1. Introduction
The increasing population and demand for sustainable energy and material sources for transportation, the industry, as well as heating, are among the biggest problems that need to be solved in the current century [
1]. As a sustainable energy source, biofuels have gained importance. Bioethanol, with a worldwide production of 114 billion liters in 2019, has the biggest share among liquid biofuels [
2]. Bioethanol can lead to up to 85% less greenhouse gas emission in comparison to that of gasoline, based on the raw material [
1]. Besides, the photosynthesis process by plants closes the CO
2 cycle of bioethanol with zero net CO
2 emission [
1].
On the industrial scale, bioethanol is produced as 1st and 2nd generation depending on the substrate used, although the latter has some challenges that need to be overcome in order to become economically feasible and widespread. First-generation bioethanol can be produced from either a sugar-rich source, such as molasses and sugarcane juice, or a starchy source, such as wheat or corn grains. Non-food lignocellulosic substrates, such as agricultural residues or wood, are used for the production of 2nd generation ethanol [
3,
4]. In addition to ethanol and CO
2, DDGS (distiller’s dried grains with solubles) is produced in grain-based 1st generation bioethanol plants [
3,
5] as another product of the facility, which has significant importance on the economic feasibility of the plant [
6]. DDGS is produced from whole stillage, the residual stream from the fermentation process leaving the bottom of the distillation column during ethanol separation, and sold as animal feed [
5]. The whole stillage is composed of proteins, oil, yeast cells, fibers, and other unfermented residuals of grains [
5,
7]. Considering that 10 to 20 L of whole stillage are produced per liter of ethanol, more than a billion liters of whole stillage are produced annually [
5,
8,
9]. In a dry-grind ethanol plant, whole stillage is sent to the decanter (centrifuge) where the solid fraction, known as wet distillers’ grain (WDG), and liquid fraction, called thin stillage, are separated [
5,
7]. Approximately two million m
3 of thin stillage are potentially available at a facility producing 200,000 m
3 ethanol annually [
10]. Thin stillage is normally evaporated, and the concentrated stream, known as syrup, is obtained. Syrup and WDG are mixed and dried to obtain DDGS [
11]. The production of DDGS from whole stillage is an energy-intensive process due to the evaporation and drying processes, which contribute to 40–45% and 30–40% of thermal and electrical energy of the total energy consumption of the plant, respectively [
12]. Therefore, strategies have been investigated to reduce the energy consumption of the process. Biological treatment has been one of the most studied approaches for the valorization of whole stillage or thin stillage, where a number of research studies are available using particularly edible filamentous fungi [
5,
10,
13].
Filamentous fungi can grow on various media and produce a vast range of products, such as nutritious fungal biomass, organic acids, antibiotics, enzymes, small molecule drugs, etc. [
8]. Moreover, both the production of a vast array of enzymes, which can be used in saccharification of lignocellulosic materials in bioethanol production [
14], and their pentose consumption ability, unlike that of wild
Saccharomyces cerevisiae [
5], increase their application potential in the biofuel industry [
14]. In a 1st generation ethanol plant, pentose and raffinose sugars are not consumed during common baker’s yeast (
S. cerevisiae) fermentation. Hence, the unfermented sugars end up in whole/thin stillage [
8,
15]. These sugars, together with other stillage components, such as proteins, residual starch, and minerals, can be further converted by filamentous fungi into value-added products [
10]. It has been stated in previous researches that
Neurospora intermedia, an edible filamentous fungus commonly used in the production of the Indonesian human food called oncom [
8], can be applied to valorize thin stillage by producing ethanol and protein-rich fungal biomass [
10,
13]. The increasing population on Earth results in protein depletion regarding food and feed sources. Protein-rich biomass, which can be obtained from, e.g., edible yeast, bacteria, and filamentous fungi, represents a potential alternative protein source for feed and food applications [
16,
17]. In the previous studies, it has been stated that
N. intermedia, a GRAS (generally regarded as safe) microorganism, can be used for the production of nutritious food products from stale bread and brewers spent grains [
17,
18]. The product made in the form of a burger has led to general acceptance during sensorial analysis in terms of taste and structure but also regarding waste valorization perspectives [
17,
18]. The same fungus and four other filamentous fungi strains were studied by Ferreira et al. [
10] for thin stillage valorization and concluded that biomass production and composition, as well as ethanol production, were highly influenced by the strain used.
In a previous study, the techno-economic analysis of filamentous fungi integration into a 1st generation ethanol plant in order to valorize thin stillage has been studied [
19]. This integration has changed the process profits, where a higher NPV (net present value) by 31 million USD in comparison to the conventional 1st generation ethanol plant (base case) has been reported. This output is related to the production of additional ethanol and protein-rich fungal biomass as well as to lower energy consumption due to the reduction of total solids going into the evaporators and dryers. The reduction of solids is due to the conversion of thin stillage into CO
2 and fungal biomass; the latter is a macroscopic filamentous structure easily recovered from the medium, leading to the reduction of the organic/inorganic load of thin stillage [
19].
In Rajendran et al. [
19] model, the economic analysis of filamentous fungi integration into a 1st generation ethanol plant was reported; however, no further analysis of market opportunities was carried out. In this study, an updated version of filamentous fungi-integrated bioethanol plant was analyzed considering the end applications of the fungal biomass in feed and food sectors. Sensitivity analysis was carried out to observe the effect of capacity changes and the fluctuation of raw material/product prices on the economy of the process. Special focus was on fungal biomass price alterations, targeting various feed/food markets, and its effect on the process economy. Furthermore, the effect of using different fungal strains, leading to different ethanol and fungal biomass concentrations on the process economy, was analyzed. A comparison of different scenarios regarding their resistance to the fluctuation of ethanol and grain prices was also performed.
