1. Introduction
A new approach to creating a biomass feedstock from corn stover has been investigated [
1]. In this novel approach, corn grain and stover are co-harvested, anaerobically co-stored, co-transported, and, finally, separated at a biorefinery [
1]. This process diverges from harvesting corn silage for ruminant animal feed in two key ways: first, harvester modifications are implemented to preserve the kernel integrity, and second, the overall crop moisture level is significantly lower [
1]. Harvesting would occur at a typical grain moisture of less than 25% (w.b.), at which time the stover moisture would typically be from 30% to 45% (w.b.) [
2]. Conservation of the co-stored fractions is facilitated by anaerobic storage and fermentation [
1]. During anaerobic storage, the grain gains moisture from the moist stover and becomes lightly fermented [
3]. Fermented corn kernels have been shown to have different physical properties than typical dry grain [
4]. In particular, the moist, fermented kernels had a lower rupture strength, which may lead to different material properties as a result of processing by grinding or milling. While processing dried corn grain is commonplace, there was concern that the significant cost of drying moist kernels before processing would pose a challenge to the economics of this novel biomass system. Size reduction is a basic process operation when corn grain is used for animal feed or converted to biofuels or bioproducts. Post-size-reduction operations like storage, unloading, metering, and mixing are impacted by material properties like the moisture content, compressibility, critical orifice diameter, angle of repose, and particle size [
5]. Poor granular flow can lead to bridging or ratholing, caking and agglomeration, erratic flow, and sifting segregation.
Information on physical properties exists for processed low-moisture corn grain (i.e., <25% w.b.) [
6,
7,
8], but there is limited information concerning processed corn grain above this moisture range. The particle size distribution and moisture content contribute significantly to the flow characteristics of ground corn grain. A greater moisture content contributes to increased cohesion and adhesion of particles due to the formation of interparticle bonds [
9,
10], which can lead to decreased flowability [
7,
11]. As the granular material moisture increases, the bulk density decreases [
6,
12]. A smaller particle size can decrease the granular material flowability [
8,
13].
Material handling and storage systems are frequently overlooked in the design of grain processing facilities, as they are not considered value-added processes such as grinding, mixing, or pelletizing [
14]. The use of gravity for granular flow, for instance from hoppers or bins, offers an economical means of transport [
15]. However, materials with poor flow characteristics may struggle to effectively utilize gravity flow systems, resulting in potential blockages and interruptions that necessitate more costly mechanical systems such as vibratory feeders, pneumatic conveyors, or agitators [
16].
The challenges associated with poor flowability extend beyond potential blockages, requiring additional equipment and energy to move material through handling systems and thereby contributing to higher operational costs. Furthermore, the accuracy of metering and mixing may be compromised, introducing variations in the delivered material quantities, and thus incurring additional costs. Granular material with inadequate flowability might demand larger storage spaces to accommodate potential flow issues, further inflating operational costs.
An understanding of the parameters influencing the flow characteristics of ground moist corn grain is imperative for the development of suitable handling and storage equipment. This knowledge is essential in mitigating challenges related to poor flowability and, consequently, reducing the associated material handling costs.
Moist, fermented corn kernels have been shown to have different physical properties than conventional dried grain [
4]. Our hypothesis was that these differences will impact the flowability of this grain after processing by grinding or milling. Therefore, the objective of this research is to quantify important physical properties and flow characteristics of moist, fermented corn grain that has been size-reduced by grinding or milling.
4. Discussion
Nearly all the investigated physical properties indicate that transporting, handling, mixing, blending, and storing ground grain processed at the moistures investigated here will present considerable challenges compared to conventional dry ground grain. Moist, processed grain exhibited lower bulk densities, higher friction coefficients, and greater angles of repose. Additionally, it demanded greater energy for processing and displayed issues such as screen blockage and material recirculation in the hammermill. Bridging and ratholing behavior were observed. In light of these findings, it can be inferred that the material produced from moist, fermented corn will possess more demanding flow characteristics. The majority of the identified challenges can be attributed to the combination of the small particle size and elevated moisture content compared to conventional dry, ground grain.
