1. Introduction
A South African mining group is investigating the use of electrowinning (EW) to recover iron and H
2SO
4 from an iron sulphate waste solution produced during metal beneficiation. For the purpose of this paper, the term electrowinning, as is commonly applied for this process, is used throughout the paper. The spent leaching solution (SLS) consists mainly of iron sulphate, unspent sulfuric acid, and some minor metal impurities such as cobalt (Co), nickel (Ni), and chromium (Cr). Traditionally, such SLSs have been treated using either active or passive methods such as oxidative, bacterial, or limestone precipitation [
1,
2]. These methods, however, rarely yield marketable products when used to treat the SLSs [
1].
The most prevalent method for treatment involves the use of chemical neutralization agents [
2]. The addition of a base (NaOH, CaO, or FeCO
3) raises the pH of the solution, lowering the solubility of many metal species, thereby facilitating the precipitation of metal hydroxides [
2]. In the case of iron, oxidizing chemicals such as H
2O
2, or non-chemical methods such as active aeration can be used to oxidize Fe(II) into the lower solubility Fe(III), simplifying the precipitation process [
2,
3,
4]. Neutralization, however, produces a large volume of sludge containing only 2–4% solids [
2], which must undergo several further processing steps to increase the solid content up to 50% before disposal [
2].
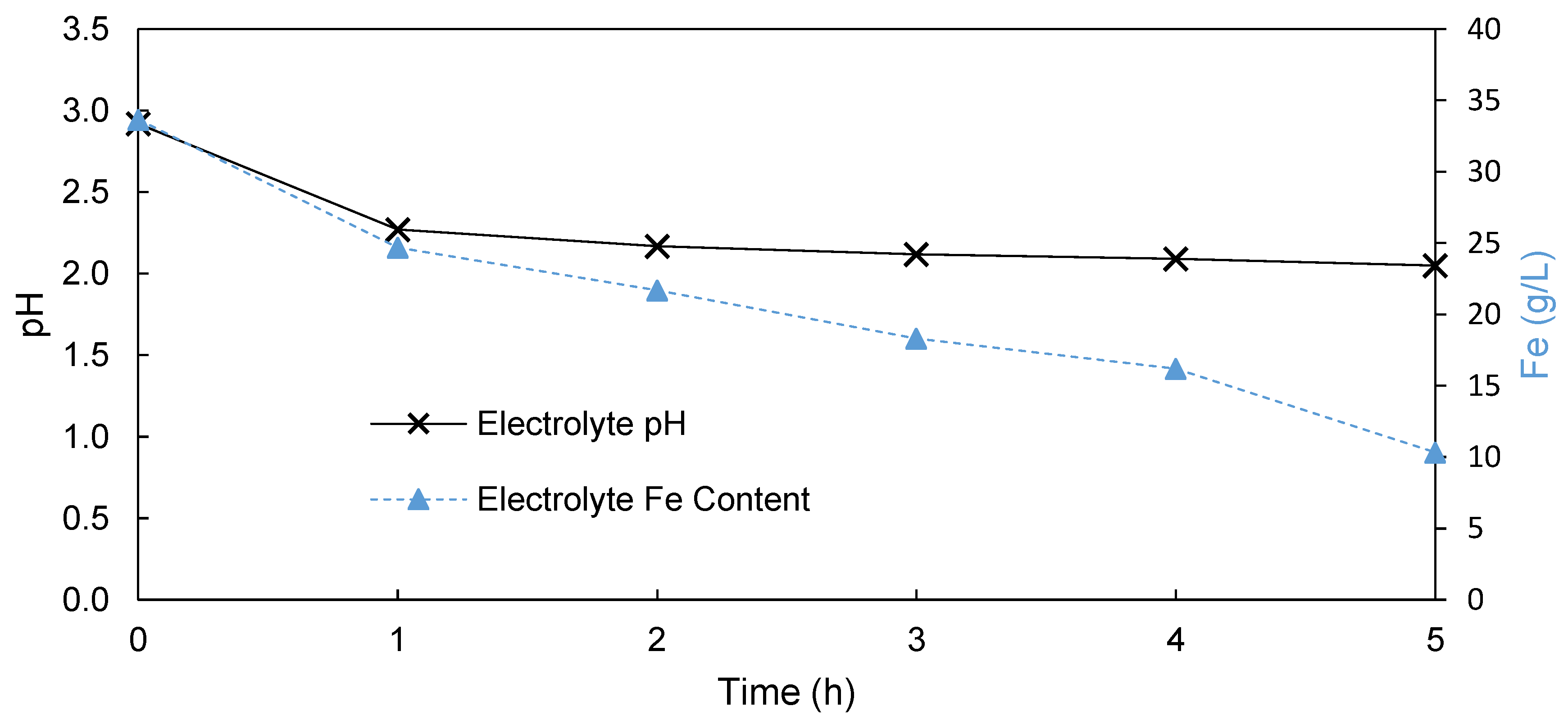
An alternative and possibly more cost-effective treatment method is EW. EW in an undivided cell, that is, without the use of a membrane separator, is used commercially for the recovery of various metals including copper (Cu), cobalt (Co), and nickel (Ni) [
5,
6,
7]. However, factors that reduce the efficiency of undivided cell EW processes include hydrogen evolution at the cathode and the dissolution of the cathode due to the acid formation in the electrolyte. For higher value metals such as Cu and Co, the reduced efficiency of the process is offset by the value of the product. In such cases, the production of an acid solution at the anode is deemed a waste reaction. For iron recovery, however, with its lower intrinsic value, these factors significantly reduce the profitability and feasibility of the EW process. An additional disadvantage during the EW of iron is the oxidation of Fe(II) to Fe(III) due to oxygen evolution occurring at the anode, reducing the efficiency of the EW process even further [
8].
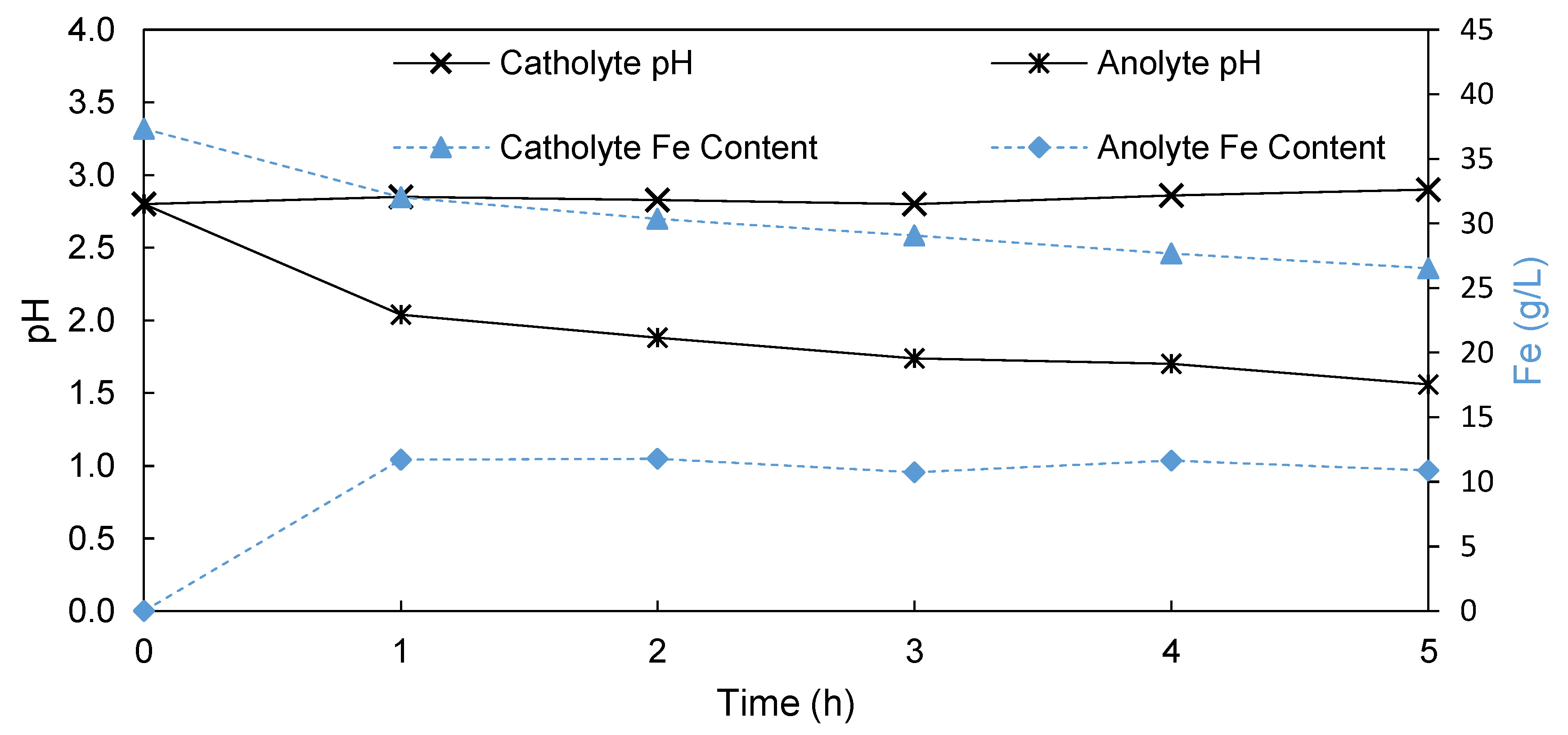
Some of the disadvantages associated with iron EW in an undivided cell have been overcome through the use of a porous membrane between anolyte and catholyte, reducing the transfer of oxygen from the anolyte to the catholyte and, subsequently, reducing the amount of oxidized Fe(II) in the catholyte [
8]. Additionally, the porous membrane reduces the transfer of H
+ from the anolyte to the catholyte, thereby reducing hydrogen formation at the cathode, which further increases the current efficiency [
8]. An example of using such a porous membrane for the EW of iron is found in the Pyror process (developed during 1947–1957), where iron is recovered from a sulfuric acid environment [
8]. In this process, the cathode is inserted into a Terylene bag (porous membrane), with the iron-rich solution being fed to the cathode, wherein the iron is plated. The depleted SLS is transported through the membrane due to a slight overpressure on the feed, where sulfuric acid is produced at the anode by the oxidation of water regenerating H
2SO
4 and evolving oxygen. At the anode, remaining Fe(II) is oxidized to Fe(III) in the presence of the oxygen that is formed. Subsequently, the anolyte containing the regenerated H
2SO
4 and Fe(III) is fed back to the leaching process, where the Fe(III) is reduced back to Fe(II) in the presence of hydrogen sulfide. The Pyror process was, however, discontinued in the 1950s due to the low intrinsic value of Fe coupled with a decline in the business conditions experienced [
8].
