Tailoring Acrylated Soybean Oil-Containing Terpolymers through Emulsion Polymerization



1
Instituto de Química, Universidade de Brasília, Campus Universitário Darcy Ribeiro, Brasília CEP: 70910-900, DF, Brazil
2
Embrapa Agroenergia, Parque Estação Biológica, PqEB s/n°, W3 Norte, Brasília CEP: 70770-901, DF, Brazil
*
Author to whom correspondence should be addressed.
Colloids Interfaces 2018, 2(4), 46; https://doi.org/10.3390/colloids2040046
Submission received: 9 September 2018
/
Revised: 2 October 2018
/
Accepted: 10 October 2018
/
Published: 12 October 2018
Abstract
:This work focuses on the synthesis of terpolymers using methyl methacrylate (MMA) and vinyl pivalate (VPi), along with the incorporation of methacrylate acid (MA) and acrylated fatty acids (AFA) derived from commercial soybean oil. Emulsion polymerizations were carried out using different monomeric species, along with different initiator concentrations ranging from 0.5 g∙L−1 to 2.2 g∙L−1. The thermal properties of the terpolymers were improved when acrylated fatty acid was incorporated into the polymer chains, expressing glass transition temperatures (Tg) ranging from 70 °C to 90 °C and degradation temperatures in the interval between 350 °C and 450 °C for acrylated fatty acid concentrations ranging from 5 wt% to 10 wt%. Furthermore, a change was noted in the molar mass distributions as a result of acrylated fatty oil present in the polymers. The materials with 5 and 10 wt% of acrylated fatty oil presented mass-average molar masses of 225 kg∙mol−1 and 181 kg∙mol−1, respectively. As the results in this work suggest, the molar masses of the formed polymers are significantly altered by the presence of modified fatty acids.
1. Introduction
The final application of polymeric materials depends on their physical and chemical properties, such as the molecular weight distribution, particle size distribution, morphology, and composition, among others. Thus, the chemical nature of the monomers influences the final properties; therefore, the choice of the monomers is an important step in the development of new polymeric materials [1].
The growing concern for the preservation of the environment is instigating new research that is focusing on alternative routes for sustainable economic development. As a result, the replacement of raw materials derived from fossils is being implemented by renewable sources, such as vegetable oils, as a strategic option for the development of renewable polymeric materials, thereby reducing the environmental impact. Moreover, the use of vegetable oils in polymer synthesis is not only connected to environmental issues but also to the properties of the polymers when incorporated into the polymeric chains [2,3,4].
Vegetable oils are comprised predominantly of triglycerides, which, in turn, are formed by fatty acids. The composition of the vegetable oils may vary according to the plant species and cultivation area but usually contain fatty acids with between 14 and 22 carbons and may have functional groups and double bonds in their chemical structures. Double bonds, for example, allow these raw materials to be used as monomers in polymerization reactions, as the double bonds can be strategically used for the structural modification of the vegetable oil molecules. This modification increases the potential for it to be used as a precursor for several polymeric materials via free-radical polymerization [5,6].
Soybean oil has approximately 84.6% of unsaturated fatty acids, which is composed of 23.4% oleic acid, 53.2% linoleic acid, and 7.8% linolenic acid; these acids have a level of unsaturation consisting of one, two, and three, respectively. Depending on the kind of structural modification, the high functionality enables crosslinking during the polymerization process, influencing the final properties of the polymer [7,8,9,10].
However, the reactivity of triacylglycerol is limited, and this hampers the synthesis of polymeric materials consisting of high molar masses. Consequently, modification of the chemical structure through the double bonds through the introduction of reactive functional groups has been used as a strategy to facilitate the free-radical polymerization process [11,12].
In considering the use of vegetable oil as a polymer precursor in free-radical polymerizations, the double bonds in the vegetable oils can be functionalized through an epoxidation reaction following an acrylation reaction by incorporating an acrylic group in the triacylglycerol structure. This new group permits addition polymerization of monomers of vegetable oil to occur with commercially available monomers [5,12,13,14,15,16,17,18,19,20,21,22].
Saithai et al. [23] investigated the effect on the type of epoxidation processes of soybean oil in the synthesis of acrylated epoxidized soybean oil/methyl methacrylate copolymer. It was employed in two different epoxidation processes: a chemical and a chemo-enzymatic epoxidation process. According to the authors, the epoxidation process can influence the degree of fatty acid epoxidation and, consequently, the polymer properties, such as thermal stability and glass transition temperature (Tg). An improvement was observed in thermal stability due to the addition of acrylated epoxidized soybean oil, along with the relationship among Tg and the number of acrylate groups. As a result, an increase in acrylate groups resulted in an increase in the Tg of the copolymer.
Jensen et al. [18] presented an experimental study focusing on the emulsion copolymerization reactions of styrene and acrylated methyl oleate. The acrylated methyl oleate was obtained after successive modification reactions: esterification, epoxidation, and acrylation of methyl oleate. The influence of process variables on the kinetic behavior and copolymer properties was evaluated, and the authors observed that the induction time for reactions with acrylated methyl oleate could be explained by the presence of residual methyl oleate, which lowered the reactivity of the new monomer and/or decreased the nucleation rate. The results showed a decrease in the glass transition temperature, which was proportional to the acrylate methyl oleate content in the copolymer chains.
Li et al. [24] developed copolymers from epoxidized soybean oils and lactic acid oligomers, which may have potential applications as pressure-sensitive adhesives (PSAs). The material was synthesized via a cationic UV polymerization process without solvents. The results showed that the polymeric material exhibited a glass transition temperature, peel strength, tack strength, shear resistance, and viscoelasticity that allow its application as bio-PSAs.
Gobin et al. [25] have prepared polyester from broccoli seed oil and several carboxylic diacids through bulk polymerization. The vegetable oil was modified via an epoxidation reaction followed by a ring opening reaction in the presence of carboxylic diacids. This chemical modification enabled the formation of crosslinking between the triglyceride chains. The material exhibited low Tg and a rubbery feature at room temperature.
Ferreira et al. [19] developed a new class of polymeric materials from the copolymerization of modified fatty acids derived from soybean oil and methyl methacrylate through an emulsion polymerization process. According to the authors, the modified fatty acid concentration plays a fundamental role in the average molar mass and the thermal proprieties of the resulting polymer, indicating an increase in the thermal stability in comparison to poly(methyl methacrylate).
Mazzon et al. [26] have developed a new generation of highly reactive epoxy foams. The materials were synthesized by employing epoxidized linseed oil and epoxidized glycerol with isophorone diamine as a curing agent. Fast reactions, at around 3 min, were performed and the material obtained met the parameters required by the automobile industry, with a glass transition temperature close to 48 °C and an apparent density of about 0.17 g∙cm−3.
Jensen et al. [27] presented an experimental study focusing on the synthesis of vinyl pivalate/methacrylated methyl oleate copolymer through emulsion polymerization. According to the results presented, an increase in the methacrylated methyl oleate concentration in the copolymer promoted the reduction in the copolymerization rate, which can be explained by the low solubility of the monomer in the aqueous phase. This may ultimately affect the mass transfer mechanism between the monomer droplets and the micelles, which is where the polymerization reaction takes place. However, an analysis of the chemical composition of the polymer showed greater incorporation of the methacrylated monomer at the beginning of the reaction, indicating a higher reactivity of this monomer with respect to vinyl pivalate. A reduction was also observed in the molar mass with an increase in the concentration of the acrylated monomer with a consequent reduction in the Tg of the copolymeric material.
In the study developed by Costa et al. [28], polymeric materials were synthesized through a mini-emulsion polymerization reaction of methyl methacrylate in the presence of linseed oil and andiroba oil. A decrease in both the reaction rate and the average molar mass was observed to be proportional to the number of double bonds present in the oils. According to the authors, the monomer or polymer radicals can react with these double bonds or perform chain transfer to the triglyceride molecules present in plant oils, leading to a reduction in the average molar mass.
Acrylic resins derived from acrylic and methacrylic metals are commonly used as a polymeric matrix for the manufacture of dental resins. In this context, polymer resins can be used to inhibit the occurrence of caries or cavities on the dental surface as these materials can exhibit a physical barrier, thereby preventing the accumulation of food residues and the reproduction of bacteria on the surface of the tooth and protecting the tooth against dental cavity formation [29].
The terpolymers obtained through the emulsion polymerization of methyl methacrylate, vinyl pivalate, and methacrylic acid have a great potential to be employed as a dental resin because of the following features: (i) a regular spherical morphology allows homogeneous formation of a protective film; (ii) consequently, minimizing the nanofiltration problems that are observed in films from microparticulate polymeric materials; (iii) aid in controlling particle size, leading to a regular three-dimensional distribution of the nanoparticles, resulting in the improvement of mechanical properties; further allowing for the formation of macrocrystals whose statistical organization leads to the diffraction of visible light, resulting in an iridescent effect [30].
This work presents an experimental study on the synthesis of terpolymers based on methyl methacrylate, vinyl pivalate, and methacrylate acid through an emulsion polymerization process. The effect of process variables (for instance, monomer species and initiator concentration levels) on the reaction behavior and final properties of the polymeric materials (such as average molar mass, glass transition temperature, and thermal stability) was evaluated. This class of terpolymer, combining vinylic monomers with modified soybean oil, might generate attractiveness for the development of polymeric materials from an industrial application point of view. To the best of our knowledge, there are no previous publications in the open literature focusing on the synthesis of terpolymers containing acrylated soybean oil combined with methyl methacrylate and vinyl pivalate through an emulsion polymerization process.
