Glass materials are widely used in aerospace, art, cookware and pharmaceutics due to their superior properties such as high strength, hardness, wear resistance, large optical transmission range, and biocompatibility [
1]. In modern architecture and civil engineering applications, glass composite, such as laminated glass and glass-fiber-reinforced-polymer, are playing important roles [
2,
3]. However, due to their high hardness and extreme brittleness, these materials are generally difficult to machine [
4]. Glass is classified into several types depending on chemical composition. Soda lime glass is one of these types which is prepared by melting and mixing of silica with alumina, dolomite, lime, and soda at a temperature of up to 1675 °C. The soda lime glass material is used for a wide range of products, such as mirrors, photo masks, data storage disks, microscopic slides, touch screen filters, printed circuit substrates, photographic plates, optical windows, and microfluidic devices [
5]. There are several machining processes used to machine soda lime glass including electrochemical discharge machining, precision milling, microwave drilling, precision lathe machining, abrasive jet machining, micro-grinding, and laser machining. Each of them has its unique advantages and disadvantages. Electrochemical discharge machining can achieve high geometrical accuracy and a high machining rate, but micro-cracks and thermal damage are noted on machined surfaces [
6]. In a precision machining process, the feed rate significantly affects the cutting forces and surface finish. It is also observed that the higher critical uncut chip thickness at higher cutting speed affect the selection of the feed rate [
7]. Drilling of micro-holes can be achieved with microwave drilling. However, high heat is generated due to microwave energy. This caused cracking and deformation defects due to melting in the drilling zone [
8]. One example of precision lathe machining is to use an ultra-precision lathe with a single crystal diamond tool. With this machining method, surface roughness is highly dependent on tool wear, which is caused by diffusion, mechanical friction, thermo-chemical action, and abrasive wear [
9]. Due to a lack of heat affected zones, the depth of damage to the surface by abrasive jet machining is very little. However, the material removal rate is too low. For example, the typical material removal rate for cutting glass using abrasive jet machining is 16.4 mm
3/min [
10]. Although a critical depth of 2 to 5 nm and surface roughness of 78 to 980 nm are achieved by a micro-grinding process on soda lime glass material [
11,
12], the low material removal rate limits the possibility of adopting micro grinding in mass production. Therefore, a hybrid machining methodology, which combines laser micromachining and mechanical machining, is introduced to reduce the cutting force, subsurface damage, and tool wear [
1]. Hybrid machining, which combines different machining actions or phases, is able to improve the machining performance. It can take the combined advantages and avoid or reduce some adverse effects the constituent processes produce when they are individually applied [
10]. However, due to the high brittleness of glass, the process of random crack initiation and propagation is difficult to study through theoretical analysis and experimental observation. Hence, numerical methods have been used more and more to simulate glass behavior under dynamic loading in recent years [
2].
The finite element method (FEM) and extended finite element method (XFEM) have been widely used for numerical simulation of glass cracking and progressive damage in structural and civil engineering applications. For example, in order to optimize the pedestrian protection design for laminated windshields and reduce the severity of head injuries resulting from pedestrian-vehicle crashes, the headform impact response for the laminated windshield is simulated by FEM [
13]. With the help of XFEM simulation, researchers are also able to perform a mechanical delamination analysis of the three-dimensional laminated glass model [
14]. In addition, FEM has been used in simulating cutting processes in the past few decades, especially in terms of different material properties and cutting conditions on material separation, cutting force, chip formation and heat generation [
15]. However, when element distortion becomes large or nodes separate, the failure grids will be deleted and taken out of the cutting zone. It also cannot express the cracks randomly and intuitively because the separation line is usually predefined. Thus, simulating the initiation of cracks in the cutting process is not suitable for FEM. When cracks initiate during machining, the material model for the workpiece would be essentially changed from continuous to discontinuous medium. Discrete element method (DEM) which was introduced by Cundall perfectly solved this type of problems [
16]. Due to its meshless feature, large bulks can be separated into small units and it is convenient to deal with large deformation and fracture in cutting processes. Moreover, since the DEM model can describe non-linear behavior, it has great advantages to model the microstructures of brittle materials and handle the complex particle contact physical process with coupled shear and bulk deformation effects. In recent years, DEM has been widely used for simulating cutting processes of brittle materials, such as rock, ceramics, and carbon fiber-reinforced polymer [
17,
18,
19]. In addition to these approaches, a hybrid numerical method is used lately to model the fracture of brittle materials with specific reference to glass [
20], in which FEM and DEM are combined satisfactorily in the simulation of a glass beam subjected to a low-velocity hard body impact.