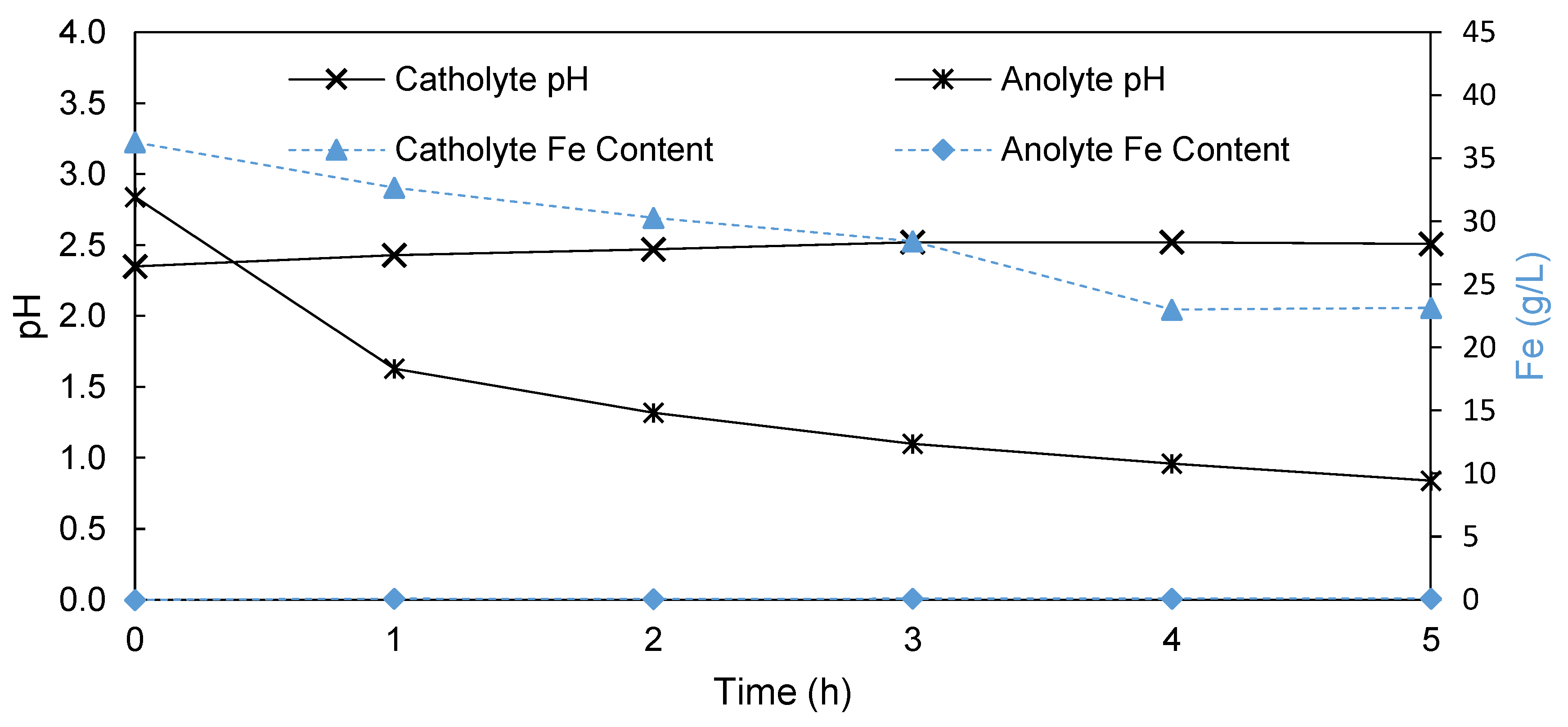
The recent advent of non-porous anion exchange membranes (AEMs) that are electrically conductive for anionic species has aided the development of numerous applications, including alkaline membrane electrolysis and redox flow batteries [
9]. Initially, most research has focused on applications in basic environments, where the AEMs have to withstand the attack of typically OH- ions on the cationic groups within the AEM [
10,
11]. More recently, AEMs were used in acidic environments, such as in diffusion dialysis and redox flow batteries. An example of diffusion dialysis entails the recovery of acid from spent pickling solutions containing unspent acid and metal salt mixtures [
12,
13,
14], wherein the unspent acid is separated from the metal species by an AEM that rejects the transfer of cationic metal species whilst allowing transfer of anionic species and protons [
12]. Acid-resistant AEMs are additionally used in redox-flow batteries (RFB) such as the all vanadium RFB (VRFB) [
15,
16]. Here, the AEM prevents the transfer of the vanadium species from the anolyte to the catholyte (preventing unintended discharge) while allowing the transfer of protons and sulphate ions to maintain the charge balance in the electrolytes [
15,
16]. The AEMs employed in RFB applications are required to be stable in both an acidic and oxidative environment due to the oxidative nature of V
4+ and V
5+ [
15]. The advantage of using AEMs in VFRBs is that the vanadium cations are excluded from the AEM interior by Donnan exclusion [
17], and therefore are unable to attack the membrane polymer from the inside. In contrast, in cation exchange membranes (CEM), where the vanadium ions permeate into the CEM interior, the polymer backbone is degraded much faster, as was shown for sulfonated Radel membranes [
18]. However, the use of AEM membranes has not been exhaustively investigated for the notoriously difficult EW of iron from an acidic environment [
19], requiring high chemical stability, low cation transfer rate, and low electrical resistance [
20,
21].
