
Transferability of the Structure–Property Relationships from Laser-Pretreated Metal–Polymer Joints to Aluminum–CFRP Hybrid Joints
 , , ,
, , ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Laser Metal Surface Pretreatment
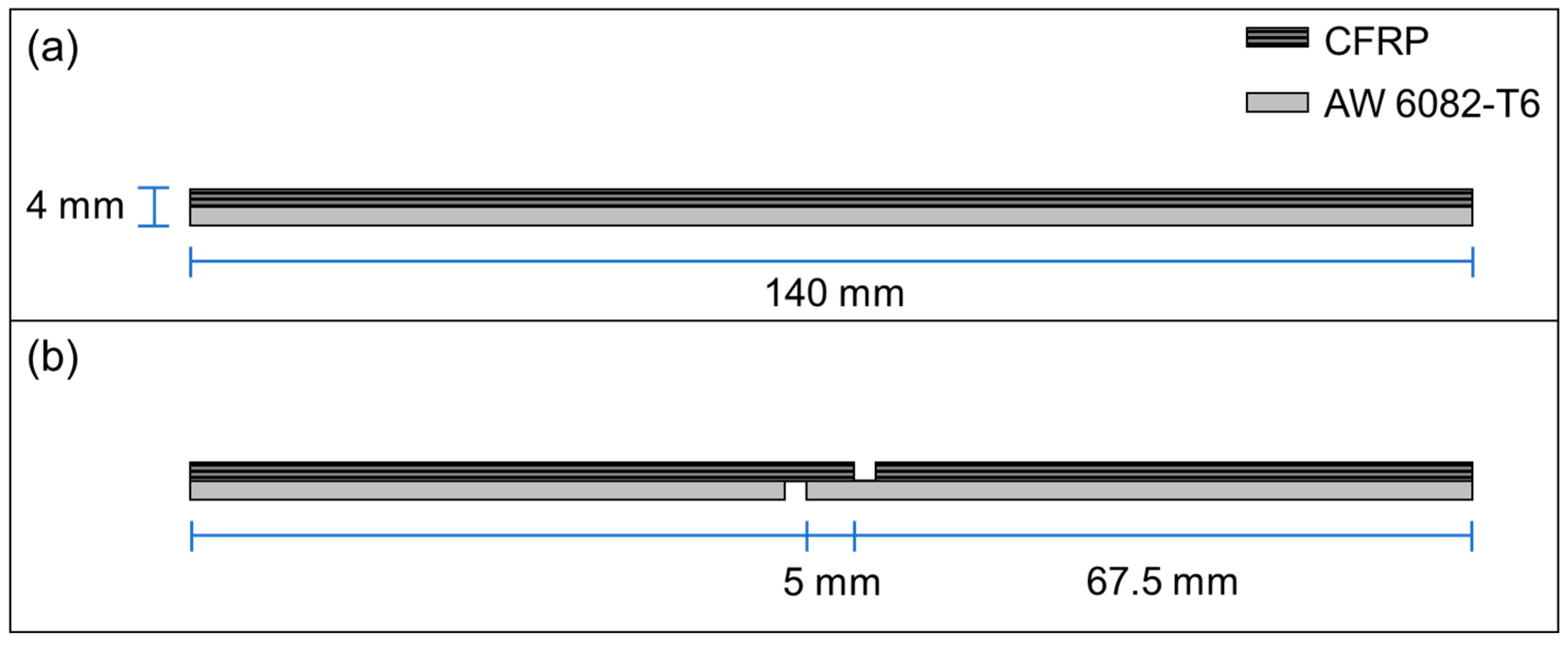
2.2.2. Production of the Single-Lap Shear (SLS) Specimens
2.2.3. Single-Lap Shear Tests of Hybrid Specimens
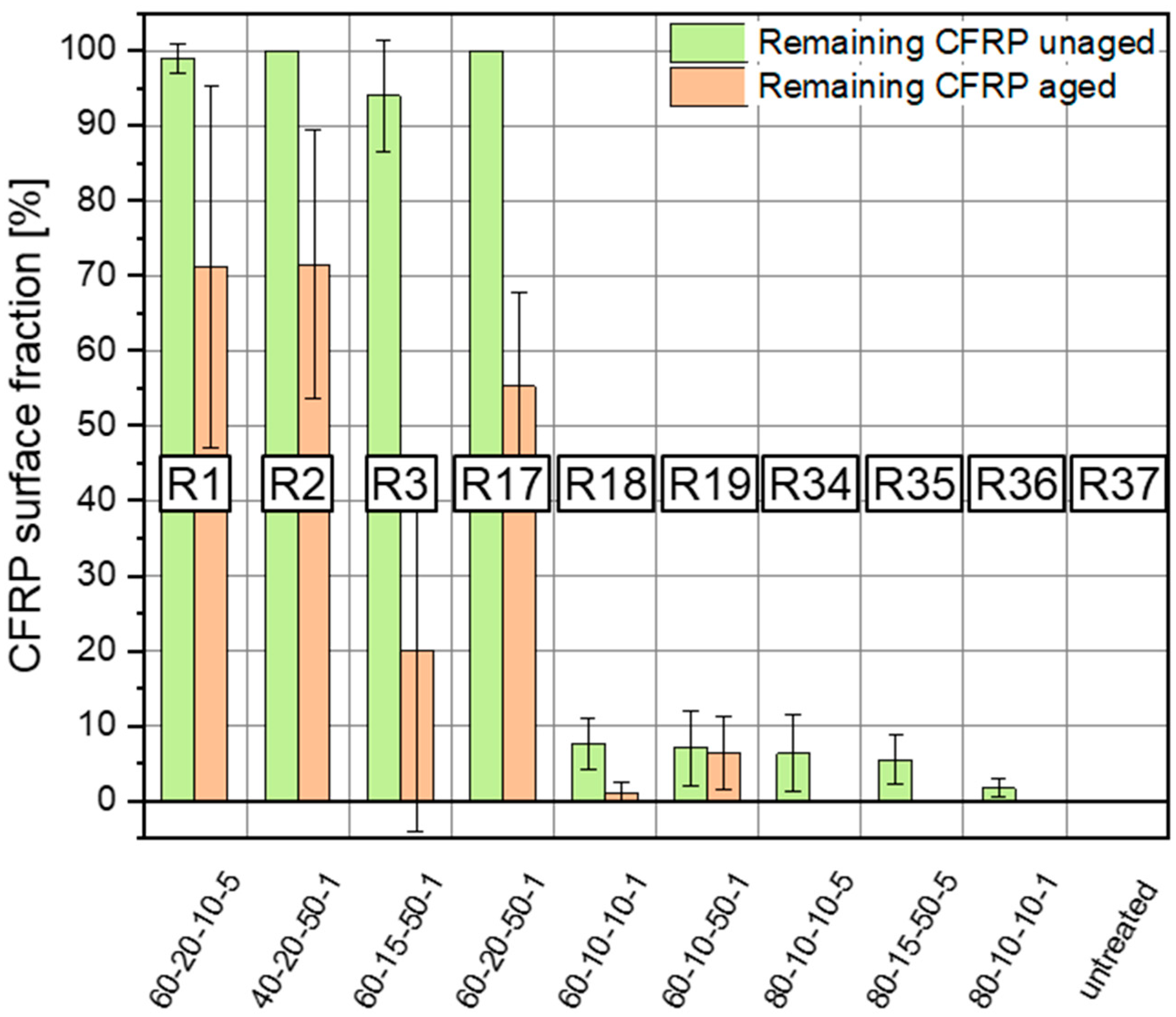
2.2.4. Quantification of Remaining CFRP Fragments on the Fracture Surfaces
