Acidic Pretreatment of Wheat Straw in Decanol for the Production of Surfactant, Lignin and Glucose


Abstract
:1. Introduction
2. Results and Discussion
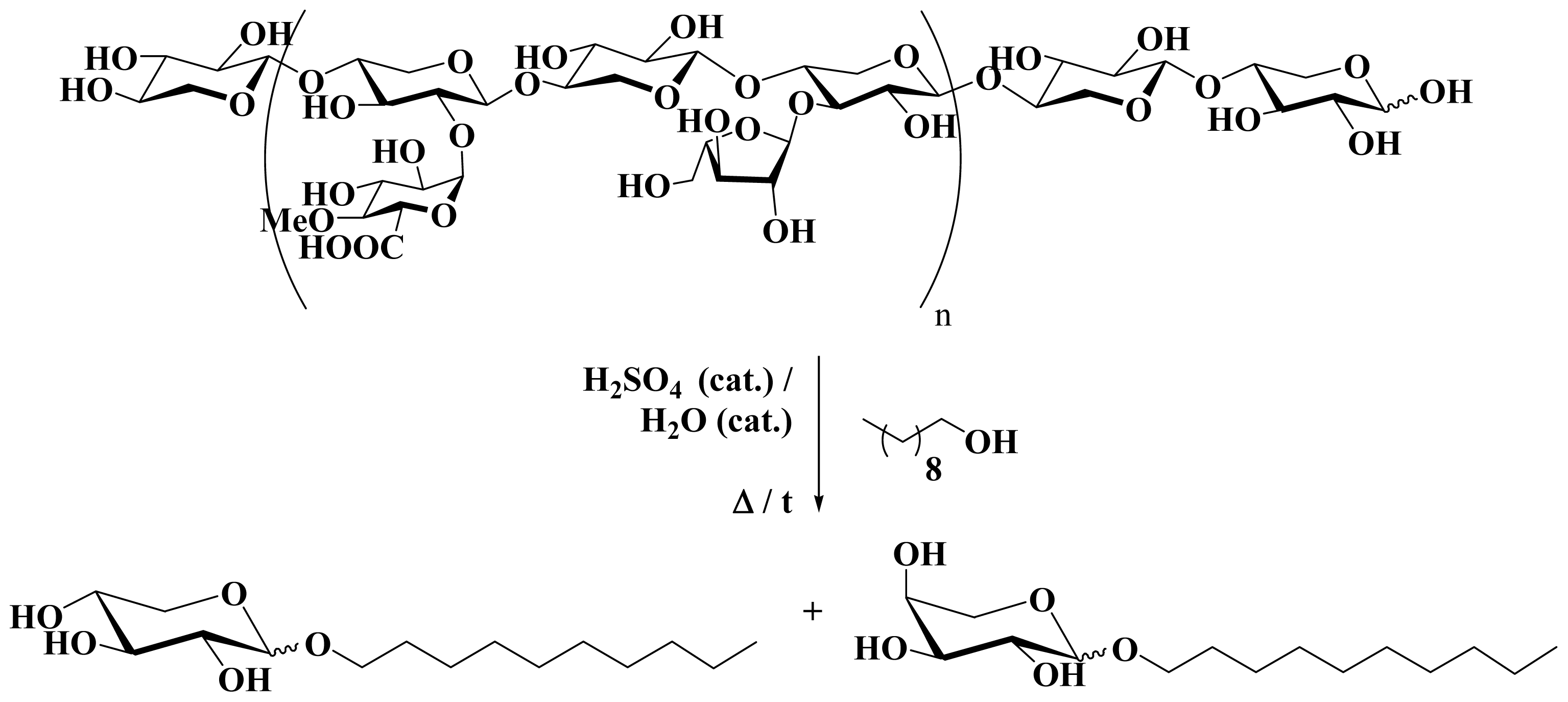
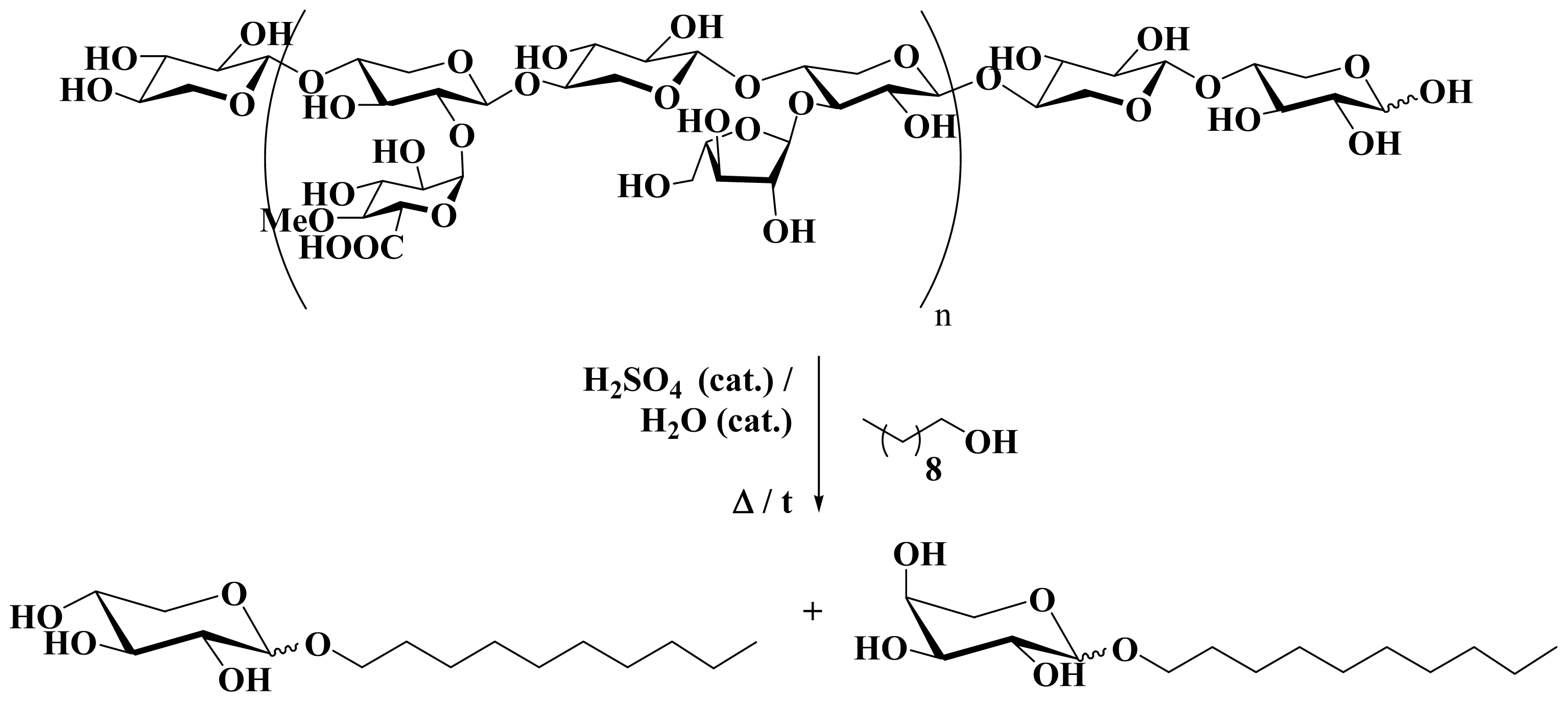
2.1. Pretreatment
2.2. Residue Analysis and Glucose and Lignin Production
2.3. Surfactant Properties
3. Experimental Section
3.1. Raw Material
3.2. Pretreatment of Wheat Straw
3.3. Production of Glucose by Enzymatic Digestibility of Cellulose
3.4. Lignin Preparation and Caracterisation
3.5. Physicochemical Properties
4. Conclusions
Supplementary Information
ijms-13-00348-s001.pdfReferences
- Klass, D.L. Biomass for Renewable Energy, Fuels, and Chemicals; Academic Press: San Diego, CA, USA, 1998. [Google Scholar]
- Klass, D.L. Cleveland, C.J., Ed.; Biomass for renewable energy and fuels. In Encyclopedia of Energy; Elsevier: Oxford, UK, 2004; Volume 1, pp. 193–212. [Google Scholar]
- Kamm, B.; Kamm, M.; Schmidt, M.; Hirth, T.; Schulze, M. Kamm, B., Gruber, P.R., Kamm, M., Eds.; Biorefineries—Industrial Processes and Products; Wiley-VCH: Weinheim, Germany, 2006; Volume 2. [Google Scholar]
- Ragauskas, A.J.; Williams, C.K.; Davison, B.H.; Britovsek, G.; Cairney, J.; Eckert, C.A.; Frederick, W.J., Jr; Hallett, J.P.; Leak, D.J.; Liotta, C.L.; Mielenz, J.R.; Murphy, R.; Templer, R.; Tschaplinski, T. The path forward for biofuels and biomaterials. Science 2006, 311, 484–489. [Google Scholar]
- Martel, F.; Estrine, B.; Plantier-Royon, R.; Hoffmann, N.; Portella, C. Development of agriculture left-overs: fine organic chemicals from wheat hemicellulose-derived pentoses. Top. Curr. Chem 2010, 294, 79–115. [Google Scholar]
- Bertho, J.N.; Mathaly, P.; Dubois, V.; de Baynast, R. Process for the Preparation of Surface Active Agents Using Wheat by-Products and Their Applications. US Patent 5,688,930, 18 November 1997. [Google Scholar]
- Roth, C.D.; Moser, K.B.; Bomball, W.A. Continuous Process for Producing Methyl Glucosides from Starch. Eur Pat EP35589, 1980. [Google Scholar]