2. Materials and Methods
2.1. Materials
The following reactants were used: commercial soybean oil (Liza, São Paulo, Brazil), sodium hydroxide (NaOH) with purity of 99% (Vetec, Rio de Janeiro, Brazil), hydrochloric acid (HCl) 38% (Vetec, Rio de Janeiro, Brazil), acrylic acid (AA) with purity of 99% (Vetec, Rio de Janeiro, Brazil), toluene with purity of 99% (ECIBRA, São Paulo, Brazil), hydrogen peroxide (H2O2) 30% (Vetec, Rio de Janeiro, Brazil), acetic acid with purity of 99.7% (Synth, São Paulo, Brazil), hydroquinone with purity of 99% (Vetec, Rio de Janeiro, Brazil), methyl methacrylate (MMA) with purity of 99% (Sigma-Aldrich, São Paulo, Brazil), vinyl pivalate (VPi) with purity of 99% (Vetec, Rio de Janeiro, Brazil), methacrylic acid (MA) with purity of 99% (Sigma-Aldrich, São Paulo, Brazil), sodium dodecyl sulfate (SDS) with purity of 90% (Reagen, São Paulo, Brazil), potassium persulfate (KPS) with purity of 99% (Vetec), and tetrahydrofuran (THF) with purity of 99.9% (Sigma-Aldrich, São Paulo, Brazil). All chemicals were used as received without further purification. Distilled water was used for reactions and sample washing.
2.2. Modification of Soybean Oil
First, a mixture of the free fatty acids was obtained by a saponification reaction of soybean oil. In a 2 L beaker, 400 mL of distilled water and 4.7 mol of sodium hydroxide was dissolved and heated to 70 °C under mechanical stirring. Approximately 500 g of soybean oil was added and kept under continuous agitation for six hours. The final solid material was mixed with 600 mL of hydrochloric acid solution (2:1 w:w) and washed with distilled water.
The mixture of fatty acid was epoxidized in the presence of acetic acid and hydrogen peroxide. About 100 g of the mixture of fatty acid, 0.42 mol of acetic acid, and 0.44 mol of toluene was added in a 250 mL triple-neck round bottom flask. The system was heated to 55 °C under magnetic stirring. Subsequently, 0.7 mol of hydrogen peroxide was slowly added over an hour. The reaction was heated and stirred for seven hours. The final material was washed with saturated sodium bicarbonate solution to remove the residual acetic acid and bring the pH to neutral.
The epoxidized material was functionalized with acrylic acid in the presence of hydroquinone to avoid undesirable radical polymerization of acrylic acid. Then, 10 g of epoxidized fatty acid mixture, 0.14 mol of acrylic acid, and 14 mg of hydroquinone were added to a 100 mL bottom flask. The system was heated to 100 °C under stirring for six hours. The product was washed with a saturated sodium bicarbonate solution to neutral pH.
2.3. Emulsion Polymerization
The latexes were prepared by emulsion polymerization. Initially, 89 mL of SDS solution (12 g·L−1) and different concentrations of KPS solution—depending on the polymerization recipe (see Table 1)—and 16.4 mL of distilled water were placed in a 250 mL triple-neck round bottom flask. A condenser was topped in the flask and the system was heated to 80 °C with magnetic stirring. About 50 g of monomers were added to the reaction system and the temperature was kept at 80 °C under continuous agitation for two hours. Table 1 shows the recipes used for the polymer synthesis.
2.4. Characterization Techniques
Soybean oil fatty acid profile was determined using a gas chromatograph 7890A GC System (Agilent Technologies, Santa Clara, CA, USA) equipped with a flame ionization detector (FID) and autosampler CombiPAL G6500-CTC (CTC Analytics, Zwingen, Switzerland).
The conversion of the reactions was calculated by gravimetry. Small aliquots of the latex samples were collected along the reaction, and the hydroquinone solution (2%) was added to the sample to inhibit further the polymerization. The masses of the samples were recorded before and after being dried.
The glass transition temperatures of the polymers were measured using a differential scanning calorimeter Shimadzu DSC-60 (Shimadzu Scientific Instruments, Columbia, MD, USA) at a heating rate of 10 °C·min−1 and two heating ramps (−50 °C to 200 °C) under helium atmosphere with a flow rate of 30 mL·min−1.
The thermal stability of the material was determined by thermogravimetric measurements on a Shimadzu Tg-60H thermogravimetric analyzer (Shimadzu Scientific Instruments) at heating rates of 10 °C·min−1 under a nitrogen atmosphere with a flow of 30 mL·min−1.
The mass-average molar mass and the molar mass distribution were determined through gel permeation chromatography (GPC) on a ViscotekGPCmax (Malvern Instruments Ltd., Worcestershire, UK) equipped with an integrated pump, autosampler, degasser, refractometer detector, three columns in series (KF-802.5, KF-804L and KF-805L), and an injection loop of 100 μL. Sample solutions of a concentration of 1.0 mg/mL were prepared with dry polymers and the measurements were carried out in THF as the mobile phase with a flow rate of 1 mL·min−1 at 40 °C. The calibration curve was built with standard polystyrene samples with an average molar mass in the range from 1.2 × 103 g·mol−1 to 4.5 × 106 g·mol−1 and molar-mass dispersity close to 1.0.
The fatty acids, their modification procedure, and NMR spectra of polymers were followed using the equipment of nuclear magnetic resonance (NMR) (Varian Mercury Plus M300 MHz, Varian Instruments, Santa Clara, CA, USA) equipped with a 54 mm probe operating at 300 MHz. Approximately 10 mg of the samples were dissolved in 1 mL of deuterated chloroform, and the spectra were acquired at 25 °C with tetramethylsilane (TMS) as the internal standard.
3. Results and Discussion
3.1. Modification of Soybean Oil
Soybean oil composition obtained through gas chromatography (GC) is shown in Table 2, indicating that soybean oil is composed of about 83% unsaturated fatty acids whose double bonds offer potential for the incorporation of the acrylic group in the molecule. These reactive groups allow the use of modified fatty acids as monomers in free-radical polymerization reactions.
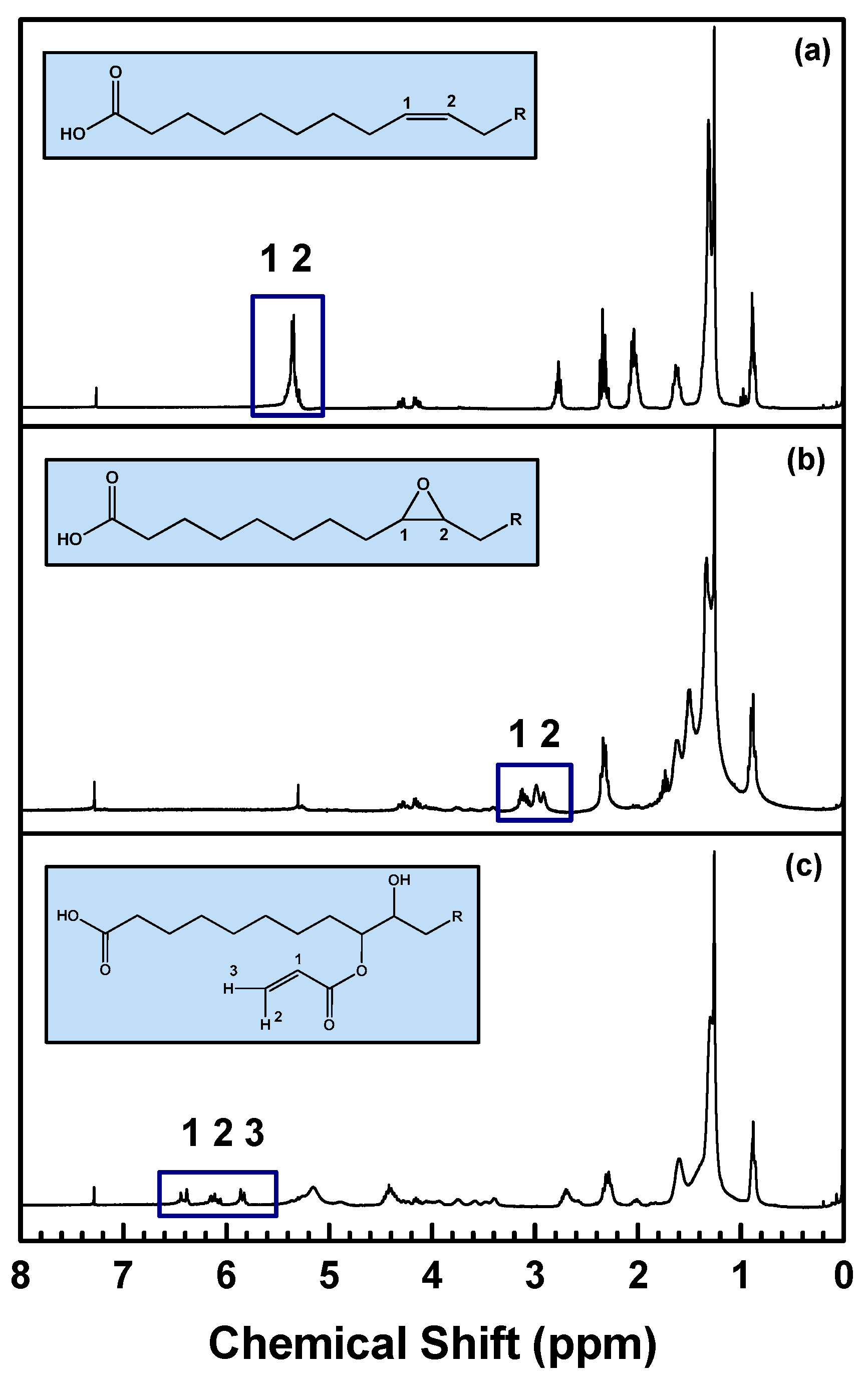
Figure 1 shows the 1H-NMR spectrum of the mixture of fatty acids of soybean oil and the products of each modification step: epoxidation and acrylation. In the fatty acid spectrum (Figure 1a), a signal δ = 5.3 ppm is observed, characteristic of hydrogens attached to unsaturated carbons (H1 and H2, corresponding mainly to linolenic, linoleic and oleic acids), confirming the presence of double bonds in the chemical structure of the fatty acids [27].