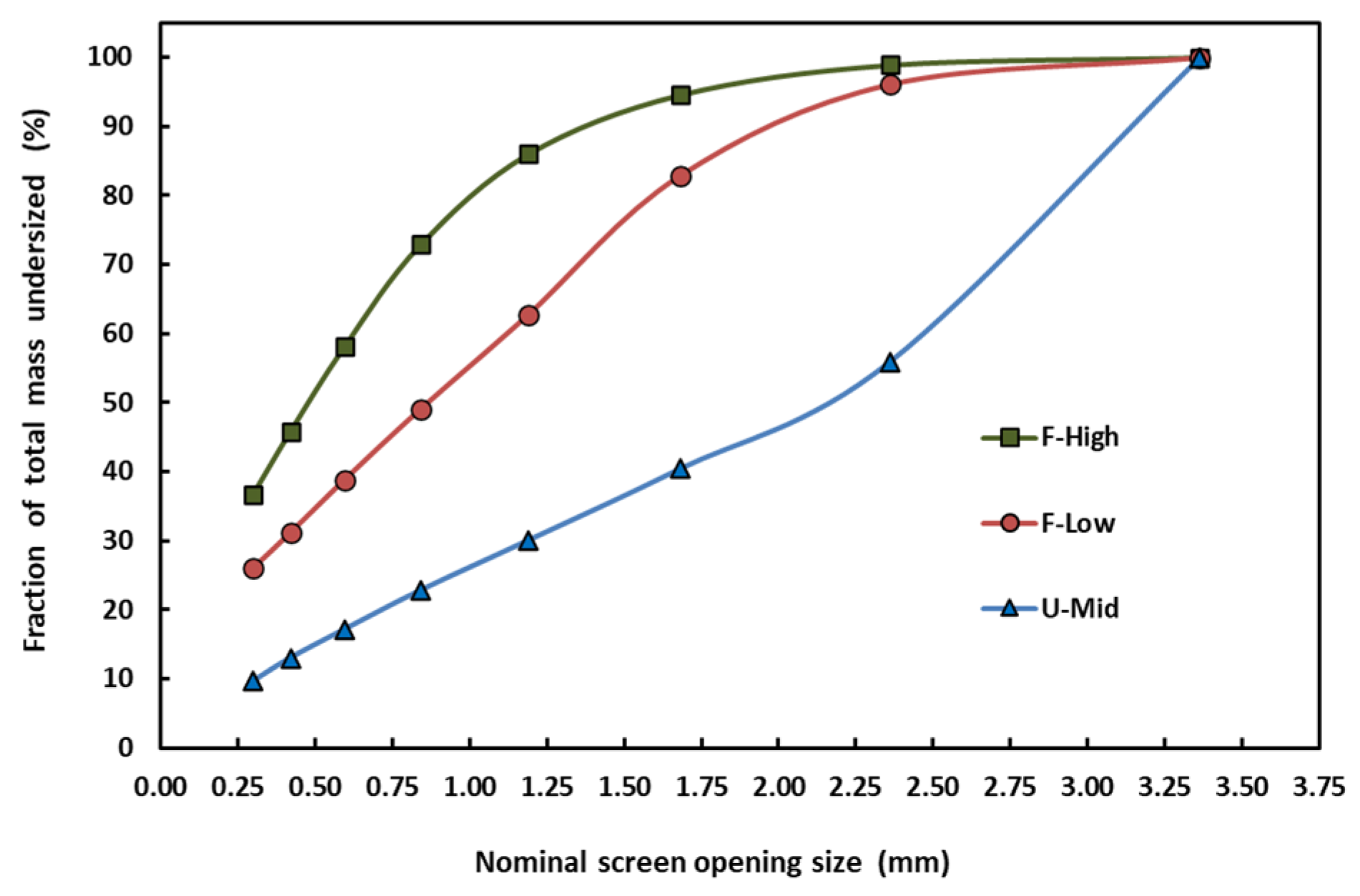
The F–Low, F–High, and F–Dried treatments exhibited significantly smaller GMPS values compared to the U–Low and U–Mid treatments (
Table 1), likely attributable to three factors: a lower kernel rupture strength, a high moisture content, and over-processing caused by material recirculation. The kernels used to create the F–Low, F–High, and F–Dried treatments exhibited significantly lower rupture strengths compared to the U–Low and U–Mid treatments [
4]. The lower rupture strength likely contributed to the observed reduction in particle size of the F–Low, F–High, and F–Dried treatments.