3. Results and Discussion
In dry-grind ethanol plants, co-product production is necessary for plant feasibility [
24]. Two main products of dry-grind ethanol plants are ethanol (fuel) and DDGS (animal feed). The existence of two products contributes to the process feasibility as the cost of the process is distributed over them. In the previous studies, the economic evaluation of a conventional dry-grind ethanol plant is shown to be profitable [
19,
20]. Similarly, in this study, the economic evaluation of the base case scenario, which is a currently operating dry-grind ethanol plant, resulted in 51.4 million USD capital cost, 363 million USD NPV after 20 years, and 4.72 years of payback period (PBP).
The introduction of new by-products can improve the economy of the process. There is a manifold of experimental studies on the improvement of the co-products of dry-grind ethanol plants; however, few studies are available, which focus on techno-economic analysis. In a previous study, thin stillage has been valorized through filamentous fungi cultivation [
19]. In this study, the analysis of market opportunities was investigated further. The effect of selling the cost of co-products, depending on the end market, within the feed and food sectors was analyzed. Moreover, the effect of using a different fungal strain with different product yields was investigated. In the sensitivity analysis, the process capacity and the price of raw material and products were altered. A comparison of the robustness of these processes towards the price fluctuations was performed.
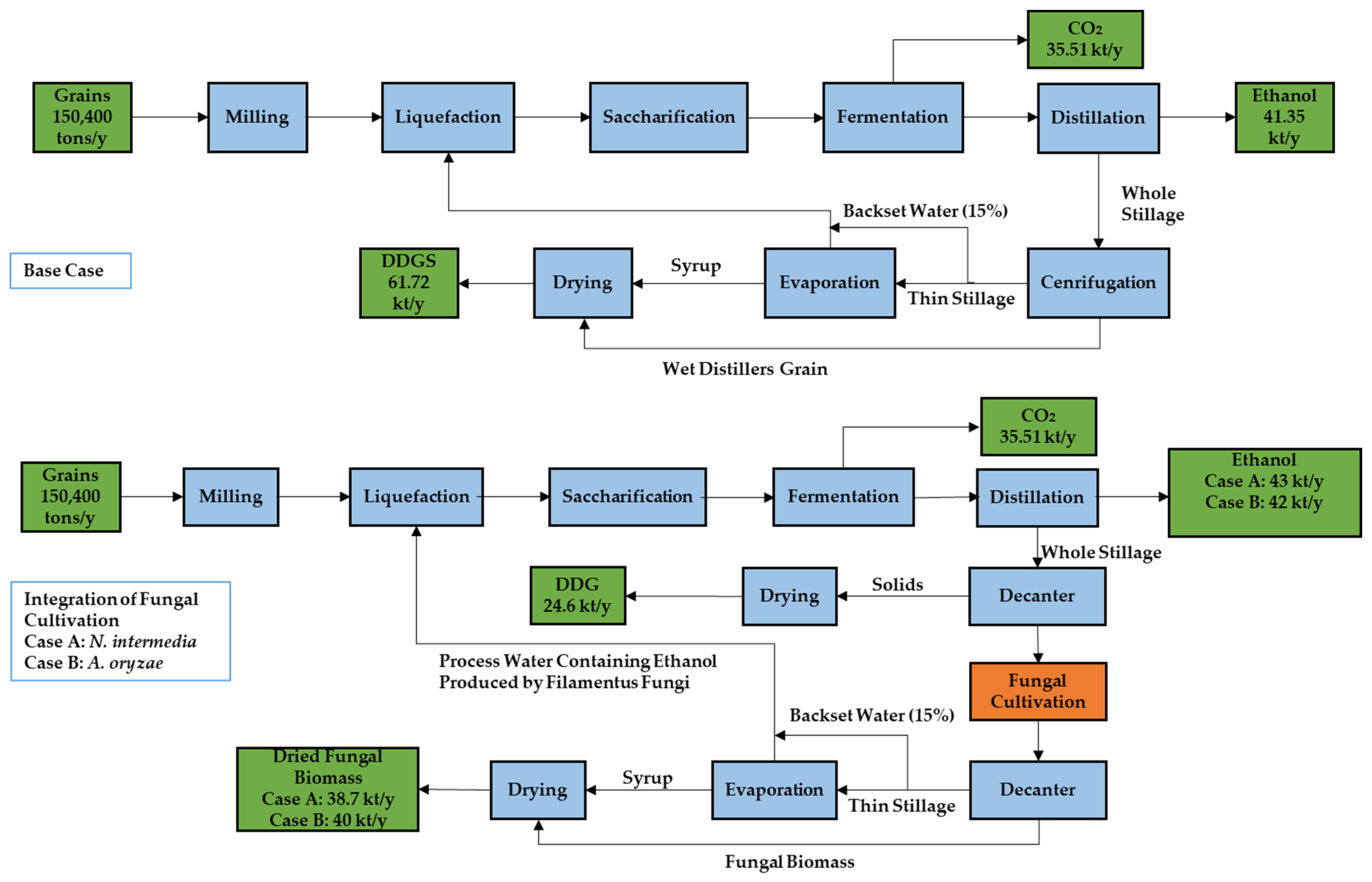
3.1. Integration of Filamentous Fungi to Ethanol Process (Case A)
In this process, the sidestream of the ethanol plant is valorized by filamentous fungi cultivation. In the bioethanol process, the fermentation mash goes into distillation columns, where the ethanol and the residuals (whole stillage) are separated. Filamentous fungi cultivation can be carried out, either on whole stillage or the liquid fraction of whole stillage (thin stillage). In this study, thin stillage was sent to a reactor, where the fungi, in this scenario,
N. intermedia, converted the residual sugars into ethanol and protein-rich fungal biomass. On the other hand, the solid fraction of the whole stillage was sent to the drier to produce dried distillers’ grain (DDG). Hence, the common single product DDGS was replaced by two by-products. DDG is rich in fibers, and it can be used in the formulation of cattle feed [
7]. On the other hand, the fungal biomass contains high levels of protein. In this study, the chosen fungi gave rise to biomass containing around 50% protein on a dry weight basis.