- Bouxin, F.; Marinkovic, S.; le Bras, J.; Estrine, B. Direct conversion of xylan into alkyl pentosides. Carbohydr. Res 2010, 17, 2469–2473. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Laboratory Analytical Procedure-002, 003, 017, 019; National Renewable Energy Laboratory, US Department of Energy: Washington, DC, USA, 2007. [Google Scholar]
- Persson, T.; Ren, J.L.; Joelsson, E.; Jönsson, A.S. Fractionation of wheat and barley straw to access high-molecular-mass hemicelluloses prior to ethanol production. Bioresour. Technol 2009, 100, 3906–3913. [Google Scholar]
- Benkun, Q.; Xiangrong, C.; Yinhua, W. Pretreatment of wheat straw by nonionic surfactant-assisted dilute acid for enhancing enzymatic hydrolysis and ethanol production. Bioresour. Technol 2010, 101, 4875–4883. [Google Scholar]
- Liu, S.C. Analysis and Measurement in Papermaking Industry; Chemical Industry Press: Beijing, China, 2004. [Google Scholar]
- Tejado, A.; Pena, C.; Labidi, J.; Echeverria, J.M.; Mondragon, I. Physicochemical characterization of lignins from different sources for use in phenol–formaldehyde resin synthesis. Bioresour. Technol 2007, 98, 1655–1663. [Google Scholar]
- Avignon, G.; Delmas, M. Method for Producing Paper Pulp, Lignins, Sugars and Acetic Acid by Fractionation of Lignocellulosic Vegetable Material in Formic/Acetic Acid Medium. U.S. Patent 7,402,224, 22 June 2008. [Google Scholar]
- Standard Method NF T 73–047; Association Francaise de Normalisation (AFNOR): La Plaine Saint Denis, France, 1975.
- Draves, C.Z.; Clarkson, R.G. A new method for the evaluation of wetting agents. Am. Dyest. Report 1931, 20, 201–209. [Google Scholar]
- Balzer, D.; Lüders, H. Nonionic surfactants Alkyl Polyglucosides; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Damez, C.; Bouquillon, S.; Harakat, D.; Henin, F.; Muzart, J.; Pezron, I.; Komunjer, L. Alkenyl and alkenoyl amphiphilic derivatives of d-xylose and their surface properties. Carbohydr. Res 2007, 342, 154–162. [Google Scholar]
- Rosen, M.J. Surfactants and Interfacial Phenomena, 3rd ed; John Wiley & Sons: Chichester, UK, 2004. [Google Scholar]
