
Soft Gripper with Electro-Thermally Driven Artificial Fingers Made of Tri-Layer Polymers and a Dry Adhesive Surface
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Methods
2.1. Preparation of Actuating Layer for Artificial Finger
2.2. Preparation of TPU Films with Variable Stiffness
2.3. Preparation of PDMS Thin Film with Mushroom-like Microstructures
2.4. Assembly of Soft Gripper and Characterization
2.5. Test of Dry Adhesive Films
3. Results and Discussion
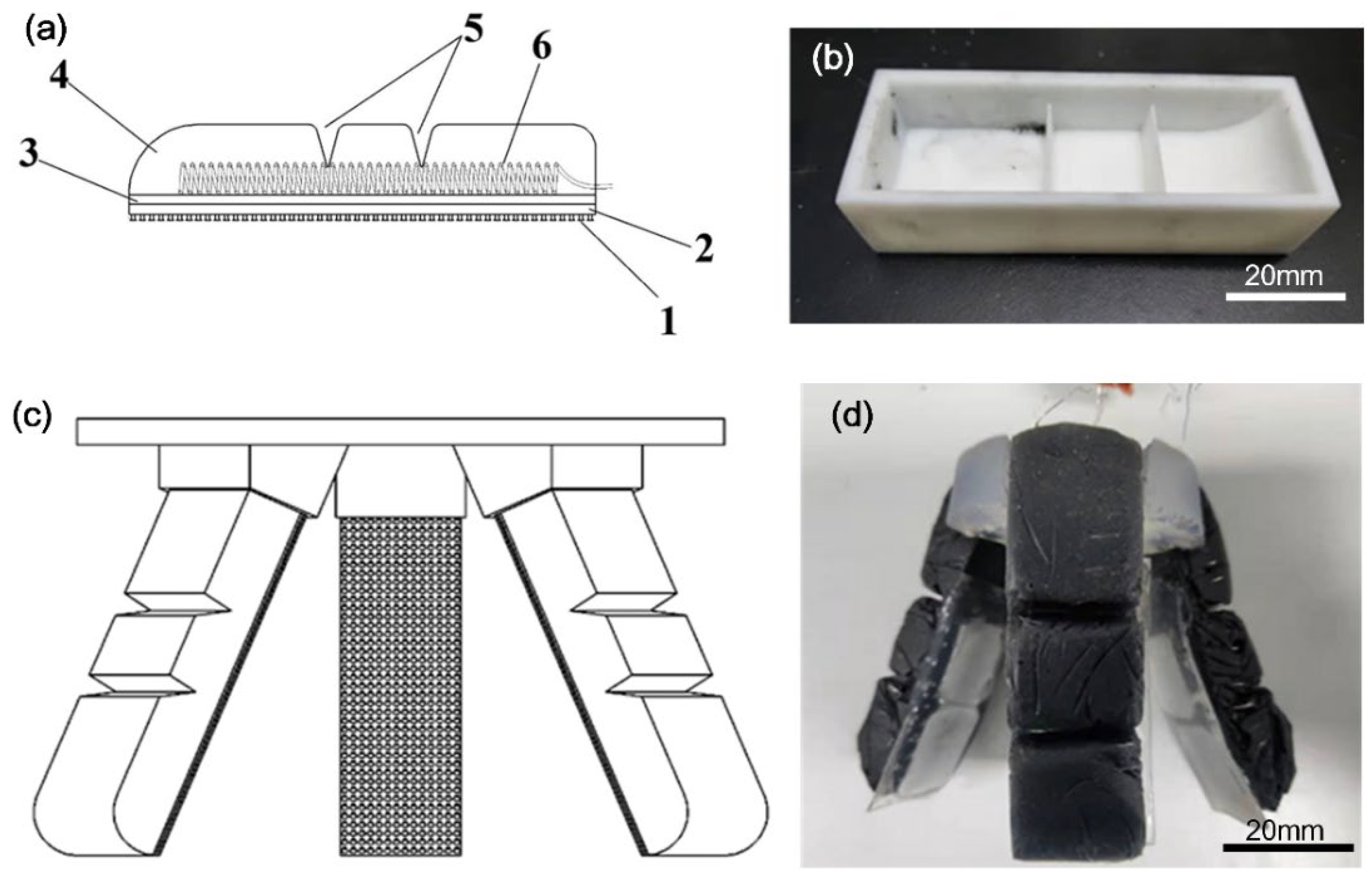
3.1. Design of the Artificial Finger and Soft Gripper
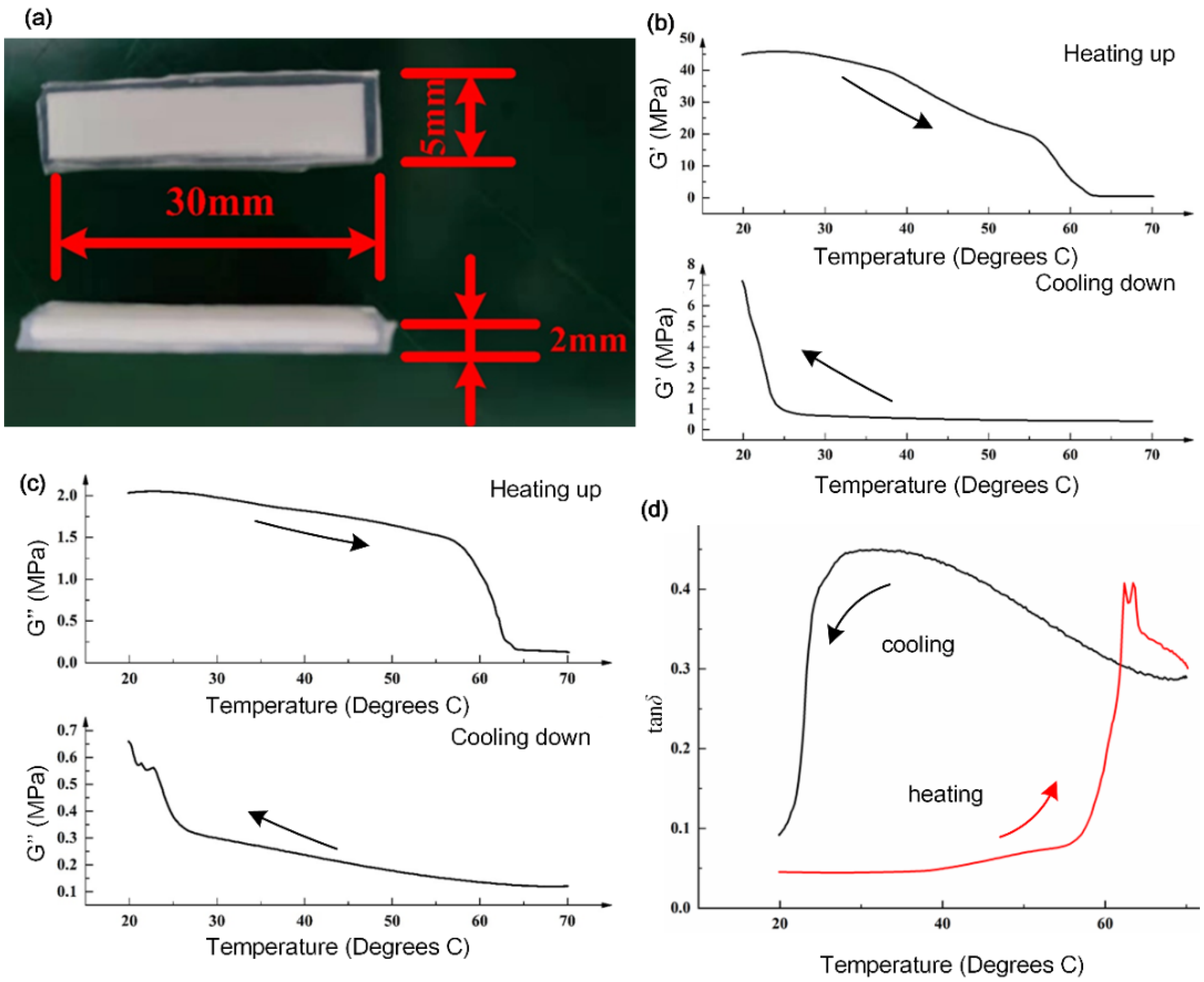
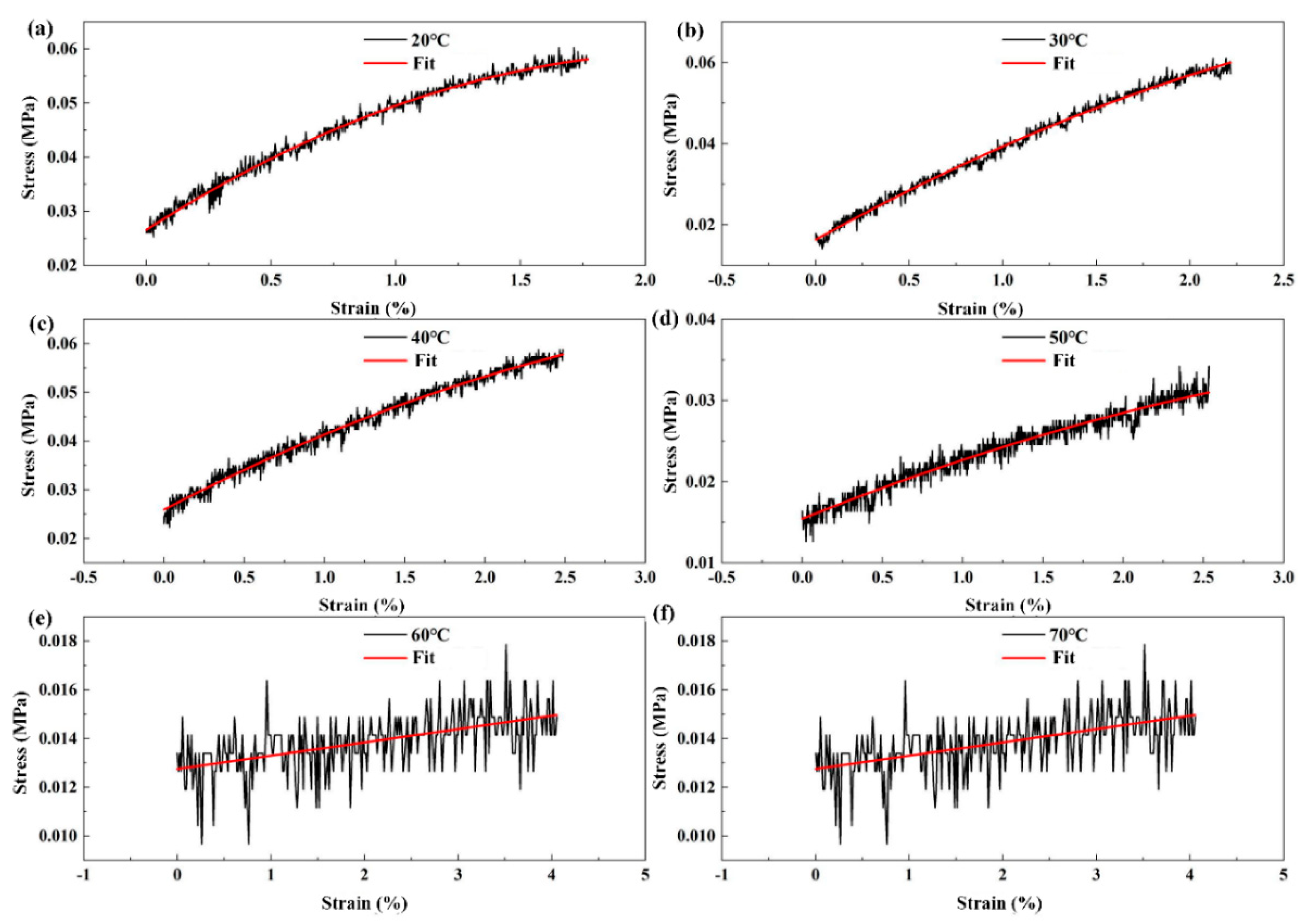
3.2. Thermodynamic Performance Test of TPU Film
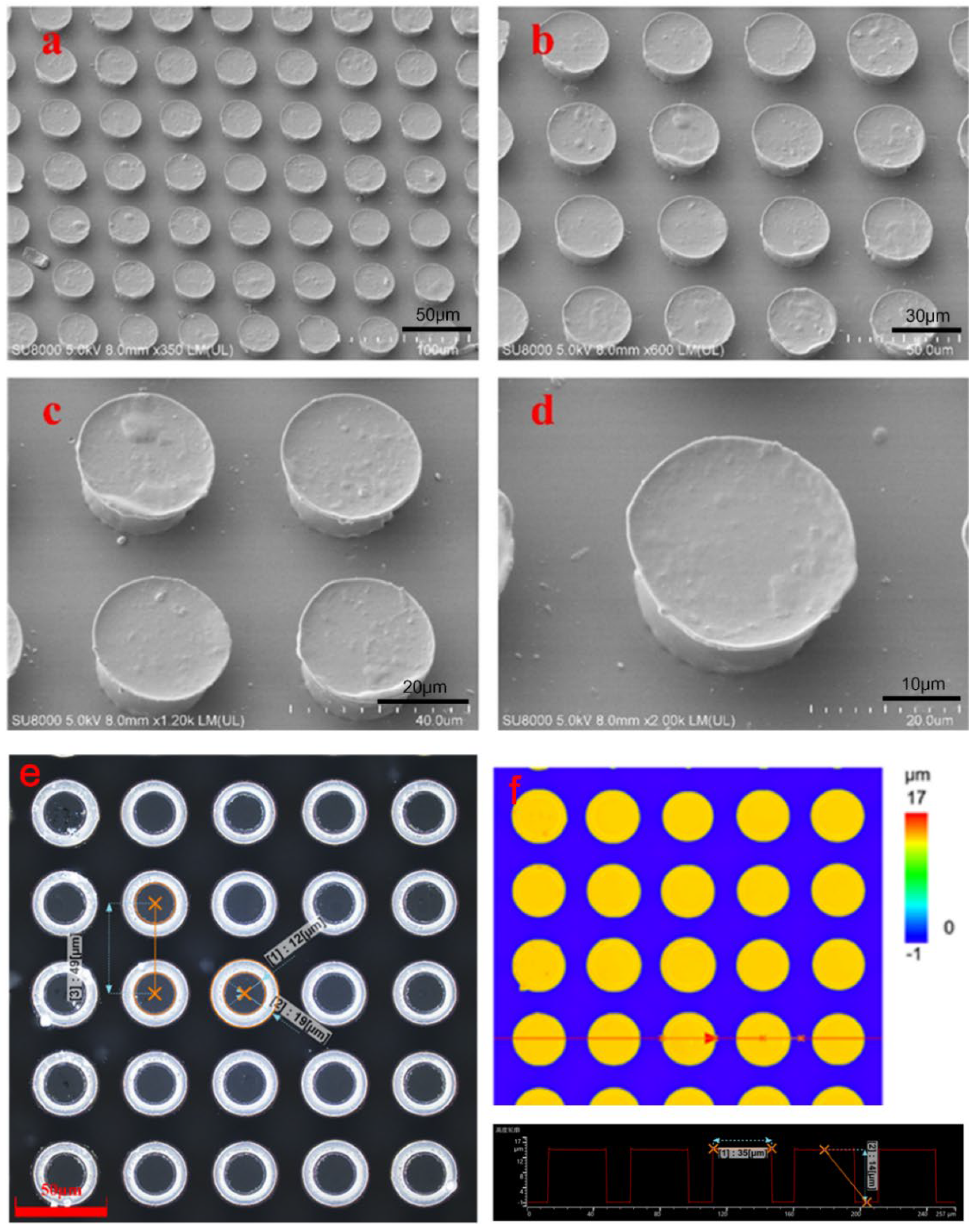
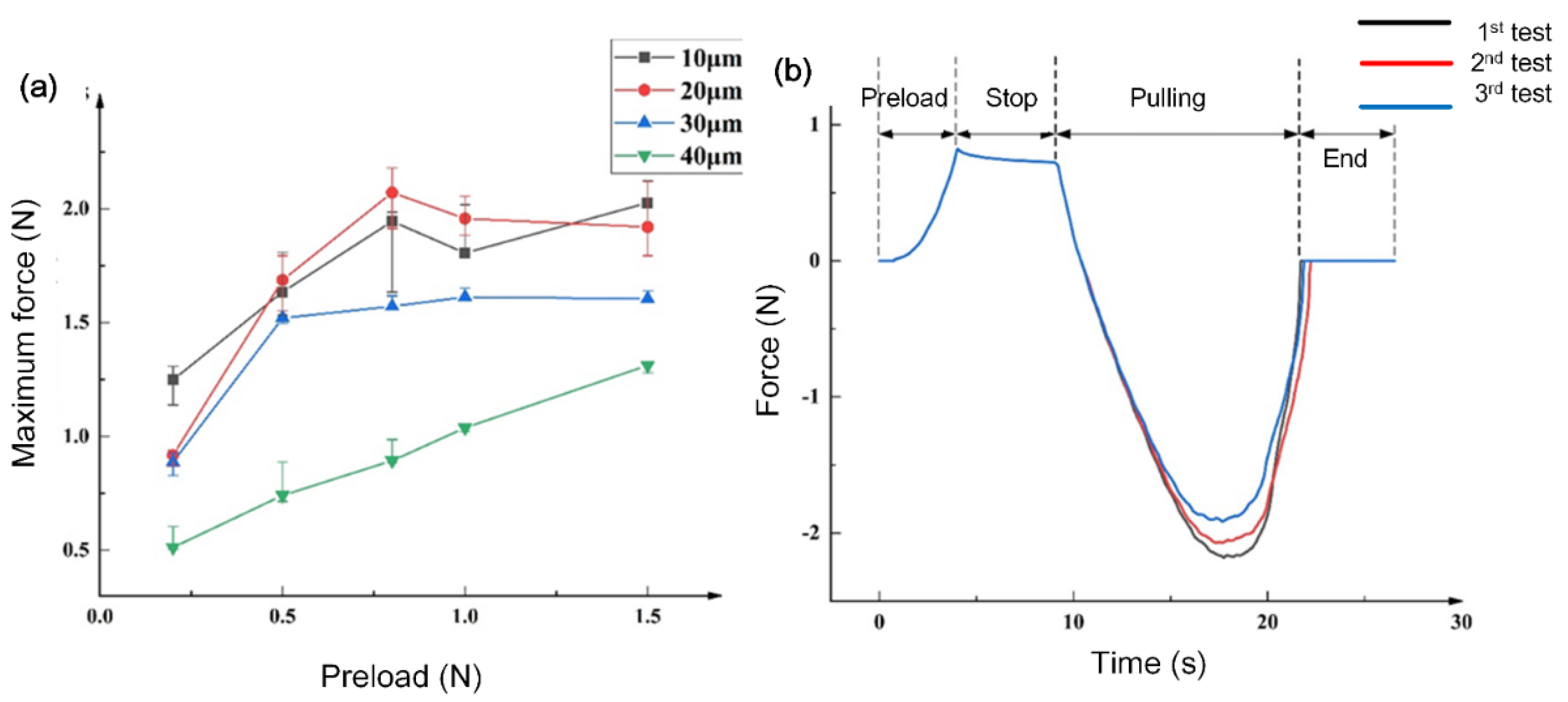
3.3. Morphology and Test of Dry Adhesive Layer
3.4. Performance of Single Artificial Finger
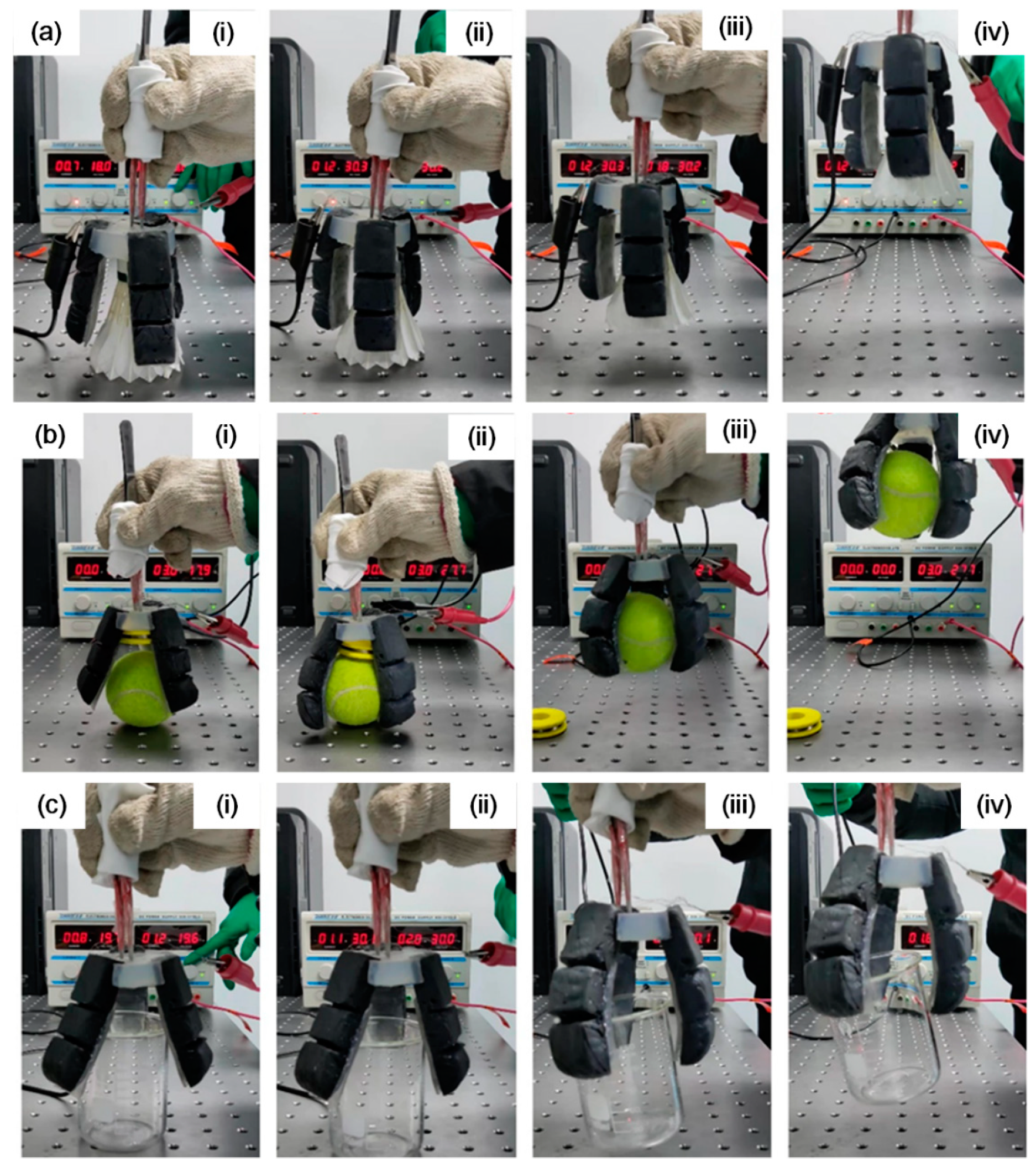
3.5. Grasping Test of Soft Gripper
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, J.; Chortos, A. Control Strategies for Soft Robot Systems. Adv. Intell. Syst. 2022, 4, 2100165. [Google Scholar] [CrossRef]
- Lee, C.; Kim, M.; Kim, Y.; Hong, N.; Ryu, S.; Kim, H.; Kim, S. Soft robot review. Int. J. Control Autom. Syst. 2017, 15, 3. [Google Scholar] [CrossRef]