This food-grade and high protein content fungal product can be used in different applications. It can be used as a protein-rich animal feed ingredient, e.g., pig feed, fish feed, etc. Shi et al. [
25] stated that
Aspergillus niger improved the nutrient quality of rapeseed meal and wheat bran as well as their digestibility when fed to pigs. Considering the need for replacement of fishmeal in fish feed and appropriate protein content of fungal biomass for this replacement [
26], the fish feed market is another potential application of this fungal product. Moreover, other fungal biomass compounds, such as fatty acids, vitamins, essential amino acids, and immunostimulants, such as chitin and chitosan, make fungal biomass an interesting replacement for fishmeal. Besides, the pigment production capability of certain filamentous fungi, such as
N. intermedia [
26,
27], makes the fungal biomass a potential alternative to fishmeal, concomitantly replacing the need for synthetic pigments addition in fish feed. On the other hand, if the fungal biomass is mixed with the cultivation medium, the fiber content of the end product should be appropriate for fish consumption due to the negative effect on digestion [
26].
If this ethanol plant is classified as a food producer, and the fungal biomass can be obtained in high quality, fungal biomass can be used as human food, similar to the commercial examples [
28]. On the other hand, prior to consumption by a human, the product should go through downstream processing in order to reduce the nucleic acid content. Unlike fish, in mammals, such as pigs, humans, etc., high nucleic acid content may cause health problems, such as kidney stone formation, due to the lack of uricase enzyme production [
26].
Integrating the fungal cultivation into the ethanol plant led to a 46.7 million USD increase in NPV after 20 years and PBP of 4.40 years, while the capital cost increased by 1.94 million USD. The results showed a similar trend, as reported by a previous study [
19], where the NPV after 20 years and PBP are reported as 78 million USD and 13 years and as 109 million USD and 11 years for the base case and fungi integrated case, respectively. Furthermore, the capital cost increased by 1.2 million USD following integration. However, the difference is mainly because of the prices used in this process. The raw material and product prices were updated according to current prices. The utility prices, such as electricity, steam, and cooling water, were used according to Turton et al. [
23]. The results in terms of the changes in PBP and NPV were in accordance with Rajendran et al. [
19] when the same prices were used.
