
Valorization of Agro-Industrial Orange Peel By-Products through Fermentation Strategies

1
Department of Biomedical and Dental Sciences and Morphofunctional Imaging, University of Messina, 98125 Messina, Italy
2
Department of Chemical, Biological, Pharmaceutical and Environmental Sciences, University of Messina, V. le F. Stagno d’Alcontres 31, 98166 Messina, Italy
*
Author to whom correspondence should be addressed.
Fermentation 2024, 10(5), 224; https://doi.org/10.3390/fermentation10050224
Submission received: 7 February 2024
/
Revised: 9 April 2024
/
Accepted: 17 April 2024
/
Published: 23 April 2024
(This article belongs to the Special Issue Microbial Biotechnology and Agro-Industrial By-Products Fermentation)
Abstract
:The use of whole-cell biocatalysts in microbial cell factories is of great interest to produce added-value compounds. Through large-scale fermentative processes, which use secondary raw materials as substrates, it is possible to recycle and upgrade agro-industrial by-products. This review addresses the main fermentative processes and bioreactors currently used for the valorization of orange peel, a by-product of the Citrus processing industry. Among the main added-value products, bioethanol, organic acids, enzymes, single cell proteins (SCPs), dyes and aromatic compounds have been industrially produced using orange peel via solid state fermentation and submerged fermentation. This approach fits within the circular economy goals in terms of clean technology and renewable energy, valorization and recycling, upgrade of industrial by-products and sustainability.
1. Introduction
The knowledge and practice of fermentation was recorded long before its basic scientific principles were understood. Currently, the use of whole-cell biocatalysts in microbial cell factories for the large-scale production of biomolecules, biopharmaceuticals, fine chemicals and biofuels is quite common [1], as well as the use of low-cost substrates, including agro-industrial by-products.
Agricultural by-products are a large part of organic solid waste, with high disposal costs. Nevertheless, they may represent an important strategy for the optimization of bacterial bioconversion processes [2]. Generally, only a small proportion of these by-products are used as animal feed; the remanent part is incinerated, at excessive cost and the generation of air pollution, or it is placed in landfill sites and degraded by microorganisms, producing leachate and methane, which can be harmful for the environment [3,4]. On the other hand, it can also be used to produce heat energy and/or power [5].
Being rich in sugars, minerals and proteins, these by-products represent suitable candidates for controlled microbial growth. Among the agro-industrial by-products, Citrus by-products are relevant components. In 2018, the United Nations Food and Agriculture Organization (F.A.O.) estimated a world citrus production of 104.15 Mt, with 75.54 Mt corresponding to oranges [6]. In 2018, the largest orange producers were Brazil, China, India, the USA and Mexico, achieving 58.10% of the total orange production [7].
About 40–60% of Citrus fruit is non-edible and discarded [8]. We have previously demonstrated that bergamot peel, an underutilized by-product of the essential oil and juice-processing industry, still contains exploitable components, such as pectins and flavonoids [9]. Furthermore, we reported the production of single cell protein (SCP) and crude pectinolytic enzymes from Citrus by-products [10]. Orange peel by-products constitute approximately 50–60% of the weight of the processed fruit and are made of peels, tissue and the remaining portion of seeds (Figure 1). This significant fraction contains water (75–85%), simple sugars (glucose, fructose and sucrose, 6–8%) and polysaccharides (pectin, cellulose and hemicellulose, 1.53%) [11].
This composition makes microbial transformations, such as the production of microbial molecules, bioethanol, biogas or biomolecules, feasible. However, before microbial growth and metabolites production, these processes require several stages of biomass treatment, which often need to be thoroughly studied and implemented; in addition, each stage may generate a by-product [7]. After essential oil extraction, which represents one of the most common applications of orange peel waste, biomass can be used as a precursor of reducing sugars (Figure 2).
To obtain reducing sugar, the hemi-cellulosic material of the biomass must be converted into sugars which are easily accessible to the microorganisms for fermentation, through acid hydrolysis, enzymatic hydrolysis and simultaneous hydrolysis and fermentation [7].
Nowadays, the production of bioethanol from orange peel by-products using soil bacteria with cellulolytic activity is of great interest, thanks to its favorable environmental impact when compared to other bacteria or to petrol-based fuel [12].
A large body of the literature describes ways to valorize orange peel by-products. Although most of the proposed solutions involve complex peel processing to extract specific fractions, fermentation strategies, including solid state and submerged processes, represent a friendly technique for transforming agro-industrial by-products into new products while minimizing the generation of new by-products.
These microbial products may derive from primary or secondary bacterial metabolism. Microbial growth is the result of several chemical reactions. Starting from fueling reactions that convert nutrients into 12 precursor metabolites, the biosynthetic reaction converts these 12 precursor metabolites into building blocks and assembly reactions, polymerizing these building blocks into proteins, DNA and complex lipids [13].
Within the exponential phase of growth, bacteria produce primary metabolites, which include not only intermediate and end products of anabolic pathways but also biosynthetic precursors, which are essential for growth as they are related to energy generation, redox balance and substrate utilization.
The main industrial valuable primary metabolites are amino acids, nucleotides, vitamins, solvents and organic acids. For many of these, their manufacture by microbial fermentation is economically more competitive than chemical synthesis, as with the production of biologically active isomers [13].
Other microbial products are represented by secondary metabolites, which are low-molecular-weight natural products. Although they are not essential for survival and growth, they are involved in the interaction of microorganisms with the environment. Kossel in 1981 [14], followed by Chapman in 2000 [15], first proposed that secondary metabolites derived from primary ones, often with diverse and versatile physiological functions, are induced or regulated by environmental and nutritional factors.
Several secondary metabolites, including antiviral, antibiotic and antitumor agents, immunomodulating agents, cholesterol-regulating drugs, dyes, flavors, effectors of ecological competition and symbiosis, pheromones, enzyme inhibitors, receptor antagonists and agonists, pesticides and growth promoters of animals and plants [16], are commercially applied for food and nutritional additives, human health products, industrial biochemicals and agricultural chemicals [1].
Several fermentative strategies have been applied to the valorization of orange peel by-products [13,17,18,19,20]. La Torre and coauthors reported on the batch D-lactic acid (D-LA) production from orange peel hydrolysates using Lactobacillus delbrueckii sp. delbrueckii in a stirred tank bioreactor (STR), using both growing and resting state. The authors proved that the latter mode was the most productive [17]. This study is of considerable interest since, generally, the medium used for production with resting cells, which are metabolically active even though cell growth is impeded, is simple and cost-effective; thus, the separation of growth and production into two different phases (growing and resting state) allows for the optimization of each step and of the whole process [21].
Davaritouchaee et al. reported the use of an oxidation method to deconstruct the carbohydrate structures of orange peels, which were used to produce sugars as a carbon source for polyhydroxybutyrate (PHB) production in engineered Escherichia coli [18]. The authors showed that cell growth improved in the presence of the orange peel liquor (3 w/v%), exhibiting 90–100% cell viability. The bacterial production of PHB using orange peel liquor led to 1.7–3.0 g/L cell dry weight and 136–393 mg (8–13 w/w%) ultra-high molecular weight PHB content (Mw of ~1900 kDa) during a 24 to 96 h fermentation period [19].
Through an aerobic digestion of fully stabilized orange peel a relatively high biomethane potential production of the Orange Peel Waste (OPW), up to about 500 N mL CH4 g/VS (volatile solid), was registered by Calabrò et al. [19].
Bustamante evaluated the homofermentative Lactobacillus delbrueckii ssp. bulgaricus for the production of D-LA from OPW hydrolysate and reported a yield of 84% w/w for D-LA production [20].
Here, we report a brief introduction on the industrially valuable microbial metabolites, with the overall aim to critically describe the main fermentation techniques and bioreactors currently used to produce added-value products using orange peel by-product as substrates. In the second part of the review, the added-value compounds obtained from the industrial fermentation of orange peel by-products are briefly described, and finally the main application areas related to the recovery and valorization are reported. The work was carried out in an attempt to provide the main known fermentative strategies to reduce the environmental impact of agro-industrial by-products.
2. Fermentation
The main aim of a fermentation process is the bioconversion of substrates into products, through the use of bioreactors that provide an optimal environment for the microorganisms, and to promote large-scale economic feasibility.
An essential requirement for the design and successful operation of industrial fermentation processes and for obtaining quantitative information about the role of microbial cells is the understanding of microbial growth kinetics [22].
Fermentation is usually modelled by kinetic equations, which give the time evolutions for concentrations of biomass, substrate and product, and these are potentially precious for improvements in batch process performance; they are essential for continuous process design [23].
Fermentative processes can be classified according to various criteria. In batch fermentations, the substrate and producing microorganism are added to the system at the start and are not removed until the process is complete. Continuous and fed-batch fermentations involve microorganisms which may be immobilized and reutilized for several cycles, leading to higher efficiency [24].
Among the fermentative microorganisms commonly applied to valorize orange peel by-products, different species can be annumerated, including bacteria as well as fungi. The latter probably represents some of the first microorganisms that have been investigated in fermentation processes for the production of compounds of interest for medical, nutritional and industrial applications [24].
