
A Review on the Fabrication and Mechanical Characterization of Fibrous Composites for Engineering Applications




1
Department of Mechanical Engineering, Malnad College of Engineering, Hassan 573202, India
2
State Key Laboratory of Mechanical System and Vibration, School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai 200240, China
*
Authors to whom correspondence should be addressed.
J. Compos. Sci. 2023, 7(6), 252; https://doi.org/10.3390/jcs7060252
Submission received: 25 May 2023
/
Revised: 6 June 2023
/
Accepted: 15 June 2023
/
Published: 18 June 2023
(This article belongs to the Special Issue Manufacturing of Fibrous Composites for Engineering Applications)
Abstract
:This review focuses on the fabrication and mechanical characterization of fibrous composites for engineering applications. Fibrous composites are materials composed of two or more distinct phases, with fibers embedded in a matrix. The properties of these materials depend on the properties of both the fibers and the matrix, as well as the way they are combined and fabricated. The various fabrication methods, along with the process parameters, used to manufacture synthetic and natural fibrous composites for engineering applications, including hand lay-up, compression molding, resin transfer molding, additive manufacturing, etc., are discussed. The mechanical characterization of fibrous composites, including their strength, stiffness, and toughness of both synthetic and natural fibrous composites are discussed. The advantages and disadvantages of fiber reinforcement are discussed, along with their influence on the resulting mechanical characteristics of the composites. It can be observed that the mechanical properties of fibrous composites can be tailored by controlling various factors, such as the fiber orientation, fiber volume fraction, and matrix type. Although fibrous composites offer significant advantages, several challenges hinder their widespread use in engineering applications. These challenges include high manufacturing costs, limited design guidelines, and difficulties in predicting their mechanical behavior under various loading conditions. Therefore, despite their unique properties, these challenges must be overcome for fibrous composites to realize their full potential as high-performance materials.
1. Introduction
Fibrous composites are a highly valued group of materials due to their exceptional mechanical characteristics, lightness, and versatility in various engineering applications. These materials possess anisotropic qualities, meaning that their properties vary based on the direction of loading. Fibrous composites are fabricated by combining two or more materials, which include matrix and reinforcing fibers, which possess varying mechanical properties. The matrix material serves to connect the fibers and transfer loads between them, while the fibers offer strength and stiffness to the composite. Various materials, such as glass, carbon, aramid, and natural fibers, can be used as reinforcements in composite fabrication [1,2,3,4,5]. Fibrous composites offer a significant advantage in terms of their high strength-to-weight ratio, making them highly desirable for applications where weight reduction is very crucial. The aerospace industry, for instance, has extensively utilized carbon fiber reinforced polymer (CFRP) composites for their exceptional strength and stiffness properties [6,7]. According to Khan et al. [8] using CFRP composites in aircraft wings resulted in a 15% decrease in weight and a 30% improvement in fuel efficiency in comparison to conventional metallic materials. Besides the aerospace sector, the automotive industry has also made extensive use of fibrous composites to reduce weight and enhance fuel efficiency. The lightweight and high-strength properties of fibrous composites make them appealing for use in sporting goods applications. The use of CFRP composites in bicycle frames resulted in a 30% weight reduction and a 20% increase in stiffness compared to traditional aluminum frames [9]. Kim et al. [10] examined the application of glass fiber reinforced polymer (GFRP) composites for automotive door inner panels and concluded that these composites resulted in a 36% reduction in weight relative to traditional steel panels, without any compromise in mechanical properties. Stepanova and Korzhikova-Vlakh [11] investigated the use of cellulose nanofibers to reinforce polylactic acid (PLA) composites and found that the resulting composites exhibited improved tensile strength and modulus. Researchers are currently exploring new methods for enhancing the properties of fibrous composites.
Despite their benefits, the cost of fibrous composites remains high, limiting their use in some applications. Furthermore, these materials can be damaged by impact or other forms of loading, which can decrease their reliability and durability over time. Fibrous composites can be fabricated by employing different techniques, such as hand lay-up (HL), filament winding (FW), pultrusion, resin transfer molding (RTM), and additive manufacturing (AM), each having their own benefits and drawbacks. The choice of technique depends on the desired properties of the composite material. Various investigations have been performed on the fabrication of fibrous composites to enhance their mechanical properties and reduce the cost of production. Some studies have explored the usage of flax and jute fibers as a cost-effective and sustainable alternative to synthetic fibers [12,13], while others have looked at improving the bonding between the matrix and fibers to enhance the mechanical performance of the composite material [14].
The mechanical characterization of fibrous composites is critical for evaluating their performance and potential use in engineering applications. Mechanical characterization involves the measurement and analysis of the properties, such as strength, stiffness, toughness, and fatigue resistance [15,16]. Understanding this behavior is necessary to access and optimize the performances of fibrous composites under different loading conditions. Various techniques are used to evaluate the mechanical performance of fibrous composites, including tensile, compressive, shear, and bending tests. These tests are usually performed under varying loads to determine the mechanical characteristics of composites in different directions. Additionally, non-destructive assessment techniques, for example ultrasonic testing, X-ray tomography, and thermography, have also been developed to assess the defects and internal structure of composites. Extensive research has been carried out to address the challenges for improving the performance of fibrous composites and their applications. While several detailed reviews are available on CFRP composites, GFRP composites, or natural fiber-reinforced polymer (NFRP) composites, no single review covers all types of fibrous composites and their detailed fabrication processes. Therefore, this paper presents a comprehensive review of the manufacturing techniques of fibrous composites, including a mechanical characterization and factors influencing mechanical properties.
2. Fabrication Methods of Fibrous Composites
The fabrication of fiber-reinforced polymer composites (FRPCs) is a complex phenomenon and includes several techniques. FRPC fabrication techniques can be broadly classified into conventional, automated, and additive manufacturing techniques. The fabrication technique employed primarily depends on the size and application of the composites. Among the available techniques, conventional technologies, such as hand lay-up, injection molding, compression molding, resin transfer molding, and filament winding, are widely used to fabricate the FRPC [1]. This section offers a brief description of the commonly used techniques in fabricating fibrous composites made of synthetic and natural fibers for engineering applications.
Hand lay-up is the commonly employed technique in fabricating FRPCs. It involves laying the fiber reinforcements on the mold followed by pouring a thermosetting resin to wet the reinforcements. The resin is spread uniformly on the laid reinforcements using a brush or a roller followed by laying the next layer and repeating the process until the desired thickness is obtained. Normally, a silicone demolding agent is applied to the mold surface before laying reinforcements to facilitate easy removal of the composites after curing [17]. Figure 1a illustrates the HL technique employed for composite fabrication.
The compression molding (CM) technique is employed for sheet molding compounds (SMCs) and bulk molding compounds (BMCs). SMCs and BMCs are semi-cured sheets of thermoset resin reinforced with short fibers or impregnated fibers, inert fillers, catalysts, pigments and stabilizers, release agents, and thickeners. BMCs are stored at a lower temperature to avoid hardening before subjecting them to compression molding [18]. Molding compounds are put in a hot mold and cured by pressing (Figure 1b). The pressure and temperature applied during the process depend on the material type and desired thickness [1].
Figure 1.
Schematic representation of the (a) HL and (b) CM process used for composite fabrication [1,19].

Injection molding (IM) is the commonly used method for fabricating polymer composites. The injection molding machine consists of a single screw extruder that melts the granular raw material and forces it into the mold cavity. A schematic representation of the IM technique employed for composite fabrication is represented in Figure 2. IM is a two-stage process. In the first step, the thermoplastic material is mixed with reinforcements in the form of particulates and chopped fibers (synthetic or natural) by compounding to obtain the pellets. In the second step, the pellets are injected into the mold cavity to obtain the components. A water jacket is provided around the mold to maintain the required temperature during the process. IM is a cyclic process, and very little scrap is generated during the process. The size and shape of the component and kind of raw material influence the IM cycle time [20].
Vacuum-assisted resin transfer molding (VARTM) is depicted in Figure 3. This process utilizes a vacuum bag and half mold to fabricate the composites. Reinforcements in the form of woven fabric or mats are placed on the bottom mold, which in turn is put inside the vacuum bag. The thermosetting resin is then drawn through the reinforcements placed in the vacuum bag to impregnate the fabrics, followed by curing using heating elements placed around the molds. Microwave heating sheets or thermal ovens can also be used to cure the fabricated composites. The process can be performed at higher pressures for fabricating higher-volume fraction composites that exhibit superior mechanical characteristics [22,23,24].
RTM is a low-temperature and low-pressure process/technique employed for the fabrication of thermoset composites (Figure 4a). It is performed using two rigid closed molds and without the assistance of a vacuum. One of the molds is fixed, and the other can be moved using a hydraulic unit after laying the reinforcements. The curing agent and resin are then injected into the mold cavity under high pressure. Molds are surrounded by heating elements, which helps to cure the fabricated composites. RTM performed using higher pressure reduces the cycle time in the fabrication of intricate shape components [26,27].
FM involves meandering the impregnated fibers or tapes on a rotating mandrel along a prescribed path, such as helical, hoop, or polar (Figure 4b). Thermosetting resins are generally used to impregnate the fibers before winding. Fibers can be used in both wet and dry (pre-impregnated form) conditions. Wet winding involves unwinding the fibers from the roving and passing them through a resin mixture to impregnate them before they are wound on a mandrel with a certain orientation. Whereas the dry process makes use of fibers that have already been impregnated i.e., in semi-cured conditions, eliminating the onsite resin bath. Composites after winding are cured using an oven or autoclave or by using infrared radiation and removed from the mandrel. Higher fiber loading can be achieved using this process, which results in components with superior mechanical properties. This process can be easily automated and is suitable to produce only axisymmetric (cylindrical) components. Additionally, the processing behavior in filament winding is highly reliant on the properties of the resin [28,29].
An autoclave molding process is a kind of open molding process, where molded parts are kept inside a plastic bag and cured utilizing vacuum, heat, and high-pressure inert gases inside an autoclave (a combination of an oven and pressure chamber). The autoclave molding process is shown in Figure 5. In the first step, prepregs of the desired component are firmly placed on the mold coated with a mold-releasing agent. Cores and inserts can also be used during the process. Later, the whole assembly is covered by a plastic vacuum bag before curing in an autoclave followed by vacuuming out the air resulting in denser and desired void-free components. High pressure is maintained throughout the curing process; however, the vacuum is maintained only during the early stages of the process. A high-temperature thermosetting resin, such as epoxy resin, can be processed using this process. The high cost and limited part size due to the use of autoclave machines and prolonged curing cycles are the limitations of the autoclave process [30,31,32,33].
Pultrusion is the oldest technique to produce fiber-reinforced composites of a constant cross-section, employing closed heated dies. The pultrusion process is illustrated in Figure 6. The shape of the components produced relies on the die design used in the process. It is the simple, efficient, flexible, and most cost-effective technique for fabricating continuous-fiber structural composites with a constant cross-section. A creel for feeding the fiber, a resin reservoir, forming dies, a machined die with a temperature control feature, a puller, and a blade for cutting the product from the continuous system make up a pultrusion machine.
Fiber forms (tape, woven, and/or mat) can be impregnated using both thermosetting and thermoplastic resins. Impregnated fibers are passed through preforming guides to remove excess resin and entrapped air, followed by passing through the heated die for curing. A sawing system is used to cut the cured composites according to the requirement. Resin-bath pultrusion and resin-injection pultrusion are the commonly used pultrusion techniques. High-fiber loading, as compared to the HL, process can be achieved in this process resulting in products with higher stiffness and strength [34,35,36].
AM belongs to the group of advanced manufacturing techniques where the components are fabricated in a layer-by-layer approach directly from computer-aided drawing without the use of tools or dies [37]. Various AM techniques can be used to fabricate the composite materials without using any molds and by selectively depositing the fibers [38]. Various AM techniques are illustrated in Figure 7 and Figure 8.
A selective laser sintering (SLS) process is used to fabricate composites made of thermoplastic powder and short fibers using a low-power laser. Composites with complex geometries can be easily fabricated using the SLS process without using support structures [40]. The stereolithography (SLA) AM process utilizes a photosensitive resin along with a laser to fabricate the components. The photosensitive resin is mixed with particles, short fibers, continuous fibers, and woven fabric during fabrication. The volume fraction of the reinforcements is limited to 20 vol.% since a higher volume fraction of reinforcements may lead to non-uniform dispersion and inferior mechanical properties. Components after printing are cured using a UV light oven [41]. Fused deposition modeling (FDM) is an extrusion-type of AM method where the filament made of thermoplastic material is melted (up to softening temperature), extruded, and deposited using a heated nozzle (Figure 8). Multi-material deposition can also be achieved using this process utilizing multiple nozzles [41].
Figure 8.
Schematic representation of (a) FDM and (b) SLS AM processes used for composite fabrication [42].
Figure 8.
Schematic representation of (a) FDM and (b) SLS AM processes used for composite fabrication [42].
