
How to Design the Utilization of Larger Scrap Share in Aluminum Production †



1
Department of Physical Metallurgy and Forming, Hellenic Research Centre for Metals (ELKEME S.A.), 61st km Athens-Lamia Nat. Road, 32011 Oinofyta, Greece
2
Laboratory of Physical Metallurgy, Division of Metallurgy and Materials, School of Mining and Metallurgical Engineering, 9, Her. Polytechniou Str., Zografos, 15780 Athens, Greece
*
Author to whom correspondence should be addressed.
†
Presented at International Conference on Raw Materials and Circular Economy, Athens, Greece, 5–9 September 2021.
Mater. Proc. 2021, 5(1), 43; https://doi.org/10.3390/materproc2021005043
Published: 30 November 2021
(This article belongs to the Proceedings of International Conference on Raw Materials and Circular Economy)
Abstract
:The production of Al-alloys is mainly based on electrolytic pure Al alloyed with the necessary other elements, which are added in high purity into the melt pool during smelting processes. This fact is responsible for high costs and emissions during aluminum production. The usage of aluminum scrap in its downstream production processes provides multiple benefits since it reduces the overall cost of aluminum production by preserving raw materials through the utilization of scrap streams. This work provides some indicative examples with the aim to propose and demonstrate alternative ways to exploit aluminum waste for the production of aluminum alloys.
1. Introduction
For years, aluminum alloys have been promoted as promising materials as they are abundant in nature and lightweight. Aluminum alloys find application in various sectors such as the automotive industry, aerospace industry, food packaging and construction. Particularly in the automotive industry, aluminum alloys are employed systematically since they are lightweight and reduce transport fuel use and, subsequently, carbon emissions [1].
The primary production of aluminum is achieved in two stages. In the first stage, bauxite, an ore containing rich alumina (30–50% Al2O3) is extracted and processed in order to increase the specific surface area. Bauxite is treated with caustic soda and a solution of sodium hydroxide in a pressurized vessel and heated at temperatures between 415 K and 550 K. This process is called Bayer method. During this process, aluminum is transformed to sodium aluminate and dissolved in the solution. Other minerals present in bauxite such as iron oxides, silica and titanium oxides precipitate as solid impurities. The solution is gradually cooled down and is filtered in order to remove the solid impurities. The solution is then supersaturated with sodium aluminate and seeded with aluminum hydroxide in order to form aluminum trihydroxite (Al(OH)3) crystals [2]. These crystals are heated at 1375 K so as to dehydrate the Al(OH)3 and form the alumina Al2O3. In the second stage, alumina is treated in order to transform to aluminum with the Hall–Héroult process. In this stage alumina is mixed with molten cryolite (Na3AlF6) and it is treated at a temperature of 1200 K. In order to extract aluminum from alumina, carbon anodes are employed and a cell potential of 3–5 V causes the migration of oxygen anions (O2−) towards a carbon anode while aluminum cations (Al3+) migrate towards graphite cathodes. As a result, aluminum metal sinks in the bottom of the cell where it is collected [3].
It is evident that the primary production of aluminum is energy-demanding, since it requires 113 GJ/t and ~45 kWh of energy. In addition, the usage of carbon cathodes leads to increased CO2 emissions in the atmosphere, since the production of each kg of primary aluminum leads to 12 kg of CO2 emissions which equals 3% of annual CO2 emissions from raw materials production [4]. Moreover, the demand for aluminum is expected to increase from 2005 to 2050 by a growth factor of 2.6 and 3.5. More specifically, in 2020 the global production of primary aluminum was close to 65 million tons. By 2030 metal demand is expected to increase to about 120 million tons [5]. Nowadays, with policies focused on the reduction of greenhouse emissions [3], it is important to limit the counter effects of aluminum production and shift to more eco-friendly solutions.
