To determine the pressure on a surface, the pressure sensitive paint (PSP) technique is an attractive possibility. PSP is an optical technique whereby the pressure distribution on a surface can be obtained without the use of mechanical pressure transducers. This technique has several advantages as compared to standard pressure measuring techniques, e.g., the spatial resolution can be high and it can be applied to models or structures where standard pressure taps are complicated or impossible to install, such as thin blades and/or rotating components.
In the present work we describe the use of PSP on the impeller blades of a small-scale compressor intended for use in the gas-exchange system of a passenger car. In the gas-exchange system the compressor is used to increase the pressure and thereby the density of the air (mixture) supplied to the cylinders of the engine. Usually the compressor is one part of a turbocharger, where a turbine driven by the engine exhaust flow is mounted on the same axis and provides the power to turn the compressor wheel. Other solutions also exist, for example, it can be driven mechanically by the engine shaft itself or by an electrical motor.
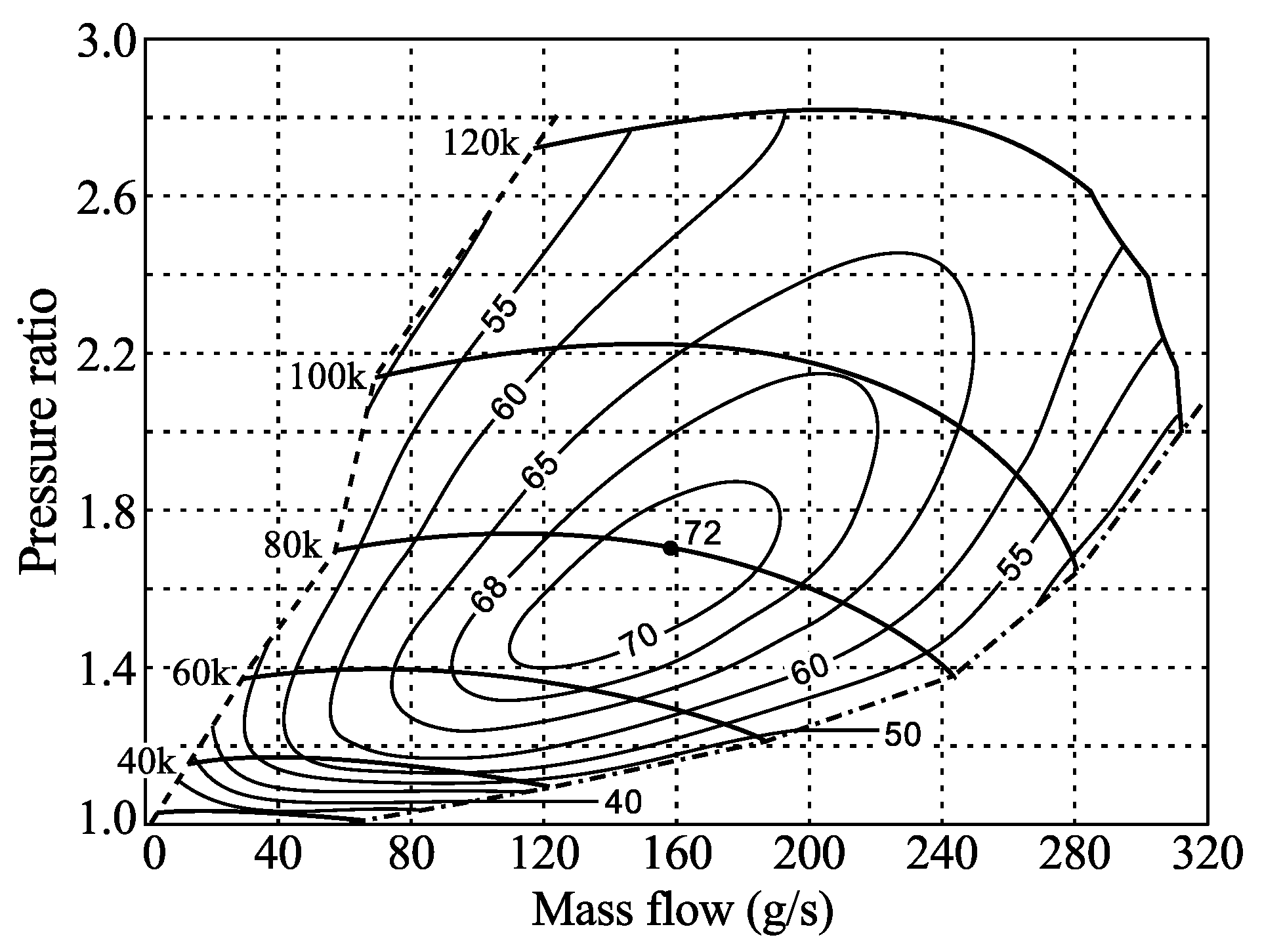
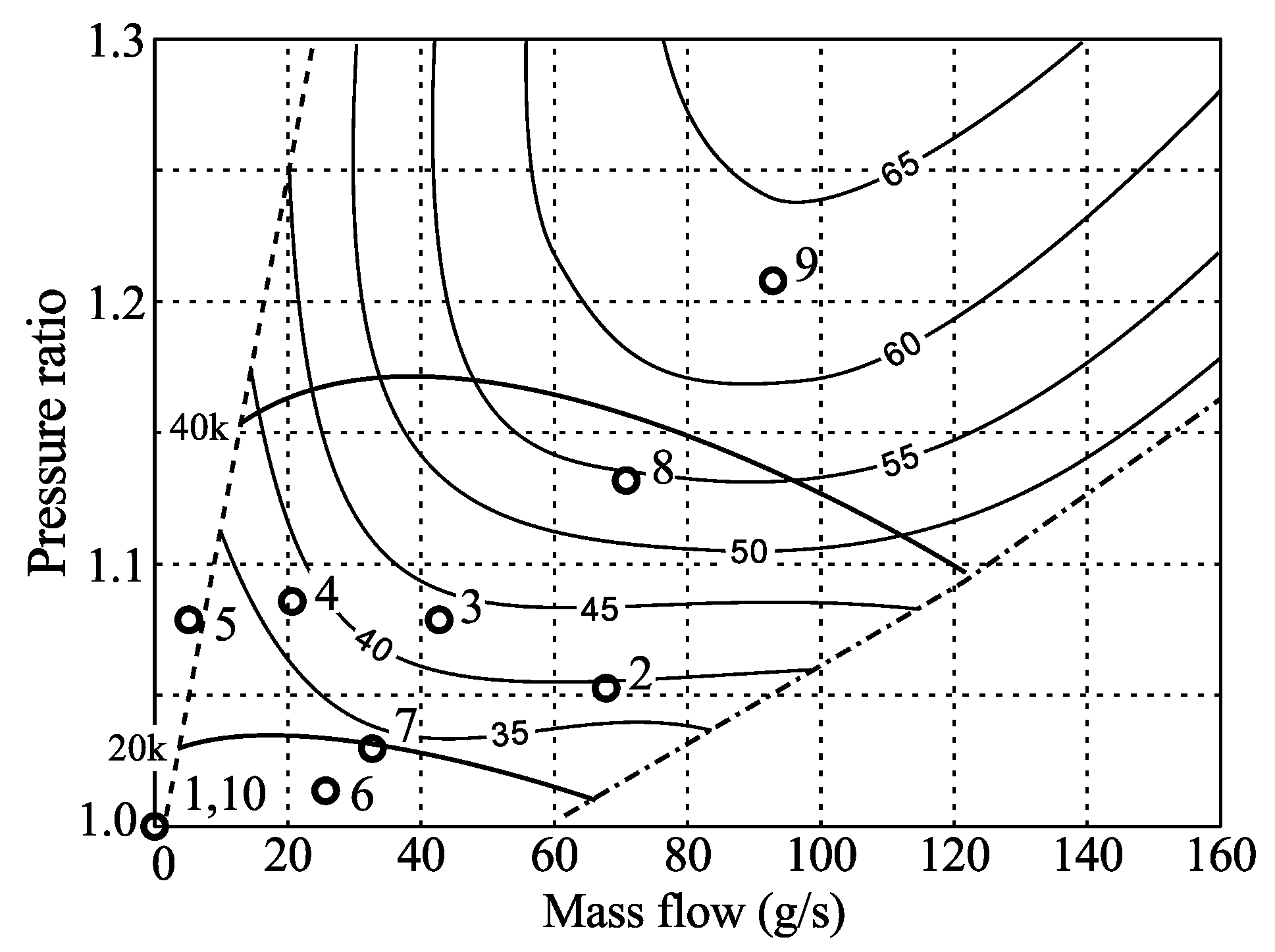
The compressor map is usually used to describe its performance which gives the pressure ratio over the compressor as a function of the mass flow (see
Figure 1) for various rotational speeds, marked in this map by their values in rpm ranging from 30 k to 120 k. In the map the efficiency lines,
i.e., efficiency as compared to ideal isentropic efficiency, are also shown as contour lines labeled from 40% to 72%. Rotational speeds for passenger cars may reach about 200 krpm, whereas compressors for heavy-duty trucks may go up to 100 krpm. The map is limited to the right in the diagram by the so called choke line and to the left by the surge line. At the choke line the Mach number reaches one and the flow is choked, whereas at the surge line the flow in the compressor becomes separated (often called rotating stall) and may result in a flow with low frequency variations. At surge the compressor ceases to function as such and continuous use in this regime may lead to compressor failure.
