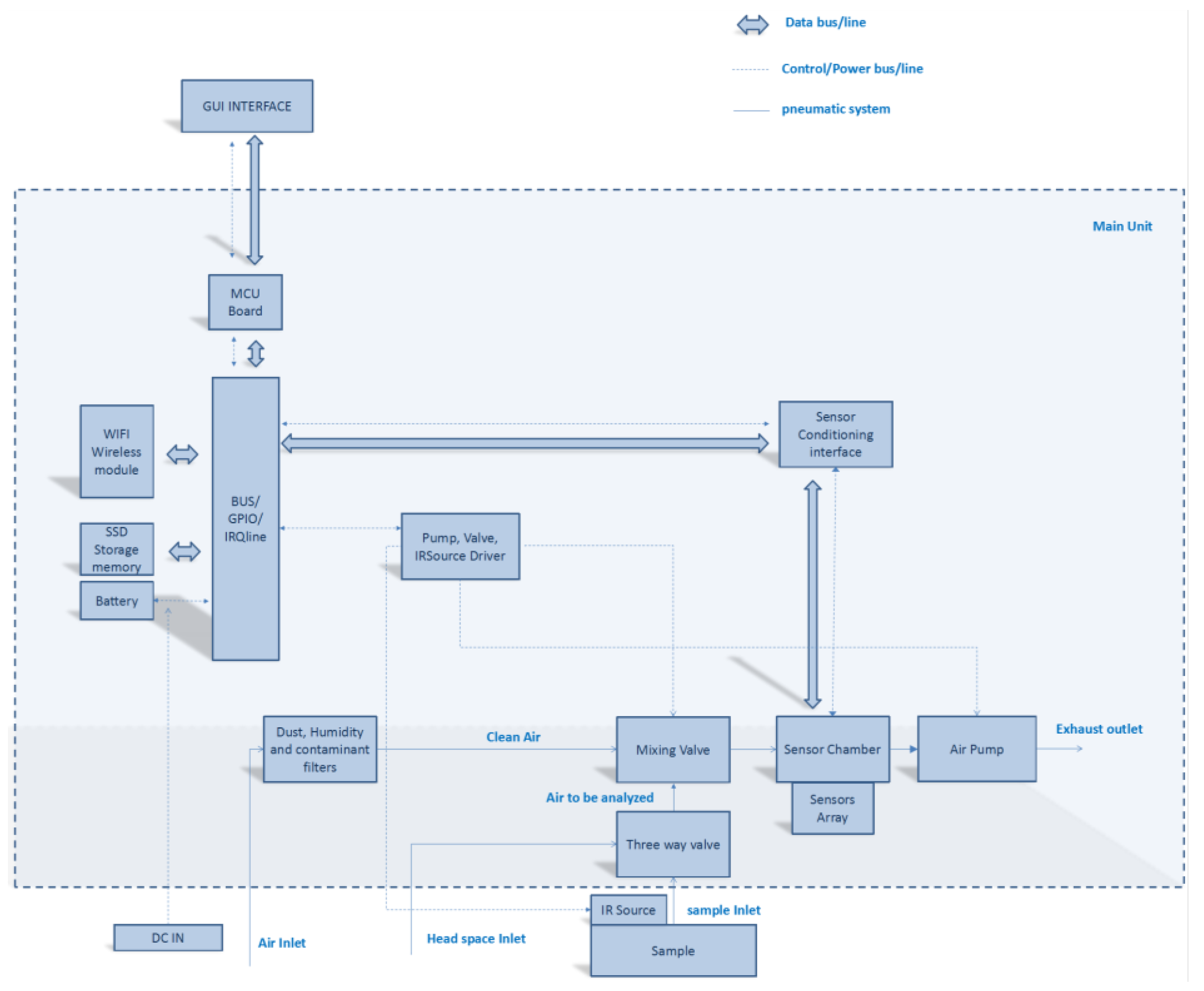
As previously stated, two operative settings have been chosen for tests in COMBONDT project: maintenance and production. The measurement protocol has involved the use of both the previously described e-nose platforms: the Airsense GDA-FR Electronic Nose and the ENEA e-nose Prototype, namely SNIFFI. The two different sampling methods (“0-Method” and “PC-Method”) have been implemented in order to detect contaminants preventing any negative impact on the CFRP sample.
As we can see, the number of the implemented measurement cycles is significant, although still limited for an electronic nose based typical tuning process. The number of possible measurement repetitions is also severely affected by time (the delay with which we perform the measurement) and by the use of the PC method that may effectively remove a significant part of the contamination residual hence reducing the capability of the electronic nose to grasp the variability in the sensors response.
In order to check if the above extracted features actually capture the variability of the e-nose response and the differences in the type and level of samples contamination, a principal component analysis (PCA) has been performed on the each above datasets normalized per column (sensor) to zero mean and unitary variance.
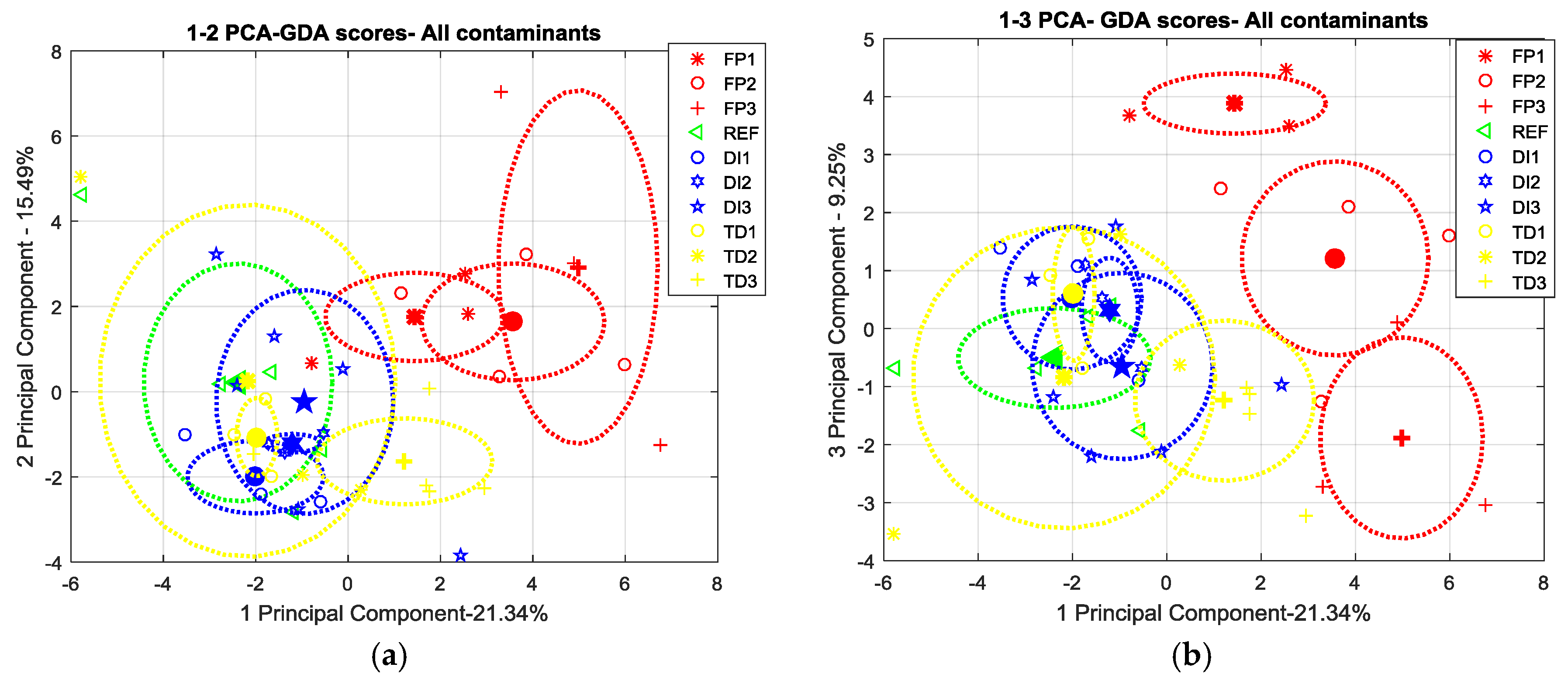
Since the results of the production scenario were not satisfactory, in the next sections we will focus on the maintenance scenario reporting the scatter plots of the PCA scores in the first two (or three) components plane in order to compare discrimination capability of each e-nose when working with the two different sampling methods. The scores relating to each contaminant and contamination level were clustered. Centers of the clusters (mean scores) grouping single contamination points are highlighted as well as one-sigma ellipsoids helping to define the significance of the observed differences in clusters localization. Particularly, the two-dimensional ellipses were drawn using the following equations:
were A and B, respectively, are the scores related to two of principal components, “std” is the standard deviation and t is the parameter in [0,
].
