
Viable Scandium Extraction from Bauxite Residue at Pilot Scale †
by
 , ,
, ,
Panagiotis Davris
1 ,
,
Efthymios Balomenos
1,*,
Ghazaleh Nazari
2,
Gomer Abrenica
2,
Shailesh Patkar
3,
Wen-Qing Xu
3 and
Yiannis Karnachoritis
1 1
MYTILINEOS SA-Metallurgy Business Unit, Aluminium of Greece Plant, 320 03 Ag. Nikolaos, Greece
2
II-VI Incorporated, Cavite 4106, Philippines
3
II-VI Incorporated, Saxonburg, PA 16056, USA
*
Author to whom correspondence should be addressed.
†
Presented at International Conference on Raw Materials and Circular Economy, Athens, Greece, 5–9 September 2021.
Mater. Proc. 2021, 5(1), 129; https://doi.org/10.3390/materproc2021005129
Published: 19 April 2022
(This article belongs to the Proceedings of International Conference on Raw Materials and Circular Economy)
Abstract
:Scandium extraction from the Greek bauxite residue has been demonstrated at an industrial pilot plant at MYTILINEOS. This work comes as the result of the H2020 SCALE collaborative research project. By combining sulfuric acid leaching and II-VI Selective-Ion Recovery (SIR) technology, a 22 wt% Sc concentrate has been produced from the Greek Bauxite Residue that contains 70–100 mg/kg Sc. As detailed in this work, the year-long pilot campaign achieved low acid consumption, high Sc selectivity over Fe and Ti and high Sc-loading capacity of the SIR resin, setting the basis for a viable Sc extraction technology from bauxite residue. Furthermore, the neutralized bauxite residue from the leaching process can be used in cement production, enhancing the sustainability of the operation.
1. Introduction
‘Bauxite Residue’ (BR) refers to the insoluble solid material generated during the extraction of alumina (Al2O3) from bauxite ore using the Bayer process. When bauxite ore is treated with caustic soda, the aluminium hydroxides/oxides contained within are solubilized, with approximately 50% of the bauxite mass being transferred to the liquid phase, while the remaining solid fraction constitutes the -bauxite- residue. It is estimated that for each ton of alumina produced, 0.9–1.5 tons of solid residue (on a dry basis) is generated depending on the initial bauxite ore grade and alumina extraction efficiency [1]. Bauxite residue contains various major (gr/kg) oxides of Fe, Al, Ti, Ca, Si, Na, as well as minor (mg/kg) oxides of V, Ga, REE/Sc and others (depending on the initial chemical composition of the bauxite ore), along with inclusions of unwashed sodium aluminate solution.
The worldwide typical concentration of REE in BR is 800–2500 mg/kg and is related to the initial bauxite ore and the operation conditions of the Bayer process [2]. Typically, REE are hosted at alumina-bearing minerals of the bauxite ore, which are dissolved during the Bayer process; the contained REE are incorporated into secondary precipitation phases known as “desilicaton products” or “DSP”, a mineral matrix that contains a mixture of Fe, Ti, Si, Al Ca and Na ions [3].
Scandium often differs from REE in its mineral behavior; especially in lateritic bauxites and their corresponding BR, it is often related to iron and titanium and zircon minerals [3,4,5], which for the most part are unaffected through the Bayer process. This is also confirmed by the laterite deposits in Australia and the Greek BR [6], where the main mineral with high Sc content is goethite [7]. However, there are cases of BR where scandium is related to a larger extent to soluble Al-bearing minerals [8]. Scandium is a very rarely concentrated element, making commercially usable deposits of this critical material very rare. As a result, it is usually extracted as a by-product from the metallurgical residues from the primary extraction of TiO2 from ilmenite and other ores, Nickel-Cobalt from laterites, U3O8 from various ores, Rare Earth oxides and others. It has been estimated that 70% of the world’s Sc resources might be found in bauxite minerals and bauxite residue [9].
Direct leaching of BR with mineral acids [10,11,12,13] requires significant acid consumption, as BR is by nature highly alkaline and results in leach solutions with low Sc concentrations (<20 mg/L), while major BR metals such as Fe, Al, Ti, Ca, Na and Si dissolve extensively and are thus found in concentrations of several g/L. This complicates Sc extraction and refining from such solutions. Applying selective leaching on BR is the first step to generating a REE solution with significantly lower concentrations of unwanted co-dissolved metals. Mineral acid leaching performance for the Greek BR in terms of increasing selectivity of Sc against Fe, which is usually the main BR component, follows the trend of HNO3 > H2SO4 > HCl [10]. In general, the recovery rate of Sc during selective leaching is limited in the range of 20–50% with Fe dissolution <3% [11,14,15,16]. In most cases a relatively limited selective dissolution against Fe, Ti and Si can be achieved but not against readily dissolved Ca, Al and Na.
The present work, under the H2020-SCALE project, focuses on developing an industrial operation for Sc extraction; H2SO4 was selected as the acid to be used in BR leaching based on its Sc- selectivity, cost and ease of handling; the II-VI Selective-Ion Recovery (SIR) technology was selected as the Sc extraction technology. II-VI, headquartered in Saxonburg, Pennsylvania, USA, has research and development, manufacturing, sales, service, and distribution facilities worldwide. The company produces a wide variety of application-specific photonic and electronic materials and components and deploys them in various forms. The company has developed the II-VI Selective-Ion Recovery (SIR) technology, which includes the use of a composite extractant-enhanced ion-exchange resin to extract scandium (Sc) from acidic solution or slurries and its subsequent recovery as Sc concentrate [17,18]. The factors that contribute to its performance have been studied to a great extent using Pregnant Leach Solution (PLS) from various Sc-containing sources. The leaching conditions of BR were evaluated and optimized to improve the recovery of Sc using this technology.