Over the years, multiple solutions have been presented in order to decrease both energy demand and CO2 emissions. The replacement of carbon anodes with inert anodes is an alternative method for producing primary aluminum alloys; however, it is very challenging to fulfil the requirements for inert anodes [3]. The usage of aluminum scrap for the production of new aluminum alloys is the most efficient way to increase the life expectancy of aluminum products and decrease production energy. This process is called secondary aluminum production. It has been proven that the recycling of aluminum alloys can decrease energy by up to 90% in the production of lightweight materials [6]. The secondary production of aluminum alloys requires ~2.8 kWh of energy and emits ~0.6 kg of CO2 for the recovery of each kilogram, while a 10% increase of aluminum life cycle decrease the industry greenhouse emissions by 15% percent [7]. Nowadays 20 million tons are produced from recycled scrap which is expected to increase to 30 million tons by 2030 [5]. Despite the significant advantages of the production of secondary aluminum from recycled scrap, this practice poses certain limitations. Aluminum scrap, as it is comprised from different aluminum grades, has a significant amount of impurities. For instance, the production of high purity aluminum alloy from scrap requires the incorporation of Hoopes process which requires more energy than primary production (17–18 kWh/kg) [8]. Therefore, it might be just as energy consuming as primary production. In order to take full advantage of aluminum recycling, new aluminum alloys must be produced with broader limits regarding major alloying elements such as Cu, Mg, Fe and Si.
The aim of the present study is to demonstrate how it is possible to produce aluminum alloys from scrap. For this purpose, a theoretical showcase will be presented with a variety of aluminum alloys found in scrap combined to form aluminum alloys. The effect of the additions will be examined with Thermo–Calc® software [9]. Theoretical studies using thermodynamic calculations indicate how to use scrap in the remelting process and match the new compositions.
2. Materials and Methods
In this study, the opportunity to produce aluminum alloys exclusively from scrap has been investigated. For this purpose, an imaginary scrap yard is invented at the premises of an aluminum production factory containing blocks of aluminum scrap. The aluminum scrap here derives mainly from two sources: consumption in households and manufacturing operations. The consistency of the aluminum scrap is listed in Figure 1a. By assuming that each aluminum alloy occupies an equal fraction in each aluminum grade, the fraction of the aluminum alloys in the scrap is illustrated in Figure 1b. The chemical composition for each alloy is provided on Table 1. The aim of this study is to exploit the aluminum alloys from the scrap in order to produce aluminum alloys.
Various tests were performed with different combinations of aluminum grades from the scrap in order to find the optimum solution. The usage of master alloys in order to adjust the chemical composition was not taken into consideration. The phase diagrams from the resulted chemical compositions were performed with Thermo–Calc® software in order to evaluate the effect of the new chemical composition on the microstructure and the performance in the process afterwards.
3. Results and Discussion
The results show that from 12 alloys available in scrap it is possible to produce two commercial aluminum alloys: 5754 and 3105. Figure 2 shows the combination of aluminum alloys in scrap that led to these alloys. These combinations were found after trial and error. The most efficient way to find the optimum combination of alloying elements was to separate the aluminum alloys of scrap according to their chemical composition and to examine if it was possible to produce an alloy grade that already exists in the scrap. Initially, the scrap was separated into four categories: 1xxx, 3xxx, 5xxx and 6xxx. However, this approach posed certain problems: (a) it does not ensure that the chemical composition of the new alloy would always fall into the certain composition of a commercial aluminum alloy and (b) it did not always lead to the minimum number of alloys that can be produced from scrap.
In order to fulfill the aforementioned requirements, the alloys in scrap were combined according to their chemical composition. In this example, the chemical composition of 5xxx alloys and 1050 alloy were combined, excluding 5010 alloy due its relatively high iron (Fe) content and low magnesium (Mg) content. Due to the absence of alloying elements, 1050 alloy helped to alleviate any differences in chemical composition among 5xxx series. Similarly, the chemical composition of 6xxx aluminum alloys was similar to 3xxx alloys with respect to Mg and Si. In this group, the Fe and Mg contents of 5010 was similar to 6xxx and 3xxx, so it was possible to create a new composition that fell into a certain commercial alloy. Table 2 indicates the chemical compositions that derive from the two groups and their deviations from the standard. Both 5754 and 3105 alloys could be utilized in the building sector while 5754 alloy finds applications even in railing and aircraft building [10].