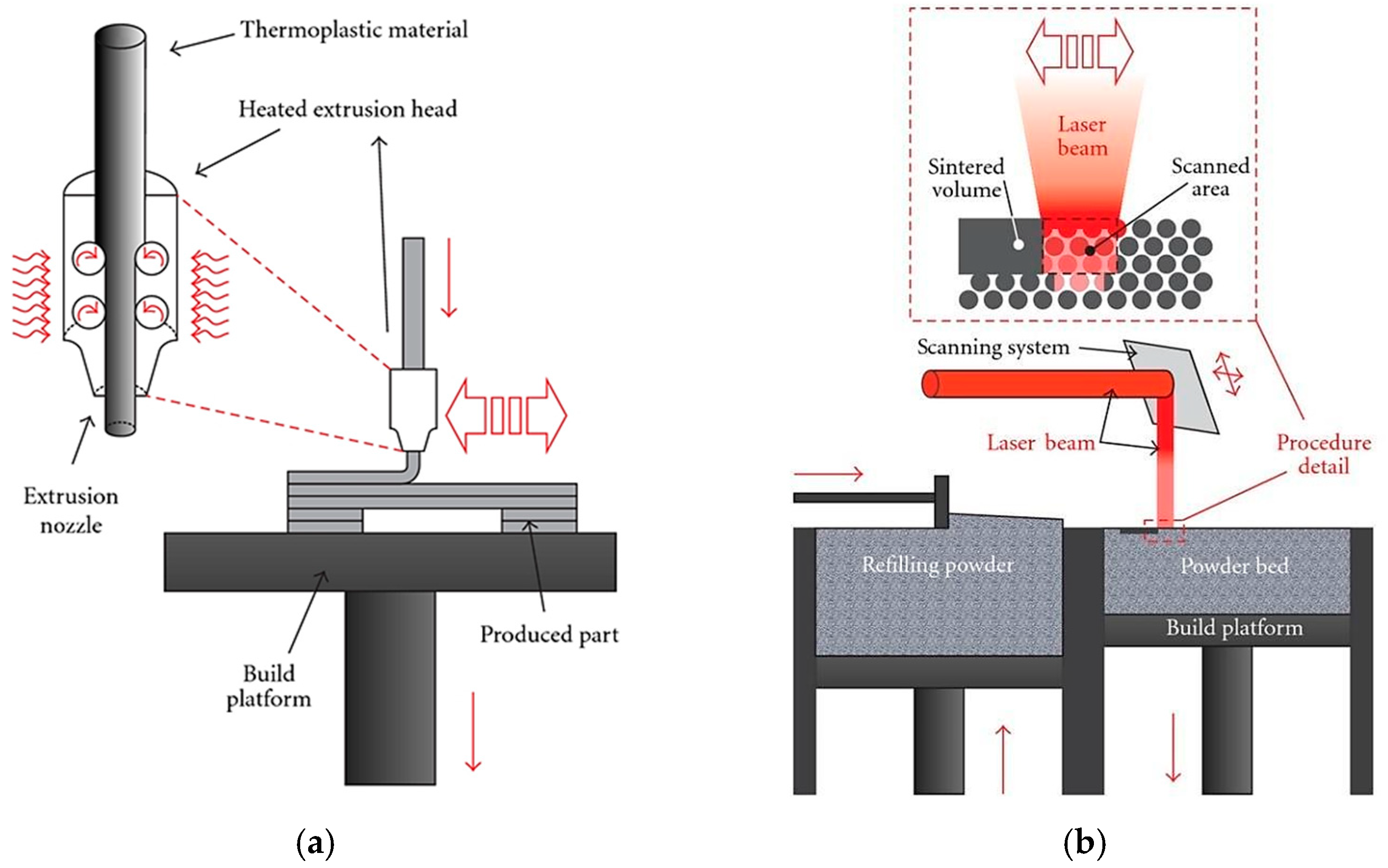
Continuous fiber fabrication and liquid deposition modeling (LDM) are the two common types of FDM processes. The process utilizes pre-impregnated continuous fibers with a thermoplastic matrix to fabricate the composites [43]. A matrix in liquid form is reinforced with discontinuous reinforcements and whiskers to fabricate the composites in the LDM type of the FDM process [41]. Other less commonly used AM processes to fabricate composites are three-dimensional printing and laminated object manufacturing [1]. Techniques adopted for the fabrication of composites reinforced by various artificial and natural fibers for engineering applications are discussed in detail in the following sections.
3. Fabrication of Commonly Used Structural Composites
3.1. Aramid Fiber and Its Hybrid Composites
Aramid fibers (AFs) are slowly replacing glass fibers (GFs) to manufacture composites for engineering applications in the last decade because of their distinctive properties, such as low density, abundant availability, good thermal stability, high toughness, chemical solvent resistance, nonconductive property, impact and abrasion resistance, etc. These fibers exhibit excellent mechanical characteristics compared to steel and GFs on a weight-for-weight ratio. AFs are susceptible to ultraviolet radiation, absorb moisture, and exhibit low compression characteristics. AFs are extensively utilized in the production of insulated composites for military purposes, aircraft components, fire-resistant clothing, and armored vests [44].
AFs in the plain-woven fabric, along with natural kenaf fibers, were used to fabricate hybrid epoxy laminates using the HL technique. External pressure using dead weights (about 10 kg) was used to cure the composite at ambient conditions. The maximum fiber content of AFs in the study was limited to 53.64%. Fabricated composites were evaluated for their ballistic impact performance. Superior ballistic performance was observed in the composites with a lower volume fraction of kenaf fibers. Fabricated hybrid composites can be used for ballistic resistance applications, such as vehicle spall-liners [17]. Hybrid epoxy composites combined with aramid and semi-carbon fibers were also fabricated using the HL technique. Five different types of laminates were fabricated varying the aramid layer from zero to four. Aramid (Kevlar 49) and semi-carbon fibers were used in a twill form. Samples were cured overnight in ambient conditions. The reinforcement volume fraction was limited to 40%. Fabricated composites were evaluated for thermal and mechanical characteristics. Results indicate that with the increasing semi-carbon fiber content in the hybrid composite decreases the tensile strength and elastic and flexural modulus but decreases the rate of burning [45]. Aramid and natural (palm) fibers were successfully reinforced in an epoxy matrix to fabricate hybrid composites employing the HL technique. Reinforcement content was varied from 0 to 15 wt.% and was used in equal ratios (i.e., aramid:palm). Fabricated laminates were evaluated for various mechanical characteristics, namely tensile, flexural, impact, hardness, and water absorption tests. The flexural modulus of the fabricated composite decreases at the highest fiber content of 20 wt.% due to ineffective load transfer from one to another end of the composite. The water absorption rate was found to be highest for the composite reinforced with uncoated natural fibers due to voids [46]. Bio-degradable composites were successfully manufactured using bagasse/epoxy resin and AFs via an HL technique utilizing steel molds. Bagasse fibers were dried in sunlight, followed by chopping in a ball mill and washing using water to remove the pulps. Bagasse fibers were used in 40, 50, and 60 by wt.% of an epoxy matrix, while the aramid fiber weight percent was restricted to 5 wt.%. Laminates were dried at ambient temperature for 24 h and evaluated for dynamic mechanical properties, such as tensile, flexural, and impact strength. Superior mechanical properties were obtained in the composites reinforced with treated fibers [47].
The CM technique was employed to produce hybrid vinyl ester (VE) composites reinforced with coir fiber, coconut shell powder, and AFs (Kevlar 29). Coir fiber and coconut shell powder were used in as-received and surface (alkali and silane)-treated conditions. The AF content varied from 5 to 15 w.t%. The maximum fiber loading, including all types of reinforcement, was limited to 35 wt.%. Laminates were prepared by pressing the calculated wt.% of reinforcements into the mat using two chromium-coated mild steel molds, followed by resin pouring and rolling to remove entrapped air. Later, the mold was closed to cure the laminates using ambient temperature for a day under 1 MPa pressure. Prepared composites were studied for hardness, tensile, and flexural characteristics. Alkali and silane treated fiber-reinforced composites exhibited enhanced mechanical characteristics. The formation of silanol bonds and hydrogen bonds on fiber surfaces due to silane treatment enhances the adhesion between the filler–matrix, resulting in superior properties. Composites reinforced with treated fibers may be used in automobiles for structural applications [48]. Ultra-high-molecular-weight polyethylene (UHMWPE) is combined with the polymeric filler polytetrafluoroethylene (PTFE) and AFs using the CM technique. UHMWPE in powder form is mixed with reinforcements in the presence of ethanol to obtain a homogeneous mixture followed by heating in an oven at 79 °C to get rid of the ethanol. The molding temperature, pressure range, and time were set to 150 °C, 100–300 bar, and 5 min, respectively. Out of 5 min, heating was performed for 3 min followed by 2 min of cooling. The AF weight content was varied between 2 and 5 wt.%. Tribological tests were conducted to analyze the wear performance of fabricated composites. Composites manufactured at a higher molding pressure exhibited superior wear characteristics due to enhanced consolidation in the microstructures. Among the analyzed composites, the aramid fiber-reinforced composite demonstrated superior wear resistance [49]. Hygro-thermal degradation and mechanical studies were performed on E-glass woven roving and AF-reinforced hybrid epoxy composites fabricated via the CM technique. The AF content was varied from 9 to 13 wt.% [50]. Polyetherimide hybrid composites were manufactured utilizing woven CFs, GFs, and AFs (Kelvar 29) via a CM technique and evaluated for mechanical properties. Polyetherimide in a granular form was immersed in dichloromethane to fabricate different laminates with varying reinforcement contents. Composites were compression-molded at 400 °C and 8 MPa followed by cooling for 4–5 h maintaining the same pressure [51].
Short AFs were reinforced with polypropylene (PP) and thermoplastic elastomer ethylene-propylene-diene using the IM technique and evaluated for mechanical characteristics. AFs (Twaron 1488) used in the study had a diameter and length of 12 µm and 6 mm, respectively. The addition of AFs increases the impact strength of the PP matrix composites; however, a declining trend was observed for the ethylene-propylene-diene matrix composite. AFs display greater affinity towards a PP matrix, resulting in increased impact performance [52]. A polyamide (PA) matrix was reinforced with flakes and long-fiber granules obtained from aramid pulp to produce prepregs for the IM technique. First, compounding was performed employing a twin-screw extruder to produce the prepregs. The AF weight was varied from 5 to 20 wt.%. After compounding IM was performed to fabricate the composites. Initial materials during both stages were dried for 4 h at 80 °C using an oven. Fabricated samples were evaluated for tensile, flexural impact, and tribological characteristics. The authors successfully demonstrated a unique way of fabricating aramid fiber-reinforced PA prepregs for the IM technique. Fabricated composites showed decent tribological properties, which make them suitable for manufacturing components, such as gear wheels, deflection pulleys, etc., subjected to tribological loads [53]. Alumina nanoparticle-filled epoxy matrix and AF (Kevlar 49)-reinforced composite laminates were fabricated using RTM. Nanoparticles by 40 wt.% were dispersed in epoxy resin using a SpeedMixerTM at 2500 rpm. Laminates were fabricated using 14 layers of Afs, which was equivalent to 41% by volume of epoxy resin. RTM was performed using 3 bar injection pressure at 50 °C. Composites were first cured in the mold at 80 °C for 120 min, followed by secondary curing at 150 °C for 180 min in a forced convection oven for demolding. Fabricated composites were subjected to a particle burnout technique to measure the nanoparticle distribution. Nanoparticle distribution was found to be non-homogenous within the laminate, and a higher particle concentration was observed next to the entry of the epoxy matrix. Increasing the resin flow tie increases the concentration of nanoparticles in the fabricated laminate [54]. VARTM was employed to fabricate epoxy composites reinforced with carbon nanotubes (CNTs)/AFs (Kevlar-29). The diameters of AFs and CNT were 12 µm and 13 nm, respectively. First, purified CNTs were used to prepare polyethylene oxide nanocomposite films. Next, epoxy was heated to dissolve the nanocomposite film and disperse CNTs into the epoxy resin. Later, AF preforms were soaked in CNT-dispersed epoxy to fabricate the composites. Fabricated composites were evaluated for flexural characteristics. The authors successfully demonstrated a new fabrication technique to produce CNT/AF-reinforced epoxy composites. Incorporating CNTs enhances the flexural performance of hybrid composites [55].
Hybrid UHMWPE composites were fabricated by reinforcing AFs (Kevlar 29) in fabric form for vehicular ballistic protection using the autoclave molding technique. AFs were initially dried using an oven for 4 h at 105 °C before autoclaving to eliminate moisture. Ethylene vinyl acetate adhesive films were placed in between AFs and molded using the autoclave technique. The process was performed by varying the pressure from 6 to 24 bar and temperature from 80 to 110 °C for 55 min. Composites were subjected to a consolidation process at 24 bar and 110 °C. Later, the autoclave temperature was reduced to 30 °C along with the pressure. Fabricated composites were evaluated for dynamic-mechanical properties and ballistic performance. Good adhesion was obtained between the AFs and matrix resin. The highest mechanical and ballistic performances were exhibited by the composite reinforced with 25 vol.% of AFs. Fabricated composites can be used for fabricating vehicle armors [56]. Graphene oxide-reinforced AF/epoxy composites were successfully fabricated using autoclave forming technology. The graphene oxide content was varied from 0.1 to 0.4 wt.%. After dispersing graphene oxide in the epoxy matrix, the mixture is vacuumed at 45 °C for 30 min before composite fabrication. A high-pressure spray gun was used to soak the aramid fiber before molding. Autoclave molding was performed at 150 °C and 0.4 MPa for 2 h. Fabricated composites were evaluated for their mechanical properties. The addition of graphene oxide significantly enhances tensile characteristics of AF-reinforced composites by inhibiting the stress concentrations introduced by the spaces between the fiber and matrix due to poor adhesion [57].
The FDM additive manufacturing technique was utilized to fabricate AF-reinforced nylon composites. A nylon filament reinforced with 2 wt.% short AFs was fabricated using a twin-screw extruder. The layer thickness, extruder temperature, infill part density, and raster angle varied in the range of 0.2–0.4 mm, 280–300 °C, 70–90%, and 0–90 degrees, respectively. A layer thickness of 0.4 mm, extruder temperature of 300 °C, infill part density of 90%, and raster angle of 90 degrees were identified as the optimum parameters for printing. Fabricated composites were assessed for tensile, flexural, compression, and impact performance. The layer thickness and raster angle significantly influence the mechanical performance of the printed samples. A uniform distribution of AFs throughout the nylon matrix was confirmed using scanning electron micrography [58]. A Multi Jet Fusion (MJF) AM technique was used to print high-strength AF/PA12 composites. Composites were printed using AF/PA12 composite powder and used in the as-received condition. PA12 powder was combined with short AFs utilizing a mechanical mixer. The AF content varies from 0 to 14 wt.%, and the mean fiber length was at the limit of 0.5–1.2 mm. The energy input, build platform temperature, layer thickness, and recoating speed were considered as process parameters for printing. Samples were printed using a layer thickness and build platform temperature of 20 μm and 220 °C, respectively. After printing, samples were naturally cooled to ambient temperature followed by cleaning using bead blasting [59].