Based on the physical state of the substrate, fermentation processes are classified as solid state fermentation (SSF) or submerged fermentation (SmF). To date, both SSF and SmF techniques have been successfully employed. However, the latter is favored in industries of developed countries, mainly Europe, the United States and Japan, since it offers better process control and aseptic conditions [25].
In recent years, significant effort has been focused on the development of efficient bioreactor systems and fermentation processes for agro-industrial by-products [26,27].
In both SSF and SmF, the bioreactor represents the core of the fermentative process, containing the substrate and protecting the process microorganism against contamination, while providing the optimal environmental conditions to enhance growth and product recovery [27,28].
2.1. Submerged Fermentation (SmF)
SmF occurs in free-flowing liquid substrates, in the presence of large amounts of free water. The design of bioreactors used for SmF allows the supply of oxygen or other gases, and the ability to monitor and control several other parameters, such as pH, temperature, viscosity, dissolved oxygen, foam and biomass formation, substrate utilization and production of the desired compound. This makes SmF the most popular technique, used to produce many products and the prevalent choice for industrial operations [29,30].
Very large bioreactors, which provide easy control of all operating factors, are currently available for SmF; the most common is a standard stirred tank reactor (STR). However, industrial SmF can be performed in non-conventional bioreactors, which may represent alternatives to the conventional STR and have been proposed to overcome some configuration issues. In addition, these bioreactors may represent a valid option for large-scale fermentation, which requires different bioreactor designs for efficiency and economic reasons [31].
2.1.1. Stirred Tank Reactor (STR)
The use of STRs is ubiquitous in the production of biological and chemical compounds, food and cosmetics [32].
The process uses a liquid medium that is vigorously aerated and agitated in large fermenters [33].
Generally, STRs are cylindrical with a dished or hemispherical bottom. That shape is adapted to handle pressure [32].
Although submerged cultures are somewhat less sensitive to changes in the composition of media compared with surface cultures, a typical issue is the formation of foam [34]. Several strategies can be used to avoid it, including antifoam agents and chambers with volumes of up to one third of the total fermenter volume [34]. Another element to consider is the pressure gradients, and consequently the dissolved gas compounds’ concentrations. Their variation leads to changes in cellular metabolism. To improve the oxygen transfer rate in bioreactors, the total pressure is increased, avoiding oxygen limitation. In fact, in large bioreactors, owing to the differences observed in the residence time distribution, cells are distinctly exposed to high pressures (at the bottom) and to low pressures (on top). However, above certain limits, increased oxygen partial pressure, which is a consequence of the air pressure rising, may have negative effects on microbial cell activity and on product formation [33].
Using a mixture of orange peel and apricot pomace to study polygalacturonase (PGase) expression, Fratebianchi and coauthors evaluated three different operational conditions, which were defined by configurations of stirrer, speed and airflow. While 60–80 U mL−1 PGase activity was obtained in the flask, an activity of 380 U mL−1 was achieved in the bioreactor using a stirrer speed of 600 rpm and cascading airflow to the dissolved oxygen tension up to 1.7 vvm [35].
Khamseh compared the use of batch, fed-batch and continuous well-mixed reactors in the enzymatic hydrolysis of orange peel by-products using SmF [36]. To this aim, the researchers determined the kinetic rate parameters in the conversion of pectin from OPW to galacturonic acid, according to the Michaelis–Menten approach, and adopted Kadam et al.’s [37] rate equations and parameters for cellulose hydrolysis to cellobiose and glucose. The continuous stirred tank reactor (CSTR) offered advantages, due to the continuity of the product outflow, although an economic optimization is required between output flow rate and product concentration in possible industrial applications [36].
2.1.2. Pneumatic Reactor (PR)
The pneumatic bioreactor is a type of gas–liquid dispersion reactor. It consists of a cylindrical vessel, in which the compressed air or gas mixture is usually introduced from the bottom of the vessel through nozzles, perforated plates or a ring spreader, which ensures aeration, mixing and circulation of the fluid. There are no moving mechanical parts in this reactor. The main types of pneumatically agitated bioreactors are air-lift bioreactors and bubble column bioreactors. These reactors, which are generally characterized by low shear and simple design and construction, consist of a main body, an air bubbler, a steam generator for sterilization, an air inlet and vent system, various control systems for monitoring temperature, oxygen and pH, and piping systems for transporting steam, air, medium and product masses. The advantages of air-lift bioreactors compared to STRs consist of the gentler distribution of shear stress, the absence of a mixer or impeller and the ease of construction and scalability at low cost. On the other hand, they also have some disadvantages, such as poor fluid mixing for highly viscous cultures, compared to STRs and severe foaming when aerated because of the lack of an impeller. The airlift bioreactor is the second most well-documented and characterized type of bioreactor, although it is less common than the STR [38].
Satari and coauthors reported the co-production, in an airlift bioreactor, of fungal chitosan, oil, protein and ethanol using two zygomycetes fungi, Mucor indicus and Rhizopus oryzae, growing on the free mono- and di-saccharides which remain intact after juice extraction in citrus waste [39].
2.2. Solid State Fermentation (SSF)
Solid-state fermentation (SSF) is one of the oldest fermentation processes [40]; it uses a solid matrix with enough moisture to support microbial metabolism without the further addition of free water. Usually, the solid matrix is represented by the nutrient source, though it may be represented by a supporting material impregnated with all the nutrients necessary for the growth of the microorganisms [41,42,43]. SSF is analogous to the natural habitat of microorganisms and has proven to be a functional tool in the use of renewable resources to produce added-value products and for the bioremediation and biodegradation of hazardous compounds [44].
In recent years, SSF has emerged as an attractive alternative to SmF, given that it represents a more sustainable and economical process, using low-cost agricultural residues as well as less sophisticated and less expensive fermenters. SSF has been used for the recycling of agriculture residues and biomass conservation, and as viable technology for the bioremediation and biodegradation of hazardous compounds, such as arsenic [45], for dye removal from aqueous solutions [46] and for the adsorption of contaminants [47].
Given that SSF generally employs low-cost agricultural by-products as growth substrates, it does not necessitate the use of complex fermenters, and it does not require heavy investments; it is largely used in biotech industries to produce biologically active secondary metabolites, biofuel, fine chemicals and pharmaceuticals [44].
Many bacteria and fungi can grow on solid substrates; however, filamentous fungi, thanks to their hyphal growth, can adhere better, penetrate the substrate and assimilate complex media, resulting in better adaptation. Furthermore, filamentous fungi have a good tolerance to low water activity and high osmotic pressure [48].
SSF has largely been used to produce high-added-value products, including enzymes, protein-rich animal feed, dyes, organic acids, bio-pesticides, flavor enhancers and biofuels.
Although batch processes are the most common, SSF processes could be conducted in batch, fed batch or continuous modes.
The factors that influence bioreactor design are more complex for SSF than for SmF.
Besides oxygen transfer, several other factors, including temperature, water content of the solid medium, morphology of the microorganisms, which are often fungi, and their resistance to mechanical agitation and sterilization, should be considered. In addition, the fermenters commonly used for SSF can be classified by the type of aeration (forced or unforced) and the mixing system employed [49].
On a laboratory scale, bioreactors are generally used for small quantities of dry solid medium ranging from a few grams up to few kilograms and are represented by Petri dishes, jars, wide-mouth Erlenmeyer flasks, Roux bottles and roller bottles. Aseptic conditions can be maintained to a certain level, but aeration and agitation control are not achievable [44]. On a pilot- and industrial-scale, bioreactors are structured for larger volume, ranging from few kilograms up to several tons, and they present the issue of heat generation along with handling difficulties, which may be overcome using air convection or water addition, as well as other bioreactor adaptations [50].
The most used pilot- and industrial-scale bioreactors are the shallow-tray fermentor, column fermentor and rotating drum bioreactors.
2.2.1. Shallow-Tray Fermentor
The shallow-tray-type bioreactor is one of the simplest approaches for SSF. The shallow tray can be made up of metal, plastic, wood or bamboo. The bottom of the tray is made up of filter plate or wire mesh to allow airflow. The tray is about 30–50 mm deep. Between the two trays there is an appropriate space. These trays are kept in a chamber at constant temperature, with the circulation of moist air [51].
Tray bioreactors have been used for PGase production from Aspergillus sojae M3 on orange peel [52], using A. niger on orange pomace [53], as well as for xylanase and carboxymethylcellulase (CMCase) production [54].
Diaz et al. reported a comparison between a tray and a packed bed bioreactor for the production of hydrolytic enzymes using Aspergillus awamori in SSF, with a mix of grape pomace and orange peels as substrates [54]. Using the tray-type with an air flow rate of 3 mL/gds·min, average activities of 42.64 and 2.16 IU/gds were measured for xylanase and CMCase, respectively, whereas a double air flow was needed to obtain similar activity values using the packed bed [54].
2.2.2. Fixed-Bed Column Fermentor
In the column fermentor with a fixed bed, solid medium is put into the column, with two entries at both ends for aeration.
