
Synthesis and Mechanical Characterisation of an Ultra-Fine Grained Ti-Mg Composite


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
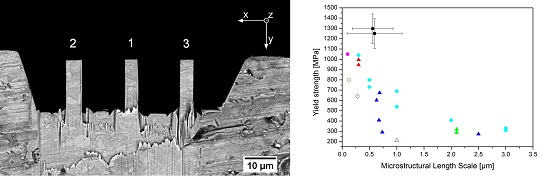
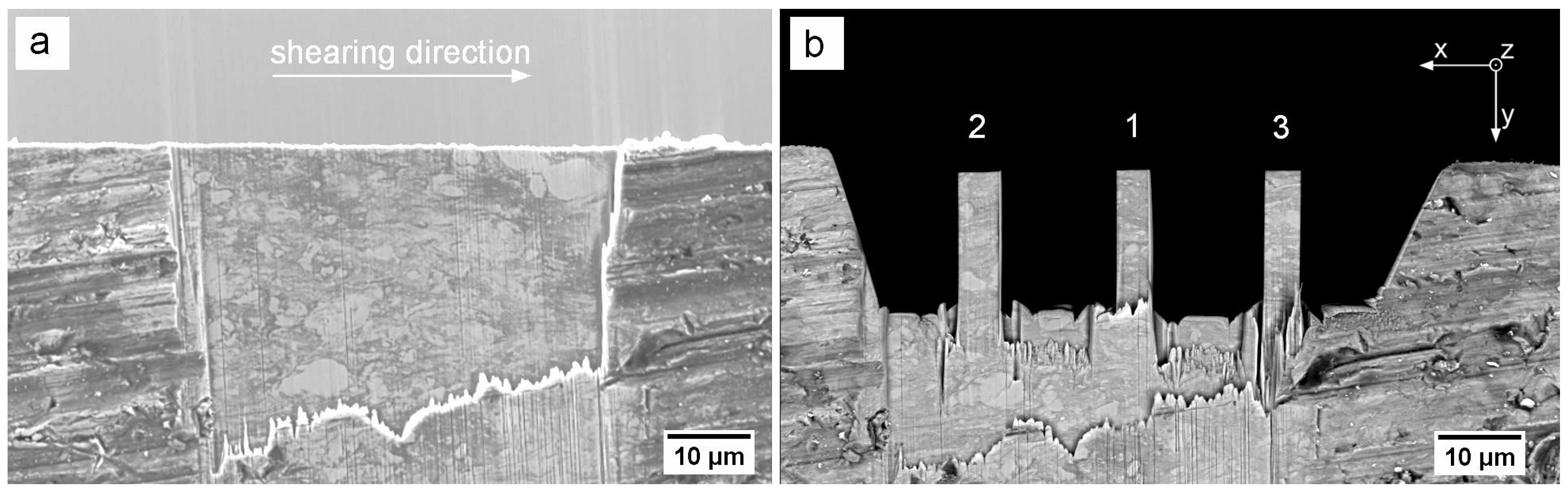
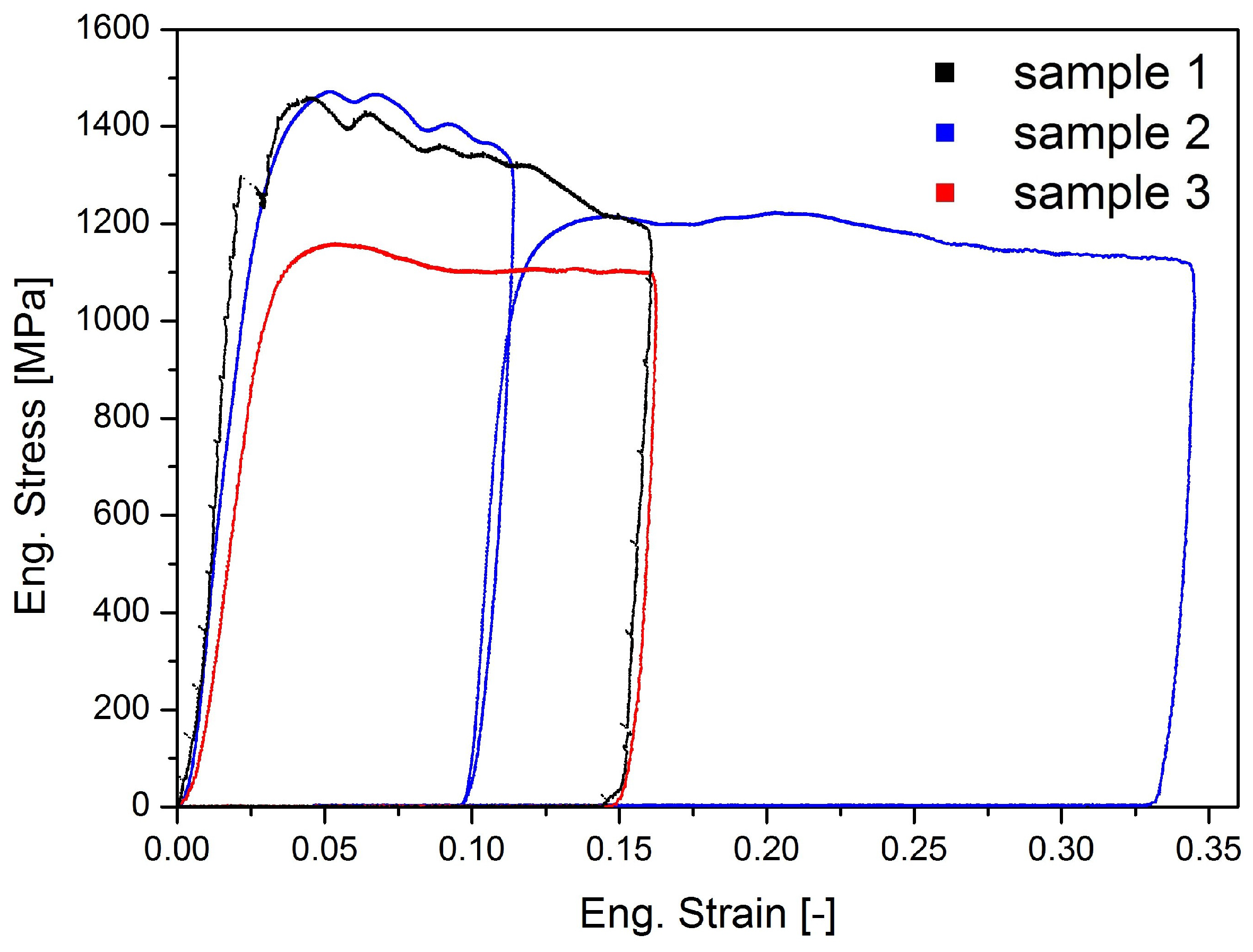
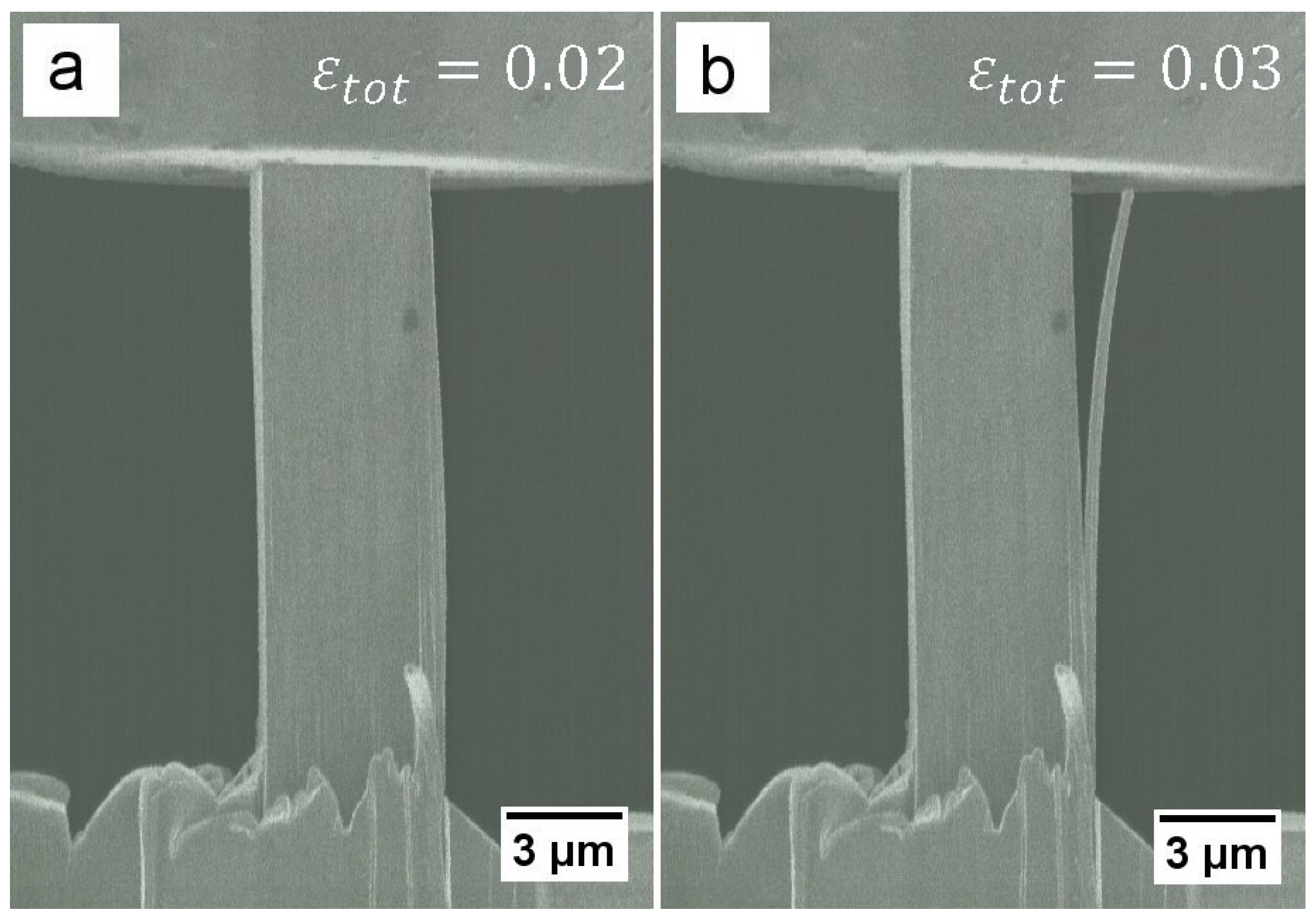
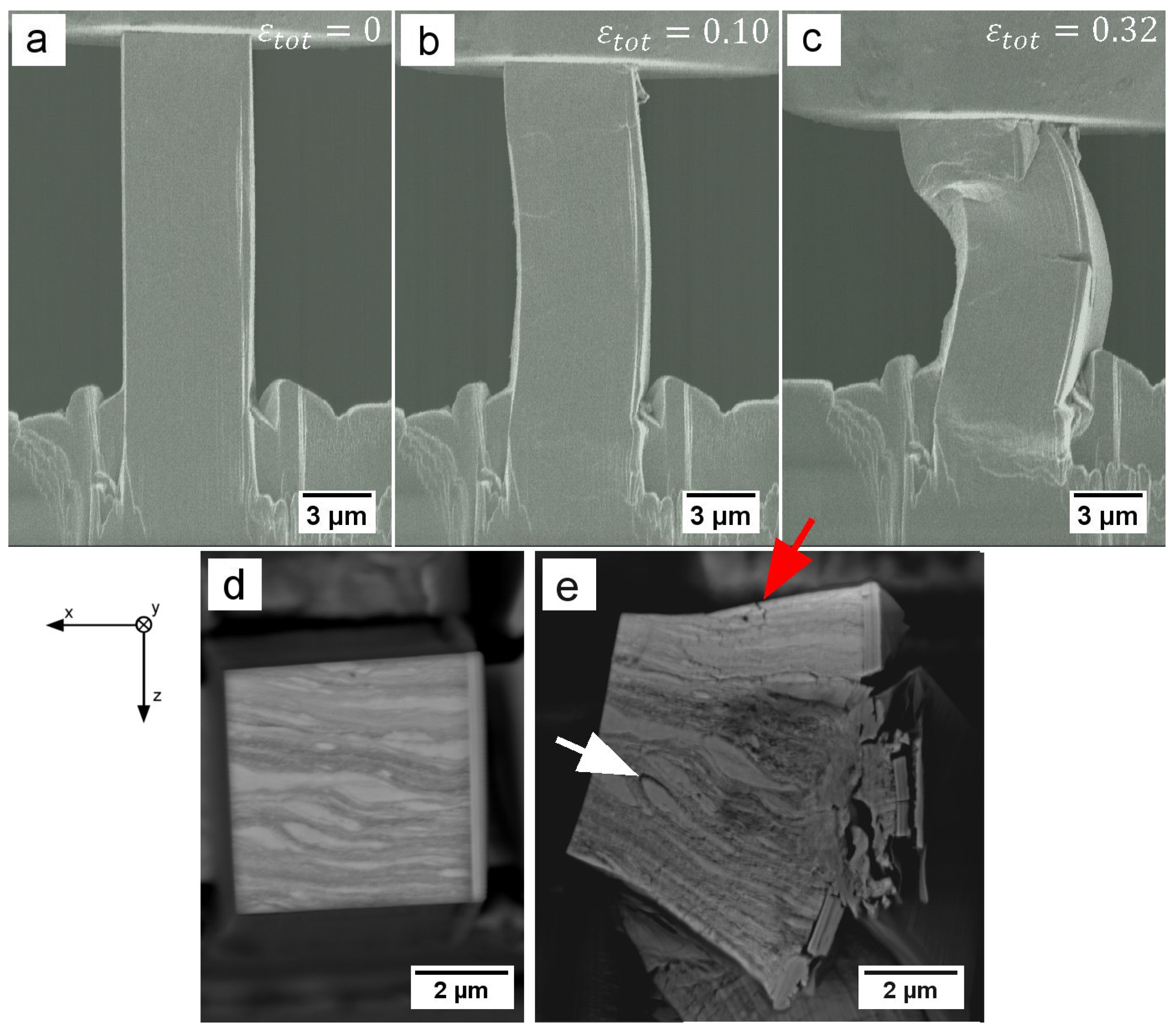
4.1. Microcompression
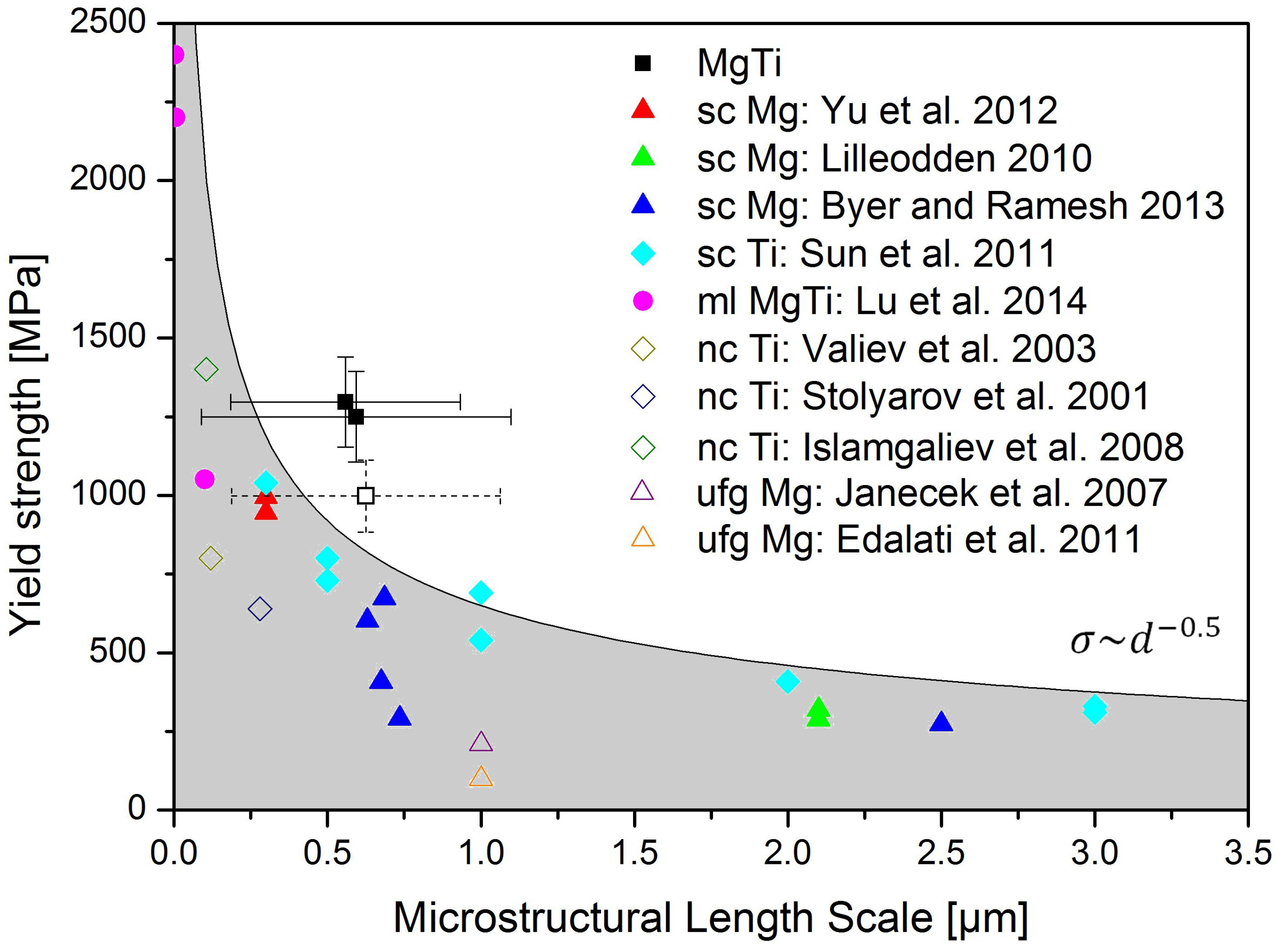
4.2. Comparison with Literature Data
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Alderliesten, R.; Rans, C.; Benedictus, R. The applicability of magnesium based Fibre Metal Laminates in aerospace structures. Compos. Sci. Technol. 2008, 68, 2983–2993. [Google Scholar]
- Kojima, Y.; Aizawa, T.; Kamado, S. Applications of magnesium alloys for aerospace structure systems. Mater. Sci. Forum 2000, 350–351, 341–348. [Google Scholar]
- Boyer, R.R. Titanium for aerospace: Rationale and applications. Adv. Perform. Mater. 1995, 2, 349–368. [Google Scholar] [CrossRef]
- Poinern, G.E.J.; Bundravanam, S.; Fawcett, D. Biomedical magnesium alloys: A review of material properties, surface modifications and potential as a biodegradable orthopaedic implant. Am. J. Biomed. Eng. 2012, 2, 218–240. [Google Scholar] [CrossRef]
- Sidambe, A.T. Biocompatibility of advanced manufactured titanium implants—A review. Materials 2014, 7, 8168–8188. [Google Scholar]
