
Investigation of Water Absorption Properties of 2D Interwoven Kevlar–Jute Reinforced Hybrid Laminates

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Selection of Materials and Weaving Patterns of Reinforcement Fibers
2.2. Treatment of Fibers
2.3. Production of Hybrid Laminates
2.4. Testing the Mechanical Properties and Microstructural Examination
2.5. Water Absorption Test
3. Result and Discussion
3.1. Microscopic Analysis
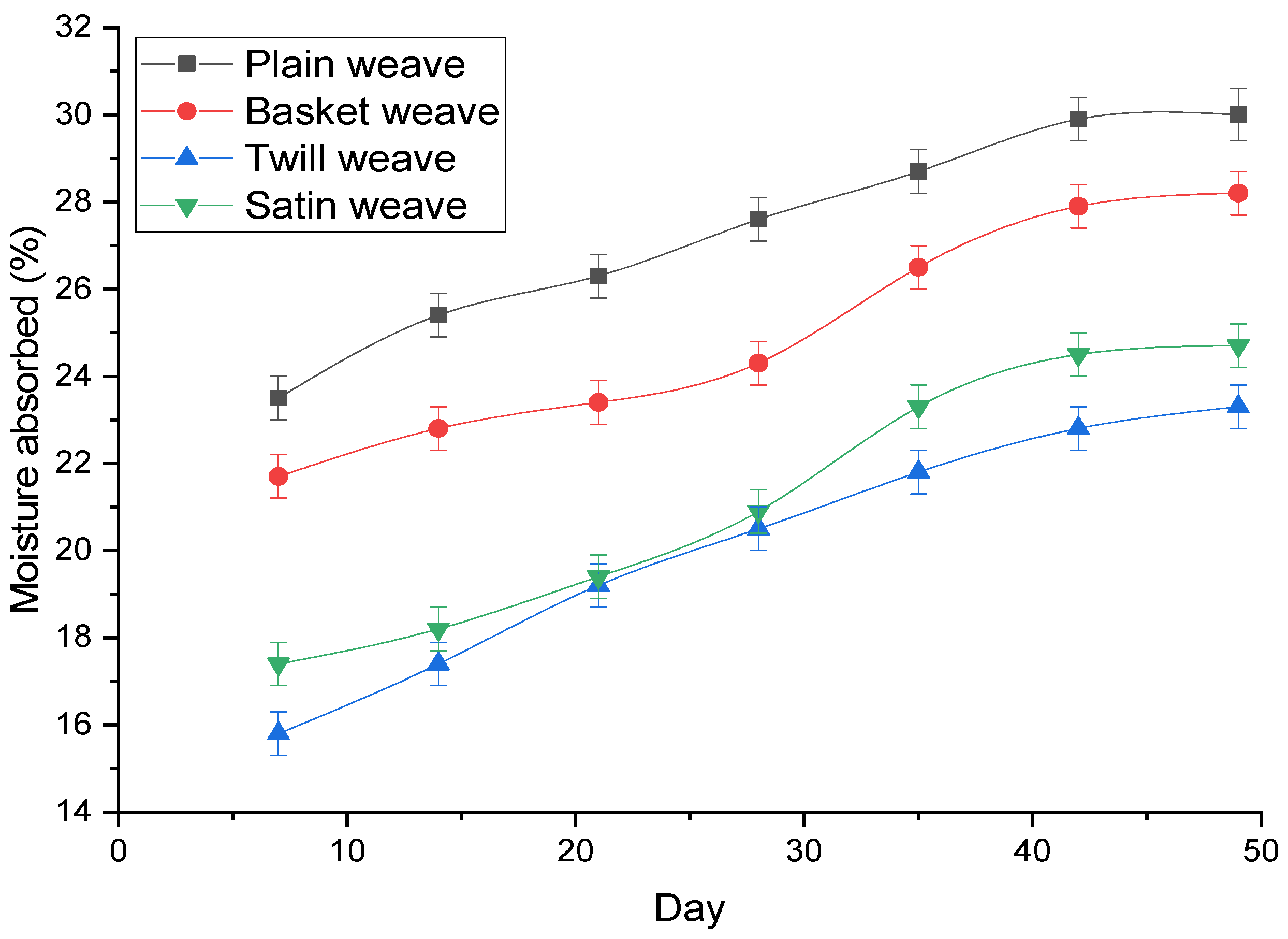
3.2. Water Absorption Test
3.3. Mechanical Properties of the Hybrid Laminates
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fernando, G. Hybrid composites a review. Acta Mater. 2009, 23, 314–345. [Google Scholar]
- Mochane, M.J.; Mokhena, T.C.; Mokhothu, T.H.; Mtibe, A.; Sadiku, E.R.; Ray, S.S.; Ibrahim, I.D.; Daramola, O.O. Recent progress on natural fiber hybrid composites for advanced applications: A review. Express Polym. Lett. 2019, 13, 159–198. [Google Scholar] [CrossRef]
- Chandrasekar, M.; Ishak, M.; Jawaid, M.; Sapuan, S.; Leman, Z. Low Velocity Impact Properties of Natural Fiber-Reinforced Composite Materials for Aeronautical Applications; Elsevier Ltd.: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Kaleemulla, K.M.; Rao, Y.N.; Hayath, M.M. Post-Damage Compressive Strength of Woven Hybrid Composites Impacted with Various Energy Levels. Mech. Adv. Mater. Struct. 2013, 21, 145–153. [Google Scholar] [CrossRef]
- Tirillò, J.; Ferrante, L.; Sarasini, F.; Lampani, L.; Barbero, E.; Sanchez, S.; Valente, T.; Gaudenzi, P. High velocity impact behaviour of hybrid basalt-carbon/epoxy composites. Compos. Struct. 2017, 168, 305–312. [Google Scholar] [CrossRef]
- Santulli, C. Mechanical and Impact Damage Analysis on Carbon/Natural Fibers Hybrid Composites: A Review. Materials 2019, 12, 517. [Google Scholar] [CrossRef]
- Velumayil, R.; Palanivel, A. Hybridization Effect on Mechanical Properties of Basalt/Kevlar/Epoxy Composite Laminates. Polymers 2022, 14, 1382. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Bard, S.; Schönl, F.; Demleitner, M.; Altstädt, V. Influence of Fiber Volume Content on Thermal Conductivity in Transverse and Fiber Direction of Carbon Fiber-Reinforced Epoxy Laminates. Materials 2019, 12, 1084. [Google Scholar] [CrossRef]
- Alavudeen, A.; Rajini, N.; Karthikeyan, S.; Thiruchitrambalam, M.; Venkateshwaren, N. Mechanical properties of banana/kenaf fiber-reinforced hybrid polyester composites: Effect of woven fabric and random orientation. Mater. Des. 2015, 66, 246–257. [Google Scholar] [CrossRef]