Earlier exploratory leaching experiments [19,20,21] showed that (i) the dissolution of impurities increases with increasing acid concentration during leaching, and (ii) the solubility of silica in solution increases as acidity decreases, leading to silica gel formation over time. For the proper operation of ion exchange columns, it is important to ensure that there is no precipitation in the column to avoid pressure drop and fouling in the column.
Pilot leaching scale tests coupled with lab scale SIR testing of the optimum leaching conditions for maximizing loading of Sc while maintaining steady operation of SIR were established [22]. The leaching conditions were selected based on criteria of cost and effectiveness of the produced PLS in the subsequent ion-exchange process to extract Sc into a marketable concentrate. To achieve a low cost of leaching, sulfuric acid was used at high pulp densities, while controlling leaching of impurities such as Fe and Ti in the PLS. A year-long pilot campaign followed in which more than 10 t of bauxite residue were leached, producing 14 m3 of pregnant liquid solution (PLS), 10 m3 of which were processed with SIR to produce a 22%wt crude Sc concentrate. This paper describes this pilot campaign.
2. Experimental
The MYTILINEOS acid-leaching pilot plant consists of three polypropylene reactor tanks of up to 800 L capacity, with mechanical steering and heating/cooling through immerged coils for circulating steam and cooling water, respectively. Filter-pressed BR produced at MYTILINEOS alumina refinery is mixed with industrial water in the first reactor (100-TK-10) to produce a pulp of specific density measured through an inline Coriolis Mass Flow Meter. The pulp is pumped to the second reactor (100-TK-30), where it is heated and contacted with concentrated sulfuric acid. The leaching takes place at 85 °C with a retention time of 30 min. The pulp exiting the 100-TK-30 is driven to the cooling tank (200-TK-40), where it is cooled to 60 °C and is subsequently passed to the filter press circuit. The filter press separates solids from liquid, generating the final PLS to be used in the SIR process. The filter press used consists of 25 frames of 470 × 470 mm with 11 chambers plates and 12 membranes plates and a total filter area of 6.6 m2. Inlet slurry is drawn via a diaphragm pump with a maximum working pressure of 15 bar. The filter cake washing was conducted directly on the filter press with fresh water inserted through the inlet slurry and directed to the washate-receiving tank. Cake squeezing and cake air blowing were also applied in the filter press.
A full leaching run at the MYTILINEOS pilot, operating at a final pulp containing a 40% solids to liquids (wt/vol) unit involves a daily treatment of approximately 236 kg of BR in an 8 h daily shift that produces around 360L of PLS and 236 kg of dry cake from a 2 full cycle filter press operation. For each test, operators were responsible for sampling for chemical analysis in the lab, SCADA daily data management and resolution of issues that arose during production and equipment malfunction.
In all experiments, BR filter cake from the MYTILINEOS Alumina Refinery were used. The chemical composition of the BR were determined by alkaline fusion and wet chemical analysis by ICP-OES and AAS (Table 1). The mineralogical analysis of BR is shown in Figure 1.
Three liquid samples were taken daily directly from the leaching reactor and analyzed by ICP-OES for their Sc, Fe, and Ti concentration. Cake samples obtained from the filter press were analyzed by XRF analysis.
The II-VI SIR pilot plant consists of a series of 15 L ion-exchange columns fed from two 5 m3 PLS holding tanks at a rate of 30 L/h. The raffinate exiting the columns was sampled twice per day and analyzed by ICP-OES. During elution of the columns, the eluate was collected and neutralized in a separate reactor and a smaller filter press (up to 6 bar in operation) was used to achieve solid–liquid separation. Solids were analysed by XRF and liquid samples by ICP-OES.
3. Results
3.1. Bauxite Residue Leaching
Initial leaching tests showed that 0.28 kg acid/kg BR is the optimum reagent/feed ratio to achieve high Sc loading through SIR. Leaching conditions in the reactor were set to 65%wt water, 27%wt BR and 8%wt conc. H2SO4 (98%). The leaching results under conditions applied in the pilot processing of bauxite residue give an average Sc extraction to PLS of 20.5%, whereas Ti is extracted at 0.19% and Fe at 0.12%, as seen in Figure 2. The daily results of each test run are shown in Figure 3, where the daily consumption of BR, water and acid are provided, together with the PLS and dry cake production.
The mineralogical comparison of the initial BR and the leached BR filter cake are presented in Figure 1.
A new mineral phase of bassanite due to CaSO4 formation has been identified after BR leaching, whereas cancrinite and katoite, i.e., the desilication products produced during the Bayer process, are not detected. The chemical analysis of inputs and outputs extrapolated to an overall mass balance is provided in Table 2.
3.2. Processing PLS with SIR
The PLS generated form BR leaching was transferred to the two main PLS holding tanks of the II-VI SIR unit. The holding tanks have a capacity of 5 m3 each. The chemical content of representative samples from the tanks is provided in Table 3. The PLS in both tanks had a pH between 3.5–3.7 and a turbidity <20 NTU. PLS from both tanks was fed into an SIR column at a rate of 30 L/h. The loading results are shown in Figure 4.
