
Towards Sustainable Inorganic Polymers: Production and Use of Alternative Activator †
by
 ,
,
Lubica Kriskova
1,* ,
,
Efthymios Tatsis
1,
Muhammad Afsar
1,
David Delaere
2 and
Yiannis Pontikes
1 1
Department of Materials Engineering, Katholieke Universiteit Leuven (KU Leuven), 3001 Leuven, Belgium
2
Silmaco NV, Industrieweg 90, 3620 Lanaken, Belgium
*
Author to whom correspondence should be addressed.
†
Presented at International Conference on Raw Materials and Circular Economy, Athens, Greece, 5–9 September 2021.
Mater. Proc. 2021, 5(1), 127; https://doi.org/10.3390/materproc2021005127
Published: 12 April 2022
(This article belongs to the Proceedings of International Conference on Raw Materials and Circular Economy)
Abstract
:Inorganic polymers are considered to have a much smaller CO2 footprint than traditional Portland cements. The possible environmental impact reduction was calculated to be up to 77% of a CEMI ordinary Portland cement (OPC)-based mortar, while the CO2 emissions were reduced by up to 83%. The highest contribution to the total CO2 footprint of inorganic polymers is related to the manufacturing of alkali activators. Within this context, the current work discusses the synthesis of inorganic polymers made from Fe-rich precursor and alternative silicate solutions. The obtained results indicate that there is no significant difference between an inorganic polymer prepared from alternative and commercially available solutions, which confirms that the waste glass can be use as alternative raw material in the production of sodium silicate.
1. Introduction
Two main drivers of the enormous attention recently paid to inorganic polymers (IP) are (i) the possibility to incorporate industrial by-products as raw materials and (ii) the low(er) carbon dioxide (CO2) emissions compared to OPC. Analysis undertaken to calculate the CO2 emissions showed that the IP pastes typically have a range of emissions between 100–800 kg, whereas the CO2/t, depending on the mixture used [1]. Compared to a Portland cement-based system, the CO2 emissions of an IP synthesized from, e.g., Fe-rich residue, can be reduced by up to 83% [2]. Yet, the highest CO2 emissions associated with these alkali-based binders are related to the alkali activator itself [3]. More specifically, e.g., to sodium silicate, whose total CO2 emission can be as high as 570 kg CO2/t [4]. Therefore, research has been focused on exploring the use of alternative raw materials that can be used as alkali activators. Peys et al. [5] used biomass ashes as an alkaline activator in the synthesis of metakaolin-based inorganic polymers. They blended two families of biomass ashes with (meta)kaolin in various proportions and water. The cured pressed mortars reached up to 40 MPa compressive strength. Puertas and Carrasco [6] used urban and industrial glass waste as a potential alkaline activator for (ground granulated) blast furnace slag and concluded that silicon from glass waste dissolved in NaOH/Na2CO3 solutions behaves similarly to silicon in waterglass, so these waste glasses can be used as activators in alkali-activated systems. Tchakoute et al. [3] proved that that sodium silicates from waste glass and rice husk ash were suitable alternative alkaline solutions. The metakaolin-based geopolymer binders produced with alternative silicate solutions reached almost 40 MPa. Bouchikhi et al. [7] produced alternative silicate solutions by dissolving various amounts of residual waste glasses (RWG) in a 10 M NaOH solution. They proved the concept by producing metakaolin-based geopolymers reaching up to 35 MPa after 28 days.
In this work, we investigated the effect of RWG composition on the production process and the final properties of the alkali activating solutions produced from it.
2. Materials and Methods
Various alternative sodium silicate-based activators that can be used for producing inorganic polymers from slag were synthetized from residual waste glasses with the aim to increase the sustainability and lower the production cost of the current production route of NA165-5052. For this purpose, 2 types of RWGs, RWG1 and RWG2, were inserted in a bench top reactor (4520, Parr Instrument Company, Moline, IL, USA) together with NaOH solution (commercial, membrane grade) and were dissolved under various process conditions, such as NaOH concentration, glass fineness, process temperature and time. The resulting slurries were filtered and subjected to analyses, whereas the solutions that were closest to the NA165-5052 solution were used in the synthesis of inorganic polymers. The as-received RWG1 was contaminated with unidentified organic impurities and therefore was subjected to a pre-treatment consisting of burning with a gas burner for 20 min prior to any experiments. RWG2 was used in an as-received state.