- Srivathsan, A.; Vijayaram, B.; Ramesh, R. Gokuldass Investigation On Mechanical Behavior Of Woven Fabric Glass/Kevlar Hybrid Composite Laminates Made Of Varying Fibre Inplane Orientation And Stacking Sequence. Mater. Today Proc. 2017, 4, 8928–8937. [Google Scholar] [CrossRef]
- Madhu, P.; Sanjay, M.R.; Khan, A.; Al Otaibi, A.; Al-Zahrani, S.A.; Pradeep, S.; Yogesha, B.; Boonyasopon, P.; Siengchin, S. Hybrid Effect of PJFs/E-glass/Carbon Fabric Reinforced Hybrid Epoxy Composites for Structural Applications. J. Nat. Fibers 2020, 19, 3742–3752. [Google Scholar] [CrossRef]
- Wu, W.; Wang, Q.; Li, W. Comparison of Tensile and Compressive Properties of Carbon/Glass Interlayer and Intralayer Hybrid Composites. Materials 2018, 11, 1105. [Google Scholar] [CrossRef]
- Kumar, S.; Prasad, L.; Patel, V.K. Effect of Hybridization of Glass/kevlar Fiber on Mechanical Properties of Bast Reinforced Polymer Composites: A Review. Am. J. Polym. Sci. Eng. 2017, 5, 13–23. [Google Scholar]
- Bandaru, A.K.; Patel, S.; Ahmad, S.; Bhatnagar, N. An experimental and numerical investigation on the low velocity impact response of thermoplastic hybrid composites. J. Compos. Mater. 2017, 52, 877–889. [Google Scholar] [CrossRef]
- Venkatasudhahar, M.; Velu, R.; Logesh, K.; Ganesh, R. Effect of surface modification and hybridization of coir fiber on mechanical properties of nylon/epoxy hybrid composites. Int. J. Mech. Eng. Technol. 2017, 8, 264–281. [Google Scholar]
- Sathyaseelan, P.; Raja, K.; Prasad, M.A.; Manivannan, J. Experimental investigation on the ballistic impact properties of areca/kenaf fiber-reinforced hybrid epoxy composite plates. Mater. Today Proc. 2022, 68, 2195–2198. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fibre and its composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Thandavamoorthy, R.; Palanivel, A. Testing and Evaluation of Tensile and Impact Strength of Neem/Banyan Fiber-Reinforced Hybrid Composite. J. Test. Eval. 2019, 48, 647–655. [Google Scholar] [CrossRef]
- Elanchezhian, C.; Ramnath, B.V.; Ramakrishnan, G.; Rajendrakumar, M.; Naveenkumar, V.; Saravanakumar, M.K. Review on mechanical properties of natural fiber composites. Mater. Today Proc. 2018, 5, 1785–1790. [Google Scholar] [CrossRef]
- Tiber, B.; Balcıoğlu, H.E. Flexural and fracture behavior of natural fiber knitted fabric reinforced composites. Polym. Compos. 2017, 40, 217–228. [Google Scholar] [CrossRef]
- Naveen, J.; Jawaid, M.; Zainudin, E.; Sultan, M.T.; Yahaya, R.; Majid, M.A. Thermal degradation and viscoelastic properties of Kevlar/Cocos nucifera sheath reinforced epoxy hybrid composites. Compos. Struct. 2019, 219, 194–202. [Google Scholar] [CrossRef]
