Eddy Current Testing with Giant Magnetoresistance (GMR) Sensors and a Pipe-Encircling Excitation for Evaluation of Corrosion under Insulation


Abstract
:1. Introduction
2. Methods
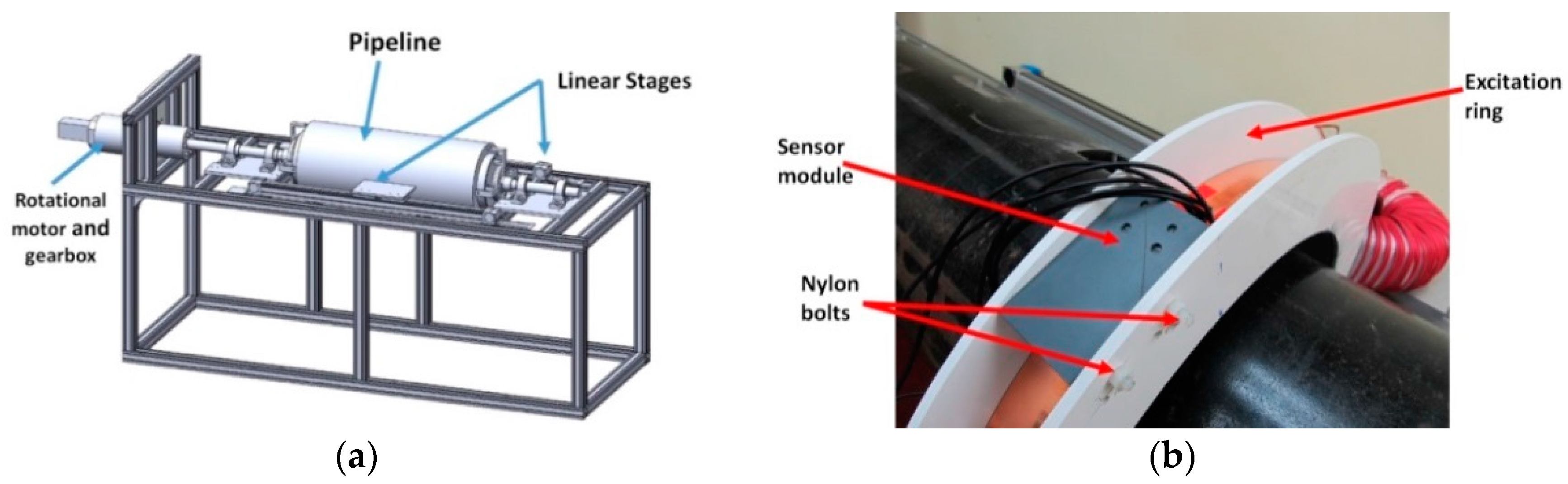
2.1. Experimental Setup
2.1.1. Pipe Mounting
2.1.2. Magnetic Field Sensor and Excitation System