- Murray, J.L. The Mg-Ti (Magnesium-Titanium) system. Bull. Alloys Phase Diagr. 1986, 7, 245–248. [Google Scholar] [CrossRef]
- Zhou, E.; Suryanarayana, C.; Froes, F.H. Effect of premilling elemental powders on solid solubility extension of magnesium in titanium by mechanical alloying. Mater. Lett. 1995, 23, 27–31. [Google Scholar]
- Ward-Close, C.M.; Partridge, P.G. The production of titanium-magnesium alloys by vapour quenching. Mater. Lett. 1991, 11, 295–300. [Google Scholar]
- Hassan, S.F.; Gupta, M. Developement of ductile magnesium composite materials using titanium as reinforcement. J. Alloys Compd. 2002, 345, 246–251. [Google Scholar] [CrossRef]
- Lu, Y.; Kotoka, R.; Ligda, J.P.; Cao, B.; Yamorlenko, S.N.; Schuster, B.E.; Wei, Q. The microstructure and mechanical behaviour of Mg/Ti multilayers as a function of individual layer thickness. Acta Mater. 2014, 63, 216–231. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Pippan, R.; Sheriau, S.; Taylor, A.; Hafok, M.; Hohenwarter, A.; Bachmaier, A. Saturation of fragmentation during severe plastic deformation. Annu. Rev. Mater. Res. 2010, 40, 319–343. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III discussion and results. Proc. Phys. Soc. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Edalati, K.; Emami, H.; Staykow, A.; Smith, D.J.; Akiba, E.; Horita, Z. Formation of metastable phases in magnesium-titanium system by high-pressure torsion and their hydrogen storage performace. Acta Mater. 2015, 99, 150–156. [Google Scholar] [CrossRef]
- Uchic, M.D.; Dimiduk, D.M.; Florado, J.N.; Nix, W.D. Sample dimensions influence strength and crystal plasticity. Science 2004, 305, 986–989. [Google Scholar] [CrossRef] [PubMed]
- Kiener, D.; Motz, C.; Dehm, G.; Pippan, R. Overview on established and novel FIB based miniaturized mechanical testing using in-situ SEM. Int. J. Mater. Res. 2009, 100, 1074–1087. [Google Scholar] [CrossRef]
- Lee, B.; Lee, T.; Lee, Y.; Lee, D.J.; Jeong, J.; Yuh, J.; Oh, S.H.; Kim, H.S.; Lee, C.S. Space-holder effect on designing pore structure and determining mechanical properties in porous titanium. Mater. Des. 2014, 57, 712–718. [Google Scholar]
- Oh, I.H.; Nomura, N.; Mashashi, N.; Hanada, S. Mechanical properties of porous titanium compacts prepared by powder sintering. Scr. Mater. 2003, 49, 1197–1202. [Google Scholar] [CrossRef]
- Bachmaier, A.; Kerber, M.; Steman, D.; Pippan, R. The formation of supersaturated solid solutions in Fe-Cu alloys deformed by high-pressure torsion. Acta Mater. 2012, 60, 860–871. [Google Scholar] [PubMed]
