Simulation of Smart Factory Processes Applying Multi-Agent-Systems—A Knowledge Management Perspective




Abstract
:1. Introduction
2. Materials And Methods
2.1. Knowledge-Driven Manufacturing
2.1.1. Merging of Physical and Digital Manufacturing
2.1.2. From Data to Knowledge
2.2. Human–Machine and Machine–Machine Interaction
2.3. Application of Multi-Agent-Systems for Smart Factory Simulation and Adaptation
3. Use Case
3.1. Scenario Description
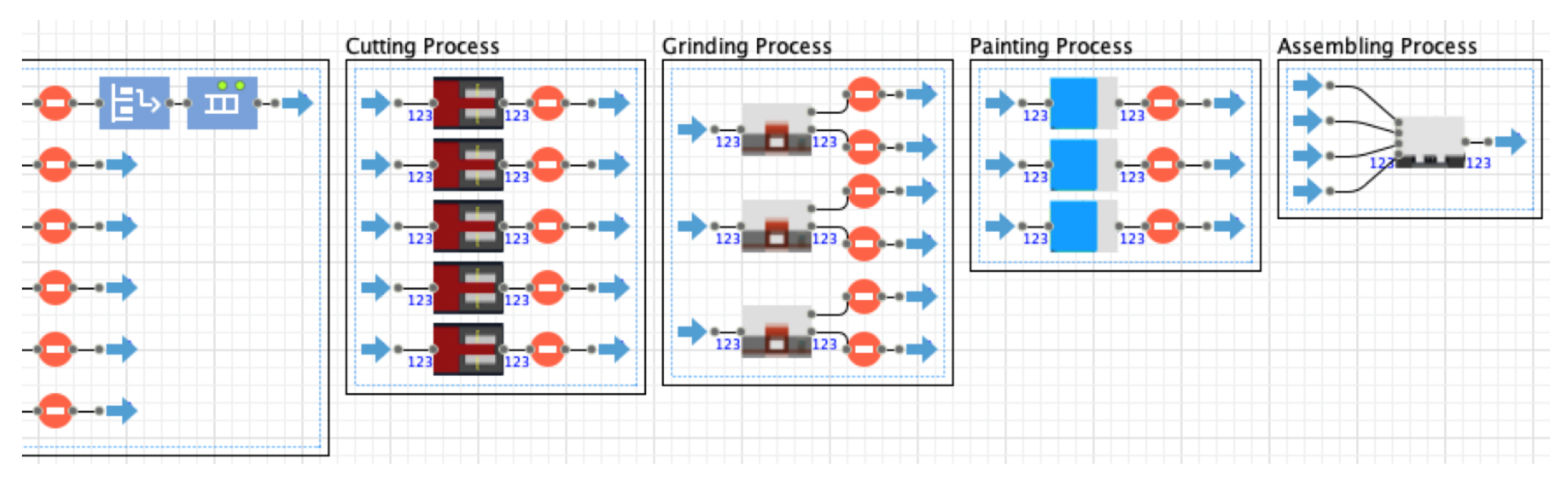
3.2. Involved Systems, Machines and Tasks
4. Results
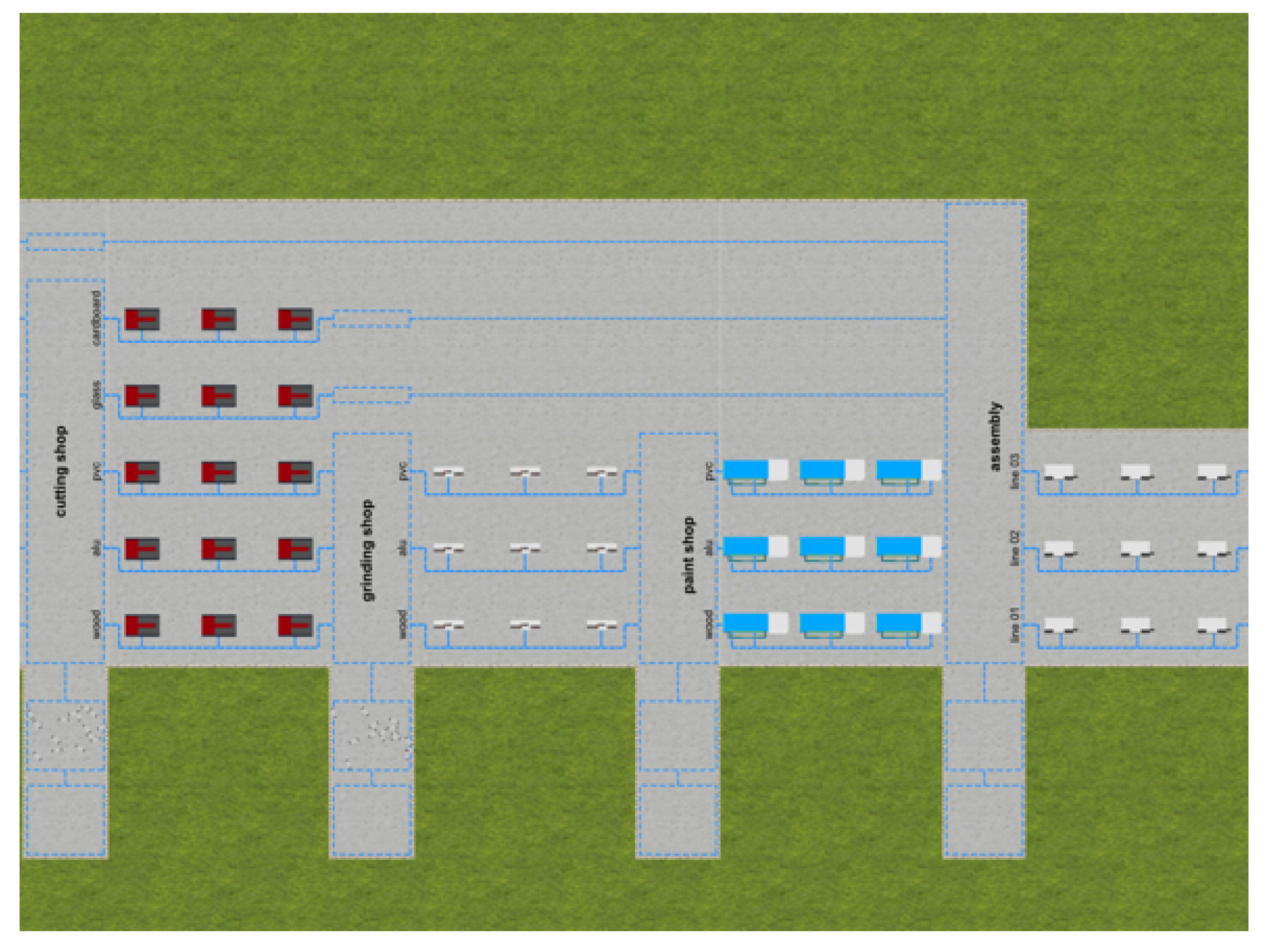
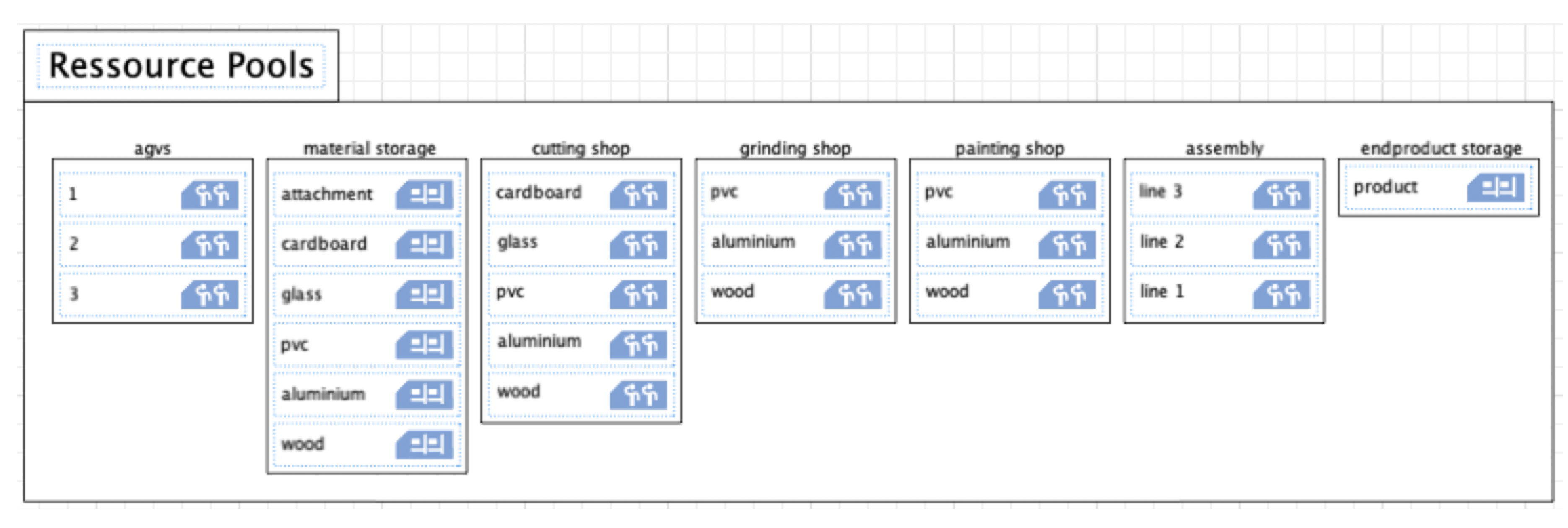
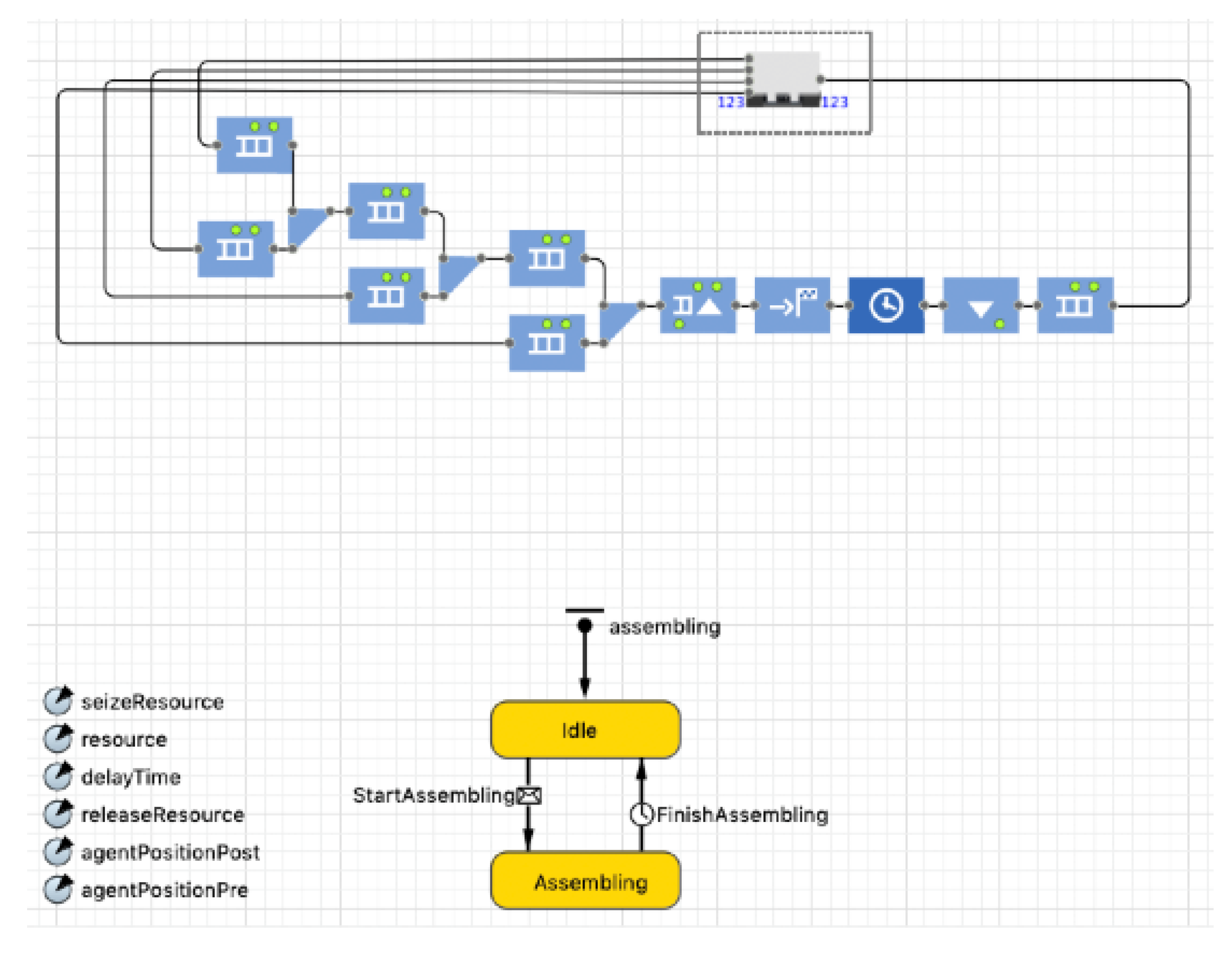
4.1. Implementation
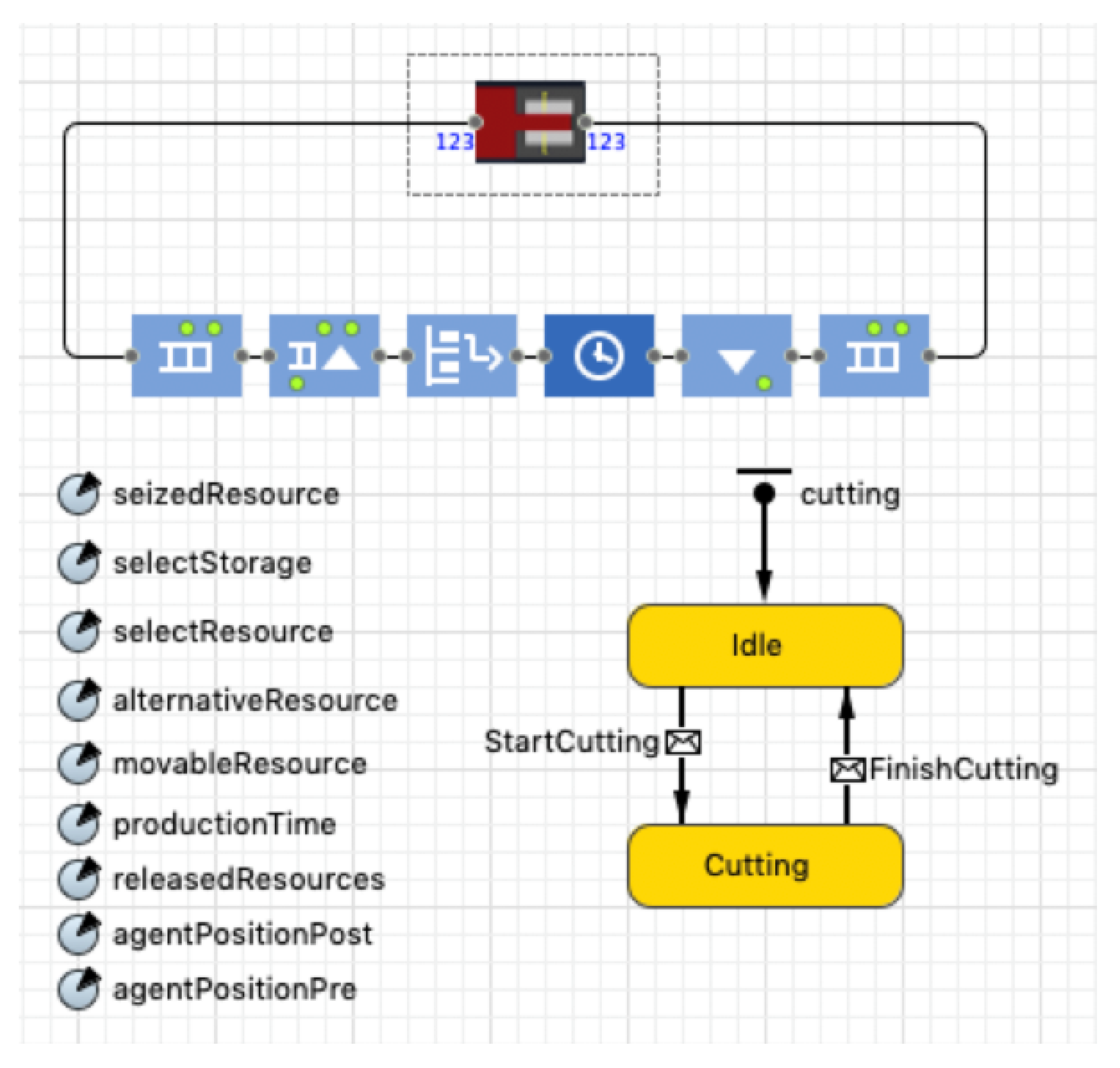
- a seize block for reserving a machine instance.
- a rackpick block for picking the necessary material from a material pool and to transport it to the machine. The specifications about availability of material and mobility are additional simulation parameters.
- a delay block to simulate the production time
- a release block to simulate the end of the production process and to release the reserved machine resource and make it available in the ResourcePool
4.2. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| AI | Artificial Intelligence |
| CPS | Cyber Physical System |