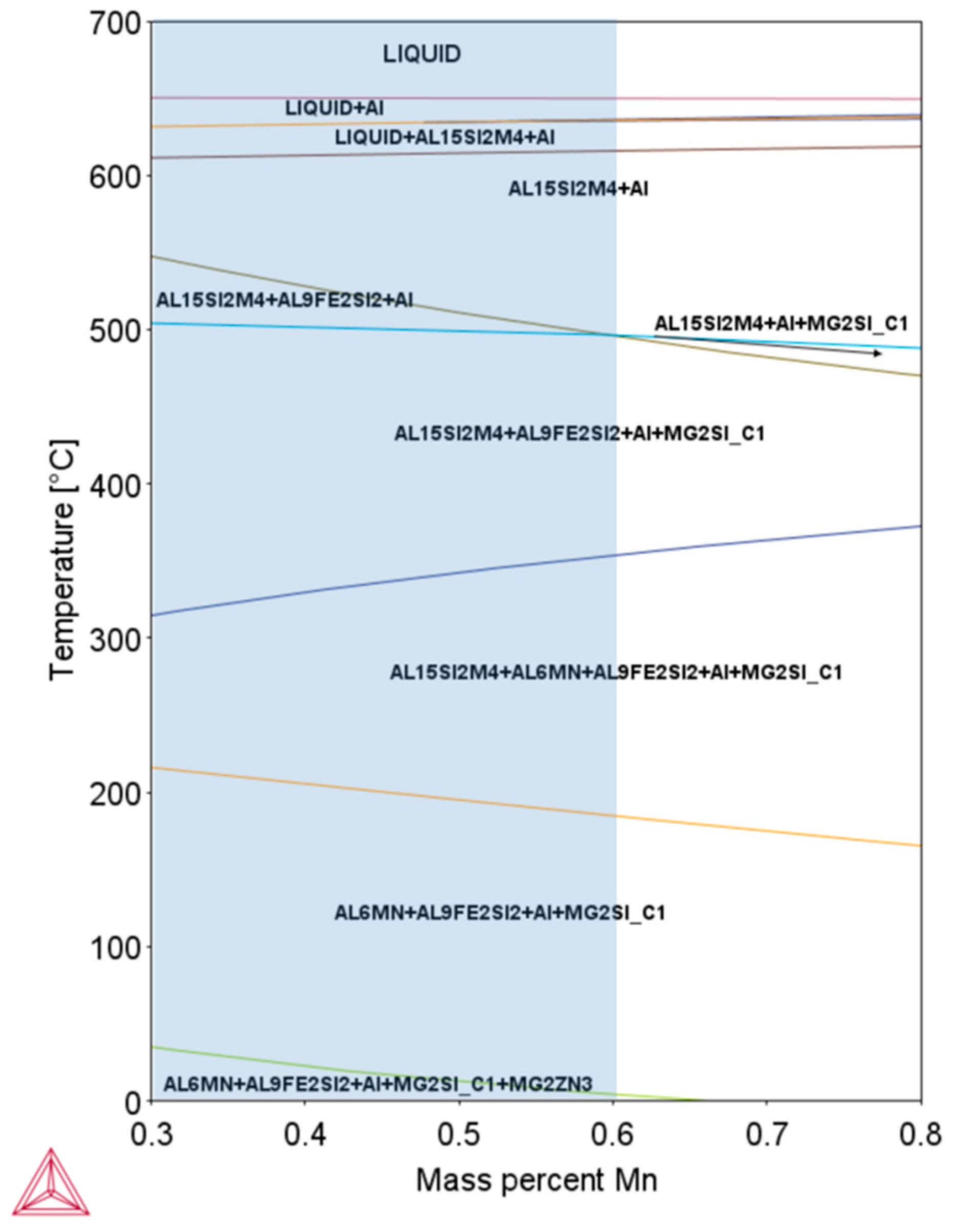
The pseudo-binary phase diagrams of the new alloys in Figure 3 and Figure 4 indicate that chemical composition range was not expected to present significant deviations in microstructure and melting temperatures compared to the standard chemical composition. However, it is important to note that the chemical composition range of 3105 favors the appearance of intermetallic particles such as Al9Fe2Si at elevated temperatures which may have had an impact on the time and temperature of homogenization, since in 3xxx alloys homogenization parameters depended on size and distribution of intermetallic phases [12]. In practice, a vast variety of alloys exist in scrap yards, but their consistency always changes, so calculations with trial and error can be time consuming and not lead to the optimum solution. For this purpose, databases could be employed with all the available chemical compositions and calculate in situ the optimum route to consume the majority of scrap.