The loading of the SIR for Sc at C/Co of 0.65 (where C is the measured concentration of the solution exiting the column and Co the concentration of the solution entering the column) was about 3500 mg/L. The results clearly show that the resin did not reach the exhaustion point where C/Co would expect to be close to 1. By projecting the curve, the full loading capacity could have been between 4500 and 5000 mg/L, which would be close to the capacity found in previous laboratory tests [22]. The Sc was eluted from the resin and the recovery was 93%. The eluate was found to have 865 ppm of Sc and 521 ppm Ti. With succeeding pH adjustments of the eluate, precipitation of Sc(OH)3 concentrate was achieved. Upon completion of the filtration, the resulting precipitate weighed about 910 g, and after thorough washing and drying the resulting Sc conc. weighed 192 g (Figure 5). All Sc precipitated since no Sc was found in the raffinate solution. The final concentration of the concentrate is presented in Table 4.
Through the leaching and purification pilot work, Sc was concentrated more than 2500 times from BR to crude Sc concentrate. The significant increase in Sc content substantially reduces the sizing requirements for downstream purification steps and presents a financially viable approach to the recovery of scandium from bauxite residue.
4. Conclusions
A new hydrometallurgical pilot unit was built in MYTILINEOS Aluminium of Greece plant. The pilot unit consists of the leaching section where bauxite residue was treated with sulfuric acid to produce PLS, which was then processed in the II-VI SIR pilot unit to recover Sc and produce crude Sc concentrate.
The pilot leaching unit has a daily operation process of 236 kg of dry BR to produce around 4 g of Sc into PLS (at 10–14 mg/L Sc). During the leaching campaign, 42 tests were conducted and almost 10 t of BR were treated, thus producing 14 m3 of PLS in the specification for the SIR purification technology. A total of 140 g of Sc was present in the resulting leachate for purification. From 1 t of BR filtercake, 17.15 g Sc is dissolved into PLS consuming 0.27 t H2SO4 and 2.36 m3 water.
Subsequently, 10 m3 PLS of 8–12 mg/L Sc was passed through one column of the SIR at a flowrate of 30 L/h. The loading of the SIR for Sc at C/Co of 0.65 was about 3500 mg/L. The results indicate that the resin did not reach the exhaustion point where C/Co is close to 1. By projecting the curve, the full loading capacity could have been between 4500 and 5000 mg/L, which would be close to the capacity obtained in previous laboratory tests performed at II-VI.
The first stage of elution of the loaded resin resulted in a solution containing 865 mg/L Sc, which in turn was neutralized to produce crude Sc hydroxide concentrate containing 22% Sc. Through the leaching and purification pilot work, Sc was concentrated more than 2500 times from BR to crude Sc concentrate. The significant increase in Sc content substantially reduces the sizing requirements for downstream purification and presents a financially viable approach to the recovery of scandium from bauxite residue.
Author Contributions
Conceptualization, E.B., G.N., S.P., W.-Q.X. and Y.K.; methodology, P.D. and G.A.; validation, E.B. and G.N.; investigation, P.D.; data treatment, P.D. and G.A; writing—original draft preparation, P.D. and E.B.; writing—review and editing, E.B. and G.N.; visualization, P.D.; project administration—funding acquisition, E.B. All authors have read and agreed to the published version of the manuscript.
Funding
The research leading to these results has been performed within the SCALE project (https://scaletechnology.eu/, accessed on 15 December 2021) and received funding from the European Community’s Horizon 2020 Programme (H2020/2014-2020) under grant agreement n° 730105.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors are grateful to the NTUA teams of LabMet (D. Panias and team) and ChemLab (M. Ochsenkühn-Petropoulou and team) and for their support throughout the SCALE project.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses or interpretation of data; in the writing of the manuscript or in the decision to publish the results.