Milling with the knife processor was a batch process conducted for an equal duration across all treatments, mitigating recirculation issues associated with the hammermill. Despite the moisture content of the F-Dried grain falling between those of the U-Low and U–Mid grains, the GMPS of the former was significantly smaller than the two latter treatments when processed in the knife processor. This observation implies that low rupture strength played a crucial role in particle size reduction during milling with the knife processor.
Work by Bolaji et al. [
24] reported that a decrease in grain hardness due to a higher moisture content resulted in a more substantial particle size reduction. In agreement with this finding, our research indicated a decrease in particle size with an increasing moisture content for both conventional and fermented treatments (
Table 1). Additionally, the elevated moisture content likely played a role in the blocking of screen holes in the hammermill, contributing to over-processing through recirculation.
Hammermill screen sizes ranging from 4.8 to 9.5 mm showed minimal to no detectable impact on the GMPS values of the F–Low and F–High treatments (
Table 2). This lack of effect could potentially be attributed to over-processing during material recirculation. The F–High grain processed with the 19.1 mm screen exhibited a GMPS comparable to the U–Mid grain processed with the 6.4 mm screen (
Table 8), a phenomenon possibly influenced by the lower kernel rupture force of the moist, fermented kernels [
4].
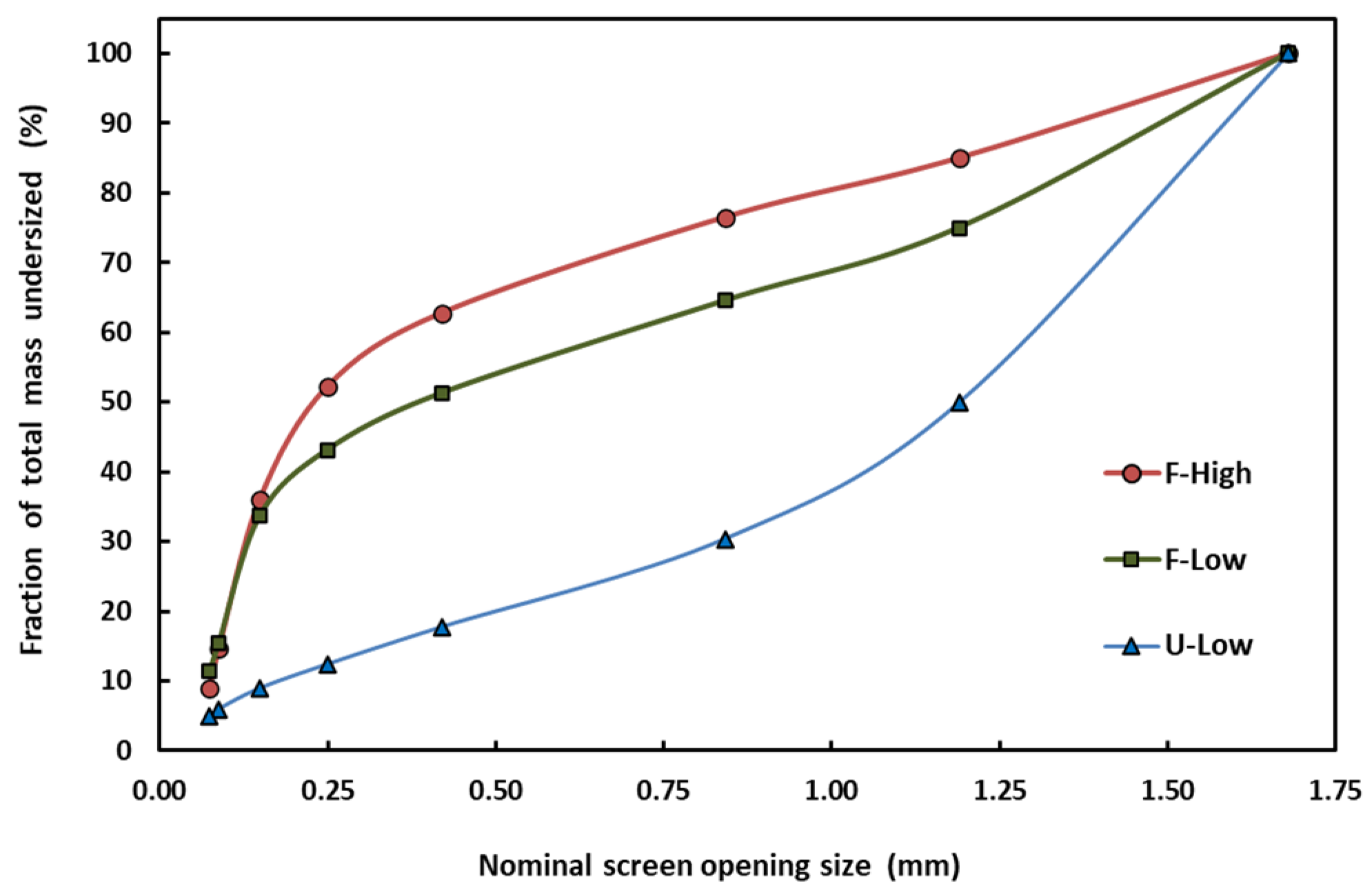