After the epoxidation step, a reduction in the intensity of these signals is observed with the appearance of two signals at δ = 3.1 ppm and δ = 2.9 ppm, characteristic of hydrogens bonded to the carbon of the epoxide ring (H1 and H2). However, the presence of a signal δ = 5.3 ppm indicates that the conversion of the epoxidation reaction was not complete, with a small fraction of non-epoxidized double bonds remaining. After the acrylation step, these signals disappeared and signals at δ = 6.4 ppm, δ = 6.1 ppm, and δ = 5.8 ppm (H1, H2, and H3) appeared, confirming the formation of acrylated fatty acids.
3.2. Emulsion Polymerization
The latexes were prepared with initiator (KPS) concentrations ranging from 0.29 g·L−1 to 2.20 g·L−1, to achieve high polymerization conversions using the smallest possible concentration of initiator. The first polymerization reactions were carried out with a lower KPS concentration, which was gradually increased to achieve proper conversion rates.
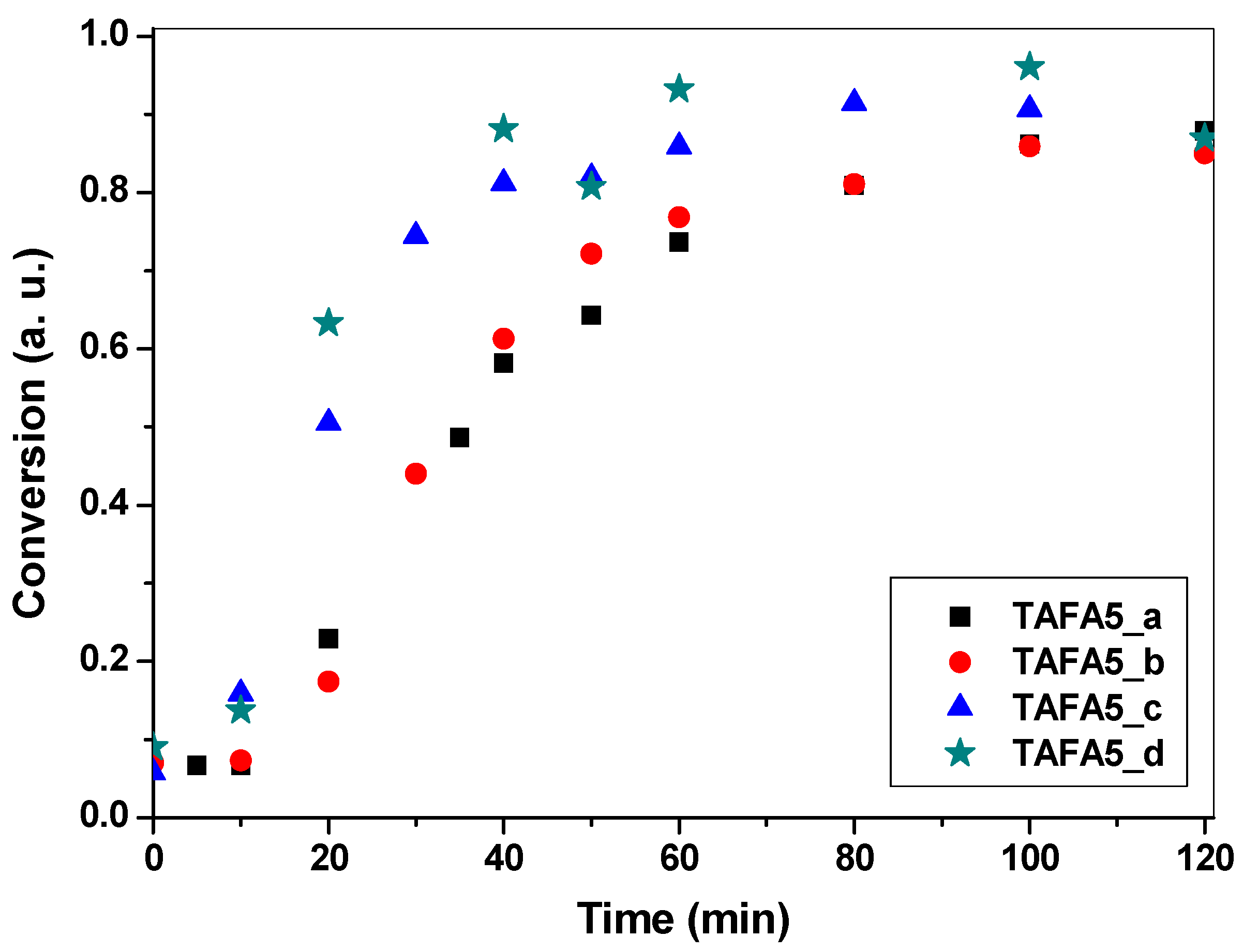
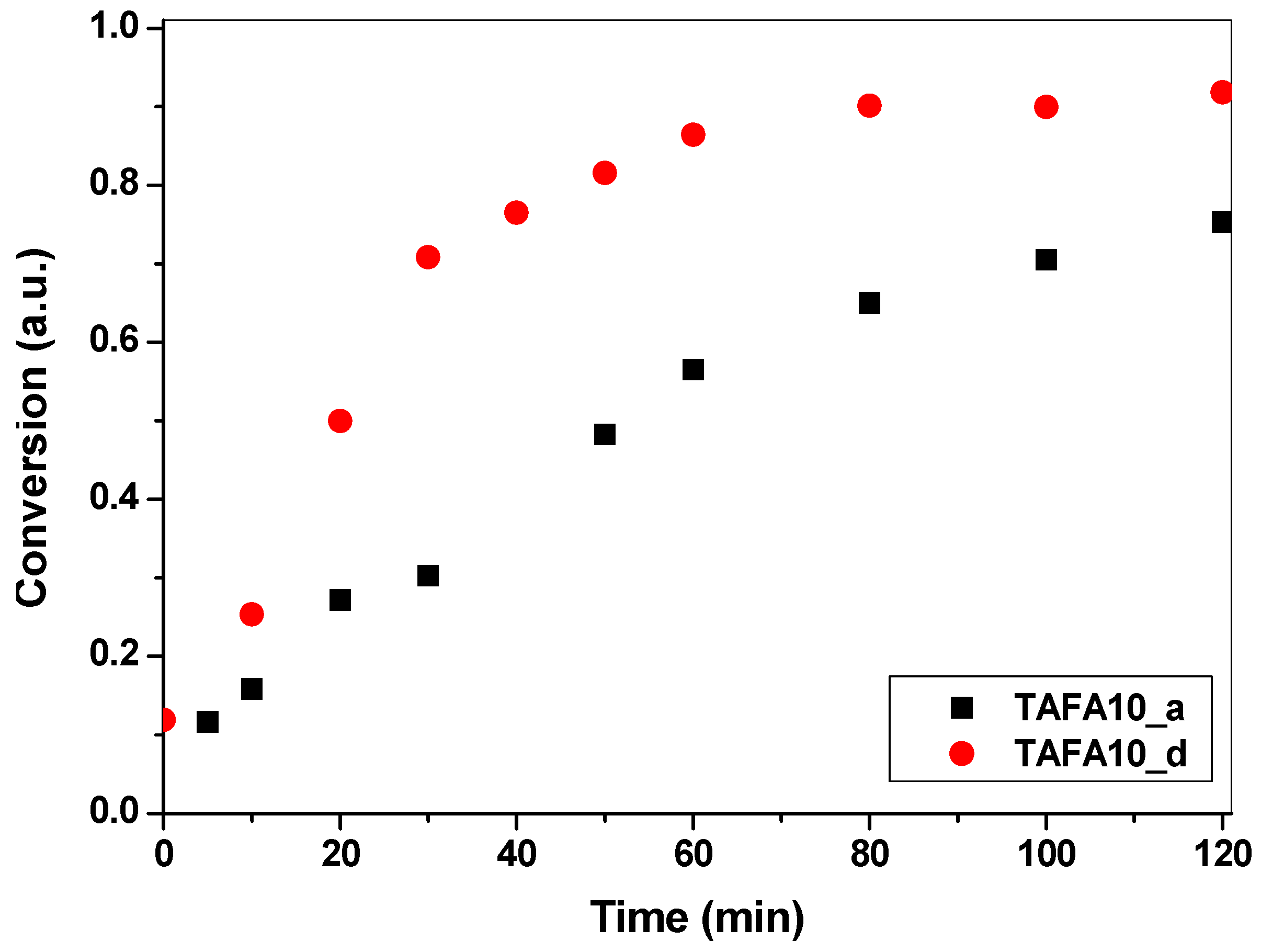
Figure 2 shows the terpolymer conversion profiles. The maximum conversion was obtained using 2.2 g·L−1 of KPS. However, the scattering of experimental data for the reaction conversion portrayed in Figure 2 suggests a decrease in the system stability with the appearance of polymer nanoparticle agglomerates, which hindered the withdrawal of aliquots around 40 min of reaction. Due to the instability of the reaction mixture observed with the terpolymer formed with 10% of acrylated fatty acids (AFA) in the feed, a new set of reactions was performed using 0.5 g·L−1 and 2.2 g·L−1 of KPS, whose conversion profiles are shown in Figure 3. Based on the latex features after withdrawal of the samples, the formation of latex agglomerates was not observed, which is indicative that the reaction mixture remained stable throughout the polymerization despite a maximum conversion not being reached. It was expected that high KPS concentrations would lead to auto acceleration of the reaction and could be closely associated with the experimental conversion profiles observed in the TAFA5_b and TAFA5_c essays where the KPS concentrations were 0.7 g·L−1 and 1.3 g·L−1, respectively.