Economic analysis results of the base case and fungi integrated case were not very different; however, a higher NPV and slightly shorter PBP were obtained from the same process, even though 1.94 million USD additional capital investment was needed. Similarly, Wood et al. [
29] reported that additional co-products, such as corn oil, distillers’ wet grains (DWG), and DDGS, provided higher profit. In a similar study, Wood et al. [
24] stated that the existence of co-products as of 80% of corn oil extraction and 33% DWG production increased profitability. In this study, gross profit (total product sale-annual operation cost) was 14% higher for Case A than that of the base case.
3.2. Sensitivity Analysis
Effect of Capacity Changes
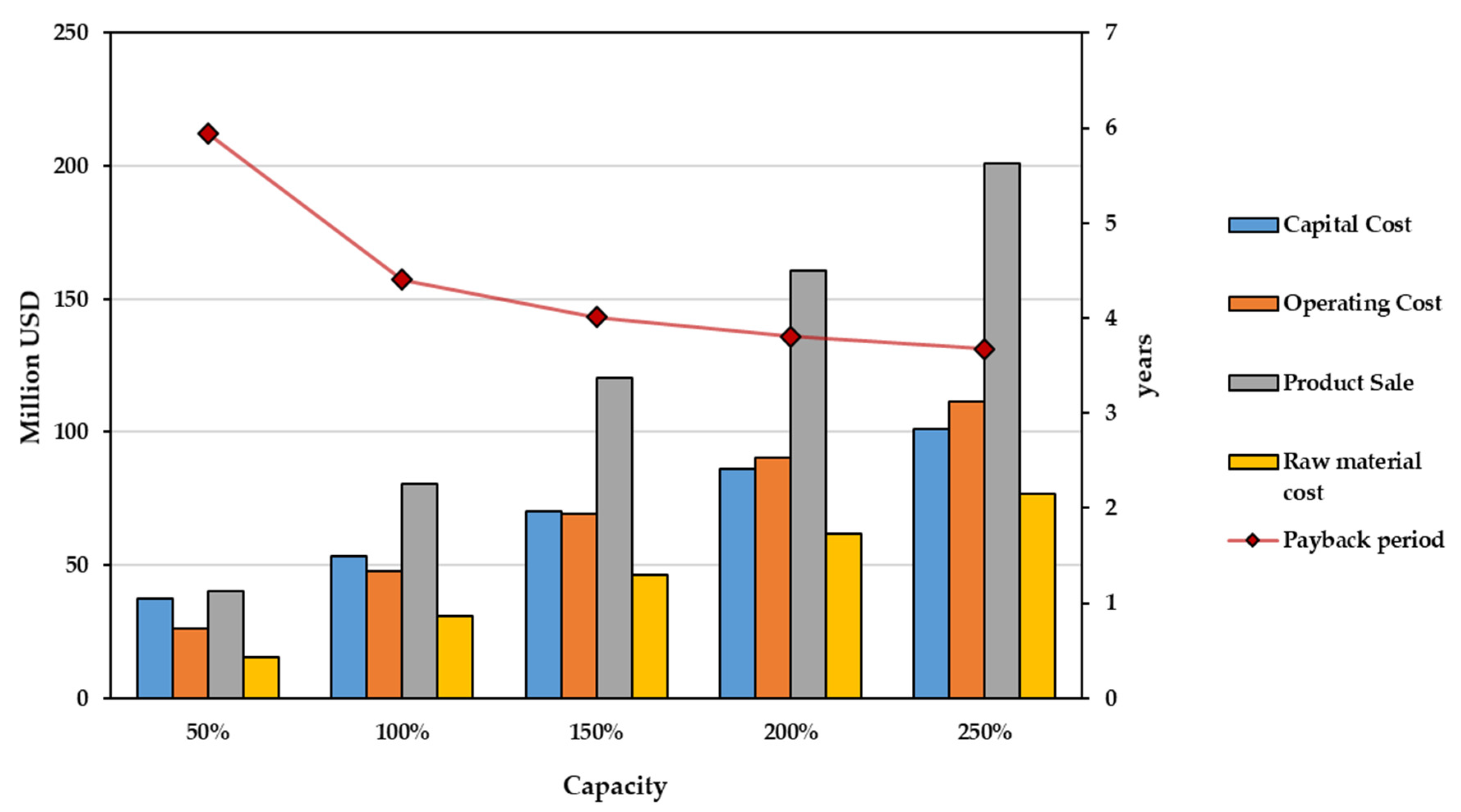
The same process, but in different capacities, exhibits different results in terms of investment parameters. The location of the plant and ease of access to raw materials and utilities and the potential of selling products reaching the target market can be effective factors upon deciding the plant capacity. On the other hand, the capital investment of the plant, which changes by the capacity, and the length of time that the money invested that can be gained back are significant decision parameters for investors. Hence, a capacity change analysis was carried out to present the opportunities for various conditions. The capacity changes applied were a reduction of 50% in capacity and an increase of capacity by 150%, 200%, and 250%. Capacity with 100% refers to the initial process, which operates 8000 h/year and has 150,400 tons of grain annual processing capacity. In
Table 2, the capacity change is shown in detail. Besides, the investment analysis results for each different capacity is shown in
Figure 3 and
Figure 4.
The increasing capacity also caused an increase in capital investment. The results showed that with 37.21 million USD capital investment, a profitable plant could be operated with 5.94 years of PBP and 171.5 million USD NPV after 20 years of operation. In other words, the investment required for producing one kilogram of ethanol was 1.73 USD/kg ethanol. On the other hand, if the conditions were available and 101.1 million USD could be invested, NPV reached 2.74 times higher than the initial capacity, and the capital investment could be gained back within 3.67 years. Although the capital cost increased by increasing capacity, the investment required for producing 1 kg of ethanol was reduced to 0.94 USD/kg ethanol. Similar to the results obtained in the study carried out by Rajendran et al. [
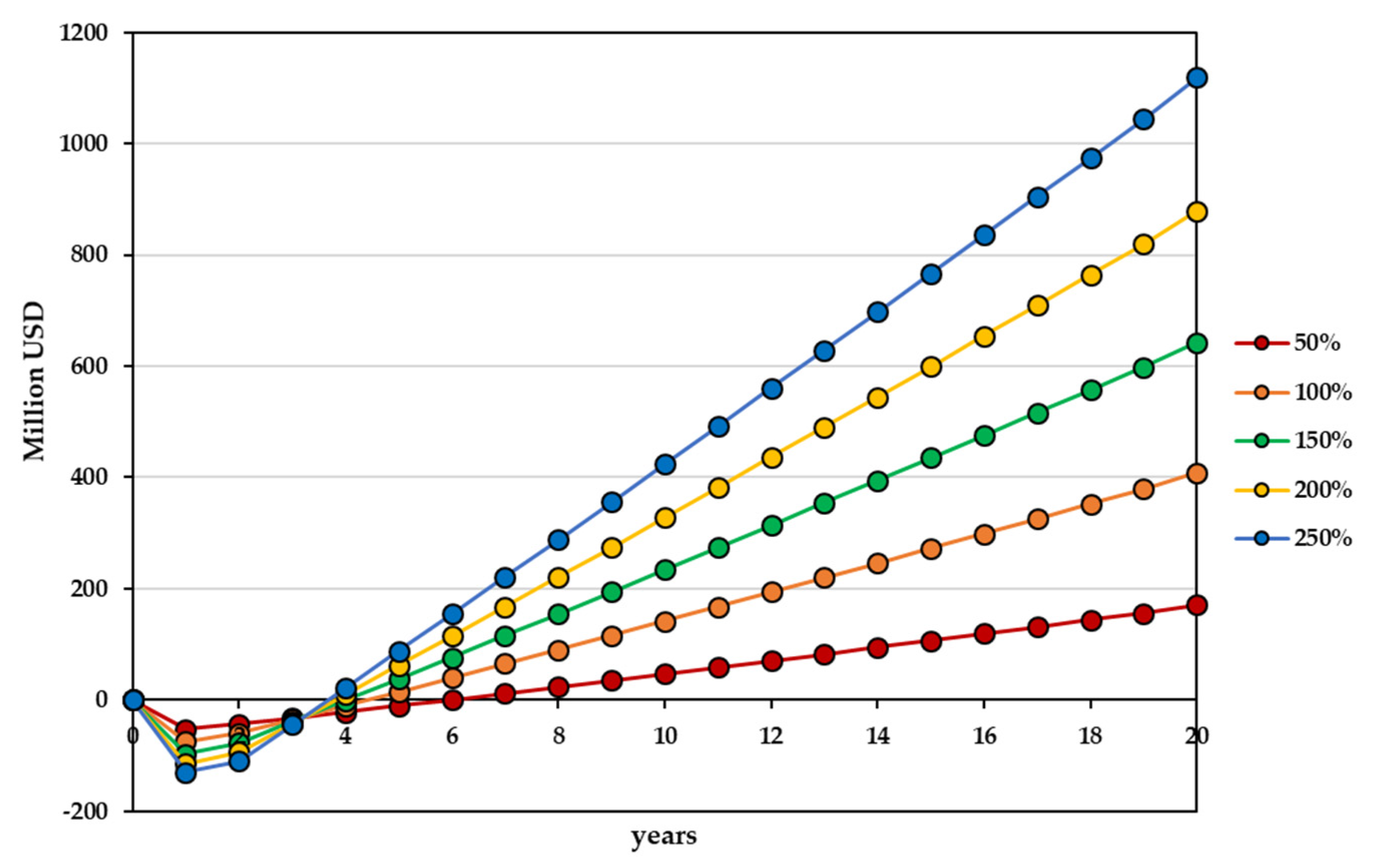
20], where the effect of the capacity change on base case process was investigated, the more the capacity was increased, the more the process became profitable. The cash flow diagram of processes with different capacities is shown in
Figure 4.