Further analysis will include the use of machine learning algorithms focused on the assessment of the capability to detect and discriminate contaminants.
Maintenance Scenario
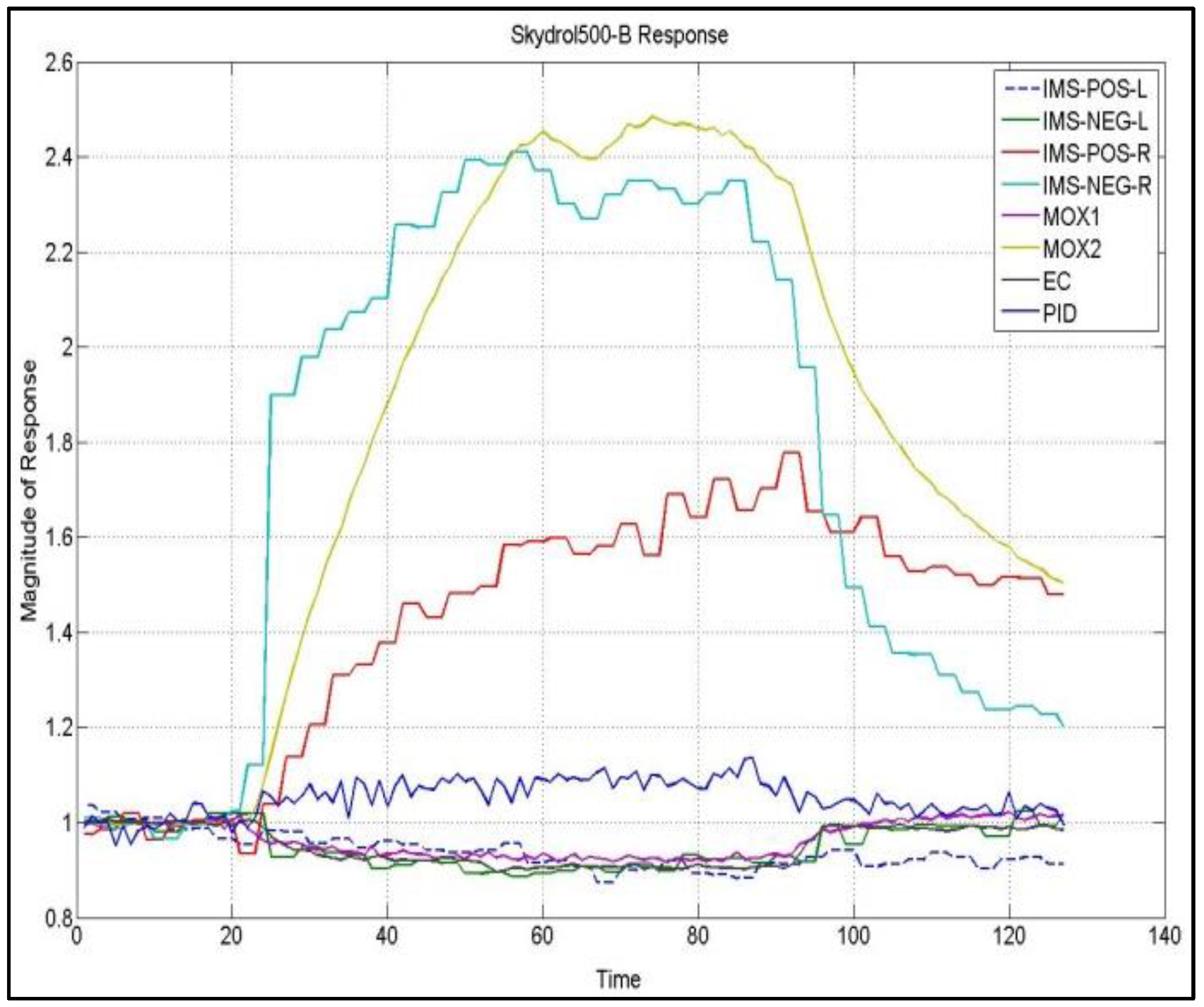
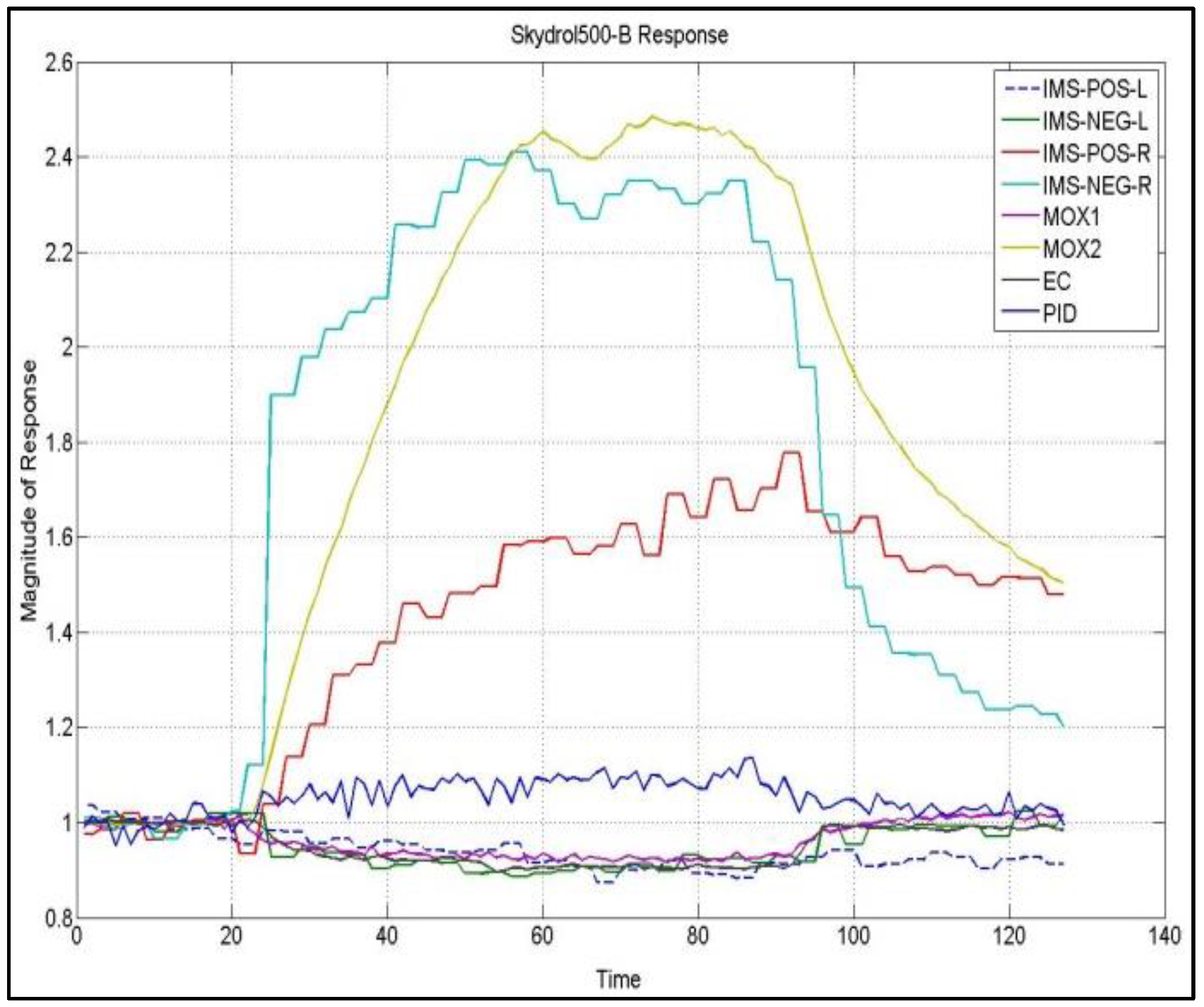
In the maintenance scenario, panels are repaired after operative duties. After the detection of damage, the panel is locally scarfed to remove the outer damaged layers. These are then substituted with a patch that is bonded over the scarfed area. In order to simulate this scenario, CFRP panels