- Wallin, T.; Pikul, J.; Shepherd, R. 3D printing of soft robotic systems. Nat. Rev. Mater. 2018, 3, 84. [Google Scholar] [CrossRef]
- Walsh, C. Human-in-the-loop development of soft wearable robots. Nat. Rev. Mater. 2018, 3, 78. [Google Scholar] [CrossRef]
- Polygerinos, P.; Wang, Z.; Galloway, K.; Wood, R.; Walsh, C. Soft robotic glove for combined assistance and at-home rehabilitation. Auton. Syst. 2015, 73, 135. [Google Scholar] [CrossRef] [Green Version]
- Hawkes, E.; Blumenschein, L.; Greer, J.; Okamura, A. A soft robot that navigates its environment through growth. Sci. Robot. 2017, 2, 8. [Google Scholar] [CrossRef] [Green Version]
- Hashemi, S.; Bentivegna, D.; Durfee, W. Bone-inspired bending soft robot. Soft Robot. 2020, 8, 387. [Google Scholar] [CrossRef]
- Brown, E.; Rodenberg, N.; Amend, J.; Mozeika, A.; Steltz, E.; Zakin, M.; Lipson, R.; Jaeger, H. Universal robotic gripper based on the jamming of granular material. Proc. Natl. Acad. Sci. USA 2010, 107, 18809. [Google Scholar] [CrossRef] [Green Version]