Through a radial or axial gradient method, sterile air can be supplied. Although the regulation of the water activity and temperature is not easy in this type of bioreactor, the water activity is maintained by humidified air, and the temperature is monitored and controlled by recycling water in the jacket from an isothermal bath. The transfer of O2 and dissipation of CO2 are enhanced by forced convection. Managing the solid materials in a fixed-bed column fermentor is rather difficult, as is the scale-up.
Fixed-bed column reactors have been employed for the biosorption of Cu (II) and Pb (II) by raw and treated orange peel [55], as well as to produce pectinase with Aspergillus oryzae, using Citrus pulp mixed with sugarcane bagasse [56], or the production of PGase using Aspergillus section Nigri strains [57].
2.2.3. Rotating Drum Bioreactors
Rotating drum bioreactors (RDBs) have two main features: the bed of substrate, which can be contained in a horizontal or inclined drum and is mixed through the rotation of the drum; and the air, which is blown into the headspace above the solid bed. Thus, the bed is aerated by gas exchange between the bed and the headspace. Design variations include the application of an inclined central axis and lifters (so-called ‘baffles’) on the inside of the drum wall [58]. These bioreactors can be classified based on continuously rotating or discontinuously rotating drums. The continuously rotating drum reactors, which are mostly used in laboratory-scale and pre-pilot-scale bioreactors, have a rotating drum for the mixing of the substrate particles. The increase in the rotation rate can negatively affect mycelial growth. In the discontinuous RDBs, the rotation rate is reduced because of the succession of mixing and static phases. During the static periods, the bioreactor will operate like a tray bioreactor [44].
Mahmoodi et al. showed that orange pomace used as substrate by A. niger in a tray bioreactor was more suitable than rotating-drum bioreactors for PGase production by SSF [53].
Table 1 reports a summary of the main advantages and disadvantages in relation to the type of bioreactor (shallow-tray, fixed-bed column, rotating drum and stirred tank) used.
3. Biotechnologically Added-Value Products from Orange Peel By-Products
As previously described (Section 2), several fermentative strategies have been employed for the valorization of orange peel by-products, making this raw material very interesting for biotechnological transformation. Various microorganisms, including bacteria and yeasts or molds have been employed for the biosynthesis of added-value products from orange peel by-products (Table 2).
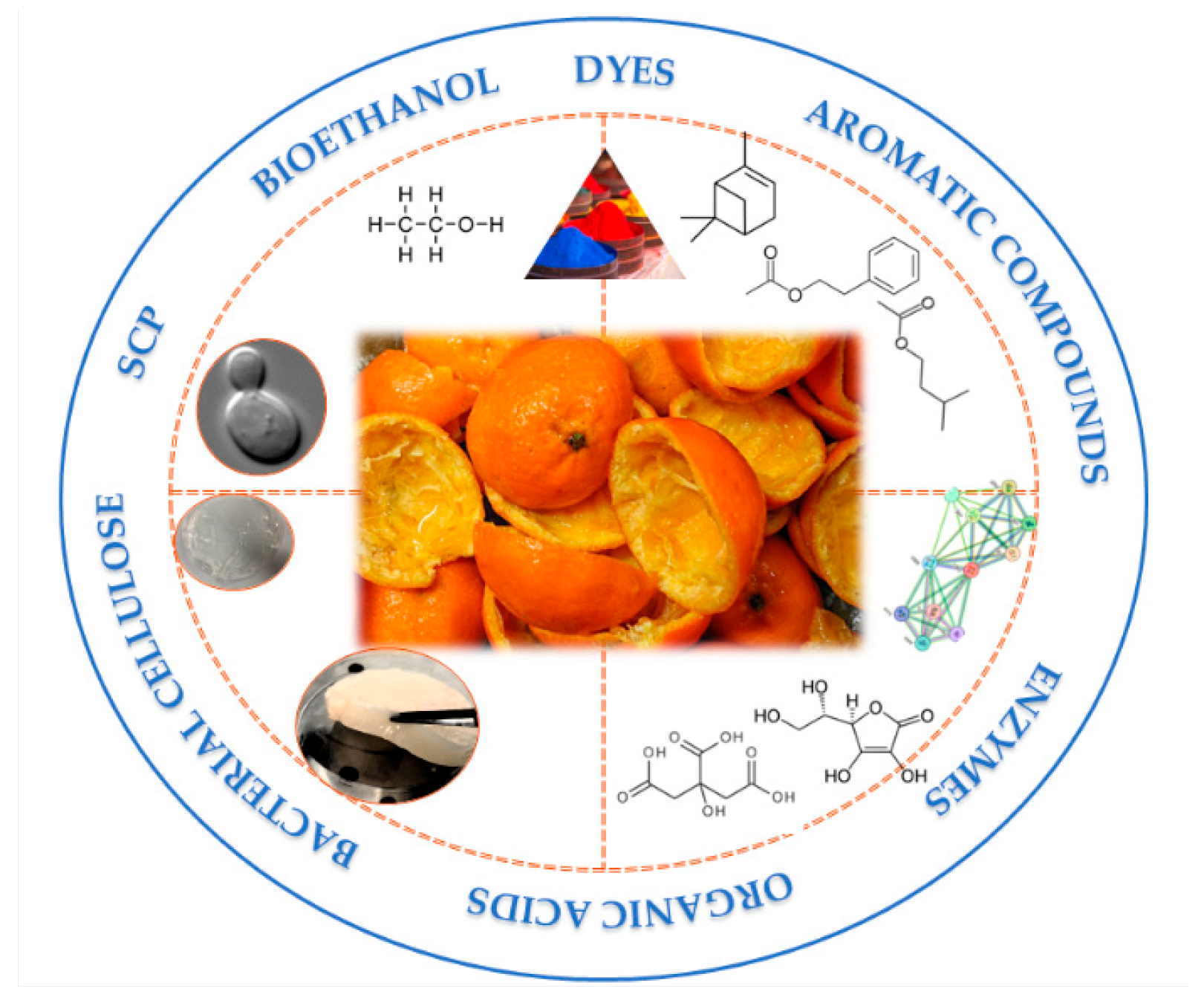
Several examples of biotechnologies for the biotransformation of these by-products into enzymes, organic acids, dyes, flavors, polysaccharides, aroma compounds, biodegradable plastics and single cell proteins (SCPs) have been documented (Figure 3).
3.1. Bioethanol
Vast literature reports are available on the use of Citrus by-products fermentation to produce ethanol [12,62].
Being a lignocellulosic biomass, the process involves three major steps: pre-treatment, hydrolysis and fermentation. The pre-treatment, which is performed to disrupt the cell wall and make the carbohydrates accessible for hydrolysis, can be executed through chemical, physical or biological methods. Within hydrolysis, cellulose and hemicellulose are converted into simple sugars, which can be fermented to produce ethanol [12].
Grohmann et al. performed an enzymatic hydrolysis of orange by-products using commercial cellulase and pectinase enzymes. The hydrolysis was followed by fermentation into ethanol using Saccharomyces cerevisiae and a recombinant Escherichia coli Koll [59,60]. E. coli Koll increased ethanol yields to an approximate theoretical maximum and 25–35% above the yields produced with S. cerevisiae [59,60]. The higher ethanol yields may be due to the fermentation of other components of peel hydrolysate than monosaccharides by E. coli Koll [59,60].
Stewart et al. performed a partial hydrolysis by heating Citrus by-products using a jet cooker, which was then injected into a flash tank to remove limonene. The remaining part was then cooled, hydrolyzed using a mixture of enzymes, including cellulase, pectinase and β-glucosidase, and fermented to obtain ethanol [61].
More recent studies on the conversion of Citrus by-products into bioethanol have been published [81,82]. These studies are based on pretreatment using a steam explosion process and acid hydrolysis with sulfuric acid, similarly to Grohmann et al. [59] and Stewart et al. [61].
Wilkins et al. evaluated the effects of d-limonene concentration, enzyme loading and pH on ethanol production from a simultaneous saccharification and fermentation of Citrus peel by-products by S. cerevisiae: polysaccharides were enzymatically hydrolyzed into sugars, and these were consumed to produce ethanol [62]. This method has several advantages, including facilitated ethanol production with a high substrate and enzyme concentration, longer duration of enzyme and microorganism activity and smaller investment costs.
Choi and coauthors built an immobilized cell reactor (ICR) by housing immobilized S. cerevisiae cells. After limonene removal, the fermentation substrate was introduced into the ICR, and the fermentation was carried out for 10 days at 30 °C. This method allowed production of 12-fold higher yields of ethanol [83].
Oberoi et al. produced ethanol from orange peel by-products with yields of 0.25 g/g on a biomass basis (YP/X) and 0.46 g/g on a substrate-consumed basis (YP/S) and a volumetric ethanol productivity of 3.37 g/L/h [63].
Finally, the use of natural microorganisms with cellulase activity also represents an added-value biotechnological method to produce bioethanol [12].