have been contaminated by means of artificial fingerprints of Skydrol®500-B aviation hydraulic oil (marked as FP), and potassium formiate based de-icer fluids (DI). Otherwise, the panel surface has been exposed to high temperatures, generating thermal degradation (TD) of its structure.
In this scenario, both the e-noses have shown their best results in the detection and discrimination of Skydrol
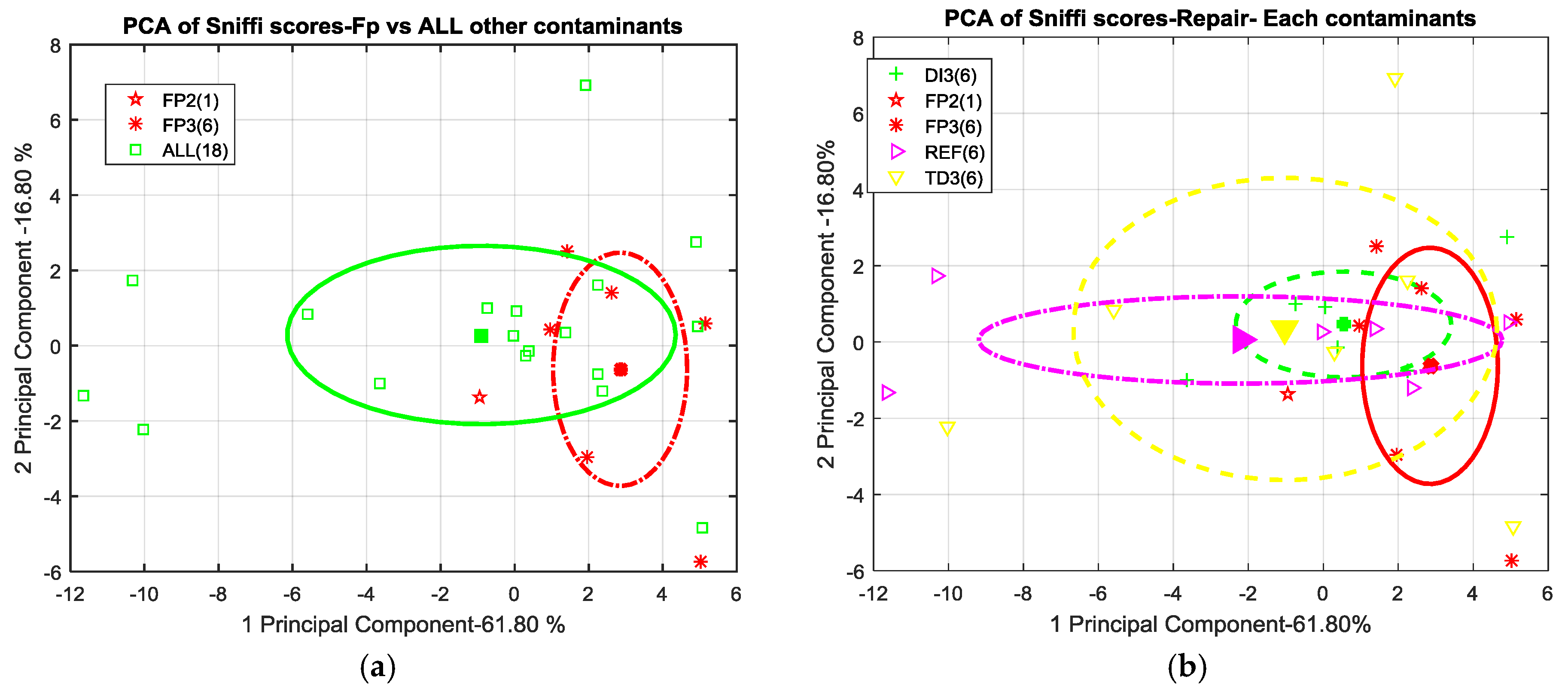
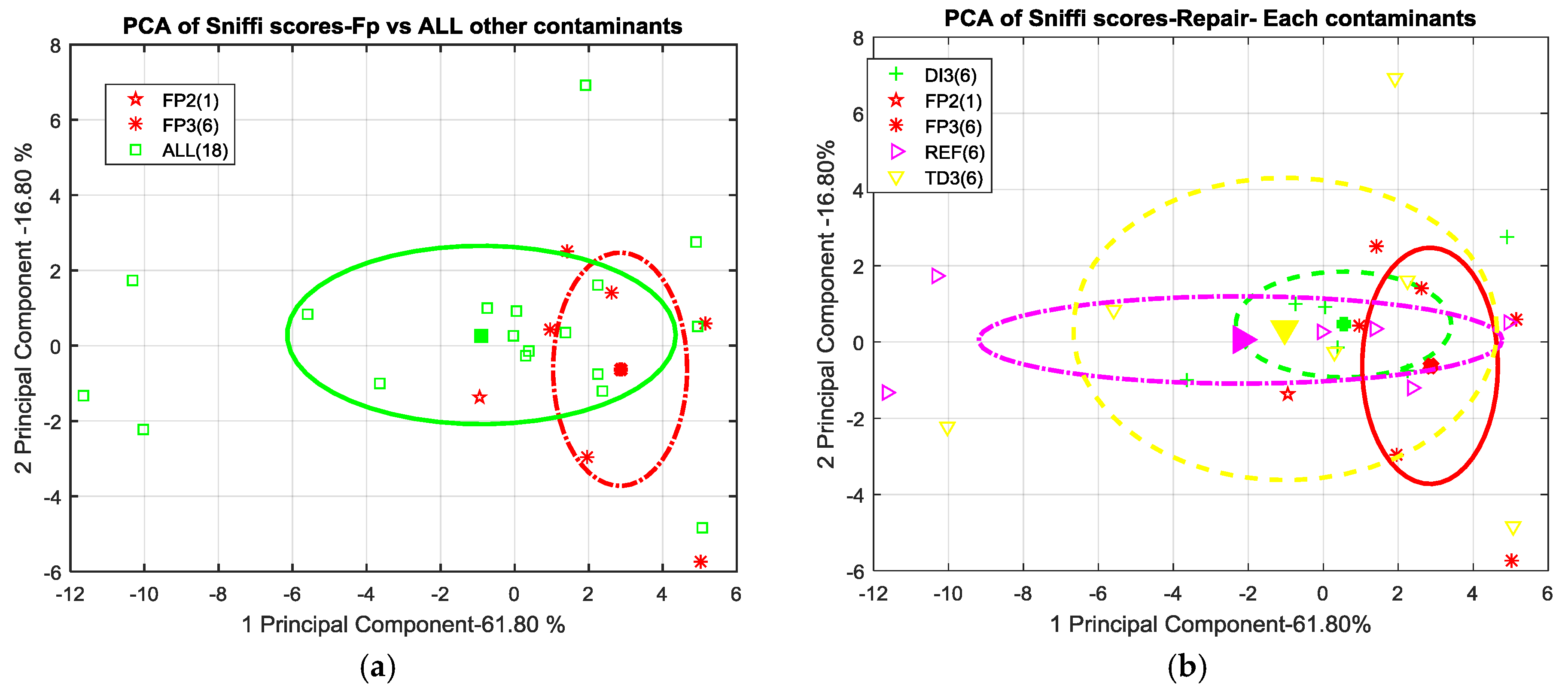