In recent years, a variety of stable AEMs have been developed by blending an anion-exchange polymer or its halo-methylated precursor with a chemically and mechanically stabilizing matrix polymer [
22,
23,
24]. By combining polymers such as polybenzimidazole and a sulfonated cation-exchange polymer, ionic cross-links are formed, further chemically stabilizing the blended AEMs [
22,
23,
24]. In a recent study, a 3-component blended membrane consisting of (i) poly(2,6-dimethyl-1,4-phenylene oxide) (PPO) quaternized with tetra-methylimidazole, (ii) a polybenzimidazole (PBI) as the matrix polymer, and (iii) a sulfonated polymer as ionic cross-linker showing excellent stability and performance in VRFB applications [
25].
As mentioned previously, AEMs have been used successfully in various electrochemical processes in acidic environments. It was, therefore, the aim of this study to investigate the suitability and stability of AEMs for the EW of iron from an SLS solution. To evaluate the suitability of the EW process for the removal of iron from SLS, the following work was done. Firstly, the AEM-based process for the SLS was benchmarked against, and compared with, the undivided cell and the Terylene process. Subsequently, various novel AEMs were synthesized and evaluated to identify the most suitable membrane in terms of stability, Fe and proton rejection, and electrical conductivity. The performance of the processes and membranes were evaluated in terms of their current efficiency, acid rejection, and specific energy consumption (SEC). Finally, we found the optimum operational window in terms of iron content, the influence of the initial Fe content, as well as the iron depletion on the performance of the AEM-based EW.