3.2. Carbon Fiber and Its Hybrid Composites
CFRP composites find their applications in many engineering sectors, such as automobile, aviation, marine industries and civil engineering, wind-turbines, sports equipment, and robotics due to their unique properties, such as excellent specific mechanical properties, lightweight property, high damping ability, good dimensional stability, and resistance to the corrosive environment [60,61]. A carbon fiber can be reinforced with a variety of matrices, such as polymer, metal, ceramic, or carbon [62]. CFRP can be produced using various manufacturing techniques, such as vacuum bagging, CM, FW, HL, or AM techniques [63,64]. Even though CFRP finds many engineering applications, the fabrication costs are exceptionally high and the machining of CFRPs using conventional cutting tools is not economical [65,66].
The HL method was employed to fabricate CFRP using bisphenol-A epoxy matrix and CNTs. CFs were used in the fabric form and procured from Toray Industries Inc., Tokyo, Japan. Fibers were first treated with acetone to remove impurities, followed by treatment with nitric acid to enhance the wettability during processing. CFs were carefully cleaned in deionized water before being vacuum-dried for 12 h at 80 °C. Composites were produced via the HL method, followed by pressing at 150 °C and 7.4 MPa for 150 min. The CF content was limited to 60 wt.%. Fabricated composites were evaluated for their electrical and mechanical properties [67]. Multi-wall CNTs (MWCNTs) and CF-reinforced epoxy (bisphenol-A) nanocomposites were successfully fabricated using the FW technique. The MWCNT content was varied from 0 to 1 wt.% of the matrix weight. First, MWCNTs were dispersed in an epoxy matrix using a sonication process, followed by ball milling for 2 h at 250 rpm. The mixture was later used to fabricate unidirectional CF-reinforced composites using the FW technique. CF loading was limited to 60 wt.% of the epoxy resin. Composites were first dried at 120 °C for 120 min, followed by post-curing at 180 °C for 180 min. Fabricated composites were tested to evaluate their fracture toughness and mechanical properties. The crosslink density of the epoxy matrix was significantly enhanced by the presence of amino-functionalized-MWCNTs. This crosslinking between the filler and matrix enhances the interfacial strength of the composite along with the fracture toughness [68].
CM was employed to fabricate phenolic nanocomposites reinforced with CFs and MWCNTs. MWCNTs were first dispersed in phenolic resin by them stirring for 60 min at 500 rpm. CF and MWCNT loading was restricted to 50 wt.% and 2 wt.%. BMC paste was first subjected to CM at 1 bar pressure and 100 °C for 30 min. Later BMC paste was subjected to the second stage of CM at 10 bar pressure and 170 °C for 5 h. Composites were post-cured for 120 min at 200 °C. Fabricated composites were tested for thermal and mechanical properties. The flexural and thermal performance of the fabricated composite material was found to increase up to 1 wt.% of MWCNTs and decrease at 2 wt.% of MWCNTs. Micrography results revealed that failure of the pure composite was due to brittle fracture; however, ductile fracture was observed in MWCNT-reinforced composites. CNTs were uniformly dispersed in the phenolic resin without agglomeration [69]. Epoxy (Bisphenol-A) composite was successfully fabricated using CFs in a fabric form and MWCNTs using a CM technique. MWCNTs were ultrasonically dispersed in the epoxy resin before applying them on carbon fabric. The diameter and length of MWCNTs used in the study were in the range of 10–20 nm and 10–30 µm, respectively. The highest MWCNTs and carbon fiber loading were limited to 0.75 and 64 wt.%, respectively. MWCNTs were dispersed in acetone and mixed with epoxy, followed by sonication at 50°C for 60 min. Later, hardener was added and mixed thoroughly using a magnetic stirrer. Six layers of carbon fabric were stacked in a different orientation to fabricate laminate of a 1.5 mm layer thickness using the CM technique. Fabricated composites were cured using an autoclave under a vacuum and tested for various mechanical and thermal properties. The micro-crack bridging effect exhibited by nanotubes leads to the enhanced tensile and flexural performance of the composites. Uniform dispersion of MWCNTs was observed at a lower weight fraction; however, agglomeration was witnessed at a higher MWCNT content [70].
RTM was employed to successfully fabricate thick CFRP/epoxy composites. Composites were fabricated using 39 layers of CFs in different orientations. CF loading was limited to 55 wt.% of the matrix resin. The epoxy resin was injected into the molds at an injection speed of 2 l/m and 20 bar. Fabricated composites were tested for evaluating porosity and mechanical characteristics. The authors tried to propose optimum RTM process parameters to fabricate a 20 mm-thick CFRP plate. Performing compaction by means of compressed air enhances the aesthetic aspect and porosity of fabricated composites. Tested composites exhibited comparable mechanical characteristics to those fabricated via autoclave molding [71]. Hybrid epoxy composites reinforced with CFs and GFs were fabricated by employing the vacuum bagging technique. Composites were evaluated for various mechanical properties, such as hardness, tensile strength, and modulus. Bi-directional GFs and CFs in the woven mat form of 200 GSM were used for composite fabrication. The fiber weight percentage was varied from 15 to 60 wt.%. First, the laminates were prepared using the HL technique at ambient temperature, followed by vacuum bagging at 0.1 bar to remove the trapped air. Composites were post-cured in three stages, namely at 50 °C for 30 min, at 65 °C for 45 min, and at 75 °C for 60 min. Enhanced mechanical performance was obtained at a higher wt.% of fiber reinforcements. CF-reinforced composites exhibit enhanced ductile characteristics compared to the composites reinforced with GFs [72].
Hybrid PP composites mixed with short carbon fibers (SCFs) and short glass fibers (SGFs) were successfully fabricated by employing extrusion compounding and IM techniques. Fiber loading in hybrid composite fabrication was restricted to 25 wt.%. A twin-screw extruder was employed to manufacture PP composites using GFs and CFs in the roving form. The extrudates were cooled and pelletized, followed by IM, using a twin-screw injection molding machine at 230 °C [73]. PP composites reinforced with short CFs were fabricated using an extrusion and IM process. CF loading was limited to 40 wt.%. The CF diameter and mean length were in the ranges of 7–9 μm and 150 μm, respectively. Six different types of composites were manufactured by varying the reinforcing CF content. Initially, mechanical mixing is performed to mix the constituents, followed by melt-mixing using a twin-screw extruder at 210 °C, followed by pelletization. The pellets were injection-molded at 230 °C to fabricate the composites. The composites were subjected to mechanical testing to determine the tensile strength and modulus. CFs were randomly oriented with respect to the injection direction. More fiber breakage and agglomeration were noticed at higher SCF loading. The composite exhibits inferior ductility characteristics due to the presence of hollow spaces at fiber ends and lower interfacial strength among the constituents [74].
SCF-reinforced polycarbonate composite material was successfully printed employing the fused filament fabrication (FFF) technique. Initially, filaments of 2.85 mm were fabricated using a single screw extruder at 270 °C and a 25 mm/s speed. Constituent materials were dried in a furnace for 120 min at 90 °C to eliminate the water content before extruding them. The SCF content was varied from 3 to 10 wt.%. Samples were printed in a ULTIMAKER3 printer by maintaining a bed temperature of 107 °C, extrusion temperature of 270 °C, infill density of 100%, and layer thickness of 0.2 mm, with varying printing speeds in the range of 25–75 mm/s. Printed samples were subjected to mechanical testing to determine tensile, flexural, compression, and micro-hardness properties [75]. Continuous fiber-reinforced nylon composites were printed employing an FDM-based Markforged Mark One 3D printer. Carbon, glass, and Kevlar fibers were used as reinforcements for printing hybrid composites. A nylon filament of 1.75 mm was stored in a closed box to avoid moisture absorption before printing. The diameter of carbon, Kevlar, and glass fibers was 8 µm, 12 µm, and 10 µm, respectively. Samples were printed in two stages. In the first stage, nylon was printed on a built platform kept at ambient temperature. In the second stage, fibers were oriented as per the desired direction and printed on a nylon layer. Printed composites of glass and Kevlar consisted of 32 layers, while carbon fiber-reinforced composites consisted of 26 layers. Samples were printed using fibers in concentric and isotropic patterns. Both the matrix and reinforcements were extruded at 263 °C using distinct print heads. The printed composites were analyzed for both tension and flexure performances [76]. An SLS additive manufacturing technique was successfully employed to print CFRP composites using PA12 in powder form. CF loading was varied from 30 to 50 wt.%, and the surface of the fibers was modified using an oxidation modification technique to enhance adhesion with the matrix material. The composite powder was prepared using a suitable technique, and the samples were printed using a continuous wave CO2 laser. The following process parameters were employed during printing: laser beam speed—500 mm/s; laser power—22 W; layer thickness of powder—0.1 mm. Manufactured composites were examined for evaluating their mechanical and thermal characteristics [77]. An SLS additive manufacturing technique was employed to print recycled PA12 composites reinforced with milled CFs up to 30 wt.%. Constituent materials were first dried using an oven for 24 h at 60 °C, followed by manual mixing using a plastic bag. The mixture was then compounded utilizing a twin-screw extruder maintaining a constant temperature setting and screw speed. Extruded material was pelletized and dried again for a day at 60 °C. Filaments were fabricated using a single screw extruder, followed by printing using Ultimaker 2. Samples were printed at a printing speed of 60 mm/s, build platform temperature of 240 °C, and layer thickness of 0.2 mm, with 100% fill density. Printed samples were evaluated for mechanical and thermal characteristics [78].
3.3. Glass Fiber and Its Hybrid Composites
Glass fibers are widely used in the fabrication of structural composite materials because of their high strength, stiffness, and durability. GFs can be used in a variety of forms, such as short fibers, continuous fibers, fabric, or mat forms to fabricate the composites. GFs can be reinforced with many polymers, such as epoxy, phenolic, polyester, vinyl ester, etc. [62]. GF-reinforced composites have several advantages over traditional materials, such as metal and wood. They are lightweight and corrosion-resistant and have high strength-to-weight ratios. They are also highly customizable, as the properties of the composite can be tailored to meet specific application requirements. These materials are used in many applications, namely aerospace, automotive, marine, and construction industries. They are commonly used to make parts, such as body panels, structural components, and insulation [79,80,81].
GFRP composites were fabricated using both HL and VARTM followed by a comparative analysis of mechanical and thermo-mechanical performance for wind turbine blade applications. Bi-directional E-glass woven fibers were utilized as reinforcements with an epoxy matrix. Specimens with 10 layers of GFs were fabricated using HL followed by curing under a 25 kg weight for 24 h. Similarly, specimens of 10 layers were also fabricated using VARTM at room temperature for a comparative analysis [82]. GFRP hybrid composites were fabricated using an HL and vacuum infusion (VI) technique for marine vessel applications. The outer layer of hybrid composites was fabricated using the HL technique and the interior layers using the VI technique at a different orientation. Epoxy vinyl ester and plain vinyl ester were used as matrix material for VI and HL techniques, respectively. Fabricated samples were evaluated for tensile, compression, and in-plane shear characteristics [83].
Short glass fibers and calcium carbonate-reinforced polyester composites were fabricated from BMC using a CM technique. Calcium carbonate at 55 wt.% was used to first fabricate BMC. Fibers of two different lengths were used, and the mean length of chopped glass fibers was 0.4 mm and 6.4 mm. Composites were fabricated by employing the following process parameters: mold temperature of 149 °C; mold pressure of 5.5–6.9 MPa; cure time of 2 min. Fabricated samples were evaluated for impact characteristics using the Charpy test for aerospace applications [84]. Hybrid epoxy composites of glass and jute fibers in woven form were successfully fabricated using the CM technique. The E-glass and jute reinforcement thicknesses were 0.7 and 1 mm, respectively. After CM, first, a curing pressure of 15 kg/cm2 was applied for 10–15 min to enhance wettability, followed by post-curing at room temperature for 24 h. Hybrid composites were evaluated for mechanical characteristics in terms of flexural and impact strength followed by numerical analysis to evaluate the predictive flexural response [85].
Glass fiber-reinforced polyester pipes were manufactured using the FW technique and evaluated for tensile characteristics. The inner layer of the composite was fabricated using a glass fiber mat of 450 GSM using polyester resin on a cylindrical mandrel. After curing the first layer, polyester resin-impregnated continuous E-glass woven fabrics were wounded to fabricate the structural layer over the inner layer. The highest fiber and matrix weight fraction was limited to 79.5% and 34.4%, respectively [86]. Hybrid polyester composites reinforced with woven jute/glass fabric were fabricated using the HL technique. The weights of woven glass and jute fabrics were 360 and 320 GSM, respectively. Laminates were first cured using moderate pressure for 60 min, followed by secondary curing without any pressure for 48 h at room temperature. Six types of laminates were fabricated using 10 layers of reinforcements, and the highest fiber loading was limited to 42 wt.%. Fabricated composites were tested for tensile, flexural, and interlaminar shear characteristics [87].
Vacuum Assisted Resin Injection (VARI) was employed to fabricate an unsaturated polyester composite reinforced with E-glass fabrics. Laminates were manufactured using three layers of glass fabrics, followed by 40 h of curing under ambient conditions. Fabricate composites were examined to evaluate the influence of water immersion on mechanical performance [88]. Glass fiber-reinforced unsaturated polyester resin composites were manufactured using the RTM process. Before the RTM process, the fibers were treated with a coupling agent for 10 min and dried under ambient conditions for 48 h, followed by oven drying under a vacuum for 24 h. Laminates were fabricated using 12 layers and mold was wrapped with a rubber dam to avoid resin leakage. Fibers were impregnated at 40 °C under 46 kPa pressure using nitrogen gas. Later, the laminates were cured by increasing the mold temperature to 85 °C for 60 min. Fabricated composites were tested for void contents and flexural characteristics [89].