® contamination at the highest concentration level. Essentially, little, if no detection capability has been shown for the other contaminants. Actually, the 2D scatterplot of PCA scores relating to SNIFFI data sampled by 0-method shows weak separability of FP level 3 contamination versus all others contaminants (
Figure 15a). Skydrol
® cluster cloud appears to be sparsely displaced along these principal components. The significant variance in this space of these samples does not allow for a sufficient one-sigma separability. Likewise, no other contamination seems to come out (
Figure 15b). Indeed, the cluster, containing the scores relating to panels subjected to thermal degradation at the highest temperature (TD-3), covers other clusters clouds such as no separability properties are underlined. Probably, this behavior is due to the presence of several outliers in TD-3 contaminated panels.
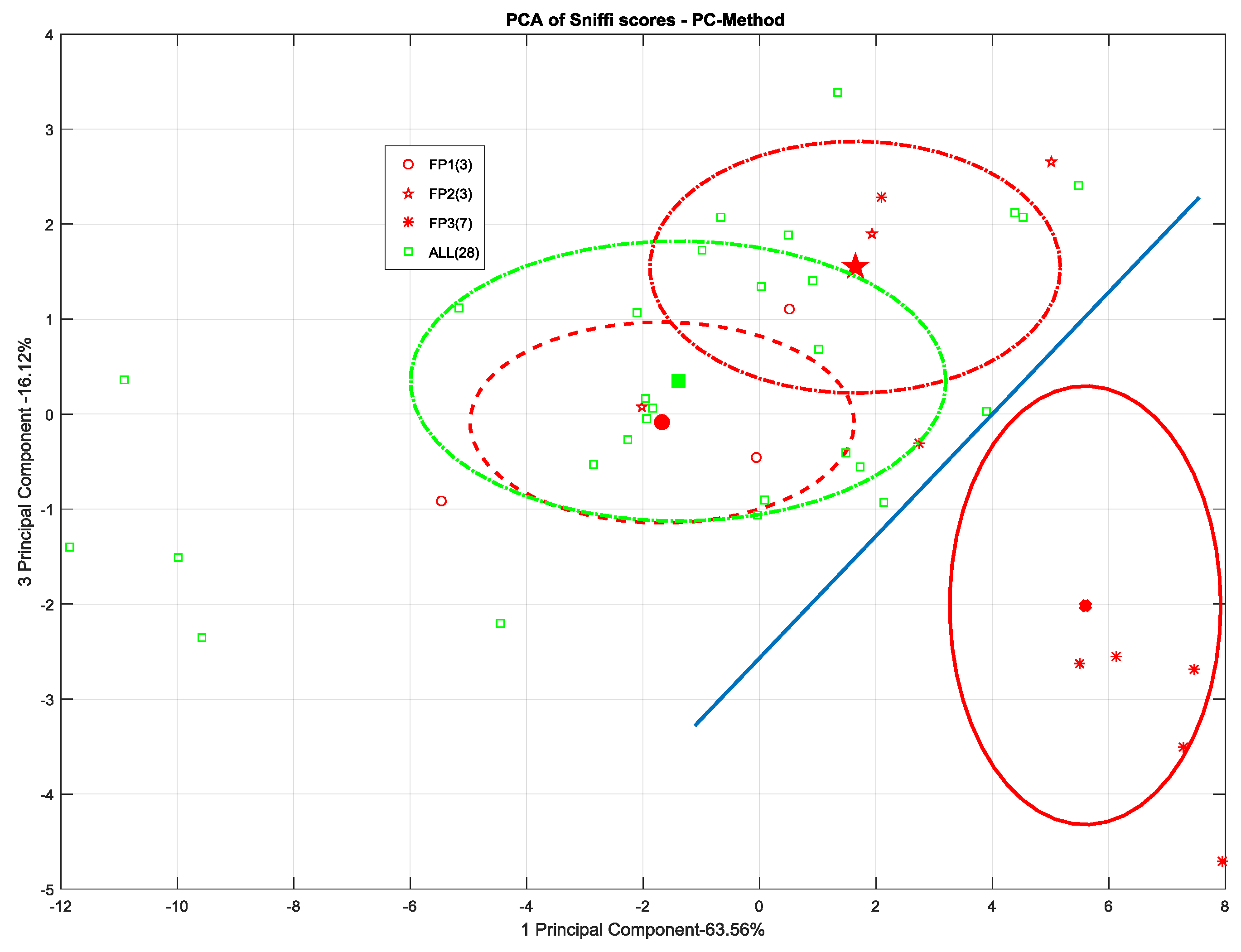
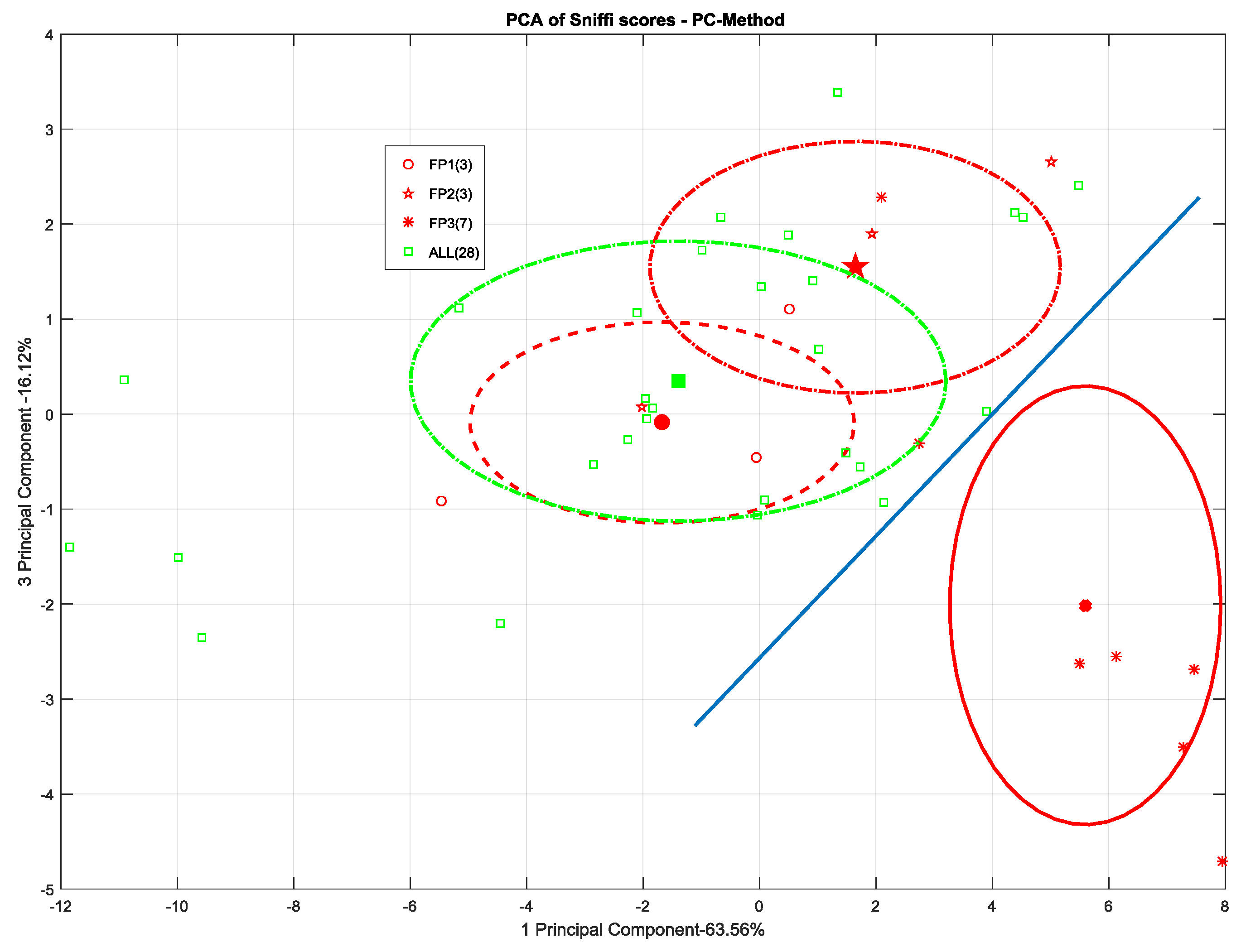
Conversely, the use of the chemical probe treatment on the surface seems to emphasize its Skydrol
® contamination status. As we can see in
