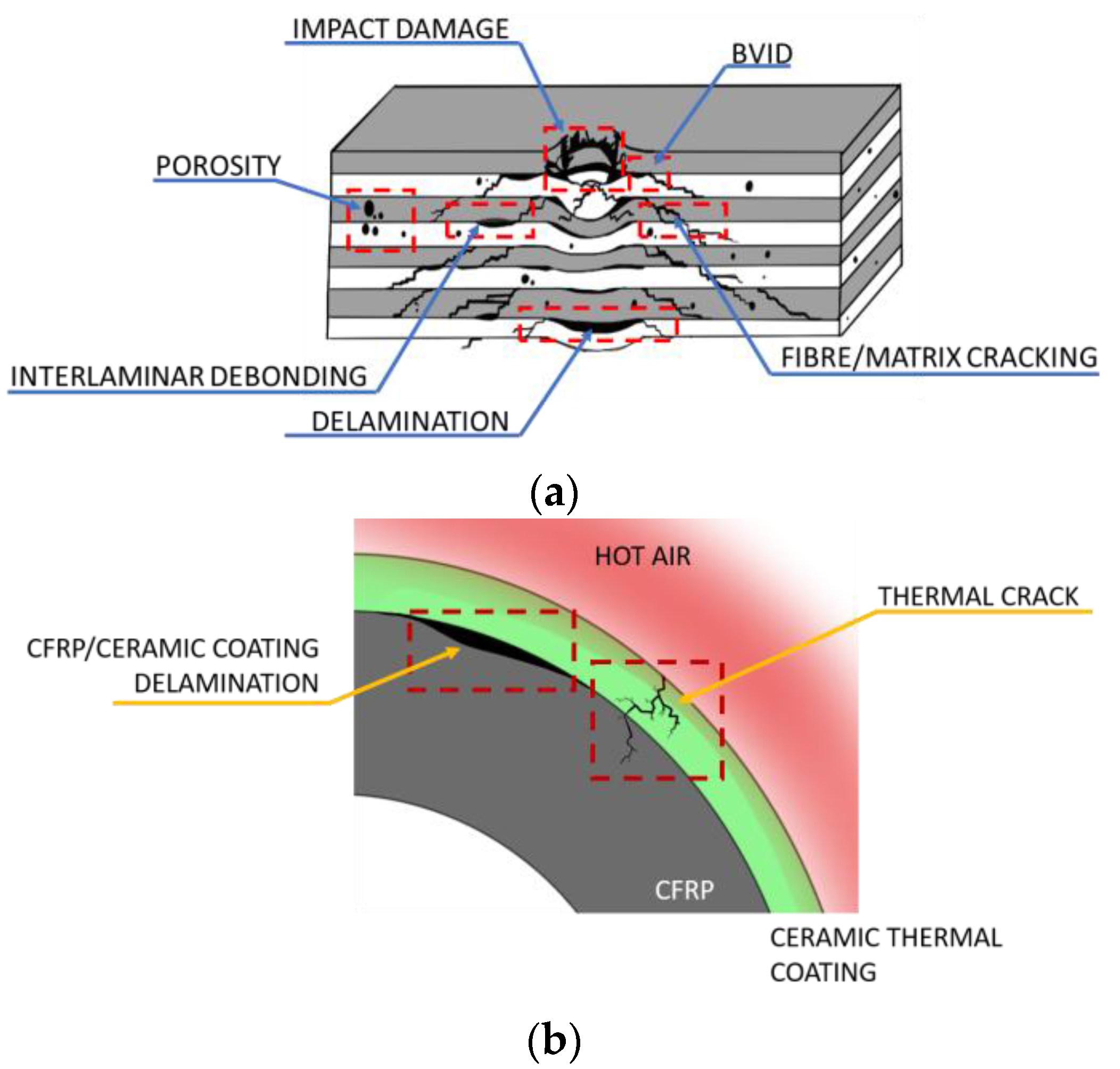
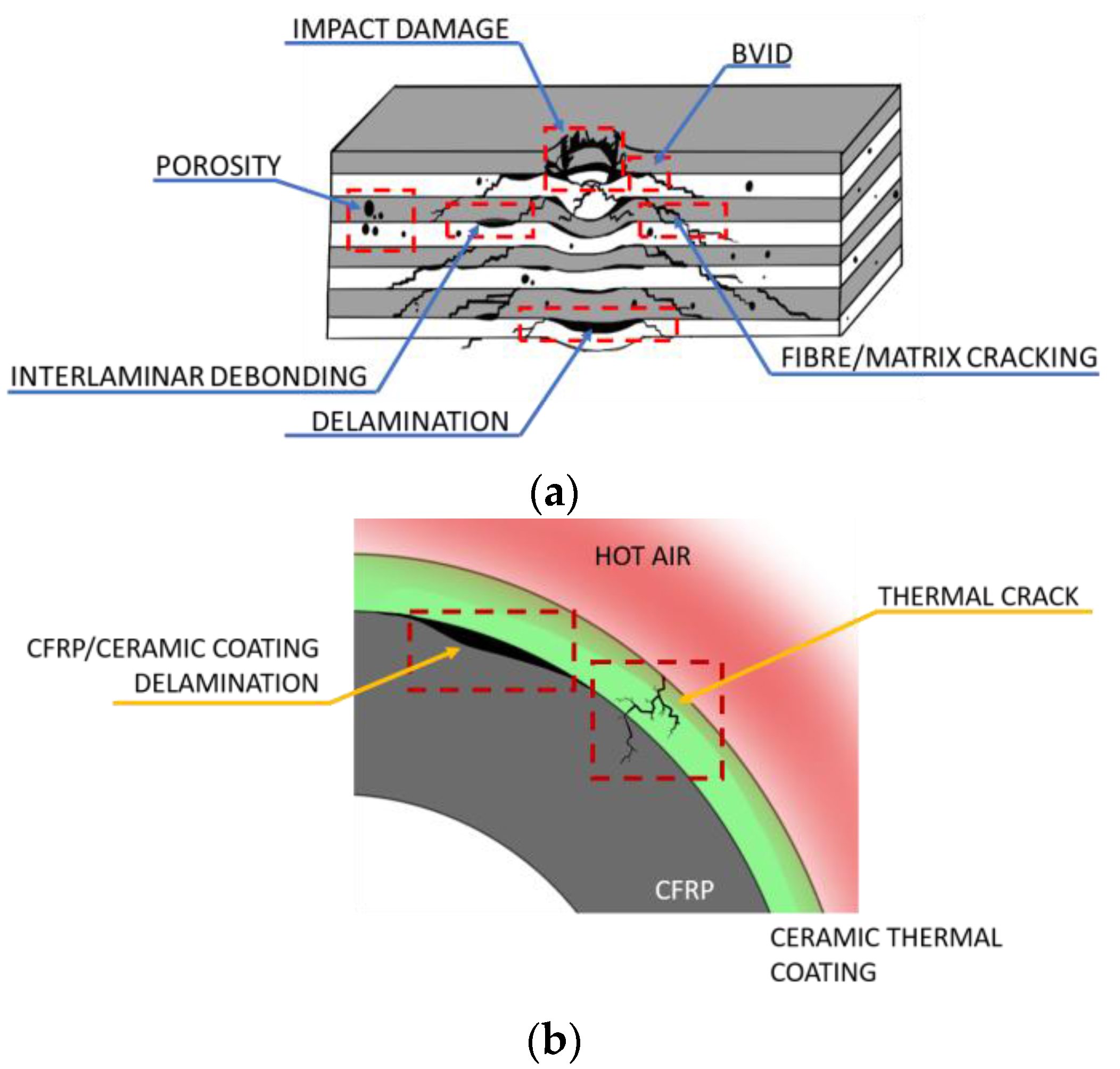
| Composite laminates (e.g., CFRP and GFRP) and hybrid composites (e.g., GLARE and CARALL) | Aircraft and spacecraft primary and secondary structures | Delamination |
| Impact damage and BVID | ||
| Interlaminar disbond | ||
| Porosity | ||
| Fibre/Matrix Cracking | ||
| Jet engine turbine blades | Thermal stress cracking | |
| Delamination between ceramic thermal barrier coating and the composite substrate | ||
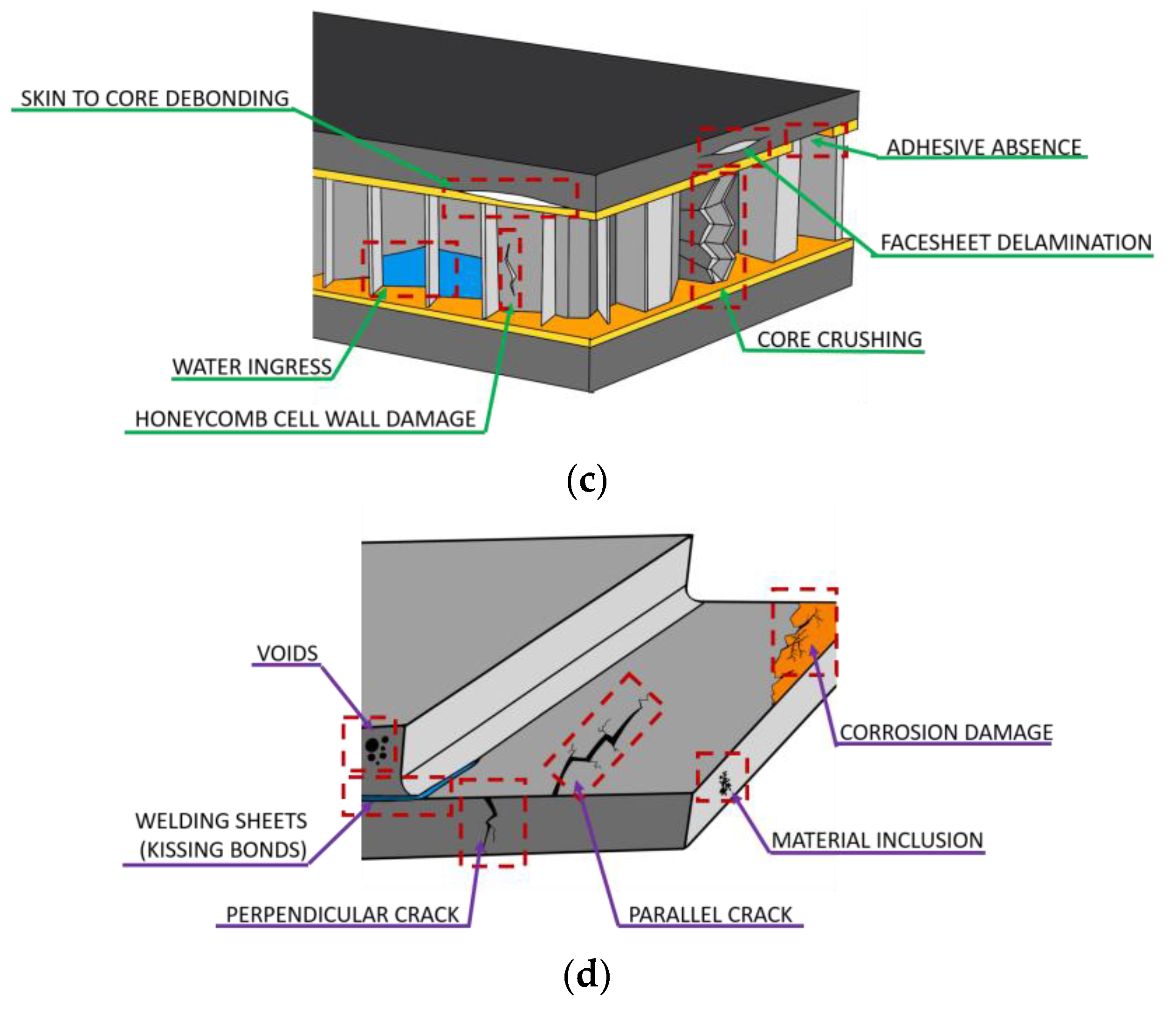
| Honeycomb panels | Skin-to-core debonding | |
| Facesheet delamination | ||
| Honeycomb cell wall damage | ||
| Absence of adhesive | ||
| Water ingress | ||
| Core crushing | ||
| Metals | Aircraft and spacecraft primary and secondary structures, core for honeycombs and electromagnetic wave shields | Fatigue cracks parallel and perpendicular to the surface |
| Pores and voids | ||
| Corrosion | ||
| Material inclusions | ||
| Welded sheets without metal diffusion (“kissing bonds”) |
| Physical Principle | Thermal Source | Active IRT Terminology | Abbreviation | |
|---|---|---|---|---|
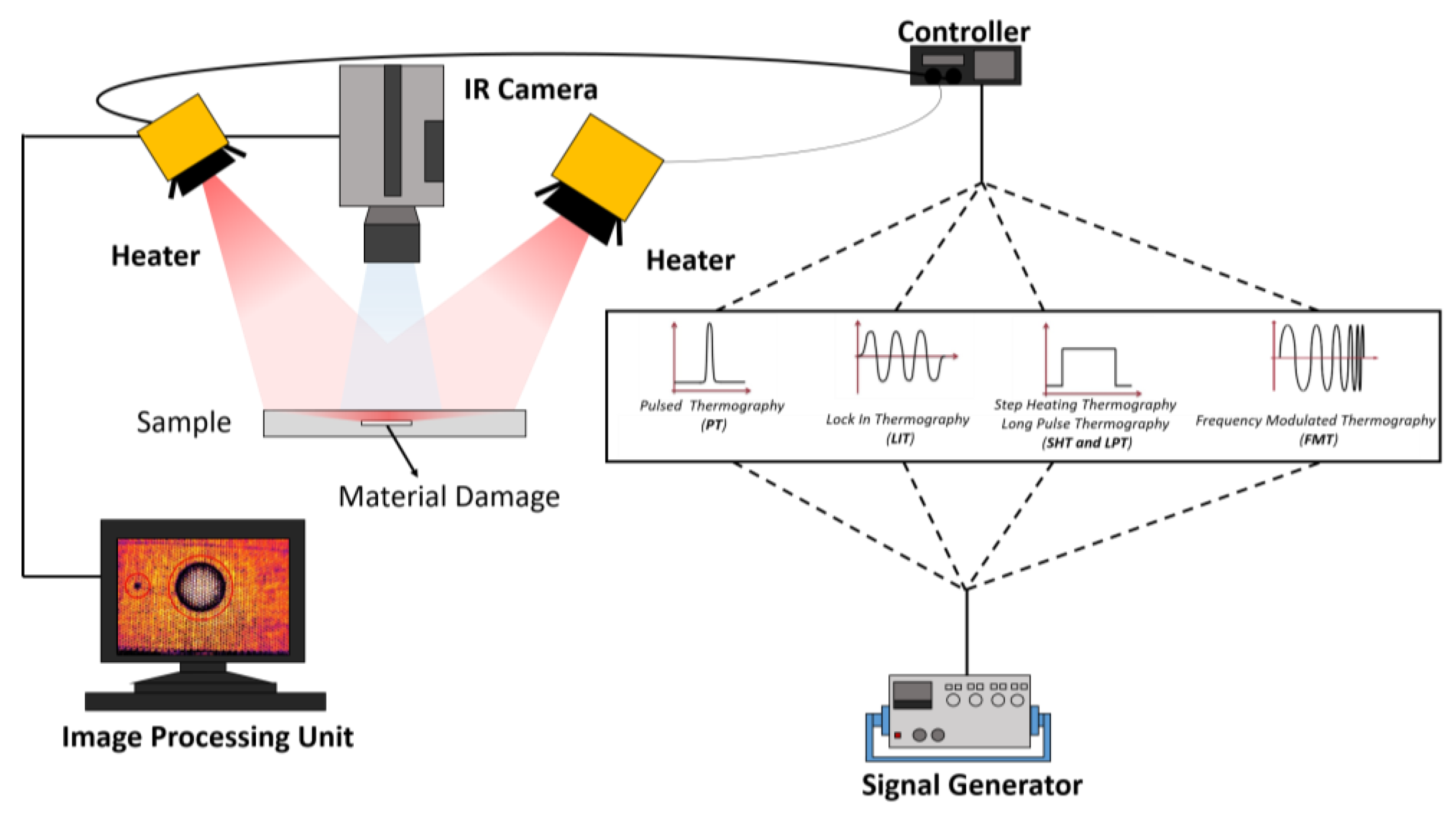
| Optical Radiation | Optical flash, lamp and electrical heaters | Optically Stimulated Thermography (OST) | Pulsed Thermography [20] (or Flash Thermography) | PT |
| Lock-in Thermography [21] (or Amplitude Modulated Thermography) | LIT | |||
| Step-Heating Thermography [22] and Long Pulse Thermography [23] | SHT and LPT | |||
| Frequency Modulated Thermography [24] | FMT | |||