2.1.3. Pipe Parameters
2.2. FEM Simulations
3. Results and Discussion
3.1. Defect-Free Pipe
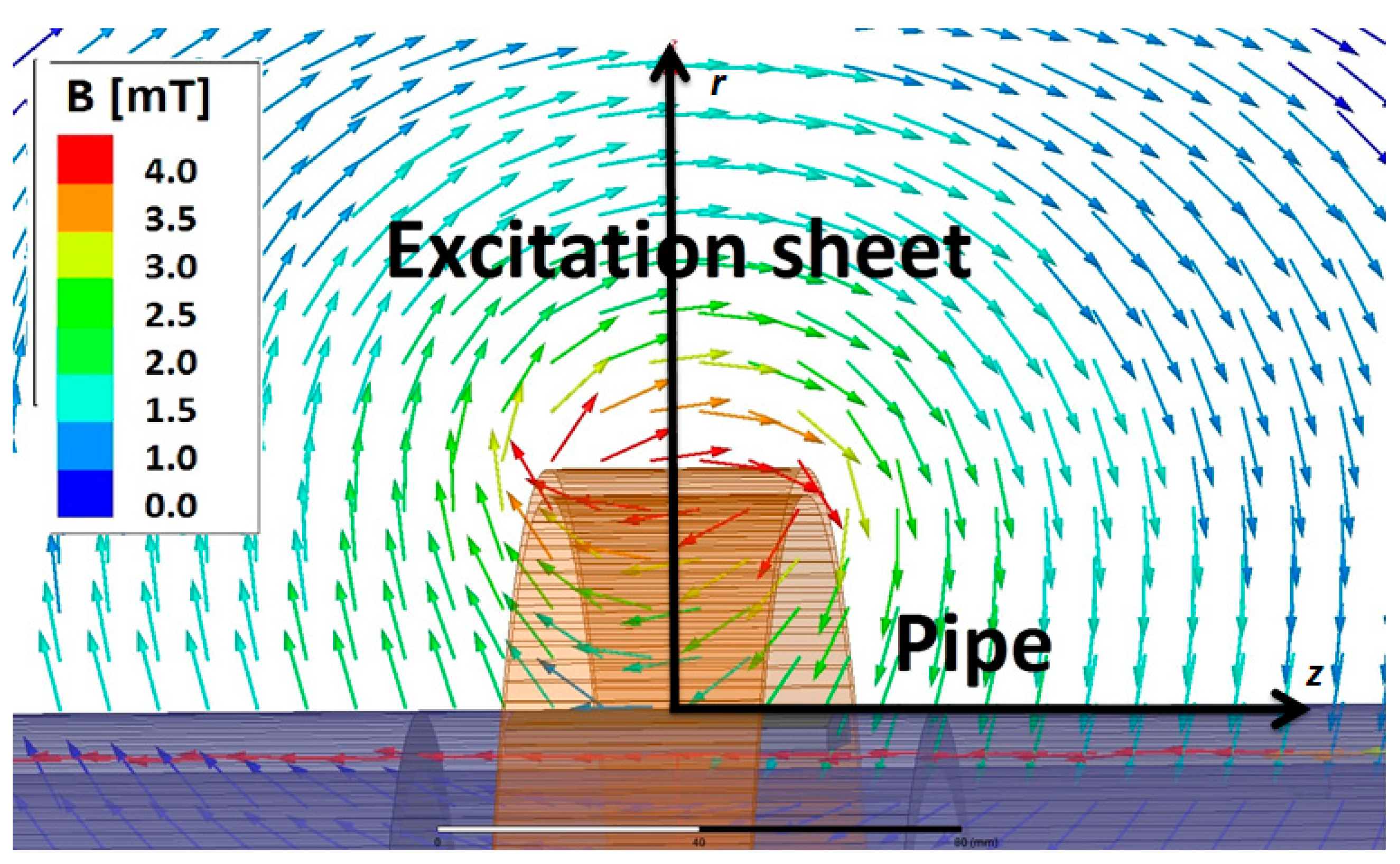
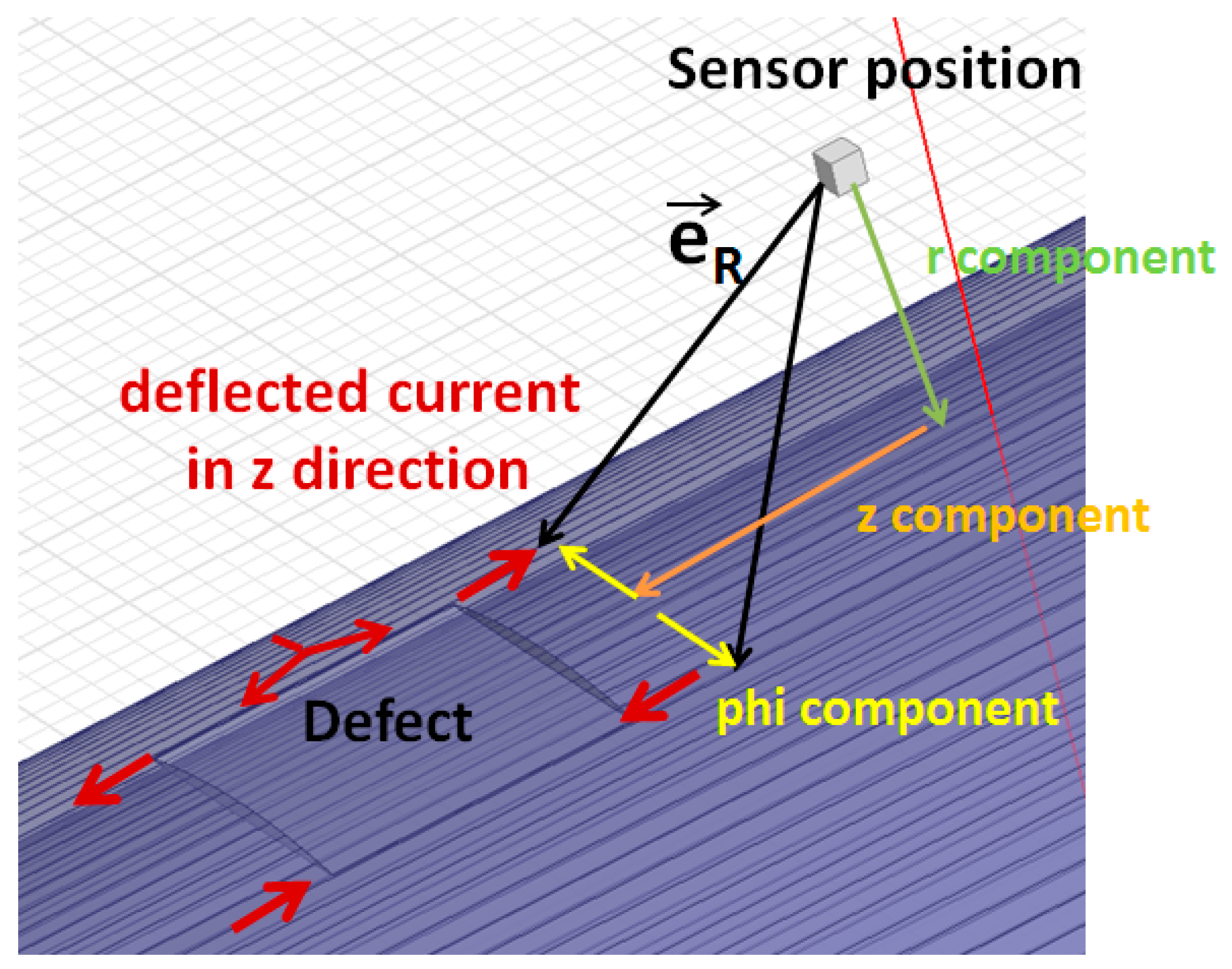
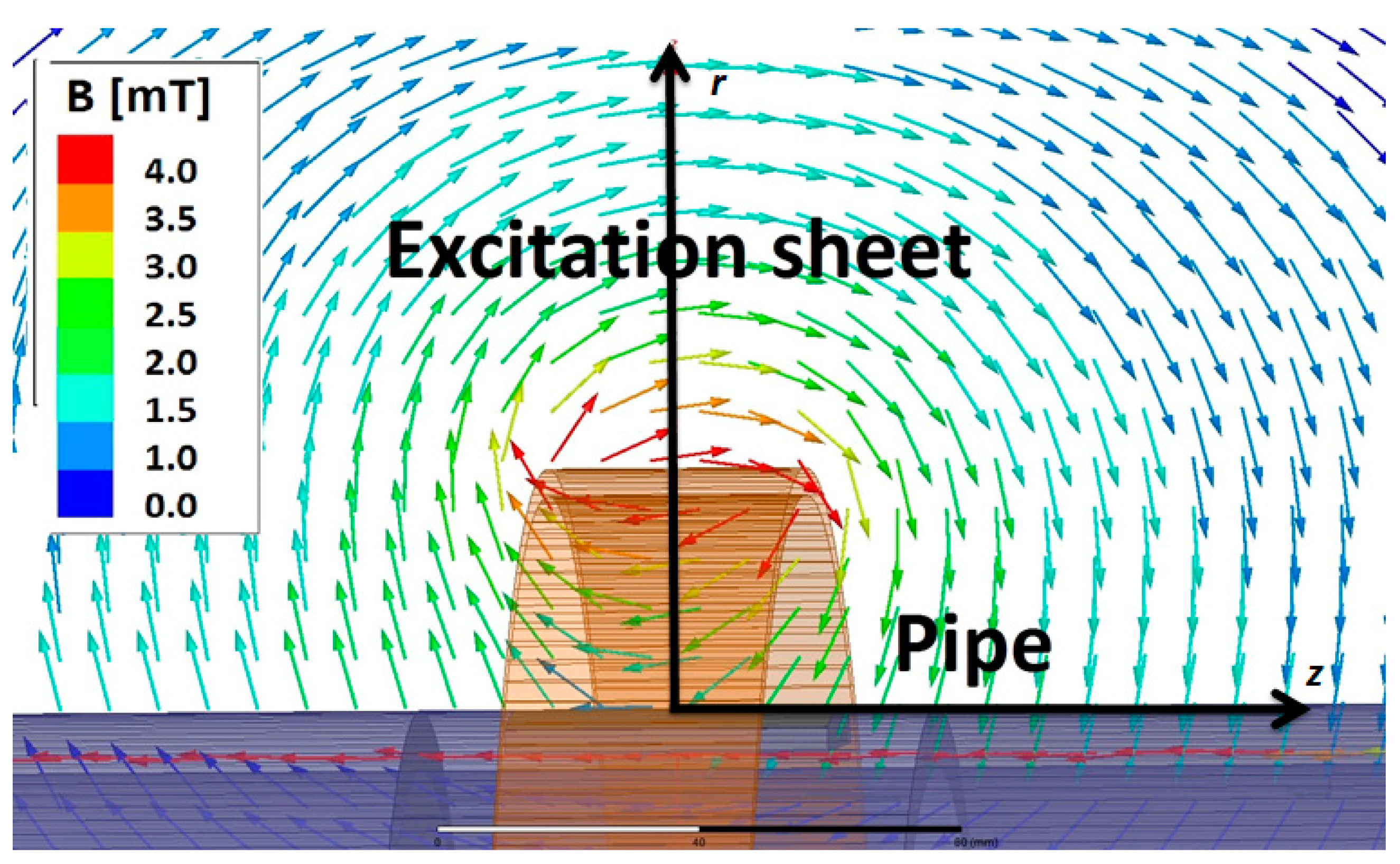
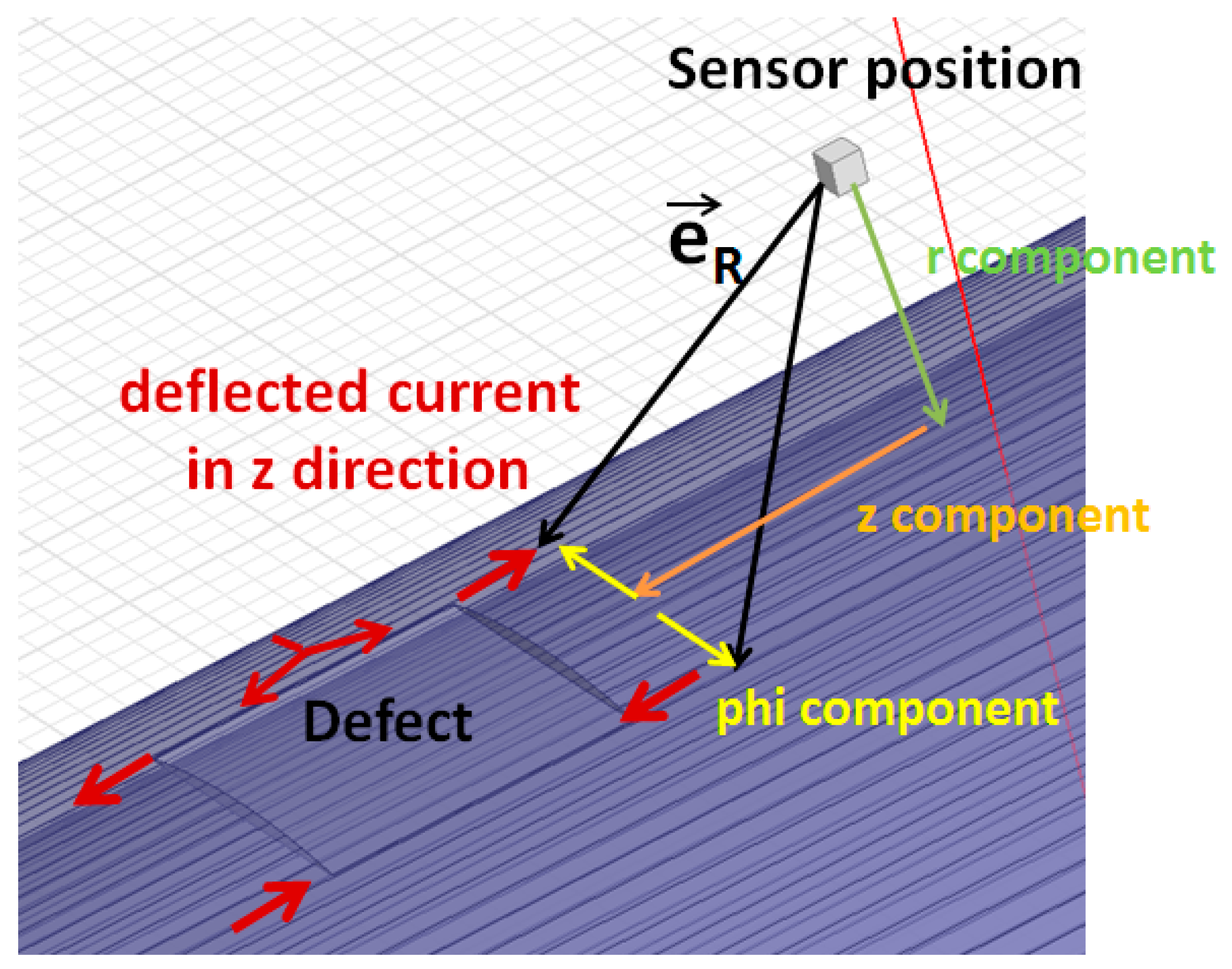