Figure 16, FP-3 is clearly distinguishable from the cloud of remaining data scores. Moreover, a consistent, more than one-sigma, separation distance appears between FP-3 and the other samples including Skydrol
® at the lower concentrations.
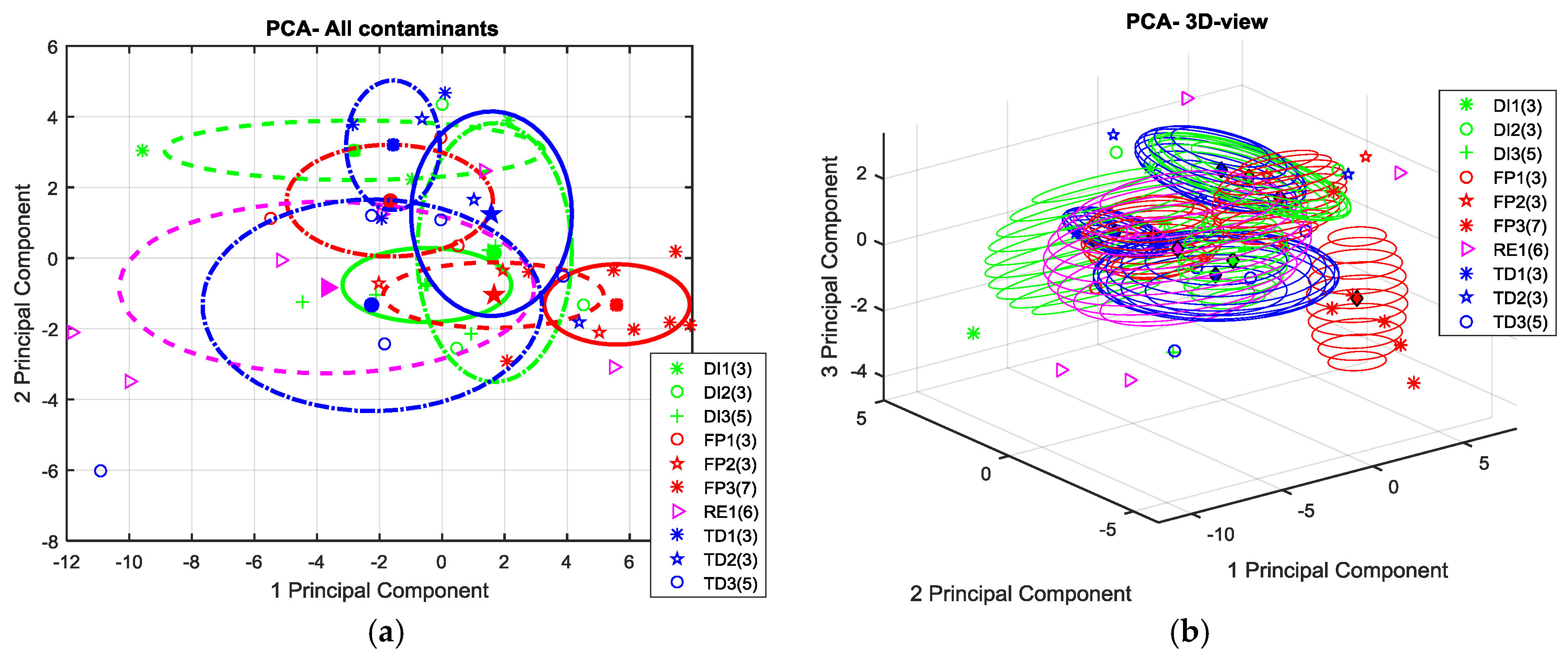
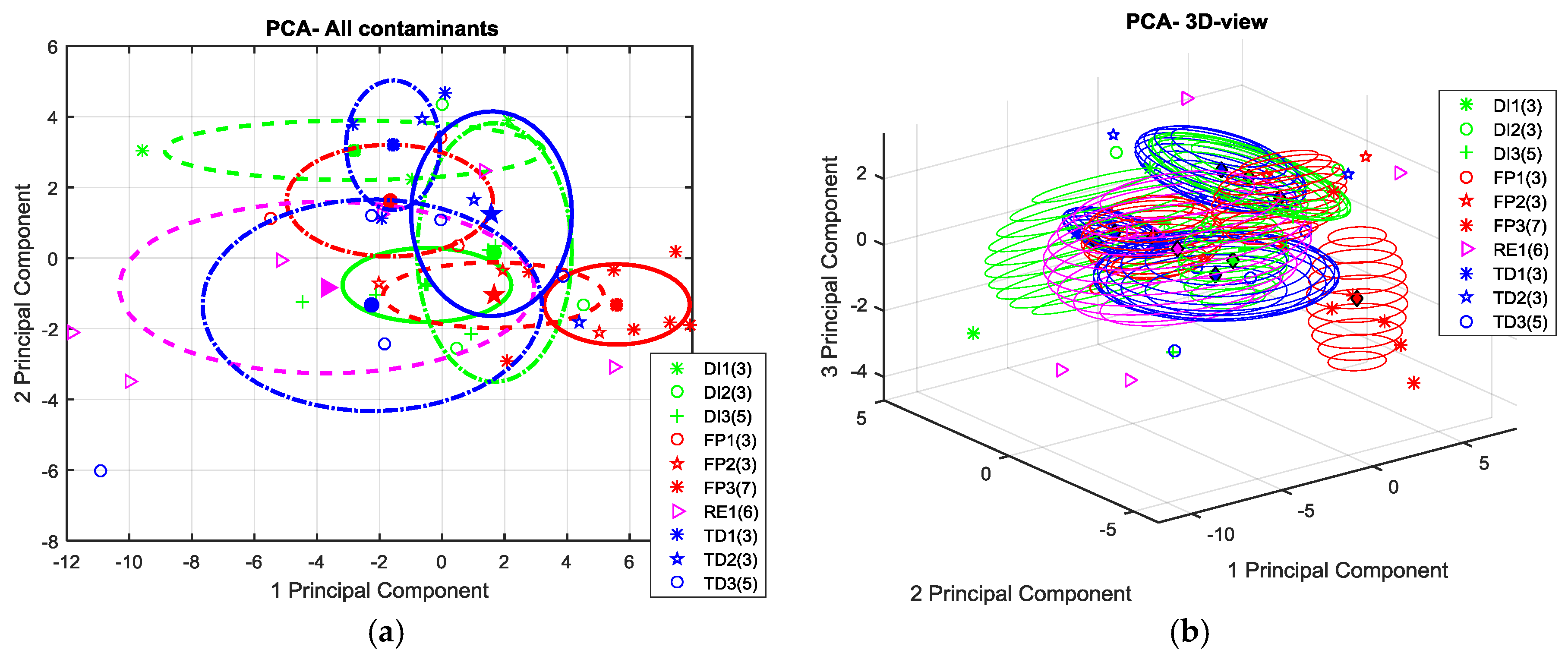
However, as shown in
Figure 17, it does not seem possible to consistently detect the other scenarios distinguishing their olfactive patterns from the uncontaminated samples ones. Even in this case, however, at least the FP level 3 cluster pops out from the point cloud representing the otherwise undistinguishable contamination scenarios.