In the present work we are applying fast responding PSP in order to show that it is possible to obtain the pressure distribution on a compressor impeller at high rotational speeds and to detect the surge phenomenon.
Section 1 gives an introduction to the PSP technique, whereas
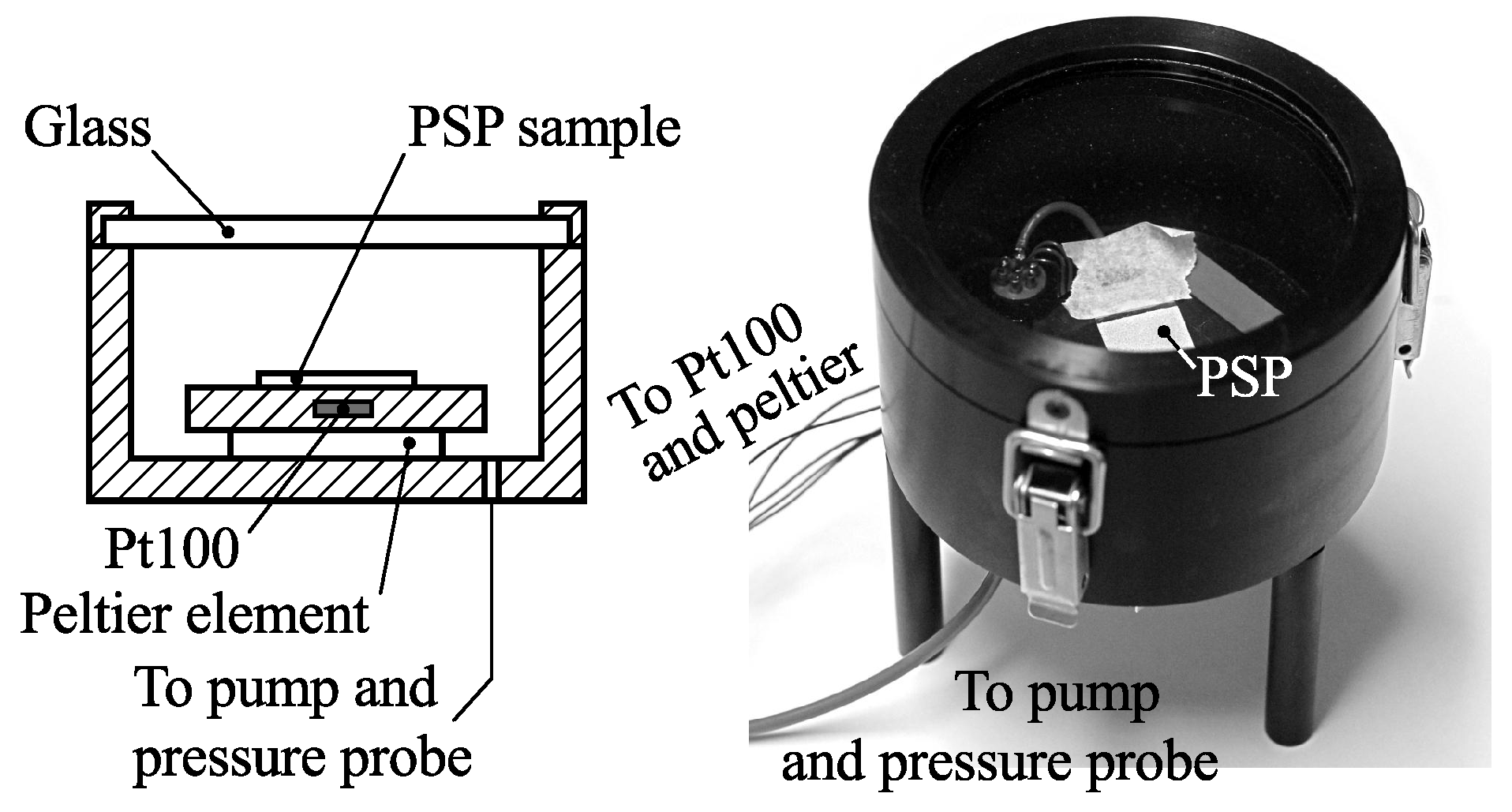
Section 2 describes the experimental setup as well as the preparation of the PSP and application of it on the impeller.
