2.1. The Principle of the Measurement Method
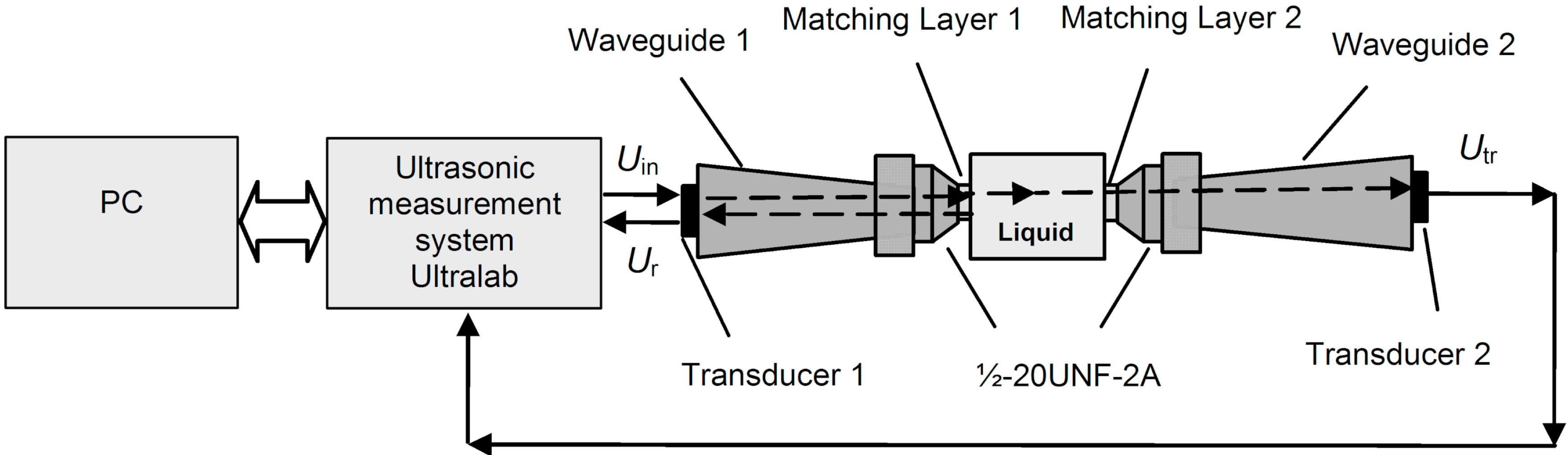
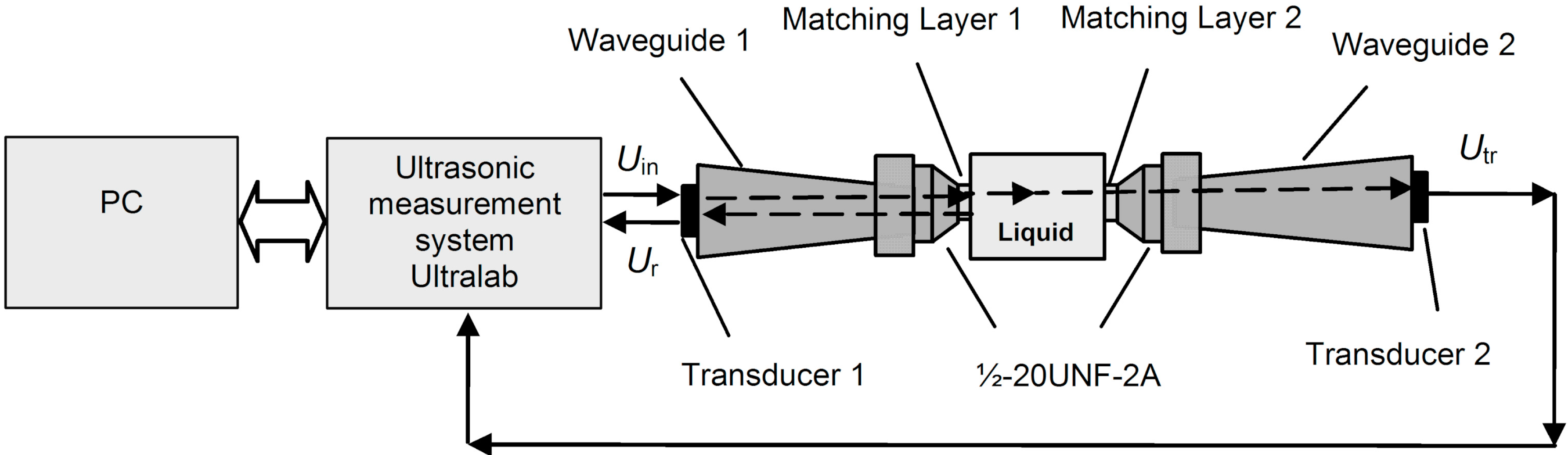
The proposed ultrasonic density measurement method is based on the measurement of the ultrasonic wave reflected from the interface solid/liquid medium under test. The structure of the proposed density measurement system is presented in
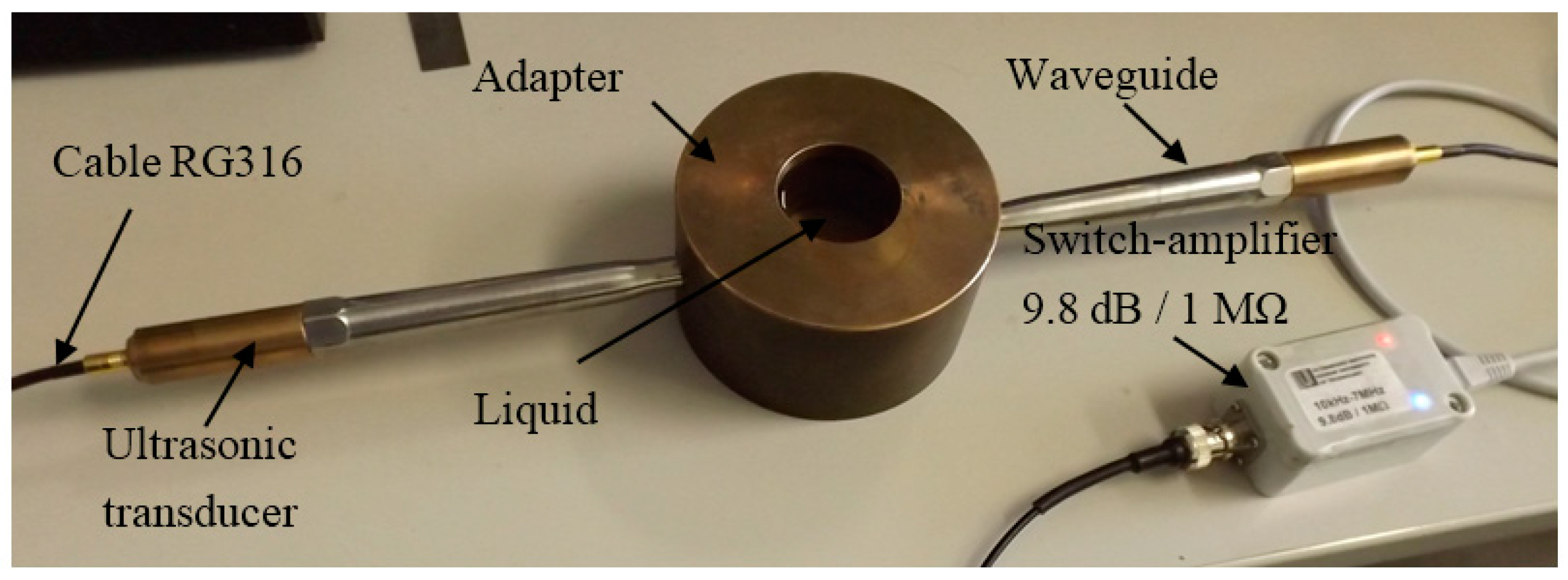
Figure 1. The ultrasonic measurement system consists of Ultrasonic Transducer 1 (pulser/receiver), Ultrasonic Transducer 2 (receiver), two waveguides, 1 and 2, with acoustic impedance
Z1, two λ/4 acoustic impedance matching layers, 1 and 2, with acoustic impedance
Z2, and the measured liquid with acoustic impedance
Z3. Selection of the materials for matching layers is presented in
Section 2.1. Calculation of the acoustic impedance of the matching layer is based on a matrix model [
32]. The measurements under
in situ extreme conditions usually must be carried out through a relatively narrow access standard port (e.g., ½-20UNF-2A see Unified Screw Thread standard). In order to separate transmitted and reflected signals in the time domain, pulsed ultrasonic signals are used. Ultrasonic Transducer 1 with a piezoelectric element (Pz 29) generates an acoustic pulse that travels through Waveguide 1, Acoustic Matching Layer 1 (
Z2) and reaches the liquid medium, the density of which is measured (
Z3). The ultrasonic pulse wave generated by Ultrasonic Transducer 1 is transmitted through the measured liquid and received by Transducer 2. The transmitted pulse through the interface matching layer-liquid
Utr is exploited for the measurement of the ultrasound velocity
c3 in the measured liquid. Another part of the ultrasound wave is reflected from the solid/liquid interface due to a mismatch of acoustic impedances
Z2 and
Z3 between the waveguide and measurement liquid. From the received signal
Ur, only the pulse reflected by the tip of the waveguide is selected in the time domain and is used for the determination of the liquid density ρ
3.
Figure 1.
Ultrasonic density measurement system.
Figure 1.
Ultrasonic density measurement system.
The proposed density measurement method is based on the measurement of the reflection coefficient
R3 of the ultrasonic wave from the solid/liquid interface. Please note that the presented analysis of the measurement method is based on an assumption of plane ultrasonic waves, e.g., the one-dimensional (1D) approach. The reflection coefficient
R3 can be found from the amplitudes of the incident and reflected waves:
where
Ur is the amplitude of the ultrasonic signal reflected from the solid/liquid interface and
Uin is the amplitude of the incident signal.
In order to enhance the sensitivity of the measurements, the tip of Waveguide 1 is coated by a λ/4 matching layer. Then, the reflection coefficient
R3(ω) is frequency dependent and can be found from the following equation [
29]:
where the
ZIN(ω) is the input acoustic impedance of the matching layer. The calculation of the
ZIN(ω) is based on a matrix model [
32]. At the frequency ω = ω
0 (ω = 2π
f), at which the thickness of the matching layer is
l = λ
0/4, the input acoustic impedance
ZIN(ω) is given by [
29]:
where
Z2 is the acoustic impedance of the matching layer material,
Z3 is the acoustic impedance of the liquid medium, λ
0 is the wavelength in the matching layer λ
0 =
c2/
f0,
c2 is the ultrasound wave velocity in the matching layer and
f0 is the resonant frequency.
The acoustic impedance of the measured liquid
Z3 can be found from Equations (2) and (3) [
29]:
The acoustic impedances
Z1 and
Z2 must be known in advance. In general, properly selecting the material of the matching layer, it is possible to enhance the sensitivity of the density measurement significantly [
24]. The maximal sensitivity is obtained when the acoustic impedance of the matching layer
Z2 is close to
, where
Z1 is the acoustic impedance of the waveguide material and
Z3 is the acoustic impedance of the measured liquid medium. In our case, the impedance
Z2 must be intermediate between the acoustic impedances of the waveguide
Z1 and the measured liquid
Z3 [
33,
34,
35]. Steel and titanium were proposed as materials for the waveguides (
Section 2.1). In this case, the λ/4 acoustic matching layer can be made from following materials: compound Duralco 4703, plastic PBI (polybenzimidazole), aluminum powder and glass enamel. The acoustic parameters of those materials are presented in
Table 1.
In order to determine the absolute value of the reflection coefficient
R3(ω
0), the amplitudes of the incident
Uin and reflected
Ur waves at the frequency
f0 are necessary. Taking into account that for measurements, pulse-type signals are used, those amplitudes are found from the spectra of the corresponding signals. The amplitude of the reflected signal
Ur at the frequency
f = f0 is given by:
where
Ul(
t) is the signal recorded by Transducer 1 in a reception mode.