| CPPS | Cyber Physical Production System |
| H-M | Human-to-Machine |
| IoT | Internet of Things |
| KPI | Key Performance Indicator |
| MAS | Multi-Agent-System(s) |
| MES | Manufacturing Engineering System |
| ML | Machine Learning |
| M-M | Machine-to-Machine |
| PLM | Product Lifecycle Management |
| RFID | Radio Frequency Identification |
References
- Brauckmann, O. Smart Production: Wertschöpfung durch Geschäftsmodelle; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Capestro, M.; Kinkel, S. Industry 4.0 and Knowledge Management: A Review of Empirical Studies. In Knowledge Management and Industry 4.0; Bettiol, M., Di Maria, E., Micelli, S., Eds.; Knowledge Management and Organizational Learning; Springer: Berlin/Heidelberg, Germany, 2020; pp. 19–52. [Google Scholar] [CrossRef]
- Gunal, M.M. Simulation for the Better: The Future in Industry 4.0. In Simulation for Industry 4.0; Gunal, M.M., Ed.; Springer Series in Advanced Manufacturing; Springer: Cham, Switzerland, 2019; pp. 275–283. [Google Scholar]
- Vogel-Heuser, B.; Bauernhansl, T.; ten Hompel, M. (Eds.) Handbuch Industrie 4.0 Bd.4: Allgemeine Grundlagen, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar] [CrossRef]