- Vaquila, I.; Vergara, L.I.; Passeggi, M.C.G., Jr.; Vidal, R.A.; Ferron, J. Chemical reactions at surfaces: Titanium oxidation. Surf. Coat. Technol. 1999, 122, 67–71. [Google Scholar] [CrossRef]
- Capek, J.; Vojtech, D. Properties of magnesium prepared by powder metallurgy. Mater. Sci. Eng. C 2013, 33, 564–569. [Google Scholar] [CrossRef]
- Sneddon, I.N. The relation between load and penetration in the axisymmetric boussinesq problem for a punch of arbitrary profile. Int. J. Eng. Sci. 1965, 3, 47–57. [Google Scholar] [CrossRef]
- Edalati, K.; Daio, T.; Arita, M.; Lee, S.; Horita, Z.; Togo, A.; Tanaka, I. High-pressure torsion of titanium at cryogenic and room temperatures: Grain size effect on allotropic phase transformations. Acta Mater. 2014, 68, 207–213. [Google Scholar]
- Shirooyeh, M.; Xu, J.; Langdon, T.G. Microhardness evolution and mechanical characteristics of commercial purity titanium processed by high-pressure torsion. Mater. Sci. Eng. A 2014, 614, 223–231. [Google Scholar] [CrossRef]
- Edalati, K.; Yamamoto, A.; Horita, Z.; Ishihara, T. High-pressure torsion of pure magnesium: Evolution of mechanical properties, microstructures and hydrogen storage capacity with equivalent strain. Scr. Mater. 2011, 64, 880–883. [Google Scholar] [CrossRef]