References
- Power, G.; Gräfe, M.; Klauber, C. Bauxite residue issues: I. Current management, disposal and storage practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Deady, É.A.; Mouchos, E.; Goodenough, K.; Williamson, B.J.; Wall, F. A review of the potential for rare-earth element resources from European red muds: Examples from Seydişehir, Turkey and Parnassus-Giona, Greece. Mineral. Mag. 2018, 80, 43–61. [Google Scholar] [CrossRef] [Green Version]
- Vind, J.; Malfliet, A.; Blanpain, B.; Tsakiridis, P.E.; Tkaczyk, A.H.; Vassiliadou, V.; Panias, D. Rare Earth Element Phases in Bauxite Residue. Minerals 2018, 8, 77. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Zong, Y.; Li, H.; Zhao, Z. Characterization of scandium and gallium in red mud with time of flight-secondary ion mass spectrometry (ToF-SIMS) and electron probe micro-analysis (EPMA). Miner. Eng. 2018, 119, 263–273. [Google Scholar] [CrossRef]
- Zhang, N.; Li, H.-X.; Cheng, H.-J.; Liu, X.-M. Electron probe microanalysis for revealing occurrence mode of scandium in Bayer red mud. Rare Met. 2017, 36, 295–303. [Google Scholar] [CrossRef]
- Chassé, M.; Griffin, W.L.; O’Reilly, S.Y.; Calas, G. Scandium speciation in a world-class lateritic deposit. Geochem. Perspect. Lett. 2016, 105–114. [Google Scholar] [CrossRef] [Green Version]
- Vind, J.; Malfliet, A.; Bonomi, C.; Paiste, P.; Sajó, I.E.; Blanpain, B.; Tkaczyk, A.H.; Vassiliadou, V.; Panias, D. Modes of occurrences of scandium in Greek bauxite and bauxite residue. Miner. Eng. 2018, 123, 35–48. [Google Scholar] [CrossRef]
- Suss, A.; Panov, A.; Kozyrev, A.; Kuznetsova, N.; Gorbachev, S. Specific Features of Scandium Behavior during Sodium Bicarbonate Digestion of Red Mud; Martin, O., Ed.; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Petrakova, O.V.; Panov, A.V.; Gorbachev, S.N.; Klimentenok, G.N.; Perestoronin, A.V.; Vishnyakov, S.E.; Anashkin, V.S. Improved efficiency of red mud processing through scandium oxide recovery. In Light Metals 2015; Hyland, M., Ed.; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2018; pp. 93–96. [Google Scholar]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of Rare Earths and Other Valuable Metals From Bauxite Residue (Red Mud): A Review. J. Sustain. Met. 2016, 2, 365–386. [Google Scholar] [CrossRef]
- Wang, W.; Pranolo, Y.; Cheng, C.Y. Recovery of scandium from synthetic red mud leach solutions by solvent extraction with D2EHPA. Sep. Purif. Technol. 2013, 108, 96–102. [Google Scholar] [CrossRef]
- Alkan, G.; Yagmurlu, B.; Cakmakoglu, S.; Hertel, T.; Kaya, S.; Gronen, L.; Stopic, S.; Friedrich, B. Novel approach for enhanced scandium and titanium leaching efficiency from bauxite residue with suppressed silica gel formation. Sci. Rep. 2018, 8, 5676. [Google Scholar] [CrossRef] [PubMed]
- Hatzilyberis, K.; Lymperopoulou, T.; Tsakanika, L.-A.; Ochsenkühn, K.-M.; Georgiou, P.; Defteraios, N.; Tsopelas, F.; Ochsenkühn-Petropoulou, M. Process Design Aspects for Scandium-Selective Leaching of Bauxite Residue with Sulfuric Acid. Minerals 2018, 8, 79. [Google Scholar] [CrossRef] [Green Version]
- Borra, C.R.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Leaching of rare earths from bauxite residue (red mud). Miner. Eng. 2015, 76, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Smelting of Bauxite Residue (Red Mud) in View of Iron and Selective Rare Earths Recovery. J. Sustain. Met. 2015, 2, 28–37. [Google Scholar] [CrossRef] [Green Version]
- Ochsenkühn-Petropoulou, M.T.; Hatzilyberis, K.S.; Mendrinos, A.L.N.; Salmas, C. Pilot-Plant Investigation of the Leaching Process for the Recovery of Scandium from Red Mud. Ind. Eng. Chem. Res. 2002, 41, 5794–5801. [Google Scholar] [CrossRef]
- Xu, W.-Q.; Mattera, V., Jr.; Abella, M.Y.R.; Abrenica, G.M.; Patkar, S. Selective Recovery of Rare earth Metals from an Acidic Slurry or Acidic Solution. U.S. Patent 20190078175A1, 16 November 2018. [Google Scholar]
- Xu, W.-Q.; Mattera, V., Jr.; Abella, M.Y.R.; Abrenica, G.M.; Patkar, S. Composite Extract-ant-Enhanced Polymer Resin, Method of Making the Same, and Its Usage for Extraction of Valuable Metal(s). U.S. Patent 2017/074921A1, 25 October 2016. [Google Scholar]
- Hatzilyberis, K.; Tsakanika, L.-A.; Lymperopoulou, T.; Georgiou, P.; Kiskira, K.; Tsopelas, F.; Ochsenkühn, K.M.; Ochsenkühn-Petropoulou, M. Design of an advanced hydrometallurgy process for the intensified and optimized industrial recovery of scandium from bauxite residue. Chem. Eng. Process. Process. Intensif. 2020, 155, 108015. [Google Scholar] [CrossRef]
- Ochsenkuehn-Petropoulou, M.; Tsakanika, L.-A.; Lymperopoulou, T.; Ochsenkuehn, K.-M.; Hatzilyberis, K.; Georgiou, P.; Stergiopoulos, C.; Serifi, O.; Tsopelas, F. Efficiency of Sulfuric Acid on Selective Scandium Leachability from Bauxite Residue. Metals 2018, 8, 915. [Google Scholar] [CrossRef] [Green Version]
- Lymperopoulou, T.; Georgiou, P.; Tsakanika, L.-A.; Hatzilyberis, K.; Ochsenkuehn-Petropoulou, M. Optimizing Conditions for Scandium Extraction from Bauxite Residue Using Taguchi Methodology. Minerals 2019, 9, 236. [Google Scholar] [CrossRef] [Green Version]
- Balomenos, E.; Nazari, G.; Davris, P.; Abrenica, G.; Pilihou, A.; Mikeli, E.; Panias, D.; Patkar, S.; Xu, W.-Q. Scandium Extraction from Bauxite Residue Using Sulfuric Acid and a Composite Extractant-Enhanced Ion-Exchange Polymer Resin. In Rare Metal Technology 2021; Springer International Publishing: Cham, Switzerland, 2021; pp. 217–228. [Google Scholar] [CrossRef]
Figure 1.