The chemical composition of the RWGs as well as the filtrates (residues after reactions) was assessed by means of XRF (Bruker S8, Bruker, Billerica, MA, USA) and is listed in Table 1. The mineralogical composition was assessed using X-ray diffraction (XRD, Bruker D2 Phaser, Bruker, Billerica, MA, USA) in a 2θ range of 10–70°. The produced activating solutions were analyzed with respect to their solid content and SiO2/Na2O molar ratio by means of potentiometric titration (Metrohm 808, Metrohm, Herisau, Switzerland).
Inorganic polymer mortar samples were synthetized by activating an Fe-rich slag [8] with the alternative alkali solutions following the mortar preparation procedure listed in EN-196-1. Additionally, two more mortars were produced, where the Fe-rich slag was partially replaced with filtrated residue (from the synthesis process of alternative solutions) in order to identify whether the residue can be incorporated in the inorganic polymers. A reference mortar sample using the NA165-5052 activating solution was also made. The compressive and flexural strength of the mortars was determined after 7 and 28 days of reaction on an Instron 5985 testing device using a 250 kN load cell and a crosshead speed of 2 mm/min.
3. Results and Discussion
The chemical composition of the RWGs is listed in Table 1. Regarding the mineralogy, RWG2 was fully amorphous, while RGW1 contained small amounts of crystalline phases, such as quartz (SiO2) and wollastonite.
The heat-treated RWG1 powder had d50 of 180 µm and density of 864 kg/m3, while the RWG2 powder had d50 of 65 µm and density of 376 kg/m3, which had an effect on both the optimal processing parameters as well as the properties of the resulting activating solution. Therefore, the processing parameters were optimized for each RWG separately. The parameters and the resulting activating solution characteristics are listed in Table 2 below.
The solution characteristics of the commercial NA165-5052 solutions, i.e., SiO2/Na2O = 1.65 and dry matter content of ~45 wt%, were achieved. It is clear from Table 2 that none of the tested conditions resulted in the targeted solution characteristics. Therefore, the most optimal process conditions per RWG were selected. These were: 160 °C and 3 h in 16% NaOH solution for RGW1 and 140 °C and 3 h in 16% NaOH solution for RWG2. Both produced solutions that were unstable and a precipitate was formed in both of them after a few hours. This could be related to the impurity of the used RWGs and/or to the relatively low molar ratio (SiO2/Na2O ~ 1.25) of the produced solutions. Therefore, a sufficient amount of silica fume was added to both alternative solutions to adjust their molarity (towards the targeted one) and to improve the solutions’ stability.
Furthermore, despite the effort to find the optimal reaction conditions, the amount of dissolved RWG never exceeded 51 wt%. In order to better understand this phenomenon, the undissolved materials, i.e., filtrates, were characterized and the chemical composition is listed in Table 1. By comparing the composition of input RWGs and the filtrates it can be seen that the RWG1 filtrate is richer in CaO and Al2O3 and the RWG2 filtrate was richer in Na2O and Al2O3 compared to the input materials, indicating preferred dissolution of some elements, e.g., SiO2. Mineralogical analyses of the filtrates revealed the formation of new phases (semi-crystalline and crystalline), see Figure 1. Several hydration phases, e.g., C-A-S-H, N-A-S-H, Tobermorite 11Å and zeolites, e.g., analcime, were identified in both filtrates, which suggests that part of the RWGs were alkali activated during the dissolution process for the synthesis of the alternative solution and formed a new, stable IP.