- Qiao, X.G.; Zhao, Y.W.; Gan, W.M.; Chen, Y.; Zheng, M.Y.; Wu, K.; Gao, N.; Starink, M.J. Hardening mechanism of commercially pure Mg processed by high pressure torsion at room temperature. Mater. Sci. Eng. A 2014, 619, 95–106. [Google Scholar]
- Asano, K.; Enoki, H.; Akiba, E. Effect of Li addition on synthesis of Mg-Ti BCC alloys by means of ball milling. Mater. Trans. 2007, 48, 121–126. [Google Scholar] [CrossRef]
- Giannuzzi, L.A.; Prenitzer, B.I.; Kempshall, B.W. Ion-Solid Interactions. In Introduction to Focused Ion Beams; Giannuzzi, L.A., Stevie, F.A., Eds.; Springer: New York, NY, USA, 2005; pp. 13–52. [Google Scholar]
- Volkert, C.A.; Minor, A.M. Focused ion beam microscopy and micromachining. MRS Bull. 2007, 32, 389–399. [Google Scholar] [CrossRef]
- Raabe, D.; Ma, D.; Roters, F. Effects of initial orientation, sample geometry and friction on anisotropy and crystallographic orientation changes in single crystal microcompression deformation: A crystal plasticity finite element study. Acta Mater. 2007, 55, 4567–4583. [Google Scholar]
- Parthasarathy, T.; Rao, S.; Dimiduk, D.M.; Uchic, M.D.; Trinkle, D. Contribution to size effect of yield strength from the stochastics of dislocation source lengths in finite samples. Scr. Mater. 2007, 56, 313–316. [Google Scholar]
- Arzt, E. Size effects in materials due to microstructural and dimensional constraints: A comparative review. Acta Mater. 1998, 46, 5611–5626. [Google Scholar]