- Nickel, D.; Speckmann, H.D.; von Rybinski, W. Interfacial tension and wetting as parameters for products characterization. Tenside Surfactants Deterg 1995, 32, 470. [Google Scholar]
- Böcker, T.; Thiem, J. Synthesis and structural elucidation of alkyl glycosides. Tenside Surfactants Deterg 1989, 26, 318. [Google Scholar]
- Marinkovic, S.; Estrine, B. Direct conversion of wheat bran hemicelluloses into n-decyl-pentosides. Green Chem 2010, 12, 1929–1932. [Google Scholar]
- Ochs, M.; Muzard, M.; Plantier-Royon, R.; Estrine, B.; Rémond, C. Enzymatic synthesis of alkyl β-d-xylosides and oligoxylosides from xylans and from hydrothermally pretreated wheat bran. Green Chem 2011, 13, 2380–2388. [Google Scholar]
- Gibbs, J.W. The Collected Works of J. W. Gibbs; Longmans Green: London, UK, 1928; Volume I, p. 119. [Google Scholar]

{kind=link}
| Entry | Temp. (°C) | Wheat straw loaded (g) | Time(h) | Yield pentosides | Ara | Xyl | Glu |
|---|---|---|---|---|---|---|---|
| (%) a | (%) b | ||||||
| 1 | 90 | 50 | 0.5 | 13.2 | 40 | 60 | 0 |
| 2 | 90 | 50 | 1 | 23.8 | 33.3 | 66.7 | 0 |
| 3 | 90 | 50 | 2 | 34.4 | 23.1 | 76.9 | 0 |
| 4 | 90 | 50 | 3 | 42.3 | 17.7 | 76.5 | 5.9 |
| 5 | 90 | 50 | 4 | 47.6 | 15.8 | 79 | 5.3 |
| 6 | 90 | 50 | 5 | 55.6 | 18.2 | 77.3 | 4.6 |
| 7 | 109 | 50 | 0.5 | 68.8 | 19.4 | 67.7 | 16.1 |
| 8 | 109 | 50 | 1 | 87.3 | 21.6 | 67.6 | 10.8 |
| 9 | 109 | 50 | 2 | 95.2 | 19.5 | 68.3 | 12.2 |
| 10 | 109 | 50 | 3 | 95.2 | 16.7 | 69.1 | 14.2 |
| 11 | 109 | 50 | 4 | 95.2 | 19.1 | 66.7 | 14.2 |
| 12 | 109 | 50 | 5 | 95.2 | 19.1 | 66.7 | 14.2 |
| 13 | 125 | 50 | 0.5 | 74.1 | 16.1 | 74.2 | 9.7 |
| 14 | 125 | 50 | 1 | 74.1 | 15.6 | 71.9 | 12.5 |
| 15 | 125 | 50 | 2 | 63.5 | 14.3 | 71.4 | 14.3 |
| 16 | 90 | 100 | 1 | 41.4 | 16.7 | 80 | 3.3 |
| 17 | 90 | 100 | 2 | 45.7 | 14.7 | 79.4 | 5.9 |
| 18 | 90 | 100 | 3 | 55.6 | 12.2 | 82.9 | 4.9 |
| 19 | 109 | 100 | 0.5 | 65.6 | 17.7 | 72.6 | 4.9 |
| 20 | 109 | 100 | 1 | 75.6 | 15.3 | 74.6 | 10.2 |
| 21 | 109 | 100 | 2 | 92.7 | 15.3 | 75 | 9.7 |