The amplitude of the incident wave
Uin cannot be found in such simple way, because in this case, a separate receiver of the incident ultrasonic wave should be necessary. Instead, this measurement is replaced by an additional measurement of the reflected signal
Urw from distilled water, the acoustic parameters of which are well known in a wide temperature range. Then, the reflection coefficient
R3(
f0) is found from the ratio of the amplitudes of the signals reflected from the measured liquid and the distilled water:
where
is the reflection coefficient in the case of distilled water, which is found during the calibration procedure. Then, the acoustic impedance of the measured liquid
Z3 is found from Equation (4).
Please note that the acoustic impedance of the measured liquid
Z3 depends on the temperature
T:
The acoustic impedance of the measured liquid
Z3 depends on the density ρ
3 and the ultrasound wave velocity
c3 at the measurement temperature
T. In order to eliminate the influence of the temperature
T, the ultrasound wave velocity
in the liquid medium is measured in the transmission mode. Taking into account Equation (7), the measured density of the liquid is
, obtained from Equation (8):
where
^ denotes the measured values at the given temperature. As was mentioned above, the sensitivity of the measurement system to density variations is directly related to variations of the reflection coefficient
R3. In order to investigate how the reflection coefficient
R3 depends on the density of the liquid medium ρ
3, 1D analytical modelling was performed. In the case of solid waveguides made of steel or titanium, those variations are quite small (
Figure 2a). That is due to a very significant mismatch of the acoustic impedances of steel (
Z1 = 44.5 MRayl) or titanium (
Z1 = 28.5 MRayl) and the measured liquids
Z3 = 0.6–1.8 MRayl.
In order to enhance the sensitivity of the measurement system, transformation of the acoustic impedance of the liquid
Z3 by means of the λ/4 impedance matching layer has been proposed. The matching layers can be made of different materials. Those materials must meet the following requirements: the acoustic impedance of the λ/4 matching layer must be intermediate between the waveguide transducer and the measured liquid, resistant to high temperature and pressure and possess stable acoustic properties in a given temperature range. In general, it is not easy to find the materials corresponding to the requirements mentioned above. Some materials that can be used for matching layers are the following: compound Duralco 4703, plastic PBI (polybenzimidazole), aluminum powder and glass enamel. The properties of those materials are presented in
Table 1.
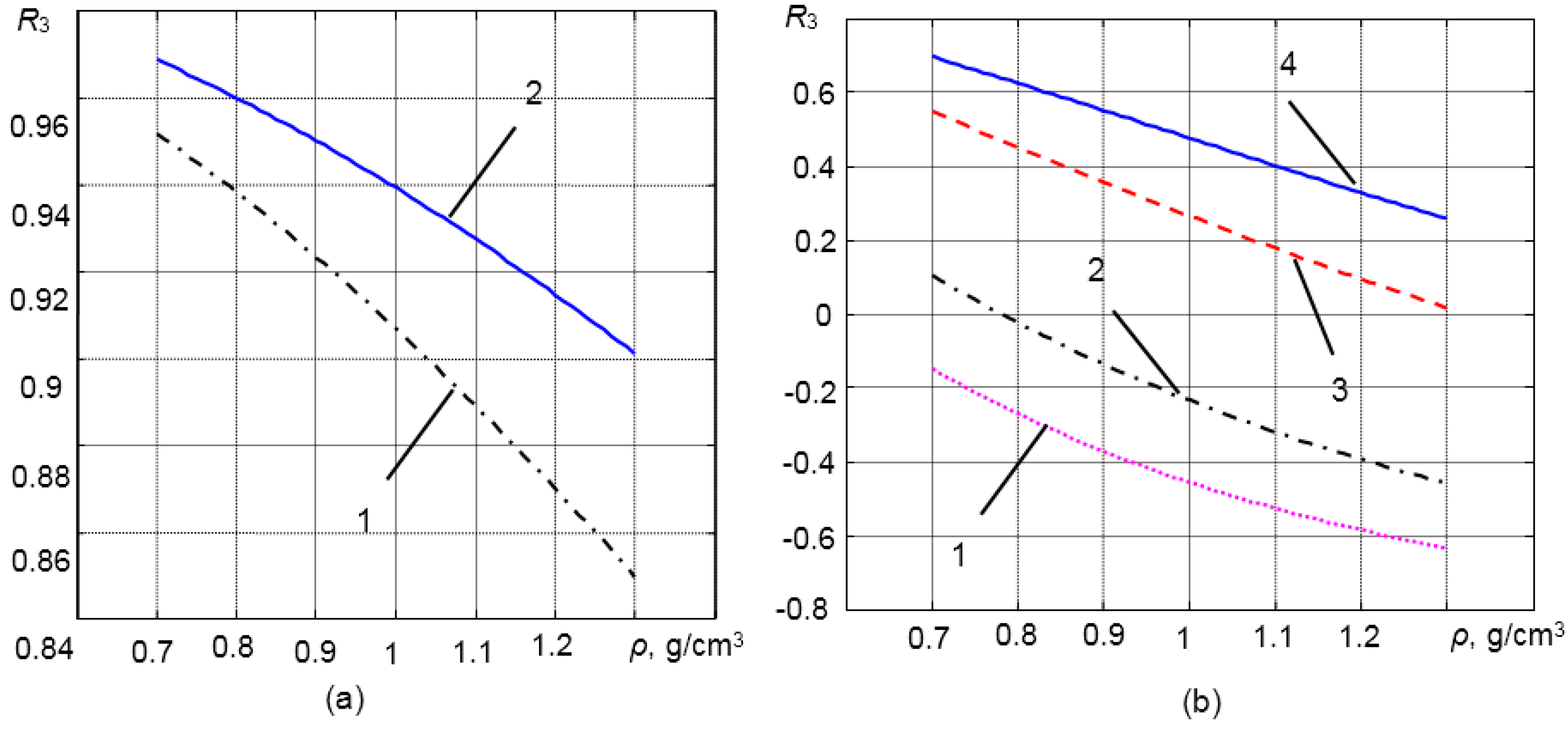
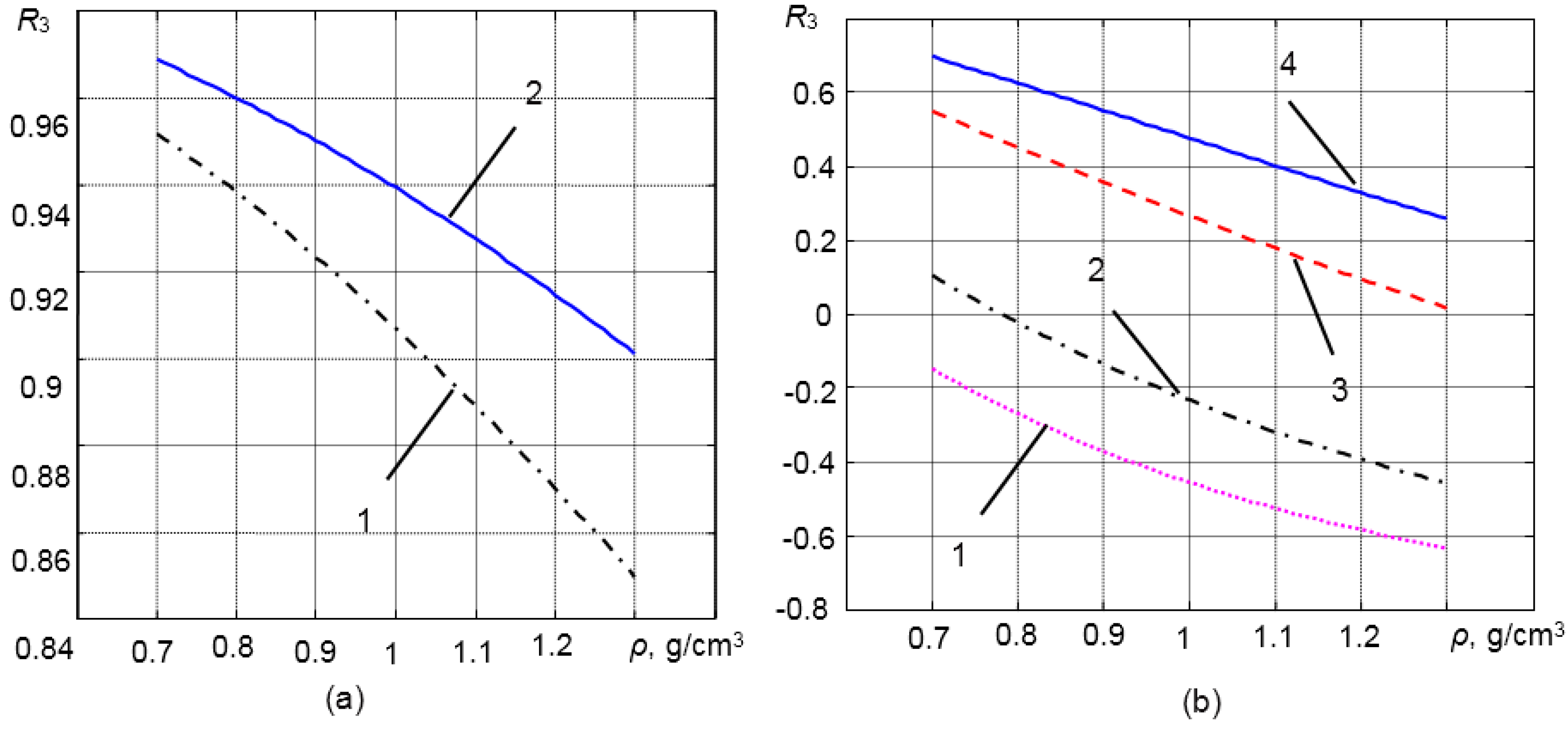
Figure 2.
The reflection coefficient R3 versus the density of the medium ρ3 contacting the tip of the different waveguides (estimated from modelling): (a) without matching layer: 1, titanium waveguide; 2, steel waveguide; (b) with the λ/4 matching layers: 1, titanium waveguide with the polybenzimidazole (PBI) matching layer; 2, titanium waveguide with the Duralco matching layer; 3, steel waveguide with the aluminum powder matching layer; 4, steel waveguide with the glass enamel matching layer.
Figure 2.
The reflection coefficient R3 versus the density of the medium ρ3 contacting the tip of the different waveguides (estimated from modelling): (a) without matching layer: 1, titanium waveguide; 2, steel waveguide; (b) with the λ/4 matching layers: 1, titanium waveguide with the polybenzimidazole (PBI) matching layer; 2, titanium waveguide with the Duralco matching layer; 3, steel waveguide with the aluminum powder matching layer; 4, steel waveguide with the glass enamel matching layer.
Table 1.
Properties of the materials.
Table 1.
Properties of the materials.
| Materials | Maximum Operation Temperature Tmax, °C | Acoustic Impedances Z, MRayl |
|---|
| Compound Duralco | 250 | 4.95 |
| PBI | 310 | 3.85 |
| Aluminum powder | 580 | 10.34 |
| Glass enamel | 1500 | 13.22 |
The reflection coefficients
R3 versus the density of the medium ρ
3 contacting the tip of different waveguides with the λ/4 matching layers (listed in
Table 1) are presented in
Figure 2b. From the results shown in
Figure 2a,b, it follows that variations of the reflection coefficient
R3 due to changes of the density of the medium under investigation in the case of the λ/4 matching layer are much bigger than in the case of the waveguide without a matching layer. Therefore, the sensitivity of the measurement system increases significantly. For example, in the case of the steel waveguide with the aluminum powder matching layer, the reflection coefficient is changing in the range
R3 = 0.05–0.55, when the density of the liquid changes in the range ρ = 0.7–1.3 g/cm
3.