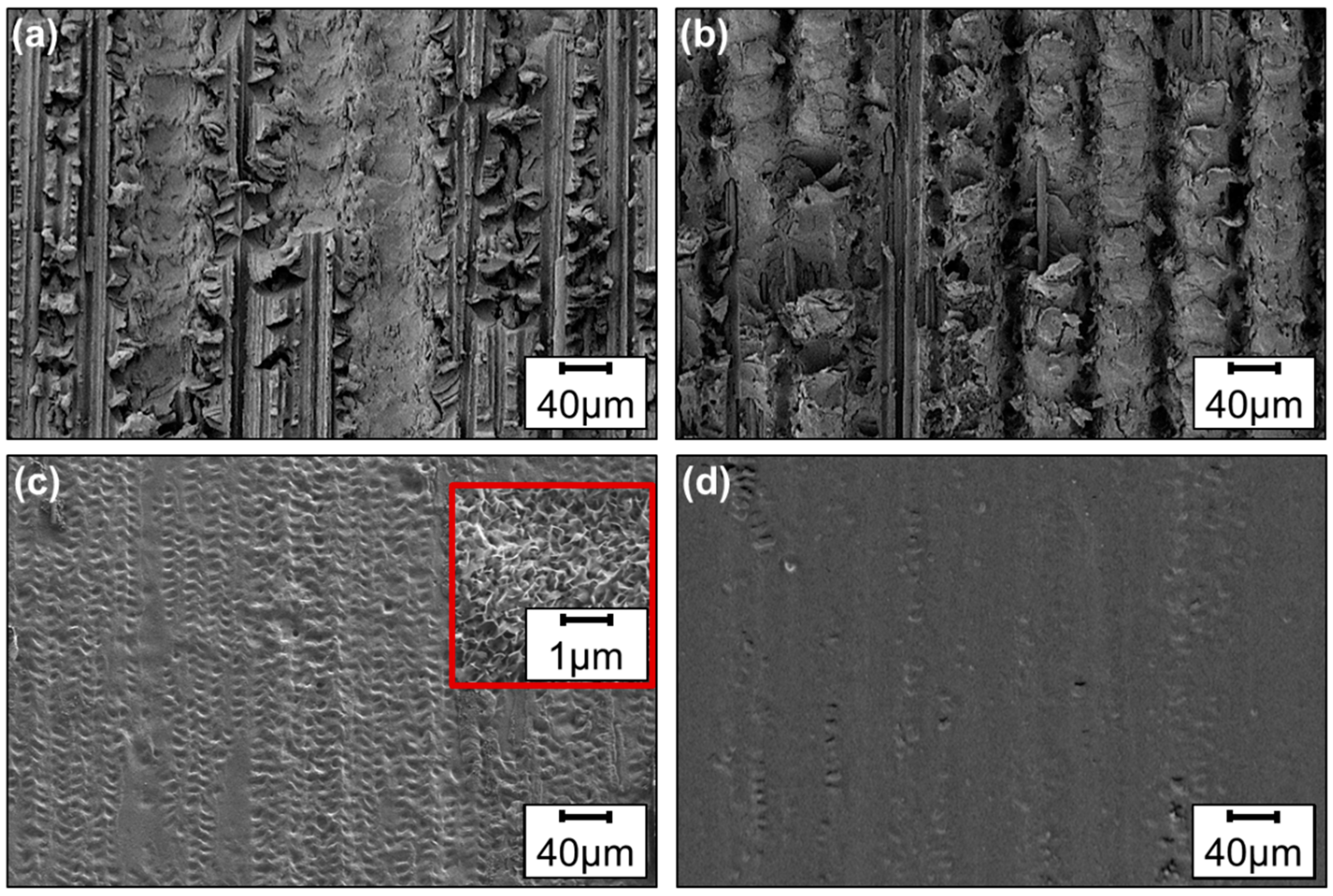
2.2.5. Scanning Electron Microscopy (SEM) Analysis of the Fracture Surfaces
3. Results
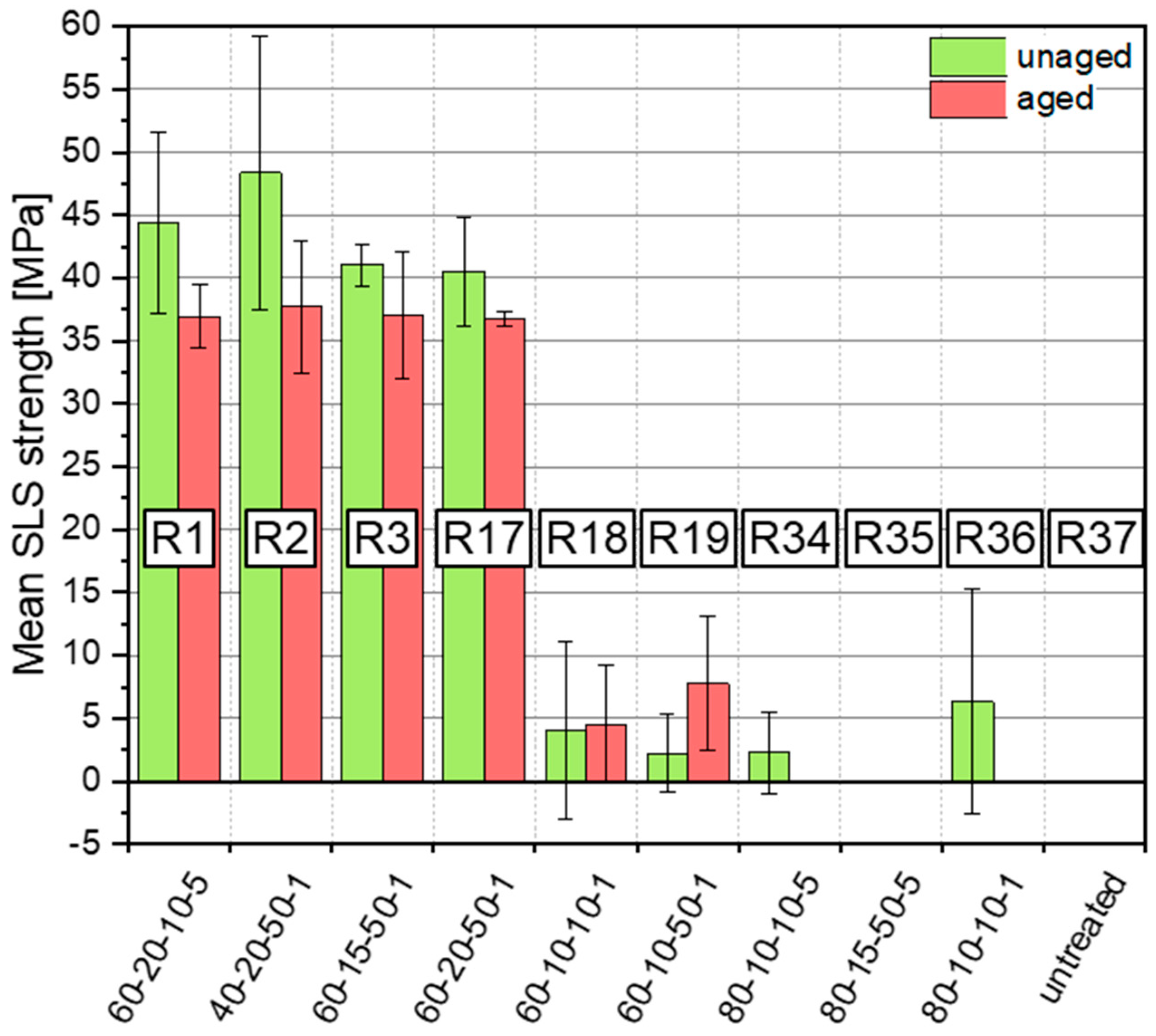
3.1. SLS Strength of the Hybrid AW 6082-T6–CFRP Specimens
3.2. Analysis of the Fracture Surfaces
4. Discussion
- I.
- Pretreatments R1 to R3 and R17 with mean SLS strengths of >40 MPa before and >35 MPa after hydrothermal aging;
- II.
- R18 and R19, which lead to SLS strengths up to 10 MPa before and after hydrothermal aging;
- III.
- R34 to 36 specimens with less than 10 MPa before and negligible SLS strengths after hydrothermal aging.
5. Conclusions
- Similar to the AW 6082-T6–E320 joints, the best performing pulsed-laser pretreatments also resulted in the highest SLS strengths for the hybrid AW 6082-T6–CFRP specimens. This is observed consistently before and after hydrothermal aging. High micro- and nanosurface enlargements are found to be particularly important, similar to the case of the metal–polymer joints.
- In contrast to the AW 6082-T6–E320 bonding, where even poorly optimized laser pretreatments improved the joint properties, for hybrid aluminum–CFRP joining, only well-optimized parameter sets increased the SLS strength. Contrary to the AW 6082-T6–E320 case, some of the metal–CFRP specimens failed even before testing. The results indicate that for aluminum–CFRP joints, a threshold value for the surface enlargement needs to be surpassed in order to achieve high SLS strengths.