When preparing an emulsion, an increase in the surface area between the monomer and water increases the interfacial tension. As a result, the phenomenon of coagulation can reduce its surface to reach a sufficient level of stabilization, which can result in the formation of macroscopic coagulum and agglomerates. In the work published by Schneider et al. [31], it is stated that the negative charge of the sulfate radical assists in the stabilization of small particles. Boutti and coworkers [32] observed the same effect when comparing the results of reactions conducted with APS (ammonium persulfate) and with an H2O2/ascorbic acid redox pair. The latexes obtained using APS exhibited a broad particle size distribution (PSD) opposed to those obtained when the redox pair was employed, which resulted in monodisperse polymer nanoparticles.
In this present work, KPS was used as the initiator. The decomposition behavior of KPS due to the temperature effect was quite similar to the one observed in the case of the APS. Thus, it is reasonable to deduce that free radicals from KPS thermally generated might stabilize small particles. On the other hand, an increase in the concentration of the initiator may contribute to an increase in the number of small polymer particles with high surface area. An increase in the amount of surfactant is required to stabilize the growing polymer particles, as the initiator radicals are consumed during the emulsion polymerization. However, the concentration of surfactant was not altered; therefore, the phenomenon of flocculation took place during the polymerization.
In addition, the polarity of the monomers also influences the stability of the emulsion. The use of polar monomers such as methacrylic acid reduces the surface tension between monomer and water interface favoring the stabilization of the emulsion and avoiding the formation of coagulum. Therefore, a reduction in stability was expected when the methacrylic acid was replaced by the AFA, as observed in the results presented here. However, for latexes containing AFA, it is noted that an increase in the concentration of AFA improved the stability of the emulsion and reduced the formation of coagulum. This effect can be explained by the presence of the carboxylic acid group in the chemical structure of the AFA and may favor self-stabilization due to the orientation of these groups in the polymer-water interface, reducing interfacial tension [33]. Thus, increasing the initiator concentration from 0.5 g·L−1 (TAFA10_a) to 2.2 g·L−1 (and TAFA10_d) did not exert the same influence on stability as AFA did but played an important role in reducing the incidence of nanoparticle clusters.
Table 3 shows the glass transition temperature (Tg) of acrylate polymers where the variation of Tg may be observed as the relationship of the chemical nature of the monomers used and its content of the polymeric material. The difference in Tg between the methyl methacrylate homopolymer and the copolymer P(MMA-co-MA) was at about 20 °C due to the presence of hydroxyl groups in the methacrylic acid structure; this characteristic allows an intramolecular interaction of the polymer chains by hydrogen bonding, decreasing the chain mobility and increasing the Tg. For the P(MMA-co-VPi) sample, a decrease of 10 °C with respect to the homopolymer of MMA was observed, which may be related to the presence of the tert-butyl group of vinyl pivalate; ultimately, this causes steric hindrance, reducing the interaction between the chains and decreasing the glass transition temperature of the material.
For the terpolymers containing methyl methacrylate, vinyl pivalate, and methacrylic acid, the increase in the Tg along with an increase in the methacrylic acid fraction was observed. When the methacrylic acid was replaced by the acrylated fatty acid mixture, a decrease in the glass transition temperature of the material with increasing fatty acid fraction was observed. In previous works, Jensen and collaborators observed that the incorporation of acrylated fatty acid into the polymer chain reduced the glass transition temperature of the copolymers [18,27].
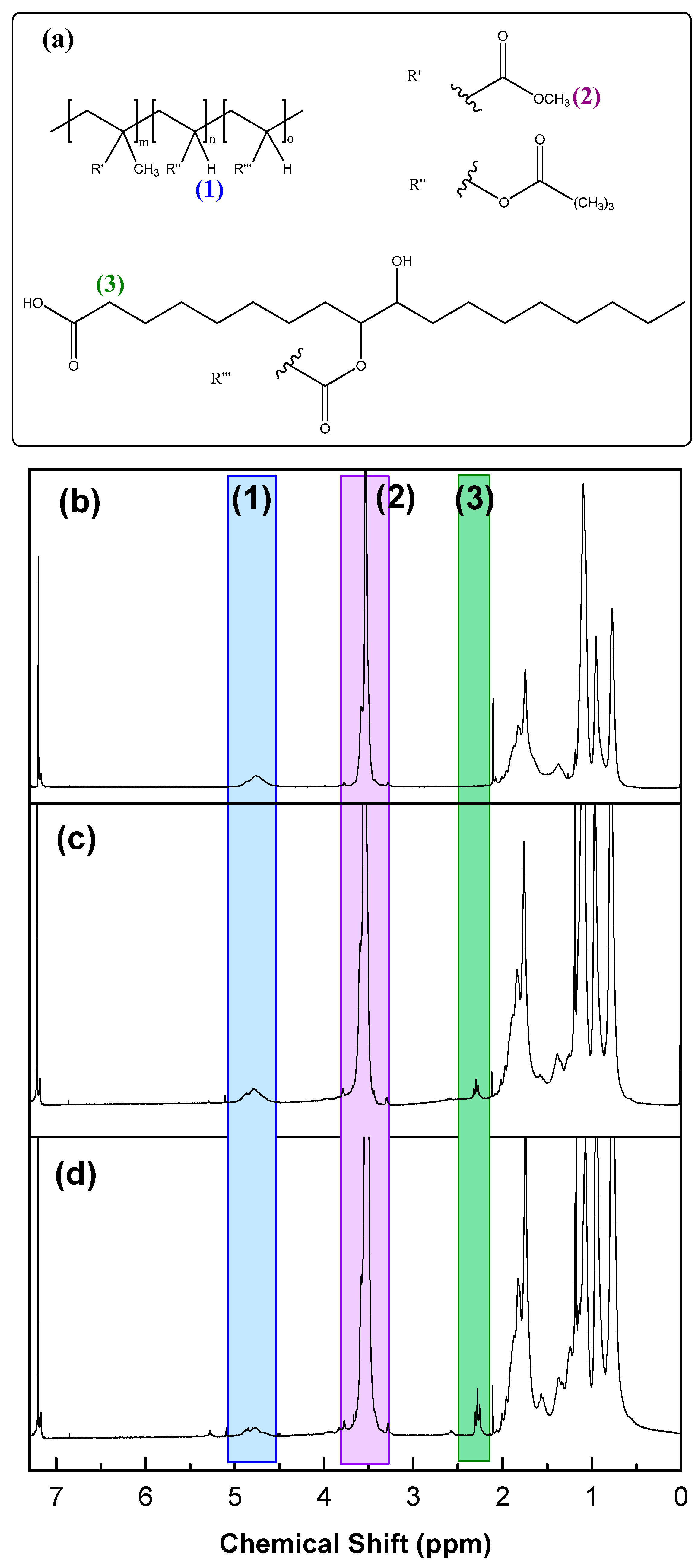
Figure 4 shows the 1H-NMR spectra of poly(methyl methacrylate-co-vinyl pivalate)—TAFA5_d and TAFA10_d polymer samples—evidencing the characteristic peaks of VPi (4.5–5.0 ppm), MMA (3.5 ppm), and AFA (2.3 ppm). The polymer compositions, displayed in Table 4, were determined based on Equation (1) using the relationship between the integral intensities:
where xAFA is the molar fraction of AFA in the terpolymer, I corresponds to the integral value of the peaks, and N is the number of protons related to the peaks.