An SLA process was employed to print short and continuous fibers composites reinforced with photo-curable epoxy resin. Samples were printed utilizing a Nobel 1.0 SLA 3D printer manufactured by XYZ Printing, Inc. using a laser wavelength of 405 nm. Reinforcements in the form of glass powder, a chopped glass strand mat, and fiberglass fabric were coated with silane before printing for enhancing the interfacial bonding. Glass powder-reinforced composites were fabricated by varying the reinforcement content up to 55 wt.% with a layer thickness of 0.1 mm. Specimens were cured for 10 min using an exposure unit. Good quality specimens were obtained up to 50 wt.% of glass powders. Intricate shapes of good quality were produced using glass powders up to 10 wt.%. A chopped strand mat was used to fabricate short glass fiber-reinforced composites employing the same printing parameters. The reinforcement content was maintained at 1 wt.% of the epoxy resin. Continuous glass fiber specimens were fabricated with a layer thickness of 0.1 mm by submerging the fiberglass fabric in a vat containing a photocurable resin. Specimens were successfully fabricated with a few minute voids of less than 1 mm in size using glass powder and continuous fibers. However, the fabrication of short fiberglass composites was not successful due to non-consistent reinforcement dispersion and the existence of large holes [90].
Three-phase GF-reinforced composites were fabricated using the SLS additive manufacturing technique, followed by infiltration using epoxy, for insulating purposes. GF was surface-treated using silane (KH-550) before reinforcing it with a phenol formaldehyde resin. Phenol formaldehyde was dissolved in ethanol and mixed with GF to prepare powder for the SLS process using the ball milling process. Ball milling was performed at 300 rpm for 60 min and constituents were dried for 24 h at 50 °C, followed by crushing and sieving, to obtain the suitable powder material. GF loading was varied from 60 to 80 by vol.% of the matrix resin. Samples were printed using a continuous-wave CO2 laser in an HK S320 SLS system. Samples were printed with the following optimum conditions: build plate temperature of 65 °C; laser power of 14 W; scanning speed of 3500 mm/s; layer thickness of 0.1 mm. Finally, the fabricated samples were infiltrated with epoxy to fill the pores, followed by curing in an oven. Fabricated composites were evaluated for mechanical and electrical properties [91]. An FDM additive manufacturing technique was employed to fabricate an SGF-reinforced acrylonitrile butadiene styrene polymer composite. SGF loading was limited to 30 wt.%. ABS pellets were first dried in an oven for 120 min at 120 °C to eliminate moisture. After drying, the ABS pellets were mixed with the required quantity of SGFs and compounded using a twin-screw extruder at 50 rpm and 225 °C. Compounded pellets were used to fabricate filaments of 1.75 mm with a twin-screw extruder using a temperature range of 200–230 °C. Samples were printed adopting the following printer settings: infill density of 100%; layer thickness of 0.1 mm; build plate temperature of 80 °C, and extruder temperature of 240 °C. Fabricated samples were tested for mechanical performance evaluations [92].
3.4. Natural Fiber and its Hybrid Composites
A natural fiber-reinforced polymer composite is a material in which a polymer matrix is reinforced with natural fibers. Natural fibers, such as jute, hemp, flax, sisal, and kenaf, are commonly used for reinforcing the polymer matrix [93]. Natural fibers enhance mechanical properties, such as strength, stiffness, and toughness. Natural fibers have been extensively used in polymer composites in recent years because they are renewable, low-cost, lightweight, and environmentally friendly [94]. Various techniques can be adopted to fabricate these types of composites. NFRP composites have many advantages over traditional composites made with synthetic fibers. They have a lower environmental impact, are biodegradable, and have good mechanical properties. Additionally, the use of natural fibers can reduce the weight of the composite, making it lighter and more fuel-efficient in certain applications. Natural fibers were generally surface-treated to enhance the adhesion with the matrix material before composite fabrication. The resulting composite material can be used for many purposes, such as automotive parts, construction materials, furniture, and packaging. Overall, natural fiber-reinforced polymer composites are a promising material that can offer a sustainable solution for various industries [95,96].
Hybrid epoxy composites reinforced with unidirectional sisal/banana fibers were fabricated using an HL Process. Reinforcements were surface-treated with a sodium hydroxide solution before composite fabrication. The reinforcement content was restricted to 30 wt.% of the epoxy resin. After fabrication, laminates were cured under a light load for 24 h at room temperature. Fabricated composites were drilled and evaluated for delamination characteristics [97]. An HL technique was employed to fabricate hybrid polyester composites using natural flax and synthetic GFs for wind turbine blade applications. Three different types of laminates were fabricated by varying the reinforcement contents. Fabricated composites were examined to estimate the mechanical characteristics and water absorption characteristics [98]. VE composites reinforced with surface-treated coir fibers were fabricated using the HL technique. Coir fibers were derived from the coconut husk procured from a local market. Samples were cured under a constant pressure of 5 MPa for 24 h at room temperature. The mean length and diameter of the fibers were 8 mm and 200 µm, respectively. Fabricated composites were evaluated for tensile and flexural characteristics [99].
The comparative mechanical and thermal characterization was performed on flax fiber/epoxy composites fabricated using HL and CM techniques. Reinforcements were used in mat form without any surface treatments. The reinforcement contents were varied from 24–30 by vol.% of the epoxy resin. HL was performed at room temperature, followed by two stages of curing. Samples were initially cured at 80 °C for 4 h and later at 120 °C for 2 h. CM was performed by varying the compression pressure in the range of 2–10 MPa and temperature from 80 to 120 °C. Superior characteristics were obtained for the compression -molded composites with 27 vol.% of flax fibers at 4 MPa pressure and 100 °C temperature [100]. Polylactic acid (PLA)-based bio-composites were fabricated using the CM technique using bamboo, cotton, and flax fibers in non-woven mat form. The mean lengths of bamboo, cotton, and flax fibers were 126, 35, and 80 mm respectively. Constituent materials were first dried at 60 °C overnight before compression using a hot press for 15 min at 185 °C under 1250 psi pressure. Laminates were cured at 120 °C for 30 min using an oven. Fabricated composites were evaluated for mechanical (flexural and impact), thermal, damping, and acoustic characteristics and were to be used in automobile and construction industries. A PLA composite reinforced with cotton and bamboo fibers exhibited better performance than the commercially available material [101].
RTM was employed to successfully fabricate epoxy composites reinforced with unidirectional high-quality flax fibers in mat form. Composites were fabricated using three different volume fractions of the reinforcements. The highest fiber loading was limited to 48 by vol.% of the epoxy resin. Injection pressures of 2 bar and 1 bar were employed to fabricate the composite reinforced with high- and low-volume fractions of reinforcements, respectively. Resin was injected into the closed mold at 50 °C, followed by curing at 80 °C for 8 h. The prepared composites were tested to evaluate their mechanical properties [102]. Green PLA composites reinforced with bamboo and pineapple leaf fibers were fabricated using the IM technique. Natural fibers were surface treated using three different solutions to enhance the wettability before fabrication. Fiber loading was limited to 10 wt.%, and the mean length of the fibers was 4 mm. First, PLA pellets were dried in an oven at 70 °C for 6 h to remove the water content. Later, IM was performed by considering the following process parameters: barrel temperature range, injection pressure, and speed of 125–165 °C, 90 bars, and 60 mm/s, respectively, followed by a 25 s cooling cycle. Fabricated composites were evaluated for various mechanical properties, such as tensile, flexural, compression, and shear properties [103].
Bamboo fiber-reinforced PP/PLA composites were successfully fabricated using the FDM additive manufacturing technique. Natural fibers were subjected to various surface treatments to enhance their wettability before printing. First, PLA composites were fabricated using IM by adopting the following conditions: IM temperature range of 180–185 °C; injection pressure of 60 MPa; and holding time of 10 s. Next, PP/PLA/bamboo fiber composite filaments were manufactured using a single-screw extruder. Filaments were made of 20 wt.% bamboo fiber, 52.5 wt.% PP, and 22.5 wt.% PLA. Composites were printed using an FDM-based printer using an extrusion temperature of 180–200 °C, a printing speed of 40–60 mm/s, and a build plate temperature of 40–60 °C. Printed samples were evaluated for mechanical and thermal characteristics [104]. A hybrid AM technique (FDM in combination with shape deposition modeling) was employed to print natural-fiber granulated composites made of sugarcane, jute, ramie, banana, pineapple fiber, and seashell powder. The volume fraction of the reinforcements was fixed at 80 vol%. Fibers were first washed using distilled water, next treated with sodium hydroxide solution, and later dried at 80 °C for 180 min to eliminate moisture before milling using a ball miller to the size of 70 to 100 μm. The reinforcements were mixed in the required proportion and converted into a paste using epoxy resin. After the paste was obtained, the composites were printed using a specialized printing head using an FDM printer. Samples were printed by varying the number of layers from 6 to 12; however, the thickness of the composites was limited to 13 mm. Granulated composites were tested for evaluating their various mechanical properties [105]. An SLS additive manufacturing technique was successfully employed to fabricate bamboo flour/co-polyester composites. Bamboo flour contents of 20, 25, and 30 by wt.% were used to fabricate the composites. Bamboo floor and co-polyester powder were mixed in different ratios using a high-speed mixer for 10 min at 700–800 rpm and 50 °C to prepare the composite power for SLS. SLS was performed using a CO2 laser with a 10.6 mm wavelength and a scan speed of 2000 mm/s. Printed samples were evaluated for mechanical properties in terms of tensile, flexural, and impact strength [106].
4. Mechanical Characterization of Fibrous Composites
Mechanical characterization of fibrous composites involves studying the behavior of composite materials under mechanical loading, which can provide insights into the strength, stiffness, and durability of the material. The mechanical properties of the fibers, the matrix material, and the interface between them are important in determining the overall mechanical behavior of the composite. The results of these tests can be used to design and optimize composite materials for specific applications, such as aerospace, automotive, and construction industries. The mechanical characterization of synthetic and natural fibrous composites is discussed in the following section.
4.1. Synthetic Fiber-Reinforced Polymer Composites
Jaiswal et al. [107] examined the effect of AF content and its orientation on the mechanical performance of the composites, such as tensile strength, modulus, and elongation at break. The results showed that increasing the AF content improved the mechanical properties of the composites, with a maximum tensile strength achieved at a 50:50 AF-to-polypropylene fiber ratio. Furthermore, the study found that increasing the fiber orientation angle resulted in decreased tensile strength and elongation at break but an increased modulus. Kandekar and Talikoti [108] investigated the effect of the number and position of AF strips on the torsional strength of the reinforced concrete beams. The experimental results indicated that the use of AF strips can significantly improve the torsional strength and stiffness of the reinforced concrete beams. Furthermore, the study found that placing the AF strips at the critical sections of the beam can improve the torsional behavior of the reinforced concrete beams more effectively than placing them at other locations. The addition of treated coir fiber/coconut shell powder and AFs improved the mechanical properties of the VE composites, with the highest mechanical properties achieved at a 10 wt.% fiber content. The study found that the addition of AFs had a more significant effect on the tensile and impact strength of the composites, while the addition of treated coir fiber/coconut shell powder had a more significant effect on the flexural strength [48]. Yahaya et al. [17] investigated the ballistic impact properties of woven kenaf-aramid fiber hybrid composites. The results showed that the addition of AFs improved the ballistic impact properties of the composites, including increased energy absorption and reduced back-face deformation. The composites with a higher percentage of AFs had better ballistic impact properties but at the cost of decreased tensile strength.
In a study by Badakhsh et al. [67], the effect of grafting CNTs onto carbon fibers (CFs) in CFRP composites was investigated. The study found that the grafting process improved the surface energetics of CFs, leading to better bonding between the fibers and the polymer matrix. As a result, the mechanical properties of the CFRP composites were enhanced. The study also suggested that optimizing the grafting process can achieve a balance among surface energetics, electrical conductivity, and mechanical properties. Tariq et al. [70] investigated the mechanical properties of multi-scale CNT/CF/epoxy composites. The incorporation of CNT into carbon fiber-epoxy composites enhances their mechanical properties by providing additional reinforcement at the nanoscale. The resulting composites exhibit improved stiffness, strength, toughness, and fatigue resistance. Gupta et al. [75] conducted a study to examine the impact of varying the CF content on the mechanical properties of a composite material. The results showed that the addition of CFs to the polycarbonate matrix improved the mechanical properties of the composite. The inclusion of 10 wt.% CFs increased the tensile strength and modulus by 52% and 82%, respectively, when compared to pure polycarbonate. Additionally, the incorporation of CFs also improved the flexural strength and modulus of the composite material. According to microstructure analysis, the CFs were uniformly dispersed throughout the polycarbonate matrix, which contributed to the enhanced mechanical properties.