4. Conclusions
In this work, a case study was used to show how the scrap from the aluminum industry can be exploited in order to produce new commercial aluminum alloys. This work proves that the production of alloys can be achieved exclusively from scrap, since two aluminum alloys (5754 and 3105) could be produced from scrap containing 12 different aluminum alloys. Similar chemical composition is the key factor that indicates which aluminum alloys can be combined in order to produce an alloy that falls within the range of a certain commercial alloy. Particularly in aluminum alloys, the production of non-heat-treatable alloys from scrap is favored, since they do not pose many limitations compared to heat treatable alloys.
Author Contributions
Conceptualization, S.P. and M.B.; methodology, M.B.; software, M.B.; validation, M.B.; formal analysis, M.B.; investigation, M.B.; resources, S.P.; data curation, M.B.; writing—original draft preparation, M.B.; writing—review and editing, S.P.; visualization, M.B.; supervision, S.P.; project administration, S.P.; funding acquisition, S.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kim, H.C.; Wallington, T.J. Life-Cycle Energy and Greenhouse Gas Emission Benefits of Lightweighting in Automobiles: Review and Harmonization. Environ. Sci. Technol. 2013, 47, 6089–6097. [Google Scholar] [CrossRef] [PubMed]
- Considine, D.M.; Considine, G.D. Van Nostrand’s Scientific Encyclopedia; Springer Science & Buisiness Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Trowell, K.A.; Goroshin, S.; Frost, D.; Bergthorson, J. Aluminum and its role as a recyclable, sustainable carrier of renewable energy. Appl. Energy 2020, 275, 115112. [Google Scholar] [CrossRef]
- BDhindaw, K.; Aditya, G.S.; Mandal, A. Recycling and Downstream Processing of Aluminium Alloys for Automotive Applications. Encycl. Renew. Sustain. Mater. 2019, 1–8. [Google Scholar] [CrossRef]
- Haraldsson, J.; Johansson, M.T. Review of measures for improved energy efficiency in production-related processes in the aluminium industry—From electrolysis to recycling. Renew. Sustain. Energy Rev. 2018, 93, 525–548. [Google Scholar] [CrossRef] [Green Version]
- Ingarao, G. Manufacturing strategies for efficiency in energy and resources use: The role of metal shaping processes. J. Clean. Prod. 2017, 142, 2872–2886. [Google Scholar] [CrossRef]
- Miller, W.; Zhuang, L.; Bottema, J.; Wittebrood, A.; Smet, P.d.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Gilstad, G. Life cycle assessment of secondary aluminium refining. In Light Metals 2014; Springer: Cham, Switzerland, 2013; pp. 901–906. [Google Scholar] [CrossRef]
- Andersson, J.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc and DICTRA, Computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- aluSELECT—Online Version. Available online: https://aluminium.matplus.eu/en/pub/home (accessed on 30 June 2021).
- MatWeb. Available online: www.matweb.com (accessed on 30 June 2021).