- Müller, J.M.; Buliga, O.; Voigt, K.I. The role of absorptive capacity and innovation strategy in the design of industry 4.0 business Models-A comparison between SMEs and large enterprises. Eur. Manag. J. 2020. [Google Scholar] [CrossRef]
- Lang, V.; Weingarten, S.; Wiemer, H.; Scheithauer, U.; Glausch, F.; Johne, R.; Michaelis, A.; Ihlenfeldt, S. Process Data-Based Knowledge Discovery in Additive Manufacturing of Ceramic Materials by Multi-Material Jetting (CerAM MMJ). J. Manuf. Mater. Process. 2020, 4, 74. [Google Scholar] [CrossRef]
- Mirifar, S.; Kadivar, M.; Azarhoushang, B. First Steps through Intelligent Grinding Using Machine Learning via Integrated Acoustic Emission Sensors. J. Manuf. Mater. Process. 2020, 4, 35. [Google Scholar] [CrossRef]
- Lou, P.; Ong, S.K.; Nee, A. Agent-based distributed scheduling for virtual job shops. Int. J. Prod. Res. 2009, 48, 3889–3910. [Google Scholar] [CrossRef]
- Gorodetsky, V.I.; Kozhevnikov, S.S.; Novichkov, D.; Skobelev, P.O. The Framework for Designing Autonomous Cyber–Physical Multi-agent Systems for Adaptive Resource Management. In Industrial Applications of Holonic and Multi-Agent Systems; Marík, V., Kadera, P., Rzevski, G., Eds.; Lecture Notes in Artificial Intelligence; IEEE: Piscataway, NJ, USA, 2019; pp. 52–64. [Google Scholar] [CrossRef]
- Anylogic. Anylogic Software. Available online: https://www.anylogic.com (accessed on 9 September 2020).