To prove the presented concept, the produced alkali solutions were used in IP-based mortar production. The compressive strengths of the mortars after 7 and 28 days of reaction are presented in Figure 2 below. Both alternative solutions performed comparably to the used reference solution. At 7 days, the mortar activated with the RWG1 solution reached the highest compressive strength, while the reference and the RWG2 mortar reached a similar strength of 17 MPa. However, after 28 days, the strength of the reference mortar was the highest, reaching almost 23 MPa, followed by the RWG2 and RWG1 mortars with 20 MPa. In order to utilize the undissolved materials (filtrates) an attempt was made to incorporate them in the production of IP mortars. One can see that 10 wt% addition of filtrate showed a negligible effect on the 7 days compressive strength; however, it showed a negative effect at later strength, when this reached only 89% of the strength of the RWG1 sample. Higher additions of filtrates resulted in the lowering of both early as well as late strength, reaching 70% and 77% of the RWG1 sample strength, respectively.
4. Conclusions
Two types of RWGs, differing in chemical, mineralogical composition, density and fineness, were studied for their potential to be used as raw materials in the production of alternative alkali solutions via a hydrothermal production process. The process parameters were optimized per RWG and the most optimal production conditions were identified to be 3 h at 160 °C and 3 h at 140 °C for RGW1 and RWG2, respectively. The low stability of the produced solution was solved by increasing the SiO2/Na2O molar ratio by means of silica fume addition. Despite all the effort, the max amount of dissolved RWG did not exceed 51 wt%. The analyses of the filtrates revealed the presence of hydration products, e.g., C-S-H, C(N)-A-S-H and zeolites in the filtrates, which explained the limited dissolution of the RWGs. Compressive strength of IP mortars produced from the RWG solutions reached similar values compared to the reference mortar. Addition of filtrate to the IP mortar up to 10 wt% did not influence early strength, but had a negative effect on late strength. Higher addition of filtrates to the IP mortar showed a negative effect on both early and late strength values.
Author Contributions
Conceptualization, D.D. and L.K.; methodology, D.D. and L.K.; validation, E.T., M.A., D.D. and L.K.; formal analysis, M.A., E.T.; writing—original draft preparation, L.K.; writing—review and editing, L.K., E.T., D.D. and Y.P.; supervision, Y.P.; project administration, L.K.; funding acquisition, Y.P. and D.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Strategic Initiative Materials in Flanders (SIM-Flanders) grant number HBC.2018.0479.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors wish to acknowledge the financial support of the Strategic Initiative Materials in Flanders (SIM-Flanders) within the framework of the MaRes program.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Witherspoon, R.; Wang, H.; Aravinthan, T.; Omar, T. Energy and emissions analysis of fly ash based geopolymers. In Proceedings of the SSEE 2009: Solutions for a Sustainable Planet, Barton, ACT, Australia, 1 January 2009; pp. 311–321. [Google Scholar]
- Peys, A. Inorganic Polymers from CaO-FeO-SiO2 Slags. Ph.D. Thesis, KU Leuven, Leuven, Belgium, 2018; p. 206. [Google Scholar]
- Tchakouté, H.K.; Rüscher, C.H.; Kong, S.; Kamseu, E.; Leonelli, C. Geopolymer binders from metakaolin using sodium waterglass from waste glass and rice husk ash as alternative activators: A comparative study. Constr. Build. Mater. 2016, 114, 276–289. [Google Scholar] [CrossRef]
- Fawer, M.; Concannon, M.; Rieber, W. Life Cycle Inventories for the Production of Sodium Silicates. Int. J. Life Cycle Assess. 1999, 4, 207–2012. [Google Scholar] [CrossRef] [Green Version]
- Peys, A.; Rahier, H.; Pontikes, Y. Potassium-rich biomass ashes as activators in metakaolin-based inorganic polymers. Appl. Clay Sci. 2016, 119, 401–409. [Google Scholar] [CrossRef]
- Puertas, F.; Torres-Carrasco, M. Use of glass waste as an activator in the preparation of alkali-activated slag. Mechanical strength and paste characterisation. Cem. Concr. Res. 2014, 57, 95–104. [Google Scholar] [CrossRef]
- Bouchikhi, A.; Mamindy-Pajany, Y.; Maherzi, W.; Albert-Mercier, C.; El-Moueden, H.; Benzerzour, M.; Peys, A.; Abriak, N.-E. Use of residual waste glass in an alkali-activated binder—Structural characterization, environmental leaching behavior and comparison of reactivity. J. Build. Eng. 2021, 34, 101903. [Google Scholar] [CrossRef]
- van de Sande, J.; Kriskova, L.; Pontikes, Y.; Rahier, H. Fire-resistant inorganic polymer foams made from Fe-rich slags. In Proceedings of the 7th International Slag Valorisation Symposium, Virtual, 27–29 April 2021; pp. 250–255. [Google Scholar]
Figure 1.