- Gülver, M.; Meydanoglu, O.; Işıksaçan, C. Softening Behavior of Direct Chill and Twin-Roll Cast AA 3105 Alloy. Light Met. 2019, 2019, 1143–1147. [Google Scholar] [CrossRef]
Figure 1.
(a) Graph showing the consistency of aluminum, (b) Graph showing the percentage of each aluminum alloy in the scrap.
Figure 1.
(a) Graph showing the consistency of aluminum, (b) Graph showing the percentage of each aluminum alloy in the scrap.
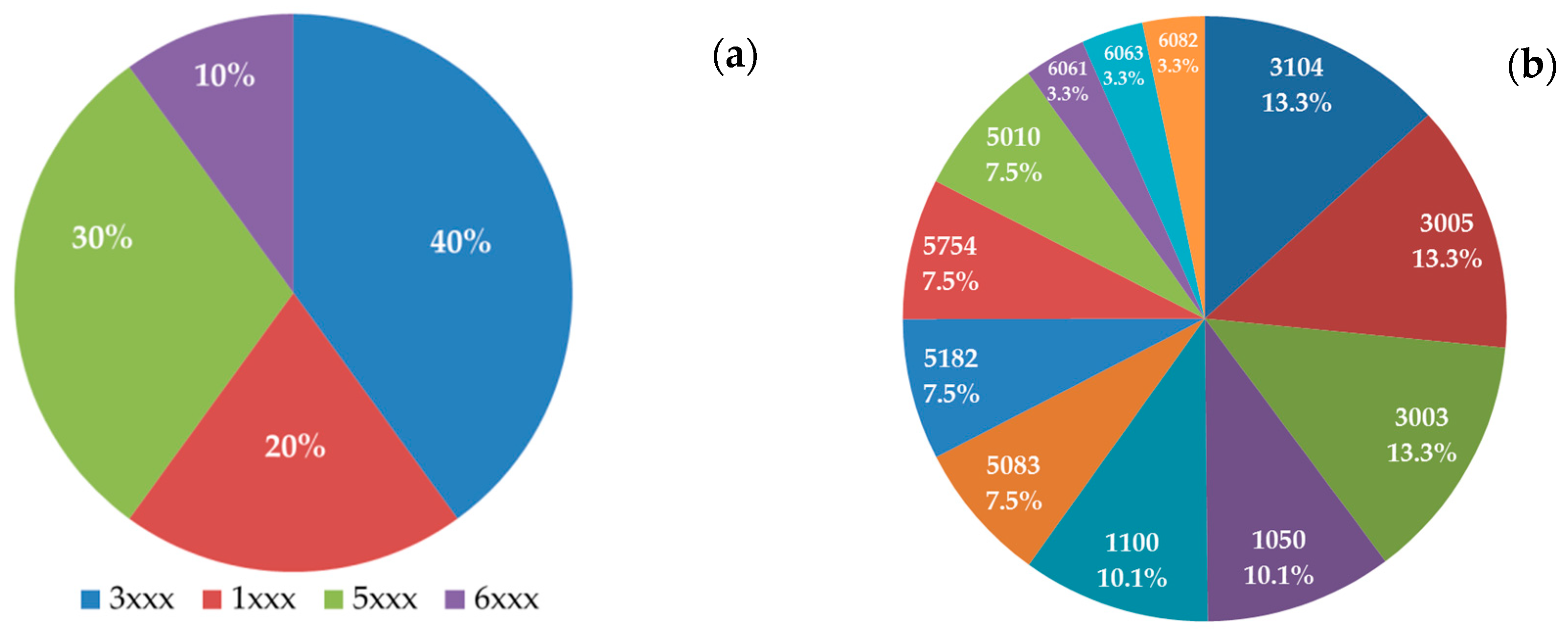
Figure 2.
Graph showing the combination of aluminum alloys in order to produce (a) 5754 alloy and (b) 3105.
Figure 2.
Graph showing the combination of aluminum alloys in order to produce (a) 5754 alloy and (b) 3105.