- Roth, A. Einführung und Umsetzung von Industrie 4.0: Grundlagen, Vorgehensmodell und Use Cases aus der Praxis; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Gerhard, D. Product Lifecycle Management Challenges of CPPS. In Multi-Disciplinary Engineering for Cyber–Physical Production Systems; Biffl, S., Lüder, A., Gerhard, D., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 88–110. [Google Scholar]
- Queiroz, J.; Leitão, P.; Barbosa, J.; Oliveira, E. Agent-Based Approach for Decentralized Data Analysis in Industrial Cyber–Physical Systems. In Industrial Applications of Holonic and Multi-Agent Systems; Marík, V., Kadera, P., Rzevski, G., Eds.; Lecture Notes in Artificial Intelligence; IEEE: Piscataway, NJ, USA, 2019; pp. 130–144. [Google Scholar]
- Karnouskos, S.; Ribeiro, L.; Leitao, P.; Luder, A.; Vogel-Heuser, B. Key Directions for Industrial Agent Based Cyber–Physical Production Systems. In Proceedings of the 2019 IEEE International Conference on Industrial Cyber Physical Systems (ICPS), Taipei, Taiwan, 6–9 May 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 17–22. [Google Scholar] [CrossRef]
- Alcácer, V.; Cruz-Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufacturing Systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- Qin, Y.; Sheng, Q.Z.; Falkner, N.J.; Dustdar, S.; Wang, H.; Vasilakos, A.V. When things matter: A survey on data-centric internet of things. J. Netw. Comput. Appl. 2016, 64, 137–153. [Google Scholar] [CrossRef] [Green Version]
- Soic, R.; Vukovic, M.; Skocir, P.; Jezic, G. Context-Aware Service Orchestration in Smart Environments. In Agents and Multi-Agent Systems: Technologies and Applications 2019; Jezic, G., Chen-Burger, Y.H.J., Kusek, M., Eds.; Smart Innovation, Systems and Technologies; Springer: Singapore, 2020; pp. 35–45. [Google Scholar]
- Fei, X.; Shah, N.; Verba, N.; Chao, K.M.; Sanchez-Anguix, V.; Lewandowski, J.; James, A.; Usman, Z. CPS data streams analytics based on machine learning for Cloud and Fog Computing: A survey. Future Gener. Comput. Syst. 2019, 90, 435–450. [Google Scholar] [CrossRef] [Green Version]
- Jones, D.; Snider, C.; Nassehi, A.; Yon, J.; Hicks, B. Characterising the Digital Twin: A systematic literature review. CIRP J. Manuf. Sci. Technol. 2020. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Malakuti, S.; van Schalkwyk, P.; Boss, B.; Sastry, C.R.; Runkana, V.; Lin, S.W.; Rix, S.; Green, G.; Baechle, K.; Varan Nath, S. Digital Twins for Industrial Applications: Definition, Business Values, Design Aspects, Standards and Use Cases: An Industrial Internet Consortium Whitepaper; ResearchGate: Berlin, Germany, 2020. [Google Scholar]
- Campos-Ferreira, A.E.; de J. Lozoya-Santos, J.; Vargas-Martínez, A.; Ramírez Mendoza, R.; Morales-Menéndez, R. Digital Twin Applications: A review: Memorias del Congreso Nacional de Control Automático. Sustainability 2020, 12, 1088. [Google Scholar]
- Hasan, H.R.; Salah, K.; Jayaraman, R.; Omar, M.; Yaqoob, I.; Pesic, S.; Taylor, T.; Boscovic, D. A Blockchain-Based Approach for the Creation of Digital Twins. IEEE Access 2020, 8, 34113–34126. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Wang, L.; Nee, A. Digital Twins and Cyber–Physical Systems toward Smart Manufacturing and Industry 4.0: Correlation and Comparison. Engineering 2019, 5, 653–661. [Google Scholar] [CrossRef]
- North, K.; Maier, R.; Haas, O. Value Creation in the Digitally Enables Knowledge Economy. In Knowledge Management in Digital Change; North, K., Maier, R., Haas, O., Eds.; Progress in IS; Springer: Wiesbaden, Germany, 2018; pp. 1–29. [Google Scholar]
- Burggräf, P.; Wagner, J.; Weißer, T. Knowledge-based problem solving in physical product development—A methodological review. Expert Syst. Appl. X 2020, 5, 100025. [Google Scholar] [CrossRef]
- Lee, J.; Davari, H.; Singh, J.; Pandhare, V. Industrial Artificial Intelligence for industry 4.0-based manufacturing systems. Manuf. Lett. 2018, 18, 20–23. [Google Scholar] [CrossRef]
- Fedorov, A.; Goloschchapov, E.; Ipatov, O.; Potekhin, V.; Shkodyrev, V.; Zobnin, S. Aspects of Smart Manufacturing Via Agent-based Approach. Procedia Eng. 2015, 100, 1572–1581. [Google Scholar] [CrossRef] [Green Version]
- Leusin, M.E.; Kück, M.; Frazzon, E.M.; Maldonado, M.U.; Freitag, M. Potential of a multi-agent system approach for production control in smart factories. IFAC-PapersOnLine 2018, 51, 1459–1464. [Google Scholar] [CrossRef]
- Zuo, Y.; Wang, Y.; Laili, Y.; Liao, T.W.; Tao, F. An evolutionary algorithm recommendation method with a case study in flow shop scheduling. Int. J. Adv. Manuf. Technol. 2020, 109, 781–796. [Google Scholar] [CrossRef]
- Gorecky, D.; Schmitt, M.; Loskyll, M. Mensch-Maschine-Interaktion im Industrie 4.0-Zeitalter. In Handbuch Industrie 4.0 Bd.4; Vogel-Heuser, B., Bauernhansl, T., ten Hompel, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 219–236. [Google Scholar] [CrossRef]
- Ansari, F.; Erol, S.; Sihn, W. Rethinking Human–Machine Learning in Industry 4.0: How Does the Paradigm Shift Treat the Role of Human Learning? Procedia Manuf. 2018, 23, 117–122. [Google Scholar] [CrossRef]