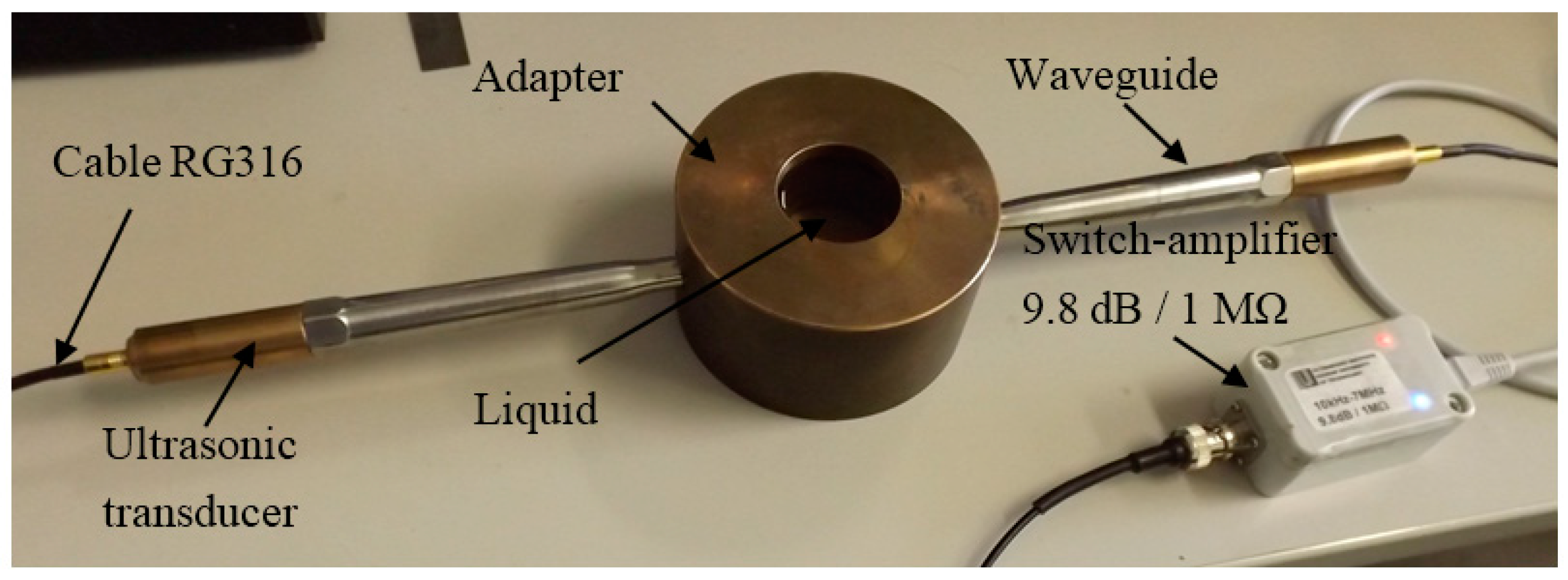
2.2. The Design of the Ultrasonic Transducer with a Waveguide
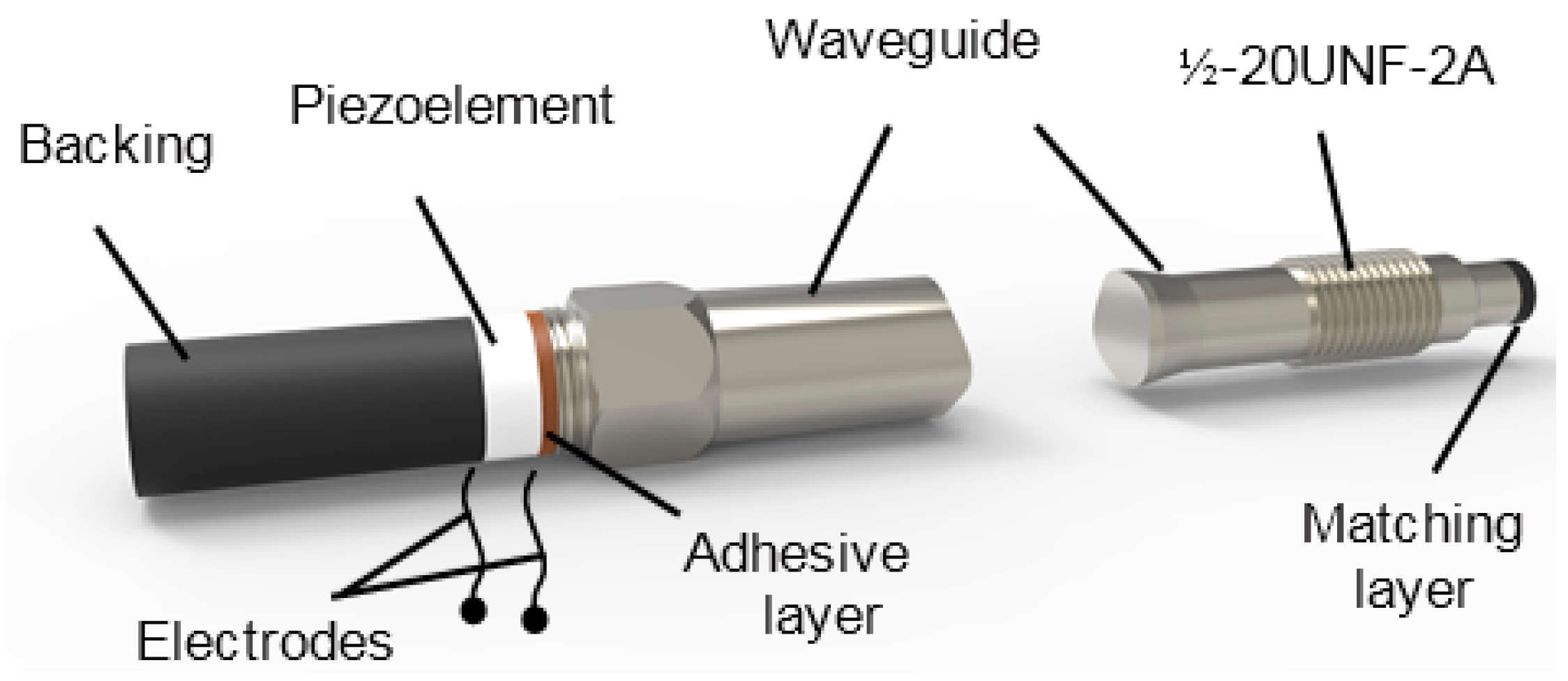
The main part of the proposed density measurement system is the ultrasonic transducer with a waveguide, which protects a piezoelectric element from the influence of high temperature and pressure. The geometry and dimensions of the waveguide must be suitable to fulfil such requirements.
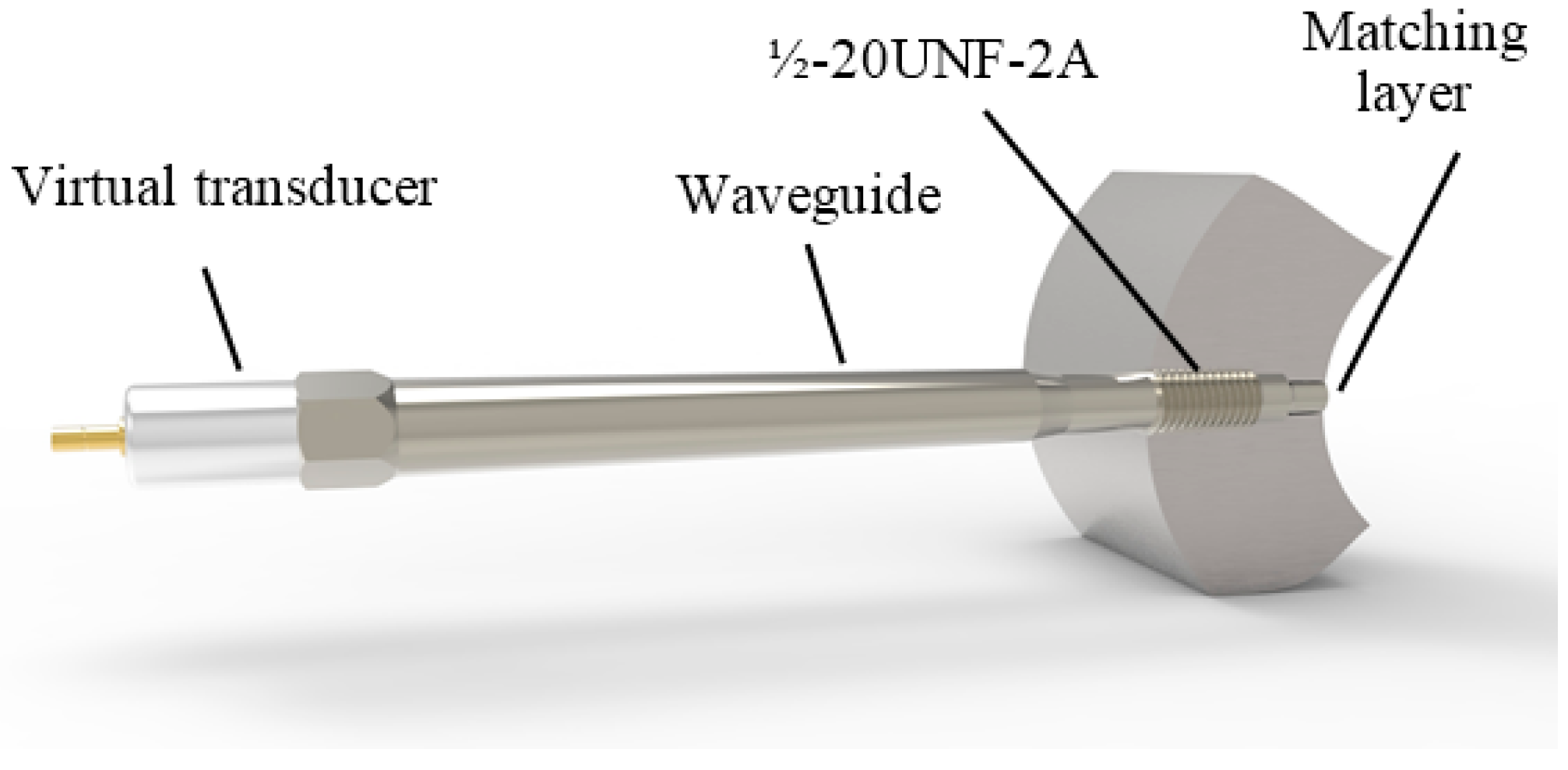
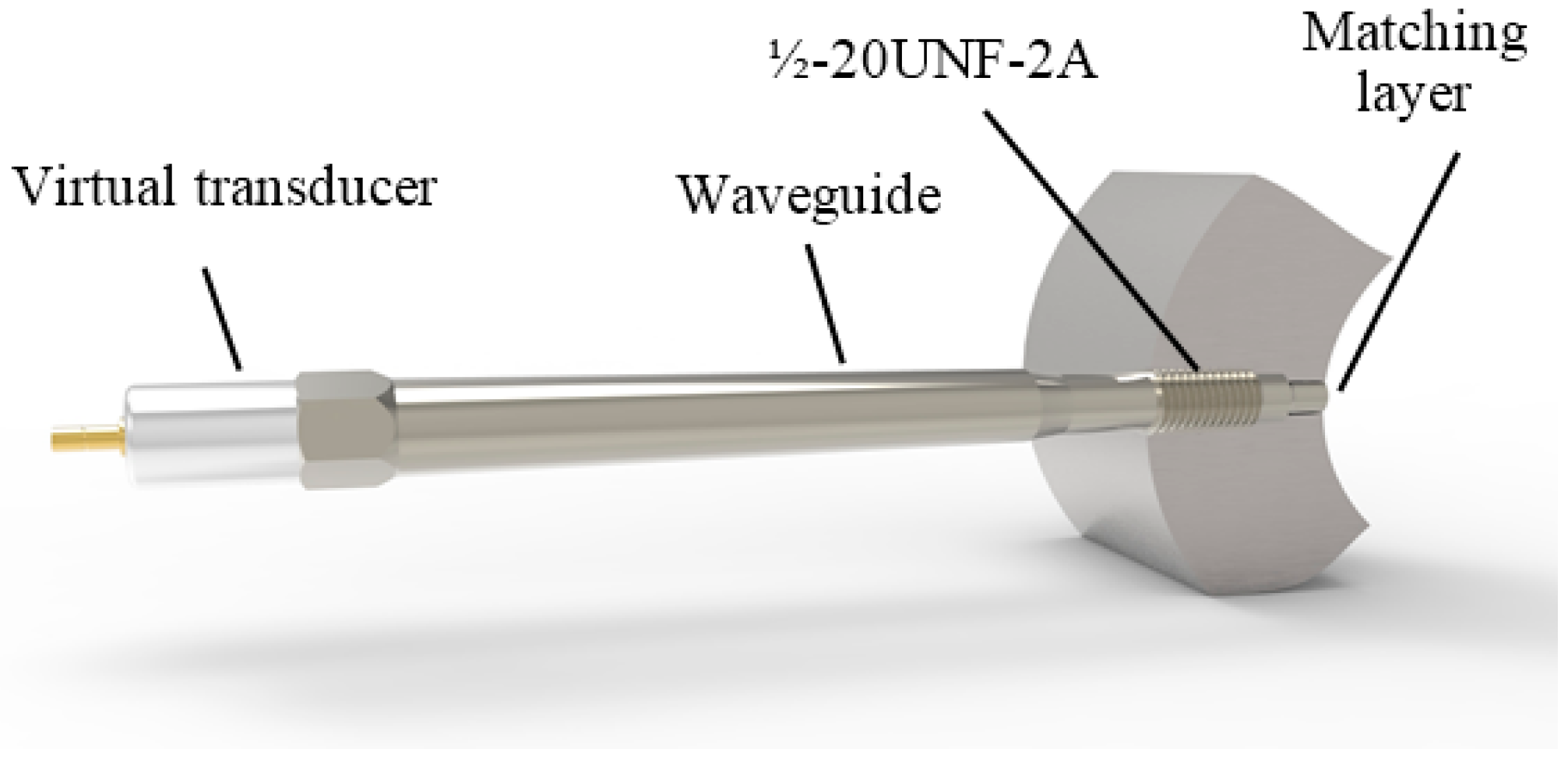
A general view of the designed ultrasonic transducer with a metallic waveguide is shown in
Figure 3. The waveguide is screwed via standard port ½-20UNF-2A into a wall of the high pressure pipe in which the measured liquid is flowing. Such a design enables on-line measurements.