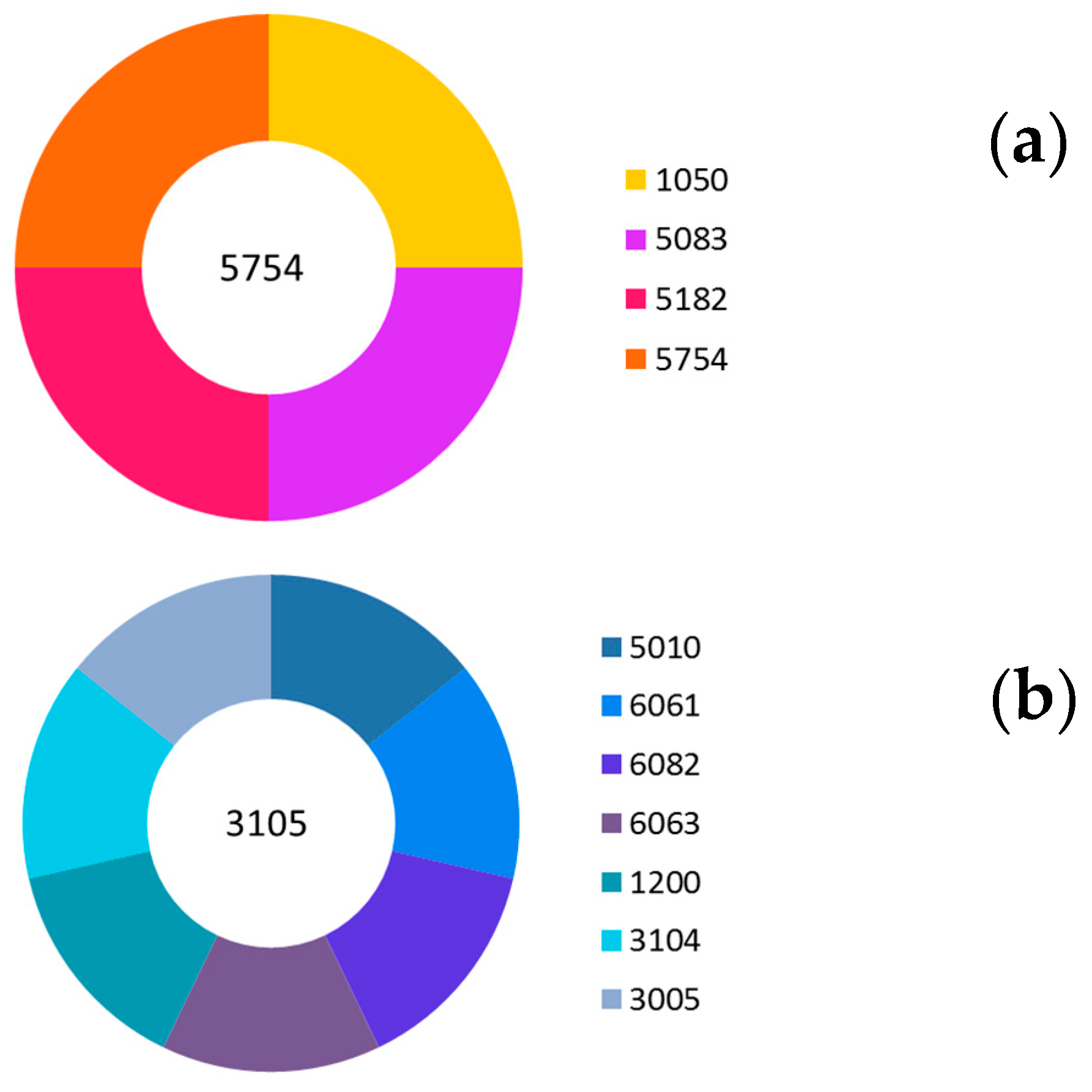
Figure 3.
Pseudo—binary phase diagram for 5754 alloy composition.

Figure 4.