| Optical laser | Laser-spot Thermography [25] and Laser-line Thermography [26] | LST and LLT | ||
| Acoustic/Ultrasonic Wave Propagation | Acoustic/Ultrasonic horn, piezo-ceramic sensors, air-coupled transducers | Ultrasonic Stimulated Thermography [27] (or Thermosonics, Vibro-thermography and Sonic IR Thermography) | UST | |
| Nonlinear Ultrasonic Stimulated Thermography [28] | NUST | |||
| Electromagnetic Radiation for dielectric materials | Induced eddy currents | Eddy Current Stimulated Thermography [29] | ECST | |
| Microwaves | Microwave Thermography [30] | MWT | ||
| Material enabled thermo-resistive radiation for composite materials | Electrical current applied to carbon fibres | Direct Material-based Thermography (DMT) | Electrical Resistance Change Method (ERCM) coupled to thermography [3] | |
| Electrical current applied to embedded steel wires | Indirect Material-based Thermography (IMT) | Metal-based Thermography [32] | MT | |
| Electrical current applied to embedded carbon nanotubes | Carbon Nanotubes-based Thermography [33] | CNTT | ||
| Electrical current applied to embedded shape memory alloys wires | Shape Memory Alloys-based Thermography [34] | SMArT | ||
| Signal Processing Method | Abbreviation | Basic Principle | |
|---|---|---|---|
| Differential Absolute Contrast [42,43] | DAC | It is one of the well-known processing technique that uses the difference between the temperature of a sound area and a defected area. DAC is based on the 1D solution of the Fourier heat equation. | |