3.2. Enzymes
Orange peel has been largely used, through SSF and SmF, to produce pectinase from Aspergillus spp. strains [53,56,57,84]. Generally, pectinases include a mixture of different enzymes, such as pectate lyase (PL), polygalacturonases (Pgase) and pectinesterase (PE) [85]. The global pectinase market size was evaluated at 18.3 billion USD in 2022 and is slated to hit 26.6 billion USD by the end of 2030 [86]. Industrial scale production of pectinases is mainly achieved using filamentous fungi. Aspergillus species represent the main producers. Among these, A. niger, recognized as GRAS (generally regarded as safe) by the food industry, is used for the production of commercial pectinases [35].
Besides pectinases, multi-enzyme complexes have been produced by fermentation. Aspergillus japonicus SmF on orange peel by-products produced maximal activities of pectinase, CMCase and xylanase (2610, 85 and 335 U/gds, units/gram dry substrate, respectively) after 72 h. SmF was a more productive method for pectinase and a worse method for xylanase production, compared with SSF [65].
3.3. Organic Acids
Among organic acids, citric acid (CA) is largely used in medicine, in food manufacturing, as detergent and in cosmetic industries due to its palatability, high solubility and extremely low toxicity to humans and mammals [68]. The annual global production of citric acid currently amounts to approximately 2.8 million tons, and, in the food additive industry, the citric acid market is one of the fastest-growing segments [87]. The global CA market is projected to reach 9 billion USD by 2030, growing at a compound annual growth rate of 5.90% for the anticipated period 2023–2030 [88].
CA is an intermediate of the tricarboxylic acid cycle and plays a key position in the microbial metabolism. However, under unfavorable conditions, fungi and bacteria can produce excessive quantities of CA [68].
Several authors adopted SSF to produce CA from orange peel by-products. Torrado et al. reported CA production using A. niger through SSF from orange peel without the addition of other nutrients, underlining a possible interest for future industrial applications [66]. Hamdy et al. reported a considerable production, of approximately 640 g/kg, of CA using A. niger on orange peel fortified with cane molasses [68]. A coculture made of A. niger and A. fumigatus allowed the production of 114.68 ± 0.73 mg/mL of CA [67].
Other authors also reported high CA production (about 9.2 g/L) by A. niger when using SmF processes with orange peel [71].
Similarly, as described for citric acid, the market of organic acids is growing, with a compound annual growth rate of over 7.90% between 2023 and 2030. The global organic acids market size, estimated at 11.48 billion USD in 2022, is expected to achieve 21.10 billion USD by the end of 2030 [89]. The market is growing due to the wide-scale usage of organic acids in various applications.
Orange peel has also been employed for succinic acid production using the cellulolytic bacterium, Fibrobacter succinogenes [90], as well as for d-lactic acid production using Lactobacillus delbrueckii sp. Delbrueckii in SmF [17].
Interestingly, L-galactonic acid, an L-ascorbic acid (vitamin C) precursor, can be produced upon acidification from L-galactono-1,4-lactone, which, through a fermentative process, can be converted directly into L-ascorbic acid [70].
The annual production of synthetic L-ascorbic acid is about 100,000 tons. Given that, in the Citrus processing industry, the 500,000 tons of pectin which are annually produced contain 375,000 tons of D-galacturonic acid, this could be converted into L-galactonic acid and, subsequently, into L-ascorbic acid. This by-product could therefore represent the raw material for global L-ascorbic acid production [70].
Kuivanen et al. used engineered A. niger strains that were not able to catabolize D-galacturonic acid but converted it to L-galactonic acid instead. These strains produced pectinases for the hydrolysis of pectin and were used for the conversion of pectin in orange peel to L-galactonic acid. The D-galacturonic acid in the orange peel was converted to L-galactonic acid, with a yield close to 90%. Submerged and solid-state fermentation processes were compared [70].
3.4. Dyes
Several studies have reported the production of microbial dyes from orange peel by-products using prokaryotic and eukaryotic microorganisms with SSF and SmF.
Dyes are usually employed as additives in the food industry to maintain or improve the color of food. Although, to date, synthetic pigments are prevalent in the food processing industry, they may have carcinogenicity and teratogenicity potential.
In this context, natural microbial pigments are valuable alternatives, due to the advantages derived from the process and the easy scale-up for industrial production, as well as their non-dependence on climatic and environmental variables.
Maurya et al. reported the production of prodigiosin using different substrates derived from agro-industrial by-products through SSF, showing that, although orange peel by-products were not the best among the tested substrates, they allowed the achievement of a yield of 0.1495 mg/L; instead, sweet lemon produced a prodigiosin yield of 0.1693, and the maximum production yield (1.3075 mg/L) was observed in wheat bran [72].
Different fermentation techniques, including SSF, semi-solid state and SmF, were compared, to evaluate the use of orange processing by-products as nutrient-rich media to produce fungal pigments with Monascus purpureus and Penicillium purpurogenum [73]. The first microorganism was more efficient at producing pigments during SSF, yielding 9 absorbance units (AU) per g of dry fermented substrate. The semi-solid-state fermentations yielded a pigment production of up to 0.95 AU mL/L, while SmF achieved up to 0.58 AU mL/L [73].
Lima and coauthors recently reported the coproduction of red colorants and enzymes using the filamentous fungus Talaromyces amestolkiae cultivated on citrus by-product without pectin in SmF, with a yield of 0.016 g/L/h. In conjunction with the production of colorants, the fungus also produced endo-gluconates, xylanase and β-glucosidase [91].
3.5. Single Cell Protein (SCP) Production and Dietary Compounds
Single cell proteins (SCPs) production currently represents an interesting strategy, addressing two crucial issues: the increasing global protein deficit and the increased global production of agro-industrial by-products [92]. Citrus by-products can be successfully utilized as an energy source to produce SCPs using SmF [10,71,74,75,93].
A number of strains, including S. cerevisiae, Kluyveromyces marxianus and kefir cultures, have been used to produce SCPs from various common food industry wastes, including citrus residues, with SSF. The obtained fermented products can be suitable for use as protein-enriched cattle feed, containing protein in the range of 23.6–38.5%. Among the tested strains, K. marxianus showed the highest concentration of protein and fat [76]. The fermented product prepared with S. cerevisiae AXAZ-1 had the highest protein content (38.5% w/w on dry weight basis).
Cheng et al. produced soluble dietary fiber (SDF) from orange peel insoluble dietary fiber (IDF) by SSF using Trichoderma reesei and A. niger [79]. SDF can be distinguished from IDF based on its solubility, and, together, they constitute dietary fiber (DF), which is known as the seventh nutrient. SDF has excellent functional activity, a higher viscosity, and a larger potential for gel formation than IDF, resulting in a greater application value for the food industry [79].
3.6. Bacterial Cellulose
Bacterial cellulose (BC) is a linear homopolymer composed of β-1,4-linked D-glucopyranose [94]. Given the high content of soluble sugars, cellulose, hemicellulose and pectin, Citrus fruits and by-products can be applied as sustainable and renewable substrates to produce BC [8].
Komagataeibacter hansenii GA2016 C has been used under static conditions to produce BC from Citrus peels (lemon, mandarin, orange and grapefruit) [77]. Gluconacetobacter xylinus has also been used to produce BC from orange peel, prepared with either water or acetate buffer, as well as from orange peel hydrolysate [78].
3.7. Aroma Compounds
Orange peel by-products have been used as substrates for the biotransformation of naturally occurring aroma compounds using selected industrial yeasts and SSF, resulting in high yields of industrially relevant volatile aroma esters (about 250 mg/kg) [80]. This process may be potentially applied to a sustainable biorefinery for the valorization of orange peel by-products [80].
Aggelopoulos and coauthors reported high amounts of e-pinene produced by a kefir culture in SSF, using substrates of food industry by-products mixtures, including orange [76].
4. Current and Future Challenges
In recent years, several European Union directives have been strictly implemented for the appropriate management of by-products, introducing concepts of “bioeconomy” and “circular economy” [95,96,97]. While “bioeconomy” refers to the recycling and valorization of renewable agro-industrial waste into a variety of new added-value products, the concept of “circular economy” is based on the transformation of the linear economy into a closed-loop system [98]. The basic principles of “bioeconomy” and “circular economy” point at developing sustainable methodologies for efficient reuse and recycling of agro-industrial products, although their concept and methodology are different.
In this context, orange peel by-products represent an input material. Furthermore, the United Nations have recently proposed models aimed at a reduction in Citrus waste generation by 2030, through sustainable production and consumption patterns [99]. It is well known that Citrus by-products are a rich source of biologically active compounds, such as vitamins, dietary fiber, pectin, polyphenols and essential oils. These have positive health effects, including antioxidant [81], prebiotic [100], antimicrobial [101,102], anticancer [103], anti-inflammatory [104,105] and antidiabetic effects. Such features make these by-products usable in many biotechnological applications (health care, pharmaceuticals, cosmetics, food and textiles).
Although, to date, several studies have focused on different fermentation strategies and bioreactor plants for the valorization of these by-products, incineration still represents the main adopted scheme, followed by bioenergy production [106]. Therefore, one of the biggest challenges of the Citrus industry is to promote the proper management of the total utilization of its by-products and their complete valorization, to obtain added-value compounds.