3.1.1. Analysis of the Magnetic Field Distribution and Induced Eddy Currents
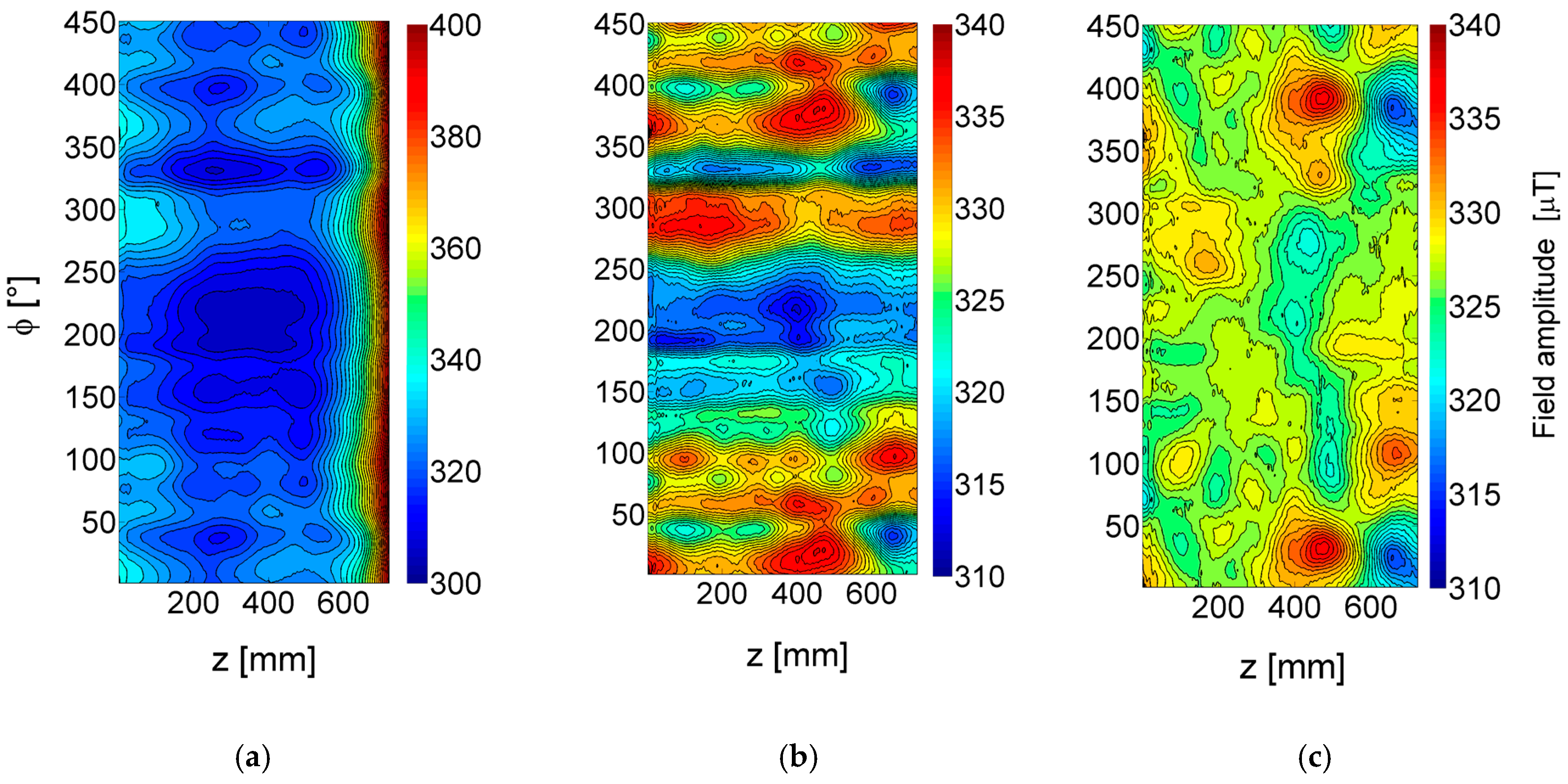
3.1.2. Measurements of Magnetic Field Distribution of a Bare Pipe
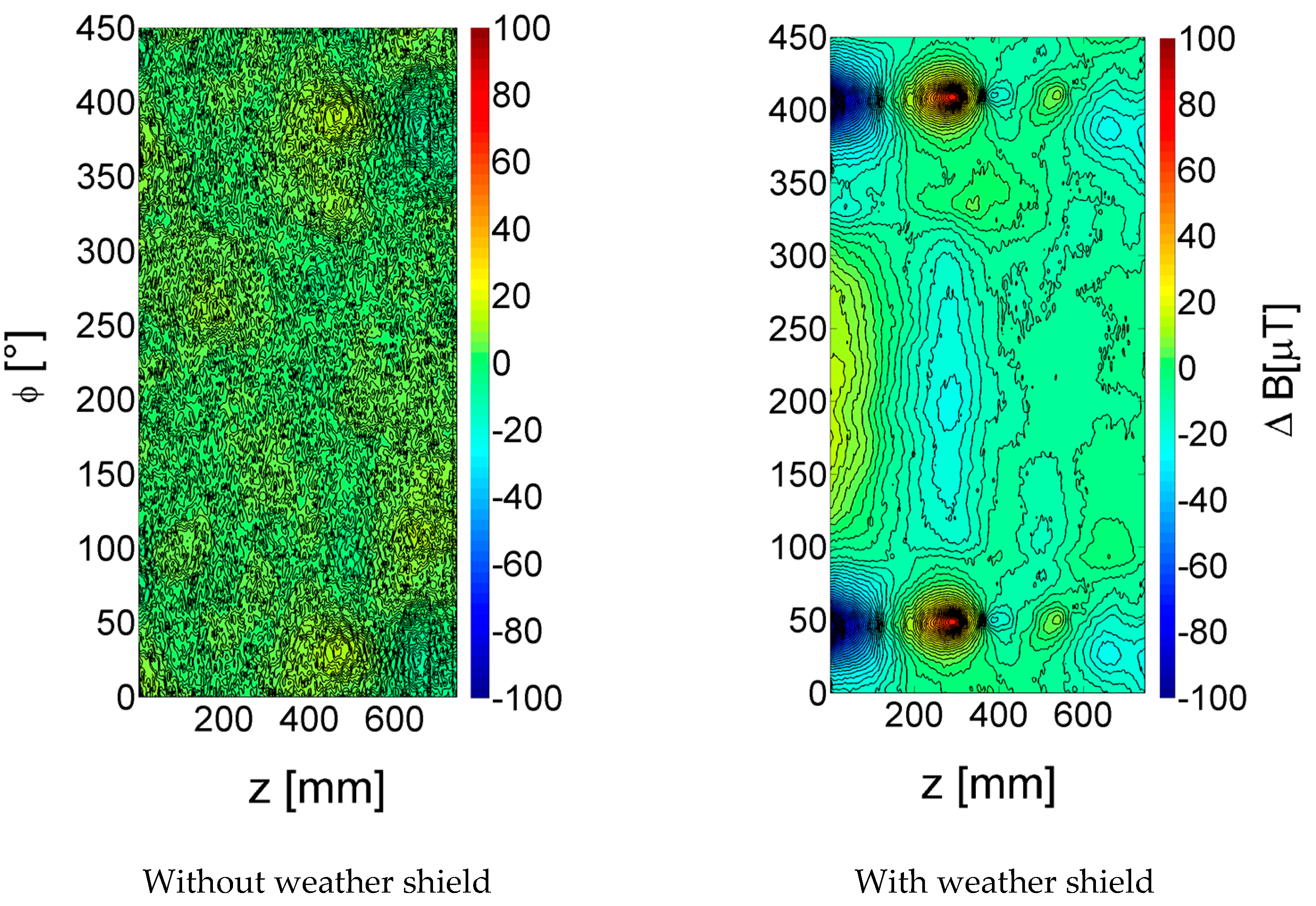
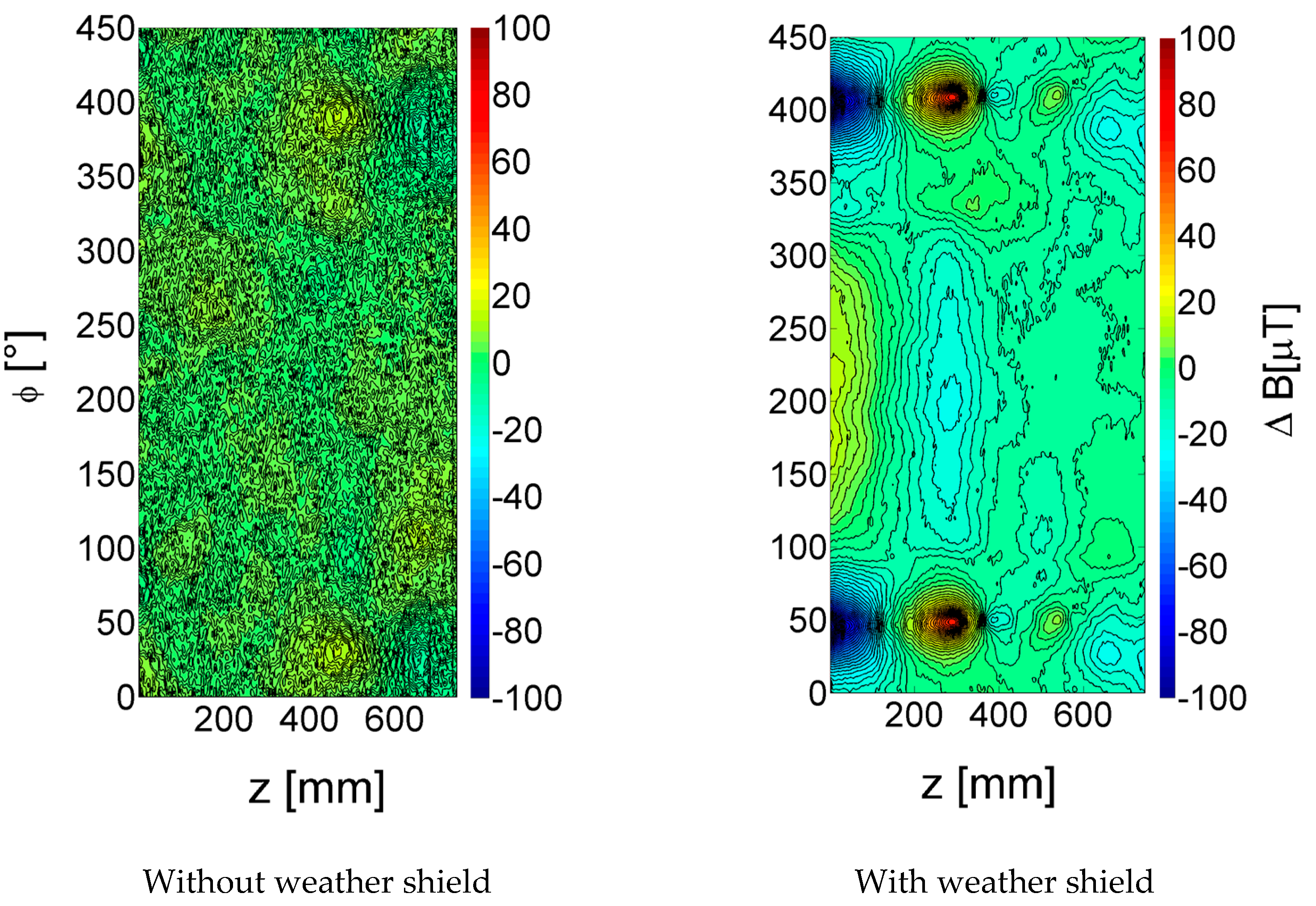
3.2. Influence of Weather Shield
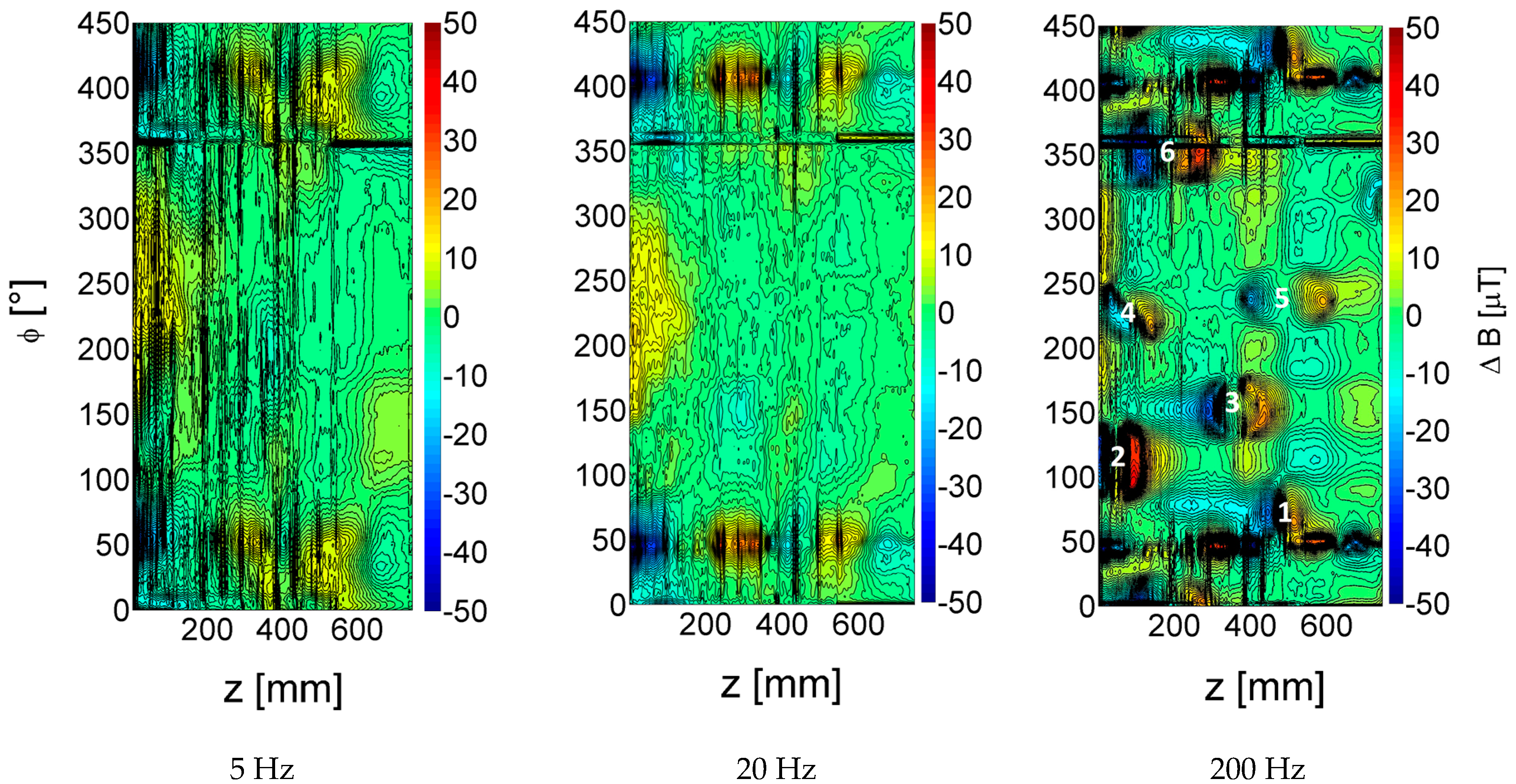