- Gronau, N.; Ullrich, A.; Bender, B. Hybride Lernfabrik im Anwendungszentrum Industrie 4.0. In Industrial Internet of Things in der Arbeits- und Betriebsorganisation; Gronau, N., Ed.; Schriftenreihe der Wissenschaftlichen Gesellschaft für Arbeits- und Betriebsorganisation (WGAB) e.V, GITO Verlag: Berlin, Germany, 2017; pp. 1–24. [Google Scholar]
- Seeber, I.; Bittner, E.; Briggs, R.O.; de Vreede, T.; de Vreede, G.J.; Elkins, A.; Maier, R.; Merz, A.B.; Oeste-Reiß, S.; Randrup, N.; et al. Machines as teammates: A research agenda on AI in team collaboration. Inf. Manag. 2019, 103–174. [Google Scholar] [CrossRef]
- VDMA. Sicherheit bei der Mensch-Roboter-Kollaboration: VDMA-Positionspapier. Robot. Und Autom. 2016, 2016, 1–4. [Google Scholar]
- Kaivo-oja, J.; Knudsen, M.S.; Lauraeus, T.; Kuusi, O. Future Knowledge Management Challenges: Digital Twins Approach and Synergy Measurements. Manag. Stud. 2020, 8, 99–109. [Google Scholar] [CrossRef]
- David, J.; Lobov, A.; Lanz, M. Leveraging Digital Twins for Assisted Learning of Flexible Manufacturing Systems. In Proceedings of the 2018 IEEE 16th International Conference on Industrial Informatics (INDIN), Porto, Portugal, 18–20 July 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 529–535. [Google Scholar] [CrossRef]
- Woolridge, M. An introduction to Multiagent Systems, 2nd ed.; Wiley: Chichester, UK, 2009. [Google Scholar]
- Wang, S.; Wan, J.; Zhang, D.; Di, L.; Zhang, C. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Networks 2016, 101, 158–168. [Google Scholar] [CrossRef] [Green Version]
- Beierle, C.; Kern-Isberner, G. Methoden Wissensbasierter Systeme: Grundlagen, Algorithmen, Anwendungen, 5th ed.; Computational Intelligence; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2014. [Google Scholar]
- Botti, V.; Omicini, A.; Mariani, S.; Julian, V. Multi-Agent Systems. Appl. Sci. 2019, 9, 4903. [Google Scholar]
- Vogel-Heuser, B.; Lee, J.; Leitão, P. Agents enabling cyber–physical production systems. at-Automatisierungstechnik 2015, 63, 777–789. [Google Scholar] [CrossRef] [Green Version]
- Dorri, A.; Kanhere, S.S.; Jurdak, R. Multi-agent systems: A survey. IEEE Access 2018, 6, 28573–28593. [Google Scholar] [CrossRef]
- Lehner, F. Wissensmanagement: Grundlagen, Methoden und Technische Unterstützung, 4th ed.; Hanser: München, Germany, 2012. [Google Scholar]
- Büth, L.; Broderius, N.; Herrmann, C.; Thiede, S. Introducing agent-based simulation of manufacturing systems to industrial discrete-event simulation tools. In Proceedings of the 2017 IEEE 15th International Conference on Industrial Informatics (INDIN), Emden, Germany, 24–26 July 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 1141–1146. [Google Scholar] [CrossRef]
- Musli, A.; Musli, J.; Weyns, D.; Bures, T.; Muccini, H.; Sharaf, M. Patterns for Self-Adaptation in Cyber–Physical Systems. In Multi-Disciplinary Engineering for Cyber–Physical Production Systems; Biffl, S., Lüder, A., Gerhard, D., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 331–368. [Google Scholar]
- Rocha, A.D.; Silva Peres, R.; Barata, J.; Barbosa, J.; Leitao, P. Improvement of Multistage Quality Control through the Integration of Decision Modeling and Cyber–Physical Production Systems. In Proceedings of the 2018 International Conference on Intelligent Systems (IS), Funchal-Madeira, Portugal, 25–27 September 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 479–484. [Google Scholar] [CrossRef]
- Suganuma, T.; Oide, T.; Kitagami, S.; Sugawara, K.; Shiratori, N. Multiagent-Based Flexible Edge Computing Architecture for IoT. IEEE Netw. 2018, 32, 16–23. [Google Scholar] [CrossRef]
- Filz, M.A.; Herrmann, C.; Thiede, S. Simulation-Based Data Analysis to Support the Planning of Flexible Manufacturing Systems. In Simulation in Produktion und Logistik 2019; Putz, M., Schlegel, A., Eds.; Wissenschaftliche Scripten: Auerbach, Germany, 2019; pp. 413–422. [Google Scholar]
- Cruz Salazar, L.A.; Ryashentseva, D.; Lüder, A.; Vogel-Heuser, B. Cyber–physical production systems architecture based on multi-agent’s design pattern—Comparison of selected approaches mapping four agent patterns. Int. J. Adv. Manuf. Technol. 2019, 105, 4005–4034. [Google Scholar] [CrossRef] [Green Version]
- Pires, F.; Cachada, A.; Barbosa, J.; Moreira, A.P.; Leitao, P. Digital Twin in Industry 4.0: Technologies, Applications and Challenges. In Proceedings of the 2019 IEEE 17th International Conference on Industrial Informatics (INDIN), Helsinki-Espoo, Finland, 22–25 July 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 721–726. [Google Scholar] [CrossRef]
- Pantoja, C.E.; Viterbo, J.; Seghrouchni, A.E.F. From Thing to Smart Thing: Towards an Architecture for Agent-Based AmI Systems. In Agents and Multi-agent Systems; Jezic, G., Chen-Burger, Y.H.J., Kusek, M., Šperka, R., Howlett, R.J., Jain, L.C., Eds.; Springer: Singapore, 2020; pp. 57–67. [Google Scholar] [CrossRef]
- Burggräf, P.; Wagner, J.; Koke, B.; Steinberg, F. Approaches for the prediction of lead times in an engineer to order environment-A systematic review. IEEE Access 2020, 8, 142434–142445. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | Authors | Approach |
|---|---|---|