Figure 3.
Ultrasonic transducer with a waveguide.
Figure 3.
Ultrasonic transducer with a waveguide.
Lateral dimensions of the waveguide, first of all, are defined by the half-inch standard port, and the diameter of the waveguide tip contacting the measured liquid is 8 mm. The tip of the waveguide is coated by a λ/4 matching layer, and its temperature in many cases may reach 200–250 °C. The length of the waveguide must be long enough in order to reduce the temperature from 200 °C to the temperature lower than the allowed operation temperature of the piezoelectric element made of piezoceramics Pz 29 and the adhesive layer between this element and the waveguide. The Curie temperature of Pz 29 material is TC = 235 °C, e.g., quite high, but the allowed temperature of the adhesive layer used to bond the piezoelectric element to the waveguide can be <100 °C.
In order to determine the suitable length of the waveguide temperature distribution in the stainless steel, the AISI 316 waveguide was calculated using the ANSYS finite element code. The simulation results in the steel waveguide with the λ/4 aluminum powder matching layer are presented in
Figure 4 and
Figure 5.
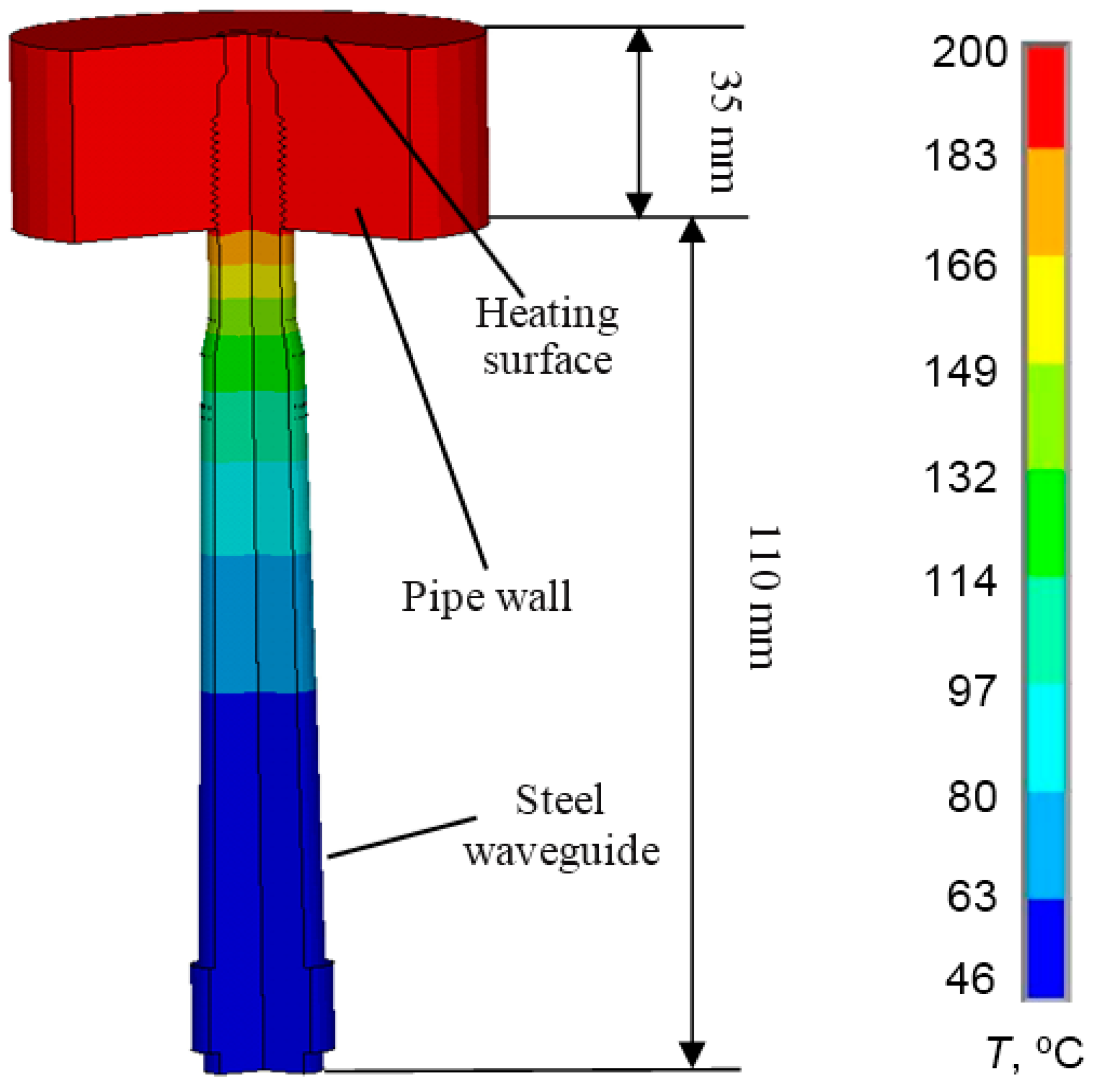
Figure 4.
Temperature distribution in the AISI 316 steel waveguide.
Figure 4.
Temperature distribution in the AISI 316 steel waveguide.
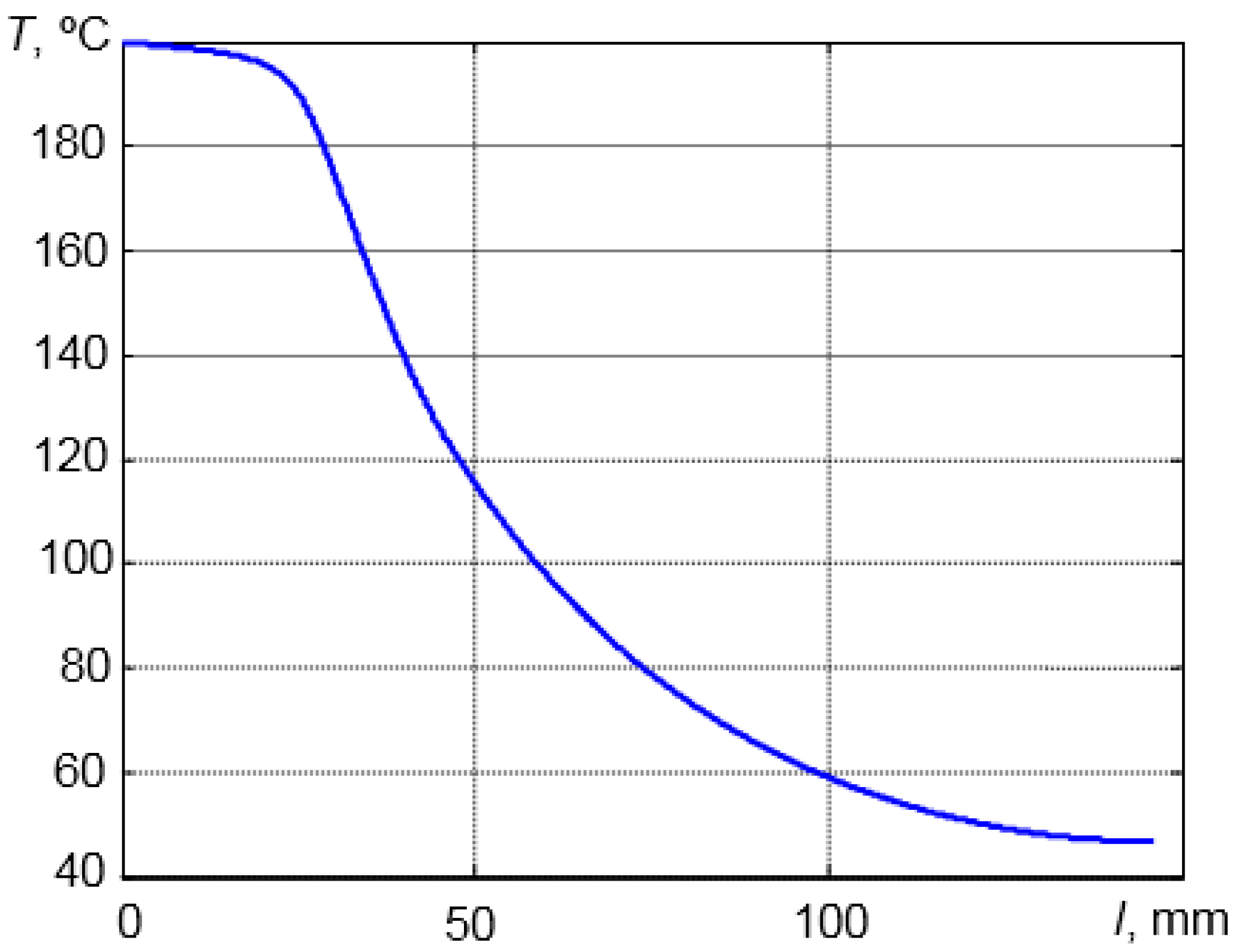
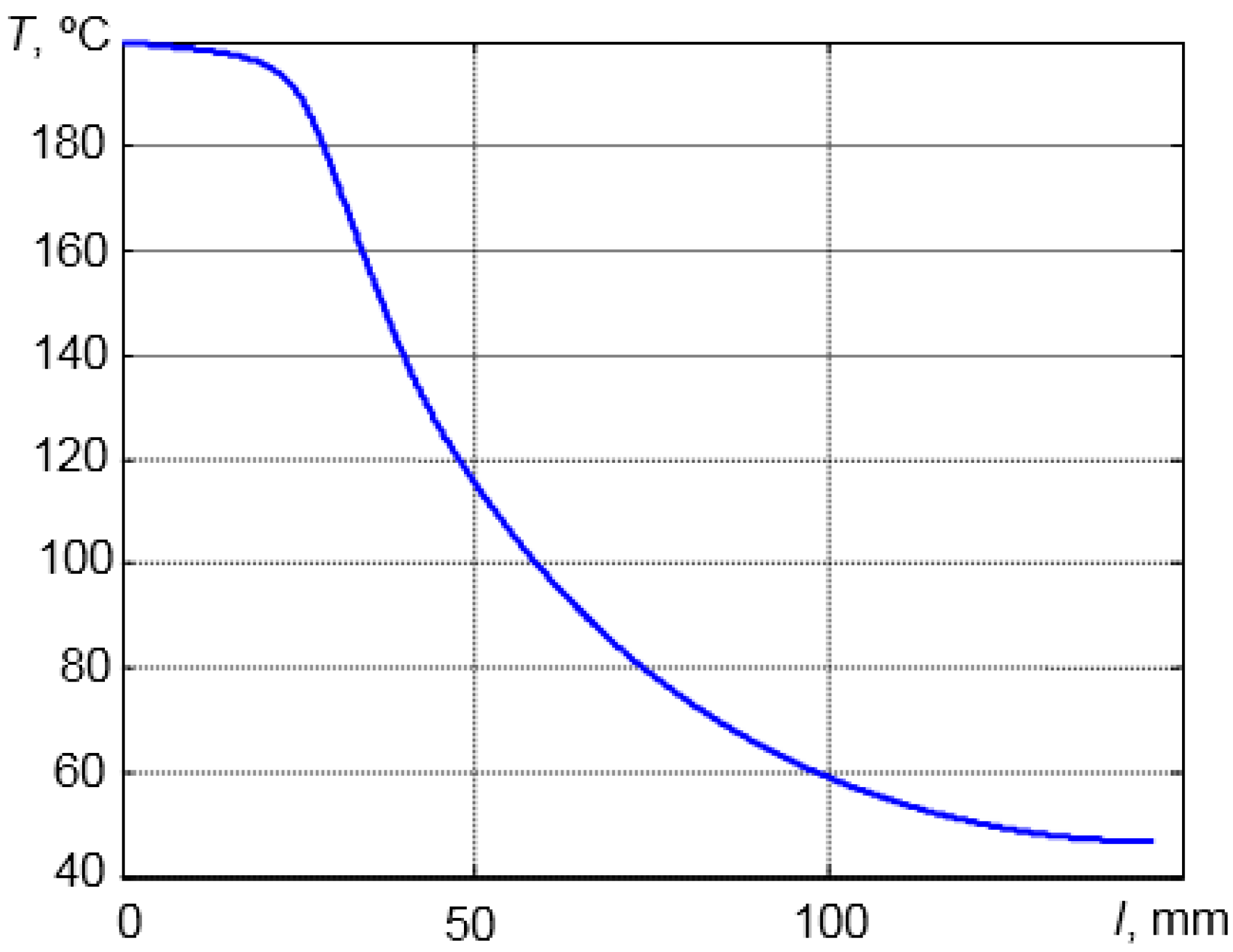
Figure 5.