3.3. Defects in the Pipe
3.3.1. Measurement of Manufactured Defects
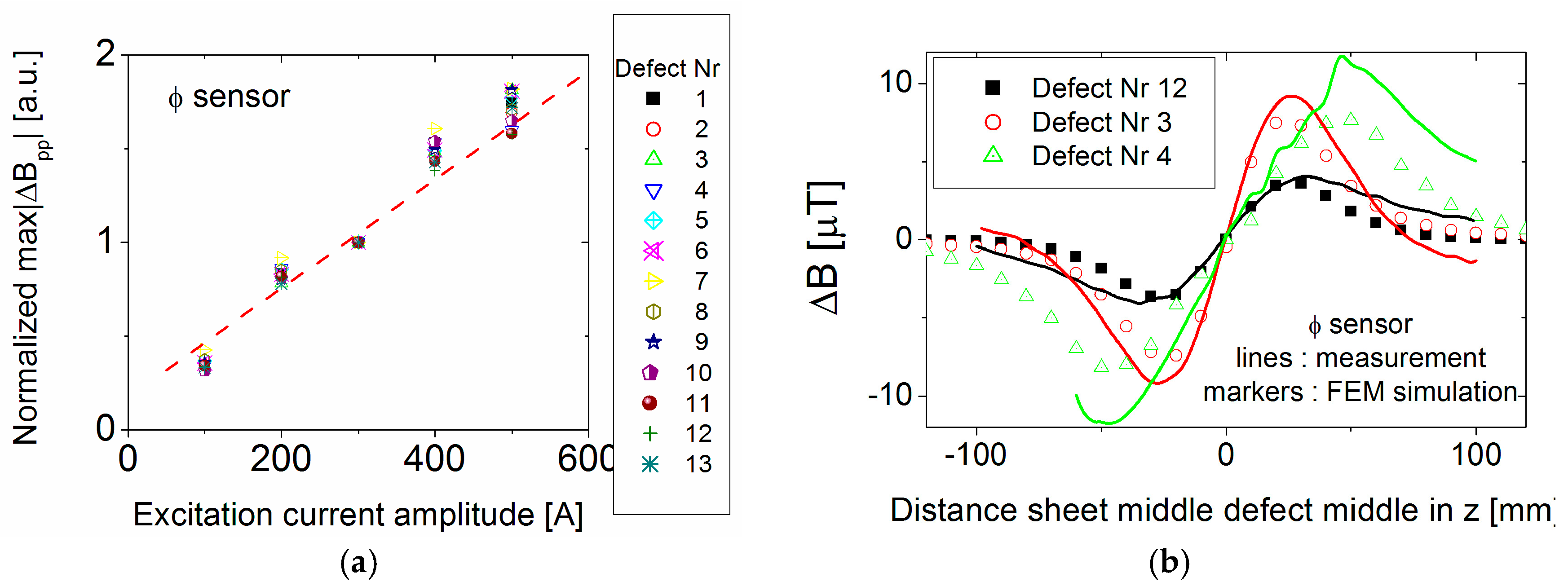
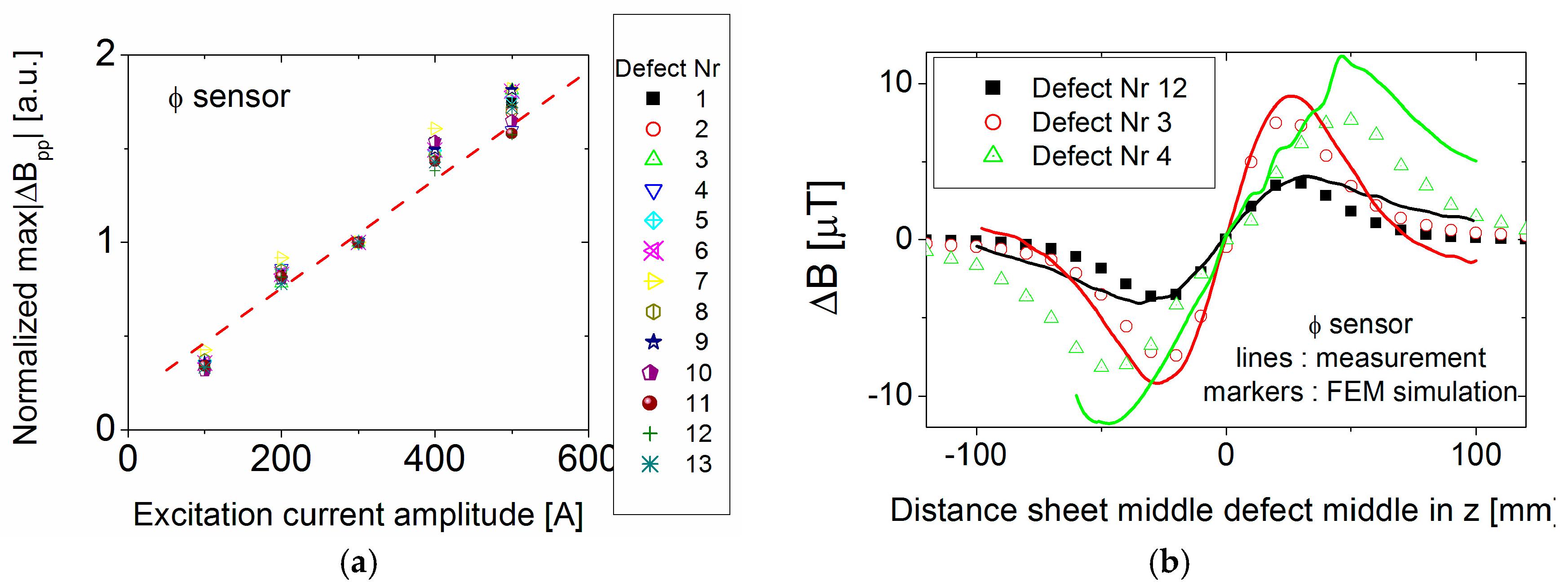
3.3.2. Defect Signal Strength Experimental Data
3.3.3. Validation of FEM Simulations
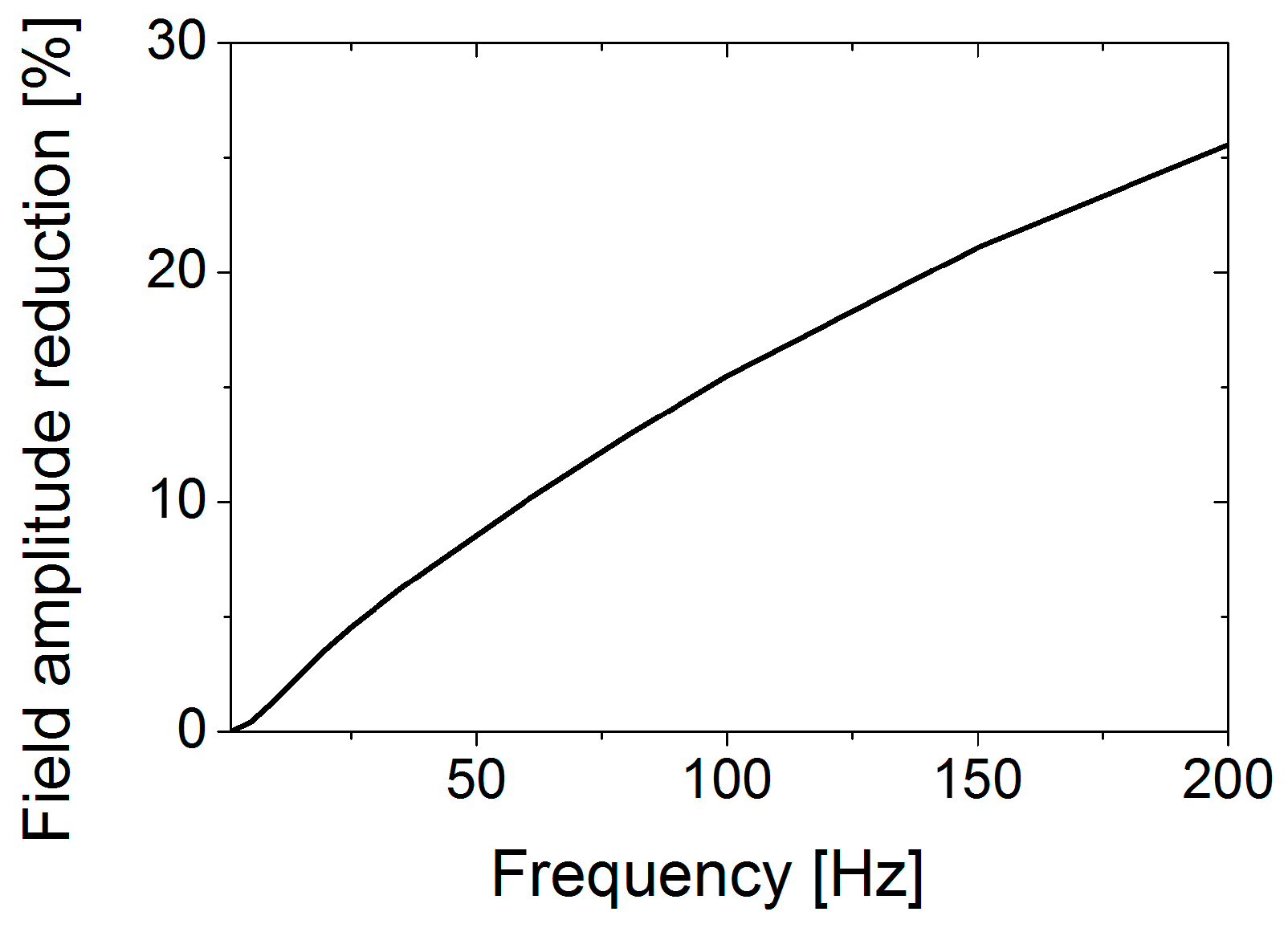