4. Conclusions
During this study, three different EW methods for the recovery of iron and regeneration of H2SO4 from an SLS were investigated: (i) EW without a separator, (ii) EW with a porous membrane, (iii) EW with an AEM.
The AEM process with a FAB-PK-130 membrane outperformed both the undivided and porous membrane process, yielding a current efficiency of 99% and an SEC of 3.75 kWh/kg, which is a 78% and 22% increase, respectively, in current efficiency compared to the undivided and porous membrane process. The high performance of the AEM process is attributed to the high acid rejection and oxygen rejection properties of the AEMs, significantly reducing the number of side reactions. Furthermore, the AEM process described in this paper outperformed the previously established Pyror process for SLS treatment, yielding 14% higher current efficiencies and a 0.5 kWh/kg lower SEC.
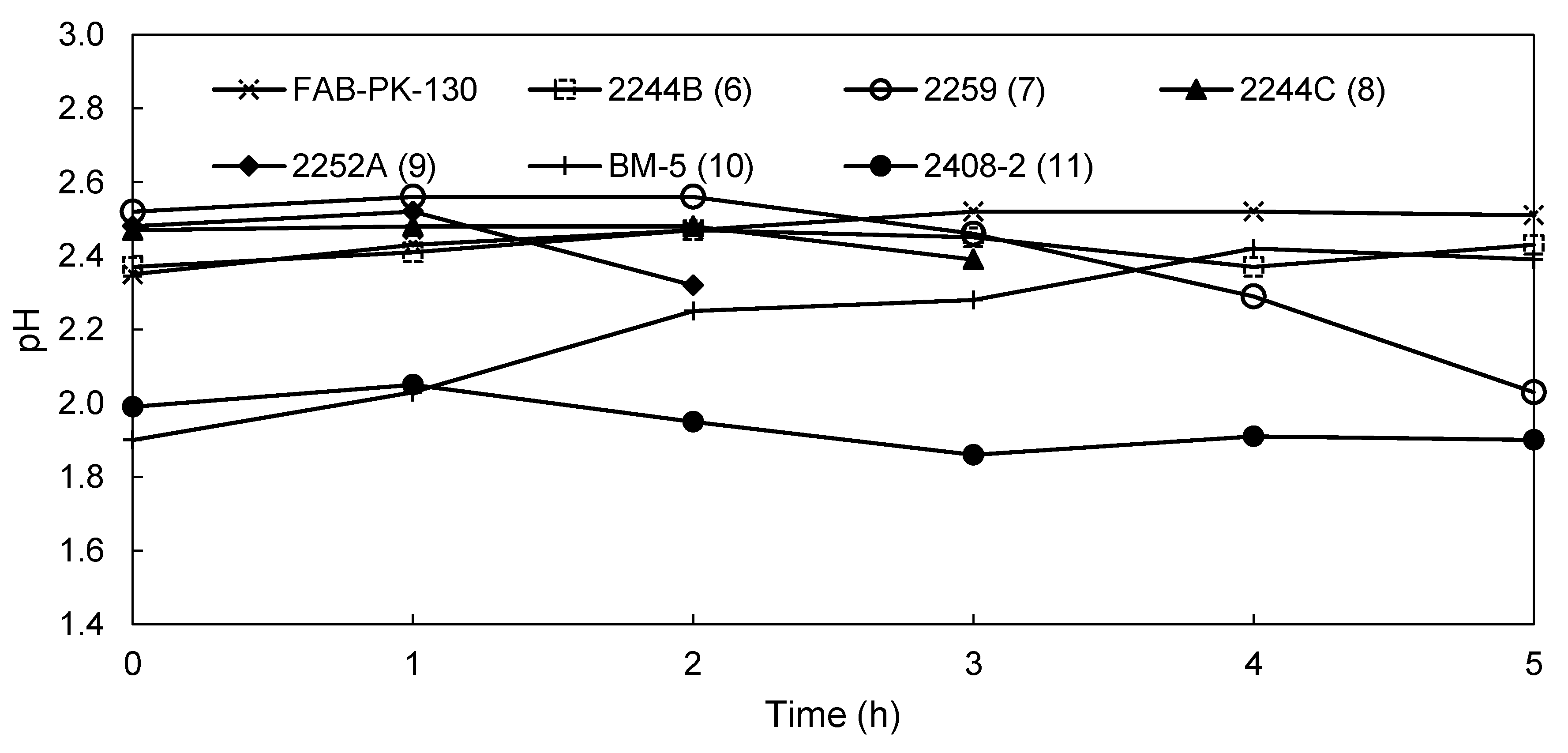
During the testing of the novel AEMs, two of the membranes showed promising results, with membranes 2244C and 2252A yielding a current efficiency of 83% and 99%, respectively. However, both these membranes lacked sufficient mechanical strength failing after 3 and 2 h, respectively. In contrast, membranes 2259 and 2244B were mechanically stable (5 h), but only yielded current efficiencies of 70% and 72%, respectively. In contrast to the unsupported membranes, the membranes that were cast onto glass fiber mats (BM-5 and 2408-2) showed high current efficiencies, low SEC values, and mechanical stability. The BM-5 (10) membrane operated at a SEC of 3.53 kWh/kg Fe, which was 0.22 kWh/kg Fe lower than the FAB-PK-130, membrane despite its lower current efficiency of 95%.