Temperature distribution along the center line of the waveguide.
Figure 5.
Temperature distribution along the center line of the waveguide.
The modelling was carried out using 2D elements and the axial symmetry option. It was assumed that the temperature of surrounding air was
Tair = 20 °C and that the temperature of the heated surface was 200 °C. The end of the waveguide is fixed in the steel wall and heated by a hot liquid. The piezoelectric element was fixed to the opposite end of the waveguide (
Figure 4). The thermal conductivity of AISI 316 stainless steel is 16.2 W/m∙K at 100 °C and 21.4 W/m∙K at 500 °C. According to the literature, the heat transfer coefficient
h in the case of a free convection is 6–30 W/m
2∙K when the surrounding medium is air [
36]. During 2D FE modelling, we have assumed that the heat transfer coefficient is 20 W/m
2·K.
From the simulation results (
Figure 4 and
Figure 5), it follows that even when the tip of the waveguide is heated up to the
T = 200 °C, the temperature of the opposite end of the waveguide to which the transducer was bonded does not exceed
T = 50 °C. Therefore, the length of the waveguide
l = 145 mm is sufficient for high-temperature measurements.
As was mentioned above, the density measurement is performed in pulse-echo and transmission modes. The accuracy of the measurements in this case depends on the frequency response of the measurement system. The frequency response of the whole waveguide transducer depends on the dimensions and materials of all constitutive elements, such as the piezoelectric element, the adhesive layer, the λ/4 matching layer, the backing and the waveguide (
Figure 3). Therefore, the influence of the separate elements of the multilayered system on the transducer frequency responses must be found.
In order to find the requirements for the adhesive layer, the calculation of the frequency responses based on a matrix model [
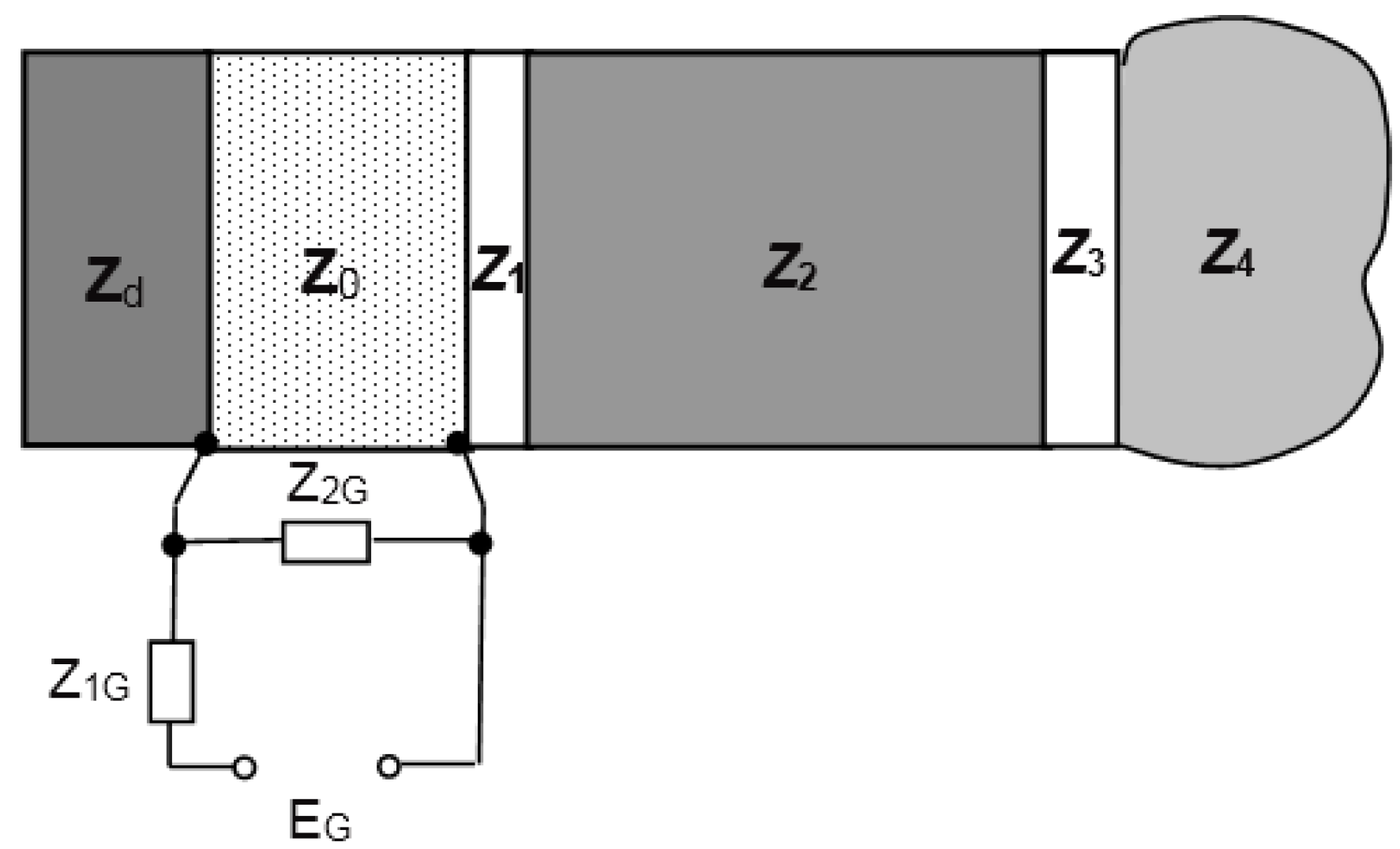
31] was performed. The 1D model of the ultrasonic transducer is shown in
Figure 6. The calculations were performed in the frequency range
f = 1–8 MHz. It was assumed that the adhesive layer is epoxy glue (
Table 2).
Table 2.
Properties of the adhesive layer.
Table 2.
Properties of the adhesive layer.
| Materials | Density ρ, kg/m3 | Ultrasound Wave Velocity cL, m/s | Acoustic Impedance Z, MRayl |
|---|
| Glue (epoxy) | 1428 | 2800 | 4 |
Figure 6.
The mathematical model of the piezoelectric transducer with waveguide. Acoustic impedances of the elements: Zd, damping; Z0, piezo element; Z1, adhesive layer; Z2, waveguide; Z3, matching layer; Z4, measured medium; Z1G,2G, electrical impedances.
Figure 6.
The mathematical model of the piezoelectric transducer with waveguide. Acoustic impedances of the elements: Zd, damping; Z0, piezo element; Z1, adhesive layer; Z2, waveguide; Z3, matching layer; Z4, measured medium; Z1G,2G, electrical impedances.
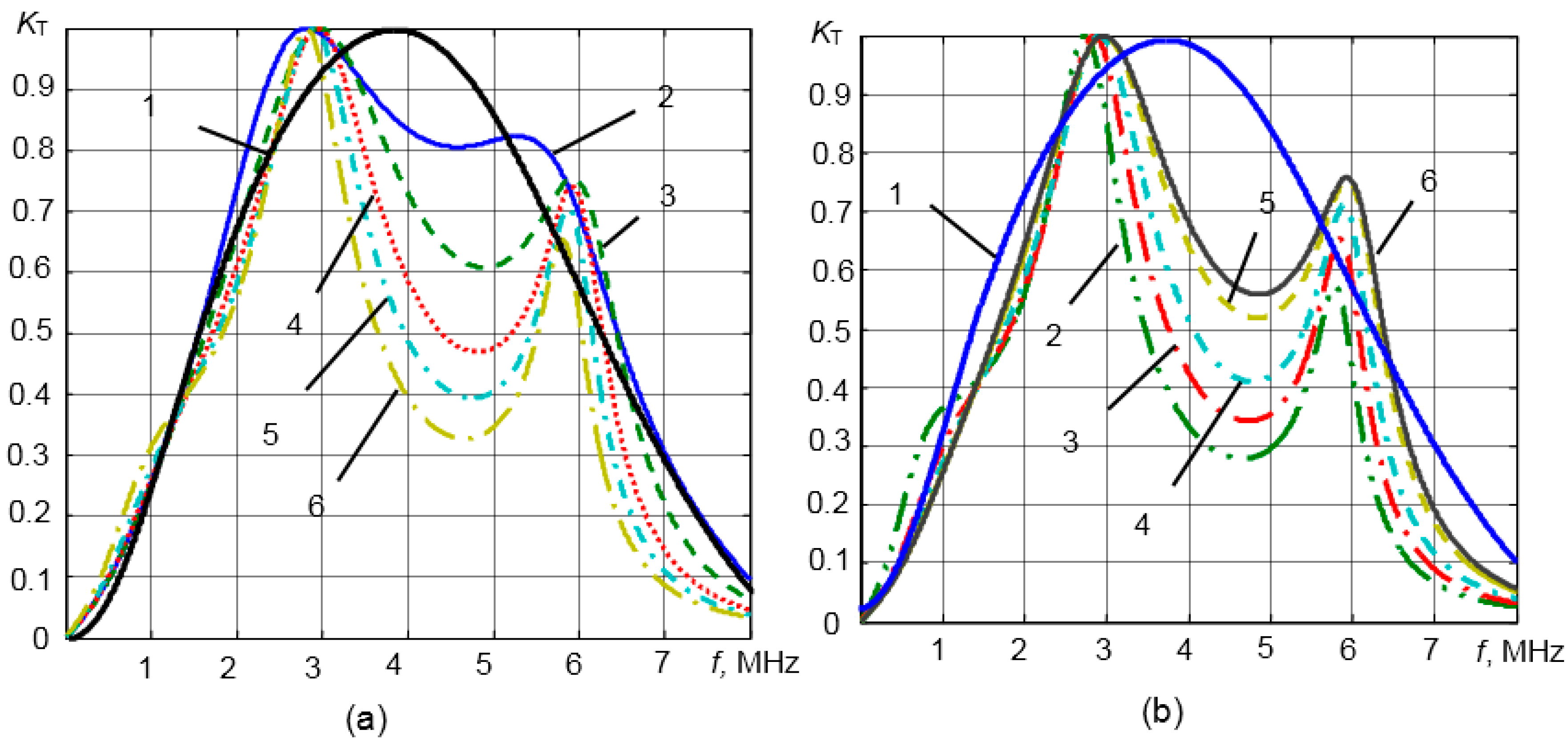
The influence of the adhesive layer acoustic impedance and thickness on the transducer frequency response is presented in
Figure 7a,b. It was assumed that the multi-layered piezoelectric transducer with the steel waveguide is loaded by the liquid acoustic impedance, which is
Z4 = 1.8 MRayl. The resonance frequency of the piezoelectric element was 3.3 MHz. The frequency response of a single-layer piezoelectric element without the adhesive layer is presented in
Figure 7a,b by Curve 1.