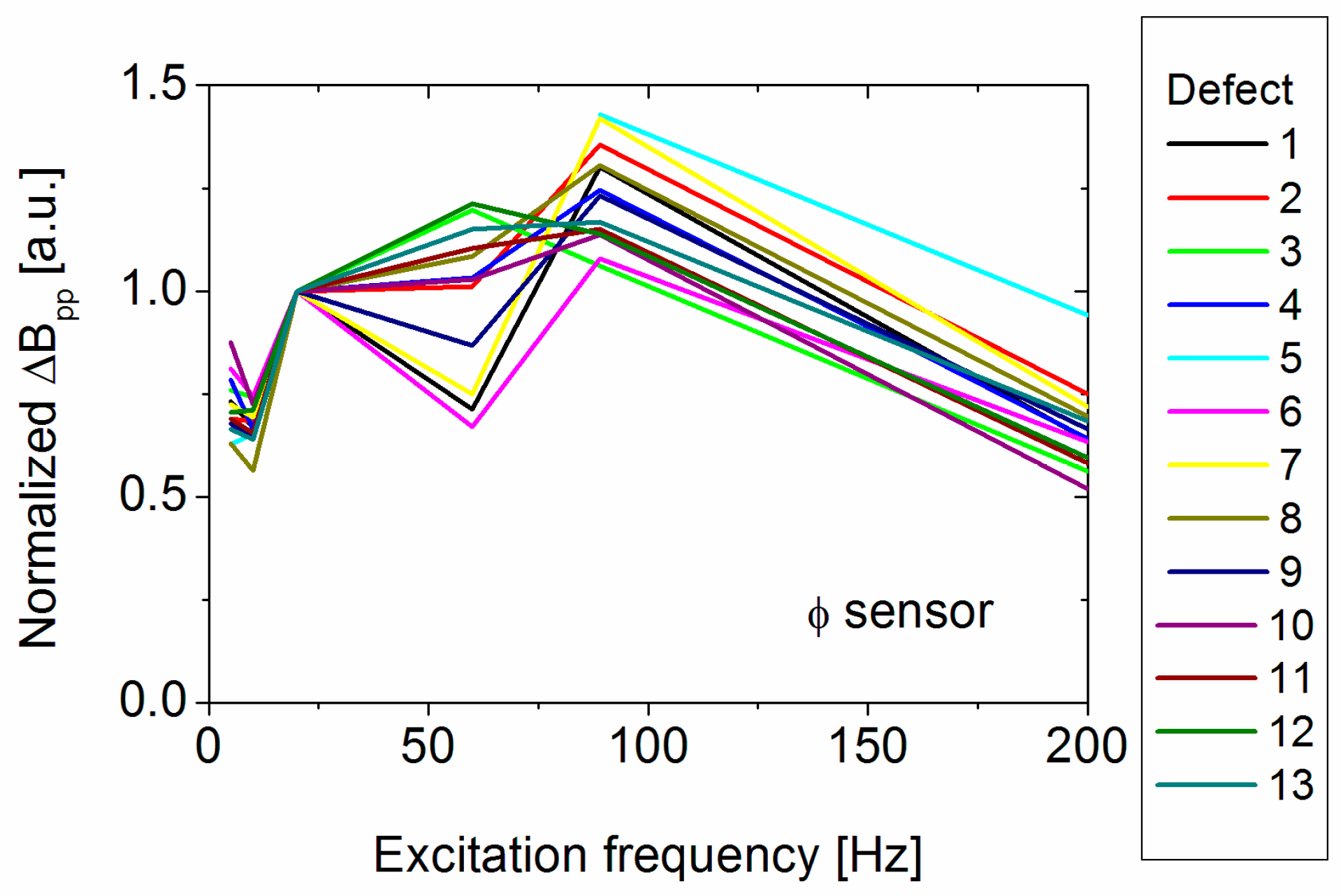
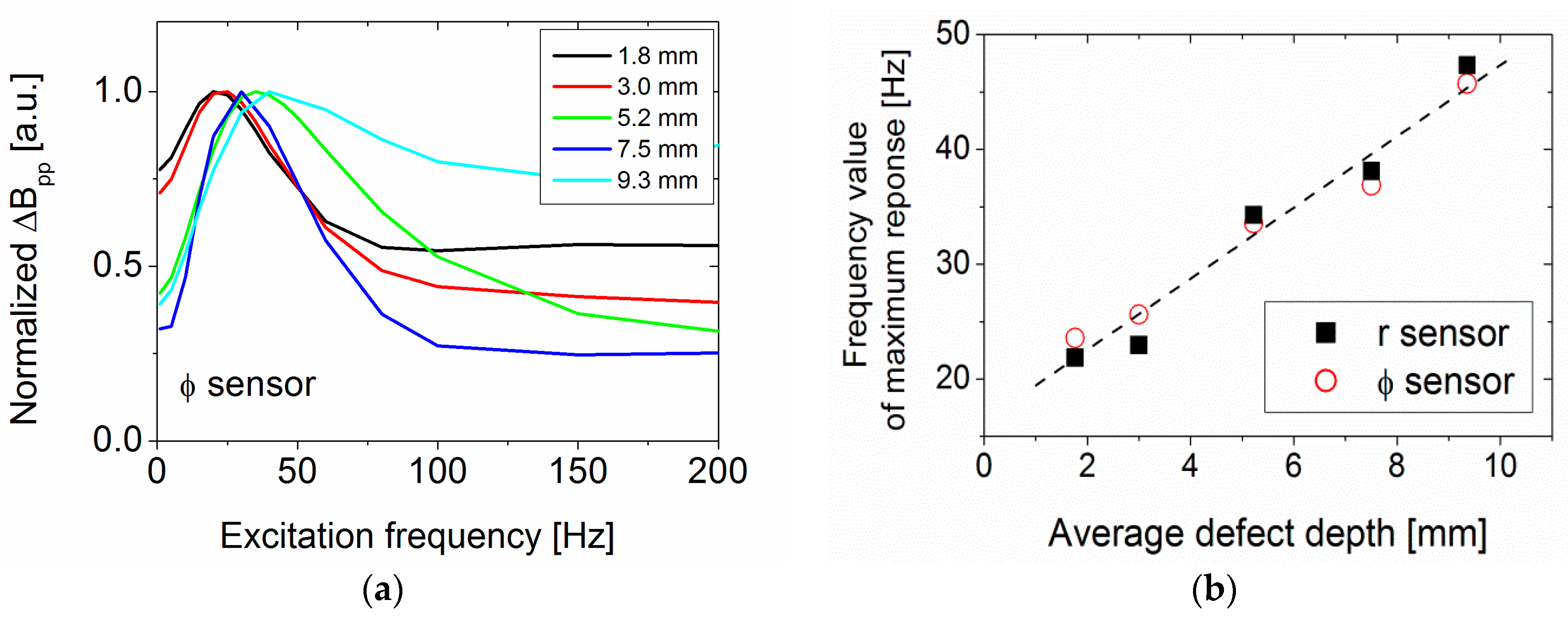
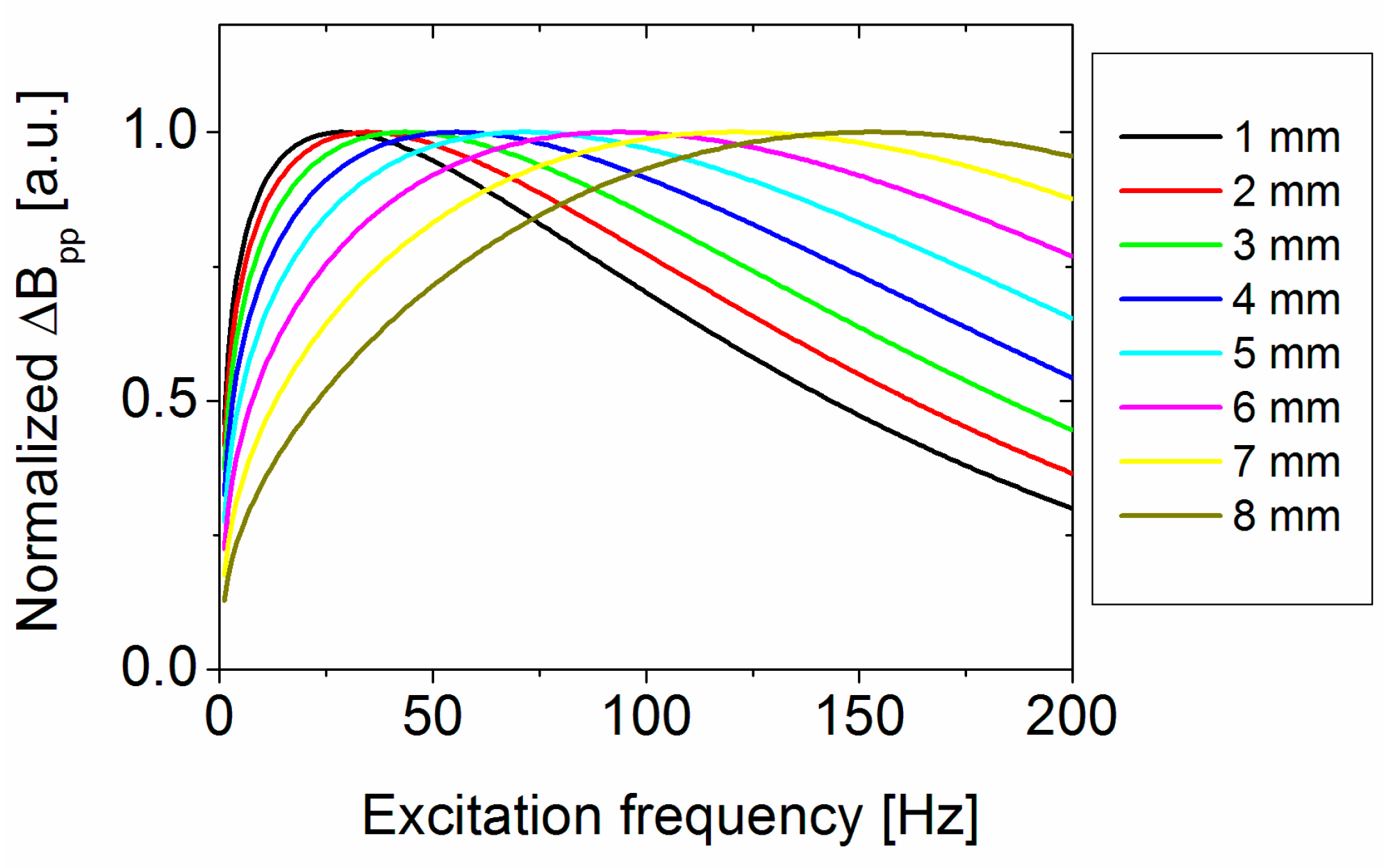
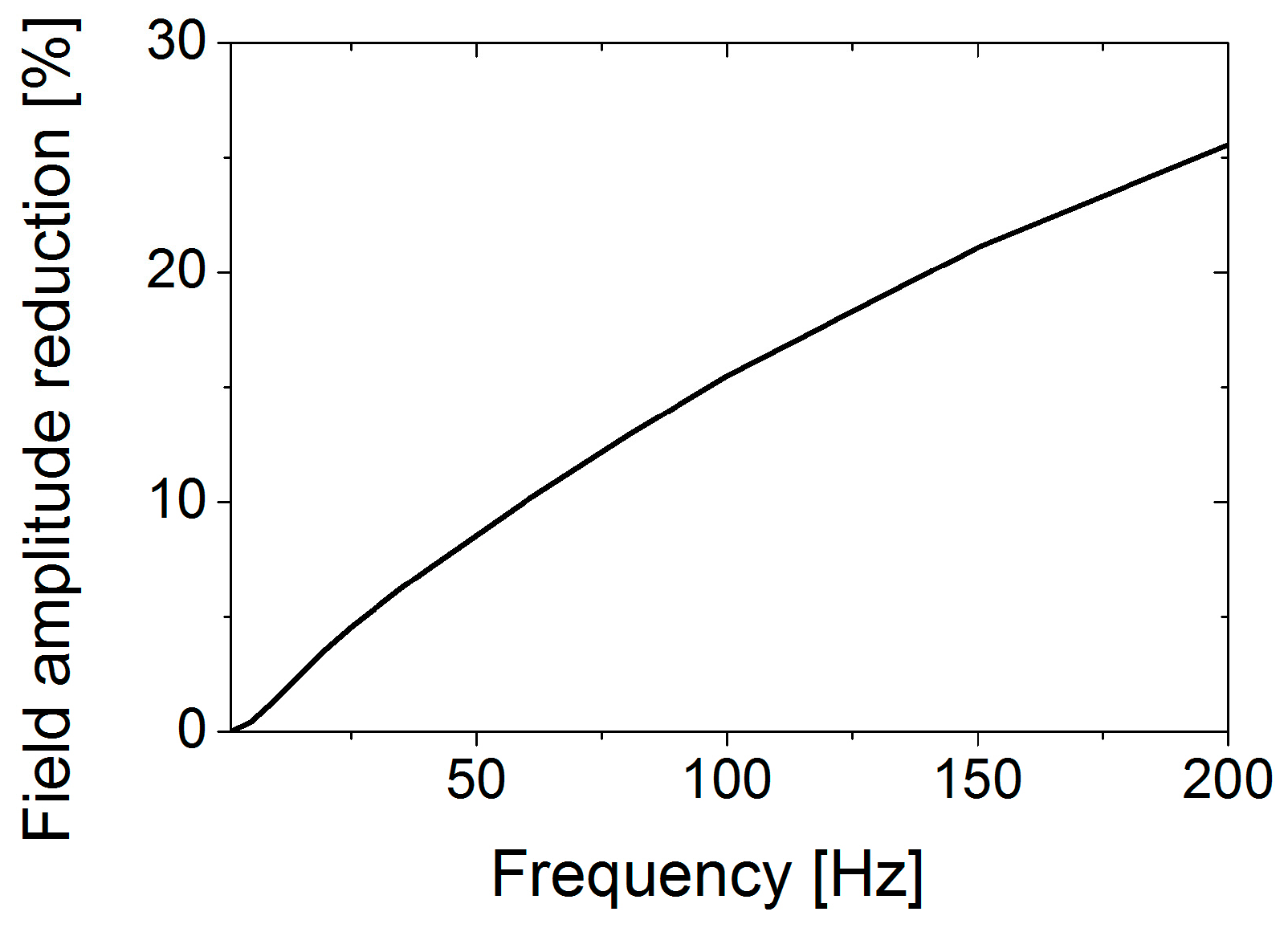
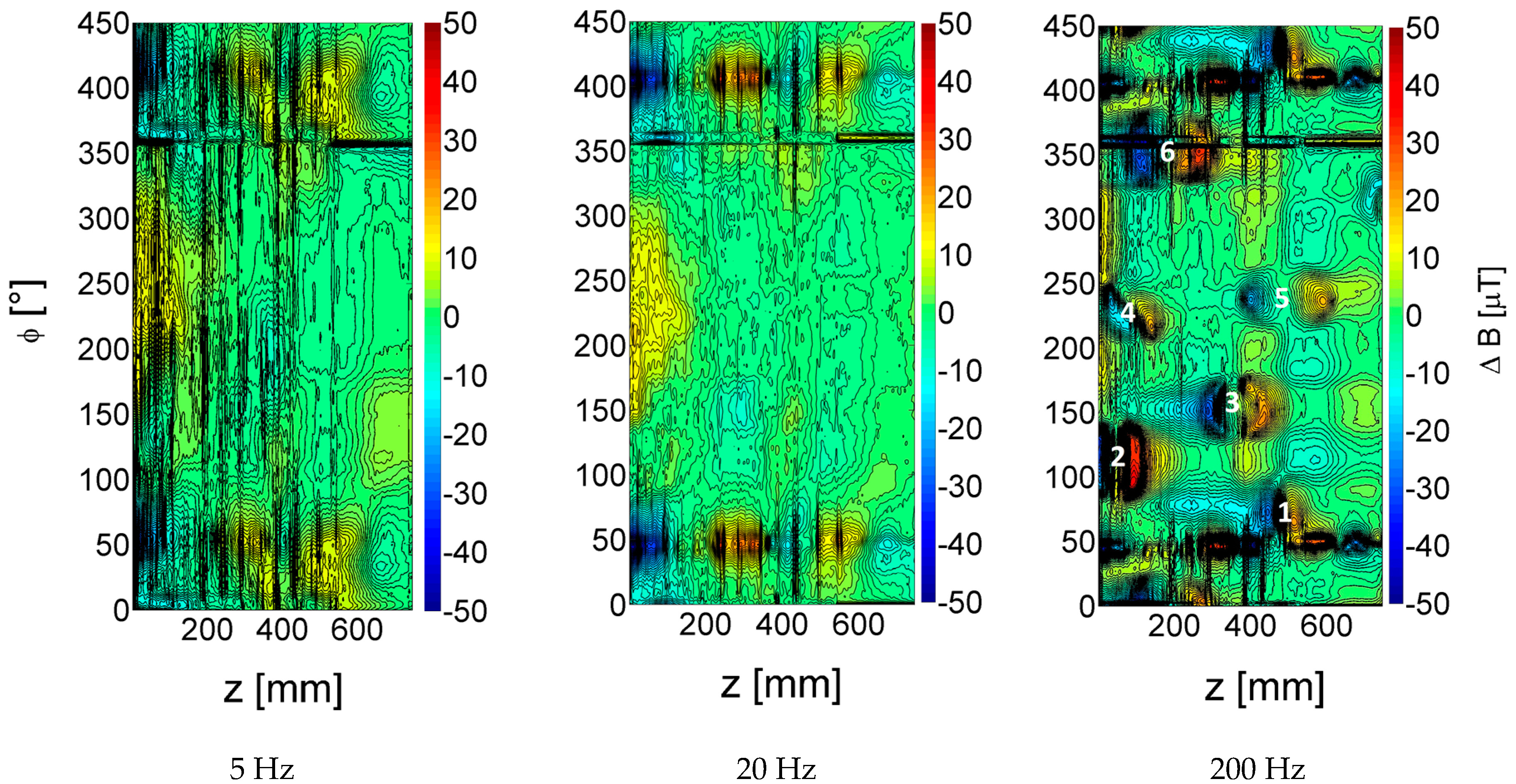
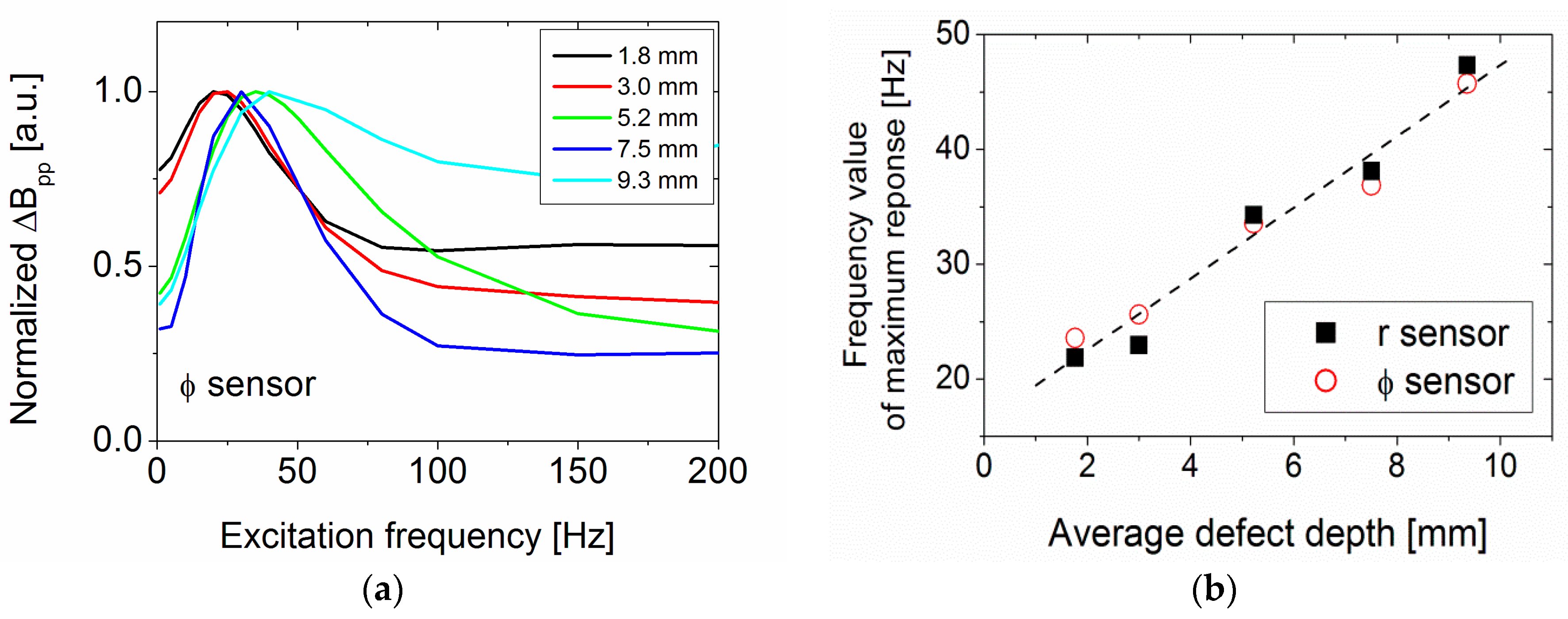
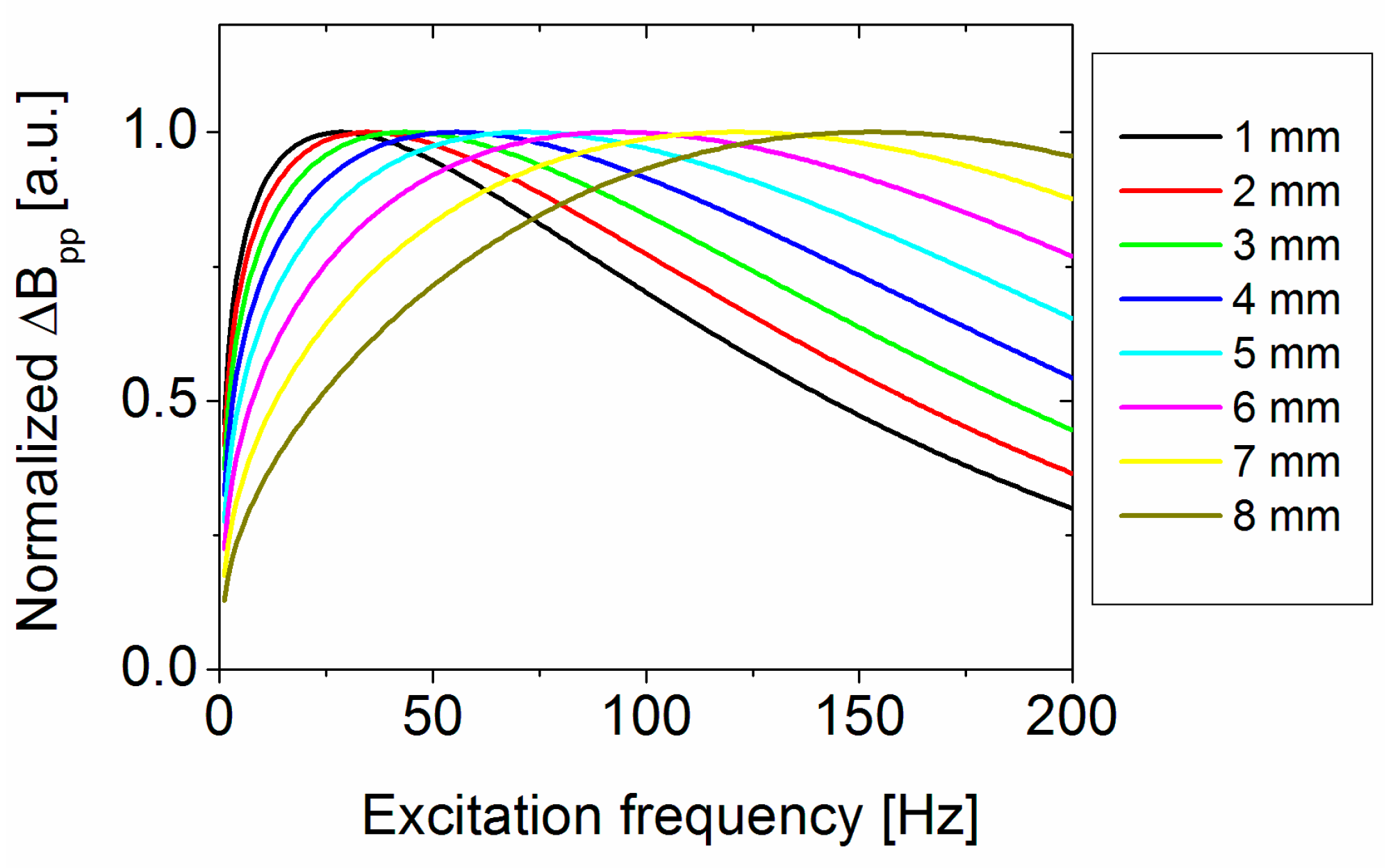