| 2017 | Büth et al. [45] | Introduction of a combined simulation approach applying agent-based simulation as well as discrete-event simulation towards an industrial context. The discrete-event part offers elements such as time and events, passive entities and triggered state changes, while the agent-based part supports the modeling of the environment, active entities and specific triggers based on a specific situation. |
| 2017 | Musli et al. [46] | Analyzed and compared the possibilities of using architecture-based, multi-agent based and self-organizing based approaches for self-adaptation in CPPS environments. Their systematic study indicates that MAS are applicable at least at three layers of the CPS technology stack. |
| 2018 | Dorri, Kanhere and Jurdak [43] | Description of different application areas for MAS in form of a survey, one of them being smart grids, indicating that MAS is seen as a viable method for simulating smart environments. |
| 2018 | Rocha et al. [47] | Implementation of a use case where a rule based approach is build on top of a MAS, to have rules support “agents to coordinate the execution, correctly verify the quality issues and if necessary trigger some recovery mechanism and strategy.” |
| 2018 | Suganuma et al. [48] | The authors targeted the challenge of creating flexibility between edge and cloud computing for IoT environments with the help of a multi-agent platform. This approach should lead to more adaptability with regards to the environment as well as the user orientation, targeting factors such as “processing load and task assignment” between edge and cloud. |
| 2019 | Filz, Herrmann and Thiede [49] | Investigation of the application of an agent-based simulation for material supply chains inside a “matrix-structured manufacturing system”. Simulation factors such as required new materials per station, transport of produced goods, usage of automated guided vehicles or locations for supplies needed to be considered leading to a simulation of uncertain and dynamic material supply strategies. The authors stress the agent-based simulation “under consideration of uncertainties” to reach flexibility and dynamics. On top of this the authors envision a module to analyze the simulated data for improving the material planning process. |
| 2019 | Cruz Salazar et al. [50] | Proceeded to conduct a systematic review how MAS patterns might be used for “enabling the migration to CPPS” . The authors predicted a rapid applicability of MAS in case fixed design patterns might be usable. |
| 2019 | Karnouskos et al. [14] | Identification of four main challenges of necessary “patterns, interfaces, metrics and distributed intelligence” to apply MAS in the context of CPPS. Furthermore, they discussed the necessity of overthinking the classical automation pyramid towards MAS, due to the cyber–physical inter-connectivity of CPS entities and their coverage of different layers of said pyramid. |
| 2019 | Gorodetsky et al. [9] | According to the authors MAS “tend to become a natural part of CPS for operational management”. Therefore, they see a direct correlation of developing CP-MAS which are able to execute tasks inside the CPS autonomous and which support the concept of digital twins, thus providing a connectivity of the different agents with real-world and cyber-world objects for simulations or re-configurations inside the smart environment. |
| 2019 | Pires et al. [51] | Concerning the digitial twin concept, the authors created a comparison of associated technologies for the required phases of modeling, data acquisition, analytics and processing, which allocates the “agent-based simulation” within the modeling phase. In this context, they name Anylogic [10] as one possible software solution for realization. Furthermore, the authors envision advantages of the application of digital twins for “process control, process monitoring, predictive maintenance, operator training, product development” in the manufacturing sector as well as being beneficial in “real-time monitoring, decision-support based on real data, simulation/optimization of various operating scenarios and reduction of costs by saving resources”. |
| 2020 | Pantoja et al. [52] | Focus on the application of MAS in the area of ubiquitous computing and embedded systems instead of a whole smart factory. Their idea sees MAS as a means to create and manage ambient intelligence “in open environments based on IoT”. |
| No. | Roles | Role Description | Involved Tasks |
|---|---|---|---|
| 1 | Production coordinator | Represents employees coordinating and producing frames. Might be differed into specific production employees. | Submit configuration data, gather material for production task, cutting job, grinding job, painting job, assembly job |
| 2 | Order configurator | Represents the order system for configuring an individualized frame and deducing the material needed for the specific frame. | Configure product, order product, submit configuration data |
| 3 | Customer | Represents the individual customers ordering different kinds of products | Configure product, order product |
| 4 | Material | Represents different types of material needed for producing the aspired frames. | Gather material for production task, cutting job, grinding job, painting job, assembly job |