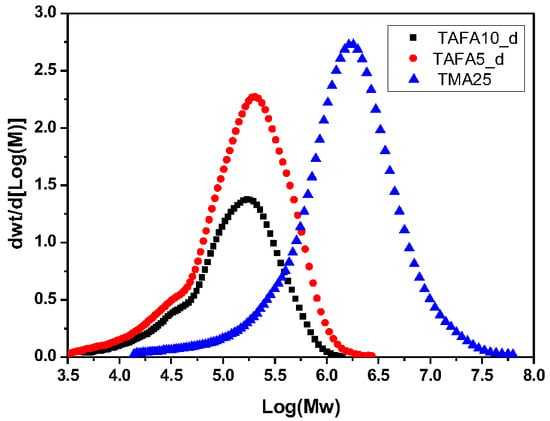
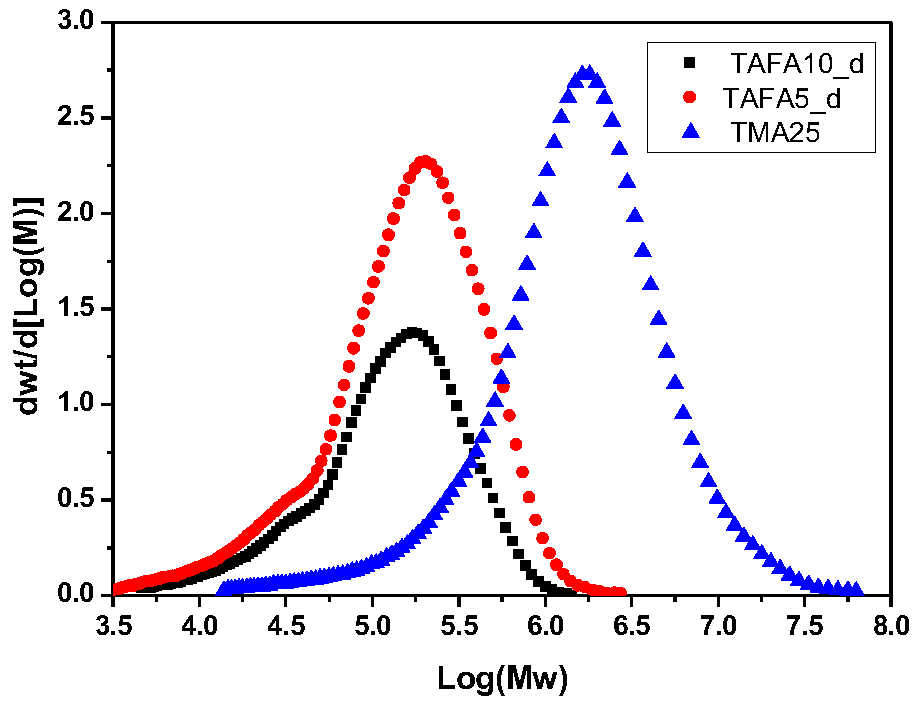
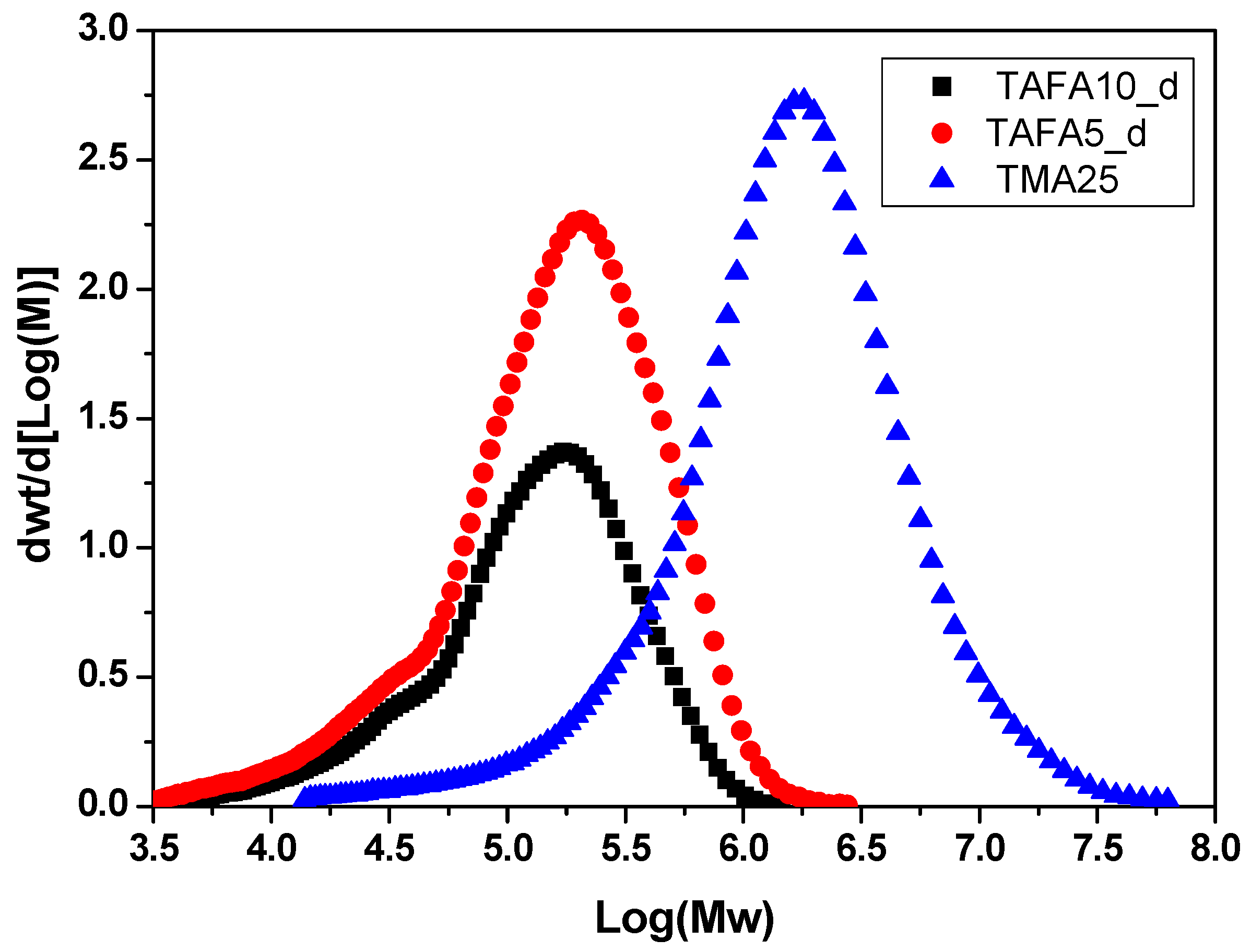
Figure 5 presents the molar mass distributions (MMDs) of the polymeric materials TAFA5_d, TAFA10_d, and TMA25. As portrayed above, a significant decrease in the mass-average molar masses of the polymer materials can be observed when the methacrylic acid was substituted with acrylated fatty acid. The mass-average molar mass (Mw), number-average molar mass (Mn), and molar-mass dispersity (ÐM) are shown in Table 5. It is possible to observe the influence of the molar masses of the material by the concentration of fatty acid, and a decrease in the molar mass is observed as the concentration of fatty acid in the reaction medium increased from 5 wt% to 10 wt%. As discussed by Costa et al. [28], when the free-radical polymerization was carried out in the presence of saturated fatty acids, an increase in the number of double bonds due to an increase in the fatty acid concentration led to a decrease in the reaction rate. As a consequence, the average molar masses of the polymers were reduced.
The plasticizing effect of the fatty acid should also be considered. For this reason, a secondary factor that affects the Tg of the polymeric material is the fraction of saturated fatty acids of the vegetable oil, approximately 16%. It is also expected that the unsaturated fraction of unmodified vegetable oil may act as plasticizers by reducing the interaction between the polymeric chains, enhancing the mobility of the polymeric chains, and lowering the Tg of the final terpolymeric materials.
The thermal stability of the polymers was evaluated by thermogravimetric analysis. This technique was used to monitor the loss of mass of the dried polymer as a function of temperature, allowing for the determination of the decomposition temperature of the polymer, as well as the presence of the residual monomer, the water, and the concentration of inorganic compounds in the sample.
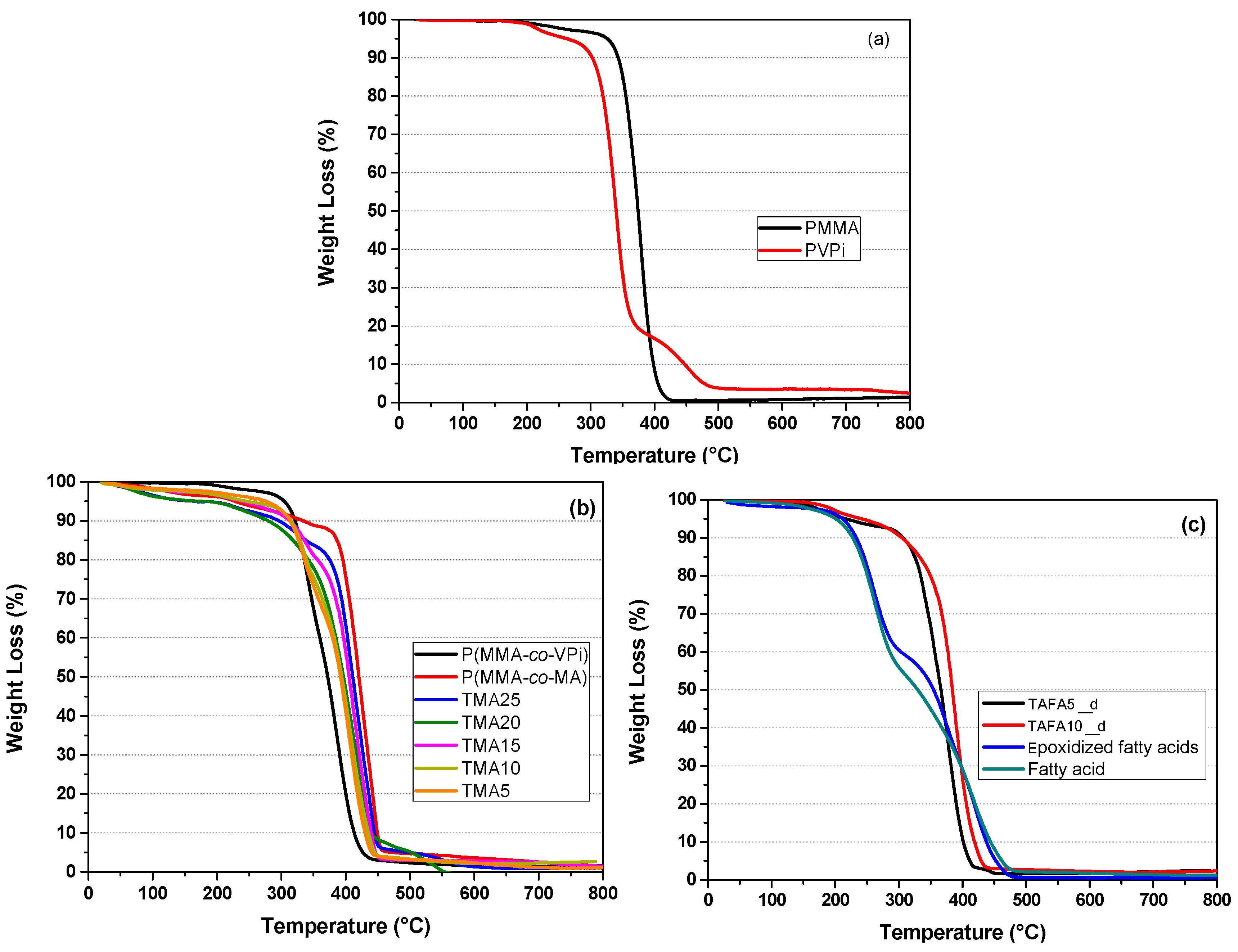
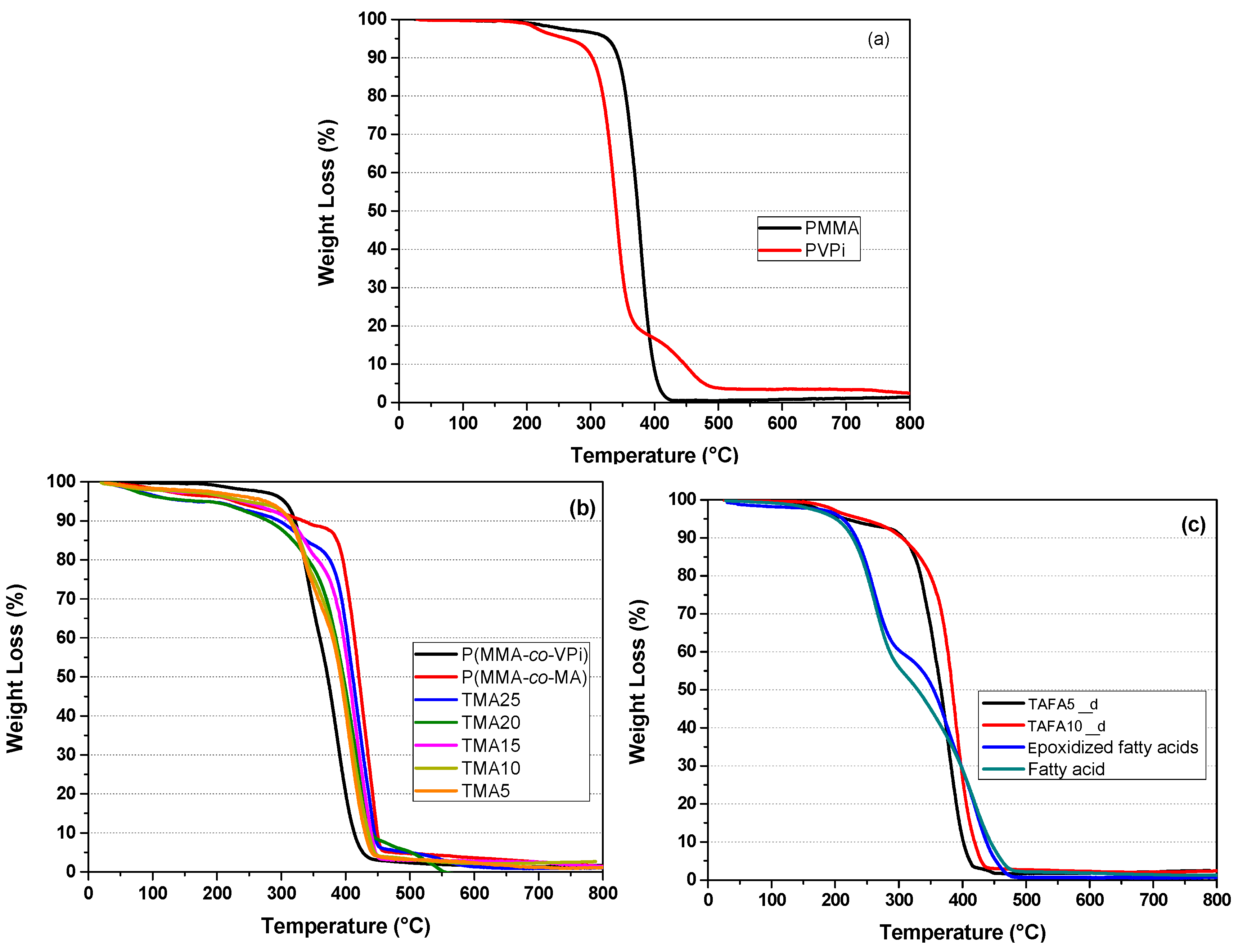
Figure 6 shows the mass loss of polymeric materials as a function of temperature. According to Figure 6a, the PMMA thermogram shows two mass losses; the first was in the range between 200 °C and 300 °C and refers to the degradation of the unsaturated terminal groups, which presents a lower thermal stability and represents 5 wt% of the total mass of the material. In the second stage of decomposition, the degradation of the saturated groups occurred within a range between 350 °C and 400 °C, representing 95 wt% of the mass losses of the material.