3.3.4. Frequency-Dependence of Defect Signal
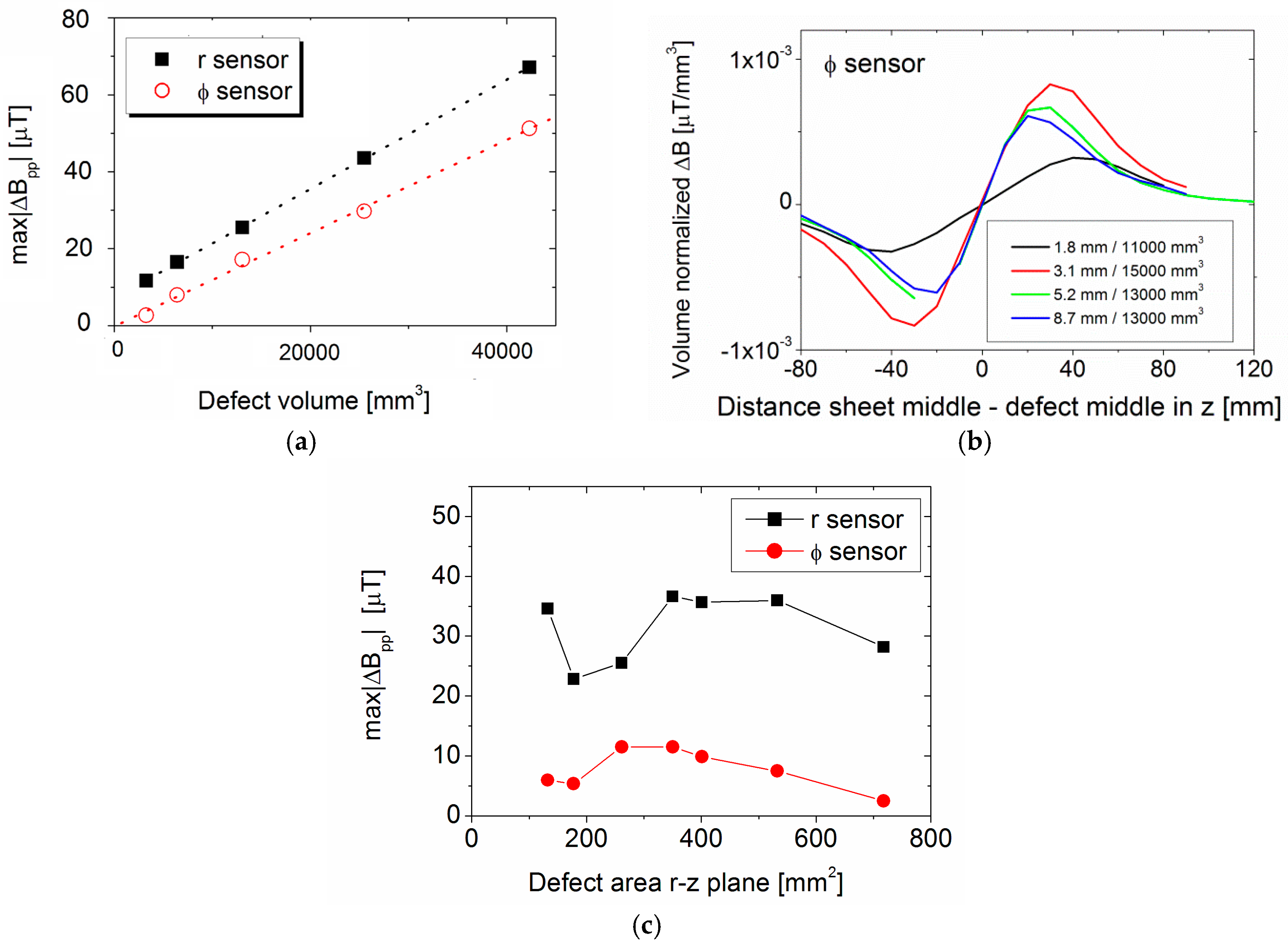
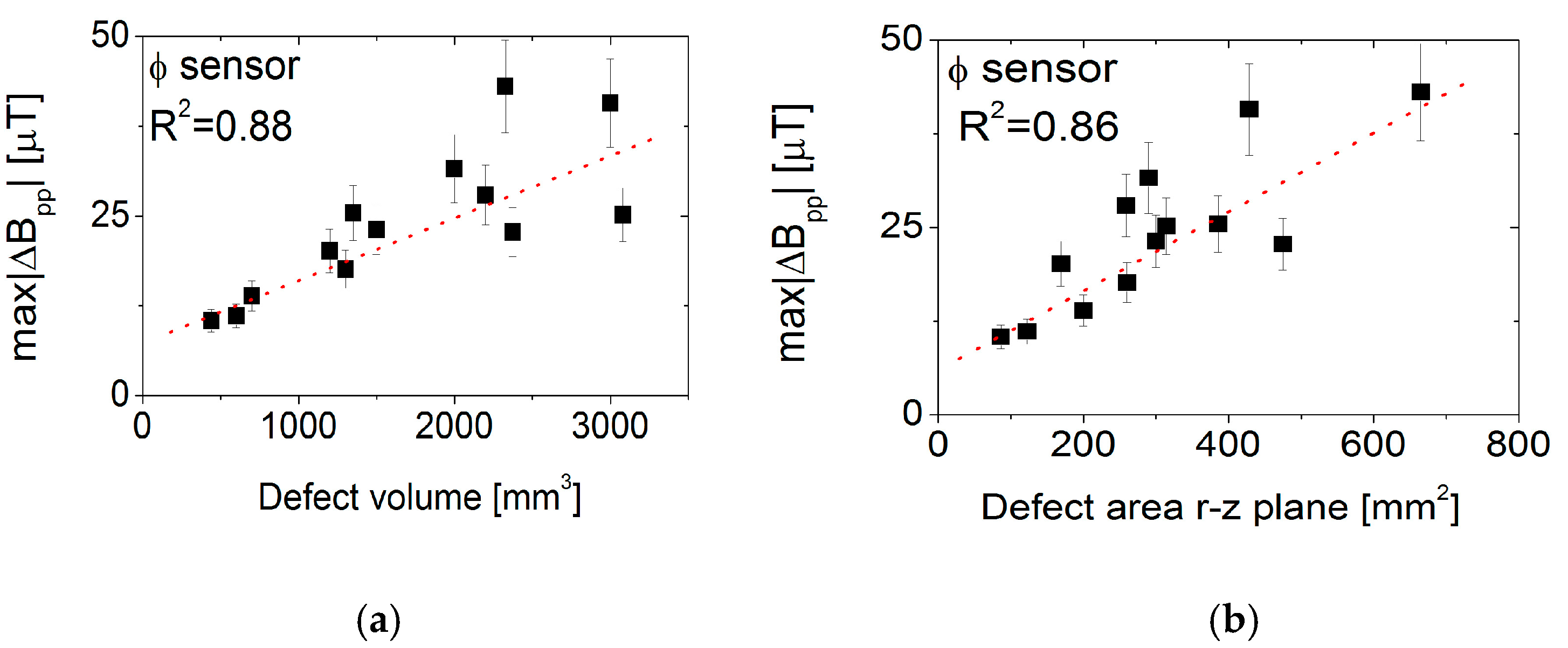
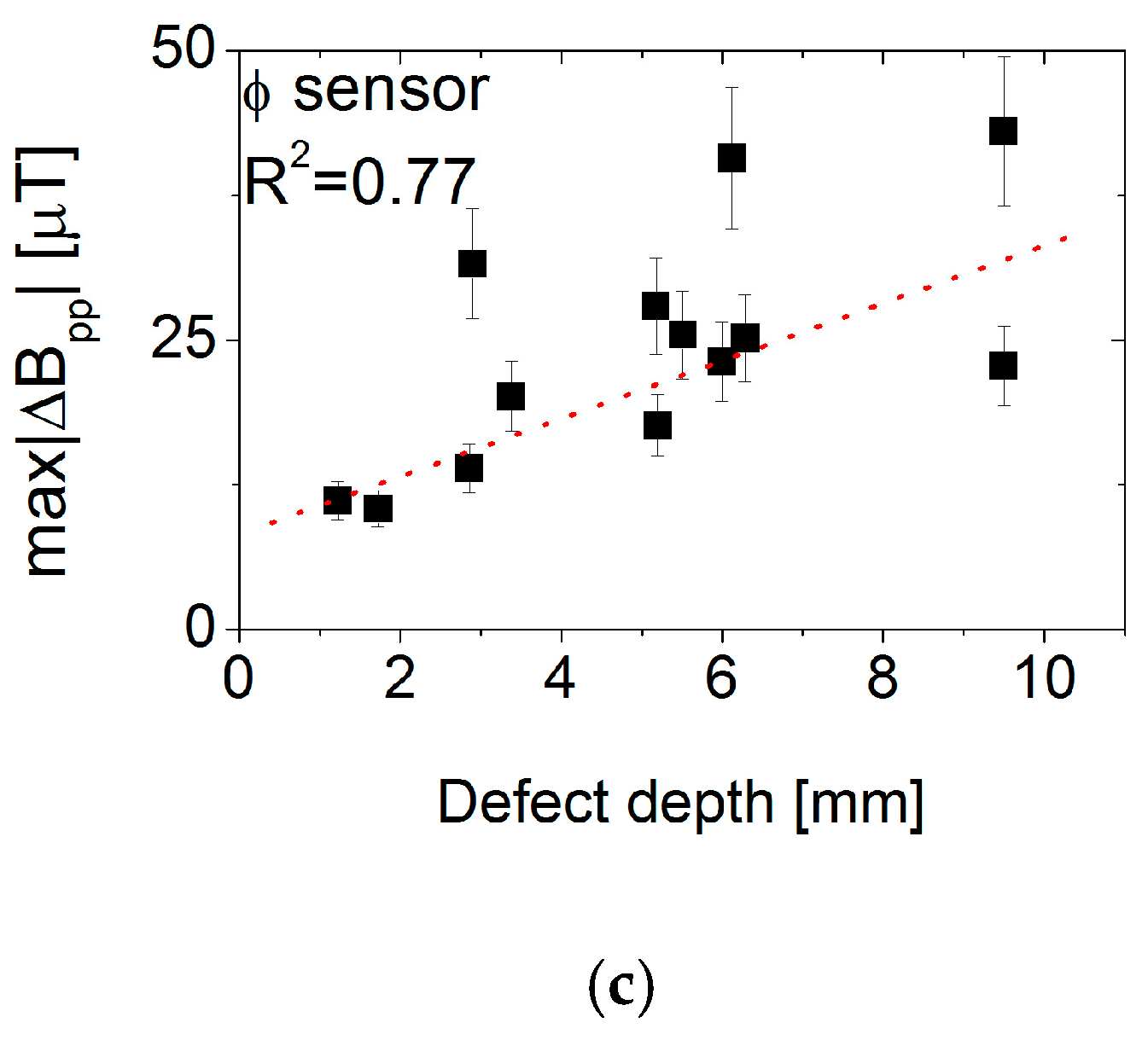
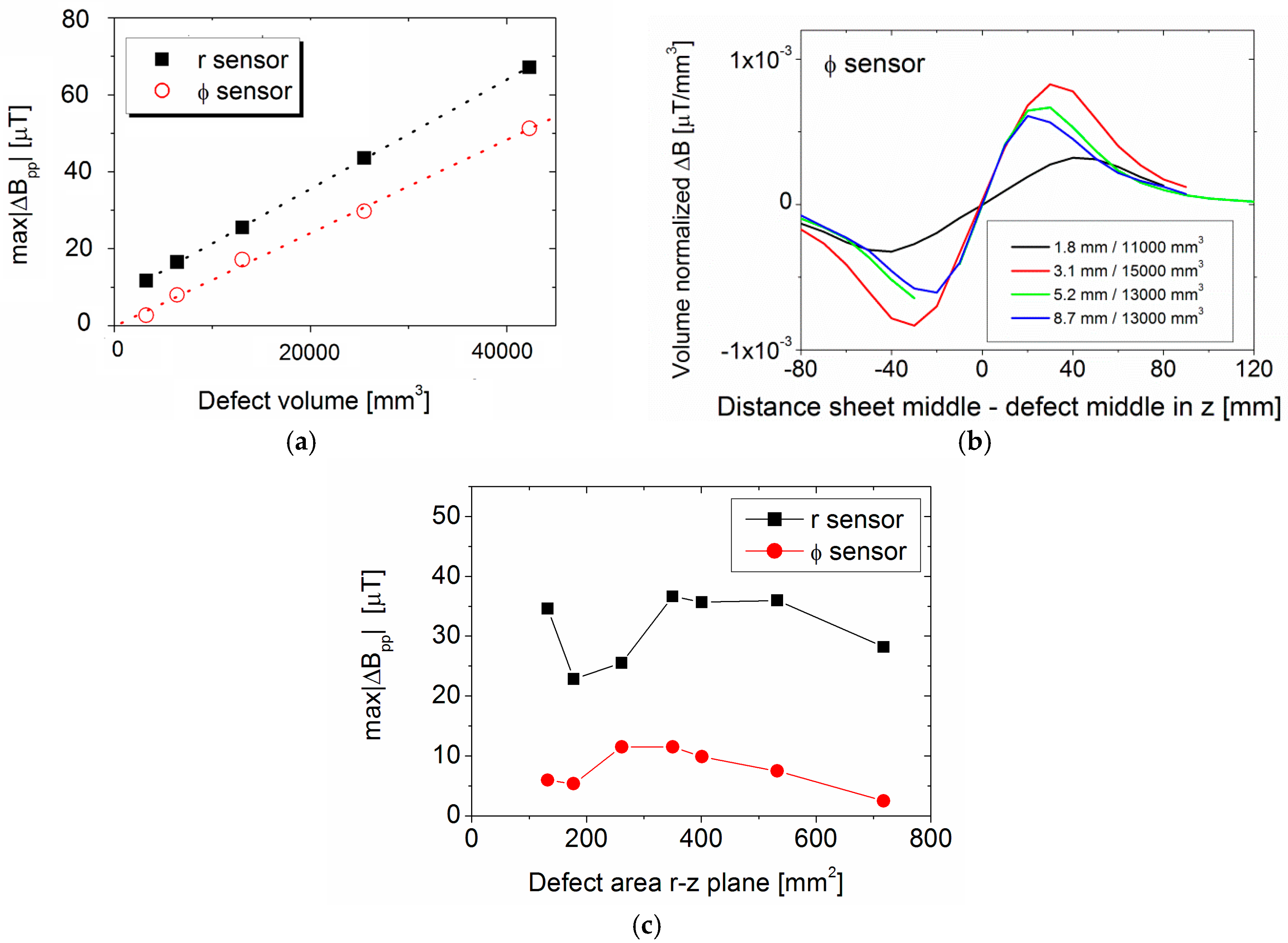
3.3.5. Influence of Defect Dimension on Signal Strength
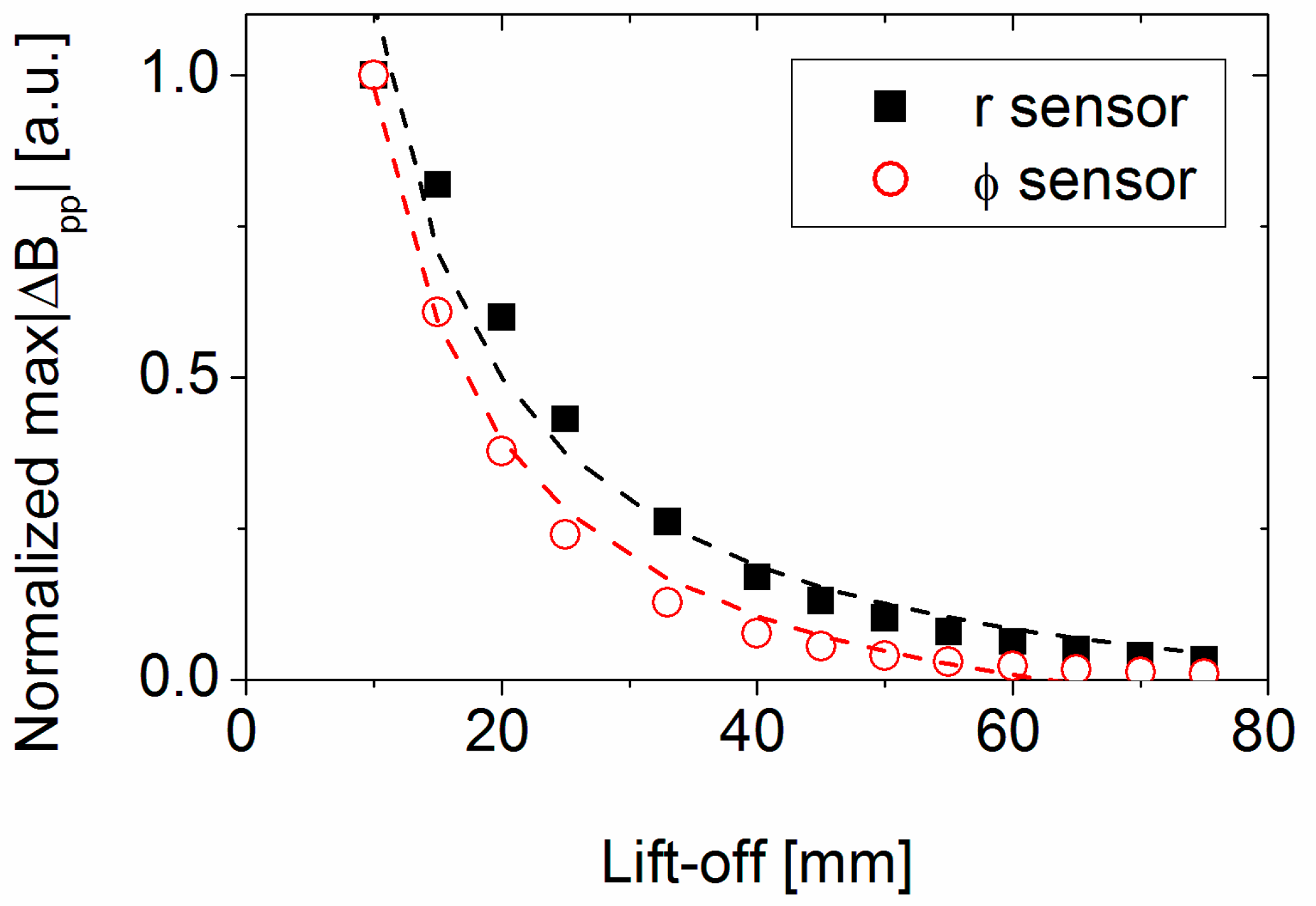
3.3.6. Influence of Lift-Off Distance
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- National Association of Corrosion Engineers, Corrosion Costs and Preventive Strategies in the United States. 2014. Available online: http://www.nace.org/uploadedFiles/Publications/ccsupp.pdf (accessed on 18 August 2017).