- Amend, J.; Brown, E.; Rodenberg, N.; Jaeger, H.; Lipson, H. A positive pressure universal gripper based on the jamming of granular material. IEEE Trans. Robot. 2012, 28, 341. [Google Scholar] [CrossRef]
- Robertson, M.; Paik, J. New soft robots really suck: Vacuum-powered systems empower diverse capabilities. Sci. Robot. 2017, 2, 9. [Google Scholar] [CrossRef]
- Habibi, H.; Land, P.; Ball, M.; Troncoso, D.; Branson, D. Optimal integration of pneumatic artificial muscles with vacuum-jammed surfaces to characterise a novel reconfigurable moulding system. J. Manuf. Process. 2018, 32, 241. [Google Scholar] [CrossRef]
- Kurs, A.; Karalis, A.; Moffatt, R.; Joannopoulos, J.; Fisher, P.; Soljačić, M. Wireless power transfer via strongly coupled magnetic resonances. Science 2007, 317, 83. [Google Scholar] [CrossRef] [Green Version]
- Chortos, A.; Mao, J.; Mueller, J.; Hajiesmaili, E.; Lewis, J.; Clarke, D. Printing reconfigurable bundles of dielectric elastomer fibers. Adv. Funct. Mater. 2021, 31, 2010643. [Google Scholar] [CrossRef]
- Gupta, U.; Qin, L.; Wang, Y.; Godaba, H.; Zhu, J. Soft robots based on dielectric elastomer actuators: A review. Smart Mater. Struct. 2019, 28, 103002. [Google Scholar] [CrossRef]