| 22 | 109 | 100 | 3 | 77 | 14.8 | 73.8 | 11.5 |
| Araban (Wt %) | Xylan (Wt %) | Glucan (Wt %) | |
|---|---|---|---|
| Starting wheat straw | 5 | 24 | 39 |
| Recovered residue | 0 | 0.7 | 52 |
| Mn | Mw | IP = Mw/Mn | |
|---|---|---|---|
| Reference lignin (g/mol) | 909 | 2001 | 2.2 |
| Surfactant process lignin (g/mol) | 905 | 3433 | 3.8 |
| Surfactant composition | CAC (mg·L−1) | γCAC (mN·m−1) | Foam volume at t = 0 (mL) (Stability at 20 min (%)) | Wetting time (s) |
|---|---|---|---|---|
| wheat straw decyl–glycosides * | 483 | 28 | 480 (78) | 45 |
| decyl xylosides from d-xylose | 301 | 28 | 480 (75) | 23 |
| decyl b-d-glucopyranoside [17] | 994 | 29 | - | - |
| octyl/decyl polyglucosides [18] | 963 | 26 | 450 (75) | 196 |
| octaethylene glycol mono decyl ether [19] | 511 | 37 | - | - |
© 2012 by the authors; licensee Molecular Diversity Preservation International, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Marinkovic, S.; Bras, J.L.; Nardello-Rataj, V.; Agach, M.; Estrine, B. Acidic Pretreatment of Wheat Straw in Decanol for the Production of Surfactant, Lignin and Glucose. Int. J. Mol. Sci. 2012, 13, 348-357. https://doi.org/10.3390/ijms13010348
Marinkovic S, Bras JL, Nardello-Rataj V, Agach M, Estrine B. Acidic Pretreatment of Wheat Straw in Decanol for the Production of Surfactant, Lignin and Glucose. International Journal of Molecular Sciences. 2012; 13(1):348-357. https://doi.org/10.3390/ijms13010348
Chicago/Turabian StyleMarinkovic, Sinisa, Jean Le Bras, Véronique Nardello-Rataj, Mickaël Agach, and Boris Estrine. 2012. "Acidic Pretreatment of Wheat Straw in Decanol for the Production of Surfactant, Lignin and Glucose" International Journal of Molecular Sciences 13, no. 1: 348-357. https://doi.org/10.3390/ijms13010348
APA StyleMarinkovic, S., Bras, J. L., Nardello-Rataj, V., Agach, M., & Estrine, B. (2012). Acidic Pretreatment of Wheat Straw in Decanol for the Production of Surfactant, Lignin and Glucose. International Journal of Molecular Sciences, 13(1), 348-357. https://doi.org/10.3390/ijms13010348