Using the 19.1 mm screen size to process F–High grain led to a reduction in observed material recirculation and a lower specific energy (
Table 8). However, the milled material displayed numerous large particles, with 31% of the mass exceeding 1.7 mm (
Figure 8). Processing with this screen size did not achieve the desired mean particle size of less than 0.5 mm. Drocas et al. [
25] reported a 26% reduction in energy when increasing the hammermill screen opening from 4 to 8 mm. Similar energy requirement reductions with larger screen openings were documented by Ibrahim et al. [
26]. Armstrong et al. [
27] found that energy requirements for grinding increased with the moisture content, although the maximum moisture studied was less than 17% (w.b.), much lower than was studied here.
The bulk and tapped densities were very well-correlated with both the particle size and moisture content (
Table 5 and
Figure 7). The density decreased with a greater moisture content and smaller particle size, both characteristics of the moist, fermented processed grain. Probst et al. [
7] and Jadhav et al. [
20] observed no significant differences in bulk density when the grain moisture varied from 7.0% to 19.6%, but this range was much lower than moistures of the F–Low and F–High treatments. The higher moisture content in these treatments likely led to the increased cohesion and adhesion of particles, attributed to the formation of interparticle bonds [
9,
10]. Jadhav et al. [
20] noted that both bulk and tapped densities increased with a greater particle size. Larger particles frequently have less adhesion and cohesion, resulting in a greater bulk density.