- Li, Y.; Oh, I.; Chen, J.; Zhang, H.; Hu, Y. Nonlinear dynamic analysis and active control of visco-hyperelastic dielectric elastomer membrane. Int. J. Solids Struct. 2018, 152, 28. [Google Scholar] [CrossRef]
- Shian, S.; Bertoldi, K.; Clarke, D. Dielectric elastomer based “grippers” for soft robotics. Adv. Mater. 2015, 27, 6814. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, J.; Hong, J.; Wang, M. Dielectric elastomer actuators for soft wave-handling systems. Soft Robot. 2017, 4, 61. [Google Scholar] [CrossRef]
- Ji, X.; Liu, X.; Cacucciolo, V.; Imboden, M.; Civet, Y.; El Haitami, A.; Cantin, S.; Perriard, Y.; Shea, H. An autonomous untethered fast soft robotic insect driven by low-voltage dielectric elastomer actuators. Sci. Robot. 2019, 4, 37. [Google Scholar] [CrossRef]
- Henke, E.; Schlatter, S.; Anderson, I. Soft dielectric elastomer oscillators driving bioinspired robots. Soft Robot. 2017, 4, 353. [Google Scholar] [CrossRef] [Green Version]
- Chortos, A.; Hajiesmaili, E.; Morales, J.; Clarke, D.R.; Lewis, J.A. 3D printing of interdigitated dielectric elastomer actuators. Adv. Funct. Mater. 2020, 30, 1907375. [Google Scholar] [CrossRef]
- Haghiashtiani, G.; Habtour, E.; Park, S.; Gardea, F.; McAlpine, M. 3D printed electrically-driven soft actuators. Extreme Mechan. Lett. 2018, 21, 1. [Google Scholar] [CrossRef]