3.3. Effect of Price Changes on the Process Economy
The cost of raw materials and product selling prices has a significant impact on the process economy. Raw material and product price fluctuations depend on various reasons, such as the yield of crops per hectare [
30]. Climate changes and cereal diseases are also potential factors affecting the yield of crops [
31], specifically wheat grains in this study. On the other hand, the factors affecting grain prices, such as unexpected global economic instabilities, due to exceptional conditions, were not in the scope of this study.
The price changes, as presented in
Table 3, were applied to Case A and Case B. Inconstancy of raw material prices, in particular grain prices, has the potential to change severely the process profitability. Rajendran et al. [
20] stated that increasing the cost of grains by 50 USD/ton (initial grain price is 300 USD/ton) in the process, which corresponded to the process of base case scenario in this study, resulted in a non-profitable process. In the last 8 years (2010–2018), the grain prices changed up and down in the range of 131.8 USD/ton and 195.3 USD/ton in Sweden [
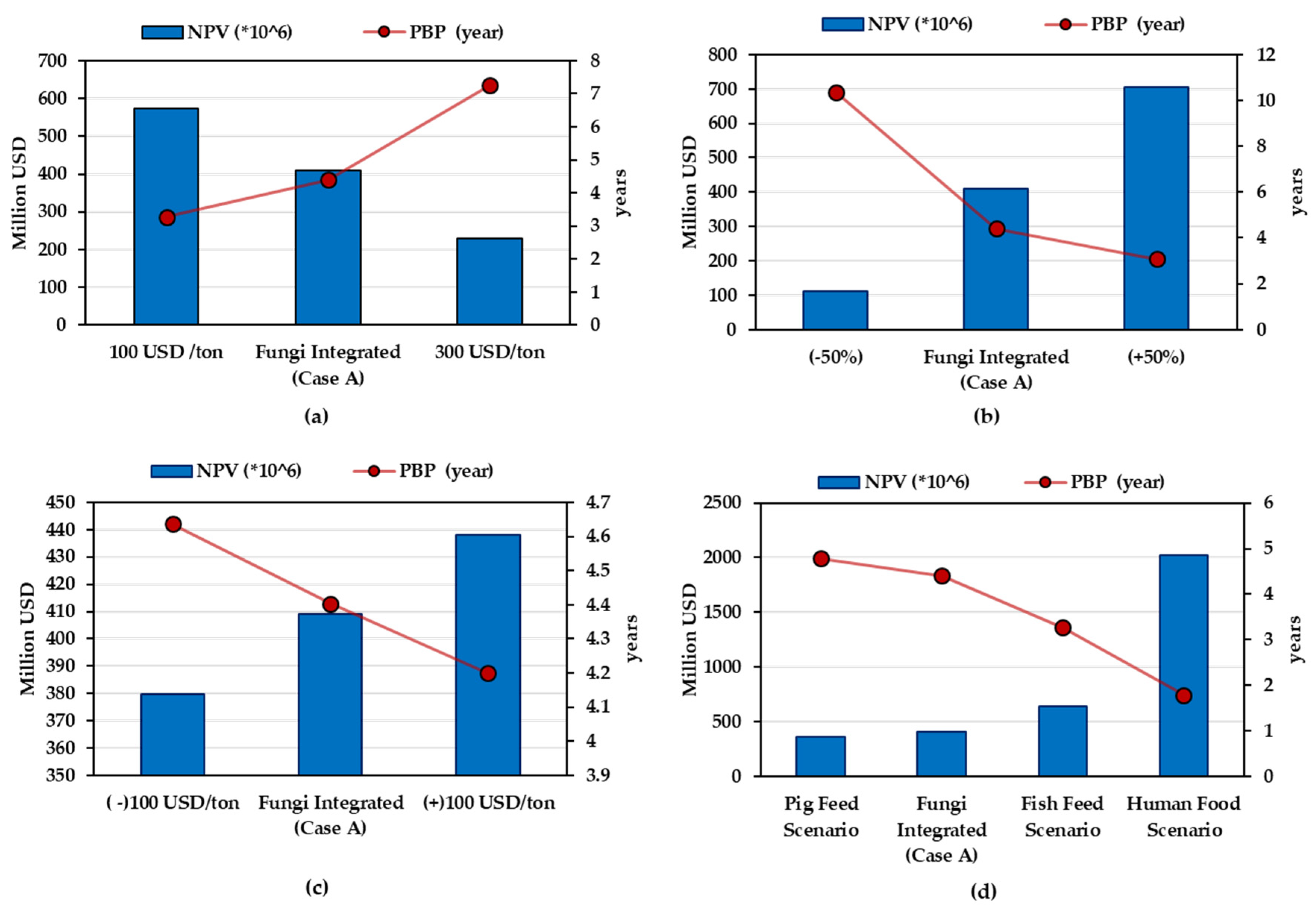
32]. Hence, a bioethanol process should be robust to increasing grain prices, at least of up to 64 USD/ton increase, reported for a time period, which is half of the process operation time. Thus, in this study, the sensitivity of the process to the grain prices was analyzed by changing the prices from the current price, namely 195.3 USD/ton, to the potential changes, such as 100 USD/ton and 300 USD/ton. The economic analysis results, such as NPV and PBP, are shown in
Figure 5a. When the grain price was 100 USD/ton, NPV after 20 years reached 574 million USD, and PBP was of 3.28 years. When the grain price was increased to 300 USD/ton, PBP became longer, of up to 7.25 years, and NPV reduced to 44% less than the initial process. Wood et al. [
29] stated that increasing the grain price two times higher resulted as non-profitable, supporting the significant effect of grain prices.