Pseudo—binary phase diagram for 3105 alloy composition.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Si (%) | Fe (%) | Cu (%) | Mn (%) | Mg (%) | Zn (%) | Ti (%) |
|---|---|---|---|---|---|---|---|
| 1050 | 0–0.25 | 0–0.4 | 0–0.05 | 0–0.05 | 0–0.05 | 0–0.07 | 0–0.05 |
| 1200 | - | - | 0–0.05 | 0–0.05 | - | 0–0.1 | 0–0.05 |
| 3104 | 0–0.6 | 0–0.8 | 0.05–0.25 | 0.8–1.4 | 0.8–1.3 | 0–0.25 | 0–0.1 |
| 3005 | 0–0.6 | 0–0.7 | 0–0.3 | 1–1.5 | 0.2–0.6 | 0–0.25 | 0–0.1 |
| 3003 | 0–0.6 | 0–0.7 | 0.05–0.2 | 1–1.5 | - | 0–0.1 | - |
| 5083 | 0–0.4 | 0–0.4 | 0–0.1 | 0.4–1.0 | 4–4.9 | 0–0.25 | 0–0.15 |
| 5182 | 0–0.2 | 0–0.35 | 0–0.15 | 0.2–0.5 | 4–5 | 0–0.25 | 0–0.1 |
| 5754 | 0–0.4 | 0–0.4 | 0–0.1 | 0–0.5 | 2.6–3.6 | 0–0.2 | 0–0.15 |
| 5010 | 0–0.4 | 0–0.7 | 0–0.25 | 0.1–0.3 | 0.2–0.6 | 0–0.3 | 0–0.1 |
| 6061 | 0.4–0.8 | 0–0.7 | 0.15–0.4 | 0–0.15 | 0.8–1.2 | 0–0.25 | 0–0.15 |
| 6063 | 0.2–0.6 | 0–0.35 | 0–0.1 | 0–0.1 | 0.45–0.9 | 0–0.1 | 0–0.1 |
| 6082 | 0.7–1.3 | 0–0.5 | 0–0.1 | 0.4–1.0 | 0.6–1.2 | 0–0.2 | 0–0.1 |
Table 2.
Chemical composition of the new 5754 and 3105 alloys and their difference s with standard composition.
Table 2.
Chemical composition of the new 5754 and 3105 alloys and their difference s with standard composition.
| 5754 | 3105 | |||
|---|---|---|---|---|
| EN AW-5754 [8] | New | EN AW-3105 [8] | New | |
| Si (%) | 0–0.4 | 0–0.3 | 0–0.6 | 0.2–0.6 |
| Fe (%) | 0–0.4 | 0–0.4 | 0–0.7 | 0–0.5 |
| Cu (%) | 0–0.1 | 0–0.1 | 0–0.3 | 0–0.2 |
| Mn (%) | 0–0.5 | 0.2–0.5 | 0.3–0.8 | 0.3–0.6 |
| Mg (%) | 2.6–3.6 | 2.7–3.3 | 0.2–0.8 | 0.4–0.8 |
| Zn (%) | 0–0.2 | 0–0.2 | 0–0.4 | 0–0.2 |
| Ti (%) | 0–0.15 | 0–0.1 | 0–0.1 | 0–0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Bouzouni, M.; Papaefthymiou, S. How to Design the Utilization of Larger Scrap Share in Aluminum Production. Mater. Proc. 2021, 5, 43. https://doi.org/10.3390/materproc2021005043
AMA Style
Bouzouni M, Papaefthymiou S. How to Design the Utilization of Larger Scrap Share in Aluminum Production. Materials Proceedings. 2021; 5(1):43. https://doi.org/10.3390/materproc2021005043
Chicago/Turabian StyleBouzouni, Marianthi, and Spyros Papaefthymiou. 2021. "How to Design the Utilization of Larger Scrap Share in Aluminum Production" Materials Proceedings 5, no. 1: 43. https://doi.org/10.3390/materproc2021005043