| Thermographic Signal Reconstruction [44,45] | TSR | It creates polynomial filters from log-log pre-calculations for the surface temperature response on each pixel by fitting a low-order polynomial function to the temperature evolution cooling profiles. Basic TSR significantly reduces the noise in thermal images and it can be used to generate time-derivative images without additional noise contribution. These time-derivative images can reduce the effects of non-uniform heating, the background reflection artefacts and provide good sensitivity to smaller and deeper defects. However, TSR only filters data temporally and does not make use of the spatial information. | |
| Principal Component Thermography [46] | PCT | It uses the singular value decomposition (SVD) method to reduce an appropriately constructed matrix of observations to a set of orthogonal functions that produce a useful representation of both spatial information and temporal features for pulse thermography images. This technique provides an estimate of the average flaw depth within a flawed zone but does not provide any indication of the damage distribution. PCT is also computationally expensive. | |
| Correlation Extraction Algorithm [47] | CEA | It is widely used in lock-in thermography and it is based on the principle that the harmonic thermal response measured by the IR camera is analysed with in-phase correlation and cross-correlation functions in order to extract information about the amplitude and phase of measured thermal signals. The feasibility of this technique depends on the length of the image sequence. | |
| 3D Normalisation Algorithm [48] | 3DNA | It suppresses surface clutter conditioned by uneven heating and lateral heat diffusion for pulsed thermography. The algorithm does not require selecting a reference point for the sound area and involves the division of the IR image sequence in synthetic sequences, which are calculated by solving the corresponding three-dimensional problem of heat conduction. This method requires the determination of material thermal properties. | |
| Multi-dimensional Ensemble Empirical Mode Decomposition [49] | MEEMD | It is used to decompose the TSR-smoothed thermal image into the high-frequency noise, low-frequency background and the informative part of the signal in order to remove the noise and non-uniform background from the thermographic data, thus improving the damage detection capabilities. | |
| Gapped Smoothing Algorithm [50] | GSA | It is a two-dimensional reference-free quantitative detection method for sub-surface defects used for pulsed thermography. It relies on the determination of a damage index pattern that is function of the thermal contrast between real and estimated temperature profiles for all pixels. GSA method can enhance the thermal contrast and suppress the effect of non-uniform heating. It was also shown to improve the detection of damage far from the heating surface. | |
| Partial Least Squares Thermography [51] | PLST | It is mainly used for pulsed thermography and it is based on the partial least squares regression (also known as projection to latent structures) that computes new thermal sequences that are correlated to the predicted block Y and the predictor