| 5 | Driver-less transport system or automated guided vehicle | Represents a vehicle operating inside the smart factory, which transports the necessary material to and from the different storages and machines. | Gather material for production task, cutting job, grinding job, painting job, assembly job, put final product into storage |
| 6 | Autonomous storage system | Represents a technical logistic system for storing goods into storage systems autonomously. | Gather material for production task, put final product into storage |
| 7 | Cutting Machine | Represents the cutting machine(s) and executed cutting jobs. | Cutting job |
| 8 | Grinding Machine | Represents the grinding machine(s) and executed grinding jobs. | Grinding job |
| 9 | Painting Machine | Represents the painting machine(s) and executed painting jobs. | Painting job |
| 10 | Assembly Machine | Represents the Assembly station and executed assembly jobs. | Assembly job |
| 11 | Final product | Represents the final product in form of an individualized picture frame. | Configure product, order product, put final product into storage |
| 12 | Truck | Represents the vehicle for transporting new material to the smart factory. | Material delivery |
| 13 | Shipping Truck | Represents the vehicle for transporting final products from the smart factory to the customer. | Product delivery |
| No. | Agent | Belief | Desire | Intention | ||
|---|---|---|---|---|---|---|
| Agent Initialization | Agent Action | Agent Removal | ||||
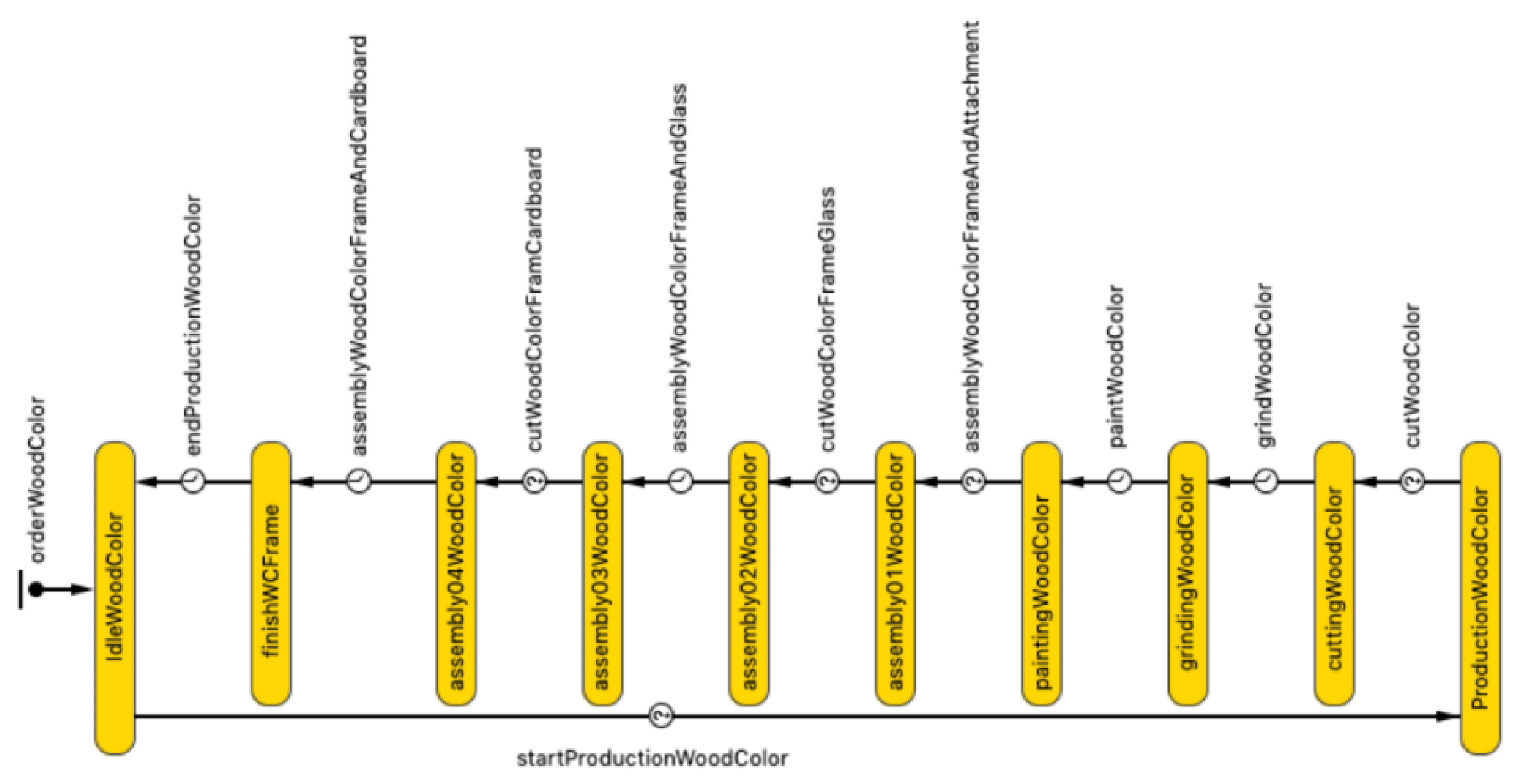
| 1 | Main | Definition of the current state based on a state transition diagram (see Figure 1) | Simulation of the entire production process | Coordination of the initialization of the different agents | - | - |
| 2 | Order configurator | Defined by choice of variables: woodColor, woodNoColor, aluColor, aluNoColor, pvcColor or pcvNoColor | Simulation of the order process of the customer | Random choice of the variables mentioned under section beliefs | - | - |
| 3 | Material | Defined by choice of variables: isWood, isAlu, isPVC, isGlass, isAttechment | Simulation of the production material of wood profiles, alumina profiles, PVC profiles, glass surfaces, cartonnage for packaging or other support material | Random choice of the variables mentioned under section beliefs | - | - |
| No. | Agent | Belief | Desire | Intention | ||
|---|---|---|---|---|---|---|
| Agent Initialization | Agent Action | Agent Removal | ||||
| 4 | Automated guided vehicle | Definition of a resource pool-Differentiation between status reserved or free | Simulation of material transport inside the factory | Agent reserves a free resource for simulation of the transport | Transport inside the factory | Agent releases resource → end of transport |
| 5 | Cutting Machine | Definition of a ResourcePool-Differentiation between status reserved or free | Simulation of cutting process | Agent reserves free resource → start of cutting process | Agent reserves resource for defined time interval → cutting time. | Agent releases resource → end of cutting process. |
| 6 | Grinding Machine | Definition of a ResourcePool-Differentiation between status reserved or free | Simulation of grinding process | Agent reserves free resource → start of grinding process | Agent reserves resource for defined time interval → grinding time. | Agent releases resource → end of grinding process. |
| 7 | Painting Machine | Definition of a ResourcePool-Differentiation between status reserved or free | Simulation of painting process | Agent reserves free resource → start of painting process | Agent reserves resource for defined time interval → painting time. | Agent releases resource → end of the painting process. |
| 8 | Assembly Machine | Definition of a ResourcePool-Differentiation between status reserved or free | Simulation of assembly process | Agent reserves free resource → start of assembly process | Agent reserves resource for defined time interval → assembly time. | Agent releases resource → end of the assembly process. |
| 9 | Truck | Agent (loaded/unloaded) arrives continuously in one-hour time intervals. | Simulation of material arrival and unloading of the truck | Start material delivery | Material unloading | Stop material delivery |
| 10 | Shipping Truck | Agent (loaded/unloaded) arrives continuously in one-hour time intervals. | Simulation of product delivery | Start product delivery | Truck loading | End of product delivery |
| No. | Result |
|---|---|
| Number of good parts, bad parts and rejection rate | An essential criterion is to count all correct produced goods as well as those classified as bad parts. To vary the simulation a range of good parts in percent has to be defined. Due to the application of a random number generator the rate of simulated good parts might be higher or lower. In consequence, a rejection rate might be simulated with the help of a relation between the number of bad parts and the sum of overall produced parts. The rejection rate shall be lower than a varying threshold. Both evaluation steps might be combined in a result dashboard visualizing the number of produced parts, the evaluated good parts as well as bad parts and the resulting rejection rate. A continuous evaluation of a target number of good parts, e.g., 100, might be used to detect the necessary time (e.g., lead time) to reach this number. |