Section 2.1 describes the methodology for the data acquisition and
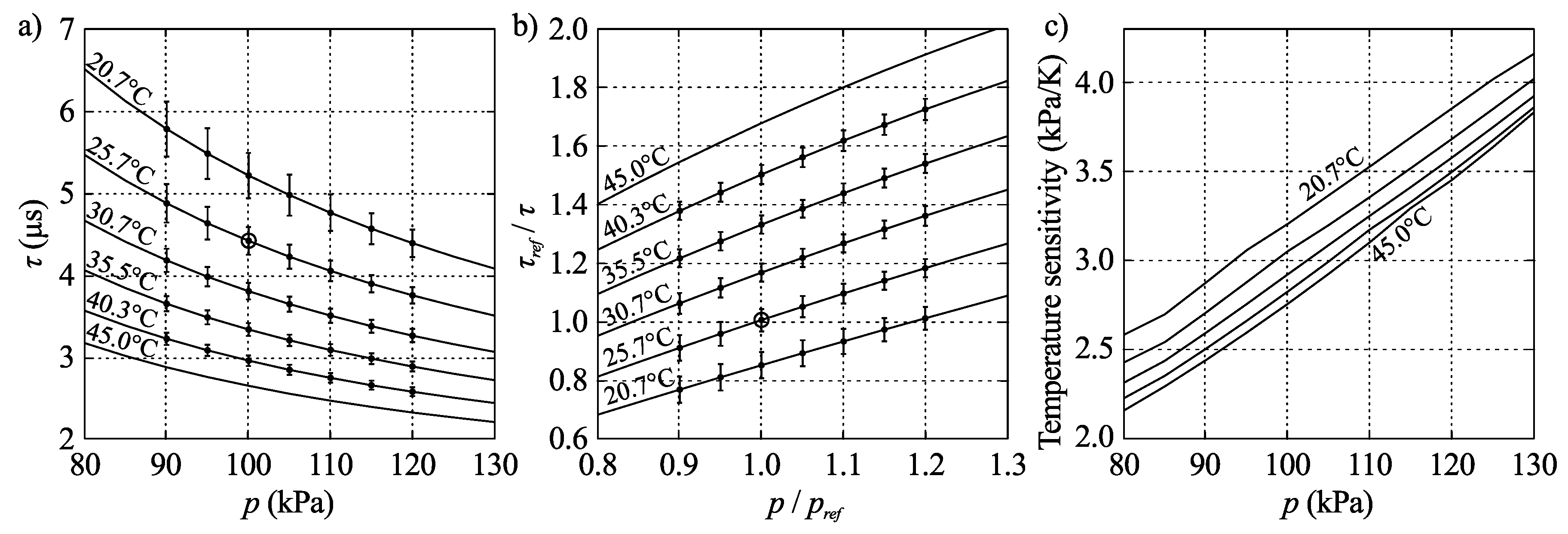
Section 2.2 the image data processing and conversion into the pressure distribution using the calibration (shown in
Section 2.3). Finally the results are presented and discussed in
Section 3 and the conclusions are given in
Section 4.
Pressure Sensitive Paint
Pressure sensitive paint is an optical technique for measuring air pressure on surfaces and is well described in the literature, for instance, in the monograph by Liu and Sullivan [
1]. The sensing part of PSP consists of luminescent molecules that are either bound to a surface using an oxygen-permeable binder or directly deposited on the, usually porous, surface; the term “paint” is used regardless. The luminescent molecules, or luminophores, are excited to higher energy states by the absorption of colliding photons, and as the luminophores return to their base energy level, excess energy is released as photons with longer wavelengths, since some energy is lost as heat in the process. This wavelength separation, or Stokes shift, is an important property since it enables the separation of excitation and emission light through the use of optical filters.