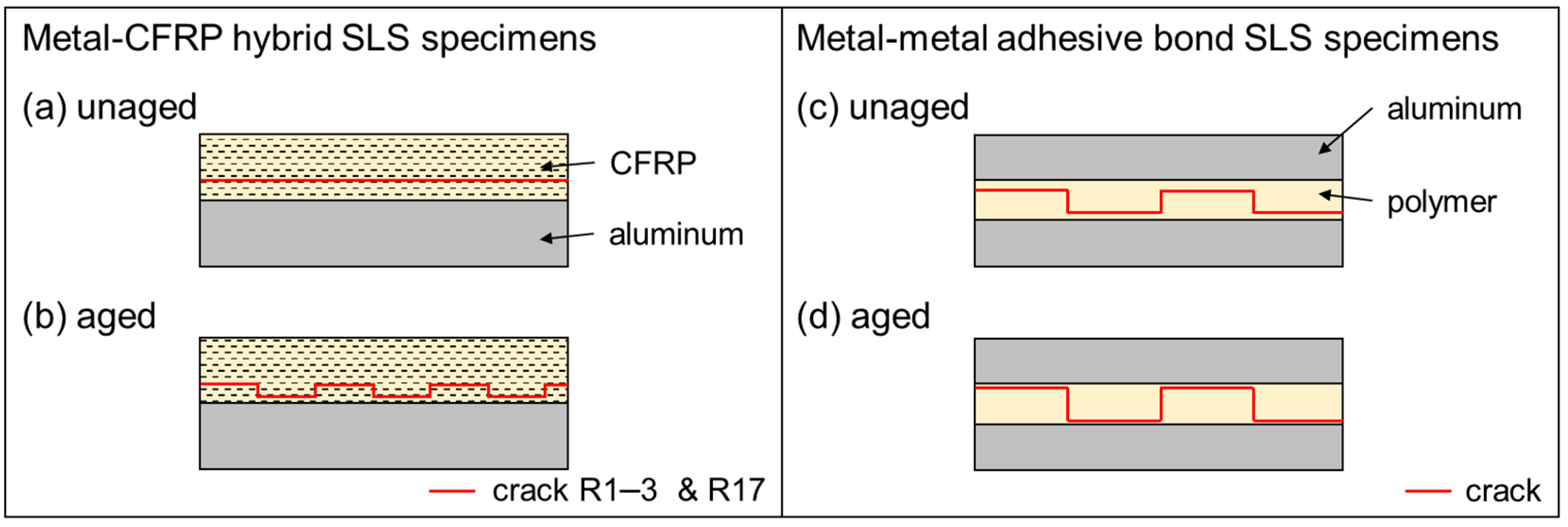
- Hydrothermal aging shifts the failure from predominantly cohesive to an increasingly adhesive failure in the hybrid- and adhesively bonded metal SLS specimens. However, the change in the failure pattern does not generally translate into a major loss in joint strength.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Set | Microstructures (Morphology) | Melt Craters (Depth) | Nanostructures (Density and Height) | Undercut Structures |
|---|---|---|---|---|
| R1 | ordered, groove-like | deepest | dense and medium | yes |
| R2 | complex, overlapping | deep | dense and large | yes |
| R3 | complex, overlapping | medium | dense and large | yes |
| R17 | complex, overlapping | medium | dense and medium | yes |
| R18 | complex, overlapping | medium | dense and small | yes |
| R19 | ordered, overlapping | shallow | dense and small | yes |
| R34 | ordered, without overlap | almost flat | sparse and small | negligible |
| R35 | ordered, without overlap | almost flat | sparse and small | negligible |
| R36 | ordered, without overlap | almost flat | dense and small | negligible |
References
- Kwon, D.S.; Yoon, S.H.; Hwang, H.Y. Effects of residual oils on the adhesion characteristics of metal-CFRP adhesive joints. Compos. Struct. 2019, 207, 240–254. [Google Scholar] [CrossRef]
- Reitz, V.; Meinhard, D.; Ruck, S.; Riegel, H.; Knoblauch, V. A comparison of IR- and UV-laser pretreatment to increase the bonding strength of adhesively joined aluminum/CFRP components. Compos. Part A Appl. Sci. Manuf. 2017, 96, 18–27. [Google Scholar] [CrossRef]
- Li, H.; Liu, H.; Li, S.; Zhao, Q.; Qin, X. Influence of high pulse fluence infrared laser surface pretreatment parameters on the mechanical properties of CFRP/aluminium alloy adhesive joints. J. Adhes. 2023, 99, 584–605. [Google Scholar] [CrossRef]
- Zhang, Z.; Shan, J.; Tan, X.; Zhang, J. Improvement of the laser joining of CFRP and aluminum via laser pre-treatment. Int. J. Adv. Manuf. Technol. 2017, 90, 3465–3472. [Google Scholar] [CrossRef]
- Schanz, J.; Meinhard, D.; Dostal, I.; Riegel, H.; De Silva, A.K.M.; Harrison, D.K.; Knoblauch, V. Comprehensive study on the influence of different pretreatment methods and structural adhesives on the shear strength of hybrid CFRP/aluminum joints. J. Adhes. 2022, 98, 1772–1800. [Google Scholar] [CrossRef]
- Akman, E.; Bora, M.; Çoban, O.; Oztoprak, B.G. Laser-induced groove optimization for Al/CFRP adhesive joint strength. Int. J. Adhes. Adhes. 2021, 107, 102830. [Google Scholar] [CrossRef]