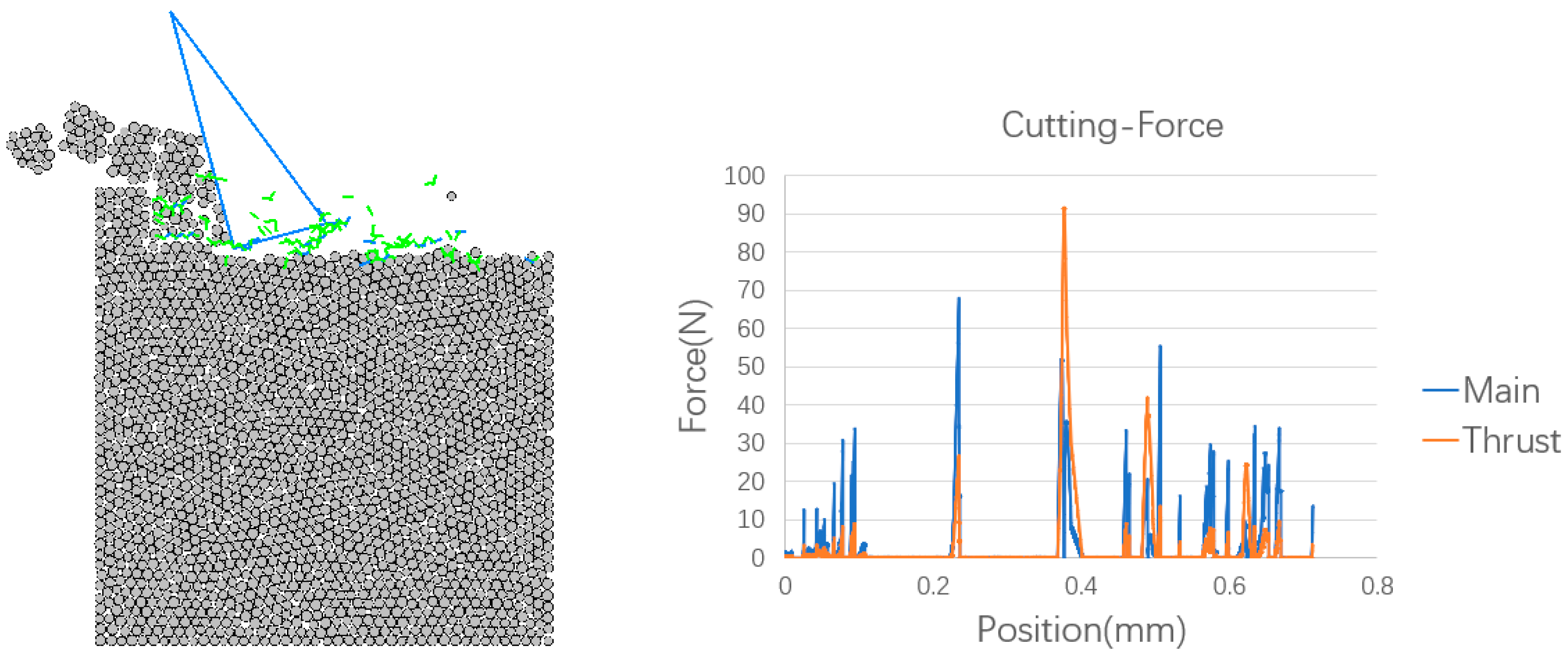
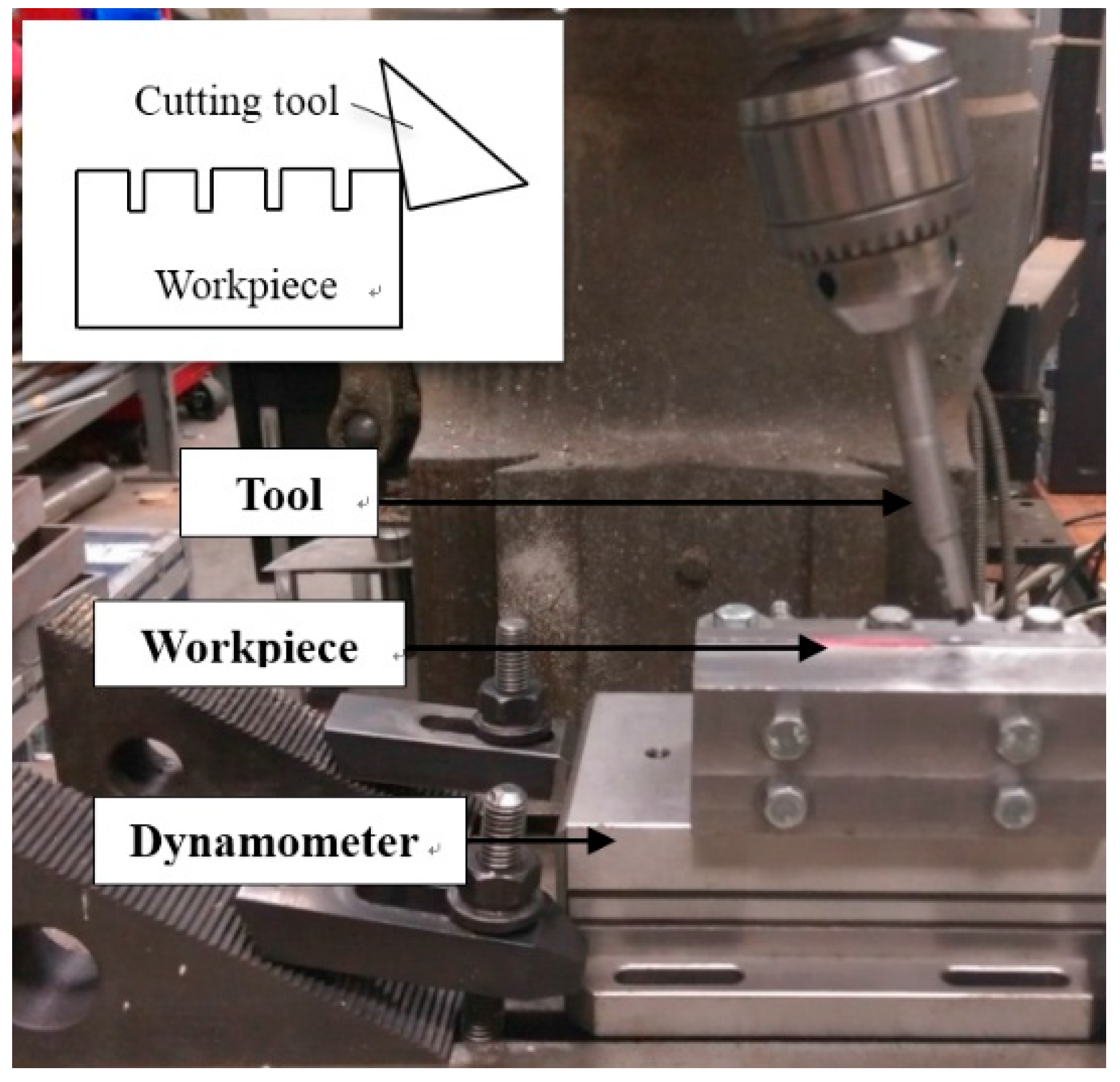
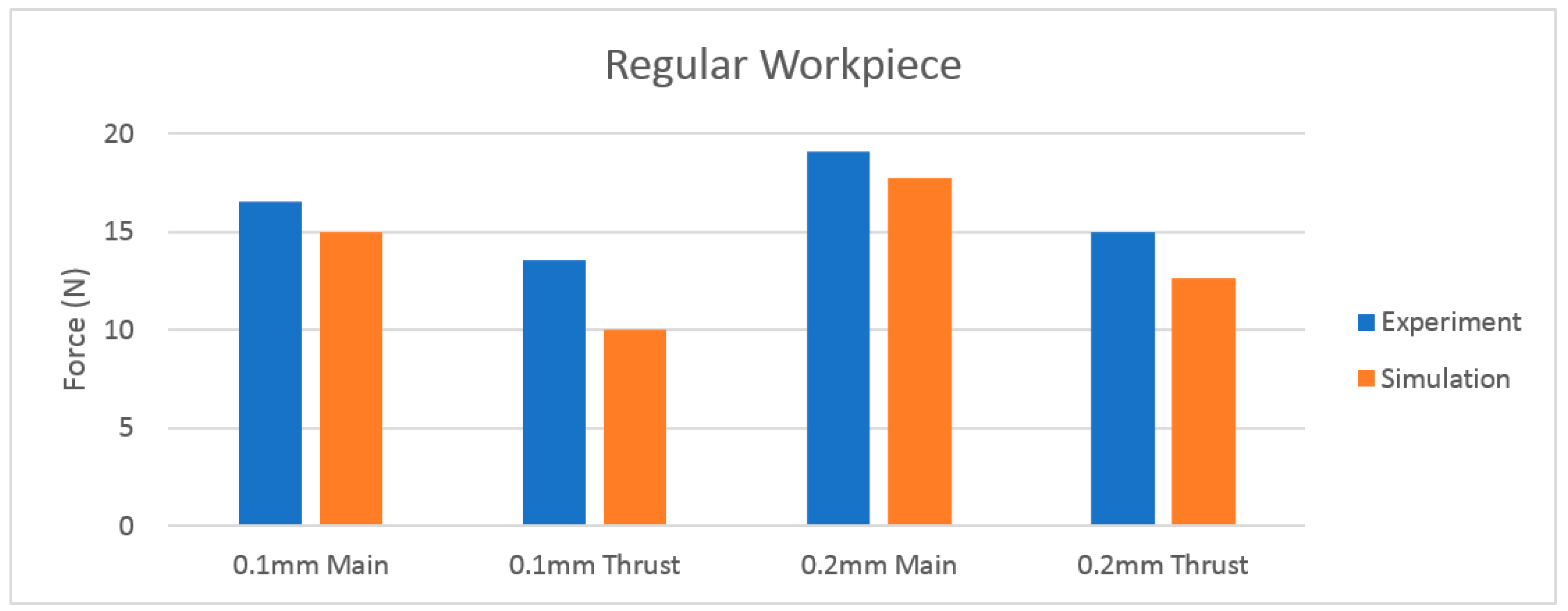
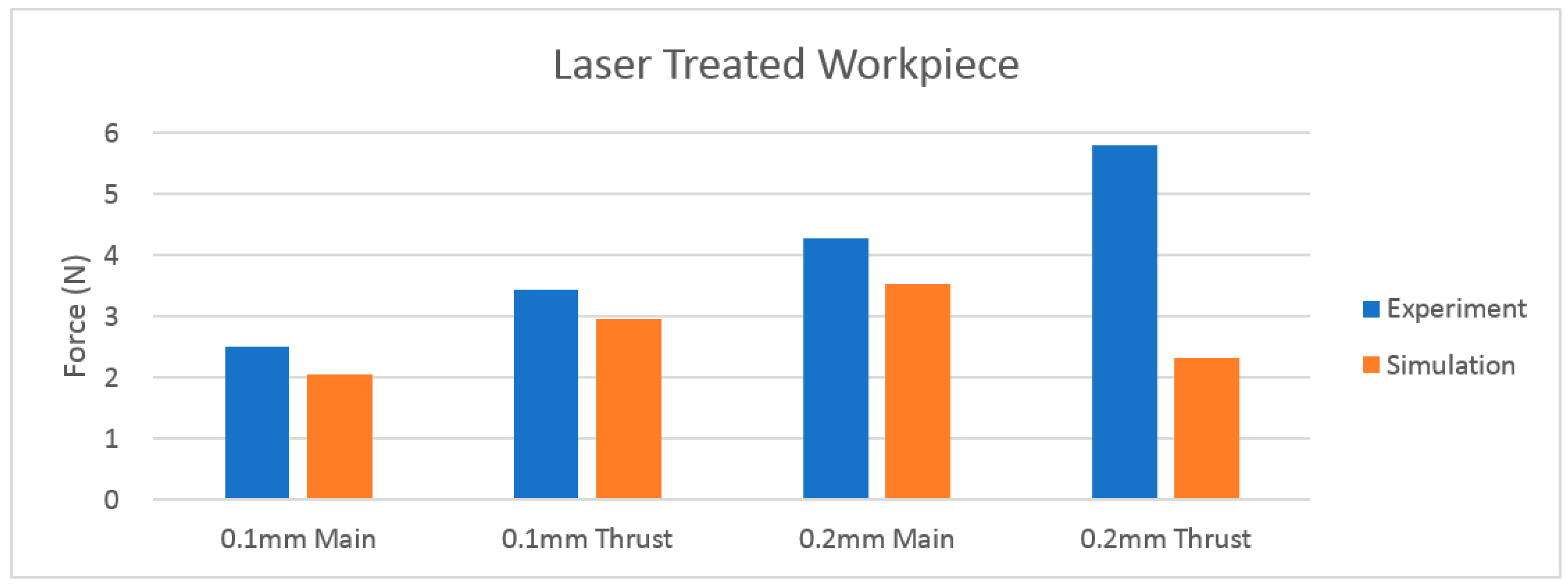