- Calabrese, L.; Fiore, V.; Bruzzaniti, P.; Scalici, T.; Valenza, A. Pinned Hybrid Glass-Flax Composite Laminates Aged in Salt-Fog Environment: Mechanical Durability. Polymers 2019, 12, 40. [Google Scholar] [CrossRef] [PubMed]
- Khan, A.; Vijay, R.; Singaravelu, D.L.; Arpitha, G.; Sanjay, M.; Siengchin, S.; Jawaid, M.; Alamry, K.; Asiri, A.M. Extraction and characterization of vetiver grass (Chrysopogon zizanioides) and kenaf fiber (Hibiscus cannabinus) as reinforcement materials for epoxy based composite structures. J. Mater. Res. Technol. 2020, 9, 773–778. [Google Scholar] [CrossRef]
- Singh, T.J.; Samanta, S. Characterization of Kevlar Fiber and Its Composites: A Review. Mater. Today Proc. 2015, 2, 1381–1387. [Google Scholar] [CrossRef]
- Oliwa, R. The Mechanical Properties of Kevlar Fabric/Epoxy Composites Containing Aluminosilicates Modified with Quaternary Ammonium and Phosphonium Salts. Materials 2020, 13, 3726. [Google Scholar] [CrossRef] [PubMed]
- Rajesh, S.; Ramnath, B.V.; Elanchezhian, C.; Abhijith, M.; Riju, R.D.; Kishan, K.K. Investigation of Tensile Behavior of Kevlar Composite. Mater. Today Proc. 2018, 5, 1156–1161. [Google Scholar] [CrossRef]
- Mir, A.; Zitoune, R.; Collombet, F.; Bezzazi, B. Study of Mechanical and Thermomechanical Properties of Jute/Epoxy Composite Laminate. J. Reinf. Plast. Compos. 2009, 29, 1669–1680. [Google Scholar] [CrossRef]
- Harikrishna, M.; Ajeeth, K.; Ranganatha, S.; Thiagarajan, C. Fabrication and Mechanical Properties of Hybrid Natural Fiber Composites (Jute/Banana/Glass). Int. J. Pure Appl. Math. 2018, 119, pp. 685–696. [Google Scholar]
- Amuthakkannan, P.; Manikandan, V.; Jappes, J.T.W.; Uthayakumar, M. Influence of stacking sequence on mechanical properties of basalt-jute fiber-reinforced polymer hybrid composites. J. Polym. Eng. 2012, 32, 547–554. [Google Scholar] [CrossRef]
- Vijay, R.; Singaravelu, D.L. Experimental investigation on the mechanical properties of Cyperus pangorei fibers and jute fiber-based natural fiber composites. Int. J. Polym. Anal. Charact.. 2016, 21, 617–627. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Manickavasagam, V.; Elanchezhian, C.; Krishna, C.V.; Karthik, S.; Saravanan, K. Determination of mechanical properties of intra-layer abaca–jute–glass fiber reinforced composite. Mater. Des. 2014, 60, 643–652. [Google Scholar] [CrossRef]
- Patil, S.S.; Praveen, B.A.; Kempaiah, U.N.; Adarsha, H. Fabrication and characterization of Kevlar/Jute Reinforced Epoxy. Int. Res. J. Eng. Technol. 2017, 4, 1441–1444. [Google Scholar]
- Sathyaseelan, P.; Sellamuthu, P. Effect of Stacking Sequences on Impact properties of Kenaf-Areca Hybrid Epoxy Composite. Int. J. Innov. Technol. Explor. Eng. 2019, 8, 2038–2041. [Google Scholar] [CrossRef]