The process economy is also affected significantly by the changes in product selling prices. Especially the changes in the main product prices have a higher effect on profitability. As the main product of this biorefinery, the effect of the ethanol selling price was analyzed. The selling price of fuel ethanol also differs from one country to another. While the selling price of fuel ethanol is 1.119 USD/liter in Sweden [
33], it is sold at 0.468 USD/ liter in the USA [
34]. The current price in Sweden was used in the initial process. However, the sensitivity of the process to the ethanol price was analyzed by decreasing and increasing the ethanol prices by 50%, simulating the scenario when the ethanol prices decreased approximately to the selling price in the USA or reached a higher price in the same ratio. The results are shown in
Figure 5b. When the ethanol was sold at 0.58 USD/kg, the process was still profitable; however, the NPV after 20 years decreased by 72% in comparison to that of the initial case, and the PBP became the longest in all scenarios, namely, of 10.3 years. When ethanol was sold at 1.74 USD/kg, the NPV increased 1.72 times, and the PBP was reduced to 3.07 years.
The effect of DDG price change on the economy of the process was also analyzed. The price of DDG was varied in the range of 200–400 USD/ton. According to the results shown in
Figure 5c, changing the selling price of DDG had a minor effect on the process economy, comparing to price changes of other products. The NPV, after 20 years, changed by ± 7.14%.
The protein-rich fungal biomass has the potential to reach various markets. Indeed, the high protein content of the product has the potential to carry the biomass from by-product to the main product category of the process. This high protein-containing product can find a place in various animal feed markets, such as fish feed, pig feed, etc., as well as in the human food market. Using protein-rich biomass obtained from fungi or bacteria as fish feed ingredient has been a topic of interest in research, and there is even industrial production [
35,
36,
37]. Bacterial protein meal (BPM) obtained from natural gas-consuming bacteria can be used as a fish feed ingredient in the EU legally since 1995 [
37]. Norferm is an example of a microbial protein-rich animal feed product, which is already on the market. The same BPM is also appropriate for chicken, pigs, and foxes, in addition to fish [
37]. Considering the protein content requirement of fishmeal [
26], fungal biomass with approximately 50% of protein content can also be a good substitute as a fish feed ingredient [
6,
10]. If the fungal biomass can be produced in high quality, it can also be sold in the human food market. Similar to the commercial product Quorn
TM mycoprotein [
28,
38], which is obtained from
Fusarium venenatum, the filamentous fungi used in this study are also edible and had been a part of traditional cuisine for a very long time [
39,
40]. Unlike the commercial examples, the product to be sold is produced from a sidestream of the bioethanol process, where the low-value product is converted to a value-added product.
In the sensitivity analysis, the effect of reaching various markets with various selling prices on the process economy was analyzed, and the results are shown in
Figure 5d. In
Table 3, the potential market and price assumption are shown. The price range for fungal biomass was assumed to be varying in the range of 0.4–4 USD. If the biomass was sold as a protein-rich ingredient for pig feed, NPV after 20 years obtained was of 364 million USD, and the PBP was 4.79 years. If the biomass was sold in the fish feed market as a protein-rich fish feed ingredient, NPV after 20 years increased by 56%, while the PBP decreased to 3.27 years. If high-quality protein-rich biomass was sold in the human food market, NPV after 20 years was 4.93 times higher than the initial value, while the PBP was 1.79 years. With the current price of ethanol, in any market, where biomass is sold above 1.3 USD/kg, the biomass is the main contributor product to the process economy.
3.4. Using an Alternative Fungus with Different Biomass and Ethanol Yields (Case B)
Each fungal strain has its own optimum conditions, and each can provide different results regarding the growth profile and metabolites they produce. Ferreira et al. [
10] studied various filamentous fungi in order to valorize thin stillage. Among them,
N. intermedia was the best ethanol producer, while
A. oryzae provided higher biomass but less ethanol concentrations. Since the total product sales have a significant effect on the process economy, this higher biomass producer fungus was used in this scenario (Case B) in order to analyze the effect.
A. oryzae can produce 19 g/L biomass and 2 g/L ethanol [
10] under the same conditions as the fungus used in Case A. The reaction in the fungal cultivation reactor was changed according to the experimental results, while the rest of the process conditions were kept the same wherever it is applicable. This resulted in an annual increase of 1318 ton/y fungal product, while the annual ethanol production decreased by 963 ton/y in comparison to that of Case A. The comparison of investment analysis results of Case A and Case B is shown in
Table 4.
Increasing the fungal biomass concentration and reducing ethanol concentrations did not cause a big change in the process economy. The total revenue and the NPV after 20 years decreased by 0.46 million USD and 2.3 million USD, respectively, while the PBP was not affected. This result indicated that the decrease in ethanol production was compensated by increased fungal biomass production up to a certain point; however, it could not prevent the decrease in total revenue and NPV with the current prices. Although the investment analysis results were not very different among these two cases, Case B had the potential to make a difference in process profitability if the biomass was sold at a higher price.