KTnorm(
f) =
KT(
f)/
Kmax(
f) is the normalized transfer function of the multi-layered transducer in the transmission mode;
KT(
f) =
p(
f)/
Uin(
f),
p(
f) is the acoustic pressure in the measured liquid;
Uin(
f) is the electric voltage at the input of the piezoelectric element; and
Kmax(
f) is the maximal value of the transfer function.
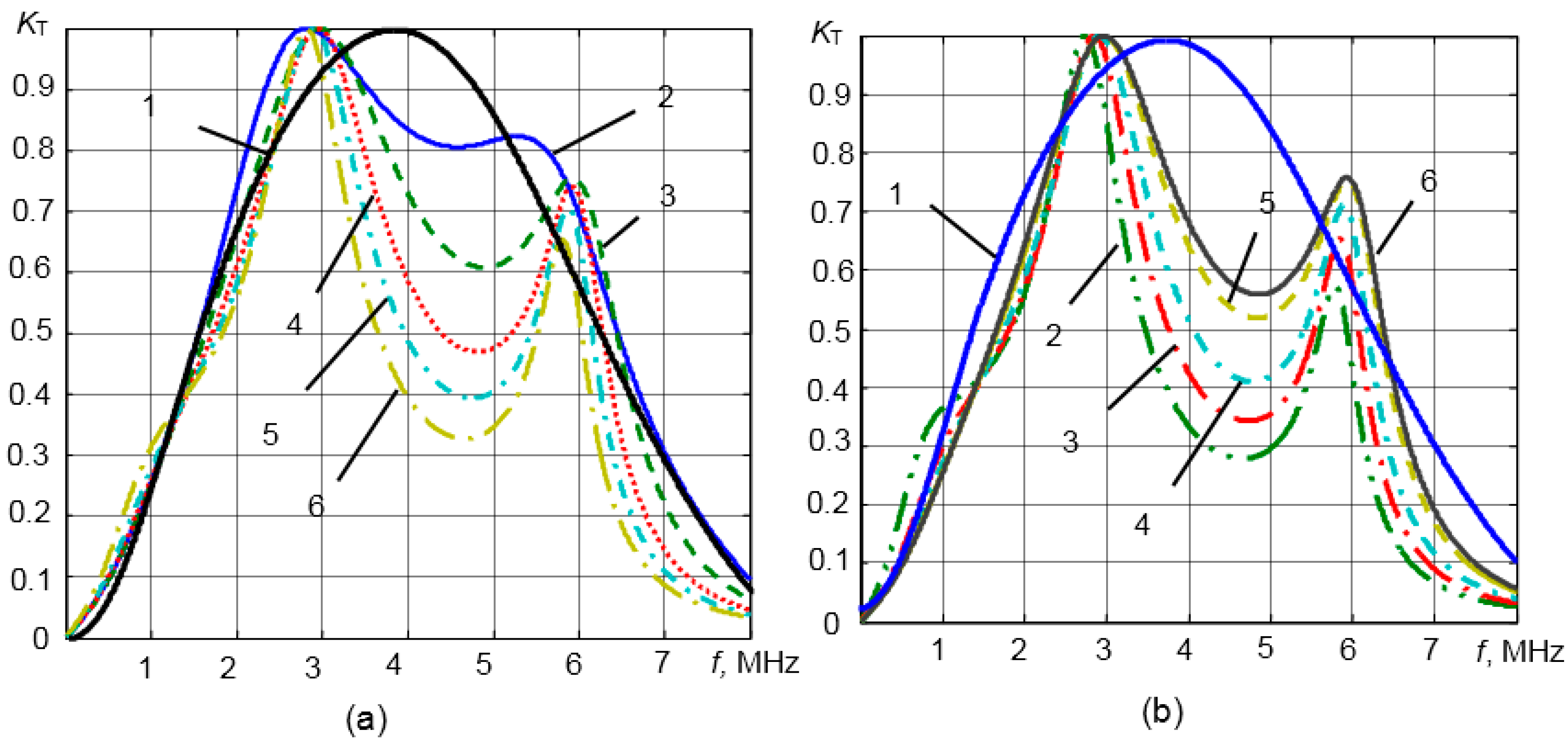
Figure 7.
(a) Calculated influence of the adhesive layer thickness d1 on transducer frequency responses: 1, single-layer piezoelectric transducer; 2, 0 μm; 3, 10 μm; 4, 20 μm; 5, 30 μm; 6, 50 μm; (b) Influence of the adhesive layer acoustic impedance Z1 on transducer frequency responses: 1, single-layer piezoelectric transducer; 2, 2 MRayl; 3, 3 MRayl; 4, 4 MRayl; 5, 6 MRayl; 6, 7 MRayl.
Figure 7.
(a) Calculated influence of the adhesive layer thickness d1 on transducer frequency responses: 1, single-layer piezoelectric transducer; 2, 0 μm; 3, 10 μm; 4, 20 μm; 5, 30 μm; 6, 50 μm; (b) Influence of the adhesive layer acoustic impedance Z1 on transducer frequency responses: 1, single-layer piezoelectric transducer; 2, 2 MRayl; 3, 3 MRayl; 4, 4 MRayl; 5, 6 MRayl; 6, 7 MRayl.
The frequency responses of the multi-layered transducer with the adhesive layer of different thicknesses in the range
d = 10–50 μm are shown in
Figure 7a. The acoustic impedance of the adhesive layer was
Z1 = 4 MRayl. From the results presented, it follows that when the thickness of the adhesive layer is increasing, the non-uniformity of the frequency response is increasing, as well. For operation in pulse mode, the frequency response with two clear resonance peaks is not attractive, because in this case, distortions of the pulse waveforms start to be noticeable. Therefore, the thickness of the adhesive layer must be as small as possible, e.g., ≤10 μm.
The calculated influence of the acoustic impedance of the adhesive layer on the frequency responses is shown
Figure 7b. The thickness of the adhesive layer was 10 μm. The acoustic impedances were changed in the range
Z1 = 2–7 MRayl. From the results presented in
Figure 7b, it follows that the acoustic impedance of the adhesive layer also significantly influences the transducer frequency responses. The frequency responses also possess two resonance peaks instead of one. When the acoustic impedance of the adhesive layer is decreasing, the non-uniformity of frequency responses is increasing. Therefore, the acoustic impedance of the adhesive layer should be
Z1 ≥ 6–7 MRayl.
2.3. Investigation of High Temperature Influence on the Acoustic Parameters of the Materials (1D Model)
As we mentioned above, the density measurements in different liquids quite often must be performed at high temperature and pressure. Additional problems arise when the temperature is not constant and changes for a time. In this case, the density measurements can be very problematic. A high temperature has a significant influence on the transmission of the ultrasonic wave from the ultrasonic waveguide transducer to the environment under investigation. The biggest influence is due to the temperature-dependent ultrasound wave velocity
c. Therefore, the selection of the appropriate materials for the ultrasonic measurement system is very important [
37].
As waveguide materials suitable for operation in a wide temperature range, the stainless steel AISI 316 and titanium can be used [
38]. The thermal conductivity of those materials is relatively low: for titanium Grade 2, it is 16.7 W·m
−1·K
−1, and for the stainless steel AISI 316 21.9 W·m
−1·K
−1, respectively; therefore they, are suitable as thermal insulators between the high temperature zone and a piezoelectric element.
The relationship between the ultrasound wave velocity
c and the temperature change Δ
T in solids can be approximated by a linear dependence:
where
c(
T) is the ultrasound wave velocity in a material at the given temperature
T,
c0 is the ultrasound wave velocity at room temperature (
T0 = 21 °C), Δ
T =
T −
T0 is the temperature variation in a material and
TK = (
c0 −
c(
T))/Δ
T is the ultrasound velocity temperature coefficient.
The temperature coefficient
TK of the material is a very important parameter describing the ultrasound wave velocity changes at different temperatures. Lower values of the
TK give lower ultrasound wave velocity changes. The ultrasound velocity temperature coefficients of the waveguide materials, such as a titanium and stainless steel AISI 316, are well known. In the stainless steel AISI 316, for longitudinal waves, the temperature coefficient is
TK = −0.7 m/s per Celsius degree [
39] and in titanium
TK = 2.5 m/s per Celsius degree [
40].
The requirements for materials of the matching layers were formulated in the previous paragraph. Several different materials were proposed and investigated as matching layers (
Table 1). The performance of the compound Duralco 4703, the plastic PBI (polybenzimidazole) and the pressed aluminum powder as matching layers has not been investigated yet. Therefore, measurements were carried out of the ultrasound longitudinal wave velocity
cL at different temperatures, and the ultrasound velocity temperature coefficient
TK was calculated. The results of measurements denoted by * are presented in
Table 3. The temperature coefficients of the aluminum powder is
TK = 1.3 m/s, the Duralco
TK = 4.9 m/s and the PBI
TK = 2.1 m/s.
From the results obtained, it follows that the most unstable material in a wide temperature range is the compound Duralco 4703; the most stable is the pressed aluminum powder. The acoustic properties of the glass enamel (ρ = 2.15 g/cm
3;
Z = 13 MRayl) are similar to the properties of the fused silica (ρ = 2.2 g/cm
3;
Z = 13 MRayl). According to the measurements of the ultrasound wave velocities and acoustic impedances of the glass enamel at elevated temperatures, the temperature coefficient of the glass enamel is
TK = 0.7 m/s/°C, e.g., quite low [
41,
42].
Table 3.
Ultrasound longitudinal wave velocities cL for materials at elevated temperatures.
Table 3.