Huang and Sun [88] investigated the effect of water absorption on the mechanical properties of glass/polyester composites. The results showed that water absorption significantly affected the mechanical properties of the glass/polyester composites. Specifically, the tensile strength, flexural strength, and impact strength of the composites decreased after immersion in water for various durations. The authors attributed this decrease in mechanical properties to the degradation of the resin matrix due to water absorption. The study also revealed that the extent of degradation was dependent on the duration of water immersion and the type of fiber reinforcement. Ahmed and Vijayarangan [87] studied the mechanical properties of jute and jute-glass fabric-reinforced polyester composites. The results of the study showed that the addition of GFs to the jute fabric improved the mechanical properties of the composites. Specifically, the jute-glass fabric-reinforced polyester composites had higher tensile strength, flexural strength, and interlaminar shear strength compared to the jute-reinforced polyester composites. The microstructure analysis showed that the water absorption caused swelling of the resin matrix, which led to the formation of voids and cracks at the interface between the fiber and the matrix. This resulted in a decrease in the interfacial adhesion and, hence, the mechanical properties of the composites. The influence of fiber length on the mechanical properties of GF-reinforced PA12 composites manufactured using multi-jet fusion printing was investigated by Liu et al. [109]. It was found that using longer fibers resulted in increased porosity in the composite parts. The addition of GFs with an average length of 226 μm significantly improved the ultimate tensile strength and tensile modulus of the composites in the direction of powder bed spreading. Specifically, the improvements were 51% and 326%, respectively, compared to pure PA12 specimens. Li et al. [91] evaluated the mechanical properties of electrical insulating composites made from glass fiber, phenol-formaldehyde resin, and epoxy resin using SLS technology. The results indicated that the bending and tensile strength of the composites increase by 30% and 42.8%, respectively, after being infiltrated with epoxy resin. Additionally, increasing the glass fiber content improves the flexural and tensile strength of the composite. These improved properties make the hybrid composites suitable for use in complex structural electrical insulation devices fabricated using SLS additive manufacturing technology, thereby broadening the materials and applications of this technology.
4.2. Natural Fiber-Reinforced Polymer Composites
According to research of Thomason [110], the transverse and shear modulus of jute fiber is significantly lower than its longitudinal modulus, leading to lower mechanical performance of NFRP composites compared to GFRP composites, mainly due to weaker mechanical properties in the transverse direction. This weakness can be attributed to the detachment of the outer layer and individual fibers in contact with the matrix during compounding and extrusion, which is not caused by a lack of physical and chemical compatibility between the fiber and matrix. A study by Ouali et al. [111] showed that a high-density polyethylene composite made with a 40% kenaf fiber mat had similar mechanical properties to a composite made with 40% discontinuous glass fiber and HDPE. Both composites had specific tensile strengths and moduli, as well as flexural strengths and moduli. Additionally, another process that involved coating flax fabric with adhesive, sandwiching it with polymer films, and compression molding resulted in a flax/PE composite with remarkable tensile strength and modulus values. According to a study by Couture et al. [112], the mechanical properties of flax/PLA and flax-paper/PLA composites were compared. Results showed that both composites had similar specific tensile properties, 252 MPa cm3/g and 217 MPa cm3/g, respectively, compared to composites made with woven glass fabrics and epoxy. The flax-paper composite also had an exceptionally high impact strength of 600 J/m compared to unreinforced resin of 15 J/m.
A summary of the various investigations performed on fibrous composites fabricated using different manufacturing techniques is presented in Table 1.
5. Conclusions
This review has provided an overview of the fabrication and mechanical characterization of fibrous composites for engineering applications. Fibrous composites offer a range of desirable properties, such as high strength, stiffness, and low weight, making them attractive for use in various engineering applications. The review highlights the importance of proper fabrication methods and their impact on the mechanical properties of the composites. The following are the critical observations made during the study:
- FRPCs were successfully fabricated using both conventional and additive manufacturing techniques. Conventional techniques, such as HL, CM, RTM, VARTM, IM, VI, VARI, FM, and autoclave forming, and AM techniques, such as FDM, MJF, SLS, and SLA, were used to fabricate FRPCs.
- AFs were reinforced with many polymers, such as epoxy, vinyl ester, UHMWPE, polyetherimide, polyamide, and polypropylene, during composite fabrication.
- Polymers, such as epoxy, phenolic resin, polypropylene, polycarbonate, polyamide, and nylon, were used to fabricate CFRP composites.
- Reinforcements were used in the form of short fibers, continuous fibers, woven fabrics, and powders for composite fabrication.
- AF, CF, GF, and natural fiber content varied in the ranges of 5–54 wt.%, 10–64 wt.%, 30–80 wt.%, and 20–80 vol%, respectively, for composite fabrication.
- The highest fiber loadings of 64 wt.% in CFRP composites, 80 wt.% in GFRP composites, and 80 vol% in NFRP composites were achieved by employing the autoclave forming process, SLA, and hybrid AM technique (FDM in combination with shape deposition modeling), respectively.
- HL and FDM were extensively used conventional and AM techniques, respectively, for fabricating AFRP composites.
- AM techniques, such as FFF, FDM, and SLS, were used for CFRP fabrication; however, reports regarding the utilization of other AM techniques were not found during the study.
- Glass fibers were also employed to fabricate hybrid composites by reinforcing them with various natural fibers and polymer resins, such as epoxy, polyester, VE, and phenol formaldehyde resin.
- NFRP composites were fabricated by reinforcing sisal, banana, jute, flax, bamboo, cotton, coir, pineapple leaf, etc., with epoxy, polyester, VE, PLA, and PP resins. Natural fibers were sometimes used in combination with synthetic fibers to fabricate hybrid composites for structural applications.
- Fabricated composites were subject to various tests to evaluate mechanical characteristics, hygro-thermal degradation, tribological characteristics, electrical characteristics, and ballistic impact performance. The mechanical properties of fibrous composites can be tailored by controlling various factors, such as the fiber orientation, fiber volume fraction, and the matrix type.
- Despite the advantages of fibrous composites, there are still challenges associated with their use, such as manufacturing costs, limited design guidelines, and difficulty in predicting their mechanical behavior.
The field of fibrous composites is continuously evolving, and there are several future directions and challenges that need to be addressed for their widespread use in engineering applications.
- One future direction is to develop sustainable and eco-friendly manufacturing processes for fibrous composites. The use of renewable resources and recyclable materials in the production of composites could reduce their environmental impact and enhance their sustainability.
- Another challenge is to establish standard design guidelines for fibrous composites. The lack of design guidelines hinders their widespread use in industry, as it becomes difficult to determine the optimal fiber-matrix combination, orientation, and thickness for a given application.
- In addition, the development of multi-functional fibrous composites that can provide additional functionalities, such as thermal, electrical, or magnetic properties, would expand their range of applications.
Author Contributions
Writing—original draft preparation, H.S.A. and T.P.J.; writing—review and editing, J.X.; supervision, J.X.; funding acquisition, J.X. All authors have read and agreed to the published version of the manuscript.
Funding
The authors gratefully acknowledge the financial support of the National Natural Science Foundation of China (Grant No. 52175425) and the Shanghai Industrial Collaborative Innovation Project (Grant No. HCXBCY-2022-040). The work was also funded by the 9th Sino-Hungarian Intergovernmental Scientific and Technological Cooperation Project (Grant No. 2021-07).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| AFs | Aramid Fibers | MWCNTs | Multi-Wall CNTs |
| AM | Additive Manufacturing | NFRP | Natural Fiber-Reinforced Polymer |
| BMCs | Bulk Molding Compounds | PA | Polyamide |
| CFRP | Carbon Fiber-Reinforced Polymer | PLA | Polylactic Acid |
| CFs | Carbon Fibers | PP | Polypropylene |
| CM | Compression Molding | PTFE | Polytetrafluoroethylene |
| CNTs | Carbon Nanotubes | RTM | Resin Transfer Molding |
| FDM | Fused Deposition Modeling | SCFs | Short Carbon Fibers |
| FFF | Fused Filament Fabrication | SGFs | Short Glass Fibers |
| FRPCs | Fiber-Reinforced Polymer Composites | SLA | Stereolithography |
| FW | Filament Winding | SLS | Selective Laser Sintering |
| GFs | Glass Fibers | SMCs | Sheet Molding Compounds |
| GFRP | Glass Fiber-Reinforced Polymer | UHMWPE | Ultra-High-Molecular-Weight Polyethylene |
| HL | Hand Lay-Up | VARI | Vacuum-Assisted Resin Injection |
| IM | Injection Molding | VARTM | Vacuum-Assisted Resin Transfer Molding |
| LDM | Liquid Deposition Modeling | VE | Vinyl Ester |
| MJF | Multi-Jet Fusion | VI | Vacuum Infusion |
References
- Lunetto, V.; Galati, M.; Settineri, L.; Iuliano, L. Sustainability in the manufacturing of composite materials: A literature review and directions for future research. J. Manuf. Process. 2023, 85, 858–874. [Google Scholar] [CrossRef]
- Xu, J. A review on tool wear issues in drilling CFRP laminates. Front. Mater. 2022, 9, 990773. [Google Scholar] [CrossRef]
- Wang, L.; Zeng, X.; Li, Y.; Yang, H.; Tang, S. Influences of MgO and PVA fiber on the abrasion and cracking resistance, pore structure and fractal features of hydraulic concrete. Fractal Fract. 2022, 6, 674. [Google Scholar] [CrossRef]
- Wang, L.; He, T.; Zhou, Y.; Tang, S.; Tan, J.; Liu, Z.; Su, J. The influence of fiber type and length on the cracking resistance, durability and pore structure of face slab concrete. Constr. Build. Mater. 2021, 282, 122706. [Google Scholar] [CrossRef]
- Divya, H.V.; Jeevan, T.P.; Ashrith, H.S.; Rudresh, B.M. Effect of wood filler on the mechanical and thermal behavior of polypropylene/short glass/short carbon fiber-reinforced hybrid composites. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 265. [Google Scholar] [CrossRef]
- Xu, J.; Yin, Y.; Davim, J.P.; Li, L.; Ji, M.; Geier, N.; Chen, M. A critical review addressing drilling-induced damage of CFRP composites. Compos. Struct. 2022, 294, 115594. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Dang, J.; El Mansori, M.; Ren, F. A study on drilling high-strength CFRP laminates: Frictional heat and cutting temperature. Materials 2018, 11, 2366. [Google Scholar] [CrossRef] [Green Version]