In Figure 6b, it is possible to observe an increase in the thermal stability of the terpolymer along with an increase in the methacrylic acid concentration, suggesting that a higher methacrylic acid fraction increases the thermal stability of terpolymer. Figure 6c shows the thermogravimetric curves of the terpolymers containing the modified fatty acids and the curves of the fatty acid and the epoxidized fatty acid. A mass loss of nearly 10 wt% occurred between 150 °C and 300 °C in the polymer curve, which can be attributed to the mass loss of the oil not incorporated into the terpolymer chains.
4. Conclusions
In this work, terpolymers from methyl methacrylate, vinyl pivalate, methacrylate acid, and acrylated fatty acids from commercial soybean oil were successfully synthesized through a batch emulsion polymerization process. The experimental results have shown that the incorporation of acrylated fatty acids into the polymeric chain can be properly used to modify the properties of commercial polymeric materials designed and prepared from vinyl monomers in high conversions, such as methyl methacrylate.
Regarding methacrylic acid, the thermal stability of terpolymers should be considered based on the degradation pattern evaluated by thermogravimetric analyses and is strongly dependent on both the chemical nature of the monomers and the polymer composition. In the case of the MMA/VPi/MA terpolymers, an increase in MA concentration (from 5 to 25%) resulted in an increase in the degradation temperature. The terpolymer with a concentration of 25% of MA showed a degradation temperature above 400 °C. However, for the MMA/VPi/acrylated fatty acid terpolymers, whose temperature behavior was like that observed for the MMA/VPi copolymer, the degradation temperature was around 300 °C.
The influence of monomer concentration on the glass transition temperature was also evaluated. For the MMA/VPi/MA terpolymers, an increase in the concentration of acrylic acid led to an increase in Tg values; however, the opposite effect was observed in the MMA/VPi/acrylated fatty acid terpolymers. In this case, the higher the acrylated fatty acid concentration, the lower was the Tg of the terpolymeric materials.
The incorporation of the modified fatty acids into the polymer chains decreased the molar masses, which slightly influenced the Tg of the material, representing a secondary effect. The 1H-NMR spectra suggest the incorporation of modified fatty acids in the polymeric chain through the unsaturated carbons of acrylic groups of the modified fatty acids. Based on the results, the average molar masses of the resulting polymers were significantly reduced as the concentration of the modified fatty acids was increased in the reaction medium, lowering the molar-mass dispersity.
Author Contributions
J.S.N. and F.M. conceived and designed the experiments; J.S.N. performed the experiments; J.S.N., L.F.V., and F.M. analyzed the data and wrote the paper.
Funding
This research received no external funding.