What enables the luminophores to be used as pressure sensors is the mechanism of oxygen quenching; as oxygen molecules collide with the luminophores in their excited state the excess energy of the excited luminophores can be transferred to the oxygen in a non-radiative process. With an increase in the amount of surrounding oxygen, the probability of a single luminophore being quenched within a fixed period of time increases. As a result the luminescent intensity of a population of luminophores under continuous excitation light will decrease. Also, the average lifetime of a population of luminophores in their excited state will shorten when the probability of oxygen quenching increases.
In PSP, the luminophores are embedded in an oxygen-permeable binder where, according to Henry’s law, the concentration of oxygen is directly proportional to the partial pressure of oxygen in the surrounding gas. In this way pressure is measured through oxygen concentration under the requirement that the gas contains oxygen and also that the concentration of oxygen in the gas is constant throughout the experiment.
The luminescent intensity,
I, and average lifetime,
τ, of PSP decrease as pressure goes up. This relationship is described by the Stern-Volmer equation in the form
where
and
are the reference intensity and average lifetime sampled at a reference pressure
. The two coefficients,
A and
B, are temperature dependent and determined through calibration. In practice, when using Equation (
1) as a calibration curve, a third term,
, is often added to the right hand side.
In PSP experiments, one has the option of using either the intensity method, measuring the intensity of the luminescent emission; or the lifetime method, measuring the luminescent lifetime of the emission. Using the intensity method, the paint layer is continuously illuminated, using light-emitting diodes (LEDs) or other stable short wavelength sources, and the luminescence is acquired using a digital imaging sensor. In contrast, when using the lifetime method the paint is usually excited using a short pulse of high intensity light and the average lifetime, or time constant, of the exponential decay of the luminescence is measured using either a photo multiplier for point measurements, or high-speed digital imaging sensors for full-field measurements. Since most luminophores exhibit lifetimes of the order of microseconds, full-field lifetime measurements put high demands on both the acquisition and illumination systems.
The intensity reference, , is needed since the luminescent intensity is susceptible to inhomogeneities in the paint layer and in the illumination. Furthermore, the paint intensity will decrease in time as individual luminophores break down due to heat and photo bleaching, even during the course of the experiment, making it important when the reference is acquired.
For the lifetime method a reference time constant, , is used. This is however less critical since the lifetime is independent of the peak intensity level, making measurements sensitive only to paint inhomogeneities.
Traditional PSP, shown in
Figure 2a, consists of luminophores in a polymer binder and is usually applied to the surface of interest by spray painting. It can give accurate results since a high concentration of luminophores per surface area is possible, resulting in a high signal-to-noise ratio. The trade-off is slow response times, on the order of seconds, as oxygen needs time to penetrate the binder. Since this is a diffusion process the response time of the paint is proportional to the square of its thickness and in order to decrease the response time the paint can be made thinner, but at the expense of lower luminescent intensity.
In order to decrease response times while keeping the luminescent intensities at acceptable levels polymer/ceramic PSP (PC-PSP) has been developed. PC-PSP falls in the group of fast response time PSPs thoroughly described in References [
3,
4]. Here a base coat containing ceramic particles is applied to the surface, let to dry, and coated with a thin layer of luminophores in a solvent. Variants where the luminophores are mixed in with the ceramic coating exist as well. The thin layer contributes to a cut-off frequency on the order of several kHz, and through the surface roughness of the base coat a high concentration of luminophores is achieved. An illustration of PC-PSP is shown in
Figure 2b.
Examples of the use of PSP in compressor research are sparse and have so far been restricted to the use of the intensity technique for acquiring data. Liu
et al. [
5] describes pressure measurements on a 0.3 m diameter axial compressor using a scanning laser system and a photomultiplier tube. Navarra
et al. [
6] measured pressure on a 0.7 m diameter axial compressor using a pulsed laser with an expanded beam and a CCD camera, whereas Gregory
et al. [
7] studied a radial compressor with a 50 mm inlet diameter using a pulsed LED array and a CCD camera.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}