Ultrasound longitudinal wave velocities cL for materials at elevated temperatures.
| | Material |
|---|
| Steel | Titanium | Aluminum Powder * | Duralco * | PBI * | Glass Enamel |
|---|
| T, °C | Ultrasound Wave Velocity cL, m/s |
|---|
| 20 | 5740 | 6203 | 4700 | 2615 | 2970 | 5950 |
| 100 | 5681 | 6003 | 4593 | 2215 | 2790 | 6005 |
| 150 | 5649 | 5878 | 4565 | 1980 | 2685 | 6040 |
| 200 | 5614 | 5753 | 4510 | 1720 | 2575 | 6075 |
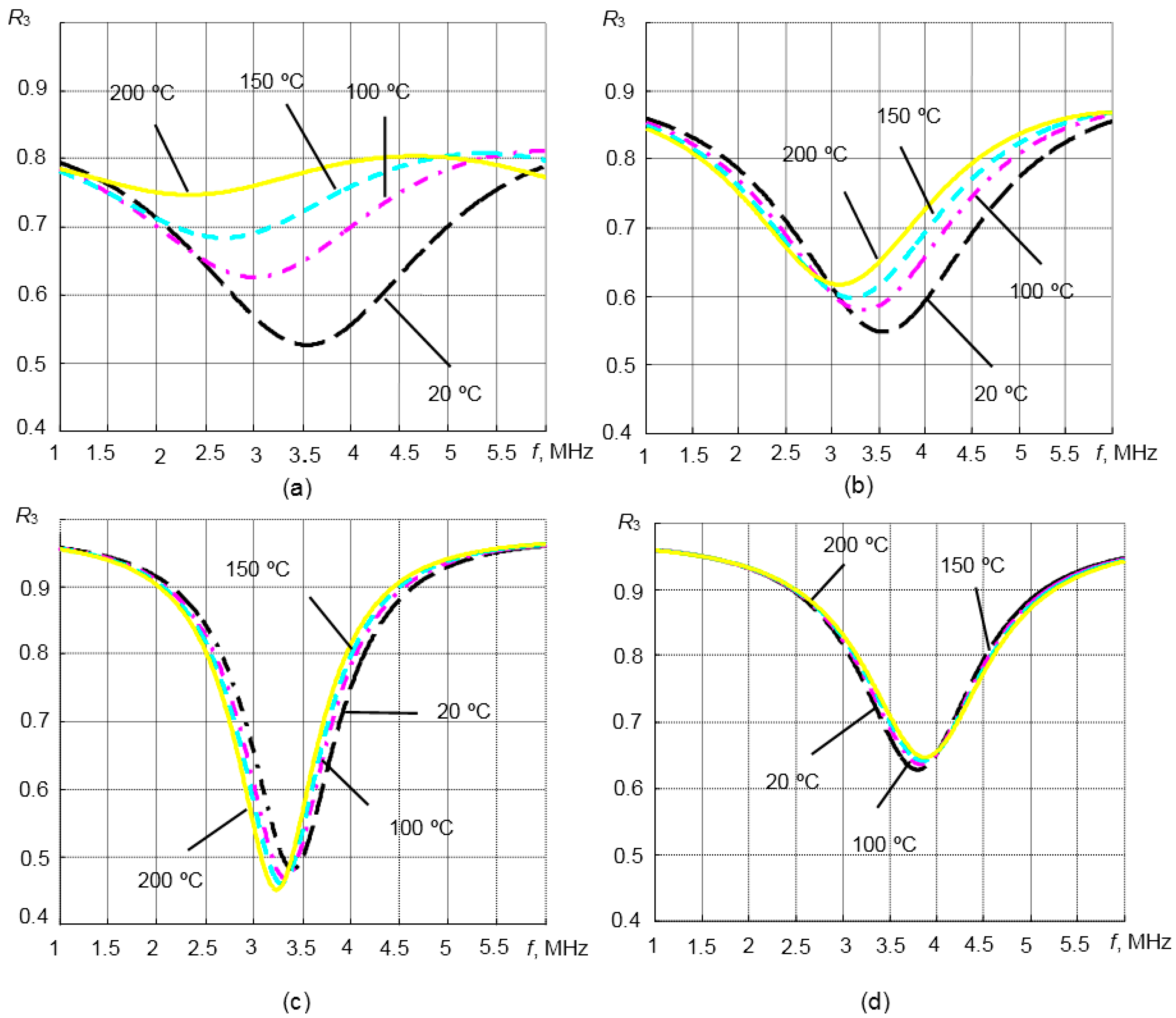
In order to estimate the performance of the matching layers made of those materials, listed in
Table 3, the frequency responses of the reflection coefficient
R3 were calculated (Equation (2)) in the temperature range 20–200 °C. The calculations were performed using the 1D matrix model for titanium and steel waveguides. The load in this case was liquid with the acoustic impedance
Z3 = 1.8 MRayl. Such acoustic impedance corresponds quite well to the acoustic parameters of most liquids used in many fields of industry [
1,
23,
24]. The results are presented in
Figure 8a–d. As was possible to expect, the biggest influence of temperature variations is observed in the case of the titanium waveguide with compound Duralco 4703 and PBI matching layers (
Figure 8a,b). The temperature has no essential influence on the reflection coefficients
R3 values in the case of the steel waveguide coated by the pressed aluminum powder and glass enamel λ/4 matching layers (
Figure 8c,d). Please note that in the case of glass enamel, the reflection coefficient
R3 is decreasing with increasing temperature.
In our case, the steel waveguide with the λ/4 aluminum powder matching layer is more suitable for the high temperature measurements than a titanium waveguide. When the temperature is increasing in the range
T = 20–200 °C, variations of the ultrasound wave velocity
c in the steel waveguide with the λ/4 aluminum powder matching layer are insignificant, and changes of the reflection coefficient
R3 are very small (
Figure 8d). The reflection coefficient in this case at the resonance frequency is smallest
R3 = 0.46 (
T = 200 °C). Therefore, the steel waveguide with the λ/4 aluminum powder matching layer was selected for measurements at high temperatures.
Figure 8.
The reflection coefficient R3 from the tip of the waveguide with the λ/4 matching layer versus that of a frequency at different temperatures. (a) Titanium waveguide with the Duralco matching layer; (b) titanium waveguide with the PBI matching layer; (c) steel waveguide with the glass enamel matching layer; (d) steel waveguide with the aluminum powder matching layer.
Figure 8.
The reflection coefficient R3 from the tip of the waveguide with the λ/4 matching layer versus that of a frequency at different temperatures. (a) Titanium waveguide with the Duralco matching layer; (b) titanium waveguide with the PBI matching layer; (c) steel waveguide with the glass enamel matching layer; (d) steel waveguide with the aluminum powder matching layer.
2.4. Investigation of the Displacement Fields of the Ultrasonic Longitudinal Wave Propagating in the Tapered Geometry Waveguide Transducer (3D Model)
Our previous work revealed that the transducers with a buffer rod, a so-called waveguide-type transducer, can withstand high temperatures, pressures and corrosion attack, but measurements become more complicated due to multiple reflections inside the waveguide [
32]. The presented previous analysis of the measurement method was based mainly on an assumption that plane ultrasonic waves propagate in transducer waveguides, e.g., it was based on the one-dimensional (1D) approach. However, in the case of waveguides with finite lateral dimensions, the situation is more complicated. Additional problems are caused by the requirement that the measurements
in situ should be carried out through a relatively narrow access standard port ½-20UNF-2A. In this case, two questions arise: how close the 1D modelling results are to the real 3D situation and how the propagation of an ultrasound wave in the tapered waveguide is affected by the standard port (e.g., ½-20UNF-2A).
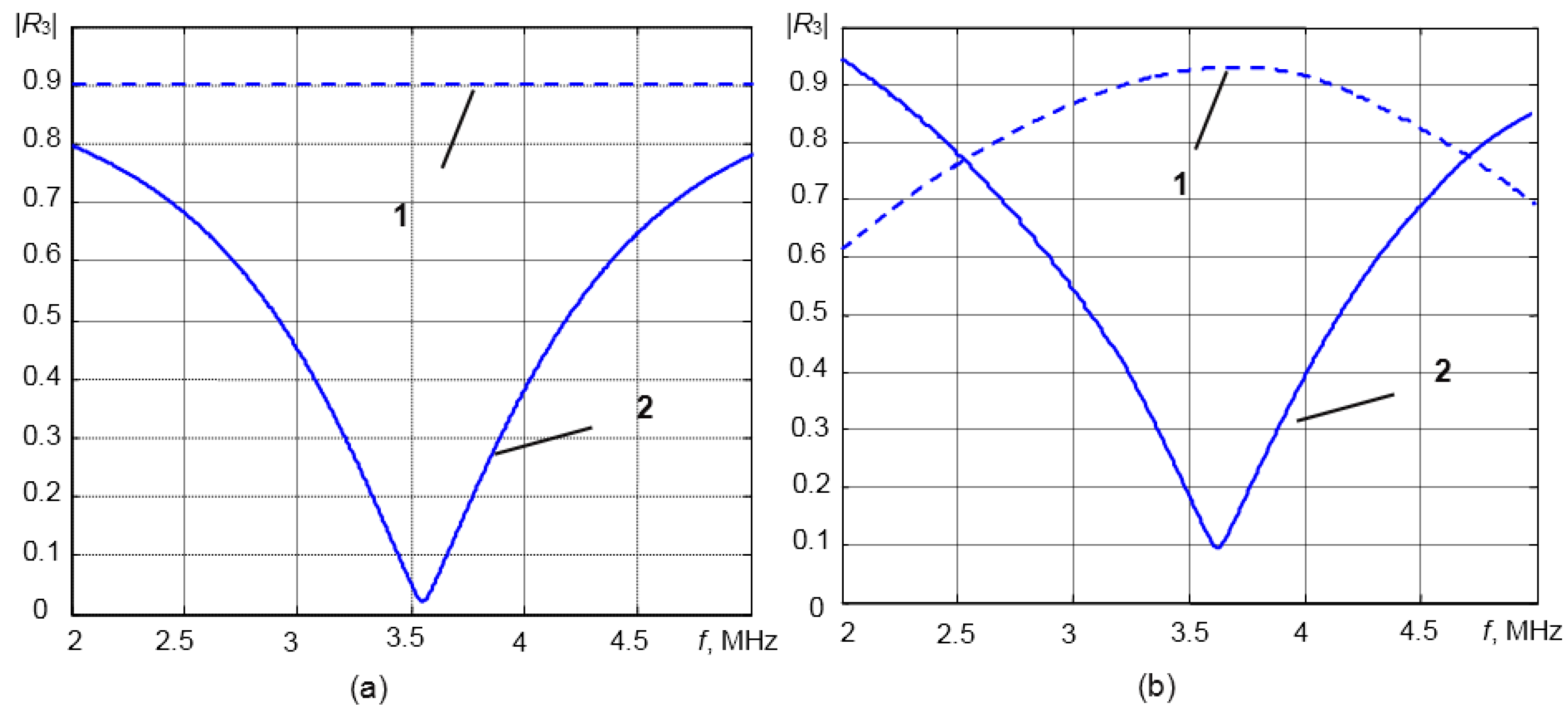
In order to answer those questions, the three-dimensional numerical modelling of the waveguide transducer with the λ/4 matching layer was performed and compared with the one-dimensional analytical model (
Figure 9a,b).
Figure 9.
(a) Steel waveguide transducer reflection coefficient R3 versus frequency (1D model); (b) steel waveguide transducer reflection coefficient R3 versus frequency (3D model). 1, (dashed) without matching layer; 2, (line) with the λ/4 aluminum powder matching layer.
Figure 9.
(a) Steel waveguide transducer reflection coefficient R3 versus frequency (1D model); (b) steel waveguide transducer reflection coefficient R3 versus frequency (3D model). 1, (dashed) without matching layer; 2, (line) with the λ/4 aluminum powder matching layer.
In this case, the λ/4 matching layer was made of the pressed aluminum powder, the properties of which are given in
Table 1. The load in this case was distilled water with acoustic impedance
Z3 = 1.47 MRayl. From the results presented in
Figure 9, it follows that variations of the reflection coefficient
R3 with the matching layer due to changes of the acoustic impedance of the medium under investigation in both cases (1D, 3D) are much bigger (
Figure 9a,b (Curve 2)) than in the case of the waveguide without a matching layer (
Figure 9a,b (Curve 1)). The sensitivity of the measurement system increases significantly due to the matching layer. It is essential to notice that the results obtained by the 1D analytical model (
Figure 9a) are quite close to the results obtained by the 3D numerical modelling (
Figure 9b).