- Khan, H.A.; Nigar, M.; Chaudhry, I.A. Tensile behavior of unidirectional carbon reinforced composites for aerospace structures under varying strain rates. Appl. Mech. Mater. 2015, 798, 357–361. [Google Scholar]
- Amiri, A.; Krosbakken, T.; Schoen, W.; Theisen, D.; Ulven, C.A. Design and manufacturing of a hybrid flax/carbon fiber composite bicycle frame. Proc. Inst. Mech. Eng. Part P J. Sport. Eng. Technol. 2018, 232, 28–38. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.-H.; Kim, H.-G.; Kim, H.-S. Design optimization and manufacture of hybrid glass/carbon fiber reinforced composite bumper beam for automobile vehicle. Compos. Struct. 2015, 131, 742–752. [Google Scholar] [CrossRef]
- Stepanova, M.; Korzhikova-Vlakh, E. Modification of cellulose micro-and nanomaterials to improve properties of aliphatic polyesters/cellulose composites: A review. Polymers 2022, 14, 1477. [Google Scholar] [CrossRef]
- Thakur, V.K.; Thakur, M.K. Processing and characterization of natural cellulose fibers/thermoset polymer composites. Carbohydr. Polym. 2014, 109, 102–117. [Google Scholar] [CrossRef] [PubMed]
- Nguong, C.; Lee, S.; Sujan, D. A review on natural fibre reinforced polymer composites. Int. J. Mater. Metall. Eng. 2013, 7, 52–59. [Google Scholar]
- Vishkaei, M.S.; Salleh, M.A.M.; Yunus, R.; Biak, D.R.A.; Danafar, F.; Mirjalili, F. Effect of short carbon fiber surface treatment on composite properties. J. Compos. Mater. 2011, 45, 1885–1891. [Google Scholar] [CrossRef]
- Botelho, E.; Rezende, M.; Lauke, B. Mechanical behavior of carbon fiber reinforced polyamide composites. Compos. Sci. Technol. 2003, 63, 1843–1855. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Effect of UV and water spraying on the mechanical properties of flax fabric reinforced polymer composites used for civil engineering applications. Mater. Des. 2015, 71, 17–25. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.; Jawaid, M.; Leman, Z.; Zainudin, E. Investigating ballistic impact properties of woven kenaf-aramid hybrid composites. Fibers Polym. 2016, 17, 275. [Google Scholar] [CrossRef]
- Biron, M. Thermosets and Composites: Material Selection, Applications, Manufacturing and Cost Analysis; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Raji, M.; Abdellaoui, H.; Essabir, H.; Kakou, C.-A.; Bouhfid, R.; Qaiss, A.E.K. Prediction of the cyclic durability of woven-hybrid composites. In Durability and Life Prediction in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Jawaid, M., Thariq, M., Saba, N., Eds.; Woodhead Publishing: Cambridge, UK, 2019; pp. 27–62. [Google Scholar]
- Liu, S.-J. Injection molding in polymer matrix composites. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Elsevier: Amsterdam, The Netherlands, 2012; pp. 15–46. [Google Scholar]
- Kariminejad, M.; Tormey, D.; Huq, S.; Morrison, J.; McAfee, M. Ultrasound sensors for process monitoring in injection moulding. Sensors 2021, 21, 5193. [Google Scholar] [CrossRef]
- Wang, P.; Molimard, J.; Drapier, S.; Vautrin, A.; Minni, J.-C. Monitoring the resin infusion manufacturing process under industrial environment using distributed sensors. J. Compos. Mater. 2012, 46, 691–706. [Google Scholar] [CrossRef] [Green Version]
- Witik, R.A.; Gaille, F.; Teuscher, R.; Ringwald, H.; Michaud, V.; Månson, J.-A.E. Economic and environmental assessment of alternative production methods for composite aircraft components. J. Clean. Prod. 2012, 29, 91–102. [Google Scholar] [CrossRef]
- Yalcinkaya, M.A.; Sozer, E.M.; Altan, M.C. Fabrication of high quality composite laminates by pressurized and heated-VARTM. Compos. Part A Appl. Sci. Manuf. 2017, 102, 336–346. [Google Scholar] [CrossRef]
- Carlone, P.; Baran, I.; Hattel, J.H.; Palazzo, G. Computational approaches for modeling the multiphysics in pultrusion process. Adv. Mech. Eng. 2013, 5, 301875. [Google Scholar] [CrossRef]
- Dai, D.; Fan, M. Wood fibres as reinforcements in natural fibre composites: Structure, properties, processing and applications. In Natural Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2014; pp. 3–65. [Google Scholar]
- Sentis, D.F.; Cochereau, T.; Orgéas, L.; Dumont, P.J.; Roscoat, S.R.D.; Laurencin, T.; Terrien, M.; Sager, M. Tensile behaviour of uncured sheet moulding compounds: Rheology and flow-induced microstructures. Compos. Part A Appl. Sci. Manuf. 2017, 101, 459–470. [Google Scholar] [CrossRef]
- Nicolais, L.; Kenny, J.M.; Maffezzoli, A.; Torre, L.; Trivisano, A. Science and Technology of Polymer Composites. In The Interfacial Interactions in Polymeric Composites; Akovali, G., Ed.; Springer: Dordrecht, The Netherlands, 1993; pp. 321–357. [Google Scholar]
- Lee, S.M. Handbook of Composite Reinforcements; John Wiley & Sons: Hoboken, NJ, USA, 1996. [Google Scholar]
- Li, N.; Li, Y.; Jelonnek, J.; Link, G.; Gao, J. A new process control method for microwave curing of carbon fibre reinforced composites in aerospace applications. Compos. Part B Eng. 2017, 122, 61–70. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Ismail, S.O. Design, manufacturing processes and their effects on bio-composite properties. In Sustainable Composites for Lightweight Applications; Dhakal, H.N., Ismail, S.O., Eds.; Woodhead Publishing: Cambridge, UK, 2021; pp. 121–177. [Google Scholar]
- Alagirusamy, R. Hybrid yarns for thermoplastic composites. In Technical Textile Yarns; Alagirusamy, R., Das, A., Eds.; Woodhead Publishing: Cambridge, UK, 2010; pp. 387–428. [Google Scholar]
- Gupta, M.; Jain, A.; Kamineni, J.N.; Burela, R.G. Advances and applications of biofiber-based polymer composites. In Advances in Bio-Based Fiber; Rangappa, S.M., Ed.; Woodhead Publishing: Cambridge, UK, 2022; pp. 575–602. [Google Scholar]
- Gopanna, A.; Rajan, K.P.; Thomas, S.P.; Chavali, M. Polyethylene and polypropylene matrix composites for biomedical applications. In Materials for Biomedical Engineering; Grumezescu, V., Grumezescu, A.M., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Chapter 6; pp. 175–216. [Google Scholar]
- Schäfer, J.; Gries, T. Braiding pultrusion of thermoplastic composites. In Advances in Braiding Technology; Kyosev, Y., Ed.; Woodhead Publishing: Cambridge, UK, 2016; pp. 405–428. [Google Scholar]
- Ratna, D. Thermoset composites. In Recent Advances and Applications of Thermoset Resins, 2nd ed.; Ratna, D., Ed.; Elsevier: Amsterdam, The Netherlands, 2022; Chapter 4; pp. 317–418. [Google Scholar]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on additive manufacturing technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
- Galati, M.; Calignano, F.; Viccica, M.; Iuliano, L. Additive manufacturing redesigning of metallic parts for high precision machines. Crystals 2020, 10, 161. [Google Scholar] [CrossRef] [Green Version]
- Konta, A.A.; García-Piña, M.; Serrano, D.R. Personalised 3D printed medicines: Which techniques and polymers are more successful? Bioengineering 2017, 4, 79. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Kruth, J.-P. Composites by rapid prototyping technology. Mater. Des. 2010, 31, 850–856. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent progress in additive manufacturing of fiber reinforced polymer composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef] [Green Version]
- Tsouknidas, A. Friction induced wear of rapid prototyping generated materials: A review. Adv. Tribol. 2011, 2011, 746270. [Google Scholar] [CrossRef] [Green Version]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [Green Version]
- Dharmavarapu, P.; Sreekara Reddy, M.B.S. Aramid fibre as potential reinforcement for polymer matrix composites: A review. Emergent Mater. 2022, 5, 1561–1578. [Google Scholar] [CrossRef]
- Ebrahimnezhad-Khaljiri, H.; Eslami-Farsani, R.; Banaie, K.A. The evaluation of the thermal and mechanical properties of aramid/semi-carbon fibers hybrid composites. Fibers Polym. 2017, 18, 296–302. [Google Scholar] [CrossRef]
- Haque, M.M.; Munshi, M.R.; Alam, S.S.; Haque, M.R.; Hasan, M.; Gafur, M.A.; Ullah, Z.; Sifat, R.S.; Khan, A. Effect of Different Fibers Loading on Palm and Aramid Fiber Reinforced Hybrid Epoxy Composite. Adv. Mater. Process. Technol. 2022, 8, 1889–1900. [Google Scholar] [CrossRef]
- Anidha, S.; Latha, N.; Muthukkumar, M. Reinforcement of Aramid fiber with bagasse epoxy bio-degradable composite: Investigations on mechanical properties and surface morphology. J. Mater. Res. Technol. 2019, 8, 3198–3212. [Google Scholar] [CrossRef]
- Udaya Kumar, P.; Suresha, B.; Rajini, N.; Satyanarayana, K. Effect of treated coir fiber/coconut shell powder and aramid fiber on mechanical properties of vinyl ester. Polym. Compos. 2018, 39, 4542–4550. [Google Scholar] [CrossRef]
- Gürgen, S.; Çelik, O.N.; Kuşhan, M.C. Tribological behavior of UHMWPE matrix composites reinforced with PTFE particles and aramid fibers. Compos. Part B Eng. 2019, 173, 106949. [Google Scholar] [CrossRef]
- Valarmathi, T.; Sangeetha, M.; Venkata, G.G.; Muppala, D.; Siva, R. Hygro-thermal degradation studies on E-glass woven rovings and aramid fiber composites. Mater. Today Proc. 2021, 44, 3823–3828. [Google Scholar]
- Batra, N.; Dikshit, I. Evaluation of mechanical properties of polytherimide reinforced carbon/glass/aramid hybrid composites. Mater. Today Proc. 2020, 33, 1472–1476. [Google Scholar] [CrossRef]
- Arroyo, M.; Bell, M. Morphology/behavior relationship and recyclability of composites based on PP/EPDM blends and short aramid fibers. J. Appl. Polym. Sci. 2002, 83, 2474–2484. [Google Scholar] [CrossRef]
- Müller, K.; Reußmann, T.; Lützkendorf, R.; Schmitt, M. Aramid pulp for the reinforcement of thermoplastic elastomers. Int. Polym. Sci. Technol. 2011, 38, 162–164. [Google Scholar] [CrossRef]
- Louis, B.M.; Maldonado, J.; Klunker, F.; Ermanni, P. Measurement of nanoparticle distribution in composite laminates produced by resin transfer molding. In Proceedings of the 16th European Conference on Composite Materials (ECCM), Seville, Spain, 22–26 June 2014. [Google Scholar]
- Song, Y.S. Multiscale fiber-reinforced composites prepared by vacuum-assisted resin transfer molding. Polym. Compos. 2007, 28, 458–461. [Google Scholar] [CrossRef]
- Da Silva, L.F.; Lavoratti, A.; Pereira, I.M.; Dias, R.R.; Amico, S.C.; Zattera, A.J. Development of multilaminar composites for vehicular ballistic protection using ultra-high molecular weight polyethylene laminates and aramid fabrics. J. Compos. Mater. 2019, 53, 1907–1916. [Google Scholar] [CrossRef]
- Ding, X.; Zhang, Z.; Kong, H.; Qiao, M.; Hu, Z.; Zhang, L.; Yu, M. Influences of graphene oxide addition on mechanical properties of aramid fiber reinforced composites. Mater. Express 2019, 9, 578–586. [Google Scholar] [CrossRef]
- Nagendra, J.; Prasad, M.G. FDM process parameter optimization by Taguchi technique for augmenting the mechanical properties of nylon–aramid composite used as filament material. J. Inst. Eng. Ser. C 2020, 101, 313–322. [Google Scholar] [CrossRef]
- Chen, J.; Tan, P.; Liu, X.; Tey, W.S.; Ong, A.; Zhao, L.; Zhou, K. High-strength light-weight aramid fibre/polyamide 12 composites printed by Multi Jet Fusion. Virtual Phys. Prototyp. 2022, 17, 295–307. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Mansori, M.E.; Liu, G.; Chen, M. Study on the Frictional Heat at Tool-Work Interface when Drilling CFRP Composites. Procedia Manuf. 2018, 26, 415–423. [Google Scholar] [CrossRef]
- Geier, N.; Xu, J.; Pereszlai, C.; Poór, D.I.; Davim, J.P. Drilling of carbon fibre reinforced polymer (CFRP) composites: Difficulties, challenges and expectations. Procedia Manuf. 2021, 54, 284–289. [Google Scholar] [CrossRef]
- Altin Karataş, M.; Gökkaya, H. A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Def. Technol. 2018, 14, 318–326. [Google Scholar] [CrossRef]