This article provides an overview of the fermentation methods utilizing orange peel by-products and their many potential applications in industries, in an attempt to identify potential new exploitation avenues for a more sustainable food chain.
5. Conclusions
Fruits, together with vegetables, are the foods most responsible for food waste, i.e., around 45%, and approximately 21.7% of this food waste is generated at the processing and manufacturing stages [107,108].
Advances in sustainable approaches utilizing orange peel by-products to produce added-value compounds have been presented. Due to the high-volume production of this by-product, anaerobic and/or aerobic fermentations represent the main approach addressing the issue in a sustainable and economically valuable way.
The present study explored biotechnology strategies to improve rates of growth and other fermentation parameters, in order to optimize production yields.
Citrus by-products valorization through fermentative processes can provide an efficient, economic and environmentally friendly method to produce novel biotechnologically relevant compounds for the food, nutraceutical, cosmetic and energy sectors. The process fits within the concept of circular economy: orange peel by-products are upgraded to produce valuable compounds while reducing their environmental impact and removing the need to dispose of such waste. Life cycle assessment (LCA) is an extensively used approach to determine the environmental performance of a product, service, or system. Applied to the valorization of orange by-products within fermentation strategies, LCAs represent an important tool to evaluate the environmental performance of these processes and to anticipate the consequences of these management systems and address any issues.
This is in agreement with the Food and Agriculture Organization of the United Nations’ (FAO, 2013) recommendations, “to prevent food waste, to reduce its economic and environmental impact, but finding new uses for food products that do end up being discarded” [109].
Author Contributions
Conceptualization, T.G. and G.M.; writing—original draft preparation, T.G.; writing—review and editing, G.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- El-Mansi, E.M.T.; Nielsen, J.; Mousdale, D.; Carlson, R.P. Fermentation Microbiology and Biotechnology; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Mussatto, S.I.; Ballesteros, L.F.; Silvia, M.; Texeira, J.A. Use of Agro-Industrial Wastes in Solid-State Fermentation Processes. In Industrial Waste; InTech: Houston, TX, USA, 2012. [Google Scholar]
- Seltenrich, N. Emerging Waste-to-Energy Technologies: Solid Waste Solution or Dead End? Environ. Health Perspect. 2016, 124, A106–A111. [Google Scholar] [CrossRef] [PubMed]
- Sánchez, A.; Artola, A.; Font, X.; Gea, T.; Barrena, R.; Gabriel, D.; Sánchez-Monedero, M.Á.; Roig, A.; Cayuela, M.L.; Mondini, C. Greenhouse Gas Emissions from Organic Waste Composting. Environ. Chem. Lett. 2015, 13, 223–238. [Google Scholar] [CrossRef]
- Calabrò, P.S.; Paone, E.; Komilis, D. Strategies for the Sustainable Management of Orange Peel Waste through Anaerobic Digestion. J. Environ. Manag. 2018, 212, 462–468. [Google Scholar] [CrossRef] [PubMed]
- Food and Agriculture Organization FAOSTAT Food Production. 2020. Available online: http://www.FAO.ORG/FAOSTAT/En/#data/QC (accessed on 24 June 2020).
- Ayala, J.R.; Montero, G.; Coronado, M.A.; García, C.; Curiel-Alvarez, M.A.; León, J.A.; Sagaste, C.A.; Montes, D.G. Characterization of Orange Peel Waste and Valorization to Obtain Reducing Sugars. Molecules 2021, 26, 1348. [Google Scholar] [CrossRef] [PubMed]
- Mahato, N.; Sharma, K.; Sinha, M.; Dhyani, A.; Pathak, B.; Jang, H.; Park, S.; Pashikanti, S.; Cho, S. Biotransformation of Citrus Waste-I: Production of Biofuel and Valuable Compounds by Fermentation. Processes 2021, 9, 220. [Google Scholar] [CrossRef]
- Mandalari, G.; Bennett, R.N.; Bisignano, G.; Saija, A.; Dugo, G.; Lo Curto, R.B.; Faulds, C.B.; Waldron, K.W. Characterization of Flavonoids and Pectins from Bergamot (Citrus Bergamia Risso) Peel, a Major Byproduct of Essential Oil Extraction. J. Agric. Food Chem. 2006, 54, 197–203. [Google Scholar] [CrossRef]
- Gervasi, T.; Pellizzeri, V.; Calabrese, G.; Di Bella, G.; Cicero, N.; Dugo, G. Production of Single Cell Protein (SCP) from Food and Agricultural Waste by Using Saccharomyces cerevisiae. Nat. Prod. Res. 2018, 32, 648–653. [Google Scholar] [CrossRef] [PubMed]
- De Medina-Salas, L.; Giraldi-Díaz, M.R.; Castillo-González, E.; Morales-Mendoza, L.E. Valorization of Orange Peel Waste Using Precomposting and Vermicomposting Processes. Sustainability 2020, 12, 7626. [Google Scholar] [CrossRef]
- Vani, B.S.; Anoop, S. A Review on Bioethanol Production from the Orange Peel Waste (OPW) Using Cellulolytic Soil Bacteria. Int. J. Sci. Eng. Res. 2021, 12, 662–674. [Google Scholar]
- Demain, A.L.; Sánchez, S. Microbial Synthesis of Primary Metabolites- Fermentation Microbiology and Biotechnology: Control of Carbon Flux to Product Formation in Microbial Cell Factorie. In Fermentation Microbiology and Biotechnology; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Kossel, A. Arch Anat Physiol. Physiol. Abt. 1891, 181–186. [Google Scholar]
- Chapman, R.F. Entomology in the Twentieth Century. Annu. Rev. Entomol. 2000, 45, 261–285. [Google Scholar] [CrossRef] [PubMed]
- Ruiz, B.; Chávez, A.; Forero, A.; García-Huante, Y.; Romero, A.; Sánchez, M.; Rocha, D.; Sánchez, B.; Rodríguez-Sanoja, R.; Sánchez, S.; et al. Production of Microbial Secondary Metabolites: Regulation by the Carbon Source. Crit. Rev. Microbiol. 2010, 36, 146–167. [Google Scholar] [CrossRef] [PubMed]
- de la Torre, I.; Ladero, M.; Santos, V.E. D-Lactic Acid Production from Orange Waste Enzymatic Hydrolysates with L. Delbrueckii Cells in Growing and Resting State. Ind. Crops Prod. 2020, 146, 112176. [Google Scholar] [CrossRef]
- Davaritouchaee, M.; Mosleh, I.; Dadmohammadi, Y.; Abbaspourrad, A. One-Step Oxidation of Orange Peel Waste to Carbon Feedstock for Bacterial Production of Polyhydroxybutyrate. Polymers 2023, 15, 697. [Google Scholar] [CrossRef] [PubMed]
- Calabrò, P.S.; Panzera, M.F. Anaerobic Digestion of Ensiled Orange Peel Waste: Preliminary Batch Results. Therm. Sci. Eng. Prog. 2018, 6, 355–360. [Google Scholar] [CrossRef]
- Bustamante, D.; Tortajada, M.; Ramón, D.; Rojas, A. Production of D-Lactic Acid by the Fermentation of Orange Peel Waste Hydrolysate by Lactic Acid Bacteria. Fermentation 2019, 6, 1. [Google Scholar] [CrossRef]
- Escanciano, I.A.; Ripoll, V.; Ladero, M.; Santos, V.E. Study on the Operational Modes Using Both Growing and Resting Cells for Succinic Acid Production from Xylose Kinetic Modelling. Fermentation 2023, 9, 663. [Google Scholar] [CrossRef]
- Nielsen, J. Fermentation Kinetics Central and Modern Concepts. In Fermentation Microbiology and Biotechnology; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Gaden, E.L. Fermentation Process Kinetics. J. Biochem. Microbiol. Technol. Eng. 1959, 1, 413–429. [Google Scholar] [CrossRef]
- Sabater, C.; Ruiz, L.; Delgado, S.; Ruas-Madiedo, P.; Margolles, A. Valorization of Vegetable Food Waste and By-Products Through Fermentation Processes. Front. Microbiol. 2020, 11, 581997. [Google Scholar] [CrossRef]