In order to observe the effect of reaching various markets for the fungal product and analyzing the sensitivity of the process towards price changes in raw material and product prices, the price fluctuations shown in
Table 3 were applied to Case B. The most striking results were for ethanol and biomass price changes. When the ethanol was sold at a 50% lower price, it was observed that 4.44 million USD higher NPV than that in Case A was obtained at the end of 20 years. On the other hand, increasing the ethanol price resulted in 9 million USD lower NPV after 20 years. The reason for being more robust to the ethanol price decrease but getting more affected by the higher ethanol prices was the lower ethanol production and higher fungal biomass production, contributing to the process economy.
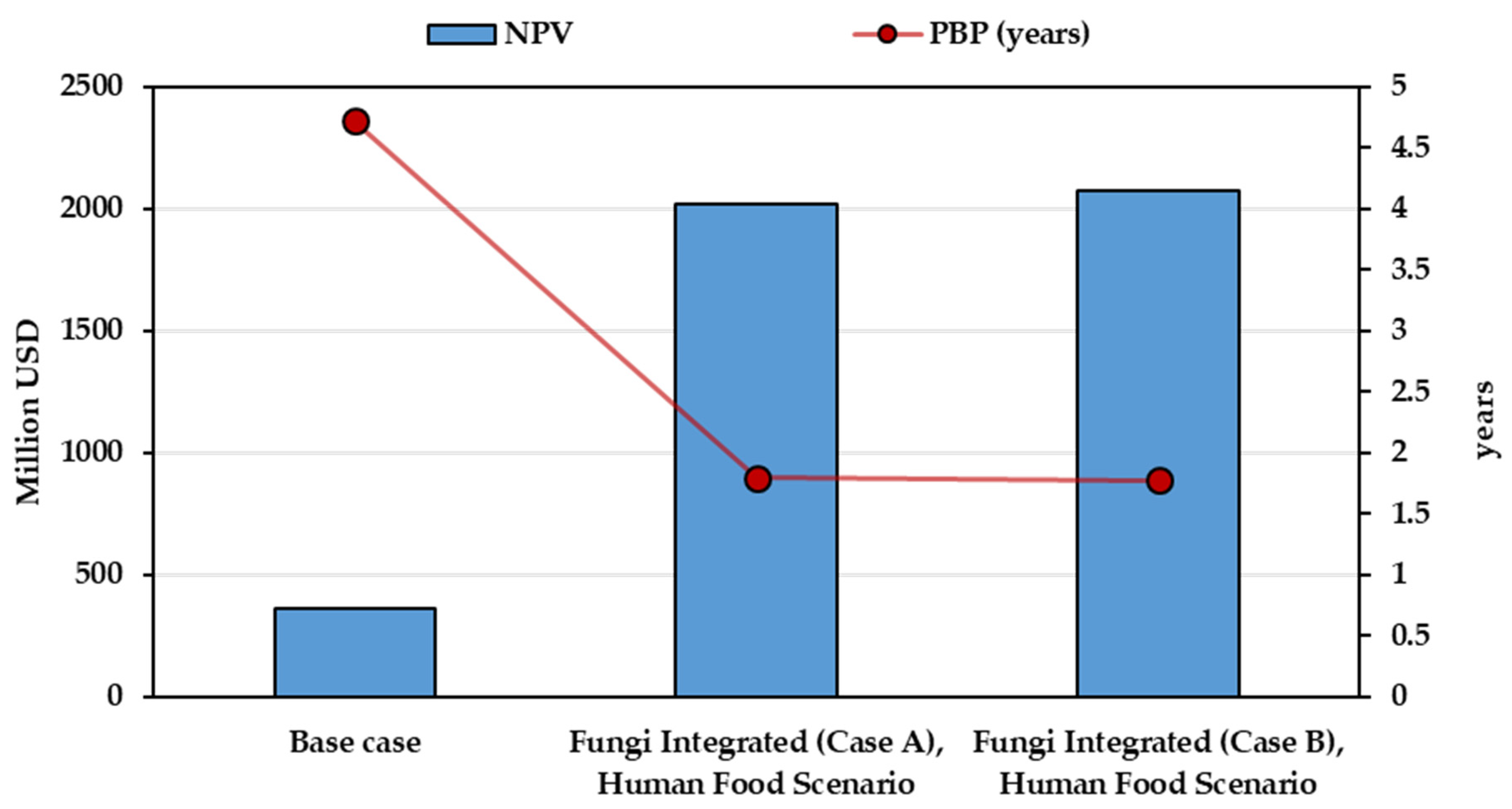
When the fungal biomass was sold in different markets, the profitability of the process showed differences between Case A and Case B. The results indicated that if the target market was pig feed, Case A became more favorable, with 3.88 million USD higher NPV after 20 years. On the other hand, if the target markets were fish feed or human food, Case B provided 5.53 million USD and 52.6 million USD higher NPV at the end of 20 years, respectively. Since fungal biomass production was higher in Case B, the alteration in fungal biomass selling price originated a stronger impact. Although it might not be favorable in lower selling prices, the process benefitted from selling in high-value markets. In Case B, a selling price above 1.23 USD/kg made the fungal biomass the main product of the process. In
Figure 6, the best scenarios of Case A and Case B are shown in comparison to the base case. While the base case had 363 million USD NPV after 20 years, Case A and Case B, both considering the human food scenario, provided 5.56 and 5.71 times higher NPV, respectively. Case A, considering the human food scenario, had 485% higher gross profit than the base case.