- Geier, N.; Davim, J.P.; Szalay, T. Advanced cutting tools and technologies for drilling carbon fibre reinforced polymer (CFRP) composites: A review. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105552. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, P.; Ning, F. Joining of carbon fiber reinforced polymer/titanium stacks using directed energy deposition additive manufacturing. Compos. Struct. 2023, 310, 116775. [Google Scholar] [CrossRef]
- Ji, M.; Xu, J.; Chen, M.; Mansori, M.E.I. Effects of Different Cooling Methods on the Specific Energy Consumption when Drilling CFRP/Ti6Al4V Stacks. Procedia Manuf. 2020, 43, 95–102. [Google Scholar] [CrossRef]
- Xu, J.; Ji, M.; Chen, M.; El Mansori, M. Experimental investigation on drilling machinability and hole quality of CFRP/Ti6Al4V stacks under different cooling conditions. Int. J. Adv. Manuf. Technol. 2020, 109, 1527–1539. [Google Scholar] [CrossRef]
- Badakhsh, A.; An, K.-H.; Kim, B.-J. Enhanced surface energetics of CNT-grafted carbon fibers for superior electrical and mechanical properties in CFRPs. Polymers 2020, 12, 1432. [Google Scholar] [CrossRef] [PubMed]
- Srikanth, I.; Kumar, S.; Kumar, A.; Ghosal, P.; Subrahmanyam, C. Effect of amino functionalized MWCNT on the crosslink density, fracture toughness of epoxy and mechanical properties of carbon–epoxy composites. Compos. Part A: Appl. Sci. Manuf. 2012, 43, 2083–2086. [Google Scholar] [CrossRef]
- Eslami, Z.; Yazdani, F.; Mirzapour, M.A. Thermal and mechanical properties of phenolic-based composites reinforced by carbon fibres and multiwall carbon nanotubes. Compos. Part A Appl. Sci. Manuf. 2015, 72, 22–31. [Google Scholar] [CrossRef]
- Tariq, F.; Shifa, M.; Baloch, R.A. Mechanical and thermal properties of multi-scale carbon nanotubes–carbon fiber–epoxy composite. Arab. J. Sci. Eng. 2018, 43, 5937–5948. [Google Scholar] [CrossRef]
- Poodts, E.; Minak, G.; Mazzocchetti, L.; Giorgini, L. Fabrication, process simulation and testing of a thick CFRP component using the RTM process. Compos. Part B: Eng. 2014, 56, 673–680. [Google Scholar] [CrossRef]
- Jagannatha, T.; Harish, G. Mechanical properties of carbon/glass fiber reinforced epoxy hybrid polymer composites. Int. J. Mech. Eng. Robot. Res. 2015, 4, 131–137. [Google Scholar]
- Fu, S.-Y.; Lauke, B.; Mäder, E.; Yue, C.-Y.; Hu, X.; Mai, Y.-W. Hybrid effects on tensile properties of hybrid short-glass-fiber-and short-carbon-fiber-reinforced polypropylene composites. J. Mater. Sci. 2001, 36, 1243–1251. [Google Scholar] [CrossRef]
- Junaedi, H.; Albahkali, E.; Baig, M.; Dawood, A.; Almajid, A. Ductile to brittle transition of short carbon fiber-reinforced polypropylene composites. Adv. Polym. Technol. 2020, 2020, 6714097. [Google Scholar] [CrossRef]
- Gupta, A.; Fidan, I.; Hasanov, S.; Nasirov, A. Processing, mechanical characterization, and micrography of 3D-printed short carbon fiber reinforced polycarbonate polymer matrix composite material. Int. J. Adv. Manuf. Technol. 2020, 107, 3185–3205. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Xu, L.; Shi, Y. Preparation, characterisation and processing of carbon fibre/polyamide-12 composites for selective laser sintering. Compos. Sci. Technol. 2011, 71, 1834–1841. [Google Scholar] [CrossRef]
- Wang, L.; Kiziltas, A.; Mielewski, D.F.; Lee, E.C.; Gardner, D.J. Closed-loop recycling of polyamide12 powder from selective laser sintering into sustainable composites. J. Clean. Prod. 2018, 195, 765–772. [Google Scholar] [CrossRef]
- Rajak, D.K.; Wagh, P.H.; Linul, E. Manufacturing technologies of carbon/glass fiber-reinforced polymer composites and their properties: A review. Polymers 2021, 13, 3721. [Google Scholar] [CrossRef] [PubMed]
- Tsao, V. Experimental study of drilling composite materials with step-core drill. Mater. Des. 2008, 29, 1740–1744. [Google Scholar] [CrossRef]
- Palanikumar, K. Experimental investigation and optimisation in drilling of GFRP composites. Measurement 2011, 44, 2138–2148. [Google Scholar] [CrossRef]
- Choudhary, M.; Sharma, A.; Dwivedi, M.; Patnaik, A. A comparative study of the physical, mechanical and thermo-mechanical behavior of GFRP composite based on fabrication techniques. Fibers Polym. 2019, 20, 823–831. [Google Scholar] [CrossRef]
- Kim, S.-Y.; Shim, C.S.; Sturtevant, C.; Kim, D.; Song, H.C. Mechanical properties and production quality of hand-layup and vacuum infusion processed hybrid composite materials for GFRP marine structures. Int. J. Nav. Archit. Ocean. Eng. 2014, 6, 723–736. [Google Scholar] [CrossRef] [Green Version]
- Faudree, M.C.; Nishi, Y.; Salvia, M. Increasing impact strength of a short glass fiber compression molded BMC by shortening fibers without change in equipment. Materials 2022, 15, 1145. [Google Scholar] [CrossRef] [PubMed]
- Khalid, M.Y.; Arif, Z.U.; Sheikh, M.F.; Nasir, M.A. Mechanical characterization of glass and jute fiber-based hybrid composites fabricated through compression molding technique. Int. J. Mater. Form. 2021, 14, 1085–1095. [Google Scholar] [CrossRef]
- Rafiee, R. Experimental and theoretical investigations on the failure of filament wound GRP pipes. Compos. Part B: Eng. 2013, 45, 257–267. [Google Scholar] [CrossRef]
- Ahmed, K.S.; Vijayarangan, S. Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 2008, 207, 330–335. [Google Scholar] [CrossRef]
- Huang, G.; Sun, H. Effect of water absorption on the mechanical properties of glass/polyester composites. Mater. Des. 2007, 28, 1647–1650. [Google Scholar] [CrossRef]
- Lee, G.-W.; Lee, N.-J.; Jang, J.; Lee, K.-J.; Nam, J.-D. Effects of surface modification on the resin-transfer moulding (RTM) of glass-fibre/unsaturated-polyester composites. Compos. Sci. Technol. 2002, 62, 9–16. [Google Scholar] [CrossRef]
- Sano, Y.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of discontinuous and continuous fibre composites using stereolithography. Addit. Manuf. 2018, 24, 521–527. [Google Scholar] [CrossRef]
- Li, Z.; Zhou, W.; Yang, L.; Chen, P.; Yan, C.; Cai, C.; Li, H.; Li, L.; Shi, Y. Glass fiber-reinforced phenol formaldehyde resin-based electrical insulating composites fabricated by selective laser sintering. Polymers 2019, 11, 135. [Google Scholar] [CrossRef] [Green Version]
- Benal, M.G.M.; GS, P.K.; Tambrallimath, V.; HR, G.; Khan, T.Y.; Rajhi, A.A.; Baig, M.A.A. Influence of Short Glass Fibre Reinforcement on Mechanical Properties of 3D Printed ABS-Based Polymer Composites. Polymers 2022, 14, 1182. [Google Scholar]
- Sai Shravan Kumar, P.; Viswanath Allamraju, K. A Review Of Natural Fiber Composites [Jute, Sisal, Kenaf]. Mater. Today Proc. 2019, 18, 2556–2562. [Google Scholar] [CrossRef]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent advancements of plant-based natural fiber–reinforced composites and their applications. Compos. Part B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Wilson, A. Vehicle weight is the key driver for automotive composites. Reinf. Plast. 2017, 61, 100–102. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Ray, D.; Mohanty, A.K.; Mishra, M. Natural-fiber composites in the automotive sector. In Properties and Performance of Natural-Fibre Composites; Pickering, K.L., Ed.; Woodhead Publishing: Cambridge, UK, 2008; pp. 221–268. [Google Scholar]
- Saravana Kumar, A.; Selvi, P.M.; Rajeshkumar, L. Delamination in drilling of sisal/banana reinforced composites produced by hand lay-up process. Appl. Mech. Mater. 2017, 867, 29–33. [Google Scholar]
- Meenakshi, C.; Krishnamoorthy, A. Preparation and mechanical characterization of flax and glass fiber reinforced polyester hybrid composite laminate by hand lay-up method. Mater. Today Proc. 2018, 5, 26934–26940. [Google Scholar] [CrossRef]
- Seetha Girish, A.V.; Vijaya, B.; Arjun, S.; Raghavendra, S. Manufacturing and mechanical characterization of coir fibre composites based on vinyl ester. Adv. Mater. Process. Technol. 2022, 8, 1997–2006. [Google Scholar]
- Prasad, V.; Hunize, C.M.; Abhiraj, R.; Jospeh, M.; Sekar, K.; Ali, M. Mechanical properties of flax fiber reinforced composites manufactured using hand layup and compression molding—A comparison. In Advances in Industrial and Production Engineering: Select Proceedings of FLAME 2018; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Zhang, J.; Khatibi, A.A.; Castanet, E.; Baum, T.; Komeily-Nia, Z.; Vroman, P.; Wang, X. Effect of natural fibre reinforcement on the sound and vibration damping properties of bio-composites compression moulded by nonwoven mats. Compos. Commun. 2019, 13, 12–17. [Google Scholar] [CrossRef]
- Oksman, K. High quality flax fibre composites manufactured by the resin transfer moulding process. J. Reinf. Plast. Compos. 2001, 20, 621–627. [Google Scholar] [CrossRef]
- Gorrepotu, S.R.; Debnath, K.; Mahapatra, R.N. Multi-response Optimization of the Chemical Treatment Process Parameters Influencing the Tensile, Flexural, Compression, and Shear Properties of the Injection Moulded Green Composites. J. Polym. Environ. 2023, 31, 112–130. [Google Scholar] [CrossRef]
- Long, H.; Wu, Z.; Dong, Q.; Shen, Y.; Zhou, W.; Luo, Y.; Zhang, C.; Dong, X. Mechanical and thermal properties of bamboo fiber reinforced polypropylene/polylactic acid composites for 3D printing. Polym. Eng. Sci. 2019, 59, E247–E260. [Google Scholar] [CrossRef]
- Anandkumar, R.; Babu, S.R.; Sathyamurthy, R. Investigations on the mechanical properties of natural fiber granulated composite using hybrid additive manufacturing: A novel approach. Adv. Mater. Sci. Eng. 2021, 2021, 5536171. [Google Scholar] [CrossRef]
- Zhao, D.; Guo, Y.; Jiang, K.; Zhang, H. Preparation and selective laser sintering of bamboo flour/copolyester composite and post-processing. J. Thermoplast. Compos. Mater. 2017, 30, 1045–1055. [Google Scholar] [CrossRef]
- Jaiswal, G.; Singha, M.K.; Das, D. Mechanical behavior of aramid-polypropylene fiberweb composites. Compos. Struct. 2021, 268, 113938. [Google Scholar] [CrossRef]
- Kandekar, S.; Talikoti, R. Study of torsional behavior of reinforced concrete beams strengthened with aramid fiber strips. Int. J. Adv. Struct. Eng. 2018, 10, 465–474. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Tey, W.S.; Tan, P.; Leong, K.K.; Chen, J.; Tian, Y.; Ong, A.; Zhao, L.; Zhou, K. Effect of the fibre length on the mechanical anisotropy of glass fibre–reinforced polymer composites printed by Multi Jet Fusion. Virtual Phys. Prototyp. 2022, 17, 734–748. [Google Scholar] [CrossRef]
- Thomason, J. Dependence of interfacial strength on the anisotropic fiber properties of jute reinforced composites. Polym. Compos. 2010, 31, 1525–1534. [Google Scholar] [CrossRef]
- Ouali, A.-A.; Rinberg, R.; Nendel, W.; Kroll, L.; Siegel, C.; Buchelt, B.; Wagenführ, A.; Trommler, K.; Schreiter, K.; John, R. Natural unidirectional sheet processes for fibre reinforced bioplastics. AIP Conf. Proc. 2017, 1914, 060005. [Google Scholar]
- Couture, A.; Lebrun, G.; Laperrière, L. Mechanical properties of polylactic acid (PLA) composites reinforced with unidirectional flax and flax-paper layers. Compos. Struct. 2016, 154, 286–295. [Google Scholar] [CrossRef]
Figure 2.
Schematic representation of the IM process used for composite fabrication [21].
Figure 2.
Schematic representation of the IM process used for composite fabrication [21].

Figure 3.
Schematic representation of the VARTM process used for composite fabrication [25].
Figure 3.
Schematic representation of the VARTM process used for composite fabrication [25].
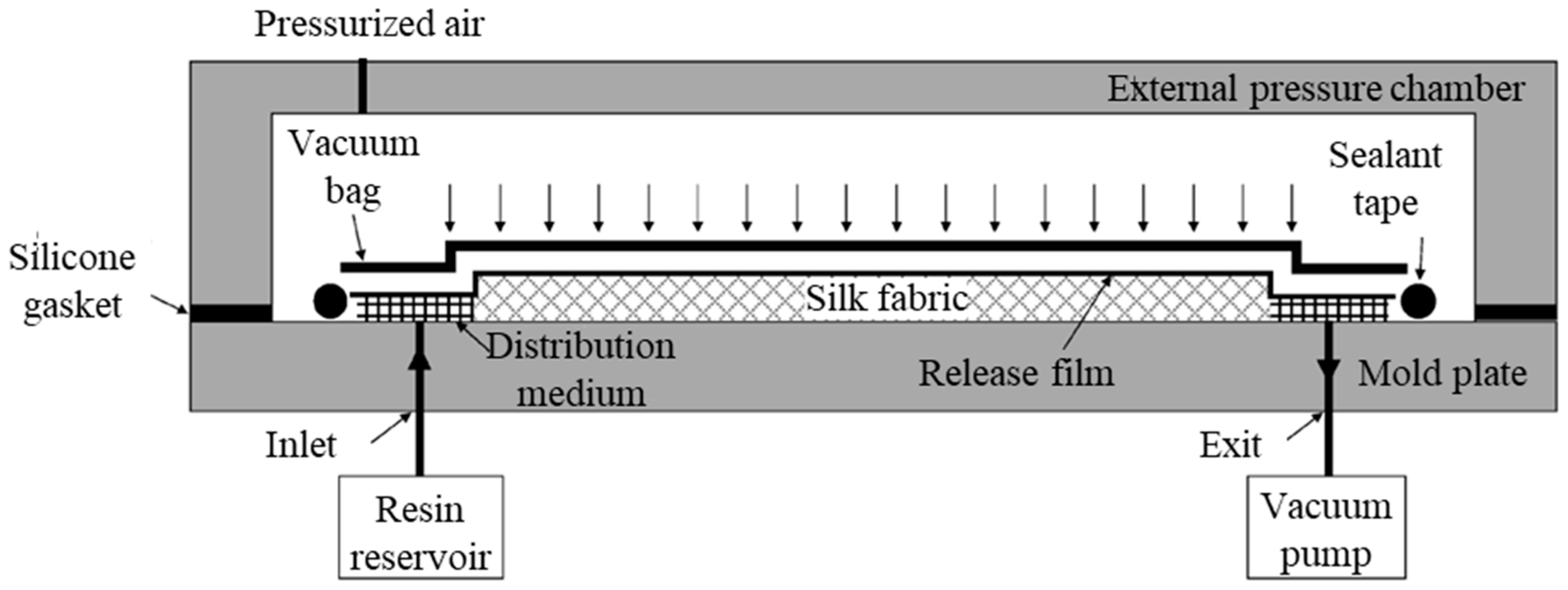
Figure 4.
Schematic representation of the (a) resin transfer molding and (b) filament winding processes used for composite fabrication [1].
Figure 4.
Schematic representation of the (a) resin transfer molding and (b) filament winding processes used for composite fabrication [1].
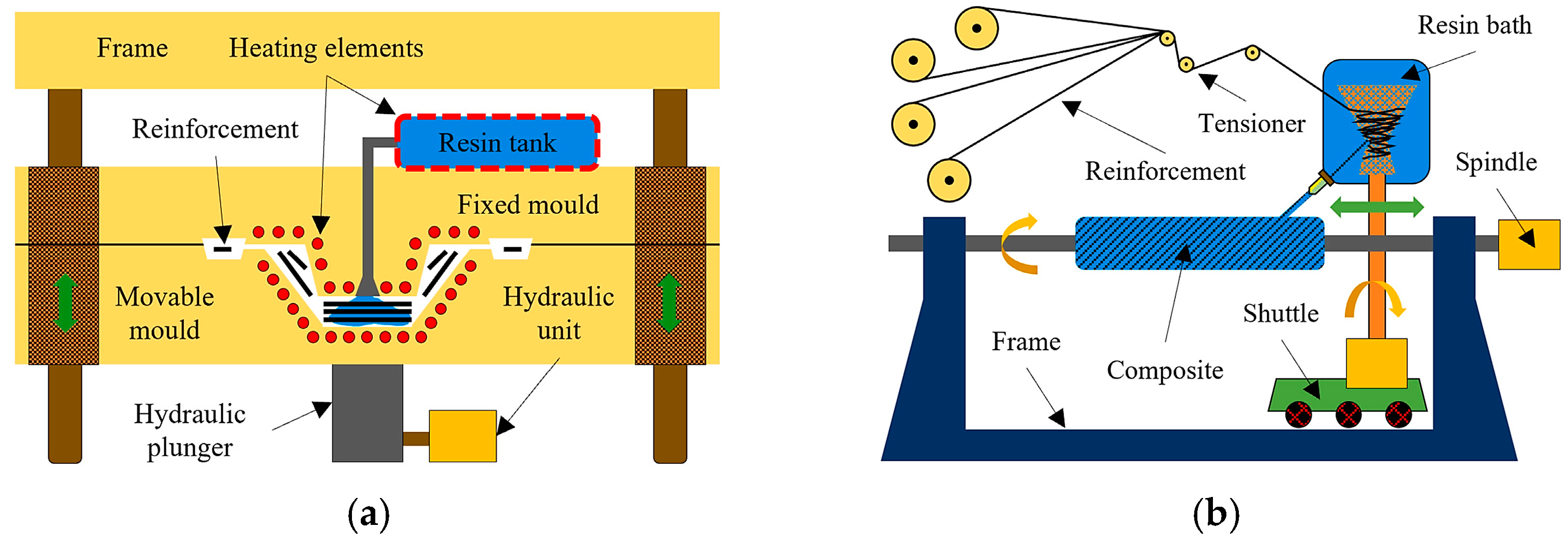
Figure 5.