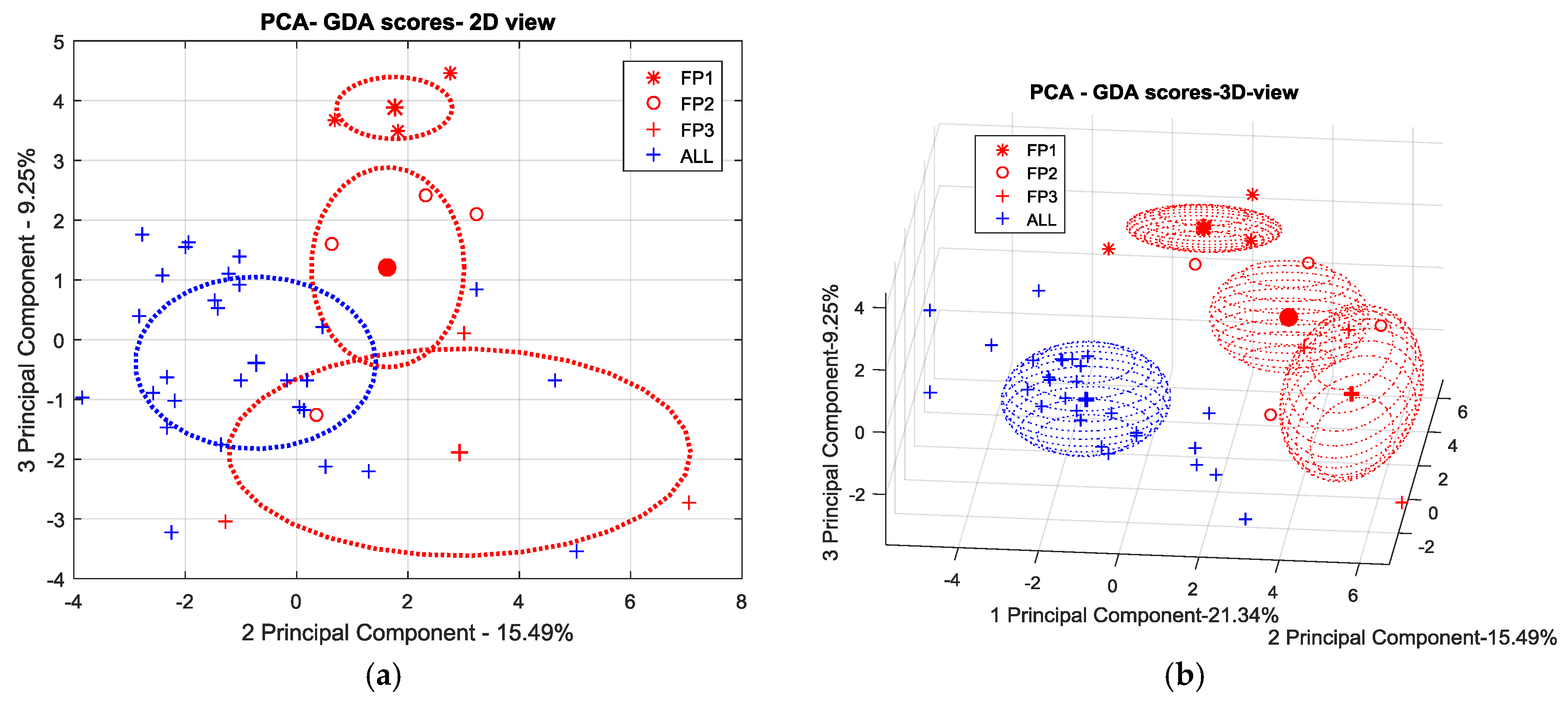
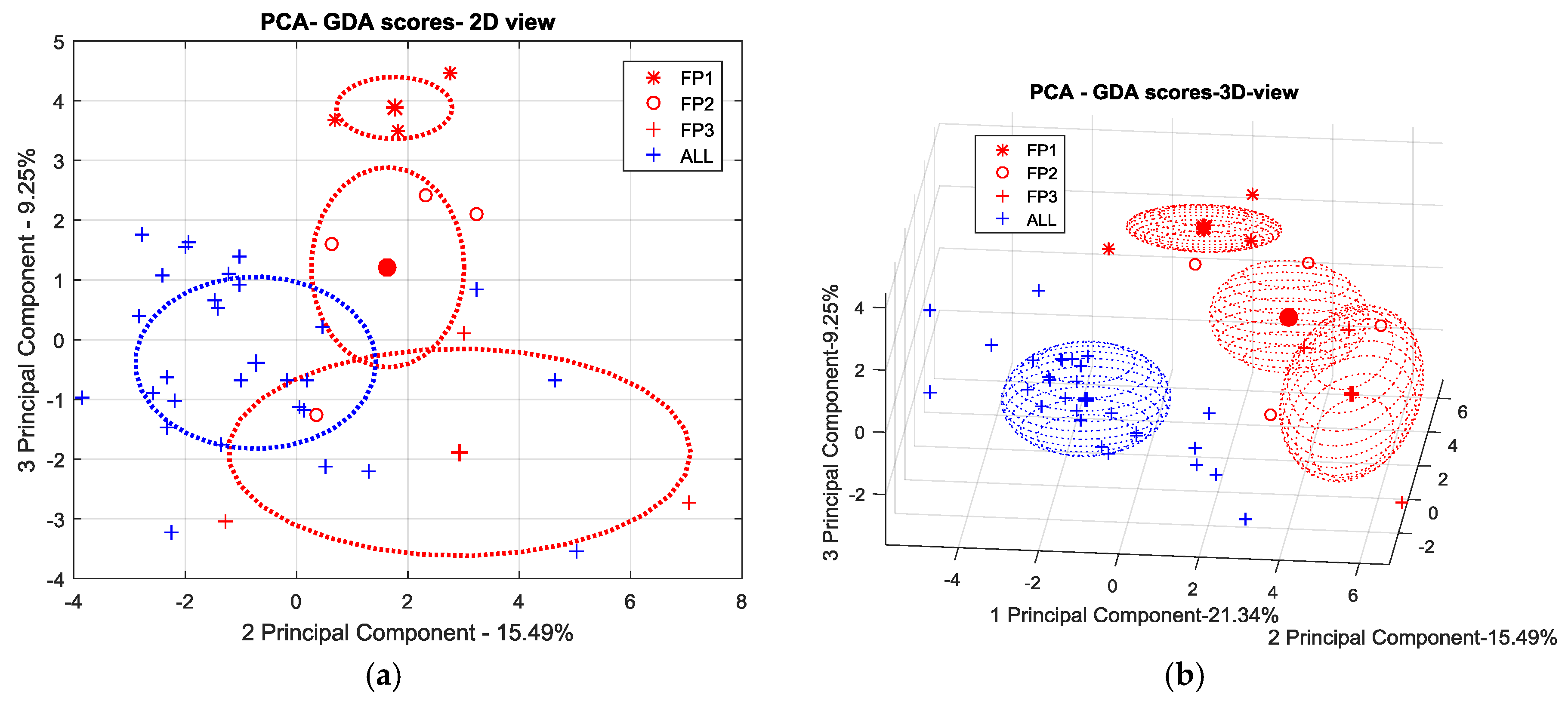
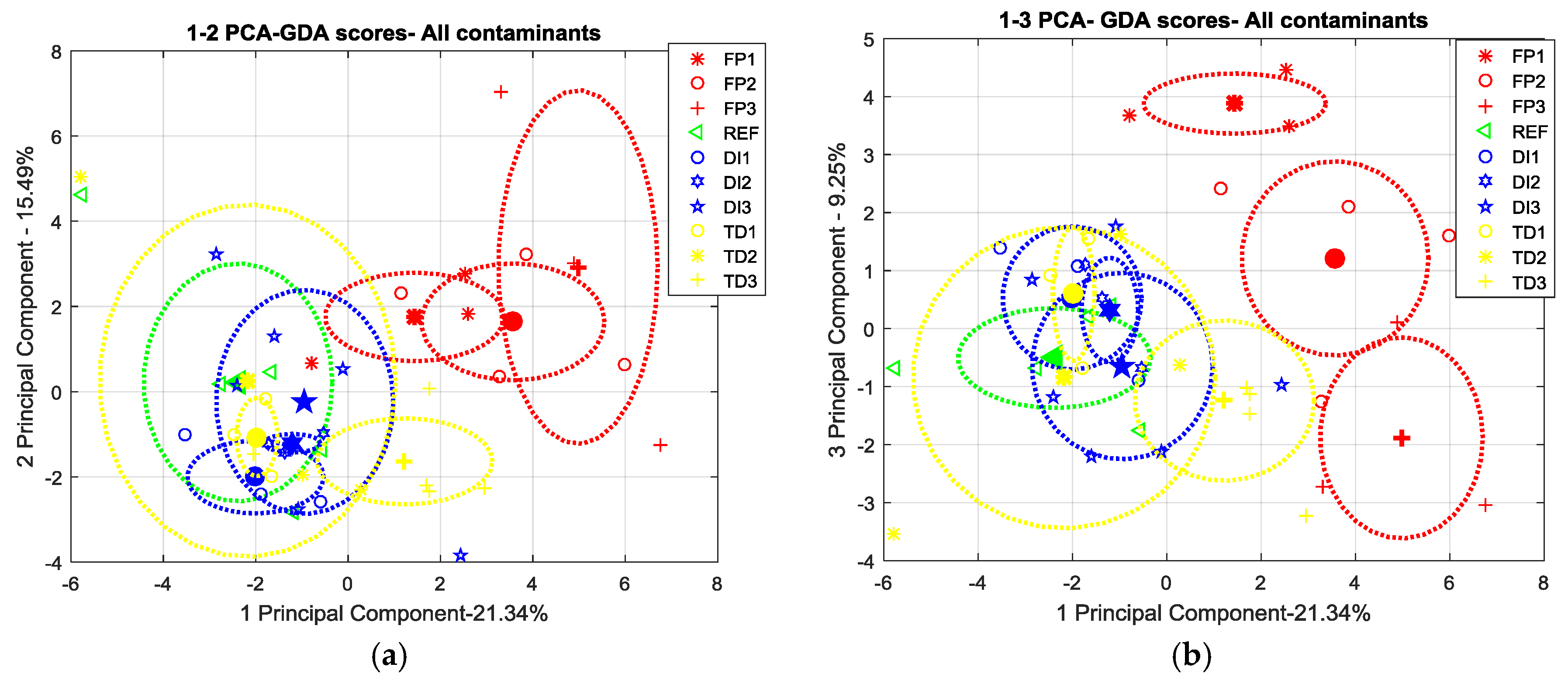
On the other hand, the GDA e-nose shows an improved discrimination capability with respect to SNIFFI, being able to distinguish artificial fingerprint contamination samples at each of the three contamination levels (
Figure 18b), if PC-method is used.
In
Figure 19, we show that this capability cannot be extended to the other contamination and damage settings.