XRD pattern of the RWG1 and RWG2 filtrates.
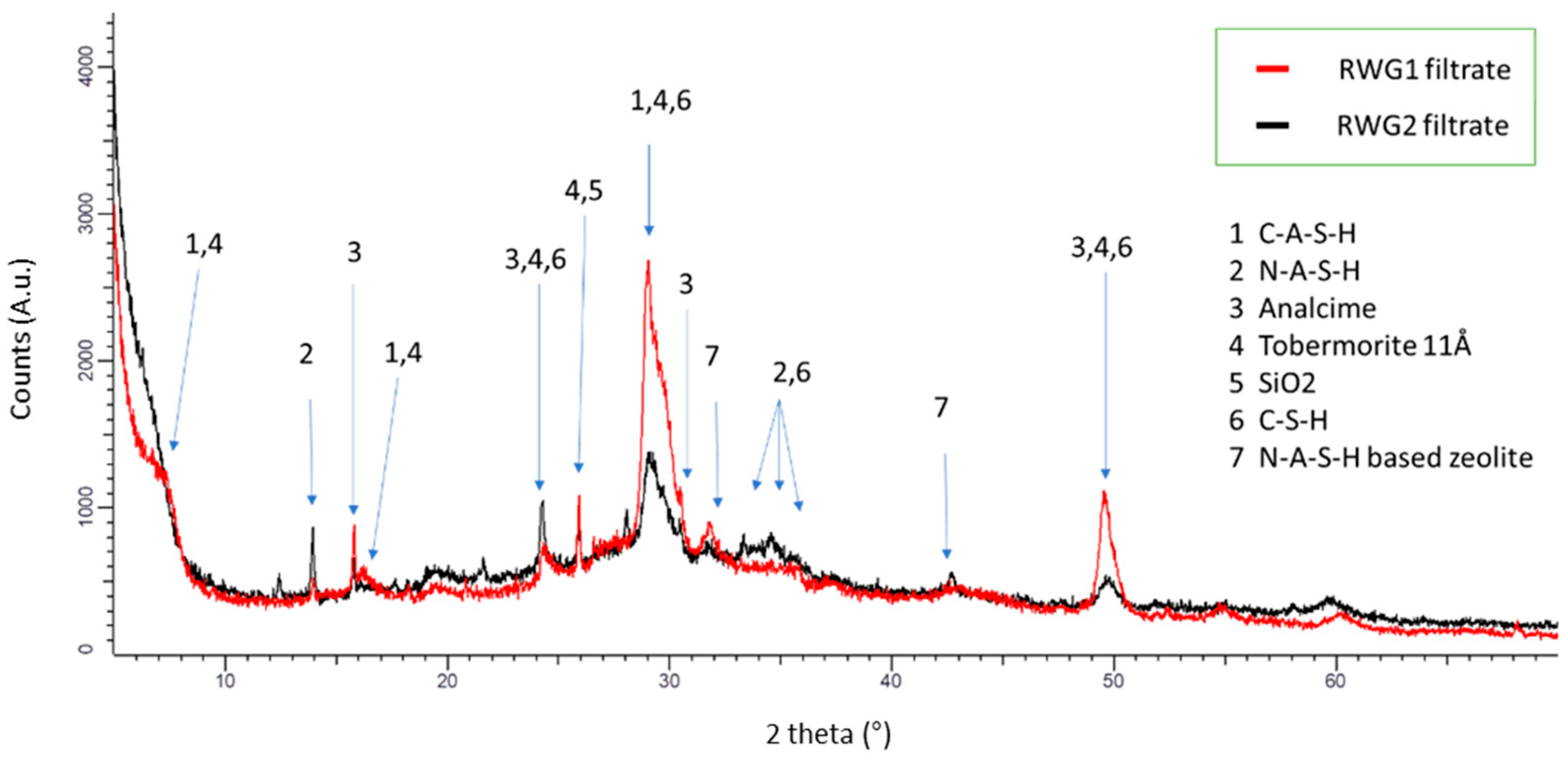
Figure 2.