matrix X. The matrix X corresponds to the surface temperature matrix obtained during the thermography inspection, whilst Y is defined by the observation time during which thermal images are captured. The new set of thermal images and observation time vector is composed of variables that consider only the most important signal variations. Unnecessary information present in the original thermal sequence is neglected. Contrary to PCT, PLST keeps track of the time. Hence data set can be decomposed, manipulated and recomposed, for example by omitting certain loadings with as benefits enhanced signal-to-noise ratio (SNR). | |
| Coefficient Clustering Analysis [52] | CSA | It is a reference-based quantitative detection method based on fitting a second order polynomial model for temperature decay curves. The coefficients of the model are much less sensitive to noise and more consistent for pixels from the sound area as compared to a high order model. This technique not only provides an enhanced visual confirmation of the damage, but it also reduces the burden on the operator in post-processing data. | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors 2018, 18, 609. https://doi.org/10.3390/s18020609
Ciampa F, Mahmoodi P, Pinto F, Meo M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors. 2018; 18(2):609. https://doi.org/10.3390/s18020609
Chicago/Turabian StyleCiampa, Francesco, Pooya Mahmoodi, Fulvio Pinto, and Michele Meo. 2018. "Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components" Sensors 18, no. 2: 609. https://doi.org/10.3390/s18020609