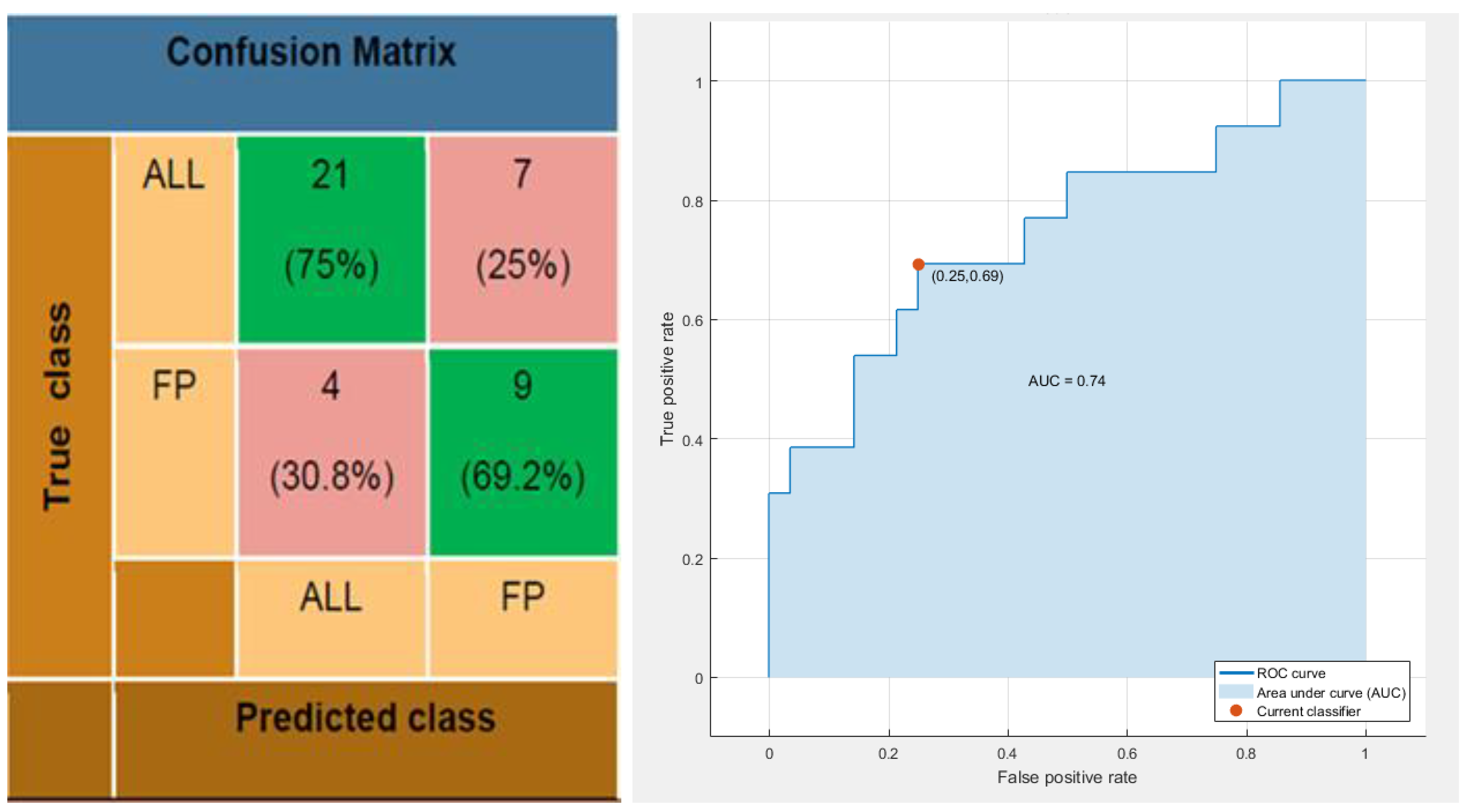
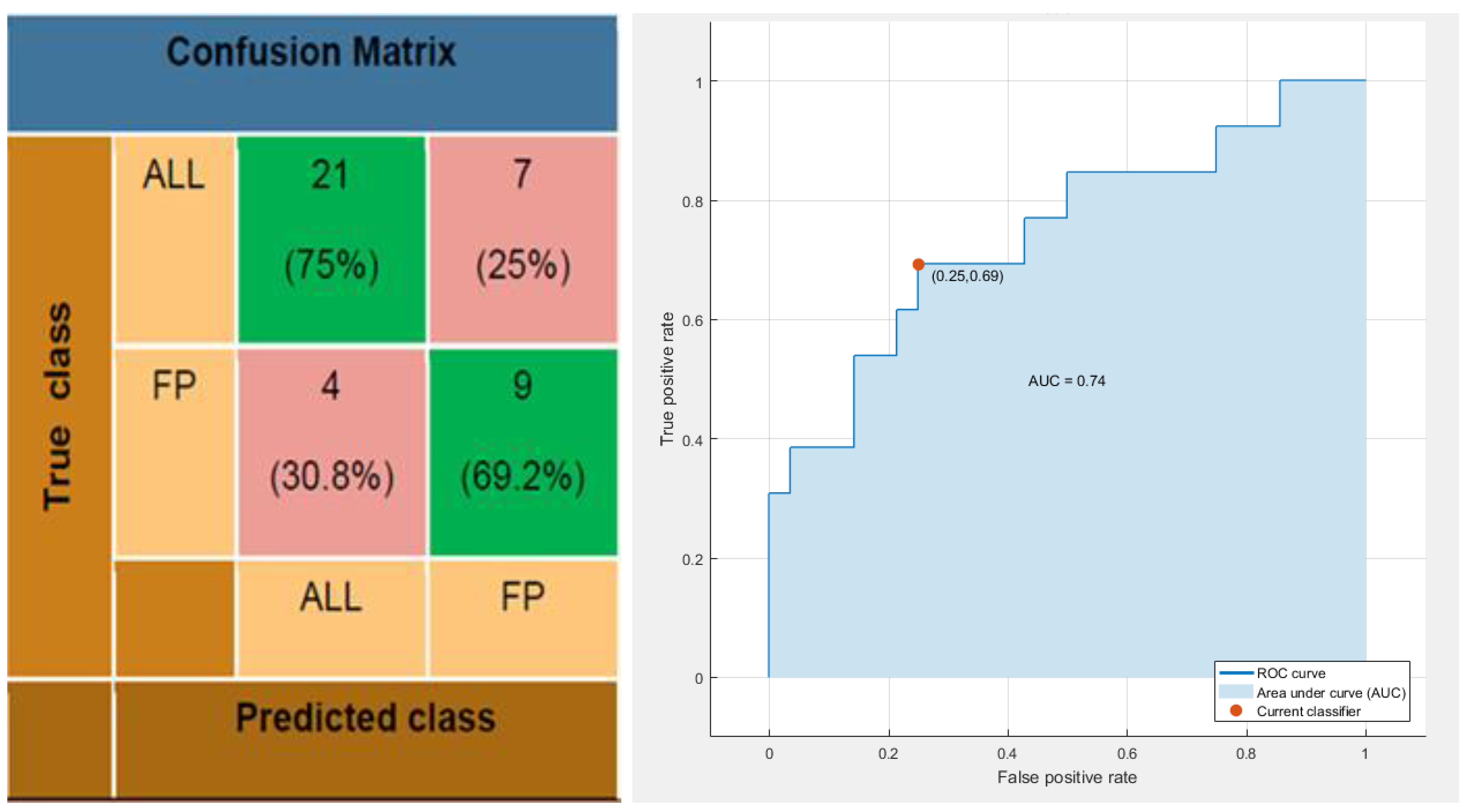
Finally, further analysis by means of classical machine learning algorithms have been focused on the e-nose capability to detect and discriminate FP contaminated panel sampled by PC-method, in maintenance scenario, making use of SNIFFI e-nose. Specifically, a simple linear classifier provides, for the processed SNIFFI response, a correct classification rate of 73.2% with a false negative rate set to 30.8%. Making use of ROC (Receiver Operating Characteristic) curve, we could explore different trade-off between sensitivity and specificity (see
Figure 20). Specifically, in the above described setting, the value of area under ROC curve is settled at 0.74 which accounts for a noticeable improvement if we take into account that the system shows limited detection capabilities of Skydrol
® at low concentration levels using the first principal components (see
Figure 15).
Eventually, our analysis showed that the PC method effectively enhanced the sensibility of both the SNIFFI and GDA2 method towards Skydrol® contamination. Specifically, PC sampling method enhances contaminants clusters separation, mitigating SNIFFI e-nose limitations and allowing detection of Skydrol®, at least at the highest contamination level.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}