- Taddia, A.; Tubio, G. Enzyme Technology in Value Addition of Bakery and Confectionery Products. In Value-Addition in Food Products and Processing through Enzyme Technology; Elsevier: Amsterdam, The Netherlands, 2022; pp. 71–82. [Google Scholar]
- Singh, V.; Örmeci, B.; Singh, A.; Saha, S.; Hussain, A. A Novel Solid-State Submerged Fermenter (3SF) for Acidogenic Fermentation of Food Waste at High Volumetric Loading: Effect of Inoculum to Substrate Ratio, Design Optimization, and Inoculum Enrichment. Chem. Eng. J. 2023, 475, 146173. [Google Scholar] [CrossRef]
- Musoni, M.; Destain, J.; Thonart, P.; Bahama, J.-B.; Delvigne, F. Bioreactor Design and Implementation Strategies for the Cultivation of Filamentous Fungi and the Production of Fungal Metabolites: From Traditional Methods to Engineered Systems. Biotechnol. Agron. Soc. Environ. 2015, 19, 430–442. [Google Scholar]
- Webb, C. Design Aspects of Solid State Fermentation as Applied to Microbial Bioprocessing. J. Appl. Biotechnol. Bioeng. 2017, 4, 511–532. [Google Scholar] [CrossRef]
- Subramaniyam, R.; Vimala, R. Solid State and Submerged Fermentation for the Production of Bioactive Substances: A Comparative Study. Int. J. Sci. Nat. 2012, 3, 480–486. [Google Scholar]
- Kaur, P.; Vohra, A.; Satyanarayana, T. Industrial Bioreactors for Submerged Fermentations. In Fermentation Processes Engineering in the Food Industry; Soccol, C.R., Pandey, A., Larroche, C., Eds.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Allaman, T. Bioreactors Design, Operation and Application—Fermentation Microbiology and Biotechnology: Tools, Monitoring, and Controll of Fermentation Processes. In Fermentation Microbiology and Biotechnology; CCR Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Nienow, A.W. Stirring and Stirred-Tank Reactors. Chem. Ing. Tech. 2014, 86, 2063–2074. [Google Scholar] [CrossRef]
- Lopes, M.; Belo, I.; Mota, M. Over-pressurized Bioreactors: Application to Microbial Cell Cultures. Biotechnol. Prog. 2014, 30, 767–775. [Google Scholar] [CrossRef] [PubMed]
- Max, B.; Salgado, J.M.; Rodríguez, N.; Cortés, S.; Converti, A.; Domínguez, J.M. Biotechnological Production of Citric Acid. Braz. J. Microbiol. 2010, 41, 862–875. [Google Scholar] [CrossRef] [PubMed]
- Fratebianchi, D.; Crespo, J.M.; Tari, C.; Cavalitto, S. Control of Agitation Rate and Aeration for Enhanced Polygalacturonase Production in Submerged Fermentation by Aspergillus Sojae Using Agro-industrial Wastes. J. Chem. Technol. Biotechnol. 2017, 92, 305–310. [Google Scholar] [CrossRef]
- Khamseh, A.A.G.; Miccio, M. Comparison of Batch, Fed-Batch and Continuous Well-Mixed Reactors for Enzymatic Hydrolysis of Orange Peel Wastes. Process Biochem. 2012, 47, 1588–1594. [Google Scholar] [CrossRef]
- Kadam, K.L.; Rydholm, E.C.; McMillan, J.D. Development and Validation of a Kinetic Model for Enzymatic Saccharification of Lignocellulosic Biomass. Biotechnol. Prog. 2004, 20, 698–705. [Google Scholar] [CrossRef] [PubMed]
- Zhong, J.-J. Bioreactor Engineering. In Comprehensive Biotechnology; Elsevier: Amsterdam, The Netherlands, 2011; pp. 257–269. [Google Scholar]
- Satari, B.; Karimi, K.; Taherzadeh, M.; Zamani, A. Co-Production of Fungal Biomass Derived Constituents and Ethanol from Citrus Wastes Free Sugars without Auxiliary Nutrients in Airlift Bioreactor. Int. J. Mol. Sci. 2016, 17, 302. [Google Scholar] [CrossRef] [PubMed]
- Pandey, A. Recent Process Developments in Solid-State Fermentation. Process Biochem. 1992, 27, 109–117. [Google Scholar] [CrossRef]
- Thomas, L.; Larroche, C.; Pandey, A. Current Developments in Solid-State Fermentation. Biochem. Eng. J. 2013, 81, 146–161. [Google Scholar] [CrossRef]
- Singhania, R.R.; Patel, A.K.; Thomas, L.; Pandey, A. Solid-State Fermentation. In Industrial Biotechnology: Products and Processes; Wittmann, C., Liao, J.C., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2017; pp. 187–204. [Google Scholar]
- Pandey, A. Solid-State Fermentation. Biochem. Eng. J. 2003, 13, 81–84. [Google Scholar] [CrossRef]
- Singhania, R.; Patel, A.K.; Gottumukkala, L.D.; Rajasree, K.; Soccol, C.R.; Pandey, A. Solid-State Fermentation—Fermentation Microbiology and Biotechnology: Bioconversion of Renewable Resources to Desirable End Products. In Fermentation Microbiology and Biotechnology; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Khaskheli, M.I.; Memon, S.Q.; Siyal, A.N.; Khuhawar, M.Y. Use of Orange Peel Waste for Arsenic Remediation of Drinking Water. Waste Biomass Valorization 2011, 2, 423–433. [Google Scholar] [CrossRef]
- Phuong, N.T.X.; Hong, N.T.T.; Le, P.T.K.; Do, T.C. Chemically Treated Orange Peels as a Bio-Absorbent for Various Dyes. Chem. Eng. Trans. 2021, 89, 79–84. [Google Scholar]
- Michael-Igolima, U.; Abbey, S.J.; Ifelebuegu, A.O.; Eyo, E.U. Modified Orange Peel Waste as a Sustainable Material for Adsorption of Contaminants. Materials 2023, 16, 1092. [Google Scholar] [CrossRef] [PubMed]
- Krishna, C. Solid-State Fermentation Systems—An Overview. Crit. Rev. Biotechnol. 2005, 25, 1–30. [Google Scholar] [CrossRef] [PubMed]
- Farinas, C.S. Developments in Solid-State Fermentation for the Production of Biomass-Degrading Enzymes for the Bioenergy Sector. Renew. Sustain. Energy Rev. 2015, 52, 179–188. [Google Scholar] [CrossRef]
- Mattedi, A.; Sabbi, E.; Farda, B.; Djebaili, R.; Mitra, D.; Ercole, C.; Cacchio, P.; Del Gallo, M.; Pellegrini, M. Solid-State Fermentation: Applications and Future Perspectives for Biostimulant and Biopesticides Production. Microorganisms 2023, 11, 1408. [Google Scholar] [CrossRef] [PubMed]
- Kosseva, M.R. Recovery of Commodities from Food Wastes Using Solid-State Fermentation. In Food Industry Wastes; Elsevier Inc.: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Demir, H.; Göğüş, N.; Tari, C.; Heerd, D.; Lahore, M.F. Optimization of the Process Parameters for the Utilization of Orange Peel to Produce Polygalacturonase by Solid-State Fermentation from an Aspergillus Sojae Mutant Strain. Turk. J. Biol. 2012, 36, 394–404. [Google Scholar] [CrossRef]
- Mahmoodi, M.; Najafpour, G.D.; Mohammadi, M. Bioconversion of Agroindustrial Wastes to Pectinases Enzyme via Solid State Fermentation in Trays and Rotating Drum Bioreactors. Biocatal. Agric. Biotechnol. 2019, 21, 101280. [Google Scholar] [CrossRef]
- Díaz, A.B.; Alvarado, O.; de Ory, I.; Caro, I.; Blandino, A. Valorization of Grape Pomace and Orange Peels: Improved Production of Hydrolytic Enzymes for the Clarification of Orange Juice. Food Bioprod. Process. 2013, 91, 580–586. [Google Scholar] [CrossRef]
- Amin, M.T.; Alazba, A.A.; Shafiq, M. Batch and Fixed-Bed Column Studies for the Biosorption of Cu (II) and Pb (II) by Raw and Treated Date Palm Leaves and Orange Peel. Glob. Nest J. 2017, 19, 464–478. [Google Scholar]
- Biz, A.; Finkler, A.T.J.; Pitol, L.O.; Medina, B.S.; Krieger, N.; Mitchell, D.A. Production of Pectinases by Solid-State Fermentation of a Mixture of Citrus Waste and Sugarcane Bagasse in a Pilot-Scale Packed-Bed Bioreactor. Biochem. Eng. J. 2016, 111, 54–62. [Google Scholar] [CrossRef]
- Maciel, M.; Ottoni, C.; Santos, C.; Lima, N.; Moreira, K.; Souza-Motta, C. Production of Polygalacturonases by Aspergillus Section Nigri Strains in a Fixed Bed Reactor. Molecules 2013, 18, 1660–1671. [Google Scholar] [CrossRef] [PubMed]