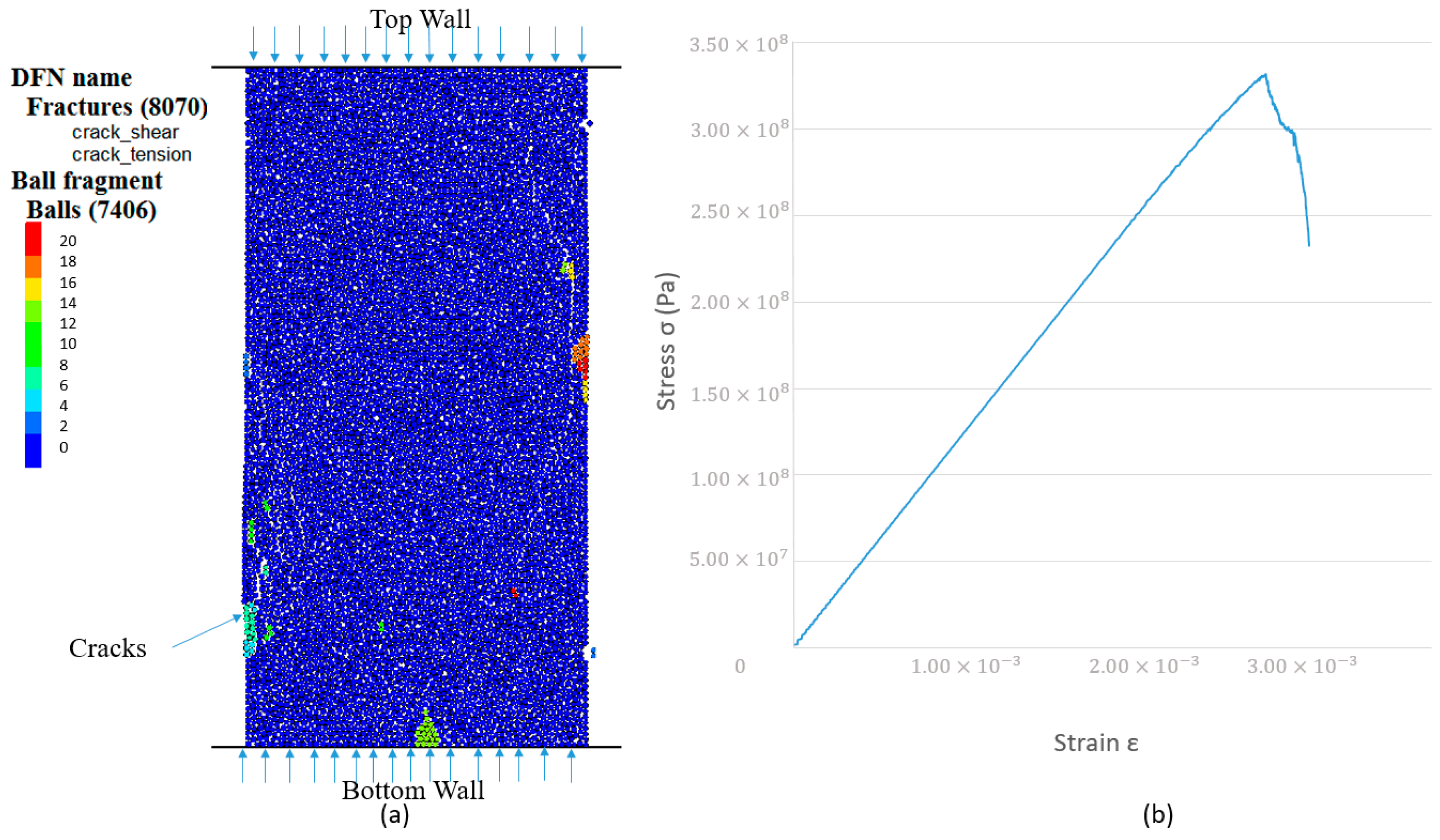
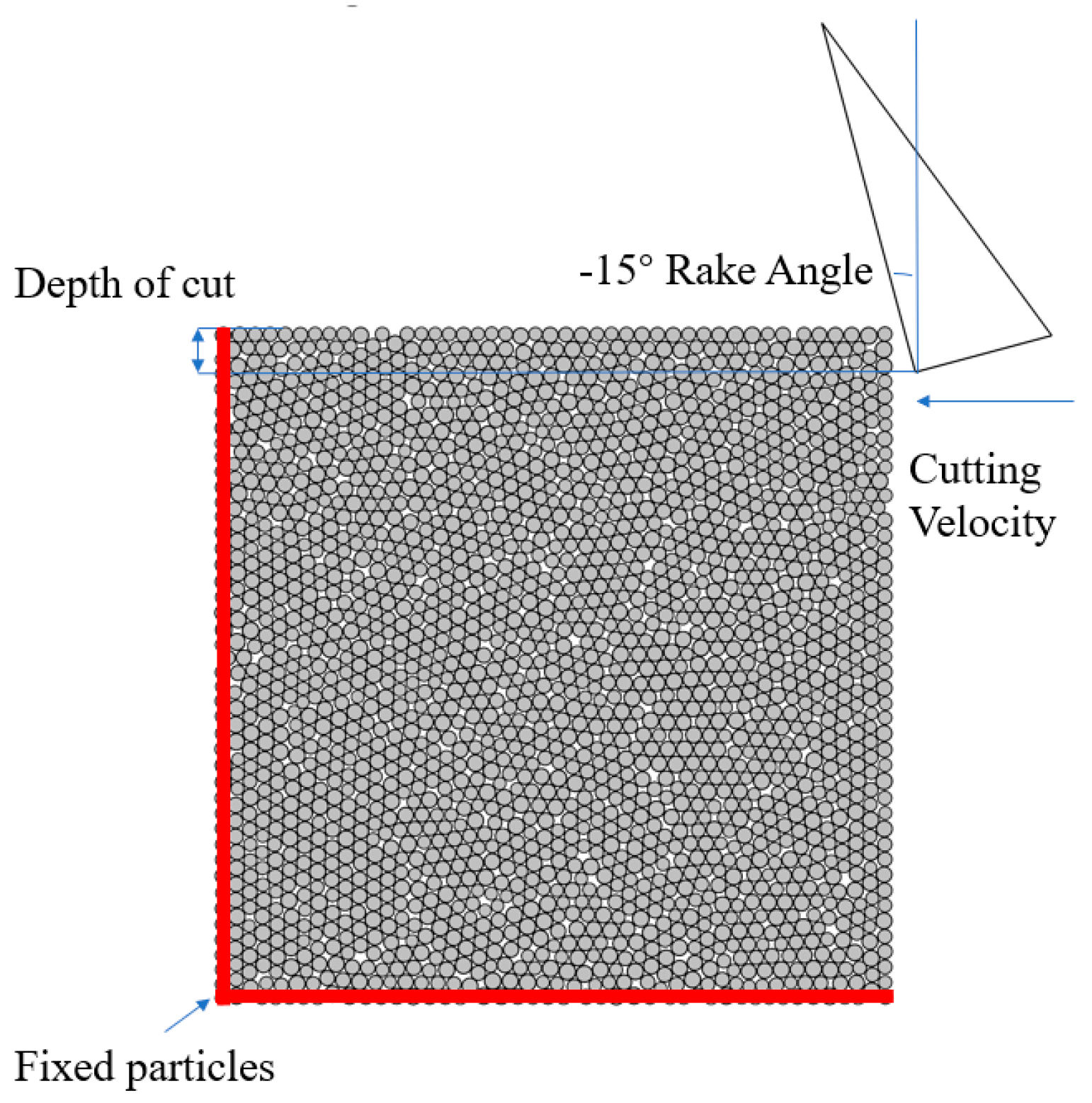
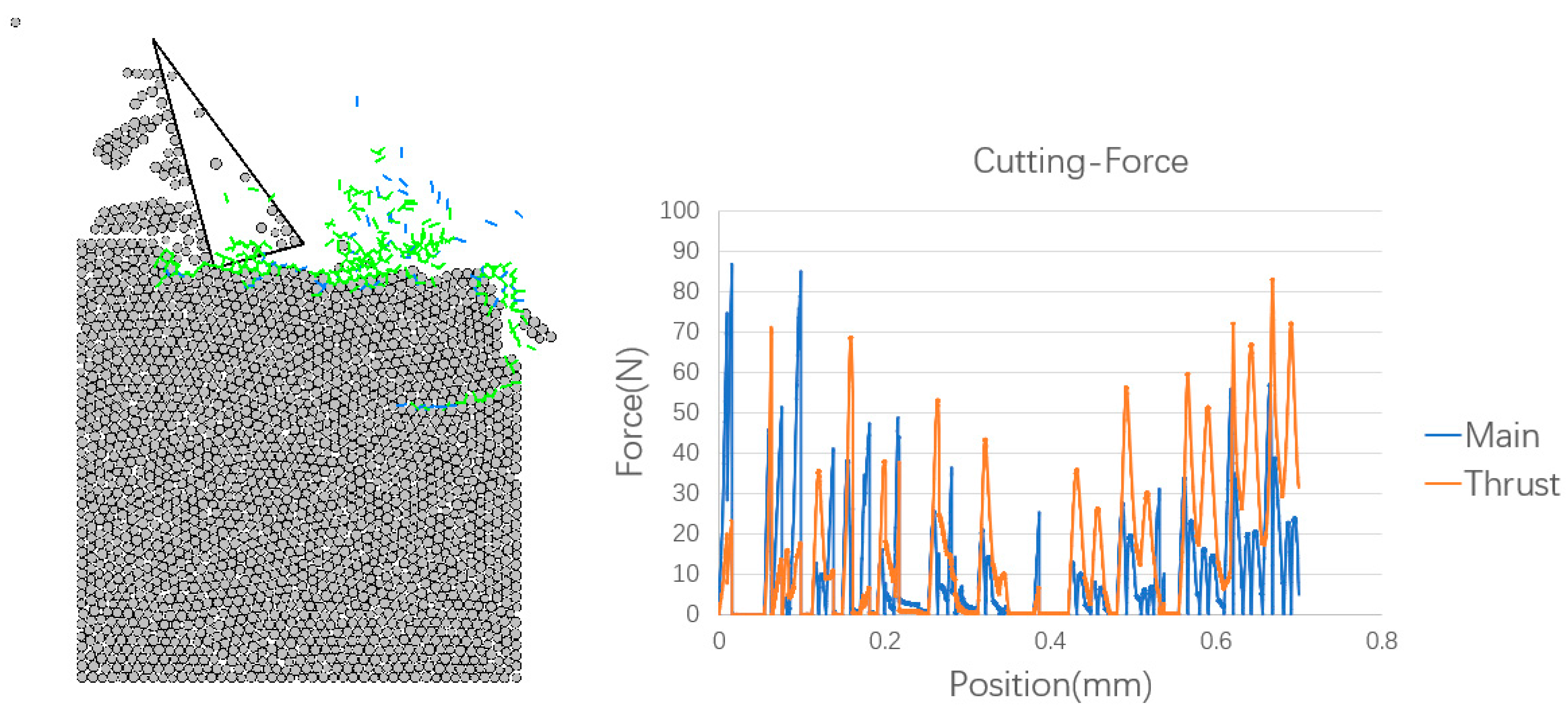
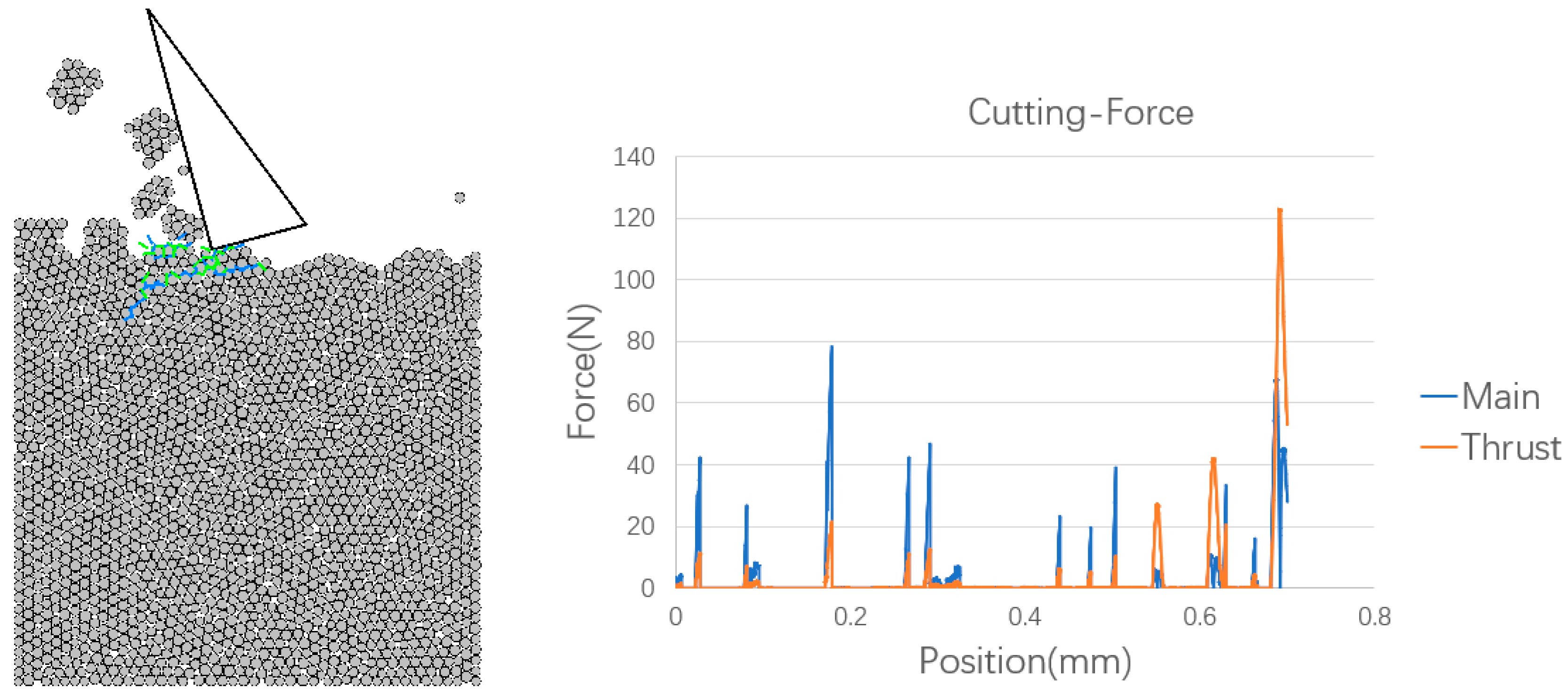
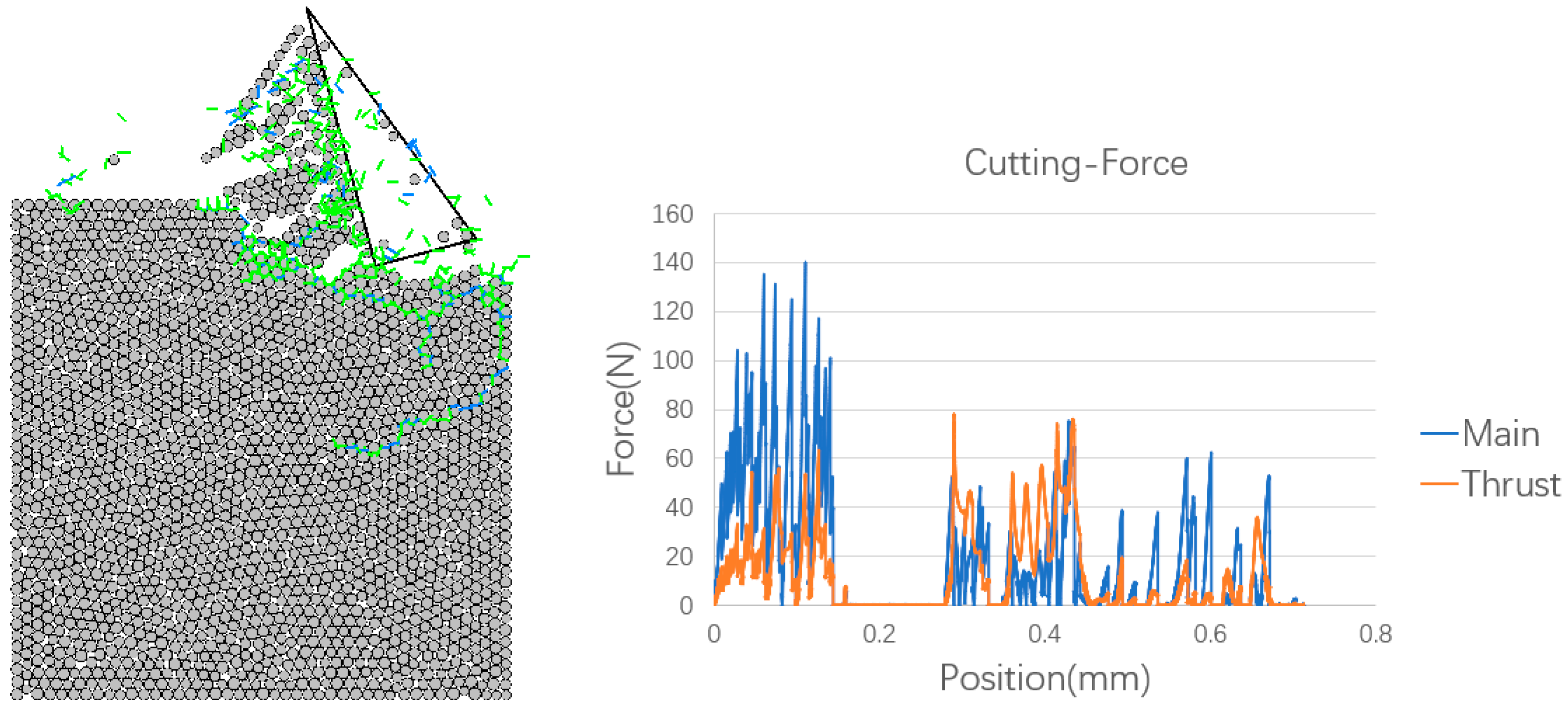