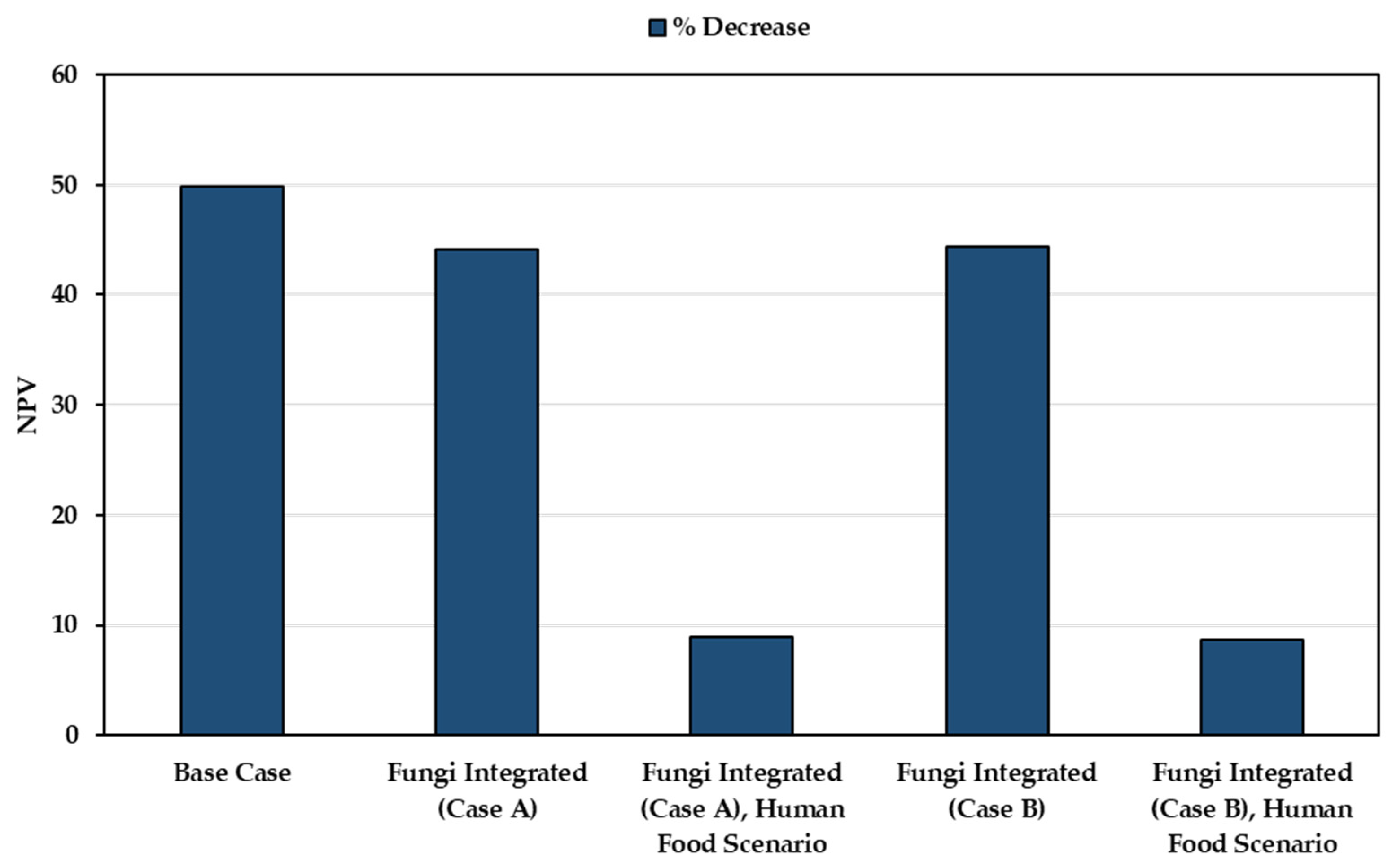
In addition to all scenarios with the single price change, the comparison of the base case, Case A, Case B and the prominent scenarios of these cases (Case A and Case B considering human food scenario) was carried out regarding the resistance of the processes towards ethanol and grain price changes. Increasing grain price influenced the process economy significantly. Hence, the resistance to the grain price change of the five scenarios was compared. Each scenario was compared to its sub-scenario, where the grain price was increased to 300 USD/ton. When each scenario was compared to their sub-scenarios, the percentage decreased in NPV after 20 years, presented in
Figure 7. The most critical change was observed in the base case with a 49% decrease in NPV after 20 years, while the least affected scenario was Case B human food scenario with an 8.7% decrease.
The lowered selling price of ethanol resulted in the least preferable economy. In order to compare the sensitivity of the processes to ethanol selling price, a scenario, which had the lowest ethanol price and the highest fungal biomass selling price in the human food market, was analyzed. The results are shown in
Figure 8a,b. In
Figure 8a, four scenarios are compared. A reduction of 50% in the ethanol price in Case A led to a decrease of 72% in NPV after 20 years. However, if the fungal biomass was sold in the human food market, the same change in ethanol price resulted in only a 15% decrease in NPV.
Figure 8b shows the same changes for Case B, which had similar results with Case A, only with slightly higher robustness to ethanol selling price change. Selling the ethanol at a lower price affected the initial Case B by a 71% decrease in NPV after 20 years, while it decreased 14% when the fungal biomass was sold in the human food market. Hence, selling the co-product in a higher value market increases the total revenue, which results in a more robust system towards the ethanol price fluctuation. In other words, it can make ethanol more competitive in the fuel market.
First-generation ethanol production has been the focus of the “Food vs. Fuel” debate for a long. Now with this strategy, not only ethanol with an increased concentration but also feed/food is produced. The amount of feed/food ingredient produced does not compensate for the amount of grain used; however, the high protein content of the product might bring another dimension to this debate since the demand for protein sources is increasing in line with an increasing world population.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}