- Mitchell, D.A.; de Lima Luz, L.F.; Krieger, N.; Berovič, M. Bioreactors for Solid-State Fermentation. In Comprehensive Biotechnology; Elsevier: Amsterdam, The Netherlands, 2011; pp. 347–360. [Google Scholar]
- Grohmann, K.; Baldwin, E.A.; Buslig, B.S. Production of Ethanol from Enzymatically Hydrolyzed Orange Peel by the Yeast Saccharomyces Cerevisiae. Appl. Biochem. Biotechnol. 1994, 45–46, 315–327. [Google Scholar] [CrossRef] [PubMed]
- Grohmann, K.; Cameron, R.G.; Buslig, B.S. Fermentation of Sugars in Organe Peel Hydrolysates to Ethanol by Recombinant Escherichia Coli KO11. Appl. Biochem. Biotechnol. 1995, 51–52, 423–435. [Google Scholar] [CrossRef] [PubMed]
- Stewart, D.; Widmer, W.; Grohmann, K.; Wilkins, M. Ethanol Production from Citrus Processing Wastes. U.S. Patent Application Publication No. US/2006/0177916-A1, 10 August 2006. [Google Scholar]
- Wilkins, M.R.; Widmer, W.W.; Grohmann, K. Simultaneous Saccharification and Fermentation of Citrus Peel Waste by Saccharomyces Cerevisiae to Produce Ethanol. Process Biochem. 2007, 42, 1614–1619. [Google Scholar] [CrossRef]
- Oberoi, H.S.; Vadlani, P.V.; Madl, R.L.; Saida, L.; Abeykoon, J.P. Ethanol Production from Orange Peels: Two-Stage Hydrolysis and Fermentation Studies Using Optimized Parameters through Experimental Design. J. Agric. Food Chem. 2010, 58, 3422–3429. [Google Scholar] [CrossRef] [PubMed]
- Poletto, P.; Polidoro, T.A.; Zeni, M.; da Silveira, M.M. Evaluation of the Operating Conditions for the Solid-State Production of Pectinases by Aspergillus Niger in a Bench-Scale, Intermittently Agitated Rotating Drum Bioreactor. LWT—Food Sci. Technol. 2017, 79, 92–101. [Google Scholar] [CrossRef]
- Li, P.; Xia, J.; Shan, Y.; Nie, Z. Comparative Study of Multi-Enzyme Production from Typical Agro-Industrial Residues and Ultrasound-Assisted Extraction of Crude Enzyme in Fermentation with Aspergillus Japonicus PJ01. Bioprocess. Biosyst. Eng. 2015, 38, 2013–2022. [Google Scholar] [CrossRef] [PubMed]
- Torrado, A.M.; Cortés, S.; Salgado, J.M.; Max, B.; Rodríguez, N.; Bibbins, B.P.; Converti, A.; Domínguez, J.M. Citric Acid Production from Orange Peel Wastes by Solid-State Fermentation. Braz. J. Microbiol. 2011, 42, 394–409. [Google Scholar] [CrossRef]
- Zafar, M.; Bano, H.S.; Anwar, Z. Orange Peels Valorization for Citric Acid Production through Single and Co-Culture Fermentation. Jordan. J. Biol. Sci. 2021, 14, 261–266. [Google Scholar] [CrossRef]
- Hamdy, H.S. Citric Acid Production by Aspergillus Niger Grown on Orange Peel Medium Fortified with Cane Molasses. Ann. Microbiol. 2013, 63, 267–278. [Google Scholar] [CrossRef]
- Rodrigues, C.; de Souza Vandenberghe, L.P.; Teodoro, J.; Pandey, A.; Soccol, C.R. Improvement on Citric Acid Production in Solid-State Fermentation by Aspergillus Niger LPB BC Mutant Using Citric Pulp. Appl. Biochem. Biotechnol. 2009, 158, 72–87. [Google Scholar] [CrossRef] [PubMed]
- Kuivanen, J.; Dantas, H.; Mojzita, D.; Mallmann, E.; Biz, A.; Krieger, N.; Mitchell, D.; Richard, P. Conversion of Orange Peel to L-Galactonic Acid in a Consolidated Process Using Engineered Strains of Aspergillus Niger. AMB Express 2014, 4, 33. [Google Scholar] [CrossRef] [PubMed]
- Rivas, B.; Torrado, A.; Torre, P.; Converti, A.; Domínguez, J.M. Submerged Citric Acid Fermentation on Orange Peel Autohydrolysate. J. Agric. Food Chem. 2008, 56, 2380–2387. [Google Scholar] [CrossRef] [PubMed]
- Maurya, K.K.; Tripathi, A.D.; Kumar, D.; Srivastava, S.K. Production, Purification and Characterization of Prodigiosin by Serratia Nematodiphilia (NCIM 5606) Using Solid-State Fermentation with Various Substrate. Ann. Phytomed. Int. J. 2020, 9. [Google Scholar] [CrossRef]
- Kantifedaki, A.; Kachrimanidou, V.; Mallouchos, A.; Papanikolaou, S.; Koutinas, A.A. Orange Processing Waste Valorisation for the Production of Bio-Based Pigments Using the Fungal Strains Monascus Purpureus and Penicillium Purpurogenum. J. Clean. Prod. 2018, 185, 882–890. [Google Scholar] [CrossRef]
- Ahmadi, F.; Zamiri, M.J.; Khorvash, M.; Banihashemi, Z.; Bayat, A.R. Chemical Composition and Protein Enrichment of Orange Peels and Sugar Beet Pulp after Fermentation by Two Trichoderma Species. Iran. J. Vet. Res. 2015, 16, 25–30. [Google Scholar]
- Vaccarino, C.; Lo Curto, R.; Tripodo, M.M.; Patané, R.; Laganá, G.; Schachter, S. SCP from Orange Peel by Fermentation with Fungi—Submerged and ‘Surface’ Fermentations. Biol. Wastes 1989, 29, 279–287. [Google Scholar] [CrossRef]
- Aggelopoulos, T.; Katsieris, K.; Bekatorou, A.; Pandey, A.; Banat, I.M.; Koutinas, A.A. Solid State Fermentation of Food Waste Mixtures for Single Cell Protein, Aroma Volatiles and Fat Production. Food Chem. 2014, 145, 710–716. [Google Scholar] [CrossRef] [PubMed]
- Güzel, M.; Akpınar, Ö. Production and Characterization of Bacterial Cellulose from Citrus Peels. Waste Biomass Valorization 2019, 10, 2165–2175. [Google Scholar] [CrossRef]
- Kuo, C.-H.; Huang, C.-Y.; Shieh, C.-J.; Wang, H.-M.D.; Tseng, C.-Y. Hydrolysis of Orange Peel with Cellulase and Pectinase to Produce Bacterial Cellulose Using Gluconacetobacter Xylinus. Waste Biomass Valorization 2019, 10, 85–93. [Google Scholar] [CrossRef]
- Cheng, Y.; Xue, P.; Chen, Y.; Xie, J.; Peng, G.; Tian, S.; Chang, X.; Yu, Q. Effect of Soluble Dietary Fiber of Navel Orange Peel Prepared by Mixed Solid-State Fermentation on the Quality of Jelly. Foods 2023, 12, 1724. [Google Scholar] [CrossRef] [PubMed]
- Mantzouridou, F.T.; Paraskevopoulou, A.; Lalou, S. Yeast Flavour Production by Solid State Fermentation of Orange Peel Waste. Biochem. Eng. J. 2015, 101, 1–8. [Google Scholar] [CrossRef]
- Andrade, M.A.; Barbosa, C.H.; Shah, M.A.; Ahmad, N.; Vilarinho, F.; Khwaldia, K.; Silva, A.S.; Ramos, F. Citrus By-Products: Valuable Source of Bioactive Compounds for Food Applications. Antioxidants 2022, 12, 38. [Google Scholar] [CrossRef] [PubMed]
- Pourbafrani, M.; Forgács, G.; Horváth, I.S.; Niklasson, C.; Taherzadeh, M.J. Production of Biofuels, Limonene and Pectin from Citrus Wastes. Bioresour. Technol. 2010, 101, 4246–4250. [Google Scholar] [CrossRef] [PubMed]
- Choi, I.S.; Lee, Y.G.; Khanal, S.K.; Park, B.J.; Bae, H.-J. A Low-Energy, Cost-Effective Approach to Fruit and Citrus Peel Waste Processing for Bioethanol Production. Appl. Energy 2015, 140, 65–74. [Google Scholar] [CrossRef]
- Ismail, A.-M.S. Utilization of Orange Peels for the Production of Multienzyme Complexes by Some Fungal Strains. Process Biochem. 1996, 31, 645–650. [Google Scholar] [CrossRef]
- Amin, F.; Bhatti, H.N.; Bilal, M. Recent Advances in the Production Strategies of Microbial Pectinases—A Review. Int. J. Biol. Macromol. 2019, 122, 1017–1026. [Google Scholar] [CrossRef] [PubMed]
- Available online: https://www.Zionmarketresearch.Com/Report/Pectinase-Market (accessed on 12 December 2023).
- Książek, E. Citric Acid: Properties, Microbial Production, and Applications in Industries. Molecules 2023, 29, 22. [Google Scholar] [CrossRef] [PubMed]
- Abd Alsaheb, R.A.; Mohammed, M.M.; Abdullah, J.K.; Abbas, A.H. Citric Acid Production: Raw Material, Microbial Production, Fermentation Strategy and Global Market: Critical Review. Al-Khwarizmi Eng. J. 2023, 19, 1–14. [Google Scholar] [CrossRef]
- Zion Market Research. Global Organic Acids Market: Overview; Zion Market Research: Maharashtra, India.