Graphical representation of the model used in 3D finite difference technique (Wave 3000) is presented in
Figure 10. The diameter of the tip of the modelled ultrasonic transducer was 9 mm. The generation and reception of the ultrasonic waves in the model was performed by a virtual transducer (transparent for ultrasonic waves), which was operating in a pulse-echo mode and was placed on the wide end on the waveguide. The ultrasonic transducer generated a normal displacement. For excitation of the ultrasonic wave, the 3.3 MHz, three-period sine burst with the Gaussian envelope was used. The duration of the time step used in modelling was 14 ns. During modelling, the reflection coefficient
R3 versus frequency was calculated.
Figure 10.
Graphical representation of the 3D model.
Figure 10.
Graphical representation of the 3D model.
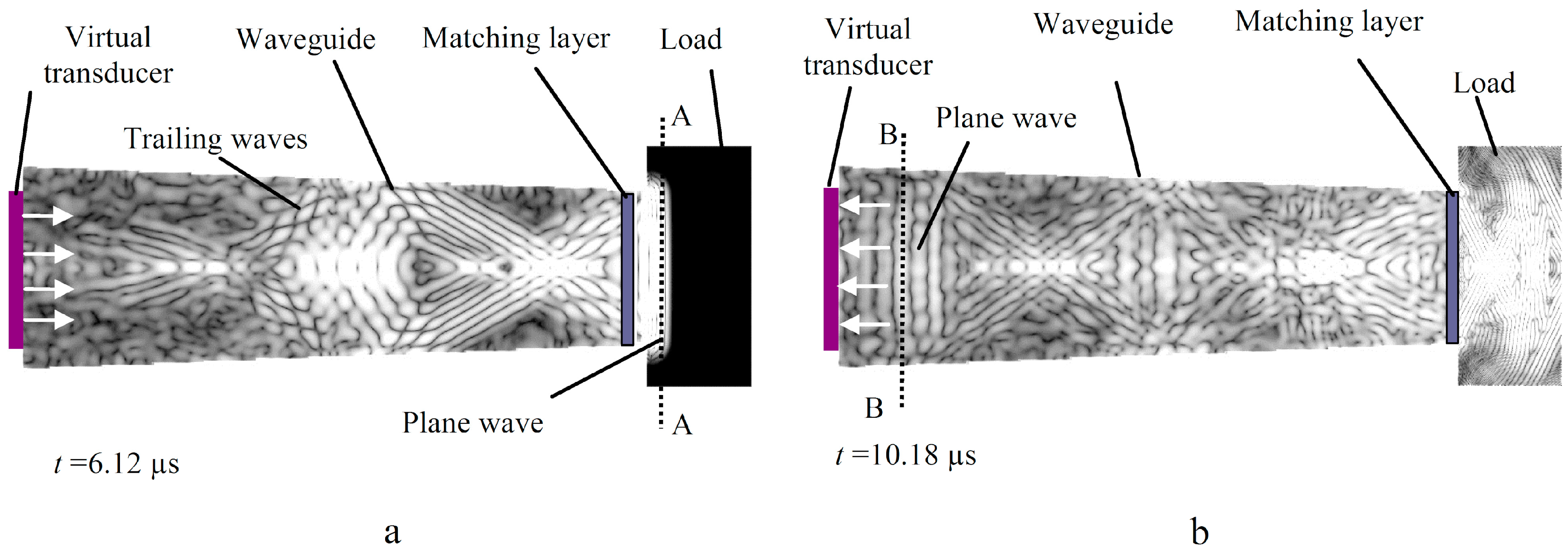
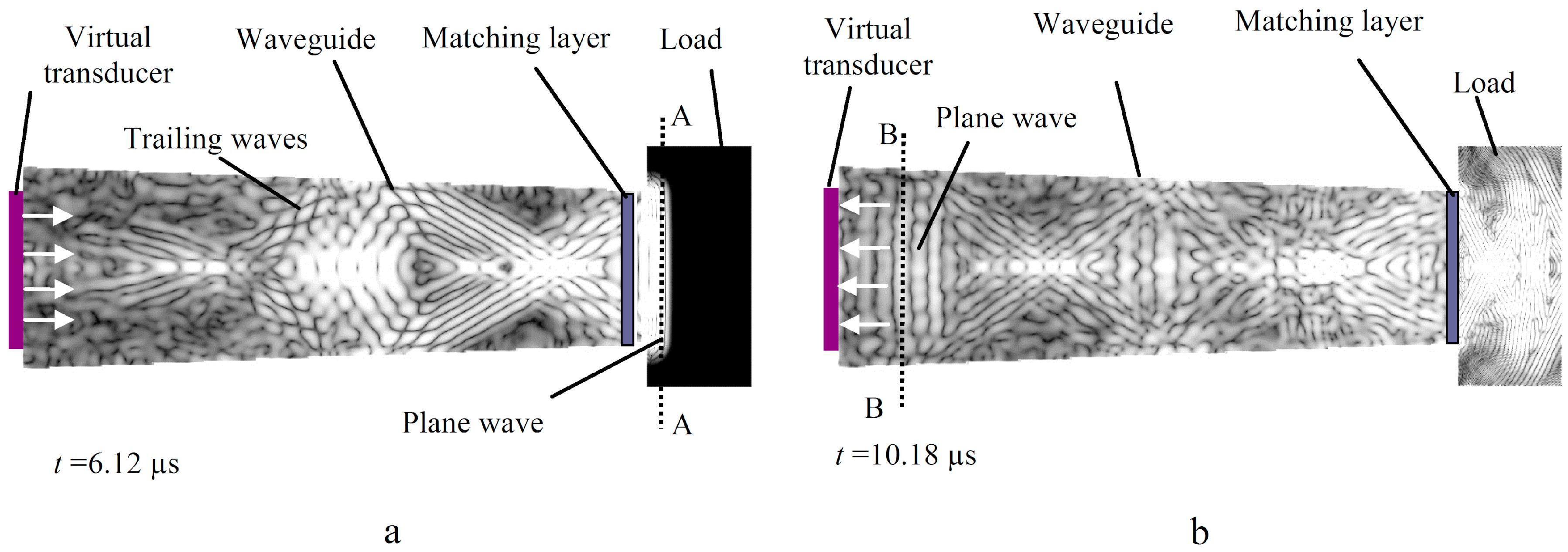
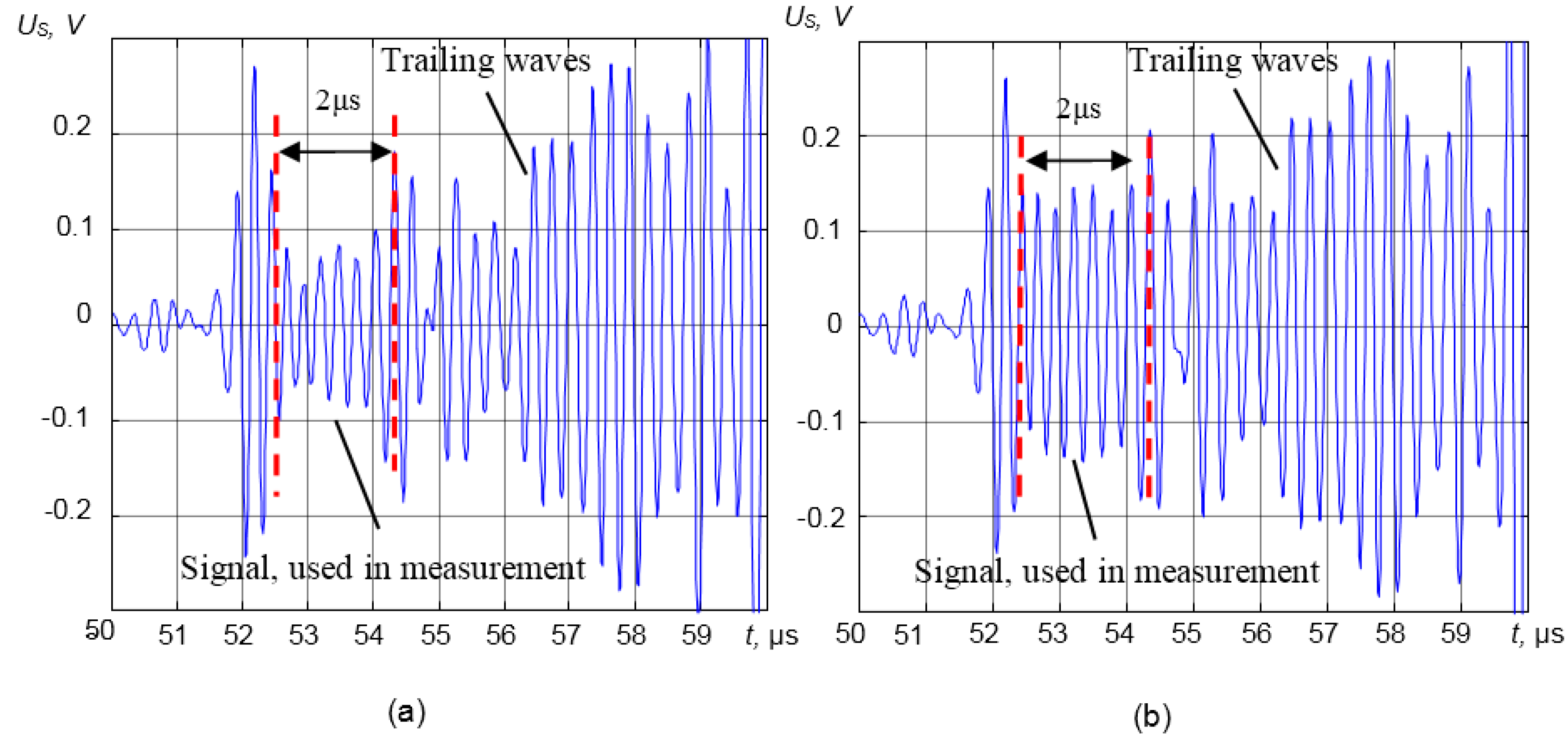
The displacement fields of the ultrasonic wave propagating in the tapered steel waveguide with the aluminum powder matching layer at different time instants were investigated. The results are presented in the
y0
z cross-section (
Figure 11a,b) of the waveguide. In this case, a complex structure of the displacement fields is observed. Our investigations revealed that the longitudinal wave, which is used for the measurements, arrives first (
Figure 11a). It is necessary to note that the longitudinal waves transmitted into a liquid load (
Figure 11a, Cross-section A-A) and reflected back to the ultrasonic transducer (
Figure 11b, Cross-section B-B) are very close to a plane wave. Therefore, no noticeable diffraction errors during measurements were observed.
Figure 11.
Displacement fields of the ultrasonic wave propagating in the tapered steel waveguides with the aluminum powder matching layer. (a,b) Cross-section y0z of the waveguide.
Figure 11.
Displacement fields of the ultrasonic wave propagating in the tapered steel waveguides with the aluminum powder matching layer. (a,b) Cross-section y0z of the waveguide.
Multiple trailing waves are travelling behind the longitudinal wave (
Figure 11b). Such signals are unwanted, because they can overlap with the wave of interest and cause significant measurement errors. Therefore, the signals used in measurements were selected in the time domain (discussed in
Section 3.1) in order to avoid the influence of the trailing waves.
It is essential to note that the length of the waveguide strongly affects the trailing waves. Too long of a waveguide may cause additional reflections from the waveguide boundaries. On the other hand, as was mentioned in
Section 2.2, too short of a waveguide does not enable reducing the temperature at the ultrasonic transducer to an acceptable level below 100 °C. Therefore, the trade-off between those two contradictory requirements gives the optimal waveguide length
l = 110 mm. Such a waveguide was selected for density measurements in different liquids in extreme conditions.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}