- O’Neill, M.R.; Acome, E.; Bakarich, S.; Mitchell, S.K.; Timko, J.; Keplinger, C.; Shepherd, R.F. Rapid 3D printing of electrohydraulic (HASEL) tentacle actuators. Adv. Funct. Mater. 2020, 30, 2005244. [Google Scholar] [CrossRef]
- Schlatter, S.; Grasso, G.; Rosset, S.; Shea, H. Inkjet printing of complex soft machines with densely integrated electrostatic actuators. Adv. Intell. Syst. 2020, 2, 2000136. [Google Scholar] [CrossRef]
- Chiu, Y.-Y.; Lin, W.-Y.; Wang, H.-Y.; Huang, S.-B.; Wu, M.-H. Development of a piezoelectric polyvinylidene fluoride (PVDF) polymer-based sensor patch for simultaneous heartbeat and respiration monitoring. Sens. Actuator A Phys. 2013, 189, 328. [Google Scholar] [CrossRef]
- Kim, K.J.; Tadokoro, S. Electroactive polymers for robotic applications. Artif. Muscles Sens. 2007, 23, 291. [Google Scholar] [CrossRef]
- Guo, S.; Fukuda, T.; Asaka, K. A new type of fish-like underwater microrobot. IEEE ASME Trans. Mechatron. 2003, 8, 136. [Google Scholar] [CrossRef]
- Gama Melo, E.N.; Aviles Sanchez, O.F.; Amaya Hurtado, D. Anthropomorphic robotic hands: A review. Ing. Y Desarro. 2014, 32, 279. [Google Scholar] [CrossRef]