- Sathyaseelan, P.; Sellamuthu, P.; Palanimuthu, L. Influence of Stacking Sequence on Mechanical Properties of Areca-kenaf Fiber-Reinforced Polymer Hybrid Composite Influence of Stacking Sequence on Mechanical Properties of Areca-kenaf Fiber-Reinforced Polymer Hybrid Composite. J. Nat. Fibers 2022, 19, 369–381. [Google Scholar]
- Ramesh, V.; Anand, P. Evaluation on Impact Strength of Basalt/Kevlar Fiber Reinforced Hybrid Composites. Int. J. Eng. Adv. Technol. 2019, 9, 4907–4909. [Google Scholar] [CrossRef]
- Ramesh, V.; Anand, P. Evaluation of mechanical properties on Kevlar/Basalt fiber reinforced hybrid composites. Mater. Today Proc. 2021, 39, 1494–1496. [Google Scholar] [CrossRef]
- Mohanavel, V.; Raja, T.; Yadav, A.; Ravichandran, M.; Winczek, J. Evaluation of Mechanical and Thermal Properties of Jute and Ramie Reinforced Epoxy-based Hybrid Composites. J. Nat. Fibers 2021, 19, 8022–8032. [Google Scholar] [CrossRef]
- Sellamuthu, P.; Palani, S.; Palanimuthu, L. Water absorption behavior of kenaf/areca reinforced hybrid composites. Mater. Today Proc. 2021, 46, 1265–1268. [Google Scholar] [CrossRef]
- Mostefai, N.; Hamzaoui, R.; Guessasma, S.; Aw, A.; Nouri, H. Microstructure and mechanical performance of modified hemp fibre and shiv mortars: Discovering the optimal formulation. Mater. Des. 2015, 84, 359–371. [Google Scholar] [CrossRef]
- Aravindh, M.; Sathish, S.; Raj, R.R.; Karthick, A.; Mohanavel, V.; Patil, P.P.; Muhibbullah, M.; Osman, S.M. A Review on the Effect of Various Chemical Treatments on the Mechanical Properties of Renewable Fiber-Reinforced Composites. Adv. Mater. Sci. Eng. 2022, 2022, 2009691. [Google Scholar] [CrossRef]
- Venkatasudhahar, M.; Ravichandran, A.; Dilipraja, N. Effect of stacking sequence on mechanical and moisture absorption properties of abaca-kenaf-carbon fiber reinforced hybrid composites. J. Nat. Fibers 2021, 19, 7229–7240. [Google Scholar] [CrossRef]
- Yang, Q.-Q.; Gao, L.-F.; Zhu, Z.-Y.; Hu, C.-X.; Huang, Z.-P.; Liu, R.-T.; Wang, Q.; Gao, F.; Zhang, H.-L. Confinement effect of natural hollow fibers enhances flexible supercapacitor electrode performance. Electrochim. Acta 2018, 260, 204–211. [Google Scholar] [CrossRef]
- Mukhtar, I.; Leman, Z.; Zainudin, E.S.; Ishak, M.R. Hybrid and Nonhybrid Laminate Composites of Sugar Palm and Glass Fibre-Reinforced Polypropylene: Effect of Alkali and Sodium Bicarbonate Treatments. Int. J. Polym. Sci. 2019, 2019, 1230592. [Google Scholar] [CrossRef]