Top: XRD comparisons of bauxite residue and leached bauxite residue (filter cake). Phases identified 1: Hematite (Fe2O3), 2, Cancrinite (H0.88Na8Al6(SiO4)6(CO3)1.44(H2O)2), 3, Diaspore (AlO(OH), 4, Gibbsite (Al(OH)3), 5, Boehmite (AlO(OH)), 6, Perovskite (Ca(TiO3)), 7, Calcite (Ca(CO3)), 8, Katoite (Ca3Al3.5O4.5(OH)7.5), 9, Goethite (FeO(OH)), 10, Rutile (TiO2), 11, Anatase (TiO2), 12, Quartz (SiO2), 13, Chamosite ((Mg1.5Fe7.9Al2.6)(Si6.2Al1.8O20)(OH)16), 14, Bassanite (Ca2(SO4)2(H2O)).; Bottom: XRF analysis of leached bauxite residue (filter cake).
Figure 1.
Top: XRD comparisons of bauxite residue and leached bauxite residue (filter cake). Phases identified 1: Hematite (Fe2O3), 2, Cancrinite (H0.88Na8Al6(SiO4)6(CO3)1.44(H2O)2), 3, Diaspore (AlO(OH), 4, Gibbsite (Al(OH)3), 5, Boehmite (AlO(OH)), 6, Perovskite (Ca(TiO3)), 7, Calcite (Ca(CO3)), 8, Katoite (Ca3Al3.5O4.5(OH)7.5), 9, Goethite (FeO(OH)), 10, Rutile (TiO2), 11, Anatase (TiO2), 12, Quartz (SiO2), 13, Chamosite ((Mg1.5Fe7.9Al2.6)(Si6.2Al1.8O20)(OH)16), 14, Bassanite (Ca2(SO4)2(H2O)).; Bottom: XRF analysis of leached bauxite residue (filter cake).
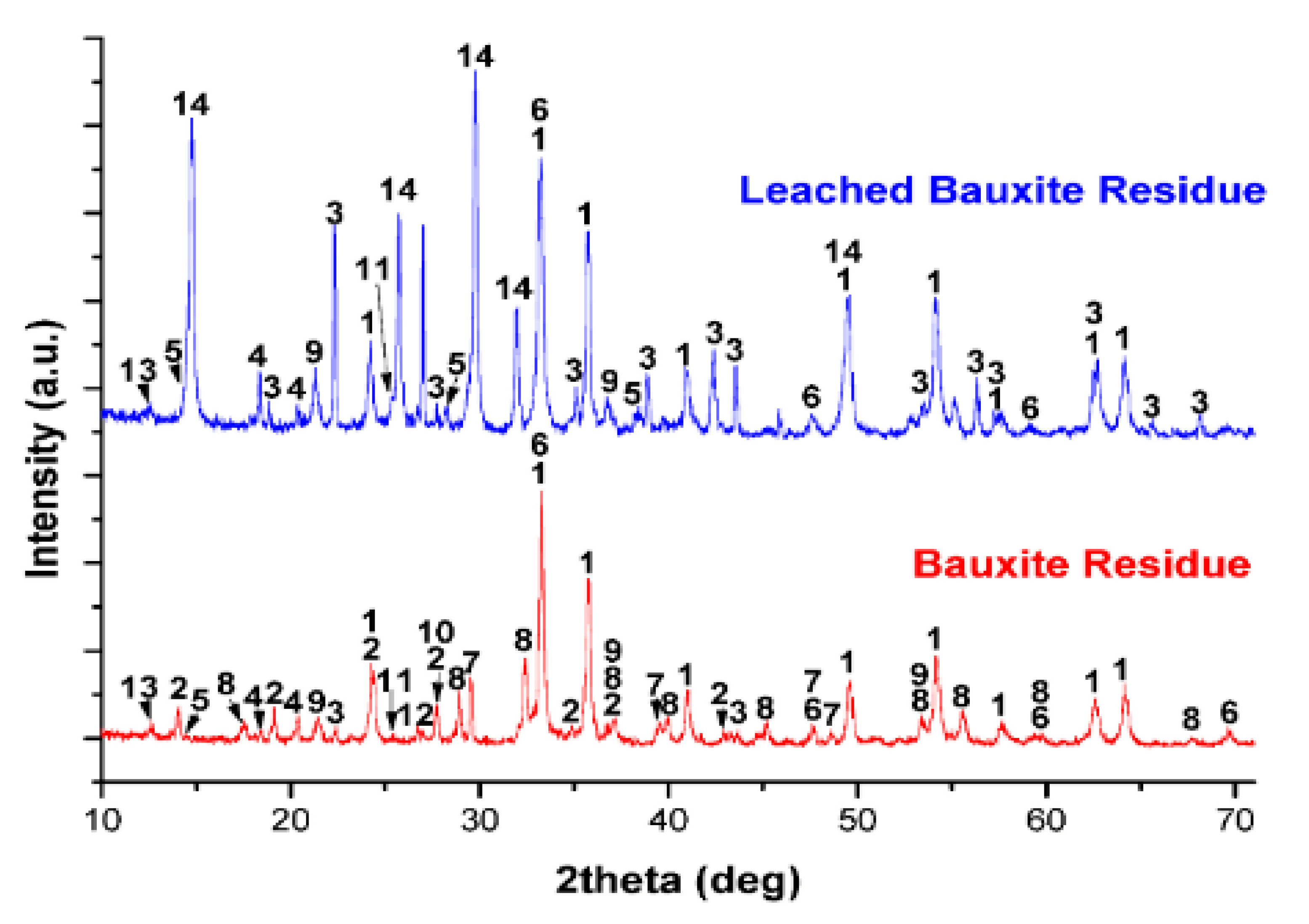
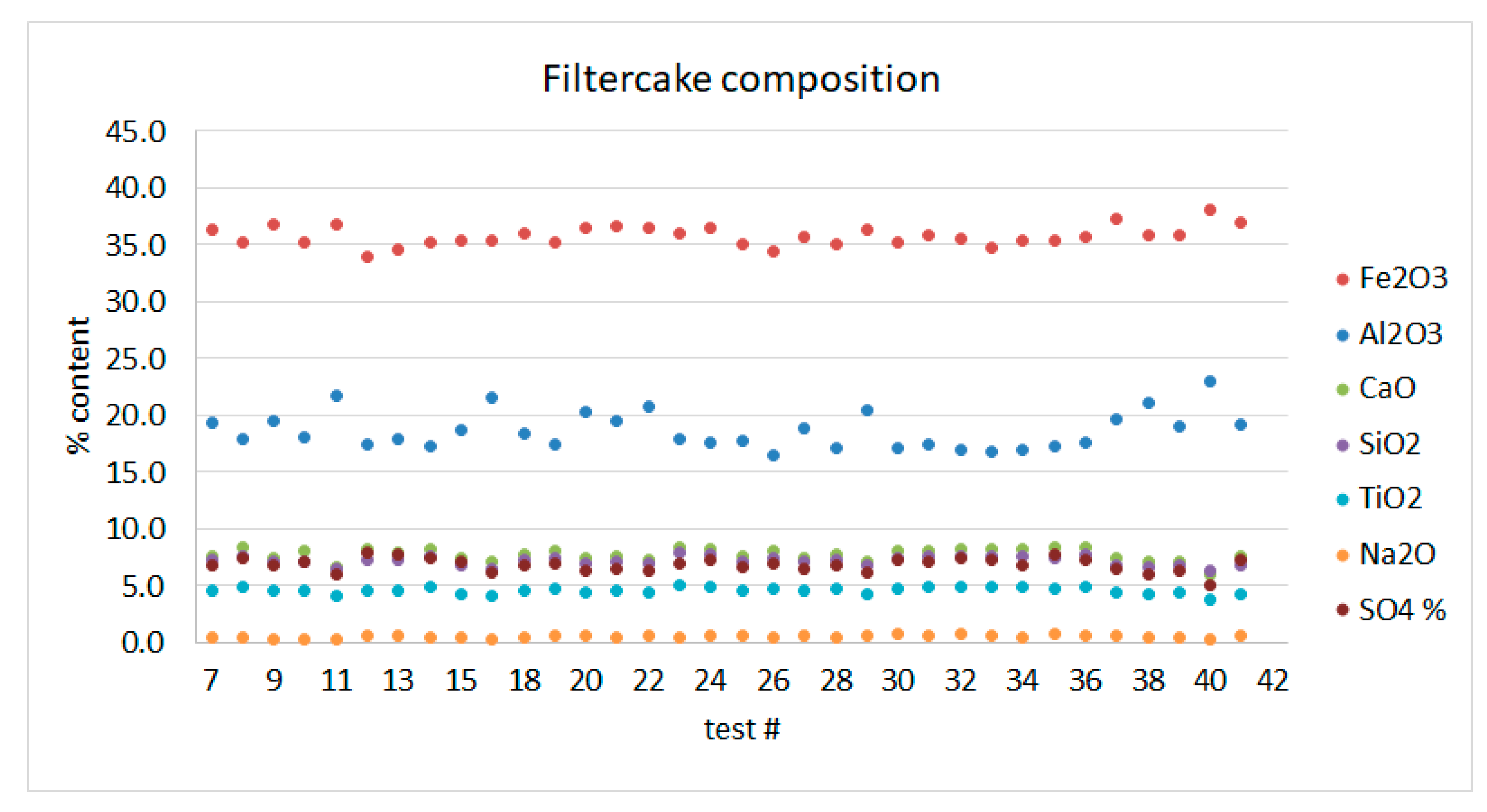
Figure 2.
Leaching extraction (%) of Sc (top), Fe, Ti (bottom) achieved in pilot tests.