Compressive strength of IP synthetized with alternative activating solutions.


{kind=link}
{kind=link}
Table 1.
Chemical composition of the as-received RWGs and RWGs filtrates, in wt%.
| RWG1 | RWG1 Filtrate | RWG2 | RWG2 Filtrate | |
|---|---|---|---|---|
| SiO2 | 62 | 51 | 58 | 46 |
| CaO | 15 | 27 | 8 | 8 |
| Na2O | 12 | 5 | 13 | 23 |
| Al2O3 | 3 | 7 | 6 | 9 |
| MgO | 2 | 3 | 2 | 2 |
| SO3 | 1 | 1 | <1 | <1 |
| Fe2O3 | 1 | 1 | 7 | 6 |
| K2O | 1 | <1 | 2 | 2 |
| MnO | - | - | 3 | 3 |
| others | 3 | 4 | 1 | 1 |
Table 2.
Process conditions and resulting characteristics of the produced alkali solutions—targeted properties were SiO2/Na2O = 1.65, solid content = 35 wt%.
Table 2.
Process conditions and resulting characteristics of the produced alkali solutions—targeted properties were SiO2/Na2O = 1.65, solid content = 35 wt%.
| RWG1 | RWG2 | |||||
|---|---|---|---|---|---|---|
| Achieved Molarity | Solid Content wt% | Dissolved RWG wt% | Achieved Molarity | Solid Content wt% | Dissolved RWG wt% | |
| Time | 16.5% NaOH (aq), 160 °C | |||||
| 2 h | 1.16 | 23 | 45 | |||
| 3 h | 1.25 | 29 | 50 | |||
| 5 h | 1.25 | 26 | 51 | |||
| NaOH (aq) | 205 °C, 3.5 h | 140 °C, 3 h | ||||
| 10% | 1.48 | 18 | 1.47 | 18 | ||
| ~15% | 1.21 | 24 | 1.21 | 26 | ||
| ~20% | 0.93 | 28 | 1.02 | 27 | ||
| Temperature | 16.5% NaOH (aq), 3.5 h | 16.5% NaOH (aq), 3 h | ||||
| 140 °C | 1.18 | 25 | 47 | 1.21 | 25.8 | 43 |
| 160 °C | 1.27 | 26 | 51 | 1.20 | 24.7 | - |
| 180 °C | 1.23 | 26 | 51 | - | - | - |
| 205 °C | 1.19 | 22.5 | 45 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kriskova, L.; Tatsis, E.; Afsar, M.; Delaere, D.; Pontikes, Y. Towards Sustainable Inorganic Polymers: Production and Use of Alternative Activator. Mater. Proc. 2021, 5, 127. https://doi.org/10.3390/materproc2021005127
AMA Style
Kriskova L, Tatsis E, Afsar M, Delaere D, Pontikes Y. Towards Sustainable Inorganic Polymers: Production and Use of Alternative Activator. Materials Proceedings. 2021; 5(1):127. https://doi.org/10.3390/materproc2021005127
Chicago/Turabian StyleKriskova, Lubica, Efthymios Tatsis, Muhammad Afsar, David Delaere, and Yiannis Pontikes. 2021. "Towards Sustainable Inorganic Polymers: Production and Use of Alternative Activator" Materials Proceedings 5, no. 1: 127. https://doi.org/10.3390/materproc2021005127