- Rouison, D.; Sain, M.; Couturier, M. Resin transfer molding of hemp fiber composites: Optimization of the process and mechanical properties of the materials. Compos. Sci. Technol. 2006, 66, 895–906. [Google Scholar] [CrossRef]
- Ramesh, V.; Anand, P. Thermal analysis of Kevlar/basalt reinforced hybrid polymer composite. Mater. Res. Express 2021, 8, 115302. [Google Scholar] [CrossRef]
- Raja, N.D.; Kumar, K.V.A. Effect of Weaving Pattern on the Mechanical Properties of 2D Interwoven Kevlar-Jute Hybrid Laminates. J. Nat. Fibers 2022, 19, 13076–13087. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Laminate Material | Theoretical Density (g/mm3) | Actual Density (g/mm3) | Void Fraction (%) |
|---|---|---|---|---|
| 1 | Plain weave | 105.8 | 44 | 0.584 |
| 2 | Basket weave | 114.5 | 51.5 | 0.55 |
| 3 | Twill weave | 115.7 | 58.7 | 0.49 |
| 4 | Satin weave | 111.3 | 43.95 | 0.605 |
| Hybrid Laminate | Tensile Strength (GPa) ± SD | Compressive Strength (MPa) ± SD | Flexural Strength (GPa) ± SD | Impact Strength (J) ± SD | Shore D Hardness ± SD |
|---|---|---|---|---|---|
| Plain weave | 1.95 ± 2.045 | 52.8 ± 3.1 | 2.4 ± 1.07 | 20 ± 2 | 68.7 ± 1.1 |
| Basket weave | 3.65 ± 2.08 | 62 ± 2.4 | 3.12 ± 2.04 | 61 ± 2 | 65.7 ± 1.3 |
| Twill weave | 6.77 ± 2.09 | 105.6 ± 3.6 | 3.4 ± 1.06 | 89 ± 3 | 72.2 ± 1.4 |
| Satin weave | 2.91 ± 1.09 | 88.8 ± 2.5 | 3.6 ± 2.07 | 15 ± 1 | 71.5 ± 1.3 |
| Hybrid Laminate | Tensile Strength (GPa) | Compressive Strength (MPa) | Flexural Strength (GPa) | Impact Strength (J) | Shore D Hardness |
|---|---|---|---|---|---|
| Plain weave | 2.1 ± 1.05 | 55.2 ± 3.5 | 2.9 ± 1.04 | 21 ± 1 | 68.8 ± 1.3 |
| Basket weave | 3.9 ± 2.06 | 65 ± 3.45 | 4.2 ± 2.05 | 63 ± 2 | 65.5 ± 1.2 |
| Twill weave | 7.6 ± 2.5 | 111.3 ± 3.61 | 4.8 ± 2.15 | 91 ± 2 | 72 ± 1.4 |
| Satin weave | 3.14 ± 2.05 | 91.6 ± 2.38 | 4.5 ± 1.05 | 17 ± 1 | 71.3 ± 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raja, N.D.; Anand Kumar, K.V.; Salunkhe, S.; Hussein, H.M.A. Investigation of Water Absorption Properties of 2D Interwoven Kevlar–Jute Reinforced Hybrid Laminates. J. Compos. Sci. 2023, 7, 187. https://doi.org/10.3390/jcs7050187
Raja ND, Anand Kumar KV, Salunkhe S, Hussein HMA. Investigation of Water Absorption Properties of 2D Interwoven Kevlar–Jute Reinforced Hybrid Laminates. Journal of Composites Science. 2023; 7(5):187. https://doi.org/10.3390/jcs7050187
Chicago/Turabian StyleRaja, Narayana Dilip, Kammanni Veerabhadrappa Anand Kumar, Sachin Salunkhe, and Hussein Mohamed Abdelmoneam Hussein. 2023. "Investigation of Water Absorption Properties of 2D Interwoven Kevlar–Jute Reinforced Hybrid Laminates" Journal of Composites Science 7, no. 5: 187. https://doi.org/10.3390/jcs7050187