- Yu, Q.; Qi, L.; Chen, K.; Mishra, R.K.; Li, J.; Minor, A.M. The nanostructured origin of deformation twinning. Nano Lett. 2012, 12, 887–892. [Google Scholar] [CrossRef] [PubMed]
- Lilleodden, E. Microcompression study of Mg (0001) single crystal. Scr. Mater. 2010, 62, 532–535. [Google Scholar]
- Byer, C.; Ramesh, K.T. Effects of initial dislocation density on size effects in single-crystal magnesium. Acta Mater. 2013, 61, 3808–3818. [Google Scholar] [CrossRef]
- Sun, Q.; Guo, Q.; Yao, X.; Greer, J.; Sun, J. Size effects in strength and plasticity of single-crystalline titanium micropillars with prismatic slip orientation. Scr. Mater. 2011, 65, 473–476. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Sergueeva, A.V.; Mukherjee, A.K. The effect of annealing on tensile deformation behaviour of nanostructured SPD titanium. Scr. Mater. 2001, 49, 669–674. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Zhu, Y.T.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP routes on the microstructure and properties of pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Islamgaliev, R.K.; Kazyhanov, V.U.; Shestakova, L.O.; Sharafutdinov, A.V.; Valiev, R.Z. Microstructure and mechanical properties of titanium (Grade 4) processed by high-pressure torsion. Mater. Sci. Eng. A 2008, 493, 190–194. [Google Scholar]