- Trauth, A.; Lohr, C.; Lallinger, B.; Weidenmann, K. Interface characterization of hybrid biocompatible fiber-metal laminates after laser-based surface treatment. Compos. Struct. 2022, 281, 115054. [Google Scholar] [CrossRef]
- Davis, M.; Bond, D. Principles and practices of adhesive bonded structural joints and repairs. Int. J. Adhes. Adhes. 1999, 19, 91–105. [Google Scholar] [CrossRef]
- Sandeep, R.; Natarajan, A. Advances in joining technologies for the innovation of 21st century lightweight aluminium-CFRP hybrid structures. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2022, 236, 1239–1255. [Google Scholar] [CrossRef]
- Bjørgum, A.; Lapique, F.; Walmsley, J.; Redford, K. Anodising as pre-treatment for structural bonding. Int. J. Adhes. Adhes. 2003, 23, 401–412. [Google Scholar] [CrossRef]
- Schanz, J.; Nester, S.; Meinhard, D.; Pott, T.; Riegel, H.; De Silva, A.K.M.; Harrison, D.K.; Knoblauch, V. Adhesively bonded CFRP/Al joints: Influence of the surface pretreatment on corrosion during salt spray test. Mater. Corros. 2022, 73, 158–170. [Google Scholar] [CrossRef]
- Löbbecke, M.; Bayerbasi, T.J.; Bartsch, M.; Haubrich, J. Role of surface structures on long term stability of adhesive joints between Ti–15V–3Cr–3Sn–3Al and polyether-ether-ketone. Int. J. Adhes. Adhes. 2023, 120, 103282. [Google Scholar] [CrossRef]
- Baldan, A. Adhesively-bonded joints in metallic alloys, polymers and composite materials: Mechanical and environmental durability performance. J. Mater. Sci. 2004, 39, 4729–4797. [Google Scholar] [CrossRef]
- Min, J.; Wan, H.; Carlson, B.E.; Lin, J.; Sun, C. Application of laser ablation in adhesive bonding of metallic materials: A review. Opt. Laser Technol. 2020, 128, 106188. [Google Scholar] [CrossRef]
- Irfan, M.; Requena, G.; Haubrich, J. The effect of weak boundary layers on adhesion properties of laser pretreated aluminum alloy EN-AW 6082 surfaces. Int. J. Adhes. Adhes. 2022, 119, 103271. [Google Scholar] [CrossRef]
- Ostapiuk, M.; Bieniaś, J. Fracture Analysis and Shear Strength of Aluminum/CFRP and GFRP Adhesive Joint in Fiber Metal Laminates. Materials 2019, 13, 7. [Google Scholar] [CrossRef]
- Freund, J.; Löbbecke, M.; Delp, A.; Walther, F.; Wu, S.; Tröster, T.; Haubrich, J. Relationship between laser-generated micro- and nanostructures and the long-term stability of bonded epoxy-aluminum joints. J. Adhes. 2023, 1–31. [Google Scholar] [CrossRef]
- DIN EN 515:2017-05; Aluminium und Aluminiumlegierungen_-Halbzeug_-Bezeichnungen der Werkstoffzustände. Deutsche Fassung EN_515:2017; Beuth Verlag GmbH: Berlin/Heidelberg, Germany, 2017.