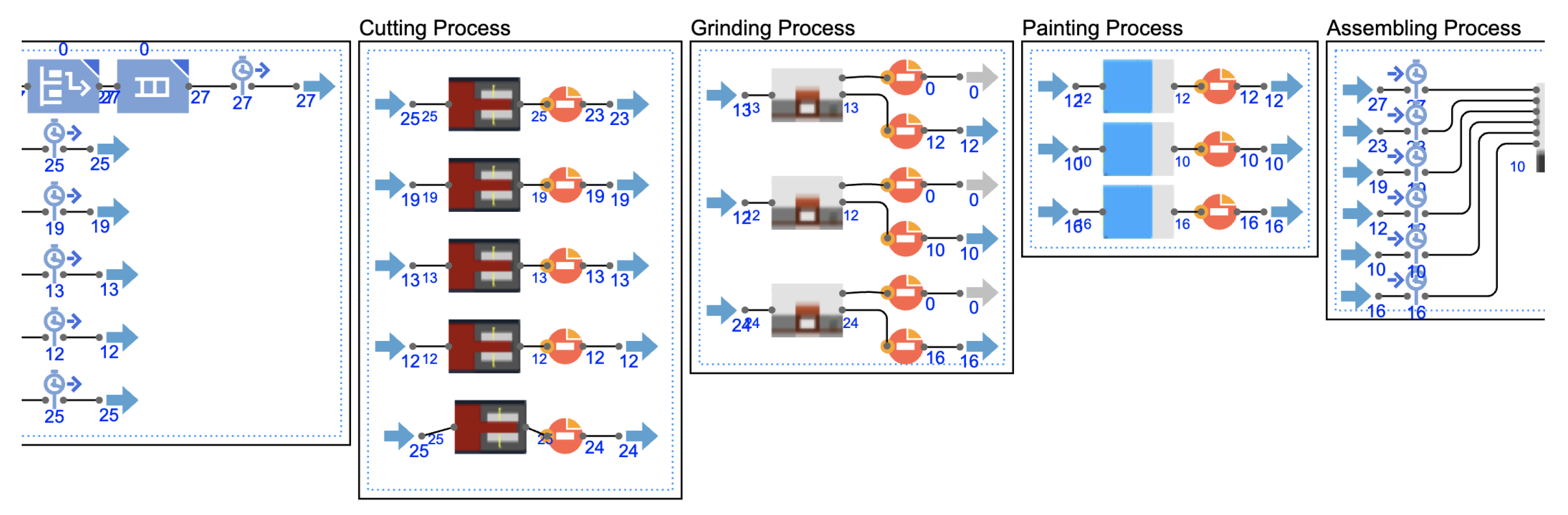
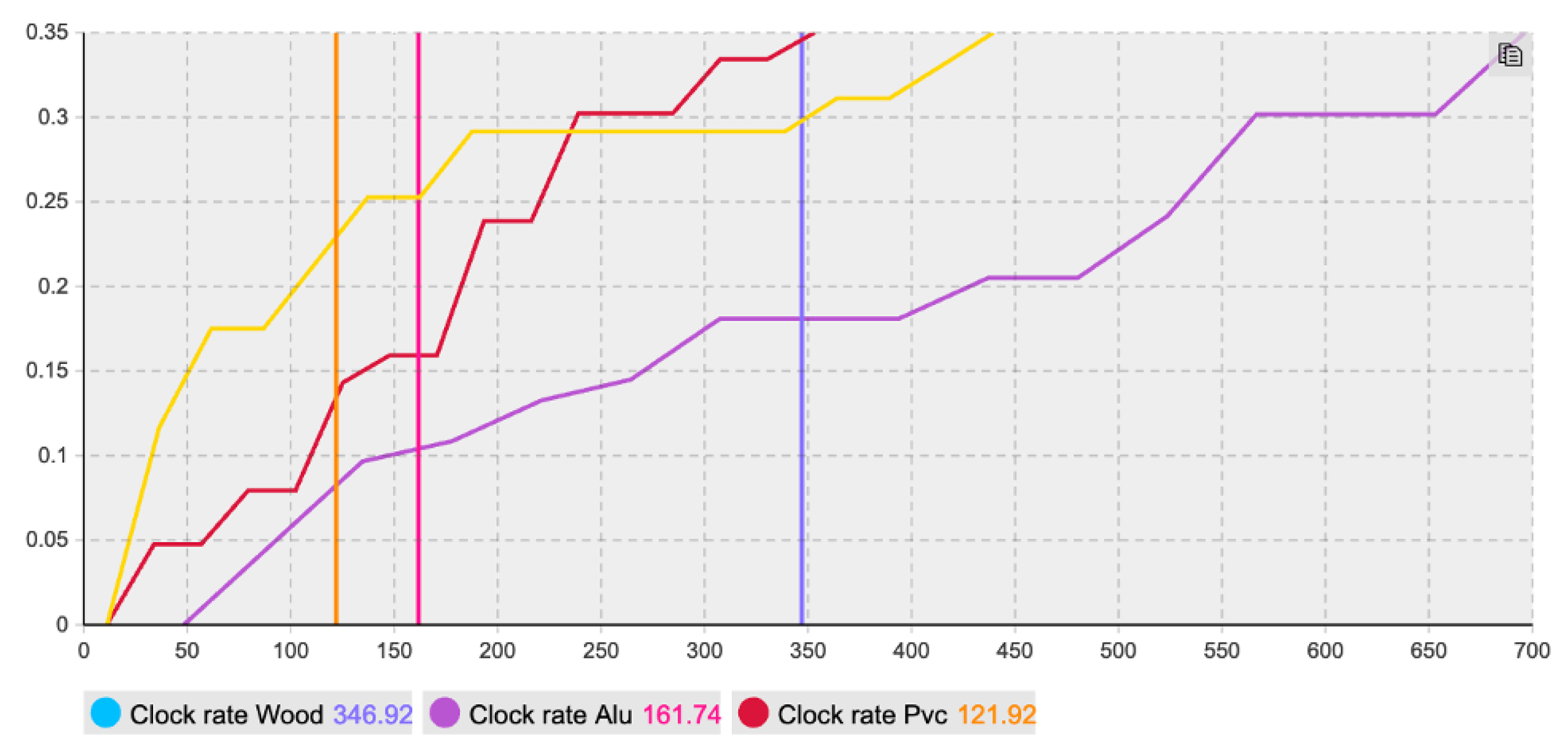
| Lead time, clock rate and cycle time | The lead time and its prediction is an essential question in production as indicated in the recent systematic literature review of Burggräf et al. (2020). The resultes indicate the discussion of numerous methods from the fields of operations research and machine learning, such as artificial neural networks [53]. For the given scenario the lead time of an incoming order at time t1 and an outgoing product at time t2 might be evaluated with the help of a time measure start block and end block respectively based on the involved incoming and outgoing agents. Incorporating different time measure blocks for all six production lines allows it to detect the number of produced parts at any time tn. The simulation uses twelve time measurement blocks of which a starting and ending block are added per production line respectively. These added blocks are visualized in Figure 8. This evaluation might be combined with the previous number of good parts and number of bad parts. For the calculations, time measure functions need to be programmed. These functions analyze the start time and end time, number of agents, and distribution of agents per time. Based on these calculations it is, e.g., possible to visualize and compare the number of agents on the x-axis and the average residence time of each agent in minutes on the y-axis for the production of wood, alu and pvc frames. Both the clock rate of the production steps and cycle time might be visualized in one diagram, see Figure 9. The cycle time for the execution of a task is calculated based on the number of all incoming and outgoing agent objects per clock rate for all six production lines. Reflecting on the production planning an ideal cycle time might be deduced. |
| Normal and manipulated process | Another evaluation of these criteria is a comparison between a normal and artificially manipulated production process (e.g., due to missing production material). The exemplary results show for the chosen parameters of the normal simulation an average lead time of 0.2-time units and in average 76.48 agents circulating the system per time unit. In comparison, the results for the manipulated simulation indicate an (expected) prolonged average lead time for each agent of 0.3 time units while constantly increasing. Consequently, the number of agents circulating the system decreases to about 61.57 agents per time unit, meaning the productivity decreases. The low processing time at the beginning of this simulation is due to the delays in material supply and unproductive machines. In the manipulated process a first saddle point of the curve is due to a first failure of a grinding machine. From there on more failures appear, in consequence repair times are blocking resources and the lead time curve constantly increases. Instead, for the normal running process the average lead time moves to a constant value per time unit. In comparison of the two simulations over 5 time units, the manipulated factory is still able to produce goods, but the output is about 20 percent less than within the normal running one. While this is only exemplary, the small simulation model allows the integration of other influencing or negative factors and dependencies appearing in the real world, e.g., time for expert to appear onsite, no fitting spare parts for the problem available, other delays in logistic processes, unplanned maintenance, etc.. |
| Idle time | The idle time is especially interesting for production planning as this KPI might be used for detecting unproductive time intervals. The calculation of idle times requires functions for each production step which indicate if the observed production step (e.g., cutting of glass) is idle or not. Based on these an overall idle time might be calculated and visualized as well as detailed results for each production step. |
| Overall equipment effectiveness (oee) | The oee indicates the availability of production machines, the performance and quality of production. As this is a self defined, combined KPI it is necessary to first calculate the goodParts, the ideal cycle time and the planned production time, leading to the overall equipment effectiveness |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dornhöfer, M.; Sack, S.; Zenkert, J.; Fathi, M. Simulation of Smart Factory Processes Applying Multi-Agent-Systems—A Knowledge Management Perspective. J. Manuf. Mater. Process. 2020, 4, 89. https://doi.org/10.3390/jmmp4030089
Dornhöfer M, Sack S, Zenkert J, Fathi M. Simulation of Smart Factory Processes Applying Multi-Agent-Systems—A Knowledge Management Perspective. Journal of Manufacturing and Materials Processing. 2020; 4(3):89. https://doi.org/10.3390/jmmp4030089
Chicago/Turabian StyleDornhöfer, Mareike, Simon Sack, Johannes Zenkert, and Madjid Fathi. 2020. "Simulation of Smart Factory Processes Applying Multi-Agent-Systems—A Knowledge Management Perspective" Journal of Manufacturing and Materials Processing 4, no. 3: 89. https://doi.org/10.3390/jmmp4030089