- Janecek, M.; Popov, M.; Krieger, M.G.; Hellming, R.J.; Estrin, Y. Mechanical properties and microstructure of a Mg alloy AZ31 prepared by equal-channel angular pressing. Mater. Sci. Eng. A 2007, 462, 116–120. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| # | Yield Strength / (MPa) | Ultimate Compressive Strength (MPa) | Young’s Modulus E (GPa) |
|---|---|---|---|
| sample 1 | 1250 ± 144 | 1473 ± 214 | 124 ± 0.66 |
| sample 2 | 1297 ± 143 | 1460 ± 161 | 109 ± 0.61 |
| sample 3 | 998 ± 114 | 1160 ± 134 | 139 ± 0.63 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alfreider, M.; Jeong, J.; Esterl, R.; Oh, S.H.; Kiener, D. Synthesis and Mechanical Characterisation of an Ultra-Fine Grained Ti-Mg Composite. Materials 2016, 9, 688. https://doi.org/10.3390/ma9080688
Alfreider M, Jeong J, Esterl R, Oh SH, Kiener D. Synthesis and Mechanical Characterisation of an Ultra-Fine Grained Ti-Mg Composite. Materials. 2016; 9(8):688. https://doi.org/10.3390/ma9080688
Chicago/Turabian StyleAlfreider, Markus, Jiwon Jeong, Raphael Esterl, Sang Ho Oh, and Daniel Kiener. 2016. "Synthesis and Mechanical Characterisation of an Ultra-Fine Grained Ti-Mg Composite" Materials 9, no. 8: 688. https://doi.org/10.3390/ma9080688