- Winnik, S. Corrosion-under-Insulation (CUI) Guidelines; Europaen Federation of Corrosion Publications No. 55; Woodhead Publishing Limited: Cambridge, UK, 2016. [Google Scholar]
- Winnik, S. Piping System CUI: Old Problem, Different Approaches, Minutes of EFC WP15 Corrosion in the Refinery Industry; Budapest Congress Centre: Budapest, Hungary, 2003. [Google Scholar]
- García-Martín, J.; Gómez-Gil, J.; Gar1Vázquez-Sánchez, E. Non-Destructive Techniques Based on Eddy Current Testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef] [PubMed]
- International Atomic Energy Agency. Development of Protocols for Corrosion and Deposits Evaluation in Pipes by Radiography; IAEA-TECDOC-1445; International Atomic Energy Agency: Vienna, Austria, 2006. [Google Scholar]
- Ong, P.; Patel, V.; Balasubramanyan, A. Quantitative characterization of corrosion under insulation. J. Nondestruct. Eval. 1997, 16, 135–146. [Google Scholar] [CrossRef]
- Abdullah, J.; Yahya, R. Application of CdZnTe Gamma-Ray Detector for Imaging Corrosion under Insulation. AIP Conf. Proc. 2007, 909, 74–79. [Google Scholar]
- Samir, A.; Balamesh, A. Imaging corrosion under insulation by gamma ray backscattering method. In Proceedings of the 18th World Conference on Nondestructive Testing, Durban, South Africa, 16–20 April 2012. [Google Scholar]
- Samir, A.; Balamesh, A. Single Side Imaging of Corrosion under Insulation Using Single Photon Gamma Backscattering. Res. Nondestruct. Eval. 2014, 25, 172–185. [Google Scholar]
- Zscherpel, U.; Ewert, U.; Infanzon, S.; Rastkhan, N.; Vaidya, P.; Einav, I.; Ekinci, S. Radiographic evaluation of corrosion and deposits in pipes: Results of an IAEA co-ordinated research programme. In Proceedings of the 9th European Conference on NDT DGZfP, Berlin, Germany, 25–29 September 2006. [Google Scholar]
- Lopushansky, R.; Light, G.; Gupta, N. Digital radiography of process piping. In Proceedings of the SPIE 3398, Nondestructive Evaluation of Utilities and Pipes II, San Antonio, TX, USA, 31 March–4 April 1998. [Google Scholar]
- Cawley, P.; Lowe, M.; Alleyne, D.; Pavlakovic, B.; Wilcox, P. Practical long range guided wave inspection—Applications to pipes and rail. Mater. Eval. 2003, 61, 66–74. [Google Scholar]
- Alleyne, D.; Pavlakovic, B.; Lowe, M.; Cawley, P. Rapid. Long Range Inspection of Chemical Plant Pipework Using Guided Waves. Rev. Prog. QNDE 2001, 20, 180–187. [Google Scholar]
- Rose, J.; Jiao, D.; Spanner, J. Ultrasonic Guided Waves for Piping Inspection. Rev. Prog. Quant. NDE 1996, 15, 1285–1290. [Google Scholar]
- Fateri, S.; Lowe, P.; Engineer, B.; Boulgouris, N. Investigation of Ultrasonic Guided Waves Interacting With Piezoelectric Transducers. IEEE Sens. J. 2015, 15, 4319–4328. [Google Scholar] [CrossRef]
- Demma, A.; Cawley, P.; Lowe, M.; Roosenbrand, A.; Pavlakovic, B. The reflection of guided waves from notches in pipes: A guide for interpreting corrosion measurements. NDT E Int. 2003, 37, 167–180. [Google Scholar] [CrossRef]
- Verma, B.; Mishra, T.; Balasubramaniam, K.; Rajagopal, P. Interaction of low-frequency axisymmetric ultrasonic guided waves with bends in pipes of arbitrary bend angle and general bend radius. Ultrasonics 2014, 54, 801–808. [Google Scholar] [CrossRef] [PubMed]
- Kwun, H.; Holt, A. Feasibility of under-lagging corrosion detection in steel pipe using the magnetostrictive sensor technique. NDT E Int. 1995, 28, 211–214. [Google Scholar] [CrossRef]
- TueV Sued. Detecting Corrosion under Insulation. E-ssentials 2012, 5, 2–4. [Google Scholar]
- Jones, R.; Simonetti, F.; Lowe, M.; Bradley, I. Use of Microwaves for the Detection of Water as a Cause of Corrosion under Insulation. J. Nondestruct. Eval. 2011, 31, 65–76. [Google Scholar] [CrossRef]
- Jarvis, R.; Cawley, P.; Nagy, P. Current deflection NDE for the inspection and monitoring of pipes. NDT E Int. 2016, 81, 46–59. [Google Scholar] [CrossRef]
- Garcıa-Martın, J.; Gomez-Gil, J.; Vazquez-Sanchez, E. Non-destructive techniques based on eddy current testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef] [PubMed]
- Uzal, E.; Rose, J. The impedance of eddy current probes above layered metals whose conductivity and permeability vary continuously. IEEE Trans. Magn. 1993, 29, 1869–1873. [Google Scholar] [CrossRef]
- Stutzke, N.; Russek, S.; Pappas, P. Low-frequency noise measurements on commercial magnetoresistive magnetic field sensors. J. Appl. Phys. 2005, 97, 10Q107. [Google Scholar] [CrossRef]
- Dogaru, T.; Smith, S.T. Giant magnetoresistence-based eddy-current sensor. IEEE Trans. Magn. 2002, 37, 3831–3838. [Google Scholar] [CrossRef]
- Rifai, D.; Abdalla, A.; Ali, A.; Razali, R. Giant Magnetoresistance Sensors: A Review on Structures and Non-Destructive Eddy Current Testing Applications. Sensors 2016, 16, 298. [Google Scholar] [CrossRef] [PubMed]
- Nair, N.; Melapudi, V.; Hector, J.; Liu, X.; Deng, Y.; Zeng, Z.; Udpa, L.; Thomas, J.; Udpa, S. A GMR-based eddy current system for NDE of aircraft structures. IEEE Trans. Magn. 2016, 42, 3312–3314. [Google Scholar] [CrossRef]
- Yang, G.; Zeng, Z.; Deng, Y.; Liu, X.; Udpa, L.; Tamburrino, A. 3D EC-GMR sensor system for detection of subsurface defects at steel fastener sites. NDT E Int. 2012, 50, 20–28. [Google Scholar] [CrossRef]
- Lo, C.; Nakagawa, N. Evaluation of eddy current and magnetic techniques for inspecting rebars in bridge barrier rails. AIP Conf. Proc. 2013, 1511, 1371–1377. [Google Scholar]
- Yamada, S.; Chomsuwan, K.; Fukuda, Y.; Iwahara, M.; Wakiwaka, H.; Shoji, S. Eddy-current testing probe with spin-valve type GMR sensor for printed circuit board inspection. IEEE Trans. Magn. 2004, 40, 2676–2678. [Google Scholar] [CrossRef]
- Wang, R.; Kawamura, Y. An automated sensing system for steel bridge inspection using GMR sensor array and magnetic wheels of climbing robot. J. Sens. 2016. [Google Scholar] [CrossRef]
- Du, W.; Nguyen, H.; Dutt, A.; Scallion, K. Design of a GMR sensor array system for robotic pipe inspection. In Proceedings of the 2010 IEEE SENSORS, Kona, HI, USA, 1–4 November 2010; pp. 2551–2554. [Google Scholar]
- Chen, L.; Que, P.; Jin, T. A giant-magnetoresistance sensor for magnetic-flux-leakage nondestructive testing of a pipe. Russ. J. Nondestruct. Test. 2005, 41, 462–465. [Google Scholar] [CrossRef]
- Kaack, M.; Orth, T.; Fischer, G.; Weingarten, W.; Koka, S.; Arzt, N. Application of GMR sensors for the industrial inspection of seamless steel pipes. In Proceedings of the 11th Symposium on Magnetoresistive Sensors and Magnetic Systems, Wetzlar, Germany, 29–30 March 2011. [Google Scholar]
- Rifai, D.; Abdalla, A.; Razali, R.; Ali, K.; Faraj, M. An eddy current testing platform system for pipe defect inspection based on an optimized eddy current technique probe design. Sensors 2017, 17. [Google Scholar] [CrossRef] [PubMed]
- Goldfine, N.; Dunford, T.; Washabaugh, A.; Haque, S.; Denenberg, S. MWM-Array Electromagnetic Techniques for Crack Sizing, Weld Assessment, Wall Loss/Thickness Measurement and Mechanical Damage Profilometry; Technical Document TR_2012_05_02(2012); Jentek sensors Inc.: Waltham, MA, USA, 2012. [Google Scholar]
- Farea, S.; Hammad, R.; Dawoud, F.; Dossary, S.; Alzarani, S.; Binqorsain, A.; Minachi, A.; Goldfine, N.; Denenberg, S.; Manning, B.; et al. Field Demonstrations of MR-MWM-Array Solution for Detection, Imaging and Sizing of Corrosion under Fireproofing (CUF) with Wire Mesh. In Proceedings of the 15th Middle East Corrosion Conference, Bahrain, 2–5 February 2014. [Google Scholar]
- Brett, C.; de Raad, J. Validation of pulsed eddy current system for measuring wall thinning trough insulation. In Proceedings of the SPIE 2947, Nondestructive Evaluation of Utilities and Pipes, Scottsdale, AZ, USA, 14 November 1996. [Google Scholar]
- Cheng, W. Pulsed Eddy Current Testing of Carbon Steel Pipes Wall-thinning Through Insulation and Cladding. J. Nondestruct. Eval. 2012, 31, 215–224. [Google Scholar] [CrossRef]
- Greiner, M.; Demers-Carpeneter, V.; Rochette, M.; Hardy, F. Pulsed Eddy Current: New Developments for Corrosion under Insulation Examinations. In Proceedings of the 19th World Conference on Non-Destructive Testing, Munich, Germany, 13–17 June 2016. [Google Scholar]
- Majidnia, S.; Rudlin, J.; Nilavalan, R. A pulsed eddy current system for flaw detection using an encircling coil on a steel pipe. In Proceedings of the First International Conference on Welding and Non Destructive Testing (ICWNDT2014), Karaj, Iran, 25–26 February 2014. [Google Scholar]
- Majidnia, S.; Rudlin, J.; Nilavalan, R. Investigations on a pulsed eddy current system for flaw detection using an encircling coil on a steel pipe. Insight Non-Destr. Test. Cond. Monit. 2014, 56, 560–565. [Google Scholar] [CrossRef]
- NVE. NVE Analog Sensors Catalogue. Available online: http://www.nve.com/Downloads/analog_catalog.pdf (accessed on 18 August 2017).
- Herynk, M.; Kyriakides, S.; Onoufriou, A.; Yun, H. Effects of the UOE/UOC pipe manufacturing processes on pipe collapse pressure. Int. J. Mech. Sci. 2007, 49, 533–553. [Google Scholar] [CrossRef]
- Murgatroyd, P.; Walker, N. Frequency-dependent inductance and of foil conductor loops. Proc. Inst. Electr. Eng. 1977, 124, 493–496. [Google Scholar] [CrossRef]
- Afzal, M.; Udpa, S. Advanced signal processing of magnetic flux leakage data obtained from seamless gas pipeline. NDT E Int. 2002, 35, 449–457. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Length | 1.3 m |
| Inner diameter | 254.8 mm |
| Outer diameter | 273 mm |
| Resistivity | 170 × 10−9 Ω·m |
| Relative permeability | 63 |
| Defect | Defect Volume (mm3) | Defect Length in z (mm) | Defect Length in Φ (°) | Average Defect Depth (mm) |
|---|---|---|---|---|
| 1 | 30,000 | 70 | 29 | 6.1 |
| 2 | 13,500 | 70 | 14.5 | 5.5 |
| 3 | 23,800 | 50 | 21 | 9.3 |
| 4 | 20,000 | 100 | 29 | 2.9 |
| 5 | 6000 | 100 | 20 | 1.2 |
| 6 | 30,800 | 50 | 41 | 6.3 |
| 7 | 23,300 | 70 | 16 | 9.3 |
| 8 | 7000 | 70 | 16 | 2.9 |
| 9 | 15,000 | 50 | 21 | 6.0 |
| 10 | 22,000 | 50 | 35 | 5.2 |
| 11 | 12,000 | 50 | 30 | 3.4 |
| 12 | 4400 | 50 | 21 | 1.7 |
| 13 | 13,000 | 50 | 21 | 5.2 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bailey, J.; Long, N.; Hunze, A. Eddy Current Testing with Giant Magnetoresistance (GMR) Sensors and a Pipe-Encircling Excitation for Evaluation of Corrosion under Insulation. Sensors 2017, 17, 2229. https://doi.org/10.3390/s17102229
Bailey J, Long N, Hunze A. Eddy Current Testing with Giant Magnetoresistance (GMR) Sensors and a Pipe-Encircling Excitation for Evaluation of Corrosion under Insulation. Sensors. 2017; 17(10):2229. https://doi.org/10.3390/s17102229
Chicago/Turabian StyleBailey, Joseph, Nicholas Long, and Arvid Hunze. 2017. "Eddy Current Testing with Giant Magnetoresistance (GMR) Sensors and a Pipe-Encircling Excitation for Evaluation of Corrosion under Insulation" Sensors 17, no. 10: 2229. https://doi.org/10.3390/s17102229
APA StyleBailey, J., Long, N., & Hunze, A. (2017). Eddy Current Testing with Giant Magnetoresistance (GMR) Sensors and a Pipe-Encircling Excitation for Evaluation of Corrosion under Insulation. Sensors, 17(10), 2229. https://doi.org/10.3390/s17102229