Poor flowability will often result if the Hausner Ratio is greater than 1.25 or the Carr Index is greater than 25 [
21,
28]. Lumay et al. [
29] suggested that granular material with a Hausner Ratio falling within the range of 1.26–1.34 could only be deemed to possess passable’ flow characteristics. For all treatments investigated using both processors, the Hausner Ratio consistently fell within this range (
Table 3 and
Table 4). However, in many instances, the Carr Index exceeded the recommended value of 25. The U–Dry, U–Mid, and F–Dried treatments demonstrated no flow issues in the bulk density apparatus funnel (
Figure 1). However, all other treatments, particularly the F–High treatment, exhibited problems such as ratholing and impaired flow.
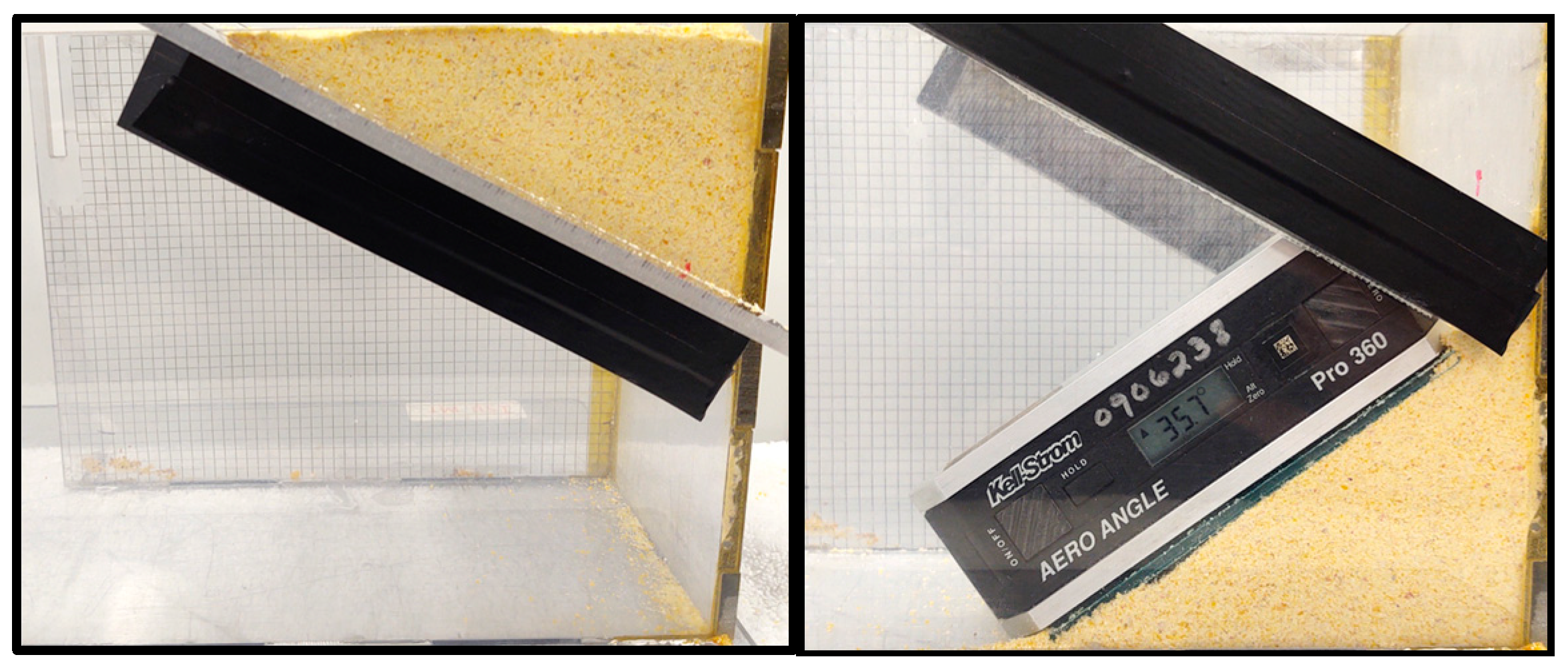
The sliding angle, friction coefficient, and angle of repose (
Table 6 and
Table 7) were all significantly greater for the F–Low and F–High treatments compared to the treatments with less than 20% (w.b.) moisture content (U–Low, U–Mid, and F–Dried). The latter two treatments not only had greater moisture contents but also smaller particle sizes (
Table 1) than other treatments. Smaller particles provide a greater surface area for surface cohesive forces [
5]. The slide angle is often closely related to the angle of repose [
29] and that was the case here (r
2 = 0.56). The slide angle is the minimum angle of incline relative to the horizontal at which a bulk solid will flow out from under its own weight. This angle is useful in designing chutes and other unpowered handling devices. However, the discharge angle of repose and sliding friction were measured only using a stainless-steel surface, and the surface roughness and adhesion properties of other surfaces will affect these properties. The forces opposing flow include, but are not limited to, the friction, cohesive attraction between particles, adhesive attraction between the particles and other surfaces, and mechanical resistance or interlocking [
5].