Acknowledgments
The authors thank Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq), Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES), Fundação de Apoio à Pesquisa do Distrito Federal (FAPDF), and Embrapa for the research support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Braun, D.; Cherdron, H.; Rehahn, M.; Ritte, H.; Voit, B. Polymer Synthesis: Theory and Practice, 5th ed.; Springer: Berlin/Heidelberg, Germany, 2005; p. 404. ISBN 978-3-642-28979-8. [Google Scholar]
- Ozturk, C.; Mutlu, H.; Meier, M.A.R.; Kusefoglu, S.H. 4-Vinylbenzenesulfonic acid adduct of epoxidized soybean oil: Synthesis, free radical and ADMET polymerizations. Eur. Polym. J. 2011, 47, 1467–1476. [Google Scholar] [CrossRef]
- Meier, M.A.R.; Metzger, J.O.; Schubert, U.S. Plant oil renewable resources as green alternatives in polymer science. Chem. Soc. Rev. 2007, 36, 1788–1802. [Google Scholar] [CrossRef] [PubMed]
- Gandini, A.; Lacerda, T.M. From monomers to polymers from renewable resources: Recent advances. Prog. Polym. Sci. 2015, 48, 1–39. [Google Scholar] [CrossRef]
- Khot, S.N.; Lascala, J.J.; Can, E.; Morye, S.S.; Williams, G.I.; Palmese, G.R.; Kusefoglu, S.H.; Wool, R.P. Development and application of triglyceride-based polymers and composites. J. Appl. Polym. Sci. 2001, 82, 703–723. [Google Scholar] [CrossRef]
- Zhu, Y.Q.; Romain, C.; Williams, C.K. Sustainable polymers from renewable resources. Nature 2016, 540, 354–362. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Espinosa, L.M.; Meier, M.A.R. Plant oils: The perfect renewable resource for polymer science?! Eur. Polym. J. 2011, 47, 837–852. [Google Scholar] [CrossRef]
- Li, F.; Hanson, M.V.; Larock, R.C. Soybean oil-divinylbenzene thermosetting polymers: Synthesis, structure, properties and their relationships. Polymer 2001, 42, 1567–1579. [Google Scholar] [CrossRef]
- Altuna, F.I.; Pettarin, V.; Williams, R.J.J. Self-healable polymer networks based on the cross-linking of epoxidised soybean oil by an aqueous citric acid solution. Green Chem. 2013, 15, 3360–3366. [Google Scholar] [CrossRef]
- Sacristan, M.; Ronda, J.C.; Galia, M.; Cadiz, V. Silicon-Containing Soybean-Oil-Based Copolymers. Synthesis and Properties. Biomacromolecules 2009, 10, 2678–2685. [Google Scholar] [CrossRef] [PubMed]
- Moreno, M.; Lligadas, G.; Ronda, J.C.; Galia, M.; Cadiz, V. Polyketoesters from oleic acid. Synthesis and functionalization. Green Chem. 2014, 16, 1847–1853. [Google Scholar] [CrossRef]
- Lligadas, G.; Ronda, J.C.; Galia, M.; Biermann, U.; Metzger, J.O. Synthesis and characterization of polyurethanes from epoxidized methyl oleate based polyether polyols as renewable resources. J. Polym. Sci. Part A Polym. Chem. 2006, 44, 634–645. [Google Scholar] [CrossRef]
- Ronda, J.C.; Lligadas, G.; Galia, M.; Cadiz, V. A renewable approach to thermosetting resins. React. Funct. Polym. 2013, 73, 381–395. [Google Scholar] [CrossRef]
- Galia, M.; Montero de Espinosa, L.; Carles Ronda, J.; Lligadas, G.; Cadiz, V. Vegetable oil-based thermosetting polymers. Eur. J. Lipid Sci. Technol. 2010, 112, 87–96. [Google Scholar] [CrossRef]
- Sinadinovic-Fiser, S.; Jankovic, M.; Petrovic, Z.S. Kinetics of in situ epoxidation of soybean oil in bulk catalyzed by ion exchange resin. J. Am. Oil Chem. Soc. 2001, 78, 725–731. [Google Scholar] [CrossRef]
- Findley, T.W.; Swern, D.; Scanlan, J.T. Epoxidation of unsaturated fatty materials with peracetic acid in glacial acetic acid solution. J. Am. Chem. Soc. 1945, 67, 412–414. [Google Scholar] [CrossRef]
- Leveneur, S.; Ledoux, A.; Estel, L.; Taouk, B.; Salmi, T. Epoxidation of vegetable oils under microwave irradiation. Chem. Eng. Res. Des. 2014, 92, 1495–1502. [Google Scholar] [CrossRef]
- Jensen, A.T.; Sayer, C.; Araujo, P.H.H.; Machado, F. Emulsion copolymerization of styrene and acrylated methyl oleate. Eur. J. Lipid Sci. Technol. 2014, 116, 37–43. [Google Scholar] [CrossRef]
- Ferreira, G.R.; Braquehais, J.R.; da Silva, W.N.; Machado, F. Synthesis of soybean oil-based polymer lattices via emulsion polymerization process. Ind. Crops Prod. 2015, 65, 14–20. [Google Scholar] [CrossRef]
- Sinadinovic-Fiser, S.; Jankovic, M.; Borota, O. Epoxidation of castor oil with peracetic acid formed in situ in the presence of an ion exchange resin. Chem. Eng. Process. 2012, 62, 106–113. [Google Scholar] [CrossRef]
- Jankovic, M.R.; Sinadinovic-Fiser, S.V.; Govedarica, O.M. Kinetics of the Epoxidation of Castor Oil with Peracetic Acid Formed in Situ in the Presence of an Ion-Exchange Resin. Ind. Eng. Chem. Res. 2014, 53, 9357–9364. [Google Scholar] [CrossRef]
- Park, S.J.; Jin, F.L.; Lee, J.R. Synthesis and thermal properties of epoxidized vegetable oil. Macromol. Rapid Commun. 2004, 25, 724–727. [Google Scholar] [CrossRef]
- Saithai, P.; Lecomte, J.; Dubreucq, E.; Tanrattanakul, V. Effects of different epoxidation methods of soybean oil on the characteristics of acrylated epoxidized soybean oil-co-poly(methyl methacrylate) copolymer. Express Polym. Lett. 2013, 7, 910–924. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.H.; Wang, D.H.; Sun, X.S. Copolymers from epoxidized soybean oil and lactic acid oligomers for pressure-sensitive adhesives. RSC Adv. 2015, 5, 27256–27265. [Google Scholar] [CrossRef]
- Gobin, M.; Loulergue, P.; Audic, J.L.; Lemiegre, L. Synthesis and characterisation of bio-based polyester materials from vegetable oil and short to long chain dicarboxylic acids. Ind. Crops Prod. 2015, 70, 213–220. [Google Scholar] [CrossRef] [Green Version]
- Mazzon, E.; Habas-Ulloa, A.; Habas, J.P. Lightweight rigid foams from highly reactive epoxy resins derived from vegetable oil for automotive applications. Eur. Polym. J. 2015, 68, 546–557. [Google Scholar] [CrossRef]
- Jensen, A.T.; de Oliveira, A.C.C.; Goncalves, S.B.; Gambetta, R.; Machado, F. Evaluation of the emulsion copolymerization of vinyl pivalate and methacrylated methyl oleate. J. Appl. Polym. Sci. 2016, 133, 44129. [Google Scholar] [CrossRef]
- Costa, C.; Wagner, M.; Musyanovych, A.; Landfester, K.; Sayer, C.; Araujo, P.H.H. Decrease of methyl methacrylate miniemulsion polymerization rate with incorporation of plant oils. Eur. J. Lipid Sci. Technol. 2016, 118, 93–103. [Google Scholar] [CrossRef]
- Erdemir, U.; Sancakli, H.S.; Yaman, B.C.; Ozel, S.; Yucel, T.; Yıldız, E. Clinical comparison of a flowable composite and fissure sealant: A 24-month split-mouth, randomized, and controlled study. J. Dent. 2014, 42, 149–157. [Google Scholar] [CrossRef] [PubMed]
- Finlayson, C.E.; Baumberg, J.J. Generating Bulk-Scale Ordered Optical Materials Using Shear-Assembly in Viscoelastic Media. Materials 2017, 10. [Google Scholar] [CrossRef] [PubMed]
- Schneider, A.; Graillat, C.; Guyot, A.; McKenna, T.F. High solids content emulsions. III. Synthesis of concentrated latices by classic emulsion polymerization. J. Appl. Polym. Sci. 2002, 84, 1916–1934. [Google Scholar] [CrossRef]
- Boutti, S.; Graillat, C.; McKenna, T.F. New routes to high solid content latexes: A process for in situ particle nucleation and growth. Macromol. Symp. 2004, 206, 383–398. [Google Scholar] [CrossRef]
- Vijayendran, B.R. Polymer polarity and surfactant adsorption. J. Appl. Polym. Sci. 1979, 23, 733–742. [Google Scholar] [CrossRef]
Figure 1.
1H-NMR spectrum of (a) fatty acids of soybean oil, (b) epoxidized fatty acids, and (c) acrylated fatty acids.
Figure 1.
1H-NMR spectrum of (a) fatty acids of soybean oil, (b) epoxidized fatty acids, and (c) acrylated fatty acids.

Figure 2.
Polymerization conversion profiles for the latexes synthesized with 35 g of methyl methacrylate (MMA), 2.5 g of acrylated fatty acids (AFA), and 12.5 g of vinyl pivalate (VPi), and potassium persulfate (KPS) concentrations equal to 0.5 g·L−1 (TAFA5_a), 0.70 g·L−1 (TAFA5_b), 1.3 g·L−1 (TAFA5_c) and 2.2 g·L−1 (TAFA5_d).
Figure 2.
Polymerization conversion profiles for the latexes synthesized with 35 g of methyl methacrylate (MMA), 2.5 g of acrylated fatty acids (AFA), and 12.5 g of vinyl pivalate (VPi), and potassium persulfate (KPS) concentrations equal to 0.5 g·L−1 (TAFA5_a), 0.70 g·L−1 (TAFA5_b), 1.3 g·L−1 (TAFA5_c) and 2.2 g·L−1 (TAFA5_d).

Figure 3.
Polymerization conversion profiles for the latexes synthesized with 35 g of MMA, 5 g of AFA, and 10 g of VPi and KPS concentrations of 0.5 g·L−1 (TAFA10_a) and 2.2 g·L−1 (TAFA10_d).
Figure 3.
Polymerization conversion profiles for the latexes synthesized with 35 g of MMA, 5 g of AFA, and 10 g of VPi and KPS concentrations of 0.5 g·L−1 (TAFA10_a) and 2.2 g·L−1 (TAFA10_d).

Figure 4.
(a) Structural representation of the MMA/VPi/AFA terpolymer; 1H-NMR spectrum of (b) poly(methyl methacrylate-co-vinyl pivalate), (c) MMA/VPi/AFA terpolymer with 5 wt% of acrylated fatty acids (TAFA5_d), and (d) MMA/VPi/AFA terpolymer with 10 wt% of acrylated fatty acids and fatty acid (TAFA10_d). The numbers (1), (2), and (3) in the figures correspond to the hydrogen of vinyl pivalate, methyl methacrylate, and acrylated fatty acid, respectively.
Figure 4.
(a) Structural representation of the MMA/VPi/AFA terpolymer; 1H-NMR spectrum of (b) poly(methyl methacrylate-co-vinyl pivalate), (c) MMA/VPi/AFA terpolymer with 5 wt% of acrylated fatty acids (TAFA5_d), and (d) MMA/VPi/AFA terpolymer with 10 wt% of acrylated fatty acids and fatty acid (TAFA10_d). The numbers (1), (2), and (3) in the figures correspond to the hydrogen of vinyl pivalate, methyl methacrylate, and acrylated fatty acid, respectively.

Figure 5.
Molar mass distribution of MMA/VPi/MA terpolymer (TMA25), MMA/VPi/AFA terpolymer with 5 wt% of acrylated fatty acids (TAFA5_d), and MMA/VPi/AFA terpolymer with 10 wt% of acrylated fatty acids (TAFA10_d).
Figure 5.