- SGL epo GmbH. SIGRAPREG® C U230-0/NF-E320/39%: Sicherheitsdatenblatt (Safety Data Sheet); Revision no. 1.02; SGL epo GmbH: Willich, Germany, 2019. [Google Scholar]
- Wu, S.; Delp, A.; Freund, J.; Walther, F.; Haubrich, J.; Löbbecke, M.; Tröster, T. Adhesion properties of the hybrid system made of laser-structured aluminium EN AW 6082 and CFRP by co-bonding-pressing process. J. Adhes. 2023, 1–29. [Google Scholar] [CrossRef]
- DIN EN 1465:2009-07; Klebstoffe_-Bestimmung der Zugscherfestigkeit von Überlappungsklebungen. Deutsche Fassung EN_1465:2009; Beuth Verlag GmbH: Berlin/Heidelberg, Germany, 2009.
- Rasband, W.S. ImageJ. Java 1.8.0_172 (64-bit); U. S. National Institutes of Health: Bethesda, MD, USA, 1997–2022. Available online: https://imagej.nih.gov/ij/ (accessed on 11 September 2023).
- da Silva, L.F.M.; Rodrigues, T.N.S.S.; Figueiredo, M.A.V.; de Moura, M.F.S.F.; Chousal, J.A.G. Effect of Adhesive Type and Thickness on the Lap Shear Strength. J. Adhes. 2006, 82, 1091–1115. [Google Scholar] [CrossRef]
- da Silva, L.F.; das Neves, P.J.; Adams, R.; Wang, A.; Spelt, J. Analytical models of adhesively bonded joints—Part II: Comparative study. Int. J. Adhes. Adhes. 2009, 29, 331–341. [Google Scholar] [CrossRef]
- Hundley, J.M.; Hahn, H.T.; Yang, J.-M.; Facciano, A.B. Multi-Scale Modeling of Metal-Composite Interfaces in Titanium-Graphite Fiber Metal Laminates Part I: Molecular Scale. Open J. Compos. Mater. 2011, 1, 19–37. [Google Scholar] [CrossRef]
- Hundley, J.M.; Hahn, H.T.; Yang, J.-M.; Facciano, A.B. Multiscale modeling of metal-composite interfaces in titanium-graphite fiber metal laminates part II: Continuum scale. J. Compos. Mater. 2012, 46, 1235–1249. [Google Scholar] [CrossRef]
- Li, S.; Wan, H.; Lin, J.; Min, J. Physicochemical interactions between amorphous metal oxide and polymer in metal–polymer hybrid materials. Mater. Des. 2023, 230, 111993. [Google Scholar] [CrossRef]





| R | Frequency (kHz) | Laser Power (W) | Laser Spot Overlap (%) | Number of Scans (×) |
|---|---|---|---|---|
| 1 | 60 | 20 | 10 | 5 |
| 2 | 40 | 20 | 50 | 1 |
| 3 | 60 | 15 | 50 | 1 |
| 17 | 60 | 20 | 50 | 1 |
| 18 | 60 | 10 | 10 | 1 |
| 19 | 60 | 10 | 50 | 1 |
| 34 | 80 | 10 | 10 | 5 |
| 35 | 80 | 15 | 50 | 5 |
| 36 | 80 | 10 | 10 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Freund, J.; Lützenkirchen, I.; Löbbecke, M.; Delp, A.; Walther, F.; Wu, S.; Tröster, T.; Haubrich, J. Transferability of the Structure–Property Relationships from Laser-Pretreated Metal–Polymer Joints to Aluminum–CFRP Hybrid Joints. J. Compos. Sci. 2023, 7, 427. https://doi.org/10.3390/jcs7100427
Freund J, Lützenkirchen I, Löbbecke M, Delp A, Walther F, Wu S, Tröster T, Haubrich J. Transferability of the Structure–Property Relationships from Laser-Pretreated Metal–Polymer Joints to Aluminum–CFRP Hybrid Joints. Journal of Composites Science. 2023; 7(10):427. https://doi.org/10.3390/jcs7100427
Chicago/Turabian StyleFreund, Jonathan, Isabel Lützenkirchen, Miriam Löbbecke, Alexander Delp, Frank Walther, Shuang Wu, Thomas Tröster, and Jan Haubrich. 2023. "Transferability of the Structure–Property Relationships from Laser-Pretreated Metal–Polymer Joints to Aluminum–CFRP Hybrid Joints" Journal of Composites Science 7, no. 10: 427. https://doi.org/10.3390/jcs7100427