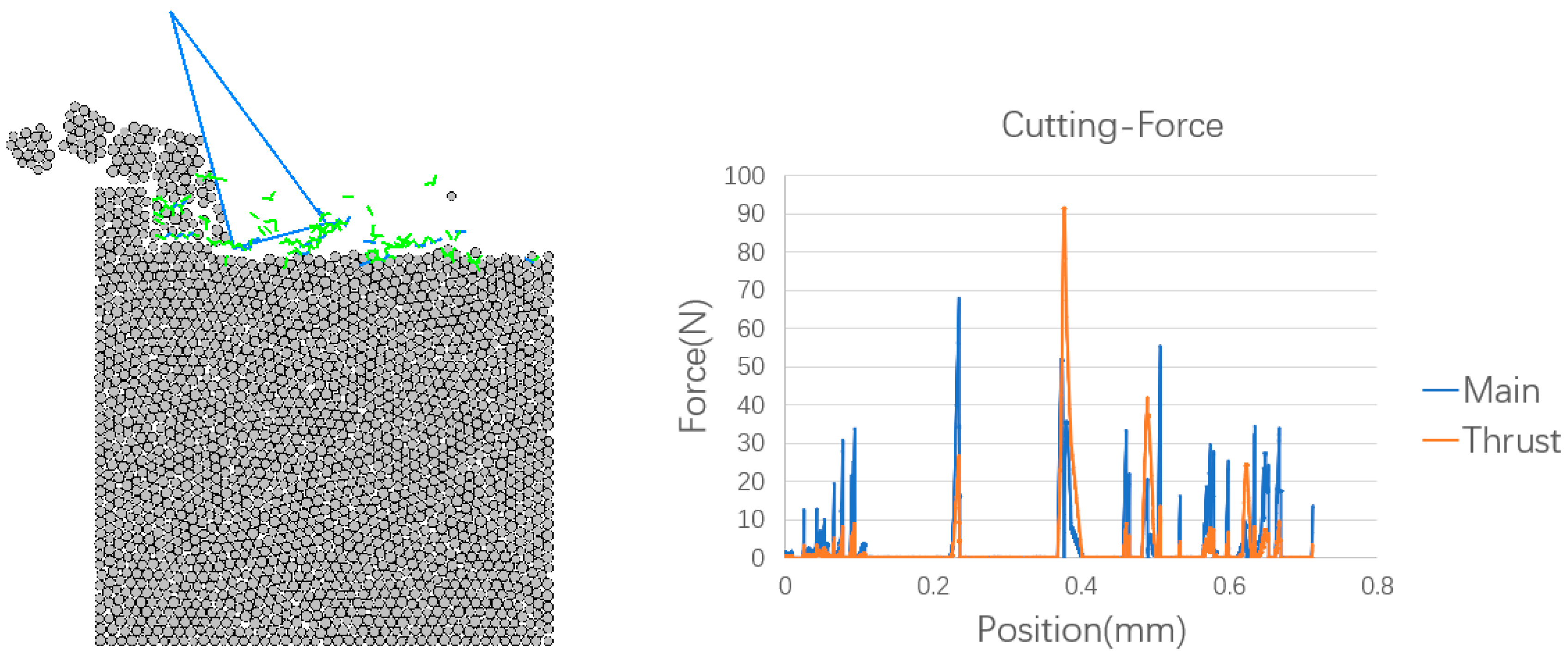
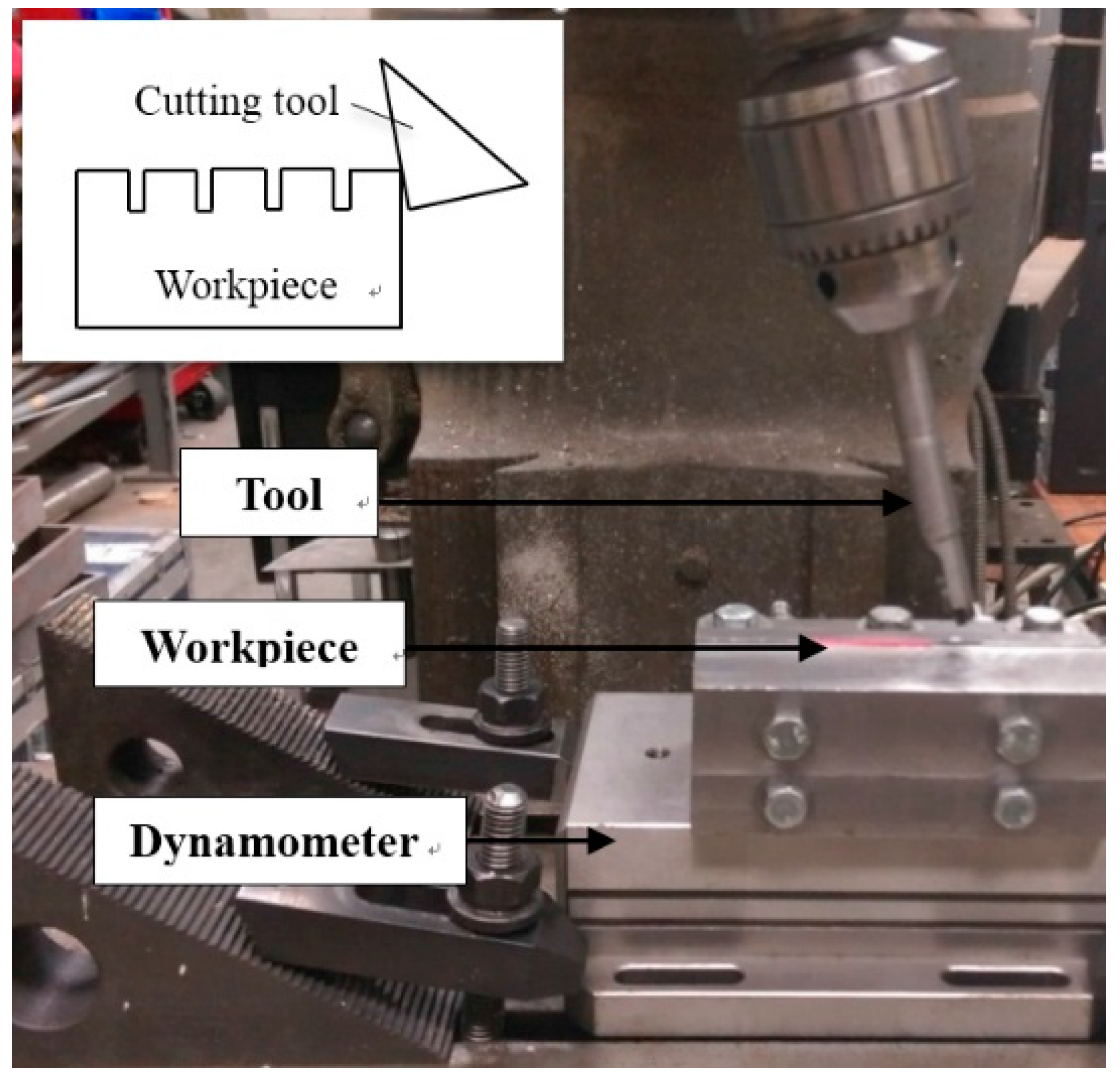
In this paper, the orthogonal cutting process of soda-lime glass is simulated with a DEM model. The purpose is to find out how the DEM model can accurately simulate the cutting process at different cutting conditions. The first step is to create a synthetic material that behaves like soda-lime glass. Then the macro-properties are calibrated by adjusting the micro-parameters of the DEM model to match the mechanical properties of the real soda-lime glass. Finally, orthogonal machining simulations are conducted and model validation are conducted by comparing the predicted cutting forces with those from the orthogonal cutting experiments. Through this study, the DEM simulation of the orthogonal cutting process of soda-lime glass is identified and validated.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}