The design, operation, and quality control in many agri-industrial processes involving granular material rely on the ability of the material to flow, a characteristic called flowability [
28]. Granular flowability is a complex phenomenon that is impacted by many of the physical properties measured here. The moist processed grain displayed a lower bulk density, a higher friction coefficient, and a greater angle of repose. Material possessing these characteristics will require larger storage volumes, demonstrate inefficient gravity flow from bins and silos, and be susceptible to issues such as bridging and ratholing. Consequently, these challenges will result in an unpredictable delivery rate. Segregation, irregular metering, and poor blending can also result, potentially compromising the quality of the end product. Based on the physical properties measured here, the moist ground grain would likely exhibit many of these material handling and processing issues.
Processing moist corn kernels with a hammermill resulted in a low throughput, material recirculation, and high energy requirements (
Table 8). Future size reduction research should prioritize improving the throughput, minimizing material recirculation, and reducing energy demands. These new investigations should encompass diverse processing techniques such as hammermills, roller mills, and disk grinders. The latter two options might prove more effective than hammermills as they lack screens, which were found to be prone to material blockage. Although most corn grain ethanol biorefineries use a dry grind practice, there are many facilities that use a wet milling process [
30]. Steeped corn kernels are typically processed by a series of progressively more aggressive disk-type, coarse grind, attrition mills [
31]. Techniques from the wet milling of corn could be applied to processing the moist, fermented grain derived from this new biomass system. Enhancements to the equipment feeding the size-reduction mechanisms, such as integrating an air-assisted system to facilitate material movement through an auger, could be explored for improved efficiency.
An alternative strategy to enhance the processing performance involves drying the moist, fermented grain before processing. Dried corn kernels, previously stored in a moist and fermented state, exhibited significantly lower rupture strengths compared to conventional dry kernels [
4]. This characteristic makes them more readily size-reduced. The F–Dried grain processed by either method had a statistically smaller particle size than the U–Mid grain at a similar moisture content (
Table 1). Prolonged anaerobic storage and fermentation evidently changes the structure of the kernel starch, making it easier to process. Prolamin-zein proteins encapsulating starch were found to be partially degraded by fermentation [
32]. Processing the dried fermented grain in a hammermill would reduce the risk of screen-hole blockage. Moreover, issues related to flowability may be alleviated due to its low moisture content. The F–Dried material had physical properties similar to the processed conventional grain. The friction coefficient (
Table 6) and angle of repose (
Table 7) were similar for these treatments. While drying the grain is a potential solution to mitigate such issues as cohesion and adhesion, it is essential to carefully weigh the substantial cost associated with drying moist kernels in the overall economic analysis.
A common method for the simulation and optimization of cohesive bulk material handling systems and processes is the discrete element method (DEM) [
33]. The angle of repose, friction coefficient, and bulk density of cohesive material like that studied here are important parameters in DEM modeling of the flow behavior of these materials [
34]. The physical properties presented here can be used when DEM tools are used to design solutions that overcome the flow problems associated with moist, ground grain.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}