- Li, Q.; Siles, J.A.; Thompson, I.P. Succinic Acid Production from Orange Peel and Wheat Straw by Batch Fermentations of Fibrobacter Succinogenes S85. Appl. Microbiol. Biotechnol. 2010, 88, 671–678. [Google Scholar] [CrossRef] [PubMed]
- Lima, C.A.; Bento, H.B.S.; Picheli, F.P.; Paz-Cedeno, F.R.; Mussagy, C.U.; Masarin, F.; Torres Acosta, M.A.; Santos-Ebinuma, V.C. Process Development and Techno-Economic Analysis of Co-Production of Colorants and Enzymes Valuing Agro-Industrial Citrus Waste. Sustain. Chem. Pharm. 2023, 35, 101204. [Google Scholar] [CrossRef]
- Thiviya, P.; Gamage, A.; Kapilan, R.; Merah, O.; Madhujith, T. Single Cell Protein Production Using Different Fruit Waste: A Review. Separations 2022, 9, 178. [Google Scholar] [CrossRef]
- Mondal, A.K.; Sengupta, S.; Bhowal, J.; Bhattacharya, D.K. Utilization of Fruit Wastes Producing Single Cell Protein. Int. J. Sci. Environ. Technol. 2012, 1, 430–438. [Google Scholar]
- Sayah, I.; Gervasi, C.; Achour, S.; Gervasi, T. Fermentation Techniques and Biotechnological Applications of Modified Bacterial Cellulose: An Up-to-Date Overview. Fermentation 2024, 10, 100. [Google Scholar] [CrossRef]
- EC. A New Circular Economy Action Plan; COM (2020) 98 Final; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- EC. Towards A Circular Economy: A Zero Waste Programme for Europe. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions (COM), 398; European Commission: Brussels, Belgium, 2014. [Google Scholar]
- European Commission. A Sustainable Bioeconomy for Europe: Strengthening the Connection between Economy, Society and the Environment; COM(2018) 673 Final; European Commission: Brussels, Belgium, 2018. [Google Scholar]
- Panwar, D.; Saini, A.; Panesar, P.S.; Chopra, H.K. Unraveling the Scientific Perspectives of Citrus By-Products Utilization: Progress towards Circular Economy. Trends Food Sci. Technol. 2021, 111, 549–562. [Google Scholar] [CrossRef]
- FAO. Citrus Fruit-Fresh and Processed. Statistical Bulletin 2016; FAO: Rome, Italy, 2017. [Google Scholar]
- Mandalari, G.; Nueno Palop, C.; Tuohy, K.; Gibson, G.R.; Bennett, R.N.; Waldron, K.W.; Bisignano, G.; Narbad, A.; Faulds, C.B. In Vitro Evaluation of the Prebiotic Activity of a Pectic Oligosaccharide-Rich Extract Enzymatically Derived from Bergamot Peel. Appl. Microbiol. Biotechnol. 2007, 73, 1173–1179. [Google Scholar] [CrossRef] [PubMed]
- Mandalari, G.; Bennett, R.N.; Bisignano, G.; Trombetta, D.; Saija, A.; Faulds, C.B.; Gasson, M.J.; Narbad, A. Antimicrobial Activity of Flavonoids Extracted from Bergamot (Citrus Bergamia Risso) Peel, a Byproduct of the Essential Oil Industry. J. Appl. Microbiol. 2007, 103, 2056–2064. [Google Scholar] [CrossRef] [PubMed]
- Filocamo, A.; Bisignano, C.; Ferlazzo, N.; Cirmi, S.; Mandalari, G.; Navarra, M. In Vitro Effect of Bergamot (Citrus bergamia) Juice against CagA-Positive and-Negative Clinical Isolates of Helicobacter Pylori. BMC Complement. Altern. Med. 2015, 15, 256. [Google Scholar] [CrossRef] [PubMed]
- Maugeri, A.; Russo, C.; Musumeci, L.; Lombardo, G.E.; De Sarro, G.; Barreca, D.; Cirmi, S.; Navarra, M. The Anticancer Effect of a Flavonoid-Rich Extract of Bergamot Juice in THP-1 Cells Engages the SIRT2/AKT/P53 Pathway. Pharmaceutics 2022, 14, 2168. [Google Scholar] [CrossRef] [PubMed]
- Trombetta, D.; Cimino, F.; Cristani, M.; Mandalari, G.; Saija, A.; Ginestra, G.; Speciale, A.; Chirafisi, J.; Bisignano, G.; Waldron, K.; et al. In Vitro Protective Effects of Two Extracts from Bergamot Peels on Human Endothelial Cells Exposed to Tumor Necrosis Factor-α (TNF-α). J. Agric. Food Chem. 2010, 58, 8430–8436. [Google Scholar] [CrossRef] [PubMed]
- Russo, C.; Lombardo, G.E.; Bruschetta, G.; Rapisarda, A.; Maugeri, A.; Navarra, M. Bergamot Byproducts: A Sustainable Source to Counteract Inflammation. Nutrients 2024, 16, 259. [Google Scholar] [CrossRef] [PubMed]
- Teigiserova, D.A.; Hamelin, L.; Tiruta-Barna, L.; Ahmadi, A.; Thomsen, M. Circular Bioeconomy: Life Cycle Assessment of Scaled-up Cascading Production from Orange Peel Waste under Current and Future Electricity Mixes. Sci. Total Environ. 2022, 812, 152574. [Google Scholar] [CrossRef] [PubMed]
- FAOSTAT. Available online: http://www.Fao.Org/Faostat/En/#data/QC/Visualize (accessed on 12 December 2023).
- De Castro, L.A.; Lizi, J.M.; das Chagas, E.G.L.; de Carvalho, R.A.; Vanin, F.M. From Orange Juice By-Product in the Food Industry to a Functional Ingredient: Application in the Circular Economy. Foods 2020, 9, 593. [Google Scholar] [CrossRef] [PubMed]
- Food and Agriculture Organization of the United Nations (FAO). Food Wastage Footprint. 2013. Available online: http://www.Fao.Org/3/I3347e/I3347e.Pdf (accessed on 12 December 2023).
Figure 1.
Schematic view of structural composition of an orange.

Figure 2.
Main processing steps of orange processing industry.

Figure 3.
Main added-value products obtained from orange pomace by-products through fermentative processes.
Figure 3.
Main added-value products obtained from orange pomace by-products through fermentative processes.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Main advantages and disadvantages of the main bioreactor types.
| Bioreactor Type | Pro | Cons |
|---|---|---|
| Shallow-Tray | Simple in design Low cost | Static condition No forced aeration |
| Fixed-Bed Column | More efficient process controls | Difficult scale-up |
| Rotating Drum | Possibility of mixing intermittently and of operating on continuous or semi-continuous mode. | |
| Stirred Tank | Ease of control of all operating factors | High cost |
Table 2.
Main added value microbial metabolites obtained by SmF and SSF processes on orange pel by-products.
Table 2.
Main added value microbial metabolites obtained by SmF and SSF processes on orange pel by-products.
| Product | Organism | Process | References |
|---|---|---|---|
| Bioethanol | Saccharomyces cerevisiae; recombinant Escherichia coli Koll | SmF | [59,60,61,62,63] |
| Enzymes | Aspergillus oryzae; A. niger; Emericella variecolor NS3; A. japonicus (URM5620); Pleurotus pulmonarius; A. brasiliensis; A. awamori; A. sojae | SmF and SS | [52,53,54,56,57,61,64,65] |
| Organic acids | Aspergillus niger; A. niger and Aspergillus fumigatus | SmF and SSF | [66,67,68,69,70,71] |
| Dyes | Serratia nematodiphila (NCIM 5606); Monascus purpureus and Penicillium purpurogenum. | SmF and SSF | [72,73] |
| Crude protein | Trichoderma reesei and Trichoderma viride, S. cerevisiae, Kluyveromyces marxianus and kefir | SmF and SSF | [10,74,75,76] |
| Bacterial cellulose | Gluconacetobacter xylinus; Komagataeibacter hansenii GA2016 | SmF | [77,78] |
| Soluble dietary fiber | Trichoderma reesei and A. niger | SSF | [79] |
| Aroma volatiles | Selected industrial S. cerevisiae | SSF | [76,80] |
| Fungal chitosan | Mucor indicus and Rhizopus oryzae | SmF | [39] |
| Fatty acids | S. cerevisiae, Kluyveromyces marxianus and kefir | SSF | [76] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Gervasi, T.; Mandalari, G. Valorization of Agro-Industrial Orange Peel By-Products through Fermentation Strategies. Fermentation 2024, 10, 224. https://doi.org/10.3390/fermentation10050224
AMA Style
Gervasi T, Mandalari G. Valorization of Agro-Industrial Orange Peel By-Products through Fermentation Strategies. Fermentation. 2024; 10(5):224. https://doi.org/10.3390/fermentation10050224
Chicago/Turabian StyleGervasi, Teresa, and Giuseppina Mandalari. 2024. "Valorization of Agro-Industrial Orange Peel By-Products through Fermentation Strategies" Fermentation 10, no. 5: 224. https://doi.org/10.3390/fermentation10050224
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.