- Huang, X.; Kumar, K.; Jawed, M.K.; Nasab, A.M.; Ye, Z.; Shan, W.; Majidi, C. Chasing biomimetic locomotion speeds: Creating untethered soft robots with shape memory alloy actuators. Sci. Robot. 2018, 3, eaau7557. [Google Scholar] [CrossRef]
- Sachyani Keneth, E.; Scalet, G.; Layani, M.; Tibi, G.; Degani, A.; Auricchio, F.; Magdassi, S. Pre-programmed tri-layer electro-thermal actuators composed of shape memory polymer and carbon nanotubes. Soft Robot. 2020, 7, 123. [Google Scholar] [CrossRef]
- Yao, S.; Cui, J.; Cui, Z.; Zhu, Y. Soft electrothermal actuators using silver nanowire heaters. Nanoscale 2017, 9, 3797. [Google Scholar] [CrossRef]
- Tian, Y.; Li, Y.-T.; Tian, H.; Yang, Y.; Ren, T.-L. Recent progress of soft electrothermal actuators. Soft Robot. 2021, 8, 241–250. [Google Scholar] [CrossRef] [PubMed]
- Dong, L.; Zhao, Y. Photothermally driven liquid crystal polymer actuators. Mater. Chem. Front. 2018, 2, 1932. [Google Scholar] [CrossRef]
- Pang, X.; Lv, J.; Zhu, C.; Qin, L.; Yu, Y. Photodeformable azobenzene-containing liquid crystal polymers and soft actuators. Adv. Mater. 2019, 31, 1904224. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Shen, Y.; Bisoyi, H.; Tao, Y.; Liu, Z.; Wang, M.; Yang, H.; Li, Q. Covalent adaptable liquid crystal networks enabled by reversible ring-opening cascades of cyclic disulfides. J. Am. Chem. Soc. 2021, 143, 12543–12551. [Google Scholar] [CrossRef] [PubMed]
- Miriyev, A.; Stack, K.; Lipson, H. Soft material for soft actuators. Nat. Commun. 2017, 8, 596. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huan, Y.; Tamadon, I.; Scatena, C.; Cela, V.; Naccarato, A.G.; Menciassi, A.; Sinibaldi, E. Soft graspers for safe and effective tissue clutching in minimally invasive surgery. IEEE Trans. Biomed. Eng. 2021, 68, 56–67. [Google Scholar] [CrossRef] [PubMed]
- Tian, H.; Liu, H.; Shao, J.; Li, S.; Li, X.; Chen, X. An electrically active gecko-effect soft gripper under a low voltage by mimicking gecko’s adhesive structures and toe muscles. Soft Matter 2020, 16, 5599–5608. [Google Scholar] [CrossRef]
- Li, S.; Tian, H.; Shao, J.; Liu, H.; Wang, D.; Zhang, W. Switchable Adhesion for Non-flat Surfaces Mimicking Geckos’ Adhesive Structures and Toe Muscles. ACS Appl. Mater. Interfaces 2020, 12, 39745–39755. [Google Scholar] [CrossRef]