Molar mass distribution of MMA/VPi/MA terpolymer (TMA25), MMA/VPi/AFA terpolymer with 5 wt% of acrylated fatty acids (TAFA5_d), and MMA/VPi/AFA terpolymer with 10 wt% of acrylated fatty acids (TAFA10_d).
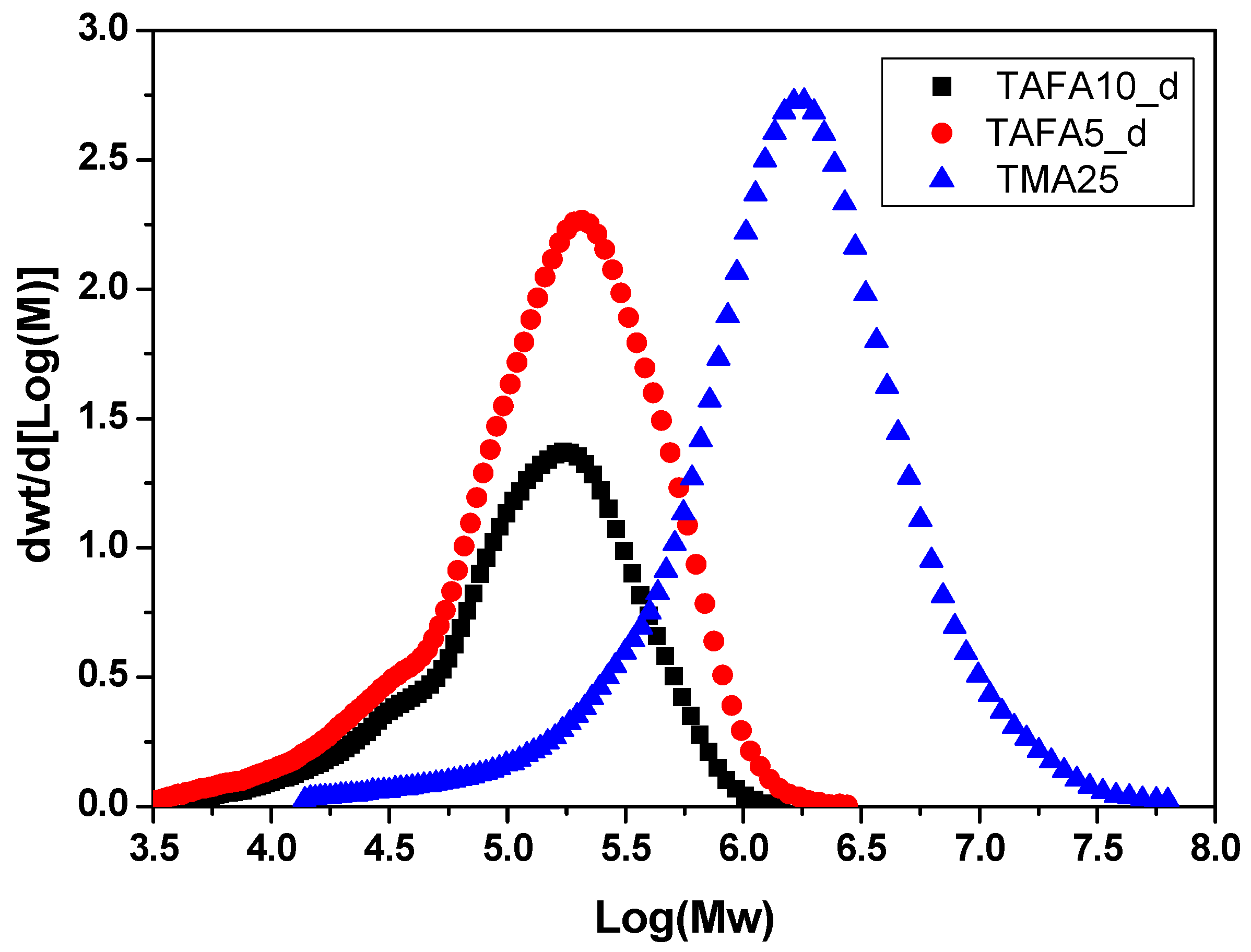
Figure 6.
Thermogravimetric analysis of the polymeric materials. (a) Methyl methacrylate (MMA) and vinyl pivalate (VPi) homopolymers, (b) MMA/VPi and MMA/MA copolymers and MMA/VPi/MA terpolymers, (c) MMA/VPi/AFA terpolymer with 5 wt% of acrylated fatty acids, MMA/VPi/AFA terpolymer with 10 wt% of acrylated fatty acids and fatty acid.
Figure 6.
Thermogravimetric analysis of the polymeric materials. (a) Methyl methacrylate (MMA) and vinyl pivalate (VPi) homopolymers, (b) MMA/VPi and MMA/MA copolymers and MMA/VPi/MA terpolymers, (c) MMA/VPi/AFA terpolymer with 5 wt% of acrylated fatty acids, MMA/VPi/AFA terpolymer with 10 wt% of acrylated fatty acids and fatty acid.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Sample names and the respective amounts of monomers and initiator used for polymerization.
| Sample | Name | Monomer (g) | KPS (g·L−1) | |||
|---|---|---|---|---|---|---|
| Methyl Methacrylate | Vinyl Pivalate | Acrylated Fatty Acid | Methacrylic Acid | |||
| 1 | TAFA5_a | 35 | 12.5 | 2.5 | - | 0.50 |
| 2 | TAFA5_b | 35 | 12.5 | 2.5 | - | 0.70 |
| 3 | TAFA5_c | 35 | 12.5 | 2.5 | - | 1.30 |
| 4 | TAFA5_d | 35 | 12.5 | 2.5 | - | 2.20 |
| 5 | TAFA10_a | 35 | 10.0 | 5.0 | - | 0.50 |
| 6 | TAFA10_d | 35 | 10.0 | 5.0 | - | 2.20 |
| 7 | TMA25 | 35 | 2.5 | - | 12.5 | 0.50 |
| 8 | TMA20 | 35 | 5.0 | - | 10.0 | 0.50 |
| 9 | TMA15 | 35 | 7.5 | - | 7.5 | 0.29 |
| 10 | TMA10 | 35 | 10.0 | - | 5.0 | 0.29 |
| 11 | TMA5 | 35 | 12.5 | - | 2.5 | 0.29 |
| 12 | P(MMA-co-MA) | 35 | - | - | 15.0 | 0.50 |
| 13 | P(MMA-co-VPi) | 35 | 15.0 | - | - | 0.50 |
| 14 | PMMA | 50 | - | - | - | 0.29 |
| 15 | PVPi | - | 50.0 | - | - | 0.29 |
Table 2.
Fatty acids profile determined by gas chromatography.
| Fatty Acids | Composition (%) | |
| 16:0 | Palmitoleic | 11.30 |
| 18:0 | Estearic | 3.70 |
| 20:0 | Arachidic | 0.70 |
| 22:0 | Benzoic | 0.43 |
| 24:0 | Lignoceric | 0.15 |
| Total of saturated | 16.28 | |
| 18:1 | Oleic | 21.80 |
| 18:2 | Linolenic | 54.56 |
| 18:3 | Linolenic | 6.15 |
| 20:1 | Eicosanoic | 0.20 |
| Total ofunsaturated | 82.71 | |
Table 3.
Glass transition temperature of the polymeric materials.
| Sample Name | Monomer Feed Fraction (wt%) | Tg (°C) | |||
|---|---|---|---|---|---|
| Methyl Methacrylate | Vinyl Pivalate | Acrylated Fatty Acid | Methacrylic Acid | ||
| PMMA | 100 | - | - | - | 120 |
| PVPi | - | 100 | - | - | 70 |
| P(MMA-co-MA) | 70 | - | - | 30 | 140 |
| P(MMA-co-VPi) | 70 | 30 | - | 110 | |
| TAFA5_d | 70 | 25 | 5 | - | 90 |
| TAFA10_d | 70 | 20 | 10 | - | 70 |
| TMA25 | 70 | 5 | - | 25 | 145 |
| TMA20 | 70 | 10 | - | 20 | 140 |
| TMA15 | 70 | 15 | - | 15 | 135 |
| TMA10 | 70 | 20 | - | 10 | 130 |
| TMA5 | 70 | 25 | - | 5 | 120 |
Table 4.
Polymer composition obtained by 1H-NMR.
| Sample | Mole Fraction (%) | ||
|---|---|---|---|
| MMA | VPi | AFA | |
| TAFA5_d | 86.2 | 12.1 | 1.7 |
| TAFA10_d | 90.5 | 6.3 | 3.2 |
| P(MMA-co-VPi) | 76.9 | 23.1 | ---- |
Table 5.
Average molar masses and molar-mass dispersity of the terpolymeric materials.
| Sample | Mn (kg∙mol−1) | Mw (kg∙mol−1) | ÐM |
|---|---|---|---|
| TAFA5_d | 62 | 225 | 3.6 |
| TAFA10_d | 61 | 181 | 2.9 |
| TMA25 | 47 | 2685 | 5.6 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Neves, J.S.; Valadares, L.F.; Machado, F. Tailoring Acrylated Soybean Oil-Containing Terpolymers through Emulsion Polymerization. Colloids Interfaces 2018, 2, 46. https://doi.org/10.3390/colloids2040046
AMA Style
Neves JS, Valadares LF, Machado F. Tailoring Acrylated Soybean Oil-Containing Terpolymers through Emulsion Polymerization. Colloids and Interfaces. 2018; 2(4):46. https://doi.org/10.3390/colloids2040046
Chicago/Turabian StyleNeves, Juliete Silva, Leonardo Fonseca Valadares, and Fabricio Machado. 2018. "Tailoring Acrylated Soybean Oil-Containing Terpolymers through Emulsion Polymerization" Colloids and Interfaces 2, no. 4: 46. https://doi.org/10.3390/colloids2040046