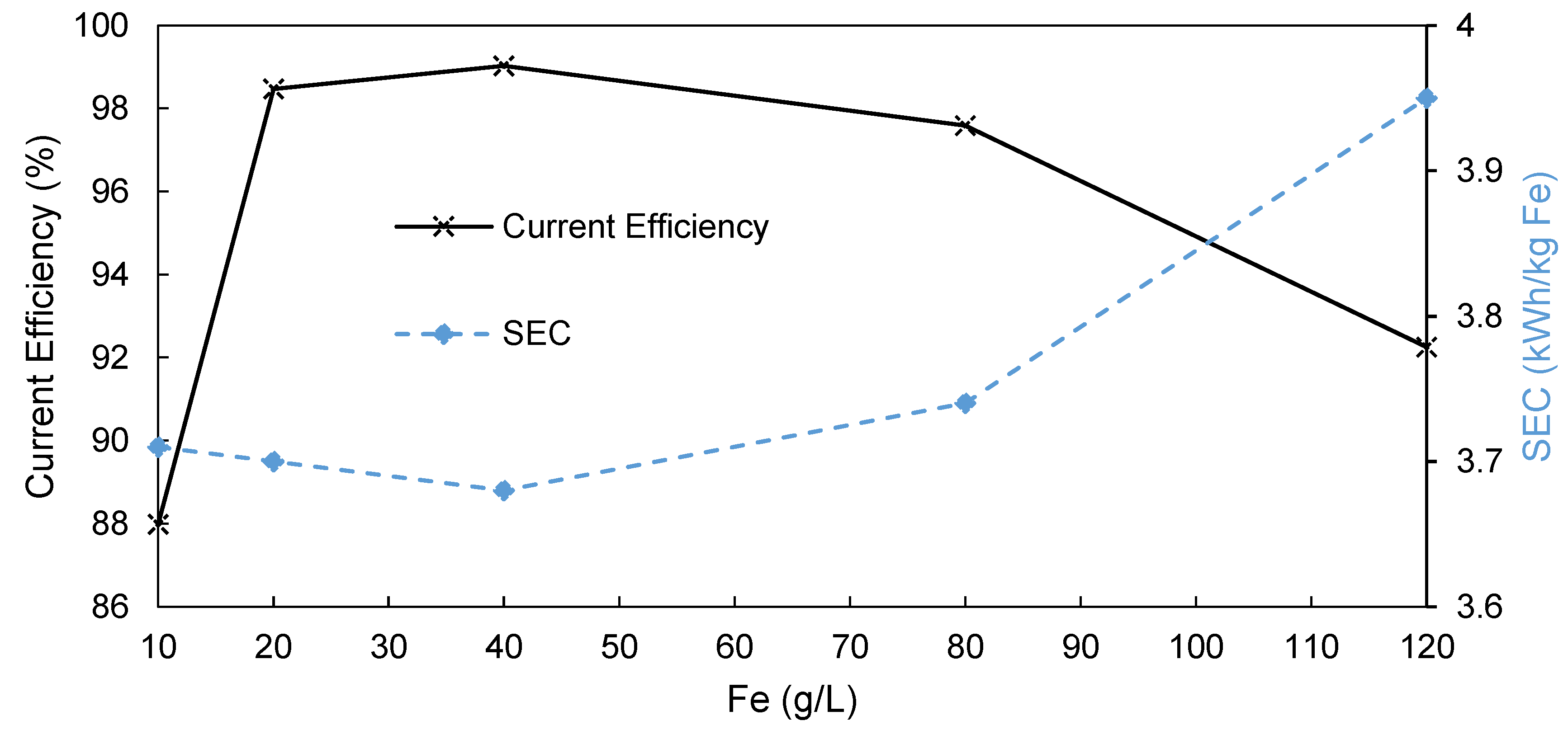
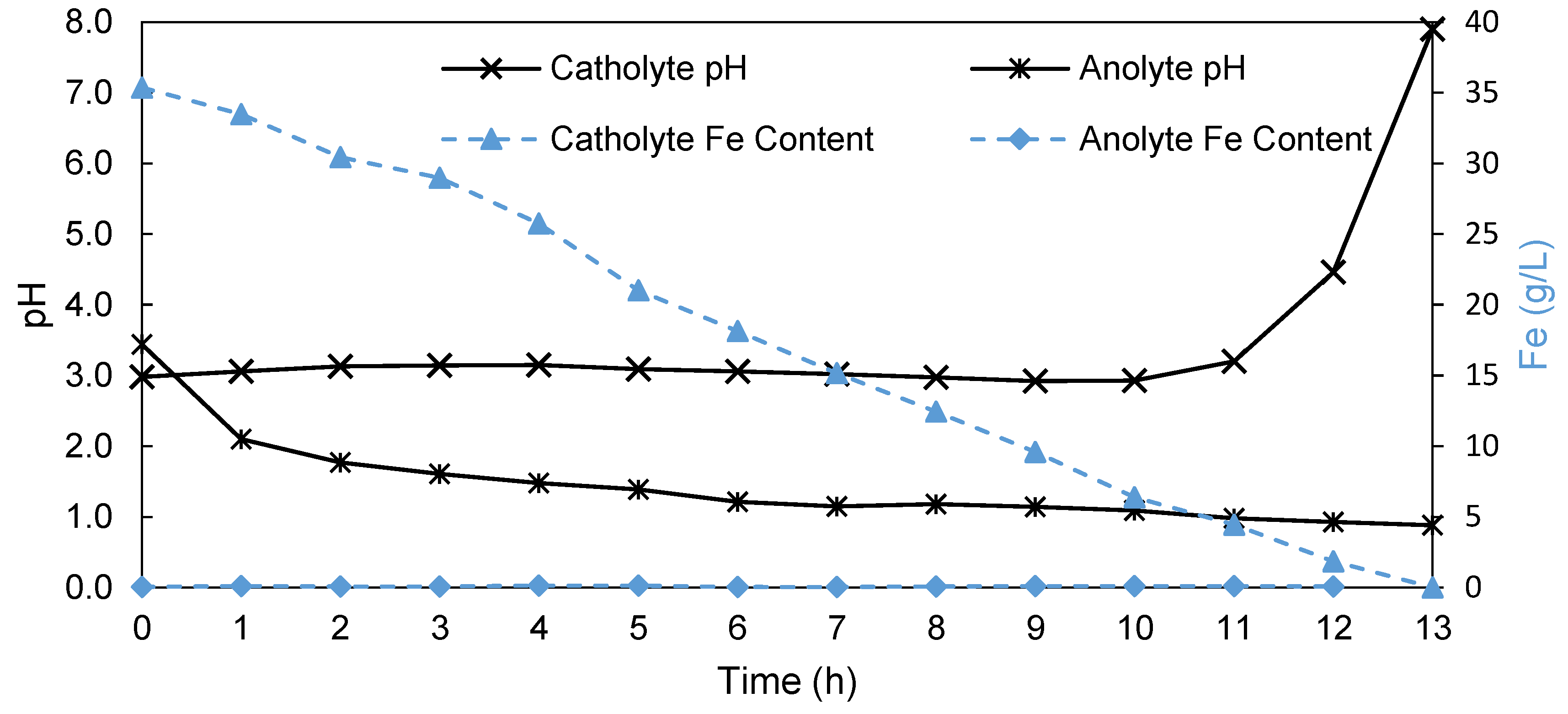
The optimal iron concentration was found to be 40 g/L, yielding an efficiency of 99% with an SEC of 3.75 kWh/kg. Below 20 g/L, a decline in the current efficiency was observed, dropping from 99% at 40 g/L iron to 88% efficiency at 10 g/L. From the depletion experiment, it was shown that this process required 13 h to remove 99.99% of the iron from the SLS at a current efficiency of 93% with an SEC of 3.71 kWh/kg. This again confirms the advantage of this process over the Pyror process which, due to its design, is not able to remove the majority of the iron from the SLS [
8].
This study has shown that an AEM-based process is suitable for the EW of iron, improving on the previously applied methods. Additionally, the novel AEMs synthesized were chemically suitable for the EW of iron; however, they required additional mechanical support. Membranes BM-5 (10) and 2408-2 (11) that were cast onto the glass fiber showed both mechanical and chemical stability. To improve the performance of AEMs for the iron electrowinning process further, the following work is envisaged: (i) introducing different mechanical reinforcements to the membranes using appropriate supports such as expanded polytetrafluoroethylene (PTFE, ePTFE) foils, or electro spun fiber mats; (ii) improving the synthesized AEMs by developing AEMs derived from partially fluorinated polymers while introducing sterically hindered, that is, bulky cationic solid ions into the polymers; and (iii) to determine the influence of possible impurities that might be present in the real process.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