Schematic representation of autoclave molding process used for composite fabrication [19].
Figure 5.
Schematic representation of autoclave molding process used for composite fabrication [19].
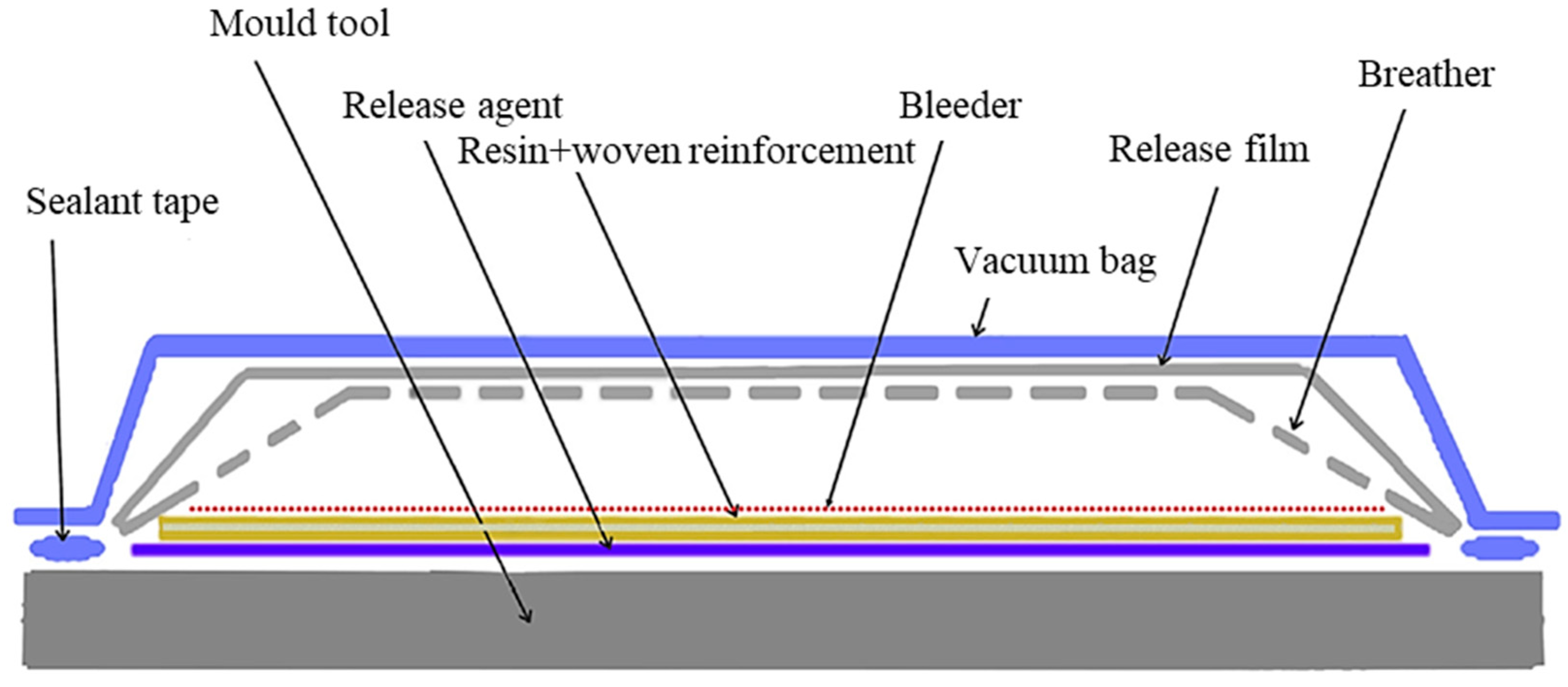
Figure 6.
Schematic representation of pultrusion process used for composite fabrication [25].
Figure 6.
Schematic representation of pultrusion process used for composite fabrication [25].

Figure 7.
Schematic representation of stereolithography AM process used for composite fabrication [39].
Figure 7.
Schematic representation of stereolithography AM process used for composite fabrication [39].
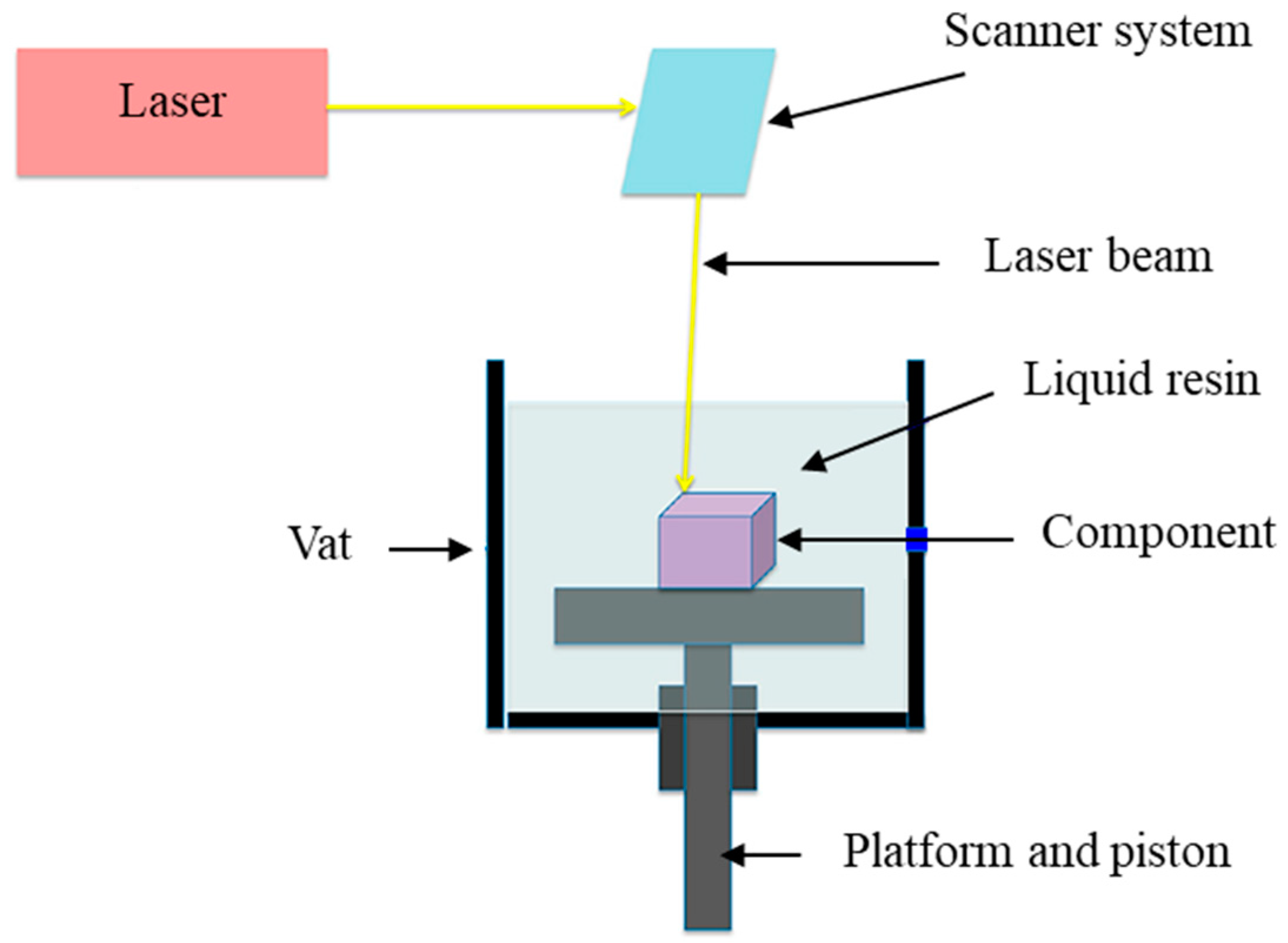

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Summary of the investigations performed and manufacturing methods adopted for the fabrication of fibrous composites.
Table 1.
Summary of the investigations performed and manufacturing methods adopted for the fabrication of fibrous composites.
| Manufacturing Technique | Type of Matrix | Type of Reinforcement | Investigations Performed | Ref. |
|---|---|---|---|---|
| Autoclave molding technique | Epoxy | AFs | Mechanical properties | [57] |
| UHMWPE | AFs | Dynamic mechanical properties | [56] | |
| CM | Epoxy | GFs and AFs | Hygro-thermal degradation and mechanical properties | [50] |
| Epoxy | MWCNTs and CF | Thermal and mechanical properties | [71] | |
| Epoxy | GFs and Jute Fibers | Flexural and impact properties | [85] | |
| Phenolic resin | MWCNTs and CFs | Thermal and mechanical properties | [70] | |
| Polyester | SGFs and Calcium Carbonate | Impact characteristics | [84] | |
| Polylactic acid | Bamboo, Cotton, and Flax Fibers | Mechanical, thermal, damping, and acoustic characteristics | [101] | |
| Polyetherimide | CFs, GFs, and AFs | Mechanical characteristics | [51] | |
| UHMWPE | PTFE and AFs | Wear performance | [49] | |
| FDM | ABS | SGFs | Mechanical properties | [92] |
| Nylon | AFs | Tensile, flexural, compression, and impact properties | [58] | |
| Nylon | CFs, GFs, and Kevlar Fibers | Tension and flexure performances | [77] | |
| PP/PLA | Bamboo Fibers | Mechanical and thermal characteristics | [104] | |
| FDM and shape deposition modeling | Epoxy | Sugarcane, Jute, Ramie, Banana, Pineapple Fibers, and Seashell Powder | Mechanical properties | [105] |
| Fused filament fabrication | Polycarbonate | SCFs | Tensile, flexural, compression, and micro-hardness properties | [76] |
| FW | Epoxy | MWCNTs and CFs | Mechanical properties | [69] |
| Polyester | GFs | Tensile characteristics | [86] | |
| HL | Epoxy | AFs and Kenaf Fibers | Ballistic impact performance | [17] |
| Epoxy | AFs and CFs | Thermal and mechanical characteristics | [45] | |
| Epoxy | AFs and Palm Fibers | Tensile, flexural, impact, hardness, and water absorption tests | [46] | |
| Epoxy | AFs and Bagasse Fibers | Tensile, flexural, and impact strength | [47] | |
| Epoxy | CFs | Electrical and mechanical properties | [68] | |
| Epoxy | Sisal and Banana Fibers | Delamination characteristics | [97] | |
| Hybrid VE | Coir Fibers, AFs, and Coconut Shell Powder | Hardness, tensile, and flexural characteristics | [48] | |
| Polyester | GFs and Jute Fibers | Tensile, flexural, and interlaminar shear characteristics | [87] | |
| Polyester | Flax Fibers and GFs | Mechanical and water absorption characteristics | [98] | |
| VE | Coir Fibers | Tensile and flexural characteristics | [99] | |
| HL and vacuum infusion | Epoxy VE and plain VE | GFs | Tensile, compression, and in-plane shear characteristics | [83] |
| Hand layup and compression molding | Epoxy | Flax Fibers | Mechanical and thermal characterization | [100] |
| HL and VARTM | Epoxy | GFs | Mechanical and thermo-mechanical properties | [82] |
| IM | PLA | Bamboo Fibers | Tensile, flexural, compression, and shear properties | [103] |
| PA | AFs | Tensile, flexural, impact, and tribological characteristics | [53] | |
| PP | SGFs and CFs | Mechanical characteristics | [74] | |
| PP | SCFs | Tensile strength and modulus | [75] | |
| PP and ethylene- propylene-diene | Short AFs | Mechanical characteristics | [52] | |
| MJF | PA12 | AFs | Mechanical properties | [59] |
| RTM | Epoxy | AFs and Alumina Nanoparticle | Nanoparticle distribution | [54] |
| Epoxy | CNTs and AFs | Flexural characteristics | [55] | |
| Epoxy | CFs | Porosity and mechanical characteristics | [72] | |
| Epoxy | Flax Fibers | Mechanical properties | [102] | |
| Polyester | GFs | Void contents and flexural characteristics | [89] | |
| SLA | Epoxy | Glass Powder, Chopped Glass Strand Mat, and Fiberglass Fabric | Tensile characteristics | [90] |
| SLS | Polyester | Bamboo flour | Tensile, flexural, and impact strength | [106] |
| PA12 | Milled CFs | Mechanical and thermal properties | [78] | |
| Phenol formaldehyde | GFs | Mechanical and electrical properties | [91] | |
| Vacuum-assisted resin injection | Polyester | GFs | Water immersion on the mechanical performance | [88] |
| Vacuum bagging | Epoxy | CFs and GFs | Hardness, tensile strength, and modulus | [73] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ashrith, H.S.; Jeevan, T.P.; Xu, J. A Review on the Fabrication and Mechanical Characterization of Fibrous Composites for Engineering Applications. J. Compos. Sci. 2023, 7, 252. https://doi.org/10.3390/jcs7060252
AMA Style
Ashrith HS, Jeevan TP, Xu J. A Review on the Fabrication and Mechanical Characterization of Fibrous Composites for Engineering Applications. Journal of Composites Science. 2023; 7(6):252. https://doi.org/10.3390/jcs7060252
Chicago/Turabian StyleAshrith, H. S., T. P. Jeevan, and Jinyang Xu. 2023. "A Review on the Fabrication and Mechanical Characterization of Fibrous Composites for Engineering Applications" Journal of Composites Science 7, no. 6: 252. https://doi.org/10.3390/jcs7060252