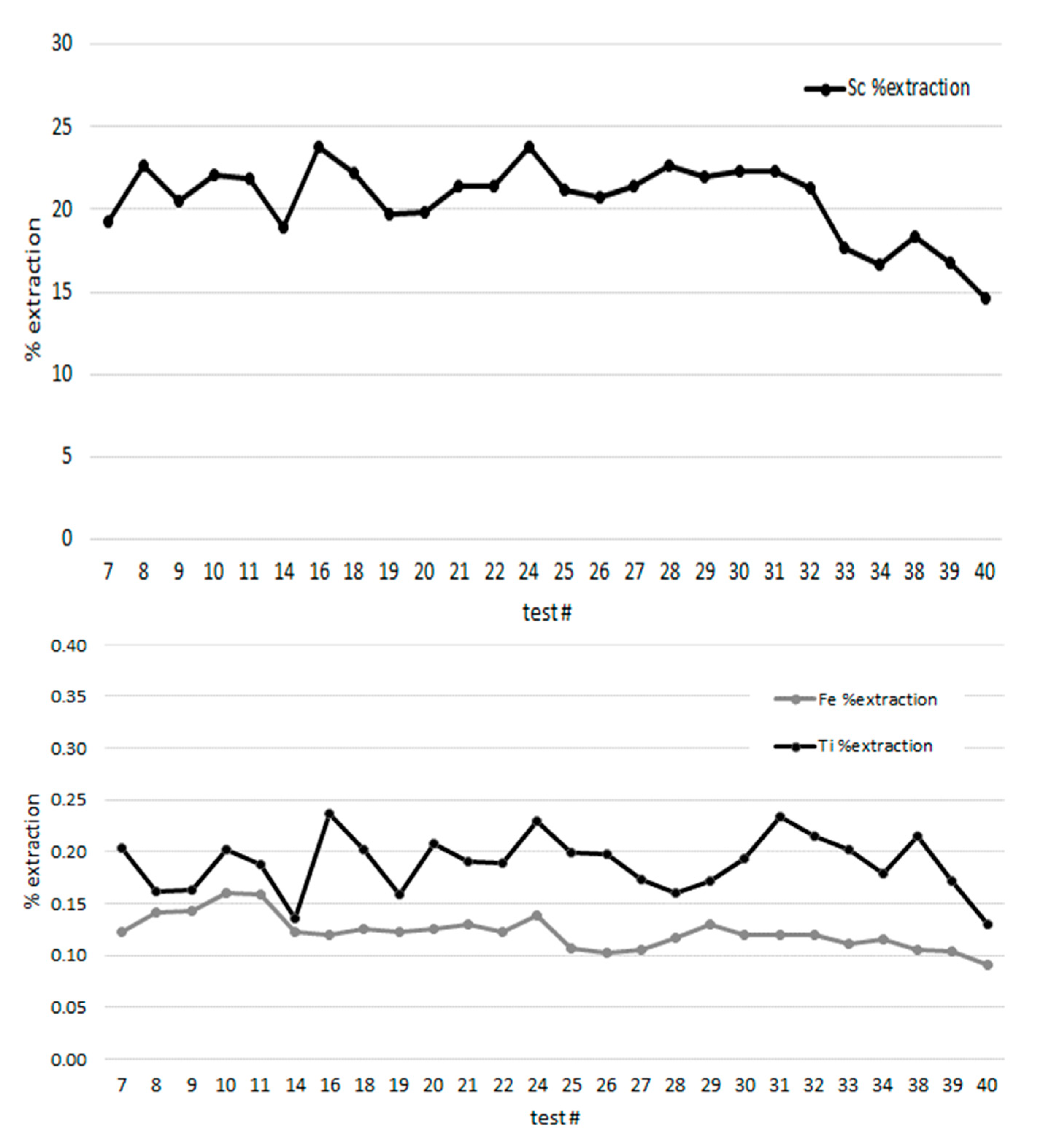
Figure 3.
Leaching pilot data of inputs (BR, water, H2SO4) and outputs (PLS, filter cake).
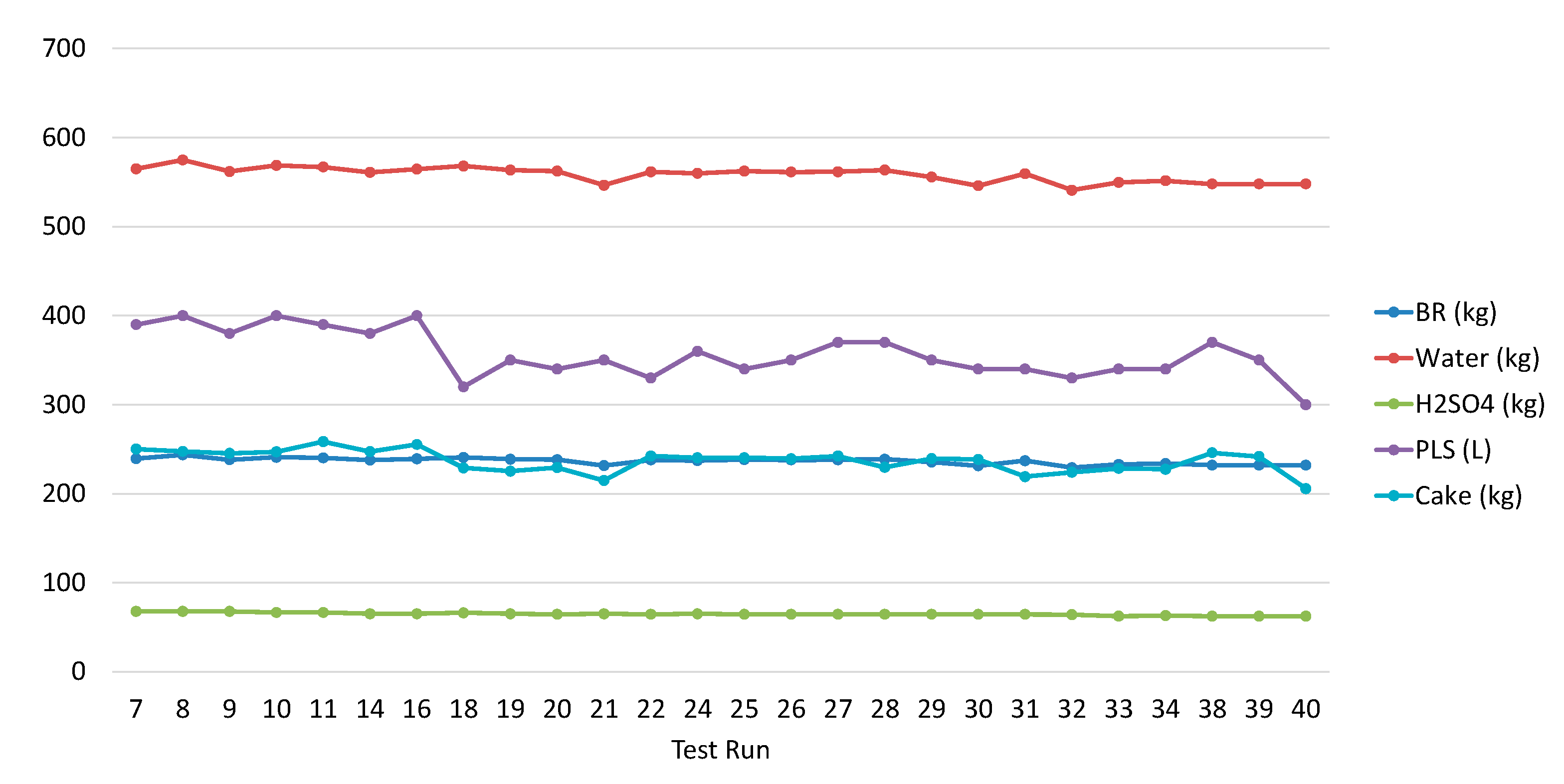
Figure 4.