- Li, S.; Liu, H.; Tian, H.; Wang, C.; Wang, D.; Wu, Y.; Shao, J. Dytiscus lapponicus -Inspired Structure with High Adhesion in Dry and Underwater Environments. ACS Appl. Mater. Interfaces 2021, 13, 42287–42296. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, H.; Shao, J.; Ding, Y. Fabrication of well-defined mushroom-shaped structures for biomimetic dry adhesive by conventional photolithography and molding. ACS Appl. Mater. Interfaces 2014, 6, 2213. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Shi, Q.; Wei, H.; Zhao, X.; Tong, Z.; Zhu, X. Soft Gripper with Electro-Thermally Driven Artificial Fingers Made of Tri-Layer Polymers and a Dry Adhesive Surface. Biomimetics 2022, 7, 167. https://doi.org/10.3390/biomimetics7040167
Li X, Shi Q, Wei H, Zhao X, Tong Z, Zhu X. Soft Gripper with Electro-Thermally Driven Artificial Fingers Made of Tri-Layer Polymers and a Dry Adhesive Surface. Biomimetics. 2022; 7(4):167. https://doi.org/10.3390/biomimetics7040167
Chicago/Turabian StyleLi, Xiangmeng, Qiangshengjie Shi, Huifen Wei, Xiaodong Zhao, Zhe Tong, and Xijing Zhu. 2022. "Soft Gripper with Electro-Thermally Driven Artificial Fingers Made of Tri-Layer Polymers and a Dry Adhesive Surface" Biomimetics 7, no. 4: 167. https://doi.org/10.3390/biomimetics7040167