Loading (mg of cation/L of resin) and adsorption (concentration of solution exiting the column to initial PLS concentration) curves for Sc, Fe and Ti against number of Bed Volumes (BVs) passed through the resin column.
Figure 4.
Loading (mg of cation/L of resin) and adsorption (concentration of solution exiting the column to initial PLS concentration) curves for Sc, Fe and Ti against number of Bed Volumes (BVs) passed through the resin column.

Figure 5.
Sc crude conc. 22% produced at MYTILINEOS-II-VI pilot plant.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
BR’s Chemical composition.
| wt% | ppm (mg/kg) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fe2O3 | Al2O3 | SiO2 | CaO | Na2O | TiO2 | LOI | Ce | La | Y | Sc |
| 38.73 | 24.13 | 7.65 | 8.03 | 3.58 | 5.00 | 10.10 | 657 | 110 | 132 | 71 |
Table 2.
Mass balance based on BR leaching campaign to pls and cake production.
| 1 t BR Input | 1 t Cake Output | 1.66 t PLS | % Extraction in PLS | |||||
|---|---|---|---|---|---|---|---|---|
| Al (kg) | 127.71 | kg | 116.58 | kg | 11.12 | kg | 8.71 | Al |
| Fe (kg) | 270.84 | kg | 270.51 | kg | 0.33 | kg | 0.12 | Fe |
| Ca (kg) | 57.36 | kg | 54.90 | kg | 2.46 | kg | 4.28 | Ca |
| Si (kg) | 35.72 | kg | 35.36 | kg | 0.36 | kg | 1.01 | Si |
| Ti (kg) | 29.99 | kg | 29.94 | kg | 0.06 | kg | 0.19 | Ti |
| Na (kg) | 26.56 | kg | 3.93 | kg | 22.63 | kg | 85.20 | Na |
| Sc (g) | 83.28 | g | 66.13 | g | 17.15 | g | 20.59 | Sc |
Table 3.
Main metal concentration in the PLS prior to loading to the SIR column (two 5 m3 tanks).
| (mg/L) | Fe | Ti | Al | Si | Ca | Sc | Ce | Y | La |
|---|---|---|---|---|---|---|---|---|---|
| Tank 2a PLS | 275 | 33 | 6530 | 127 | 590 | 12.8 | 8.9 | 7.5 | 3.4 |
| Tank 2b PLS | 278 | 29 | 6400 | 159 | 603 | 10.8 | 9.9 | 8.0 | 4.3 |
Table 4.
Crude Sc concentrate chemical analysis.
| Sc | Ti | Fe | Na | Al | Si | LOI | |
|---|---|---|---|---|---|---|---|
| %wt | 22.0 | 15.2 | 0.54 | 1.0 | 1.3 | 5.8 | 32.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Davris, P.; Balomenos, E.; Nazari, G.; Abrenica, G.; Patkar, S.; Xu, W.-Q.; Karnachoritis, Y. Viable Scandium Extraction from Bauxite Residue at Pilot Scale. Mater. Proc. 2021, 5, 129. https://doi.org/10.3390/materproc2021005129
AMA Style
Davris P, Balomenos E, Nazari G, Abrenica G, Patkar S, Xu W-Q, Karnachoritis Y. Viable Scandium Extraction from Bauxite Residue at Pilot Scale. Materials Proceedings. 2021; 5(1):129. https://doi.org/10.3390/materproc2021005129
Chicago/Turabian StyleDavris, Panagiotis, Efthymios Balomenos, Ghazaleh Nazari, Gomer Abrenica, Shailesh Patkar, Wen-Qing Xu, and Yiannis Karnachoritis. 2021. "Viable Scandium Extraction from Bauxite Residue at Pilot Scale" Materials Proceedings 5, no. 1: 129. https://doi.org/10.3390/materproc2021005129